Back
[00:01:59] -!- matheus_ has quit [Ping timeout: 260 seconds]
[00:03:32] -!- jfire has quit [Client Quit]
[00:05:12] <CaptHindsight> up until now I've just been using Linuxcnc just for motion control
[00:05:59] -!- bedah has quit [Quit: Ex-Chat]
[00:06:20] <CaptHindsight> inkjet heads, lasers and light modulators etc have been controlled by parallel systems
[00:06:27] -!- KimK has quit [Ping timeout: 272 seconds]
[00:07:19] -!- KimK [KimK!~Kim__@ip24-255-223-153.ks.ks.cox.net] has joined #linuxcnc
[00:07:26] <kengu> i would like to control some inkjet head
[00:07:38] <CaptHindsight> I'm just pondering if I should just leave it that way or look into expanding what linuxcnc controls
[00:10:21] <CaptHindsight> kengu: what do you want to deposit with them?
[00:11:04] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[00:11:34] <kengu> CaptHindsight: ink, on wood. i think.
[00:13:03] -!- andypugh has quit [Quit: andypugh]
[00:13:15] -!- Felix29 [Felix29!Felix@c-71-193-105-131.hsd1.in.comcast.net] has joined #linuxcnc
[00:13:30] <CaptHindsight> you'll need big drops since the wood is very porous
[00:13:55] <CaptHindsight> big in the inkjet world is 100-200pL
[00:14:35] -!- kiw has quit [Ping timeout: 252 seconds]
[00:15:50] <CaptHindsight> look for a used valvejet by Marsh, Foxjet, Videojet etc
[00:16:06] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[00:19:19] <kengu> i spotted a working machine at one worksite and i have a feeling they do have some decommissioned ones or parts around. actually
[00:20:29] <Guest61414> did any one ever do any work on implementing rear / back tool post into the axis preview?
[00:20:39] -!- asdfasd has quit [Ping timeout: 272 seconds]
[00:20:42] Guest61414 is now known as robh_
[00:21:13] robh_ is now known as Guest57445
[00:23:40] <CaptHindsight> http://www.youtube.com/watch?v=QzOKtYSe5-E this would make for a fun kids toy
[00:24:22] -!- Guest57445 [Guest57445!~robh@2.124.65.33] has parted #linuxcnc
[00:24:38] <kengu> pretty cool
[00:25:06] <kengu> ..now i need one of those (;
[00:35:07] -!- Rob_h [Rob_h!~robh@2.124.65.33] has joined #linuxcnc
[00:36:43] <i_tom> that handjet is pretty handy stuff, mate
[00:36:49] <i_tom> ;]
[00:39:10] -!- Rob_h [Rob_h!~robh@2.124.65.33] has parted #linuxcnc
[00:40:02] <RyanS> I want to see them and do a wavyy line print
[00:40:43] -!- micges has quit [Read error: Connection reset by peer]
[00:40:51] <R2E4> pcw_home: Does it have to be a 5v Switching PS for the 7i77 5v input?
[00:41:10] <CaptHindsight> RyanS: it just takes a shaky hand
[00:43:22] <RyanS> I just got a label maker and can connect to the PC and print out. Handy if you have lots of labels
[00:43:27] -!- Servos4ever has quit [Ping timeout: 252 seconds]
[00:45:09] -!- gmag [gmag!~gmag@a89-155-97-115.cpe.netcabo.pt] has joined #linuxcnc
[00:53:34] -!- Servos4ever [Servos4ever!~chatzilla@173-87-52-50.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[00:58:02] -!- sumpfralle1 has quit [Ping timeout: 252 seconds]
[01:04:16] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[01:05:51] -!- Lekensteyn has quit [Ping timeout: 260 seconds]
[01:11:04] -!- mozmck has quit [Read error: Connection reset by peer]
[01:12:58] -!- mozmck [mozmck!~moses@67.210.159.209] has joined #linuxcnc
[01:14:51] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[01:16:51] -!- Komzpa has quit [Client Quit]
[01:23:13] <pcw_home> R2E4: No, any 5V say 1-2 Amp supply should do
[01:31:05] -!- sumpfralle has quit [Read error: Connection reset by peer]
[01:31:40] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[01:40:45] -!- voxadam has quit [Remote host closed the connection]
[01:40:58] -!- voxadam [voxadam!voxadam@unaffiliated/voxadam] has joined #linuxcnc
[01:42:13] -!- garfong has quit [Ping timeout: 246 seconds]
[01:42:53] -!- garfong [garfong!~garfong@c-76-98-15-234.hsd1.pa.comcast.net] has joined #linuxcnc
[01:42:59] -!- garfong has quit [Read error: Connection reset by peer]
[01:47:49] -!- sumpfralle has quit [Ping timeout: 246 seconds]
[01:48:15] -!- FreezingCold has quit [Ping timeout: 245 seconds]
[01:51:18] -!- patrickarlt has quit [Quit: Leaving...]
[01:59:43] -!- voxadam has quit [Remote host closed the connection]
[02:00:05] -!- voxadam [voxadam!~voxadam@unaffiliated/voxadam] has joined #linuxcnc
[02:03:46] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[02:12:52] -!- the_wench [the_wench!~the_wench@host81-149-189-98.in-addr.btopenworld.com] has joined #linuxcnc
[02:16:33] -!- GuShH_Lap [GuShH_Lap!GuShH_Lap@unaffiliated/gushh] has joined #linuxcnc
[02:21:28] -!- c-bob|afk has quit [Read error: Operation timed out]
[02:23:06] -!- c-bob|afk [c-bob|afk!~c@pD9EACF60.dip0.t-ipconnect.de] has joined #linuxcnc
[02:24:23] -!- Komzpa has quit [Ping timeout: 252 seconds]
[02:30:25] -!- Servos4ever has quit [Quit: ChatZilla 0.9.90.1 [SeaMonkey 2.23/20131210201646]]
[02:31:07] <R2E4> Anyone know of Linuxcnc classes going on?
[02:31:35] <R2E4> I'm just not grasping an understanding of how it all fits together.
[02:33:23] <archivist> no classes but there are docs on sections and how they connect, some on the wiki
[02:36:25] <R2E4> Someone could really rake in the dough for basic online classes. I'd pay the 200.00 to get me in the right direction.
[02:37:04] <archivist> I imagine one customer willing to pay
[02:37:12] <R2E4> I know three people that have turned away from LinuxCNC because docs are too scattered and not enough glue.
[02:37:27] <R2E4> hehe, yeah
[02:37:32] <archivist> I do understand the scattered comment
[02:37:51] <R2E4> IT may take me another month or so, I'll get there but damn....
[02:38:15] <Tom_itx> all they gotta do is ask here or on the list
[02:38:58] <R2E4> You have to admit, sometimes you get attitude when asking.
[02:40:33] <R2E4> I'm at the point of no return. I have no choice.
[02:40:56] -!- i_tom has quit [Remote host closed the connection]
[02:41:20] -!- i_tom [i_tom!~quassel@95-42-184-17.btc-net.bg] has joined #linuxcnc
[02:41:20] -!- i_tom has quit [Client Quit]
[02:42:13] <Mr_Mayhem> Someone should totally do a comprehensive video series from basic to expert levels, and lots of tips and tweaks. Would help alot.
[02:42:38] <Mr_Mayhem> The problem is info scattered.
[02:43:00] <archivist> someone is doing videos, but I never watch them
[02:43:42] <Mr_Mayhem> I will watch if it is very step by step, or for a specific how-to.
[02:43:56] <Mr_Mayhem> Like how to control my spindle, etc.
[02:44:19] <archivist> you have to remember the roots of the project as opensource so each bit of documentation relates to the writers preferred method
[02:44:55] <Mr_Mayhem> Of course, but that dosen't mean take the docs and drop them by helicopter so to speak.
[02:45:19] <archivist> and there are so many variables they cannot all be documented and people just get it done leaving no docs behind
[02:45:20] <Mr_Mayhem> Sometimes that seems what happened. Sometimes not.
[02:46:24] -!- terabyte- has quit [Quit: terabyte-]
[02:46:34] <archivist> the best way to fix what you dont like is to get involved and fix it
[02:47:09] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[02:47:12] -!- terabyte- has quit [Client Quit]
[02:47:16] <R2E4> Guys are upodating and writing docs every day. Problem is they are extending the existing model that does not tend to help newbie's.
[02:47:31] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[02:47:54] <R2E4> I would love to help, have to get to a point where I can....hehe
[02:48:20] <archivist> actually that is exactly how some docs get created
[02:48:20] <Tom_itx> it's hard to write general purpose docs because lcnc is so flexible
[02:48:50] <Tom_itx> what suits you may not suit someone else
[02:49:08] <Mr_Mayhem> I accept that, but what I see missing is like a really tight core, it's a bit all over the place.
[02:49:13] <archivist> the flexibility is overwhelming
[02:49:16] <Tom_itx> i don't need to know how to run dual steppers on a gantry for instance
[02:49:28] <Mr_Mayhem> Yeah.
[02:49:30] <Tom_itx> but someone else may need just that
[02:50:13] <R2E4> well, I would venture to bet if there was a 10 page document that ouotlines and explains getting a mesa card system up and running after linux install, that that document would get more hits than most any other docs.
[02:50:20] <R2E4> as an example....
[02:50:38] <Mr_Mayhem> I agree already.
[02:50:49] <Mr_Mayhem> Mesa was a challenge to dig up.
[02:50:50] -!- AR__ has quit [Ping timeout: 240 seconds]
[02:50:53] <Tom_itx> ok but which mesa card?
[02:51:00] <Tom_itx> see i don't have a 5i25
[02:51:07] <Tom_itx> so what i would tell you wouldn't work
[02:51:09] <Mr_Mayhem> 5i75 7i76 pair.
[02:51:22] <R2E4> it doesnt really matter which card. When one gets written, they will follow.
[02:51:48] <Tom_itx> i did a basic one on bit files
[02:51:51] <Tom_itx> a couple times
[02:52:08] <Mr_Mayhem> I was thinking someone should go down the list of models and recondense the best examples for each card. They are all over the place in the forum.
[02:52:17] <R2E4> thgantrykins I think it is on dual steppers on one axis.
[02:52:39] <R2E4> I could never get that working either.
[02:52:48] <pcw_home> they are all the same:
[02:52:50] <pcw_home> all hostmot2 (you can use the sample servo configs in the linux dist for pretty much all)
[02:53:29] <pcw_home> worst case you need to change the card name and maybe comment out GPIO
[02:54:06] <R2E4> Thats not too bad cause you can get there with Pncconf, which is very well done.
[02:54:26] <R2E4> Problem is, whats the next step? actually make it work.
[02:54:35] <Mr_Mayhem> Btw, the tutorial I found that is highlighted in the forum worked to get started. So that was good. But it's like newbies don't know anything, so should see that stuff in the docs without resorting to the forums, here is your answer.
[02:56:38] <Mr_Mayhem> I also had to update, so, that wasn't easy for a newbie with no internet to the box. Had to bring the files over, run the update. Not hard but not obvious to newbie. Substance of my argument here is the obviousness of a task sequence is often the problem, not the technical complexity or difficulty so much.
[02:58:01] <cradek> we all make the mistake of thinking that whatever docs we need right now, for our current skill level, about our current task, and in our preferred format, are what would be best for the project and everyone
[02:58:01] <R2E4> Don't want to seem we are bitching, cause you guys are really amazing and your work is vastly appreciated.
[02:58:49] <Mr_Mayhem> Yes, this software is a godsend to many.
[02:58:54] <cradek> I absolutely can't imagine digging through the forum or sitting through a video (or sitting in a classroom)
[02:59:08] <Mr_Mayhem> I am very pleased with it, and look foward to the new stuff.
[02:59:21] <cradek> a video is exactly the last way I want information that can be presented as text
[02:59:45] <Mr_Mayhem> I am looking at the relative tightness of the docs compared with commercial faq/docs/how-to resolution.
[02:59:54] <Tom_itx> cradek do you prefer 'show and tell' or just tell?
[03:00:03] <Tom_itx> ie jpg along with the txt
[03:00:14] <cradek> of course it depends
[03:00:25] <Tom_itx> i did 'show and tell' for the bit files
[03:00:34] -!- terabyte- has quit [Quit: terabyte-]
[03:00:52] <Mr_Mayhem> First you tell them what you are going to tell them. Then you tell them. Finally, you tell them what you told them.
[03:00:57] <cradek> I don't want to argue about what format is best, but I do want to warn against assuming your own preference is universal
[03:00:58] -!- MacGalempsy has quit [Ping timeout: 246 seconds]
[03:01:12] <Tom_itx> sometimes i can read something 3 times and still miss the answer
[03:01:25] <cradek> in this kind of setup, the one doing the work gets to choose the format...
[03:01:33] <Tom_itx> heh
[03:01:34] <Tom_itx> true
[03:01:50] <R2E4> cradek: for someone that has been involved with it for a long extended period I would agree sitting in a classroom would not be one of their highest priorities. But for a beginner it would be an amazing start.
[03:02:12] <cradek> if you think videos would help the project, absolutely go ahead and make them, it will surely help others.
[03:02:41] <cradek> R2E4: sure, all you need is a classroom and the right teacher. we have had that in the past.
[03:03:02] ries is now known as ries_away
[03:03:13] <R2E4> yeah, got to get to a point where I would be capable....hehe
[03:03:29] <Tom_itx> but then you wouldn't need it
[03:03:44] <Mr_Mayhem> I think there needs to be different tracks for the most common flavors of machine and associated needs. Add in a chapter for absolute newbie with a simple chinese router mill with a ton of detail. I can write that one! Seriously, I will write it.
[03:04:00] <R2E4> Thats true, and thats whats happening. But it wuld surely help a hell of alot of people behind you.
[03:04:25] <cradek> Mr_Mayhem: that sounds great.
[03:04:37] <cradek> look forward to seeing it.
[03:04:44] <Mr_Mayhem> That way, the newbies get invited to the party properly so to speak.
[03:06:38] <R2E4> Mr_Mayhem, make sure that router has an ATC on it....
[03:07:37] <R2E4> Does anyone know if Shunkworks had any LinuxCNC experience before he did that Huge pallet Changing Kearney monstor?
[03:07:41] <archivist> when a noob sees a huge pile of docs he can equally be put off :)
[03:07:55] <Mr_Mayhem> My point exactly.
[03:08:18] <Mr_Mayhem> Smooth onramp is crucial for new folks.
[03:08:51] <Mr_Mayhem> Then build up from there, but keep the core very well laid out.
[03:09:35] <Mr_Mayhem> I consider the core a simple cheap mill, because I think the most people arrive on that horse.
[03:11:13] <archivist> actually the all arrive on different horses, mill,router,lathe etc
[03:11:46] -!- |1li has quit [Read error: Connection reset by peer]
[03:11:57] <Tom_itx> i arrived on a pack mule
[03:13:14] <Mr_Mayhem> Should survey that somehow. Would not the newbie bell curve be dominated by a small router or mill?
[03:13:14] <archivist> my first machine was a gear cutter that morphed to a fugly 5 axes mill
[03:13:28] <Mr_Mayhem> hehe
[03:13:36] <archivist> second was a lathe
[03:14:45] <R2E4> oh yeah, that certainl;y fits in the general category....hehe
[03:14:55] <Mr_Mayhem> You do some cool gear work there. So is the pie chart not dominated by mill/router? I would be suprised if it was not.
[03:16:01] <archivist> that assumption is what <cradek> we all make the mistake of thinking that whatever docs we need right now, for our current skill level, about our current task, and in our preferred format, are what would be best for the project and everyone
[03:16:22] <archivist> is alluding to as a possible mistake
[03:16:56] <Mr_Mayhem> Obviously lathe is a big chunk too, but then between those two, I bet we passed the 67% of the pie chart.
[03:18:01] <Mr_Mayhem> I am trying to say, polish the core that pertains to the majority. Then others say there is no majority.
[03:18:36] <Mr_Mayhem> Or imply that. I agree it's still a wide topic.
[03:18:39] <archivist> and there are camps of stepper, servo(analogue) and servo(step dir) and interface method
[03:18:45] <Mr_Mayhem> Even with that constraint.
[03:19:21] <archivist> draw a matrix of the possibilities and it is large
[03:20:18] <archivist> plus the hardware PC,beaglebone etc
[03:21:06] <pcw_home> the whole 3d printer crowd
[03:21:15] -!- GuShH_Lap has quit [Disconnected by services]
[03:21:19] <pcw_home> the 6dof robots
[03:22:06] <skunkworks> it is nice to see steve is hard on everyone..
http://groups.yahoo.com/neo/groups/mach1mach2cnc/conversations/messages/142810
[03:22:08] <R2E4> Start with the Mill/Router and when they see that format working, others will pipe in with their own.
[03:22:11] -!- GuShH_Lap [GuShH_Lap!GuShH_Lap@unaffiliated/gushh] has joined #linuxcnc
[03:22:38] -!- GuShH_Lap has quit [Disconnected by services]
[03:22:38] <Mr_Mayhem> If this was a company, I'd assign a head docs person, then under that supporters who have the "12 blind men and the elephant" versions of reality in their respective heads for top modes of use. Then find common ground in a distallation process. With software has a minimum workability. With docs, it's like the bar is lowered so there is more noise.
[03:22:40] <Mr_Mayhem> ok will do.
[03:23:11] -!- GuShH_ [GuShH_!GuShH_Lap@unaffiliated/gushh] has joined #linuxcnc
[03:23:44] <eric_unterhausen> skunkworks, that video was pretty ridiculous
[03:25:01] <skunkworks> well - he doesn't have a lathe to show... :)
[03:25:16] <R2E4> skunkworks: did you know LinuxCNC before you did your conversion on that monster Kearny?
[03:25:24] <Tom_itx> i think JT-Shop has done an excellent job documenting is stuff as well as updating the online docs for linuxcnc
[03:25:40] <skunkworks> R2E4: I knew enough to know that it could be done...
[03:27:10] -!- tjb11 [tjb11!~tjb1@cpe-67-252-67-92.stny.res.rr.com] has joined #linuxcnc
[03:27:11] -!- tjb1 has quit [Ping timeout: 240 seconds]
[03:27:15] <skunkworks> home brew controller -> turbocnc -> emc1 -> linuxcnc
[03:27:41] <skunkworks> I ran emc1 for a couple of weeks iirc - then got involved with testing emc2(linuxcnc)
[03:27:49] <skunkworks> So I guess I have been around
[03:28:06] -!- tjb11 has quit [Read error: Connection reset by peer]
[03:29:01] -!- tjb1 [tjb1!~tjb1@cpe-67-252-67-92.stny.res.rr.com] has joined #linuxcnc
[03:29:23] * skunkworks is pretty good at breaking things...
[03:29:57] tjb1 is now known as gushh_lap2
[03:30:09] gushh_lap2 is now known as gushh_lap
[03:30:17] gushh_lap is now known as tjb1
[03:33:27] <Mr_Mayhem> Old school cnc folks are an inspiration to me. Love it when they show their skills online.
[03:34:25] <Mr_Mayhem> Some of you folks are truly badass when it comes to cnc; good stuff. You know who you are.
[03:34:39] <skunkworks> this was the old control
http://electronicsam.com/images/KandT/conversion/cheatsheet.JPG
[03:34:48] <Mr_Mayhem> I am not there yet, but aspire to.
[03:35:19] <skunkworks> it is soooooo much nicer with linuxcnc...
[03:35:40] <Mr_Mayhem> punchcard, lol.
[03:35:51] <archivist> paper tape
[03:36:26] <Mr_Mayhem> Now if someone has punchcard or paper tape, yeah, you are old skool for certain.
[03:36:52] <archivist> I dont remember any machines on card although card was used at the cam stage with APT
[03:37:18] -!- somenewguy [somenewguy!~chatzilla@pool-108-7-223-206.bstnma.fios.verizon.net] has joined #linuxcnc
[03:37:21] <Mr_Mayhem> I can't imagine trying to rogram using paper tape. Last time I used paper tape, it was army crypto key.
[03:37:23] <skunkworks> we ran that control until the mid 2000's
[03:37:44] <somenewguy> anyone here who can help stop me from shooting myself?
[03:37:45] <somenewguy> I have couple lines of code that move to a point, then modify the variable and arc to a new point, but according to axisthey are moving to the samepoint...
[03:37:50] <somenewguy> I have been staring at the same problem too long and nothing is gonna clear it up on my end
[03:37:57] <somenewguy> that somehow the variable is not changing when I think it is... clearly I am missing something
[03:38:11] <somenewguy> ... I have no idea what just happend, sorry if I wasrepeatingmyself
[03:38:44] <archivist> add debug code to your code so you can find the problem
[03:38:51] <Mr_Mayhem> I guess list the g code script somewhere, with the code in question highlighted, so someone can analyse it.
[03:39:17] <Mr_Mayhem> Pass a file to someone maybe too.
[03:39:32] <archivist> pastebin somewhere
[03:39:44] -!- atom1 [atom1!~tom@unaffiliated/toml/x-013812] has joined #linuxcnc
[03:40:50] <skunkworks> telepathy?
[03:40:55] <Mr_Mayhem> lol
[03:41:33] <Mr_Mayhem> Psycic: "I see an arc statement in your look ahead..."
[03:41:37] <eric_unterhausen> I wrote a program on paper tape, of course it had a mistake
[03:41:54] -!- gmag has quit [Quit: Enough small talk...]
[03:41:56] <eric_unterhausen> fixing mistakes was in the advanced class, so I didn't get to do it
[03:42:19] <Mr_Mayhem> Let me guess, you poke a hole in the row with the error, or tape over it, hehe.
[03:42:37] <skunkworks> old school 'cut and paste'
[03:42:47] <eric_unterhausen> it was possible to poke a hole, but cut and paste was the main way
[03:42:48] <Mr_Mayhem> yeah, for real.
[03:42:53] <eric_unterhausen> they had a splicer
[03:43:03] <Mr_Mayhem> hehe.
[03:43:13] <Mr_Mayhem> Now that is funny.
[03:43:21] <eric_unterhausen> not really
[03:43:24] <Mr_Mayhem> I guess it worked.
[03:43:26] <eric_unterhausen> :)
[03:43:35] <skunkworks> we ran paper tape for a few jobs - then decided to interface it to a computer (tape emulator) that was so much nicer
[03:43:45] <eric_unterhausen> I was pissed about my mistake, I think I forgot to retract or something stuipd
[03:44:12] <eric_unterhausen> I was running a job today, so stressful
[03:44:20] <eric_unterhausen> can't imagine using tape
[03:44:50] <Mr_Mayhem> I know the feeling, ran a whole pcb and tool change pause left the head 2mm above the workpiece; Couldn't change the tool. And couldn't re run it from there.
[03:45:03] <Mr_Mayhem> Redo!
[03:45:09] <Mr_Mayhem> Kinda like reboot.
[03:45:39] <eric_unterhausen> couple thousand into this part so far
[03:45:49] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[03:46:09] -!- R2e4_ [R2e4_!~R2e4@modemcable052.149-176-173.mc.videotron.ca] has joined #linuxcnc
[03:46:11] <Mr_Mayhem> Tape emulator must have been a godsend, btw.
[03:46:14] tjb1 is now known as GuShH_fAp
[03:46:36] <Mr_Mayhem> Compared to manual cut and paste, literaly.
[03:46:53] <eric_unterhausen> if you were running a job over and over, tape would be fine
[03:46:54] <eric_unterhausen> sorta
[03:46:57] -!- Tom_L [Tom_L!~tom@unaffiliated/toml/x-013812] has joined #linuxcnc
[03:47:02] -!- atom1 has quit [Quit: Leaving]
[03:47:02] <skunkworks> http://electronicsam.com/images/KandT/conversion/rearcontrller.JPG
[03:47:05] -!- Tom_L has quit [Read error: Connection reset by peer]
[03:47:22] -!- atom1 [atom1!~tom@unaffiliated/toml/x-013812] has joined #linuxcnc
[03:47:34] GuShH_fAp is now known as tjb1
[03:47:45] <Mr_Mayhem> wow, that's a lot of cards.
[03:47:53] <Mr_Mayhem> Looks like 70's stuff.
[03:47:57] <somenewguy> sorry fell into a hole pushing numbers thru excel toverify
[03:47:59] <Mr_Mayhem> at first glance.
[03:48:20] -!- R2e4_ has quit [Remote host closed the connection]
[03:48:42] <somenewguy> le means less than or equal to, hmmm
[03:49:01] <Mr_Mayhem> I guess look ahead was not in the pipe at that time/paper tape era.
[03:49:23] <somenewguy> i feel like ther eis a scrolling joke in here somewhere
[03:49:46] <skunkworks> Mr_Mayhem: are you phill?
[03:49:50] <somenewguy> http://pastebin.com/haTg99ZQ
[03:49:54] <Mr_Mayhem> Naa. Doug
[03:50:00] <Mr_Mayhem> Las Vegas, NV
[03:50:13] <somenewguy> notice that the main subrouting is commented out and that file is completly standalone
[03:50:27] <skunkworks> ah - ok. I thought maybe you where testing the new read-ahead in development.
[03:50:29] <Mr_Mayhem> No, I did not attend new years crazyness. :-)
[03:50:41] <somenewguy> line 70 is hte issue, it seems like the final time the while loop iterates, the if statment inside it has not
[03:50:47] <skunkworks> that was all replaced with
http://electronicsam.com/images/KandT/conversion/panel/electricalbox.jpg
[03:50:50] <somenewguy> and not incremented <rad>
[03:51:44] <Mr_Mayhem> Oh, sounds like the assignment to the loop variables fails the last loop?
[03:52:20] <Mr_Mayhem> Or the if then trigger variable is not set properly the last time around.
[03:52:25] <Mr_Mayhem> ?
[03:52:25] -!- atom1 has quit [Quit: Leaving]
[03:53:12] <CaptHindsight> I was just flipping through channels and came across "Mega Shredders" on the Science channel, how do these dopes end up with these big budget contracts?
[03:53:16] <Mr_Mayhem> Impressive machine conversion.
[03:53:49] <Mr_Mayhem> They have a team who paves the way for the show.
[03:55:50] <somenewguy> AHA, thank you rubberducky! bad math strikes again!
[03:56:06] <somenewguy> sign conversion in my logic on paper made its way into the program
[03:56:12] <CaptHindsight> a shredder in copper plant that gets exposed to sulfuric acid 24/7 and nobody thought about how to properly design it, service it or preventative maintenance
[03:56:34] <somenewguy> IF and I mean IF my cut tonight goes properly and I end out with holes that I wanted, I think this code is looking goood
[03:56:56] <somenewguy> aaaaand AXIS crashes when I reload hahaha
[03:57:22] <Mr_Mayhem> Saw the shredded get stalled by fish nets, lol.
[03:57:53] <Mr_Mayhem> so it was sign conversion?
[04:01:39] <Mr_Mayhem> Well, I'm off to start an outline. I kinda like the sherline getting started format, just a bit too talkative.
[04:02:17] <Mr_Mayhem> There are others as well to examine the structure and see what's good.
[04:05:02] -!- skorasaurus has quit [Ping timeout: 252 seconds]
[04:09:01] -!- Demiurge has quit [Ping timeout: 272 seconds]
[04:12:00] -!- WalterN [WalterN!~luna@66-191-20-168.dhcp.lncy.or.charter.com] has joined #linuxcnc
[04:13:15] <WalterN> looking at drill sharpeners
[04:13:27] <WalterN> http://portland.craigslist.org/clc/tls/4264888199.html is my favorite so far
[04:16:45] -!- likewhoa has quit [Remote host closed the connection]
[04:56:53] <eric_unterhausen> I have a question
[04:57:04] <eric_unterhausen> it's when a man and a woman love each other very much
[04:59:05] <jdh> and are forced to use Ubuntu?
[04:59:12] <somenewguy> ok, who wants to tell me what axis really means when it says my if is msising a left bracket?
[04:59:43] <somenewguy> http://pastebin.com/6ATmPSHz
[05:00:01] <somenewguy> claims I'm missing an [ somewhere near line 94, and I am callin gBS on that
[05:00:05] <somenewguy> I see all my brackets
[05:00:15] <somenewguy> stupid finishing touches
[05:00:49] -!- jef79m [jef79m!~jef79m@124-168-151-14.dyn.iinet.net.au] has joined #linuxcnc
[05:08:40] <eric_unterhausen> I was having a problem like that at work, turned out to be linefeeds
[05:09:11] <eric_unterhausen> the file started on a mac, went to windows, stupid interpreter couldn't handle linefeeds
[05:10:38] -!- dhoovie [dhoovie!~kvirc@122.177.254.132] has joined #linuxcnc
[05:12:11] <somenewguy> hmmm
[05:12:17] <somenewguy> I'll look at it in wine notepad
[05:12:58] <somenewguy> also unexpected new skill, I just searched for straggling [] using regexs....
[05:13:03] <somenewguy> what is this new power I feel?
[05:13:26] <eric_unterhausen> first time I used regex in a program I felt dirty somehow
[05:16:58] <somenewguy> its.... odd
[05:17:18] <somenewguy> very hard to learnonline, there are several concepts I could have got in 20 seconds if Icould talk to a person about it
[05:17:42] <somenewguy> learned it to write a syntax definition for sublime so now my g-code looks all kinds of sexy in sublime text
[05:18:08] <somenewguy> much nicer than gedit, gonna do some code completion soon and then Iwill feel like a wizard
[05:18:23] <somenewguy> BUT FIRST CURSE YOU LEFT BRACKET
[05:18:30] <Mr_Mayhem> parsing and tokenizing code uses regex sometimes and it gets old fast. Too many test cases to verify to cover all the holes.
[05:19:14] <Mr_Mayhem> Used to parse word docs, bleah stuff.
[05:19:16] <somenewguy> oh I would NEVER want to do it for work
[05:19:21] <toastydeath> http://xkcd.com/208/
[05:19:54] <somenewguy> i would need a rope/swing mounted laptop with 20 tabs of different regex cheatsheats open on it, but yes that is waht I feel like
[05:20:13] <somenewguy> for someone here who does konw regexs well, do you know a concise way of making a list of items caseinsensitive?
[05:20:42] <somenewguy> like I want (lt|le|gt|) to capture caps or otherwise
[05:22:33] <Mr_Mayhem> hmmm. been a while. probably simple thing for case insensitive.
[05:23:20] <Mr_Mayhem> In java,
http://stackoverflow.com/questions/15815446/regular-expression-list-matching-without-case-sensitivity
[05:24:25] <somenewguy> clooooose but not quite
[05:24:30] <somenewguy> gonna try and build on that tho
[05:25:42] <Mr_Mayhem> You can add an "i" to make the regex match case insensitive
[05:25:49] <Mr_Mayhem> http://www.regular-expressions.info/perl.html
[05:26:00] -!- terabyte- has quit [Quit: terabyte-]
[05:26:53] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[05:27:32] <Mr_Mayhem> looks like a pearl add-on would be used for that.
[05:28:53] <somenewguy> yeah I saw that but it doesnt seem to be doing what Iwant...
[05:29:23] <Mr_Mayhem> https://github.com/kliment/Printrun/issues/216 seems related but helpful? Maybe not.
[05:31:08] <somenewguy> case is a sticky thing
[05:31:25] <somenewguy> the stuff I am doing is just window dressing to make gcode more human readable, has no effect on its use
[05:31:39] <Mr_Mayhem> Oh, I see,
[05:31:54] <somenewguy> I am getting close to being ready to offer a prize to anyone who can point out where my missing bracket is
[05:31:59] <somenewguy> i ghighly doubt its a missing bracket
[05:32:10] <somenewguy> but Ican't narrowit down
[05:32:45] <Mr_Mayhem> heh. Like you need one of those "find the missing paired bracket" loop.
[05:33:10] <Mr_Mayhem> like as found in a basic code editor to alert you early on.
[05:33:31] <Mr_Mayhem> Turns the thing red or whatever.
[05:33:59] -!- Felix29 has quit []
[05:34:10] <Mr_Mayhem> http://unix.stackexchange.com/questions/10267/how-to-find-unmatched-brackets-in-a-text-file
[05:34:35] <Mr_Mayhem> I don't know what language you use, but that's one way.
[05:35:57] <cradek> somenewguy: "ifelse"
[05:36:55] <somenewguy> sldkjfal
[05:36:56] <somenewguy> thank you
[05:37:20] <Mr_Mayhem> Maybe there is a simple exe that can check for matched brackets or whatever.
[05:38:16] <cradek> after reading the "if" it expects [some condition in brackets]. since that part is missing, you get that error
[05:38:19] <somenewguy> i actually have written part of that already for sublimetext
[05:38:39] <somenewguy> a highlighter that yells at you for certain dumb but easy mistakes
[05:38:48] <Mr_Mayhem> Yes, exactly.
[05:40:03] <Mr_Mayhem> Maybe just browse all the If statements using find, hehe. Check each for brackets. I donno.
[05:40:30] -!- tinkerer has quit [Quit: Leaving.]
[05:40:55] <somenewguy> cradek nailed it on the head, I was using elseif instead of ifelse
[05:41:14] <somenewguy> errr, whichever way was wrong was the way I had it
[05:41:47] <Mr_Mayhem> http://utilitymill.com/utility/bracket_matcher input your script here.
[05:42:05] <Mr_Mayhem> It is like an online bracket matcher.
[05:43:32] <somenewguy> a cool tool
[05:43:42] <somenewguy> although not quite usefulll for this specific problem Iam bookmarking that
[05:44:10] <somenewguy> sublime text, and I assume most any ide, will underline the open and closed paren/bracket/whatever taht are enclosing your current cursor position
[05:44:19] <somenewguy> a very nice feature
[05:44:41] <somenewguy> even nicer is the fact that if youput the cursor infront of a bracket, it will highlight the matchign bracket, if one exists
[05:45:00] <somenewguy> really easy way to double check a conditinal statment with 20 layers of nested parens
[05:46:04] <Mr_Mayhem> Yes, saw that highlight bracket and opposite bracket in ruby script editor for sketchup.
[05:46:15] -!- voxadam has quit [Ping timeout: 240 seconds]
[05:46:24] -!- voxadam [voxadam!voxadam@unaffiliated/voxadam] has joined #linuxcnc
[05:51:49] <somenewguy> it also adds brackets as you type
[05:51:58] <somenewguy> which is so convenient I actually forot it did it
[05:52:30] -!- dhoovie has quit [Read error: Connection reset by peer]
[05:52:41] <somenewguy> so when you type a open paren, it inserts a close paren infront of your cursr so you are magically typing between them. if you accidently add a close paren, it abosrbs the one it put in automagically
[05:52:49] <somenewguy> so no matter what you have the close paren
[05:52:55] <somenewguy> untill yo uaccidently delete it later of coruse
[05:52:57] <somenewguy> course
[05:54:15] <Mr_Mayhem> Nice feature, so you don't forget.
[05:59:37] <somenewguy> yeap, someone put a lot of work into this thing
[06:01:18] <Mr_Mayhem> I like this pic:
http://www.computerhistory.org/atchm//wp-content/uploads/2012/08/williams-workbench.jpg
[06:01:44] <Mr_Mayhem> Shows what a real engineer's bench looks like.
[06:02:45] -!- Fox_Muldr has quit [Ping timeout: 272 seconds]
[06:03:50] -!- voxadam has quit [Ping timeout: 240 seconds]
[06:04:01] -!- voxadam [voxadam!voxadam@unaffiliated/voxadam] has joined #linuxcnc
[06:04:16] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-4d010ce4.pool.mediaWays.net] has joined #linuxcnc
[06:19:23] -!- lyzidiamond has quit [Quit: lyzidiamond]
[06:38:50] <RyanS> I'm almost expecting to see a monkey coupled to the testing equipment
[06:39:34] <Mr_Mayhem> http://www.computerhistory.org/atchm/an-analog-life-remembering-jim-williams/
[06:39:41] <Mr_Mayhem> More there.
[06:59:55] <somenewguy> I'd call that neat compared to some of the folks at work...
[07:01:15] <somenewguy> he was a god as far as I can tell
[07:05:02] <RyanS> Looks a bit like archivists lounge room :p
[07:08:02] <Mr_Mayhem> lol! Nice.
[07:08:54] <Mr_Mayhem> Yeah, he was one of the top guys in analog designs.
[07:09:39] <Mr_Mayhem> We need more of those kind of folks. Put out feeders to attract them and care for them. Maybe then we can get to mars or whatever.
[07:10:04] <Mr_Mayhem> Fusion would be nice too, by the way.
[07:10:26] <RyanS> Mars is overrated
[07:10:48] <Mr_Mayhem> Ok, what then? Mine asteroids or something?
[07:11:32] <Mr_Mayhem> I'm bored with the state of space stuff. Except for Hubble and the mars crawlers, etc.
[07:12:18] <Mr_Mayhem> Maybe the chinese on the moon will perk the competition up a bit.
[07:12:22] <RyanS> I don't know. I just can't get past the origin of space exploration as a cold war and dick measuring contest
[07:13:01] <Mr_Mayhem> I know, it's so ironic how the v2 went to the moon to be man's greatest achievement or whatever.
[07:13:18] <Mr_Mayhem> Then the cold war, and their evil toys.
[07:13:49] <RyanS> V2? Wasn't that the German 'buzz bomb'?
[07:14:15] <RyanS> No that was the V1
[07:14:25] <Mr_Mayhem> Yeah, as in the nazi rocket scientist becomes mankind's hope for space exploration. Very ironic.
[07:14:30] -!- The_Ball has quit [Ping timeout: 252 seconds]
[07:14:50] <RyanS> Operation paperclip
[07:15:27] <Mr_Mayhem> They certainly had some mad skills in engineering, left over from the german classical period and it's echoes, but seriously, nazi?
[07:15:43] <Loetmichel> if you look at it a saturn V is just a sized up V2 ;-)
[07:15:44] <Mr_Mayhem> Wow. And all to do the cold war.
[07:16:06] <somenewguy> best thing to ever happen to us I guess
[07:16:15] <RyanS> I'm not sure how political von Braun was
[07:16:38] <Loetmichel> iirc totally apolitical
[07:16:45] <somenewguy> when you are that bright, you are either uber politcal, or completly in your own world
[07:16:51] <somenewguy> "I just want to build big machines"
[07:17:05] <Mr_Mayhem> I think he was a pet, not a nazi fundy, but still. Looks bad and ironic to say the least. But substance over appearances wins the day I suppose.
[07:17:19] <RyanS> Yeah, I think he would have been going wherever the cash was
[07:17:19] <Loetmichel> like in "as long as you let me do my work i am not interested in your political mess"
[07:17:36] <Mr_Mayhem> Yeah, like that.
[07:18:04] <RyanS> NAZA space program lol
[07:18:28] <Mr_Mayhem> Then the whole nuclear power leap starting because of the bomb project. That's another example of evil ending up doing some good, at least tech wise.
[07:18:33] <Mr_Mayhem> hehe
[07:18:40] <Mr_Mayhem> NAZA, good one!
[07:18:40] <Loetmichel> <. has to go to work now, already 18 minutes late ;)
[07:18:57] <Mr_Mayhem> see ya Loet
[07:19:12] <RyanS> I just think about the monkeys and dogs fired into space... Running out of oxygen
[07:19:51] <Mr_Mayhem> Don't dwell on it, that's your Bad Place...hehe
[07:20:17] <Mr_Mayhem> I.. can't... breathe....Must..do....something...
[07:20:48] <Mr_Mayhem> No but that was kinda messed up with the animal thing.
[07:21:21] <RyanS> "Okay, men we're going to strap you on top of a ballistic missile and fire you into space. Are you okay with it? "
[07:21:22] <Mr_Mayhem> But I'm not a dog hugger, unless you include my wife. Just kidding.
[07:21:33] <RyanS> ooo
[07:21:56] <Mr_Mayhem> Yeah, the whole least cost bidder risk thing.
[07:23:41] <RyanS> Nuclear stuff is pretty scary, im studying international relations and did a subject last year on security studies
[07:23:46] <Mr_Mayhem> I guess that every tech has good or bad uses as they say, but the nasa and nuclear things were so in your face as examples of good as byproducts of evil.
[07:24:15] <Mr_Mayhem> Yeah, can be. Like the black market, etc.
[07:24:50] <Mr_Mayhem> I like the whole thorium idea, gets away from the bomb material problem with more efficiency less cost.
[07:25:21] <RyanS> just things like the anti ballistic missile treaty when both sides agreed that missile defence was 'destabilising'
[07:25:30] <Mr_Mayhem> Still makes some nasty elements, 235? but not so usable for boom.
[07:26:08] <Mr_Mayhem> I always suspected a conspiracy behind the whole cold war. Classic gang-countergang op.
[07:26:09] <RyanS> Felt safer, apparently with more missiles pointed at eachother
[07:26:29] <Mr_Mayhem> Yeah, MAD.
[07:26:56] <Mr_Mayhem> I knew larouche, he wanted to share it, not use it only for usa.
[07:27:04] <Mr_Mayhem> SDI
[07:27:26] <Mr_Mayhem> But he was a little out of touch with the establishment to say the least.
[07:27:43] <Mr_Mayhem> He did much up the works for awhile though.
[07:27:56] <RyanS> The closest they ever came to nuclear exchange was 1983, actually. Not the Cuban missile crisis
[07:28:26] <Mr_Mayhem> Was that the missle launch detection in russia, where the colonel backed it down?
[07:28:45] <Mr_Mayhem> Because attack would probably be many not one.
[07:29:13] <Mr_Mayhem> Was a solar reflection or something on the sensor on the satellite?
[07:29:30] <RyanS> That was during a NATO training exercise
http://en.wikipedia.org/wiki/Able_Archer_83
[07:29:55] <Mr_Mayhem> Oh, the test disk.
[07:30:05] -!- terabyte- has quit [Quit: terabyte-]
[07:30:09] <Mr_Mayhem> Running the test but not aware it was a simulation?
[07:30:16] <RyanS> There was some sort of glitch and in the environment of deteriorating relations
[07:30:16] <Mr_Mayhem> let me look.
[07:30:59] <RyanS> yeh because the Soviets often disguised real military manoeuvres as exercises and presumed that NATO did the same
[07:31:09] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[07:31:40] <Mr_Mayhem> Builtup of political tension, korean air shoot down, then False alarm from the Soviet early missile warning system
[07:31:41] <RyanS> And also they were becoming increasingly paranoid about political unreast
[07:31:44] <Mr_Mayhem> ok
[07:31:57] <Mr_Mayhem> I remember.
[07:32:11] <Mr_Mayhem> MTV early days, heh
[07:32:30] <Mr_Mayhem> I want my MTV.
[07:32:39] -!- voxadam has quit [Ping timeout: 240 seconds]
[07:32:51] -!- voxadam [voxadam!voxadam@unaffiliated/voxadam] has joined #linuxcnc
[07:33:14] <RyanS> I was 10 in 1990 so I don't really remember the end of the Cold War, except I think I remember seeing the Berlin Wall on the news
[07:33:15] <Mr_Mayhem> Well, didn't that smell like a setup. Wind them up and watch them run. Hmmm, maybe.
[07:33:46] <Mr_Mayhem> Maybe not.
[07:34:05] <RyanS> eh?
[07:34:44] <Mr_Mayhem> I mean, it seems so scripted, if one was looking at it from a conspiracy view. Who shoots down airliners?
[07:34:58] <RyanS> ah
[07:35:10] <Mr_Mayhem> Not so common. And during tensions? Hmmm.
[07:35:28] <RyanS> "Central Intelligence Agency historian Benjamin B. Fischer lists several concrete occurrences that likely led to the birth of RYAN" lol
[07:35:29] <Mr_Mayhem> Maybe the tensions make the shooting, or vice versa.
[07:35:42] <Mr_Mayhem> heh
[07:36:02] <RyanS> it Was operation VRYAN but anyways
[07:36:11] <Mr_Mayhem> Yeah.
[07:36:32] <Mr_Mayhem> I like the Russian cnc forums. They have skills.
[07:36:58] <Mr_Mayhem> Amps and electronics too. Good diy over there.
[07:37:18] <Mr_Mayhem> In Soviet Russia, cnc make You!
[07:37:52] <RyanS> I don't get that Soviet Russia thing is that like Chuck Norris...
[07:38:26] <Mr_Mayhem> https://en.wikipedia.org/wiki/In_Soviet_Russia...
[07:40:19] <Mr_Mayhem> https://en.wikipedia.org/wiki/Russian_reversal more specific to joke
[07:40:58] <Mr_Mayhem> In America, your work determines your marks.
[07:40:59] <Mr_Mayhem> In Soviet Russia, Marx determines your work!
[07:41:10] <RyanS> That was a good one
[07:41:28] <Mr_Mayhem> I like the confusious says ones too.
[07:41:51] <Mr_Mayhem> Confusious say, man who stand on toilet high on pot!
[07:42:18] <Mr_Mayhem> Man who run in front of car soon get tired. Man who run behind car soon get exhausted.
[07:42:32] <RyanS> You beat me to it
[07:42:34] <Mr_Mayhem> etc.
[07:42:54] <Mr_Mayhem> I need some new ones. Mine are tired too.
[07:43:08] <RyanS> The exhausted one is one of the best
[07:43:11] <Mr_Mayhem> hehe
[07:43:14] <Mr_Mayhem> yeah
[07:43:59] <Mr_Mayhem> So, what kind of machine do you use again?
[07:44:11] <Mr_Mayhem> I forgot or never asked.
[07:44:38] <Mr_Mayhem> I am running a cheap chinese cnc of the better kind I suppose. Desktop but the big one.
[07:45:10] <RyanS> I don't have anything CNC, but I recently got a fairly large three-phase drill press and got a VFD
[07:45:45] <RyanS> I have a compound table on it and was just not enough clearance on the bench top machine
[07:46:07] <Mr_Mayhem> Nice. You can make nice furnature using dowell pins with that. I did the same to make an enclosure for my cnc. Uses pins and bolts so I can take it apart and get it through the doorway.
[07:46:30] <RyanS> I also use a small 150x350mm lathe, but it's not mine
[07:47:01] <Mr_Mayhem> http://www.woodpeck.com/crossdoweljig.html
[07:47:21] <Mr_Mayhem> One way to do dowell pins if you want to make a sturdy bench or whatever.
[07:47:24] -!- terabyte- has quit [Quit: terabyte-]
[07:47:39] <RyanS> And the ubiquitous Chinese bandsaw so much easier than slumming it with a hacksaw and an angle grinder
[07:47:50] <Mr_Mayhem> The pins hold it together very strongly, yet come apart.
[07:48:05] <Mr_Mayhem> Yeah, nice to have that over the hacksaw.
[07:48:40] <RyanS> Not really interested in woodwork too dusty lol
[07:49:14] <Mr_Mayhem> It's actually neat to see the precision. I am with you generally, I want to do other materals as well as pcbs.
[07:49:50] <Mr_Mayhem> I was amazed by how clean the cuts are compared to say, standard woodshop stuff.
[07:50:18] <Mr_Mayhem> I am sure there are more precise ways to do cuts without cnc, but wow.
[07:50:36] <RyanS> I'm thinking of getting an oxygen propane rig, then I only have to rent oxygen. I want to be able to praise dissimilar metals
[07:50:50] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[07:50:58] <RyanS> braze
[07:50:59] <Mr_Mayhem> Brazing, yah?
[07:51:26] <Mr_Mayhem> Kind of like welding, lite version.
[07:51:29] <RyanS> Voice recognition... Misinterprets things sometimes brays praise brays
[07:51:36] <Mr_Mayhem> ha
[07:51:36] <RyanS> bah
[07:52:23] <Mr_Mayhem> I am typing. Note to self, go buy a voice app or make windows do it, now where is that button near the clock again? I know, it makes errors, sometimes bad ones.
[07:52:30] <Loetmichel> nothing like welding
[07:52:43] <Mr_Mayhem> Closer to soldering?
[07:52:49] <Mr_Mayhem> In between?
[07:53:10] <Loetmichel> soldering/brazing copper sheets is MUCH easier then (gas) welding them
[07:53:13] -!- FinboySlick has quit [Quit: Leaving.]
[07:53:14] <Loetmichel> btdt
[07:53:32] <RyanS> Welding can just use stick or MIG but it seems brazing the only way to do dissimilar metals
[07:53:43] <Mr_Mayhem> I can imagine...
[07:54:05] <Mr_Mayhem> Oh, so dis-similar is where you should braze.
[07:54:12] <Loetmichel> right
[07:54:30] <RyanS> brazing really is just high temperature soldering, I don't know why it gets its own term
[07:54:31] <Loetmichel> especially when the metals have vastly dissimilar melting temperatuires
[07:55:41] <Mr_Mayhem> I am still admiring your sheet metal work Loetmichel. I will try as soon as I receive my new stepper driver cards. 3 days.
[07:55:49] <Loetmichel> hrhr
[07:56:25] <Mr_Mayhem> So, what kind of thing are you aiming to make using brazing, RyanS?
[07:56:41] <Loetmichel> i have welded 4mm copptre sheets to for lanterns for a garden
[07:57:01] <Loetmichel> with a acetylene/oxygen toch
[07:57:04] <RyanS> I think propane blowtorches really are limited to soft solder and silver rods with a high amount of silver?
[07:57:04] <Loetmichel> torch
[07:57:18] <Loetmichel> not a thin i would reccomend for the beginner, tough ;-)
[07:57:32] <Mr_Mayhem> Copper pipe makes nice tiki torches too. Much nicer than the wicker or whatever type.
[07:57:50] -!- voxadam has quit [Ping timeout: 240 seconds]
[07:58:01] -!- voxadam [voxadam!voxadam@unaffiliated/voxadam] has joined #linuxcnc
[07:58:16] <Mr_Mayhem> Use a large diameter for the fuel tank, and reducers to hold the wick.
[07:58:40] <Mr_Mayhem> Very classy looking things in the garden.
[07:58:41] <Loetmichel> i think i destroyed 10 sets of copper sheets until the first one was without holes in the welds
[07:59:02] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[07:59:06] <Mr_Mayhem> haha, practice was a bit rough, huh?
[07:59:08] <Deejay> moin
[07:59:40] <Loetmichel> well, copper tends to stay solid and then suddenly going waterthin
[07:59:50] <Loetmichel> not easy to weld that with a flame
[07:59:57] <Deejay> morning guys!
[08:00:03] <Mr_Mayhem> Morning
[08:00:21] <RyanS> I'm interested in making some model steam engines, but I have things like making a cold drip coffee maker and a kind of gear,steampunkish desk lamp with a few different machined parts
[08:00:43] <Mr_Mayhem> Ahh, steampunk is awesome when done right!
[08:00:50] -!- terabyte- has quit [Quit: terabyte-]
[08:01:10] <Mr_Mayhem> Hehe, anyone do a steampunked cnc? That would be funny.
[08:01:16] <Loetmichel> for the steampunk parts i would go with glue
[08:01:50] <Mr_Mayhem> Yeah, less danger from heat?
[08:01:57] <Loetmichel> and for the steam engines with silver solder and a propane torch
[08:02:06] <RyanS> However, I spent more time making stands for bansaw & lathhe modifications
[08:02:21] <Mr_Mayhem> Just like a hot water heater copper pipe connection...
[08:02:52] <Loetmichel> no, hot water would be lead/tin solder over here
[08:03:24] <Mr_Mayhem> Not silver then? Curious, especially with all the concern about lead.
[08:03:49] <RyanS> I guess silver solder is pretty strong. I would like a way to bend metal , a bit easier. Perhaps something like a torch fired forge made from a section of pipe
[08:03:51] <Loetmichel> may be the new "leadless" electronic solders now
[08:04:04] <Loetmichel> but still the low temperature tin based solder
[08:04:14] <Mr_Mayhem> Ahh.
[08:04:19] <Loetmichel> not the realtuively high tempaerature silver solder
[08:04:42] <Mr_Mayhem> I always wondered how much lead I breathed in over the years, using my soldering iron.
[08:04:51] <Loetmichel> Mr_Mayhem: noting
[08:04:53] <Mr_Mayhem> I use that silver stuff now.
[08:04:55] <RyanS> Could you silver solder copper to stainless with MAPP?
[08:05:03] <Loetmichel> lead doesent evaporate at soldering temperatures
[08:05:18] <Mr_Mayhem> Oh, that's a Good Thing.
[08:05:19] <RyanS> Blowtorch
[08:05:21] <Loetmichel> never tested
[08:05:28] <Loetmichel> @ RyanS
[08:05:43] <Loetmichel> but stainless and soldering is a pain in the A***
[08:05:53] -!- asdfasd [asdfasd!~aaa@2.25.70.36] has joined #linuxcnc
[08:06:07] <Mr_Mayhem> heh, better to weld then?
[08:06:36] <RyanS> Pretty useless?
http://www.eastcoastweldingsupplies.com.au/store/brazing%20kit
[08:06:41] <Loetmichel> yes, for stainless to stainless
[08:06:55] <Loetmichel> for copper to stainless: no idea
[08:07:08] <Loetmichel> maybe riveting it would be the best way ;-)
[08:07:25] <Mr_Mayhem> I know so little when it comes to welding and brazing. Just enough to feel ok about it when I need to begin a project, with a learning curve to climb.
[08:07:42] <ReadError> dust collection question
[08:07:48] <Mr_Mayhem> k
[08:07:54] <ReadError> if im running about 10' of 4" hose
[08:08:01] <ReadError> into the 2" shopvac style
[08:08:17] <ReadError> would I benefit from making an adapter for my shoe and using the 2" for the entire run?
[08:08:50] <Loetmichel> ReadError: depends
[08:08:53] <ReadError> i figured theres less "cubic feet"
[08:09:05] <ReadError> so maybe it would increase the negative pressure inside the shoe
[08:09:22] <Loetmichel> the 4" will have problems maiontaining the air speed when connected to a 2" intake
[08:09:25] <Mr_Mayhem> It is best to maintain the 4" for as much as you can.
[08:09:42] <Loetmichel> so it may be deposituing your swarf along the way inside the tube
[08:09:44] <Mr_Mayhem> Maybe go to 2" near the dust shoe or above it some.
[08:10:10] <Mr_Mayhem> Ohh, pressure drip, my bad.
[08:10:33] <ReadError> yea im thinking about removing the 4" section entirely
[08:10:43] <Mr_Mayhem> I get "stay 4" when I asked the same question at kentcnc.com
[08:10:46] <ReadError> and making an adapter to insert my 2" inside the 4" hole
[08:11:01] <Mr_Mayhem> But my cnc is 2" too, a hobby machine, so 4" is too big,
[08:11:14] <ReadError> yea i have that also Mr_Mayhem, the kent shoe
[08:11:33] <Mr_Mayhem> He says, stay with 4". Hmmm. I have the same issue then.
[08:11:52] <Mr_Mayhem> I wanted to make a dust shoe like his, but shrunk down in scale.
[08:12:13] <Mr_Mayhem> Maybe with some vortex strategy near the cutting tool for more suction there.
[08:12:17] <RyanS> ReadError: Maybe rip-off the dust deputy
http://www.oneida-air.com/category.asp?Id={CC6B6F2A-E3D7-4F18-A53C-B5C357DFE131}
[08:12:23] <ReadError> well i was also thinking about something to actually draw the dust in better
[08:12:46] <ReadError> rather than it sucking from the top, you know the style of those car vacuum cleaner nozzles
[08:12:49] <ReadError> at carwashes
[08:12:59] <ReadError> flat ( ) shaped
[08:13:32] <ReadError> RyanS im actually running 2 of their cyclones ;)
[08:14:19] <RyanS> That idea would really 'suck'.. lol, sorry bad humour
[08:14:47] <Mr_Mayhem> You need to center the suction votex at the cutting tool, I think. Hey I used to fly gliders, but what do I know? I saw a really cool design on a french website that sucked from a hole on top above the tool. The passed into a torus having a side pipe to connect the vacuum, and was suspened on a clamp.
[08:15:30] <Mr_Mayhem> I need to find that one. But you have what you have, so..
[08:15:40] <Mr_Mayhem> I would experiment.
[08:15:45] <ReadError> i was also considering adding locline and a timer+compressor
[08:15:46] <RyanS> You want that thing to suck like a prostitute on crack
[08:15:54] <ReadError> and doing an air blast
[08:16:17] <ReadError> atleast if i get the dust up and moving it has a better chance of being sucked up
[08:17:03] <Mr_Mayhem> I suspect it is difficult to make the pressure blast work with the vacuum. Better to swirl the vacuum into a vortex via offset outlet(s) on the central ring.
[08:17:44] <ReadError> well i mostly want to remove the fine dust from the previous pass
[08:17:57] <Mr_Mayhem> I really need to finish that idea in cad, hmmph.
[08:18:06] <ReadError> thicker materials im taking 5 depth cuts
[08:18:17] <Mr_Mayhem> Ahh.
[08:18:20] <ReadError> so a vacuum alone wont move that out
[08:19:07] <Mr_Mayhem> Right. Like a car-wash, haha. You need a passing jet nozzle from the compressor, I see, to blow the dust from the cut.
[08:19:28] <Mr_Mayhem> Cough, cough.
[08:19:31] <ReadError> lol
[08:20:11] <Mr_Mayhem> Well, hmmm, maybe get one of those cold air nozzles and cool the tool while you are at it. Maybe that's overthinking it.
[08:21:07] <Mr_Mayhem> No, overthinking it would be a way to aim them using buttons.
[08:22:06] <Mr_Mayhem> Maybe you can put a compressor attachment thingie on the kent shoe?
[08:22:09] <ReadError> yea so much stuff on my list
[08:22:09] -!- balestrino [balestrino!~balestrin@131.114.31.66] has joined #linuxcnc
[08:22:17] <Mr_Mayhem> And make it aim into the cut from there?
[08:22:26] <ReadError> yea i was going to drill a hole
[08:22:38] <ReadError> and run 1/4" lockline
[08:22:53] <ReadError> then use some poly tube to run it over to the solenoid/timer
[08:23:01] <Mr_Mayhem> Heh, one more pipe to run down the cable management tray...
[08:23:22] <ReadError> well figured ill run it w/ my vac hose
[08:23:31] <ReadError> since thats suspended above it anyways
[08:23:32] <Mr_Mayhem> Good idea, use a solenoid with good flow, some are lame.
[08:23:58] <Mr_Mayhem> Heh, hit the button, fire the solenoid, dust flies.
[08:24:16] <Mr_Mayhem> That's almost steampunked.
[08:24:37] <ReadError> hey if it flies into the vacuum we are all good ;)
[08:24:52] <Mr_Mayhem> With that Kent dust shoe, how can it miss
[08:24:53] <Mr_Mayhem> ?
[08:25:33] <Mr_Mayhem> It's almost bigger than my machine! Naa, not that bad, but still too big for my toy cnc.
[08:26:46] <Mr_Mayhem> You may need to do say 3" vacuum cleaner hose as a compromise, if the dust and debris builds up from slow air flow in the wider hose.
[08:27:21] <Mr_Mayhem> Never tested it, and depends on the power of your vacuum, too.
[08:28:14] <Mr_Mayhem> I mean 3" for the longer run from the vacuum or dust deputy cyclone.
[08:29:09] <ReadError> yea ill try a few things I guess
[08:29:19] <Mr_Mayhem> I have the problem of the vacuum being too weak, I should buy a bigger one.
[08:29:55] <ReadError> I just grabbed a 6.5HP
[08:30:06] <ReadError> Ive killed 6 or so in less than a year
[08:30:11] <ReadError> motors*
[08:30:30] <ReadError> less now that I have the cyclones
[08:30:37] <ReadError> but hours and long running get to them
[08:30:41] <Mr_Mayhem> Do you use a cyclone to filter out the dust before the vacuum itself?
[08:30:45] <ReadError> yea
[08:30:51] <ReadError> 2 of them actually
[08:31:00] <Mr_Mayhem> And yet still so many failures?
[08:31:02] <ReadError> got the extended warranty on this one though
[08:31:07] <Mr_Mayhem> ha.
[08:31:14] <ReadError> well they run for sometimes 8hrs a day straight
[08:31:32] <ReadError> i dont think they where designed to do that
[08:31:42] <Mr_Mayhem> Oh, ball bearings and heat and high rpm all day, got ya.
[08:32:20] <Mr_Mayhem> I use a variable ac transformer to back mine down 20% or so as needed.
[08:32:46] <Mr_Mayhem> Heh, a fancy person could use a vfd or whatever to vary it.
[08:32:57] <Mr_Mayhem> using the gcode itself
[08:33:38] <Mr_Mayhem> but the variable transformer is nice to have, esp to reduce noise sometimes when full power isn't needed.
[08:34:50] <Mr_Mayhem> variac its called I think? Has a big knob on it. Just plug into it and plug into the wall. 1500 watt or bigger maybe.
[08:34:53] <RyanS> Stick welding aluminium... didn't realise you could
[08:35:45] <Mr_Mayhem> http://www.automationtechnologiesinc.com/products-page/variable-ac-transformer
[08:37:11] <Mr_Mayhem> You can probably save a lot of vacuum cleaner motors by running them a little slower using this transformer with adjustable voltage.
[08:38:04] <Mr_Mayhem> I saw some videos of stick welding aluminum on youtube.
[08:42:40] <Loetmichel> Mr_Mayhem: or asimpe (induction motor capable) light di9mmer
[08:43:12] <Mr_Mayhem> Triac based, would work too. But kinda nasty waveforms.
[08:43:27] <Loetmichel> shop vac shave simpe brushed motors
[08:43:29] <Mr_Mayhem> Electronic interference issue? Donno.
[08:43:32] <Loetmichel> -s
[08:44:01] <Loetmichel> they are not really concerned about waveforms, they even run with DC
[08:45:04] <Mr_Mayhem> I mean from a rf interference from big motor, maybe it's not an issue. The variac is pure sine wave, maybe an advantage from this consideration.
[08:45:42] -!- MacGalempsy [MacGalempsy!~quassel@ip68-12-21-167.ok.ok.cox.net] has joined #linuxcnc
[08:46:01] <Mr_Mayhem> A dimmer works by chopping the sine wave, but makes high frequency noise there.
[08:46:42] <Mr_Mayhem> Esp with a magnetic coil of motor>> flyback spike.
[08:46:47] <Mr_Mayhem> Maybe not an issue, donno.
[08:47:04] * Jymmm needs a DC dimmer =)
[08:47:13] <archivist> the better ones switch on/off at zero crossing
[08:47:46] <Mr_Mayhem> Right.
[08:48:57] -!- The_Ball [The_Ball!~ballen@c114-77-185-26.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[08:48:59] <Mr_Mayhem> http://zooid.org/~paul/zero-crossing-detector.png working on one now... For power supply input from ac wall socket.
[08:49:31] <Mr_Mayhem> That just makes the timing pulses for the power device triggers.
[08:50:37] <Mr_Mayhem> I am making it so most the regulation is done prior to the filter capacitators, so the linear regulators don't have to work so hard.
[08:50:50] <archivist> yes so that there is no current flowing therefore less interference
[08:50:57] <Mr_Mayhem> RIght.
[08:51:09] <archivist> at the time of switching
[08:52:00] <Mr_Mayhem> correct. In my case I turn on a "hump" when my voltage on the output is sagging. Then I repeat on each ac wave cycle.
[08:52:41] <Mr_Mayhem> switch on at zero crossing, or skip it if we are ok that moment with the output.
[08:53:15] <Mr_Mayhem> Switching done simple, no 100khz osc.
[08:55:55] -!- GuShH_ has quit [Ping timeout: 272 seconds]
[08:56:06] <Loetmichel> Mr_Mayhem: for inductances its a bit more compicated
[08:56:17] <Mr_Mayhem> Big Caps dampen the ripple, and a standard linear regulator for the final ripple removal. At least, that's the plan. Goal is high amps without so much heat losses and big heat sinks, etc.
[08:56:28] <Loetmichel> you need to swituch in the CURRENT zero crossing, not in the voltage zer
[08:56:36] <Loetmichel> o
[08:56:44] <Mr_Mayhem> Excellent point.
[08:56:59] <Loetmichel> but there are chips that can sense that for triac dimmers already on the market
[08:57:16] <Mr_Mayhem> Now I need a way to derive that zero current. Hmmm. Inductive pickup?
[08:58:16] <Mr_Mayhem> I was building it for the sake of knowlege as well, but nice to know they have the zero current triac circuits. Maybe make the project easier still...
[08:58:17] <Loetmichel> Mr_Mayhem: for a laboratory PSU there was a circuit in an old "elector" magazine
[08:58:36] <Loetmichel> for a 600W lab PSU with a pre-transformer-dimmer
[08:58:52] <Loetmichel> somwhre in the 90ties
[08:58:57] <Loetmichel> (or was it 80ties)
[08:59:00] <Loetmichel> ?
[08:59:16] <Mr_Mayhem> Excellent! I will look for it in back issues somehow.
[08:59:45] <archivist> I have a lab psu from mid 1960's that has an SCR before the transformer and regulator
[09:00:07] <Loetmichel> IIRC they used the votage avross the linear regulator as a input for the dimmer
[09:00:37] <Loetmichel> i.e: the dimmer tries to regulate the voltage across the liner Regulator to about 5V
[09:00:45] -!- gonzo_ [gonzo_!~gonzo@host-78-150-14-133.as13285.net] has joined #linuxcnc
[09:00:51] -!- gonzo_ has quit [Read error: Connection reset by peer]
[09:01:10] -!- gonzo_o [gonzo_o!~gonzo@host-78-150-14-133.as13285.net] has joined #linuxcnc
[09:01:54] <Mr_Mayhem> I am duly impressed by both of you. Nice knowlege in those heads...
[09:02:20] <Loetmichel> comes with the age :-)
[09:02:29] <archivist> I has the manuals for old stuff
[09:02:45] <archivist> and is also not a youngster
[09:03:04] <Mr_Mayhem> I am a new to actually designing circuits. I am trying to go from appliance operator to tech, and maybe if I am lucky engineer some day.
[09:03:35] <Mr_Mayhem> I love the software sims by the way. I know they have their limits.
[09:03:44] <Tom_itx> ole pharts
[09:03:52] <archivist> keep reading up on whatever, soak up techniques
[09:03:52] <Mr_Mayhem> hehe
[09:04:43] <Loetmichel> Mr_Mayhem: about 30 years of electronics practice and development goes a length ;-)
[09:05:34] <Loetmichel> Tom_itx: i will be 45 in a few weeks
[09:05:36] -!- kiw has quit [Ping timeout: 252 seconds]
[09:05:40] <Mr_Mayhem> Hehe
[09:10:09] -!- logger[psha] [logger[psha]!~loggerpsh@195.135.238.205] has joined #linuxcnc
[09:10:11] <archivist> was a radio and TV apprentice at the time
[09:10:50] <Mr_Mayhem> I want to drive the electrostatic loudspeakers using something other than step-up transformers or tube amps. Can I string mosfets and drive it directly, maybe with opto-isolation? And can a class D or E amp as found in tesla coil drivers work for pulse width modulation of the audio on carrier?
[09:11:23] <Mr_Mayhem> I see those things and wonder what may be most quality of sound.
[09:11:46] <archivist> will the golden ears hear any error
[09:12:14] <archivist> or audiophools as otherwise known
[09:12:16] <Mr_Mayhem> I was blown away by my first two prototypes, but use transformers.
[09:12:17] <Loetmichel> archivist: i was still in production back in '68
[09:12:37] <archivist> you are still a kid!
[09:12:52] <Loetmichel> Mr_Mayhem: mosfets are aviablöe up to 2kV
[09:12:55] <Loetmichel> aviable
[09:13:25] <Loetmichel> archivist: but i started with electronics at age 6
[09:13:38] <Loetmichel> so i have plenty of experience for my age ;-)
[09:14:03] <Mr_Mayhem> Hmmm. I need like 4 to 5 to be comfortable at 300 milliamps or so.
[09:14:11] <Loetmichel> i could solder an read ciruits before i could read test
[09:14:14] <Loetmichel> text
[09:14:23] <Mr_Mayhem> 4 to 5 kilovolts at 300ma.
[09:14:36] <Loetmichel> the 300mA are easy
[09:14:41] <archivist> I did my first customer repair in Libya (record player) 1964/5 ish
[09:15:01] <archivist> aged about 12
[09:15:06] <Loetmichel> and there may be 4kV mosfets ot there, but one could alwys sierialize the 2kV types#
[09:15:18] <RyanS> Loetmichel so you are like the Mozart of electronics?
[09:15:31] <Mr_Mayhem> both of them seem to be.
[09:15:33] <Mr_Mayhem> hehe
[09:15:36] <Loetmichel> RyanS: no, not a genuis, just a early starter
[09:15:36] <archivist> servo control the speaker membrane
[09:16:26] <archivist> laser distance from the frame mebe
[09:16:27] <Mr_Mayhem> ok, so close the loop around the pwm? Or do it all analog audio only?
[09:16:37] <Mr_Mayhem> With feedback.
[09:16:48] <archivist> possible I think
[09:17:15] <Mr_Mayhem> Too many nodes to laser it for servo.
[09:17:20] <archivist> and if the switching F is well out of range should be ok
[09:17:25] <Mr_Mayhem> The whole thing is a mess in slow motion.
[09:17:45] <archivist> waves across the face
[09:18:03] <Mr_Mayhem> I could servo using the current maybe...
[09:18:08] <Mr_Mayhem> yeah, it ripples.
[09:18:28] -!- mackerski has quit [Client Quit]
[09:18:41] <archivist> current...it is a voltage drive
[09:18:42] <Mr_Mayhem> Like a struck pond or drum, its chaotic.
[09:19:07] <Mr_Mayhem> to an extent, anyway.,
[09:19:10] -!- md-2 has quit [Remote host closed the connection]
[09:19:35] <Mr_Mayhem> Yeah, voltage drive, the current flows back in and out low losses.
[09:19:47] <Mr_Mayhem> like sloshing kind of.
[09:19:59] -!- archivist_herron has quit [Ping timeout: 272 seconds]
[09:20:12] -!- md-2 has quit [Read error: Connection reset by peer]
[09:20:18] <archivist> the only current should be charging the plate capacitance and that will be out of phase
[09:20:31] <Mr_Mayhem> right.
[09:20:36] md2 is now known as Guest16934
[09:21:13] <Mr_Mayhem> varies with freq some too maybe. Getting to the "over my pay grade" point almost.
[09:22:09] -!- phantoxe [phantoxe!~destroy@a89-154-119-158.cpe.netcabo.pt] has joined #linuxcnc
[09:22:34] <Mr_Mayhem> So, if I wanted to close the loop, I should feed back the voltage? And of what, the diaphragm or the differential between the stators?
[09:23:07] <Mr_Mayhem> This is where I start to lose my understanding.
[09:23:12] <Loetmichel> Mr_Mayhem: why would you want to close the loop?
[09:23:38] <archivist> to me the diaphram position is the loop to close
[09:23:42] <Mr_Mayhem> I mean to linearize the mosfets/opti-isolators.
[09:23:47] <Loetmichel> static speakers are especially made because of the linear voltage_> force
[09:23:57] <Loetmichel> so that you dont NEED closed loop
[09:23:57] <Mr_Mayhem> negative feedback assumption.
[09:25:13] <Mr_Mayhem> I will certainly try first without feedback, yes. But will I notice the non-linearity of the drive or maybe make it more linear using feedback of the output?
[09:26:20] <Mr_Mayhem> You are saying just design it basic, without feedback. Maybe that is fine.
[09:27:28] <Mr_Mayhem> Stack 2 or 4 mosfets in series, and see what happens. I found a circuit with 2, I will start there.
[09:28:11] <Mr_Mayhem> You see, this is at the edge of my knowlege, so sorry if I am off base on this topic.
[09:28:23] <RyanS> Those home-made propane forges seem like a surefire way to kill yourself. Although would be cool to make
[09:28:56] <RyanS> I would have thought it need flashback arresters
[09:32:21] -!- archivist_herron [archivist_herron!~herron@80.175.14.110] has joined #linuxcnc
[09:36:41] -!- KimK has quit [Ping timeout: 252 seconds]
[09:37:28] <Mr_Mayhem> By the way, the issue I see with using laser diagphragm positon is the membrane is all over the place; it is not a piston as asserted by all the write ups. It follows modal patterns like the waving sheet. Also, it is eliptical shape of displacement viewed from the front. I would think harmonics due to side-reflections would contribute nasty artifacts to the feedback signal even if it was
[09:37:28] <Mr_Mayhem> clean optically. So I would be happy with voltage feedback or maybe no feedback, just bias it best I can.
[09:38:17] <Mr_Mayhem> But Archivist, I love do love the concept.
[09:38:33] <Mr_Mayhem> It would be so neat to make that work.
[09:38:56] <archivist> you could measure the average movement
[09:39:04] <Mr_Mayhem> I read servo papers on subwoofers, and they have all kinds of issues even with that.
[09:39:09] <Mr_Mayhem> maybe
[09:39:29] <Mr_Mayhem> average. where to cut the filter off. Hmm.
[09:39:37] <archivist> yes I know speakers are funky and have problems
[09:39:40] -!- KimK [KimK!~Kim__@ip24-255-223-153.ks.ks.cox.net] has joined #linuxcnc
[09:39:57] <Mr_Mayhem> Non-linear movement is like waving sheet.
[09:40:10] <Mr_Mayhem> or even a whip.
[09:40:11] <archivist> average means measure the distance all over the sheet
[09:40:20] <Mr_Mayhem> ahh
[09:40:27] <Mr_Mayhem> Hmmmm.
[09:40:50] <archivist> dont care about the ripples then just the total effect
[09:41:21] <Mr_Mayhem> Ok, I like that idea.
[09:41:50] <Mr_Mayhem> Would need a way to sense it, an array of sensors? Or some kind of sweep, hehe
[09:42:14] <Mr_Mayhem> Maybe another memnbrane near the first one?
[09:42:16] <archivist> or an electrostatic method at the front with a grill
[09:42:22] <Mr_Mayhem> measure the capacitence
[09:43:17] -!- FreezingCold has quit [Ping timeout: 252 seconds]
[09:43:45] <Mr_Mayhem> I do notice the simple analog method is easier and more effective.
[09:44:15] <Mr_Mayhem> I mean compared to complex digital systems or what have you.
[09:45:57] <archivist> but any thing you produce may fail any EMI test :)
[09:46:03] <Mr_Mayhem> See, any capacitence sensor would need to be close to the thing we are measuring due to inverse square laws of the strength of field. It fades off fast.
[09:46:15] <Mr_Mayhem> Yeah! fcc not happy perhaps...hehe
[09:47:09] <Mr_Mayhem> Yet we want to capture the whole area at once. We have a stator close in on each side. Not much room to play around in.
[09:47:54] <Mr_Mayhem> I wonder if it can be derived from other voltages somehow. Probably not.
[09:48:37] <Mr_Mayhem> Now you got me stuck in a think-loop.
[09:49:24] <archivist> I know how to produce mayhem in people :)
[09:49:29] <Mr_Mayhem> yeah
[09:50:48] <Mr_Mayhem> See, I got that name in camp when I was like 9, because I stirred up so much trouble. I was ADD hyper-spaz. And I liked stuff with lots of wires and buttons.
[09:51:42] <Mr_Mayhem> I was the kid making rockets and remote controlled gizmos. And my cb radio was way beyond the legall limit.
[09:52:05] -!- kiw has quit [Ping timeout: 252 seconds]
[09:52:09] <Mr_Mayhem> I would modulate the house lights when on single sideband radio.
[09:53:00] <Mr_Mayhem> I could be heard in toasters and blenders, not to mention telephones, tv, etc.
[09:53:04] -!- syyl- [syyl-!~syyl@p4FD12991.dip0.t-ipconnect.de] has joined #linuxcnc
[09:54:05] <Mr_Mayhem> Did a stint of satellite comm in the army, did tv satellite broadcast tech, then a bit in software for ivr.
[09:54:23] <Mr_Mayhem> Phone voice mail, etc.
[09:55:01] <Mr_Mayhem> Now I am trying to make nice speakers.
[09:55:22] <Mr_Mayhem> Thanks for the insights, I will experiment on these ideas.
[09:56:02] -!- syyl-- has quit [Ping timeout: 240 seconds]
[09:56:17] -!- archivist_herron has quit [Read error: Operation timed out]
[09:56:59] <archivist> I collect old information
http://www.collection.archivist.info/ if you ever need any that google cannot find
[09:58:35] <Mr_Mayhem> Your services are highly valued. There is no joy like finding an original manual for gear.
[10:00:40] <Mr_Mayhem> I would like that job, collecting all the technical goodies and orginizing them. I will start with a cnc how to and branch from there.
[10:01:51] <Mr_Mayhem> There is so much important ideas and documents, etc, that seem to fall off mankind's wagon dispite the internet.
[10:02:18] <Mr_Mayhem> esp technical know how related stuff.
[10:02:34] <archivist> yup, people like to tidy up
[10:09:44] -!- Komzzpa has quit [Remote host closed the connection]
[10:10:05] -!- archivist_herron [archivist_herron!~herron@80.175.14.110] has joined #linuxcnc
[10:26:59] -!- icetan has quit [Remote host closed the connection]
[10:27:01] -!- perl has quit [Read error: Connection reset by peer]
[10:27:01] -!- pthorin has quit [Read error: Connection reset by peer]
[10:40:15] -!- skunkworks has quit [Remote host closed the connection]
[10:40:56] -!- arvidkahl has quit [Read error: Connection reset by peer]
[10:46:06] -!- asdfasd1 [asdfasd1!~aaa@2.25.87.190] has joined #linuxcnc
[10:48:28] -!- asdfasd has quit [Ping timeout: 245 seconds]
[10:50:13] -!- tjb11 [tjb11!~tjb1@cpe-67-252-67-92.stny.res.rr.com] has joined #linuxcnc
[10:50:15] -!- tjb1 has quit [Ping timeout: 240 seconds]
[10:58:52] -!- psha [psha!~psha@213.208.162.67] has joined #linuxcnc
[11:16:35] -!- bedah [bedah!~bedah@g224153218.adsl.alicedsl.de] has joined #linuxcnc
[11:21:02] -!- sumpfralle [sumpfralle!~lars@c.mail.systemausfall.org] has joined #linuxcnc
[11:26:08] -!- GuShH_ [GuShH_!GuShH_Lap@unaffiliated/gushh] has joined #linuxcnc
[11:33:25] <njh> Hello, I have a question about stepper driver timing configuration
[11:33:28] <njh> "Direction Hold - How long the direction pin is held after a change of direction in nanoseconds."
[11:33:46] <njh> So that it the time from changing direction to the next step pulse?
[11:36:26] -!- R2E4_ [R2E4_!~IceChat9@207.164.206.172] has joined #linuxcnc
[11:38:55] <jthornton> that sounds correct
http://linuxcnc.org/docs/html/man/man9/stepgen.9.html
[11:39:49] <njh> jthornton: ah, thanks for that man page
[11:49:14] -!- kiw has quit [Ping timeout: 252 seconds]
[11:50:19] -!- skroon [skroon!~skroon@541F1FA3.cm-5-8a.dynamic.ziggo.nl] has joined #linuxcnc
[11:50:21] <skroon> hi
[11:50:49] <skroon> in machine coordinates, should the home of the z axis be 0? or should it be the max height (in my case 120.000 mm) ?
[11:51:40] <archivist> 0 it at the top and you cut -
[11:51:41] <Mr_Mayhem> good question. Mine is just at the deck or so, and I cut above it.
[11:51:54] <Mr_Mayhem> Maybe mine is backwards then.
[11:52:18] <skroon> right, i'm getting confused about it as well, I understand both is possible
[11:52:39] <archivist> sometimes I think the conventions are not right
[11:52:47] <Mr_Mayhem> I guess it boils down to what works better in practice.
[11:52:50] <jthornton> http://gnipsel.com/linuxcnc/g-code/gen05.html
[11:53:33] <skroon> when i'm in WCS, I understand that Z is 0 when it touches the top of my surface though
[11:53:43] <skroon> but in MCS I think that Z axis is my max height
[11:54:18] <Mr_Mayhem> Man if I had to change, I'd really have to bend those brain cells to flip the thing upside down.
[11:54:49] <Mr_Mayhem> I touch off above home on the z axis as it sits now. But I am new to the game.
[11:55:17] <Mr_Mayhem> I use home to keep from going through the table.
[11:55:38] <Mr_Mayhem> Plus I adjust the spindle accordingly so it can't anyway.
[11:55:59] <Mr_Mayhem> height of spindle so it can't even if it wanted to.
[11:57:07] <Mr_Mayhem> I guess look at a few how to home 101 videos or whatever.
[12:03:03] -!- voxadam has quit [Ping timeout: 240 seconds]
[12:04:29] -!- voxadam [voxadam!~voxadam@unaffiliated/voxadam] has joined #linuxcnc
[12:20:51] -!- Komzzpa has quit [Ping timeout: 252 seconds]
[12:23:58] <R2E4_> Videos? Where?....hehe
[12:24:34] <Mr_Mayhem> hmmm
[12:24:37] <Mr_Mayhem> let me see
[12:25:11] <R2E4_> https://www.youtube.com/watch?v=iEuVH_16vRg Thats a good one.
[12:27:21] <Mr_Mayhem> https://www.youtube.com/watch?annotation_id=annotation_160291&feature=iv&src_vid=XUugLGRtY-4&v=CZWkIbrykYs maybe?
[12:29:30] <Mr_Mayhem> look at neo7cnc.com good videos but more advanced here and there. I don't know if he explains setup. You tube here
https://www.youtube.com/user/radioshack7/videos
[12:29:45] <Mr_Mayhem> Not linux though.
[12:30:05] <Mr_Mayhem> But this shouldn't matter for the issue you have.
[12:30:51] <Mr_Mayhem> CNC Router Setup and use video
https://www.youtube.com/watch?v=fdnCXKYpwiQ
[12:31:16] <R2E4_> hehe..... its good refresher, but I have built two cnc routers with Mach3, this is not breakthrough stuff.
[12:32:06] <Mr_Mayhem> Homemade DIY CNC router, tutorial #1 How to set up a CNC with Linux CNC / Emc2
[12:32:12] <Mr_Mayhem> https://www.youtube.com/watch?v=YaR0MgrWzUY
[12:32:47] <Mr_Mayhem> Yeah, understand. Just gotta target the issue. I am braketing :-)
[12:34:01] <R2E4_> I think most everyone would be able get their cards and run conf wizards and get a default basic bones setup done. ITs the next step where the issue lies.
[12:34:23] <Mr_Mayhem> Earlier today I wrote here we need a really concise how to set of videos with good seperation of chapter topics so people can zoom to what they need. It's a wide field, but I say the core should be pretty rigerously covered.
[12:35:07] -!- matheus__ has quit [Ping timeout: 240 seconds]
[12:35:29] <Mr_Mayhem> I am on cnc 1, with homing switches and driver cards on the way. Had to replace some blown ones. Also Mesa interface cards.
[12:35:57] <R2E4_> servos or steppers?
[12:36:12] <Mr_Mayhem> Did the Mesa, waiting on the delivery of the rest. Even got the spindle to work using speed control via 10v input to motor controller.
[12:36:27] <Mr_Mayhem> Steppers.
[12:38:48] <Mr_Mayhem> What, steppers too low class for you big servo people? Just kidding.
[12:39:30] <R2E4_> haha, I am using steppers on my cnc routers. I am putting linuxcnc on big vmc with big servos
[12:39:58] <Mr_Mayhem> Nice. I want one too.
[12:40:13] <Mr_Mayhem> But can't afford one yet.
[12:40:21] <Mr_Mayhem> Same old sad song.
[12:40:35] <Mr_Mayhem> I am addicted to machine porn.
[12:41:05] <Mr_Mayhem> Such nice machines making turbine blades, oohhh.
[12:41:14] <R2E4_> I spent too much on this and it is not working yet......
[12:41:29] <R2E4_> I bought it as a working machine and it did not power up.
[12:41:36] <Mr_Mayhem> Doh!
[12:41:56] <R2E4_> yeah, I am out 6 grand
[12:42:22] <R2E4_> Screwed, Blued and tatoo'd.
[12:42:48] <Mr_Mayhem> Well, during the day there are some real hard core machine retrofitters around, you won't have to work hard to get a precise answer to questions then.
[12:43:09] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[12:43:34] <Mr_Mayhem> They are good people here on this channel who know their shit. I am starting out pretty much.
[12:44:10] <R2E4_> Yeah, but you dont really want to bother them with basic basic stuff. They get pissed and point you to the manual you have been staring at for the past w hours....hehe
[12:44:13] <Mr_Mayhem> So, don't dispair, maybe someone find cheaper ways to address your non-working machine.
[12:44:28] <Mr_Mayhem> hhehe
[12:44:41] <jthornton> R2E4, what are you converting?
[12:45:02] <R2E4_> ICradek said something that made me laugh on the floor for hours last night.
[12:45:13] <R2E4_> jthornton: hitachi vm40
[12:46:06] <jthornton> nice one
[12:46:27] <jthornton> I have one machine left to convert a Bridgeport Discovery 308 VMC
[12:46:42] <R2E4_> I am at the point where I have to get servo amp manual translated from Jap to english, to see what kind of enable signal for the drives they take
[12:47:30] <jthornton> that sucks when the docs are not in English
[12:47:34] <R2E4_> I was going to convert my BP R2E4 but everything worked when I powered it up, so I left it stock.
[12:48:20] <jthornton> my 308 worked for a while now the drive is giving me problems and limits the spindle to 2k or it will trip out
[12:48:43] -!- matheus__ [matheus__!~matheus@187-7-178-205.ctaje701.dsl.brasiltelecom.net.br] has joined #linuxcnc
[12:48:49] <R2E4_> I have to rebuil;d my head unit, it is air driven spindle speed unit
[12:50:37] <jthornton> I wish my knee mill had a rigid head...
[12:51:14] <jthornton> crap it is supposed to be a high of 16F Monday
[12:51:40] <Tom_itx> 11F
[12:52:32] ries_away is now known as ries
[12:53:00] <Mr_Mayhem> http://www.cnczone.com/forums/cnczone_club_house/51265-hitachi_seiki_vm40_seikos_m2.html
[12:53:11] <Mr_Mayhem> Looking for manual, hmmm.
[12:55:58] -!- Komzzpa has quit [Ping timeout: 246 seconds]
[12:57:50] <Tom_itx> maybe you should contact:
http://www.1stmachineryauctions.com/lots/hitachi-seiki-vm40-iii-vertical-machining-centre-1997-
[12:57:51] <R2E4_> Been all through those posts
[12:58:19] <R2E4_> I have all the manuals, even ladder diagrams, just the servo amps are in Japeneese
[12:58:51] <Tom_itx> so what's the PN on them
[13:00:39] <R2E4_> They are sanyo denki, Dont know if I have the manual here, let me check
[13:03:00] <Tom_itx> This manual outlines the functions, wiring, installation, operations, maintenance, specifications,
[13:03:00] <Tom_itx> etc. of the AC servo amplifier �Q� Series Ty
[13:03:00] <Tom_itx> pe C.
[13:03:10] <Tom_itx> http://sanyo-denki.com/Data/Servo/manuals/M0007133.pdf
[13:03:25] -!- Guest16934 has quit [Remote host closed the connection]
[13:04:15] <Tom_itx> https://db.sanyodenki.co.jp/downfile/products_e/downloadfiles/manuals/sanmotion_manuals_dlindex_e.html
[13:04:37] <R2E4_> BL827 amps, two 27BA030FXT and one 27 BA050FXT
[13:08:26] -!- md-2 has quit [Ping timeout: 252 seconds]
[13:13:18] -!- rob_h [rob_h!~robh@2.124.65.33] has joined #linuxcnc
[13:13:27] <Tom_itx> http://www.galilmc.com/forums/ubbthreads.php?ubb=printthread&Board=1&main=107&type=thread
[13:13:41] -!- archivist_herron has quit [Ping timeout: 272 seconds]
[13:13:49] -!- Komzzzpa has quit [Ping timeout: 246 seconds]
[13:14:29] <R2E4_> Are you kidding me? I've been looking for this info for 4 months.
[13:14:42] <Tom_itx> in the wrong place?
[13:15:50] <Tom_itx> time to go...
[13:15:51] <Tom_itx> bye
[13:16:02] <R2E4_> bye, thanks Tom
[13:17:00] <jthornton> http://home.mnet-online.de/erikschuster/misc.htm#simplegcodegenerator
[13:20:00] -!- mackerski has quit [Quit: mackerski]
[13:23:50] -!- The_Ball has quit [Ping timeout: 252 seconds]
[13:24:17] -!- The_Ball [The_Ball!~ballen@c114-77-185-26.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[13:25:48] -!- archivist_herron [archivist_herron!~herron@80.175.14.110] has joined #linuxcnc
[13:37:31] <R2E4_> Maybe I should just sell parts...... They go for a ton....
http://stores.ebay.ca/industrialservo/BL-Super-/_i.html?_fsub=2675359014
[13:38:24] -!- sumpfralle has quit [Ping timeout: 252 seconds]
[13:38:40] -!- md-2 has quit [Ping timeout: 246 seconds]
[13:38:45] -!- b_b has quit [Changing host]
[13:39:26] <Jymmm> and refurbs too
[13:40:20] <R2E4_> They really selling them at that price? thats freaking nuts....
[13:40:27] <Jymmm> http://search.ebay.com/200659618740
[13:41:11] <Jymmm> Condition:
[13:41:11] <Jymmm> Seller refurbished: An item that has been restored to working order by the eBay seller or a third party not approved by the manufacturer.
[13:42:45] <archivist> Seller refurbished: we wiped the dust off it
[13:43:13] <R2E4_> haha..... yeah
[13:43:17] <Jymmm> we pulled it off old equipment
[13:44:07] <CaptHindsight> but all work was performed by "certified" techs!
[13:44:29] <Jymmm> Heh, same thing sold for $300
http://www.ebay.com/itm/Sanyo-Denki-Kawasaki-P5-P50B08100VCL69-1000W-3000RPM-AC-Servo-Motor-Encoder-/151190860212?nma=true&si=63S44tNMVWdHxdxXv58gRwi0keY%253D&orig_cvip=true&rt=nc&_trksid=p2047675.l2557
[13:44:43] -!- Cylly [Cylly!cylly@p54B120BF.dip0.t-ipconnect.de] has joined #linuxcnc
[13:44:47] <Jymmm> and only $13 shiping instead of $65
[13:45:20] <R2E4_> thats not the motor I have
[13:45:34] <R2E4_> but prbably go that cheap.
[13:45:35] <Jymmm> Same PN
[13:45:48] <CaptHindsight> I've been following a few postings on ebay for over a year
[13:46:07] -!- Loetmichel has quit [Ping timeout: 260 seconds]
[13:46:31] <CaptHindsight> some sellers just troll, looking to find someone that want's that exact part number for a repair or similar
[13:46:49] <R2E4_> my motors are 20BM090MXP and 20BM22014BP
[13:47:06] <archivist> how do those sellers get away without fees
[13:47:36] <CaptHindsight> after a few months of posting don't the fees stop?
[13:48:22] <CaptHindsight> wow on top of the price "This item has an extended handling time and a delivery estimate greater than 12 business days"
[13:48:29] <archivist> no idea but some buy it now at high price automagically restart and stay up forever it seems
[13:48:48] <CaptHindsight> so not only do they troll, they probably only ship once a month
[13:49:20] <archivist> like 130745880228 been in my watch a long time
[13:50:43] <R2E4_> I have a fanuc spindle amp for the spindle servo
[13:51:52] <CaptHindsight> http://www.ebay.com/itm/130904011667 heh the same seller has a street sweeper for sale
[13:57:03] -!- skunkworks has quit [Ping timeout: 240 seconds]
[13:57:27] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[13:59:40] <skroon> one that has a clue what the difference is between machine coordinates and joint coordinates?
[14:01:03] -!- balestrino has quit [Ping timeout: 260 seconds]
[14:05:39] -!- sumpfralle [sumpfralle!~lars@c.mail.systemausfall.org] has joined #linuxcnc
[14:07:37] Cylly is now known as Loetmichel
[14:07:38] <CaptHindsight> http://www.3ders.org/images/tno-3d-food-printer.png two years of R&D for this?
[14:09:08] <Jymmm> CaptHindsight: Of course. How long would it take you to be able to make, stack and package round crackers?
[14:09:13] <CaptHindsight> probably 20 months spent arguing over arduino vs smoothieboard
[14:09:50] -!- kiw has quit [Ping timeout: 246 seconds]
[14:10:05] <Jymmm> Funny thing, they used a laser to create the parts.
[14:10:29] <CaptHindsight> http://www.3ders.org/articles/20131230-tno-italian-pasta-maker-barilla-working-on-3d-pasta-printers.html
[14:11:15] <Jymmm> 3D food?! lol
[14:11:26] <CaptHindsight> "We are working on improving the speed of the printer." says van Bommel. Barilla's goal is to print 15 to 20 pieces of pasta in about 2 minutes. "That would be possible." explains van Bommel. "The print speed now is ten times faster than when we started two years ago."
[14:11:50] <CaptHindsight> trained monkeys would show the same progress
[14:11:54] <Jymmm> Ouch
[14:12:14] <CaptHindsight> who funds these people?
[14:12:28] <Jymmm> Barilla
[14:13:51] <CaptHindsight> they better not put chocolate frosting in that syringe, there's a patent on that!
[14:14:38] * Jymmm patents MOCHA Frosting via 3D
[14:16:07] <skroon> height offset probing is making me nuts :-)
[14:16:13] <skroon> all those different coordination systems
[14:29:07] <TekniQue> what about laser etching the frosting
[14:29:26] <TekniQue> or laser etching the foam
[14:30:20] <JT-Shop> skroon,
http://gnipsel.com/linuxcnc/g-code/gen05.html
[14:30:34] <Jymmm> There is for bricks and jeans
[14:35:03] -!- skunkworks_ [skunkworks_!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[14:38:21] -!- skunkworks has quit [Ping timeout: 252 seconds]
[14:39:11] -!- KimK has quit [Ping timeout: 272 seconds]
[14:41:34] -!- KimK [KimK!~Kim__@ip24-255-223-153.ks.ks.cox.net] has joined #linuxcnc
[14:41:50] -!- `Nerobro [`Nerobro!~wolfeman@globalcom.global-com.com] has joined #linuxcnc
[14:54:01] -!- archivist_herron has quit [Ping timeout: 272 seconds]
[14:54:33] * JT-Shop tries to make the same parts over again this time touching off ALL the tools
[14:56:24] -!- CHNCguy [CHNCguy!~CHNCguy@63.sub-174-230-5.myvzw.com] has joined #linuxcnc
[14:56:34] <CHNCguy> hey guys ;)
[14:57:20] -!- Demiurge has quit [Ping timeout: 252 seconds]
[14:57:23] -!- bedah has quit [Quit: Ex-Chat]
[14:58:04] <CHNCguy> anyone got any opionions if i were to direct drive a ballscrew with a 8nm stepper or gear it down?
[14:59:20] <CHNCguy> i have a 5tpi ballscrew with a non microstepped 256 motor, i can microstep but dont really want to loose torque, any opinions? thanks
[14:59:25] <archivist> all depends on step accuracy, torque and speed you want
[15:00:02] -!- mshaver [mshaver!~mshaver@c-68-50-233-206.hsd1.md.comcast.net] has joined #linuxcnc
[15:00:08] <archivist> microstep improves resonance problems but does not give better accuracy
[15:00:49] <CHNCguy> well my motor is 1.8degree
[15:01:16] <archivist> what accuracy do you want
[15:01:19] <CHNCguy> and if i directdrive the motor
[15:01:39] <CHNCguy> i would like 0.0001, the same as factory
[15:01:54] <CaptHindsight> 2.5um
[15:01:57] <somenewguy> microstepping in half steps increases torque over full stepping, no?
[15:02:02] <CHNCguy> bbut 0.0005 is ok
[15:02:48] <CaptHindsight> yes, 7.5um is more realistic
[15:02:53] <somenewguy> andmore importantly helps with resonance. I was always of the understanding unless you either can't generate a fast enough pulse train, or you cant afford the electronics, there is no real reason not to microstep
[15:02:54] <archivist> microstepping cannot increase torque as half step has coils not energised
[15:03:11] <CaptHindsight> sorry 12.5um
[15:03:32] <somenewguy> is it quarter? ugh just when Ifinally think I understand something..
[15:03:37] -!- krusty_ar_ has quit [Remote host closed the connection]
[15:03:54] <archivist> he is me playing with accuracy
http://www.archivist.info/cnc/screw_error/
[15:03:56] -!- Demiurge has quit [Ping timeout: 252 seconds]
[15:03:56] Demiurge_ is now known as Demiurge
[15:03:59] <archivist> here
[15:04:30] <CaptHindsight> somenewguy: 5tpi with a single start? just making sure
[15:04:41] <somenewguy> wrong guy
[15:04:54] <CaptHindsight> too early for me
[15:05:05] -!- garfong [garfong!~garfong@c-76-98-15-234.hsd1.pa.comcast.net] has joined #linuxcnc
[15:05:08] <somenewguy> heh, I just didn't sleep so it still counts as lat for me
[15:05:09] <archivist> some background reading p://www.micromo.com/microstepping-myths-and-realities.aspx
[15:05:09] <CaptHindsight> CHNCguy: 5tpi with a single start? just making sure
[15:06:26] -!- archivist_herron [archivist_herron!~herron@80.175.14.110] has joined #linuxcnc
[15:06:51] <CaptHindsight> 5tpi single with 1.8 deg/step motor = 0.001" per step
[15:07:09] -!- ravenlock [ravenlock!~ravenlock@enlightenment/developer/ravenlock] has joined #linuxcnc
[15:08:36] <archivist> now read
http://www.micromo.com/microstepping-myths-and-realities.aspx and realise you need 16 microsteps to get to better than .0001 but that the stepper may not have the torque to get anywhere near
[15:08:50] <CaptHindsight> with 2:1 reduction you'll get the 0.0005"
[15:09:19] <CaptHindsight> if everything else in the system has enough tolerance, torque etc etc
[15:09:20] <pcw_home> yes, in any case microstepping does not change the basic displacement vs torque curve of the
[15:09:22] <pcw_home> step motor roughly 1/200 turn (90 electrical degrees) displacement needed for full rated torque
[15:09:30] <archivist> not seen any accuracy specs on timing belts yet :)
[15:09:51] -!- Demiurge has quit [Ping timeout: 272 seconds]
[15:09:55] <Jymmm> 360 / 1.8 degrees per step = 200 SPR (steps per revolution)
[15:10:17] <Jymmm> SPR * TPI * Microstepping * ratio
[15:10:23] <Jymmm> iirc =)
[15:10:24] <CaptHindsight> archivist: we use them in drives with single arc second accuracy, same as Newport
[15:10:38] <archivist> CaptHindsight, measured?
[15:10:43] <CaptHindsight> yeah
[15:10:52] -!- CHNCguy has quit [Remote host closed the connection]
[15:11:06] <archivist> making pulleys good enough++
[15:11:19] <CaptHindsight> Newport will actually send the readout with each drive
[15:11:51] -!- CHNCguy [CHNCguy!~CHNCguy@63.sub-174-230-5.myvzw.com] has joined #linuxcnc
[15:11:59] -!- ravenlock has quit [Ping timeout: 260 seconds]
[15:12:06] <CaptHindsight> some of the drives are >$10K though
[15:12:16] <CHNCguy> sorry guys got dcd, what did i miss ;)?
[15:12:34] <CaptHindsight> an entire conversation about your issues
[15:13:15] <CHNCguy> aww can u pm me it?
[15:13:31] <archivist> bookmark
[15:13:37] <CaptHindsight> all pm's are metered
[15:13:55] <archivist> there are a number of online logs of the channel
[15:14:02] <CHNCguy> metered?
[15:14:12] <CHNCguy> how can i access the logs?
[15:14:28] <archivist> http://emclog.archivist.info/
[15:14:32] <CaptHindsight> $10 for educated guesses, half truths 50 cents ea
[15:14:46] <somenewguy> true, the way I always think of microstepping was that when youincrease the number of steps past half steping you are not actually gaining resolution.
[15:15:17] <archivist> I usually stick to half step
[15:15:21] <somenewguy> just smoothness and imaginary extra torque. imaginary in the sense your system is not stronger, but rather smoother and less likely to shake its way out of synch
[15:16:00] <CaptHindsight> CHNCguy: how close is the motors torque to your estimated needs?
[15:16:20] -!- CHNCguy has quit [Remote host closed the connection]
[15:16:33] <archivist> !wench learn bookmark is yet another log is at
http://emclog.archivist.info/
[15:16:33] <the_wench> I have learned bookmark is yet another log is at
http://emclog.archivist.info/
[15:16:37] <somenewguy> I learned a lot when I discovered one of my steppers has so much detent torque, regardless of what microstepping i had it set to, unloaded it still only had 400 ppr regardles...
[15:17:32] <archivist> I have been playing with a large stepper here the last few weeks and resonance is terrible
[15:17:51] -!- CHNCguy [CHNCguy!~CHNCguy@63.sub-174-230-5.myvzw.com] has joined #linuxcnc
[15:18:07] <CHNCguy> sorry gtg thanks guys
[15:21:55] -!- Demiurge has quit [Ping timeout: 246 seconds]
[15:22:36] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[15:26:10] -!- CHNCguy has quit [Remote host closed the connection]
[15:26:49] -!- krusty_ar has quit [Ping timeout: 252 seconds]
[15:33:27] -!- `Nerobro has quit [Ping timeout: 240 seconds]
[15:34:34] -!- `Nerobro [`Nerobro!fwuser@globalcom.global-com.com] has joined #linuxcnc
[15:39:36] <skroon> I zerod my working material (top of material is 0) and after some milling, I chagend the tool, now I calculated the new tool length
[15:39:56] <skroon> however, how do I then in the next step, make sure my tool goes back to the right level? as-in compensation for the new tool length
[15:41:07] <CaptHindsight> http://www.3ders.org/articles/20140102-south-africas-3d-printed-chocolate-factory.html
[15:41:52] <CaptHindsight> http://www.3ders.org/images/giant-3d-printer-chocolate-1.jpg it just oozes quality
[15:41:55] <JT-Shop> skroon, use tool touch off again
[15:42:13] <skroon> JT-Shop: you mean touch off, of the surface material again?
[15:45:14] <JT-Shop> yes, is the next Op coded for the top of the material to be Z0?
[15:46:01] <skroon> JT-Shop: i'm currently just playiing with MDI, trying to understand how a tool change is working when I have to change a tool half way through my object
[15:46:20] <skroon> I thought it would do a G42 H2 (when using 2 as the next tool) for example
[15:47:17] <JT-Shop> what kind of tool holders do you use?
[15:47:31] <skroon> JT-Shop: just manual
[15:48:11] <JT-Shop> like a collet?
[15:48:51] <JT-Shop> ie. you can't preset tools in holders and swap holders?
[15:49:02] -!- The_Ball has quit [Ping timeout: 252 seconds]
[15:49:11] <skroon> JT-Shop: yeah sorry, a collet indeed
[15:49:30] -!- skorasaurus has quit [Ping timeout: 245 seconds]
[15:49:33] <skroon> JT-Shop: well i'm milling pcb's so it's really accurate that I have it correct
[15:49:33] <JT-Shop> split your G code up into one for each tool
[15:50:10] -!- The_Ball [The_Ball!~ballen@c114-77-185-26.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[15:50:30] <R2E4_> cant you touch off a known z level to change the tool offset?
[15:50:31] <skroon> well, i'm also probing the surface to make sure i'm having z height compensation, since my has a couple of um's of height difference
[15:51:04] <skroon> but that wouldn't matter if I do a touch off, on the exact 0,0 work piece coordinates I think right ?
[15:53:30] <JT-Shop> if you have a Z0 point to touch off each tool then you can do a G54 Z offset to the material top for the first tool then the rest will be correct
[15:55:49] -!- garfong has quit [Read error: Connection reset by peer]
[15:56:12] -!- garfong [garfong!~garfong@c-76-98-15-234.hsd1.pa.comcast.net] has joined #linuxcnc
[16:01:05] <skroon> JT-Shop: ah right, so you touch off again, and then set WCS Z axis back to 0 right ?
[16:02:26] <JT-Shop> WCS?
[16:02:45] <skroon> work cooridnate system
[16:02:46] <skroon> sorry :)
[16:03:09] <JT-Shop> you mean like G54?
[16:03:16] <skroon> yeah
[16:03:41] <JT-Shop> you only need to set the G54 offset for the first tool if your touching off the tool table to a fixture
[16:03:49] <JT-Shop> for each tool
[16:04:33] -!- toastwork [toastwork!88a0a426@gateway/web/freenode/ip.136.160.164.38] has joined #linuxcnc
[16:04:48] <JT-Shop> so touch off first tool to a fixture and set Z0 for the tool table, then touch off to the material and set G54 Z0
[16:05:11] <JT-Shop> next tool just touch off the tool table to Z0 on your fixture
[16:06:41] -!- wboykinm has quit [Remote host closed the connection]
[16:06:42] <toastwork> hey, is there a kins file or something for machines that have a stroke action
[16:06:59] <toastwork> but that sometimes have a profiling action on that axis?
[16:07:01] <JT-Shop> like a shaper?
[16:07:06] <toastwork> yes
[16:07:26] <toastwork> shapers and grinders
[16:07:28] <archivist> not sure you need a kins
[16:07:44] <JT-Shop> seems like trivkins would work for that
[16:07:47] <toastwork> I don't know how emc works, i'm just asking how it works
[16:07:56] <toastwork> it being "an optional linear axis"
[16:08:12] <toastwork> i.e. if i wanted to program a shaper or grinder in 2d only mode, and then switch it later to a 3d mode
[16:08:26] <JT-Shop> for a shaper I would assume the ram is Z and the table is X and Y
[16:08:35] <skroon> "Z0 for tool table" would that be the machines coordinate's Z0 ? e.g. G53 Z0 ?
[16:08:35] <CaptHindsight> who was asking within the past few days about lower cost used centerless grinders?
[16:08:44] <toastwork> capt - that was me
[16:09:09] <toastwork> JT-Shop: sure, that convention works; i only know of one CNC shaper
[16:09:17] <toastwork> so there's really no convention for shapers
[16:09:31] <CaptHindsight> there is a grinding shop near me that has a few bad ones (dead controls)
[16:09:58] <toastwork> I can't house any right now, I was just frustrated that the cost seems to be so high (even for full manual and dead cnc ones)
[16:10:06] <CaptHindsight> but these are big 5+tons
[16:10:32] <toastwork> yeah, girlfriend and I will be moving into a warehouse, big/cheap machines aren't a problem
[16:10:34] <CaptHindsight> he only wanted a few $K
[16:10:36] -!- someone972 [someone972!~someone97@75-171-208-49.hlrn.qwest.net] has joined #linuxcnc
[16:11:09] <toastwork> at least where i used to live, some shop owners would give their machines away or sell at less than scrap price if they knew it was going to be restored
[16:11:17] <CaptHindsight> I don't have the time
[16:11:23] <toastwork> but i didn't have anywhere to put 30 foot openside planer
[16:11:58] <toastwork> that had both milling and grinding/planing feeds
[16:12:07] <toastwork> tragedy, i suppose
[16:12:24] -!- archivist_herron has quit [Ping timeout: 252 seconds]
[16:12:25] <toastwork> but archivist, re: shaper, how does that work? how does EMC know to only move after a stroke is finished
[16:12:26] <CaptHindsight> I only bought his ($3K new) taiwan manual grinder for $300
[16:12:30] -!- jasen_ [jasen_!4e5330fa@gateway/web/freenode/ip.78.83.48.250] has joined #linuxcnc
[16:13:03] <archivist> toastwork, you can gcode it
[16:13:07] <CaptHindsight> how is the "stroke" controlled? as an I/O or as an axis?
[16:13:14] <toastwork> CaptHindsight: that's the shitter, both
[16:13:39] <archivist> you can play with connection in hal too
[16:13:45] <toastwork> on grinders and shapers, the 3rd axis can be set to either stroke mode (2 dimensional) or profiling (3d)
[16:13:50] <JT-Shop> skroon, what do you have set for Tool Touch off in the Machine menu?
[16:14:11] <CaptHindsight> same here with my accessories (laser, inkjet, light modulators, projectors etc etc)
[16:14:17] <JT-Shop> read about that here
http://linuxcnc.org/docs/devel/html/gui/axis.html#_menu_items
[16:14:31] <someone972> How does one go about enabling debug output from the motion module? I can't seem to find exactly what to do.
[16:14:58] <JT-Shop> http://linuxcnc.org/docs/devel/html/config/ini_config.html#_emc_section_a_id_sub_emc_section_a
[16:15:22] <JT-Shop> someone972, ^^
[16:15:25] <toastwork> so i guess my question is "is there an easy way to have a reciprocating axis"
[16:15:42] <toastwork> where x/y do not move for the duration of the stroke
[16:15:43] <JT-Shop> yep, just program it in G code
[16:15:53] <toastwork> that sounds horrifying
[16:16:02] <archivist> why, its trivial
[16:16:32] <JT-Shop> a few lines of G code and it could stroke all day
[16:16:48] <CaptHindsight> toastwork: does the reciprocating axis require anything other than start and stop at two fixed points?
[16:16:54] <toastwork> CaptHindsight: nope
[16:17:04] <JT-Shop> toastwork,
http://linuxcnc.org/docs/devel/html/gcode/o-code.html#sec:looping
[16:17:23] <toastwork> the other issue is that the ram is completely uncontrolled
[16:17:32] <toastwork> it is not a cnc axis
[16:17:40] <toastwork> you have limit switches and a hydraulic ram
[16:17:48] <CaptHindsight> toastwork: can you wire it as an digital I/O, say some pin goes high for a forward stroke and low for reverse
[16:18:10] <CaptHindsight> or one pin for forward and another for reverse
[16:18:55] <someone972> That debug parameter doesn't seem to affect the rtapi_print_msg code in the motion module :/
[16:19:07] <toastwork> so there's no way, without basically kludging around it with a loop, to have intermittant motion?
[16:19:11] <someone972> Even with 0x7FFFFFFF
[16:19:56] <toastwork> it seems like having some sort of module to control axis motion types would be useful for more than just grinders and shapers
[16:20:04] <toastwork> turret punches, edm
[16:20:24] <CaptHindsight> 3d printers, including glue guns
[16:20:43] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[16:20:47] -!- krusty_ar_ has quit [Ping timeout: 272 seconds]
[16:20:56] <CaptHindsight> process control vs pure cnc machine
[16:22:11] <toastwork> because in profiling mode, the many grinders don't actually control the drive axis, they just watch the drive axis move and try to keep up with it
[16:22:59] <toastwork> is there a way to replace the logic for g1/g2/g3 etc?
[16:23:21] -!- dgarr [dgarr!~dgarrett@71-223-71-237.phnx.qwest.net] has joined #linuxcnc
[16:23:47] <CaptHindsight> you and I might be the only ones to use it for a while so we'd also have to support those changes to linuxcnc
[16:24:39] <toastwork> i need to move before I do any emc projects
[16:24:58] -!- archivist_herron [archivist_herron!~herron@80.175.14.110] has joined #linuxcnc
[16:25:23] <CaptHindsight> I've been using parallel controls for my accessories and using linuxcnc for just motion control of servos
[16:26:44] <toastwork> that actually seems like a project i could tackle if i had a thing to work on
[16:26:45] <CaptHindsight> it works fine but it's expensive for a low cost consumer device, it's not there yet, but they will be soon
[16:29:20] <toastwork> are you a programmer?
[16:29:26] <toastwork> (computer programmer of any sort)
[16:31:17] <CaptHindsight> I try not to touch code as much as possible myself but I have developers available
[16:33:35] <archivist> toastwork, you can also gear axes together in hal so you could follow something
[16:35:05] <toastwork> ...that's hot for entirely different reasons
[16:35:21] -!- krusty_ar has quit [Ping timeout: 272 seconds]
[16:36:08] <toastwork> that makes CNC tracer attachments super easy
[16:39:04] <toastwork> I could take a dead lathe and use it as a copy tracer for any machine in the shop
[16:39:09] <toastwork> that's insane.
[16:39:21] <archivist> this being an example
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Hobbing
[16:39:54] <toastwork> damn
[16:40:23] <toastwork> that's really cool
[16:42:47] <toastwork> archivist: side question since I'm asking about emc, how does it handle stuff like feed rate knobs?
[16:42:58] <toastwork> is it just monitoring an input for a change
[16:43:10] <toastwork> (feed rate override/rapid override)
[16:43:47] <toastwork> and then tell it to do something like (programmed rate) * override
[16:44:06] <archivist> there are sliders in axis to play with those settings and they could be driven off knobs I suppose, I have not tried
[16:45:00] <toastwork> last stupid question, how hard is it to replace the GUI buttons with something else (like, fanuc-style buttons and tool touch off)
[16:45:25] <toastwork> i know there are multiple guis so I assume it's not incredibly daunting?
[16:45:37] <toastwork> I've programmed java guis before, but nothing else
[16:45:39] <archivist> I luckily have never touched a fanuc
[16:46:14] -!- zzolo has quit [Quit: zzolo]
[16:47:37] <toastwork> from what I can see and from talking to people, emc stomps fanuc for programming hands down, but fanuc stomps emc for setup
[16:47:43] <archivist> but I have been playing with the hobbing setup and added meters to suit the encoder and stepper maximums and gear tooth number
http://www.collection.archivist.info/archive/mirror/JS/IMG_1731.JPG
[16:47:50] <toastwork> but that's all UI, not innate anything
[16:48:14] -!- b_b has quit [Changing host]
[16:48:35] <toastwork> encoder/stepper maximums?
[16:49:03] <archivist> max frequency
[16:50:11] <toastwork> oh
[16:50:12] <archivist> basically this is going on a manual ish machine so it will go into the red if he chooses something that may error
[16:50:35] <toastwork> has anyone set up true manual/cnc hybrid machine
[16:50:51] <toastwork> with feeds and handwheels
[16:51:03] <archivist> I think a few have done so with encoder handwheels
[16:51:34] <TekniQue> I manually operate my cnc all the time by typing g code into the linuxcnc nc console
[16:51:47] <toastwork> we had this big damn cnc lathe (it was as big as our mori seiki 30"x50", 50 hp lathe)
[16:51:55] <toastwork> and it had full "manual" controls on it
[16:52:27] <toastwork> two jog wheels, and you could switch the momentary feed buttons into actual feed mode
[16:52:47] <toastwork> and so do manual machining with it
[16:53:06] <toastwork> it was pretty sweet, too bad the machine itself was shady as shit (estop didn't stop the spindle)
[16:53:19] <toastwork> 50 hp spindle with no estop
[16:53:28] <toastwork> and 3 gears
[16:53:51] <toastwork> absolutely nothing was stopping it in low gear if things went south
[16:54:04] <CaptHindsight> sounds like the mach3 setup on the matussura i got
[16:54:16] <CaptHindsight> dangerous
[16:54:18] -!- krusty_ar has quit [Ping timeout: 245 seconds]
[16:54:43] <toastwork> matussuras are no joke either
[16:54:51] <CaptHindsight> with estop pressed and you power off the PC the spindle starts up at the last set speed
[16:55:13] -!- b_b has quit [Changing host]
[16:55:31] <skunkworks_> heh - no charge pump/watchdog
[16:55:57] <CaptHindsight> and some "custom" PLC programming :)
[16:57:20] -!- sumpfralle has quit [Quit: Leaving.]
[16:57:29] * skunkworks_ hugs linuxcnc and mesa
[16:57:50] -!- Demiurge has quit [Ping timeout: 245 seconds]
[16:57:52] <toastwork> i'm still mad that company didn't use EMC
[16:58:08] <toastwork> they had several CNC projects and they were all shit weird controls
[16:59:05] <TekniQue> CaptHindsight: nice
[16:59:10] <toastwork> the biggest project was a weird industrial control from giddings & lewis that never worked right
[16:59:34] <toastwork> and took decades to program a part
[17:03:31] -!- kiw has quit [Ping timeout: 260 seconds]
[17:04:55] <toastwork> sigh
[17:05:03] <toastwork> this is making me sad I can't move yet
[17:05:55] -!- syyl- has quit [Read error: No route to host]
[17:06:08] <TekniQue> yeah when you've experienced the rest of the market, linuxcnc really is top notch
[17:06:58] -!- syyl [syyl!~syyl@p4FD12991.dip0.t-ipconnect.de] has joined #linuxcnc
[17:07:16] -!- _1SheYode has quit [Ping timeout: 246 seconds]
[17:07:21] <toastwork> the only commercial replacement controls we had that went well were fanuc clones
[17:07:42] -!- gambakufu [gambakufu!~ah@bzq-84-110-77-231.red.bezeqint.net] has joined #linuxcnc
[17:07:58] <toastwork> we had a midsized horizontal mill from the 60s that had an aftermarket mitsubishi control, but mitsubishi makes big ass boring mills
[17:08:06] <toastwork> so I'd expect them to not be retarded
[17:08:26] <toastwork> I have no idea why G&L was retarded, they also make giant machines but usually use fanuc or yasnac controls
[17:08:33] <toastwork> that's probably why
[17:11:46] -!- sekyms has quit [Remote host closed the connection]
[17:14:19] -!- terabyte- has quit [Read error: Connection reset by peer]
[17:16:21] <toastwork> what do you guys do with geared head lathes on conversion? Do you keep any of the gears, remove them, or what?
[17:16:54] <jdh> I'm removing mine
[17:17:28] -!- voxadam has quit [Ping timeout: 240 seconds]
[17:17:37] -!- motioncontrol [motioncontrol!~io@host197-73-dynamic.8-79-r.retail.telecomitalia.it] has joined #linuxcnc
[17:18:11] -!- voxadam [voxadam!voxadam@unaffiliated/voxadam] has joined #linuxcnc
[17:20:01] -!- i_tom [i_tom!~quassel@77-85-48-87.btc-net.bg] has joined #linuxcnc
[17:20:07] <TekniQue> yeah there's no need for the gears when you have a spindle encoder
[17:20:20] <TekniQue> so you can make spindle synchronised feeds
[17:20:22] <toastwork> well i meant from a torque perspective
[17:20:44] <toastwork> i didn't know if anyone had trouble with heavy cuts after removing the gears
[17:20:56] <TekniQue> oh you mean the spindle drive gears
[17:21:04] <toastwork> yeah, sorry
[17:21:32] <TekniQue> I don't see a reason to change those
[17:21:35] <toastwork> like, most of the cnc lathes i used had 3 gears, vs the 27 or whatever most manual lathes have
[17:21:42] <TekniQue> yeah
[17:21:53] <TekniQue> modern manual lathes have just 2 or 3 gears actually
[17:22:05] <TekniQue> with a VFD for finer control
[17:22:07] <toastwork> yeah, vfd
[17:22:40] <TekniQue> because these days, a VFD is far cheaper than all those gears
[17:22:50] <TekniQue> and far nicer to use as well
[17:23:03] <TekniQue> I love being able to speed up and slow down the spindle while cutting
[17:23:06] <toastwork> as long as you don't have excessive torque requirements, then yeah
[17:23:49] -!- voxadam has quit [Quit: quit]
[17:24:01] <toastwork> non-vfd is still an option on oilfield and roll lathes
[17:24:25] <toastwork> which is hilarious, because it's more expensive
[17:24:34] -!- sumpfralle [sumpfralle!~lars@c.mail.systemausfall.org] has joined #linuxcnc
[17:24:39] -!- voxadam [voxadam!~voxadam@unaffiliated/voxadam] has joined #linuxcnc
[17:24:43] <TekniQue> sure
[17:25:37] <toastwork> are you planning on using only a few gears
[17:25:53] <toastwork> low/med/hi
[17:26:30] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[17:26:35] -!- cwmma has quit [Ping timeout: 245 seconds]
[17:26:35] cwmma_ is now known as cwmma
[17:29:42] <Connor> I went to a belt drive, 1:1, but.. I also upgraded the motor.
[17:31:05] -!- phantoxe has quit []
[17:31:39] <Loetmichel> re @ home
[17:33:23] -!- cwmma has quit [Ping timeout: 260 seconds]
[17:34:05] -!- cwmma_ has quit [Ping timeout: 245 seconds]
[17:37:32] -!- mackerski has quit [Quit: mackerski]
[17:38:03] -!- cwmma__ has quit [Ping timeout: 272 seconds]
[17:38:15] -!- GuShH_ has quit [Ping timeout: 245 seconds]
[17:38:33] -!- krusty_ar_ has quit [Remote host closed the connection]
[17:45:30] -!- malcom2073 has quit [Quit: http://quassel-irc.org - Chat comfortably. Anywhere.]
[17:47:46] -!- massive9 [massive9!~massive9@91.119.158.185] has joined #linuxcnc
[17:49:27] -!- voxadam has quit [Ping timeout: 240 seconds]
[17:50:50] <toastwork> has anyone built their own servo drive
[17:51:10] <toastwork> like if you wanted to use bigger motors off a machine with a dead control
[17:51:25] <toastwork> and not spend 10k on shit
[17:51:30] -!- voxadam [voxadam!voxadam@unaffiliated/voxadam] has joined #linuxcnc
[17:51:31] -!- massive9 has quit [Read error: No buffer space available]
[17:53:04] -!- jasen_ has quit [Quit: Page closed]
[17:53:09] <archivist> there are a number of servo drive types of which some have been home brewed
[17:54:49] <archivist> skunkworks_, was getting on quite well with homebrew drives but then he found some cheap drives on fleabay
[18:02:57] -!- kiw has quit [Ping timeout: 240 seconds]
[18:04:09] -!- IchGuckLive [IchGuckLive!~chatzilla@95-89-97-51-dynip.superkabel.de] has joined #linuxcnc
[18:04:18] <IchGuckLive> hi all happy new year
[18:04:30] <IchGuckLive> O.O ;-) b)
[18:04:36] <IchGuckLive> :B)
[18:05:06] -!- voxadam has quit [Ping timeout: 240 seconds]
[18:05:36] -!- motioncontrol has quit [Quit: Sto andando via]
[18:06:37] -!- voxadam [voxadam!voxadam@unaffiliated/voxadam] has joined #linuxcnc
[18:08:17] -!- DennisL has quit [Ping timeout: 240 seconds]
[18:08:44] -!- somenewguy has quit [Remote host closed the connection]
[18:09:51] -!- Komzzzpa has quit [Read error: Connection reset by peer]
[18:10:20] -!- cwmma has quit [Ping timeout: 245 seconds]
[18:10:20] cwmma_ is now known as cwmma
[18:14:22] <someone972> So if a lead screw has 20 threads per inch, single start, it would take 20 revolutions to move an inch correct?
[18:14:46] -!- ler_hydra [ler_hydra!~ler_hydra@sailor-link.olf.sgsnet.se] has joined #linuxcnc
[18:15:11] <archivist> yes
[18:15:19] <Loetmichel> someone972: its turns per inch, otherwise correct
[18:16:24] <archivist> threads per inch is ok too
[18:17:29] <Loetmichel> oh, is it?
[18:17:33] <Loetmichel> noted
[18:17:52] <IchGuckLive> 0,000125 per step if on direct mount
[18:18:04] <IchGuckLive> stepper 400steps per turn
[18:18:11] <someone972> Ok, so then if I'm using a 200 step/revolution stepper, and a maximum velocity of 3 in/sec, it would be a maximum of 20*200*3=12000 steps/second
[18:18:36] <IchGuckLive> go for 400steps/rev
[18:18:52] <IchGuckLive> 200 is a bad idee on powerignition
[18:19:13] <Loetmichel> ?
[18:19:15] <IchGuckLive> Halfstepping is more speed
[18:19:16] -!- Demiurge has quit [Quit: Demiurge]
[18:19:30] <IchGuckLive> and not so noicy
[18:20:28] <someone972> Either way I'm just trying to get a feel for how many steps per second to expect
[18:20:34] <Loetmichel> someone972: IchGuckLive is correct but for the wrong reasons. go for halfstep or even quarterstep or 1/8 step if your stepper driver supports that and your PC can put out the required amunt of steps/sec
[18:20:51] <someone972> I highly doubt this thing will go 3 inches/sec anyway
[18:20:55] <Loetmichel> because of smoother movement/acceleration and more torque
[18:20:55] <someone972> I see
[18:22:01] <Loetmichel> full step drive makes it realtively easy for the stepper to skip steps and/or jump them
[18:22:13] <Loetmichel> at high accelerations/speeds
[18:23:13] <archivist> mid step you have reduced the current, how is that supposed to increase torque!
[18:23:13] <archivist> I am shocked at the miss understanding of steppers
[18:23:18] <skunkworks_> heh
[18:23:31] <archivist> yes one can reduce resonance problems to microstepping
[18:23:40] <archivist> to/with
[18:24:12] <archivist> you are not getting a real increase in torque
[18:24:36] <skunkworks_> usually - higher speed is achived full stepping. half stepping is smoother with less chance of resonence, but usually lower top speed.
[18:24:38] <ler_hydra> cradek, hey there, do you know what power supply voltage you're aiming for on your delta-structure PCB-mill?
[18:25:08] <Loetmichel> archivist: ok, granted, at slow speeds the torquue stays the same
[18:25:55] <Loetmichel> but at high speeds it is usually smother because of the cited resonances and it WILL have more _useable_ torque
[18:26:02] <archivist> half step you have de energised a coil, explain same torque, you cannot
[18:26:53] <Loetmichel> the SUM of the coil current stays sthe same (or should stay the same)
[18:27:09] <Loetmichel> so the theoretical torque is identical to full step
[18:27:13] <archivist> think about the half step state
[18:27:14] <Loetmichel> exept for the resonance
[18:28:07] <Loetmichel> as i said: a proper driver will lower the currents in the individual coils ant half step to meet in sum the current at a full step
[18:30:55] -!- voxadam has quit [Remote host closed the connection]
[18:31:17] <IchGuckLive> ler_hydra: 48V is on pcb ok
[18:31:54] -!- dgarr has quit [Quit: Leaving.]
[18:31:55] <IchGuckLive> ler_hydra:
http://foengarage.de/pcb.jpg
[18:32:00] <ler_hydra> IchGuckLive, uh, could you clarify?
[18:32:05] -!- voxadam [voxadam!voxadam@unaffiliated/voxadam] has joined #linuxcnc
[18:32:39] <IchGuckLive> ler_hydra: its better to higher then 24V so the stepeprs have more pressure and therfor run lot of faster
[18:32:48] -!- patrickarlt has quit [Read error: Connection reset by peer]
[18:33:25] <ler_hydra> IchGuckLive, uh, are you sure you're not meaning to talk to someone else? I don't really know what topic I've dropped into here...
[18:33:35] <IchGuckLive> ler_hydra: USA or Europ ...
[18:34:25] <ler_hydra> err... what?
[18:35:07] <IchGuckLive> i build lots of small pcb mills and 24V is not the power it needs to drill at 2m/min or faster
[18:36:33] -!- md-2 has quit [Quit: Leaving...]
[18:36:37] <ler_hydra> oh, right, ok, no I was just wondering what bus voltage cradek was aiming for for a delta-structure mill he's making, fwiw that's for a servo drive so there are pretty different considerations
[18:37:09] <IchGuckLive> servo is always at 100 DC
[18:37:24] <IchGuckLive> but you dont need servo for a pcb
[18:37:26] <archivist> snce when
[18:37:44] <IchGuckLive> archivist yours are more ;-)
[18:38:01] <archivist> no your statement is just wrong
[18:38:04] <ler_hydra> IchGuckLive, I think we're talking about different topics
[18:38:16] <IchGuckLive> ok im out of this
[18:40:36] -!- kiw has quit [Ping timeout: 265 seconds]
[18:48:55] -!- ds3 [ds3!noinf@rehut.com] has joined #linuxcnc
[18:49:13] -!- lbl [lbl!~lbl@static-5-103-134-56.seas-nve.net] has joined #linuxcnc
[18:49:25] -!- crank [crank!~crank@shells.tuxshells.com] has joined #linuxcnc
[18:49:25] <lbl> Hi
[18:49:32] <kengu> hello
[18:49:54] <lbl> i was wondering if anyone could help me with a PWM spindle speed issue ?
[18:51:05] <pcw_home> Best just to ask your question...
[18:52:07] <lbl> i basically bought a DC speed controller that takes a PWM signal 1Khz-5Khz and the duty cycle controls the speed ... this works great when i generate the signal with a buspirate and the scopes shows everything is perfect. Then when i enable the spindle pwm i can't find the signal on the parallel port ...
[18:52:18] <jthornton> Tom_itx, another update
http://gnipsel.com/files/g-code-generator/
[18:52:43] <lbl> I basically just enabled the standard spindle control thing with the stepconf gui configurator
[18:52:47] * jthornton takes a nap
[18:52:51] <archivist> lbl did you start the spindle in gcode
[18:53:02] <archivist> and set an rpm
[18:53:19] <lbl> no i just powered on the machine and started the spindle from linuxcnc and then changed the speeds manualy
[18:53:54] <lbl> i would guess that the manual controls works for spindle speed or ?
[18:54:15] -!- voxadam has quit [Ping timeout: 240 seconds]
[18:54:55] <archivist> did you connect the spindle pwm to the parallel port pin in stepconf
[18:55:15] <lbl> yep i tried 3 different ones since i didn't get a signal
[18:55:21] -!- voxadam [voxadam!voxadam@unaffiliated/voxadam] has joined #linuxcnc
[18:55:35] <lbl> i only got the scope connected to the parallel port ...
[18:55:38] <archivist> some parallel ports need a pull up resister
[18:56:22] <lbl> perfect, goner try
[18:58:08] <IchGuckLive> lbl what Brek out board are you using for the hole parport connectins
[18:59:23] <IchGuckLive> lbl:
http://www.linuxcnc.org/docs/2.4/html/examples_spindle.html#r1_2
[18:59:34] -!- ds3 has quit [*.net *.split]
[18:59:34] -!- beawesomeinstead has quit [*.net *.split]
[18:59:35] -!- KGB-linuxcnc has quit [*.net *.split]
[18:59:57] -!- voxadam has quit [Ping timeout: 240 seconds]
[19:00:15] <IchGuckLive> lbl is all correct in the hal file connected so the pwm is enabled
[19:00:20] -!- voxadam [voxadam!voxadam@unaffiliated/voxadam] has joined #linuxcnc
[19:00:44] <lbl> i use some odd one that controls the steppers and that works fine, so i basically just wanna tap the PWM signal to another controller for the spindle
[19:01:03] <lbl> so it will be disconnected from the actual stepper board ...
[19:01:12] -!- tjtr33 [tjtr33!~tjtr33@76-216-190-185.lightspeed.cicril.sbcglobal.net] has joined #linuxcnc
[19:01:29] <lbl> not sure if the par port needs common ground ...
[19:01:45] <archivist> stepper board may have the required pull up
[19:01:59] <lbl> ya just goner pull it up on the serial port without anything connected
[19:02:08] <lbl> then check with the scope
[19:02:14] <lbl> par port even
[19:02:17] <IchGuckLive> i also asume you to use the pin on the stepper board thru the optoelectronics
[19:02:26] <archivist> serial is too high a voltage
[19:02:55] <lbl> well the board uses opto couplers ... but i don't intent to use those on the pwm signal
[19:03:25] <lbl> just pull it off the board to the speed controller depending on what signal comes out
[19:03:44] <archivist> spindles can be electrically noisy so should have optos
[19:04:31] -!- syyl_ws [syyl_ws!~sg@p4FD12991.dip0.t-ipconnect.de] has joined #linuxcnc
[19:04:41] <IchGuckLive> lbl can you upload your hal so we can see iff all is connected propper
[19:04:59] <lbl> hal file might be the first
[19:05:10] -!- ds3 [ds3!noinf@rehut.com] has joined #linuxcnc
[19:06:51] <lbl> hmm there is a lot of HAL files so
[19:06:56] <lbl> its the one with the mill name ?
[19:07:04] <IchGuckLive> yes
[19:07:16] <lbl> http://xserv.dk/19x24-mill/
[19:08:06] <lbl> PWM should be pin9
[19:08:30] <IchGuckLive> loadrt pwmgen output_type=1 realy
[19:08:44] <IchGuckLive> not 0 used
[19:09:39] <lbl> hmm so the GUI configurator docent set this for you i guess
[19:11:39] <IchGuckLive> try this example please
[19:11:42] <IchGuckLive> http://www.linuxcnc.org/docs/2.4/html/examples_spindle.html#r1_2
[19:11:42] -!- tjtr33 [tjtr33!~tjtr33@76-216-190-185.lightspeed.cicril.sbcglobal.net] has parted #linuxcnc
[19:12:00] <IchGuckLive> type 0 and scale only
[19:12:23] <lbl> give me a few ... never edited the hal file before ... only used the stepconf GUI ...
[19:13:18] <IchGuckLive> ok im off here in germany its late !!!
[19:13:24] -!- IchGuckLive has quit [Quit: ChatZilla 0.9.87 [Firefox 20.0/20130329043827]]
[19:13:55] -!- voxadam has quit [Remote host closed the connection]
[19:15:21] -!- voxadam [voxadam!~voxadam@unaffiliated/voxadam] has joined #linuxcnc
[19:15:31] -!- wboykinm has quit [Remote host closed the connection]
[19:16:23] <archivist> lbl, it is supposed to set it properly what version are you running
[19:18:49] -!- psha has quit [Quit: Lost terminal]
[19:18:54] <CaptHindsight> the spindle was so noisy on the matsuura that it would break the wireless USB mouse and keyboard connection :)
[19:19:15] -!- cwmma has quit [Ping timeout: 260 seconds]
[19:19:23] <lbl> it is setup with the configuration i already got ..
[19:19:48] <lbl> the only difference is net spindle-pwm pwmgen.0.pwm => parport.0.pin-09-out ... where the GUI generates net spindle-pwm => parport.0.pin-09-out instead
[19:20:56] <lbl> so i guessing that its working even tho i can't see the signal on the par port ... but i don't have the schematics for the stepper board ... so i don't know if pin 9 is grounded or something
[19:21:15] -!- garfong has quit [Read error: Connection reset by peer]
[19:21:31] <lbl> so pull up resistor ... is there a dedicated power line on the par port ?
[19:21:42] -!- garfong [garfong!~garfong@c-76-98-15-234.hsd1.pa.comcast.net] has joined #linuxcnc
[19:22:10] <lbl> seems like there isn't a dedicated power line on the par port ... at least wikipedia says so
[19:23:00] -!- Lekensteyn has quit [Ping timeout: 260 seconds]
[19:23:56] <cradek> ler_hydra: I think it's 42-44v
[19:24:51] <ler_hydra> cradek, ok, do you know how tolerant the power supply is of absorbing regenerative power? Can it sink power at all, and if not how high can the voltage rise without damage?
[19:25:56] <cradek> I'm not sure. I think it's regulated based on transformer-based pixie dust. so it's not a fragile switcher or anything, but I don't know anything concrete about it
[19:26:17] <cradek> it requires two hands to lift
[19:26:22] <ler_hydra> Oh ok, so most likely transformer/rectifier/cap-bank?
[19:26:24] -!- voxadam has quit [Read error: Connection reset by peer]
[19:26:39] <ler_hydra> oh, or is there some regulation in it?
[19:26:57] <archivist> lbl no dedicated on the par port, a lot of people steal 5v from the usb for that
[19:26:58] <cradek> it certainly has some kind of regulation
[19:27:05] <cradek> I think there's a knob to adjust the output
[19:27:17] -!- voxadam [voxadam!~voxadam@unaffiliated/voxadam] has joined #linuxcnc
[19:27:30] <cradek> but it doesn't have more than a transistor or two. it looks like war surplus.
[19:27:56] <lbl> archivist: ha ... i will just steal it from the 5v rail on the PSU ...
[19:28:22] <archivist> :)
[19:28:49] <ler_hydra> cradek, ah, ok. Hmm, ok, I'll add a mounted braking resistor PCB to what I'm sending you, I'll see if I can scrounge a potentiometer to be able to adjust the trigger voltage but if not I'll set it to trigger at around 45V and release at around 43V. (If that sounds reasonable to you)
[19:29:18] -!- ler_hydra [ler_hydra!~ler_hydra@sailor-link.olf.sgsnet.se] has parted #linuxcnc
[19:29:20] <cradek> that sounds perfect
[19:29:39] -!- ler_hydra [ler_hydra!~ler_hydra@sailor-link.olf.sgsnet.se] has joined #linuxcnc
[19:29:52] <ler_hydra> cradek, err, sorry, did I miss anything?
[19:29:57] <cradek> "that sounds perfect"
[19:30:02] <ler_hydra> haha, great
[19:30:08] <Mr_Mayhem> Hardy way to do ttl signals with no ripple, lol. Sounds like a boat anchor.
[19:30:35] <Mr_Mayhem> Use it to power one led.
[19:31:59] <Mr_Mayhem> There are lots of good parts in computer power supplies. I regret throwing my old one out.
[19:34:08] <CaptHindsight> people throw out lots of things or sell them for next to nothing on ebay
[19:34:54] <CaptHindsight> I just picked up a 2GHz digital Tek scope for $250 since they didn't bother running the calibration and thought the self test fail was serious
[19:35:11] <Mr_Mayhem> That's one way to stock up on parts. I guess a hot air gun can be your best friend.
[19:35:18] <Mr_Mayhem> Nice find, that oscope.
[19:35:21] <archivist> lucky bar steward
[19:36:22] <Mr_Mayhem> Hmmm, look up 2ghz broken oscope on ebay or craigslist....
[19:37:01] <Mr_Mayhem> see if there are any other suckers doing it.... hehe
[19:38:06] <CaptHindsight> the US gov throws out lots of perfectly good equipment when a project gets canceled or ends
[19:39:14] <Mr_Mayhem> nice. Now to find the govt dumpster complex..
[19:39:40] <archivist> a few years back gov surplus in the uk was ok, got a few toys
[19:41:12] <lbl> hmm ... so i should be abel to see the par port PWM signal on pin 9 if i pull it up to 5v ... but it seems there is nothing coming out
[19:42:53] <Mr_Mayhem> be careful use a anti-static wrist strap if its dry humidity.
[19:44:15] <Mr_Mayhem> You should be able to test it, is there anything else in the logic to block the signal? I don't know pins in hal by heart.
[19:44:19] <archivist> lbl what size resister did you use (hopes not direct 5v)
[19:44:34] <lbl> 10k
[19:44:41] <archivist> 1k
[19:45:11] <archivist> iirc they are supposed to drive 300 ohms ish
[19:45:29] <lbl> oh ... i see
[19:45:39] <lbl> i made a conservative choice i see :9
[19:45:41] <Mr_Mayhem> I was stuck on 4.7, but ok.
[19:48:31] <lbl> I'm just getting 3.7v DC ... so
[19:49:46] <archivist> time to recheck hal connections
[19:50:05] <Mr_Mayhem> Does it toggle? Or just stay there at 3.7v?
[19:50:08] <lbl> ya ... it seems I'm getting something that looks a bit like a PWM now
[19:50:29] <lbl> 50-100mV peak to peak
[19:50:38] <lbl> I'm getting something in the low range now ...
[19:50:45] -!- archivist_herron has quit [Ping timeout: 252 seconds]
[19:50:46] <lbl> so my configuration must be borked ...
[19:52:59] <lbl> booya got a signal ... its not the most beautiful signal i have ever seen ... smiles
[19:53:39] <Mr_Mayhem> You should be able to tie to a parallel port pin that is assigned in hal and see it toggle as you click a button like machine enable, or whatever is convenient for the test. So long as everything is on the same page of music it should toggle up and down as you click away.
[19:54:39] <lbl> ya its 0 when the spindle is turned off ... and 3.7v when its turned on ... and now i think i got the configuration more or less correct ... so now i got a signal that changes when i change the speed
[19:55:29] <lbl> and now i got a very good looking 100Hz signal ... perfect
[19:55:39] <Mr_Mayhem> nice. That is the sign.
[19:55:46] <lbl> and the duty cycle is perfect ...
[19:55:58] <lbl> beauty ... hehe
[19:56:21] <lbl> now to the test wiring of the spindle ...
[19:56:34] <Mr_Mayhem> (angel song from above) Rent-a-quior arrived...
[19:57:34] <Mr_Mayhem> just don't blow up the spindle controller now.
[19:58:29] <Mr_Mayhem> Most vfds are pretty protected, but don't know what ya got.
[19:58:32] <lbl> haha i tested that first with a bus pirate ... so it works like a charm ... not sure how many volts its rated for so ...
[19:58:42] <lbl> i bought the cheapest one off ebay ...
[19:58:47] <lbl> with PWM control
[19:59:11] <lbl> so 12V from the PSU -> 12v to 80v booster -> PWM controlled speed controller
[19:59:40] -!- norbert has quit [Quit: Verlassend]
[20:00:05] <Mr_Mayhem> Hmmm.
[20:00:44] <Mr_Mayhem> What is the booster, like an switcher or more like a dc to dc converter or something? Booster?
[20:01:17] <lbl> its a 10A booster ... just a simple DC to DC coil with supports
[20:01:17] <Mr_Mayhem> Like a driver I guess.
[20:01:28] -!- voxadam has quit [Ping timeout: 240 seconds]
[20:01:53] <lbl> most of the stuff is power regulators ... so its just a coil with some power regulators and caps
[20:02:05] <Mr_Mayhem> oh, ok. Well if the waveform is clean and it dosen't get too hot, I guess that's ok.
[20:02:26] <lbl> i think the only reason it costed like 14$ is the huge heatsink ... hehe
[20:03:11] <Mr_Mayhem> lol
[20:03:35] <lbl> and it delivers 95v so thats perfect ... got a 24-100v spindle ... not sure if it can hold that when it starts using current
[20:04:45] <lbl> lol huge caps .. lots of sparks :)
[20:06:36] <Mr_Mayhem> yeah, most things are 10 per pound on average. I remember an article about how a billionare hired a consulting firm to calculate the value of his factory assetts. Then asked a friend to to the same. The friend asked for the weight of the equipment in each plant, and got an answer to within 5% of the hired firm. $10.00 per pound. So cost and weight are more related than folks realize. Of course
[20:06:36] <Mr_Mayhem> leave out extreme execptions, but fairly accurate then.
[20:07:25] -!- voxadam [voxadam!voxadam@unaffiliated/voxadam] has joined #linuxcnc
[20:07:29] <Mr_Mayhem> Yeah, you will want to look for how much the rpm dips and all that.
[20:07:49] <lbl> ya once this works i need to molest the stepper board to get the signal in the controller
[20:08:03] -!- archivist_herron [archivist_herron!~herron@80.175.14.110] has joined #linuxcnc
[20:08:13] <lbl> then i need a feedback loop to measure the rotation
[20:08:42] <Mr_Mayhem> what is the machine there?
[20:09:22] <lbl> just 3 axis 19cmx24cm
[20:09:31] -!- voxadam has quit [Read error: No buffer space available]
[20:09:44] <Mr_Mayhem> Chinese spindle or?
[20:09:49] <lbl> the plan was to build one when we got the software working
[20:09:53] -!- voxadam [voxadam!~voxadam@unaffiliated/voxadam] has joined #linuxcnc
[20:10:01] <lbl> naa american spindle
[20:10:20] <lbl> but once this works i will steal a spindle from a power tool instead
[20:11:15] <Mr_Mayhem> I have seen one can paint white and black on the spindle shaft and use reflector/sensor to get two or four pulses per rotation.
[20:11:26] <Mr_Mayhem> For general rpm control.
[20:11:42] <lbl> ya ... I'm thinking a cheap tach meter or what they are called ...
[20:11:52] <lbl> just hack it to get the PWM or so out ...
[20:11:54] <Mr_Mayhem> Or just print it on paper and cut and tape. But keep it balanced.
[20:12:16] <Mr_Mayhem> Yeah, there is always that I suppose.
[20:13:06] <lbl> and of cause it does not work ... hehe
[20:13:24] -!- lyzidiamond has quit [Quit: lyzidiamond]
[20:14:06] <Mr_Mayhem> I had a voltage coming out on mine that follows the rpm. That worked until I put 28 volts on the lead and fried the chip. Everything else works, but my vfd now dosen't send the varying voltage anymore.
[20:14:18] <lbl> hehe
[20:14:50] <Mr_Mayhem> (no speed bar) sad.
[20:15:00] <lbl> hmm it seems like the speed controller can't handle 95v ...
[20:15:16] <lbl> i remember vaguely something about that when i ordered it a few weeks ago
[20:15:28] <lbl> but the good ones where so expensive ... hehe
[20:15:37] <Mr_Mayhem> hehe, vaugely remember... poof!
[20:15:59] <lbl> well there are some trimmers on the booster ... so
[20:16:32] <Mr_Mayhem> The water cooled chinese spindles are nice in general. Very quiet and smooth.
[20:16:59] <Mr_Mayhem> Trim it up to tweak it, yeah.
[20:17:03] -!- PCW [PCW!~chatzilla@99.88.10.65] has joined #linuxcnc
[20:17:06] * archivist moves the fire extinguisher closer
[20:17:16] <Mr_Mayhem> hehe
[20:17:45] <lbl> hmm ... time to check fuses :)
[20:17:47] <Mr_Mayhem> Put a variable transformer in there for first tests? I donno.
[20:18:26] <lbl> i don't have a variable transformer ... most of my stash is low voltages electronics
[20:19:02] <archivist> a 60v psu expired here the other day phut
[20:19:28] <lbl> agh ... lol there is a relay on the spindle ...
[20:19:34] <lbl> on the controller board ... lol
[20:19:59] <Mr_Mayhem> Time to check fuses...As my drill instructor used to say in a thick Jamican accent, "That's not a good sign, son"
[20:20:07] <archivist> ah one of the workshop jokes....is it switched on?
[20:21:03] <lbl> hehe ya
[20:21:20] <Mr_Mayhem> Yeah, did you turn it on? Poof! Yeah, however comma..
[20:21:26] <archivist> my soldering iron wouldnt work at one customers house, she unplugged the extension! when I took the back off the TV
[20:21:50] <lbl> hehe
[20:21:52] <Mr_Mayhem> Doh!
[20:22:08] <lbl> well i mostly play with electronics when I'm a bit to unsharp for code
[20:22:24] <Mr_Mayhem> Damn clueless housewives. Or the cleaning lady who spills the mop bucket in the wiring closet.
[20:22:50] <Mr_Mayhem> And dosen't tell anyone.
[20:22:53] <i_tom> that with the mop bucket must have been very nasty...
[20:22:55] <i_tom> lol
[20:23:14] -!- gazprom has quit [Write error: Broken pipe]
[20:23:42] <Mr_Mayhem> Like, "All the servers are dead. All of them. I can't reach them!" *&^&^*
[20:24:07] <Mr_Mayhem> Barby valley girl accent: "Oops, did I do that?"
[20:24:41] <Mr_Mayhem> (Muhroom cloud rising)
[20:24:54] <Mr_Mayhem> Oops!
[20:24:57] <i_tom> or something line "Did you do this ?" and with that mexican accent like Consuela from Family Guy - No, no, no... I no do this...
[20:25:27] <Mr_Mayhem> Ha! Needs more lemon pledge.
[20:25:49] <i_tom> Always needs more lemon pledge :)
[20:26:02] <Mr_Mayhem> "No. I clean anyway."
[20:26:17] <Mr_Mayhem> hehe
[20:26:24] <i_tom> "Out, out, out. No dog inside. Pero outside."
[20:26:31] <Mr_Mayhem> ha
[20:27:07] <i_tom> can't wait for my new pcbs to come and freaked out already ;]
[20:27:21] -!- XxLocutusxX [XxLocutusxX!~Zexal@93-38-166-191.ip71.fastwebnet.it] has joined #linuxcnc
[20:28:04] <i_tom> watched last 3 seasons of family guy on my mill lcd and was hilarious
[20:28:06] <archivist> at another job I had the server die during backups about 7pm, that was the cleaning lady and the interference off the cleaner motor getting into the scsi cable between server and disk box
[20:28:27] <Mr_Mayhem> Hehe
[20:28:45] -!- zzolo has quit [Quit: zzolo]
[20:28:48] <lbl> hmm seems like i can't stop the spindle completely ...
[20:28:50] <i_tom> archivist: wanna hear a joke ?
[20:28:54] <Mr_Mayhem> Rf spikes goes right up the power cord hehe.
[20:29:03] <i_tom> about system administration ?
[20:30:28] <i_tom> was quite popular some time ago on my current job
[20:30:35] <Mr_Mayhem> Family guy on the cnc screen, gotta love it.
[20:31:22] <i_tom> Mr_Mayhem: It's quite small, 10.1" but it was actually made for multimedia purposes so the quality was awesome
[20:31:24] <i_tom> 1080p
[20:31:25] <i_tom> ;)
[20:31:39] <Mr_Mayhem> Ha
[20:31:42] <Mr_Mayhem> I like the story of the kid wacking a telephone pole with a stick on the hillside overlooking the city, and right at the exact moment of wacking the pole, there is a city wide blackout and he thinks he did it.
[20:31:52] <i_tom> I am considering with replacing it with classic 17" 4:3 lcd
[20:32:16] <i_tom> omg! ;]
[20:32:31] <i_tom> well our IT story is a bit stupid
[20:32:37] <Mr_Mayhem> Hmm, small hd screen or classic but more readable. Got me stumped.
[20:33:12] <i_tom> well at first I liked the lcd which has 1920x1200 resolution and led backlight
[20:33:18] <i_tom> but it's really hard to read
[20:33:26] <Mr_Mayhem> So tiny, yeah.
[20:33:27] <i_tom> in any resolution above 1280x720
[20:33:45] <i_tom> so it's not very useful
[20:34:14] <Mr_Mayhem> Maybe find a bigger hd. I would not want to give that up. Wouldn't a big HDTV on the cnc be bad-ass overkill?
[20:34:16] <i_tom> I have a couple of old 17" dells laying around, might unhook the matrix
[20:34:38] <Mr_Mayhem> hehe
[20:35:01] <Mr_Mayhem> I did sound editing on a huge new HDTV and it was so nice.
[20:35:58] <Mr_Mayhem> Stunning even. Linuxcnc would never look so good. Then get one of those screen makeovers to soup it up to look really polished.... mmmm.
[20:36:48] <Mr_Mayhem> You could monitor the machine from across the room. Overkill but pretty cool. Some day.
[20:37:30] <Mr_Mayhem> In reality, I just like it to work. But then the overkill ideas start haunting me...
[20:37:51] <lbl> to bad ... the speed controller only goes to like 60v max ... so i need to find a new one
[20:38:09] <lbl> but thanks a lot for the help ... haven't played a lot with par ports :)
[20:39:06] <i_tom> I use an HDTV for monitor since my first year at the university
[20:39:15] <i_tom> and wouldn't change it for anything
[20:39:25] <Mr_Mayhem> Hmm. Well, just look around you will find a vfd or whatever for it.
[20:39:35] <i_tom> vfd ?
[20:39:51] <Mr_Mayhem> Variable frequency drive.
[20:40:13] <Mr_Mayhem> $200.00 new for a small one.
[20:40:15] <i_tom> I mean, what about it ?
[20:40:23] <Mr_Mayhem> It drives motors.
[20:40:23] <lbl> ya ... or maybe i should just build my own with power diodes
[20:40:38] -!- voxadam has quit [Ping timeout: 240 seconds]
[20:40:43] <Mr_Mayhem> hehe
[20:40:50] <Mr_Mayhem> That't the spirit.
[20:40:55] -!- cwmma has quit [Ping timeout: 260 seconds]
[20:41:13] <i_tom> I've built my own drive. But my spindle is DC powered
[20:41:16] <lbl> but still thats a lot of mosfets ...
[20:41:43] <i_tom> actually 8 of them
[20:41:43] -!- mackerski has quit [Quit: mackerski]
[20:41:44] <Mr_Mayhem> Another power reference of neat toys, a good driving game on HDTV projector with the car seat and steering wheel, brake and clutch and surround sound. Pretty over-stimulating.
[20:42:13] <lbl> i_tom: you pwming the mosfets ?
[20:42:39] <i_tom> yeah
[20:42:54] <lbl> don't you have issues with voltages drops when it starts to draw current or ?
[20:43:26] <i_tom> in general my spindle motor is a low-voltage one
[20:43:33] <i_tom> it needs 48 volts
[20:43:41] <lbl> got a 24v-100v DC spindle
[20:43:56] <i_tom> it starts turning at little above 3 volts
[20:44:03] -!- cwmma_ has quit [Ping timeout: 246 seconds]
[20:44:05] <lbl> basically i can just throw a mosfet from the 90v suppley and PWM it ...
[20:44:11] <i_tom> and draws around 7 amps
[20:44:22] <i_tom> 90 volts are practically nothing for the mosfets
[20:44:33] <i_tom> just make sure you cool them down properly
[20:44:38] <lbl> hehe
[20:44:41] <i_tom> and put some nice flyback diodes
[20:44:54] <lbl> i got some 50A mosfets with build in flyback diodes
[20:45:05] -!- voxadam [voxadam!voxadam@unaffiliated/voxadam] has joined #linuxcnc
[20:45:23] <lbl> so basically i can just put the PWM signal on the gate
[20:45:26] <lbl> hehe
[20:45:35] <Mr_Mayhem> Funny how motor controllers, switching supplies, and class d audio amps are all so similiar.
[20:45:49] <i_tom> lbl: that's my main idea
[20:46:18] <Mr_Mayhem> Sounds like it would work. Overkill mosfets are your friend :-)
[20:46:26] -!- cwmma has quit [Ping timeout: 264 seconds]
[20:46:31] <lbl> i had that idea before i bought the speed controller ... but a friend of mine who does this stuff for a living thought it was a bad idea
[20:46:35] -!- XxLocutusxX has quit []
[20:47:09] -!- MrSunshine [MrSunshine!~mrsun@c-6e3de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[20:47:09] -!- cwmma__ has quit [Ping timeout: 272 seconds]
[20:47:51] <Mr_Mayhem> We were talking about that last night, to vary ac use a light dimmer. But you are using dc. Maybe throw in a bridge rectifier and some caps?
[20:47:59] <Mr_Mayhem> I donno.
[20:48:52] <Mr_Mayhem> It can be noisy rfi.
[20:49:23] <Connor> what are you trying to control ?
[20:49:32] <Mr_Mayhem> dc motor he said. spindle.
[20:49:53] <Connor> PWM with a H-Bridge
[20:49:56] <Mr_Mayhem> 24v-100v DC spindle
[20:50:13] <Mr_Mayhem> I was thinking that as another alternative.
[20:52:23] <Mr_Mayhem> I thought that was for ac only though.
[20:52:34] <Mr_Mayhem> Maybe not?
[20:52:34] <Connor> No. AC IN - DC out
[20:52:39] <Mr_Mayhem> Ohh
[20:52:44] <Jymmm> Max DC Watts?
[20:52:58] <Connor> depends..
[20:53:01] <Connor> they ahve lots
[20:53:08] tjb11 is now known as tjb1
[20:53:09] -!- patrickarlt has quit [Remote host closed the connection]
[20:53:39] <Connor> KBIC-125 115 VAC, thru 0.75 HP, 1.5 HP with heatsink, 90 VDC ARM
[20:54:19] <Connor> 12 amps
[20:55:10] <Connor> I use KBCC-125R 115 VAC, thru 1.5 HP, 90 VDC ARM 16.0 amps
[20:55:18] <Connor> it has a reversing module on it..
[20:55:29] <Jymmm> http://www.hobbyking.com/hobbyking/store/__16893__Hobby_King_80A_ESC_4A_SBEC.html
[20:55:51] -!- voxadam has quit [Ping timeout: 240 seconds]
[20:56:13] <Connor> That's DC to DC, Brushless..
[20:56:22] <Connor> what sort of motor we talking besides DC?
[20:56:48] <Jymmm> I just heard DC motor control is all
[20:57:12] <Mr_Mayhem> http://www.mesanet.com/ look at top motion control card. Not too expensive- that mesa stuff. H bridge with current feedback, to do torque adjustment.
[20:57:16] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[20:57:18] <Connor> Yea.. well.. I gave options for a Brushed DC or universal motor.
[20:58:04] <Connor> the KB's are what major industry use.. SCR based Speed controller.. combine that with a PWM to +-10v board and you have yourself a nice little unit.
[20:58:08] <Connor> mine works great.
[20:58:23] <Connor> after adding the encoder to the motor I can even do rigid taping with it.
[20:58:36] <Connor> reverse is 1 to 2 seconds.. but, doesn't matter.
[20:59:09] -!- voxadam [voxadam!voxadam@unaffiliated/voxadam] has joined #linuxcnc
[20:59:20] <Jymmm> Brushed controller
http://www.hobbyking.com/hobbyking/store/__6468__Turnigy_30A_BRUSHED_ESC.html I'm sure if you search their sight you might find something to play with
[20:59:34] <Mr_Mayhem> That 3c20 h bridge Mesa card is like $80.00. Don't know what else ya need to talk to it.
[21:00:25] <Connor> Jymmm: To low voltage..
[21:00:31] <Connor> only 2 or 3 Lipo.
[21:00:31] -!- cwmma has quit [Ping timeout: 260 seconds]
[21:00:58] cwmma_ is now known as cwmma
[21:01:08] -!- syyl_ws has quit [Remote host closed the connection]
[21:01:08] <Mr_Mayhem> oh, yeah 50 volts max on the mesa 3c20 but you need 90? Hmm.
[21:01:37] <Connor> like I said.. the KBIC-125 or KBCC-125R
[21:02:14] -!- skunkworks_ has quit [Quit: Leaving]
[21:02:37] <Mr_Mayhem> Yeah, looks like its made for that role.
[21:02:39] <Connor> and they'll do more than 90v.. I think I've had mine up to almost full 120v.
[21:03:02] <Connor> but.. motor isn't rated for continuous duty @ 120v..
[21:03:12] <Connor> I use a Treadmill motor.
[21:03:34] <Connor> tops out around 6800 RPM. 1:1 belt drive.
[21:03:57] <Connor> I do think I need to adjust the torque pot higher though.
[21:04:50] <Mr_Mayhem> What is your machine Connor?
[21:05:00] <Connor> G0704
[21:05:17] -!- R2E4_ has quit [Ping timeout: 252 seconds]
[21:05:27] <Mr_Mayhem> Nice. Is the conversion hard to do? I was looking at it some.
[21:05:47] <Connor> Not to bad.. I had Zero metal milling exp and I did it.
[21:05:58] <Connor> Not done ball screws yet. but.. that'll come..
[21:06:17] <Mr_Mayhem> Not bad at all sounding.
[21:06:18] <Connor> But, I made the motor mounts on the machine manually..
[21:06:35] <Connor> used a boring head.. standoffs made in lathe.
[21:07:12] <Mr_Mayhem> What was the reason for changing to a treadmill motor, more torque or something?
[21:07:55] <Connor> higher speed.. more HP. Old motor was 600W clammed to be 750W. Max RPM was 2500-3000RPM.
[21:08:25] <Connor> I wanted faster for Alum work.. more HP, and ability to do rigid tapping.
[21:08:28] <Mr_Mayhem> Oh, so you put in the treadmill motor and now can do faster work.
[21:09:20] <Mr_Mayhem> How is the rpm tied to the thread cut on that kind of rigid tapping?
[21:09:39] <Mr_Mayhem> Does it simply use an encoder feedback?
[21:10:24] <cradek> yes but position is followed, not speed (rpm)
[21:10:27] <Connor> I have a Quadrature Encoder. Direct on the rear shaft of the motor.. and since it's a 1:1 belt drive.. it works just find.
[21:11:12] <Mr_Mayhem> Oh, so position is regulated and spindle just does its thing, but big enough not to slow down too much with torque correction applied.
[21:11:14] <Connor> err.. just fine.. not find.
[21:11:31] <Mr_Mayhem> hehe
[21:11:46] <cradek> yes, the spindle is free-running and the axis position follows it, including during the reversal
[21:11:49] -!- ler_hydra has quit [Remote host closed the connection]
[21:11:53] <Connor> I'm not sure what the right RPM is for tapping.. I think the max I probably could do is 1/4-20
[21:12:11] -!- R2E4_ [R2E4_!~IceChat9@207.164.206.172] has joined #linuxcnc
[21:12:22] <Connor> and when I did it.. I was running the RPM pretty fast.. like 1500 RPM
[21:12:31] <cradek> I use <500
[21:12:34] <Connor> With wrong type of tap.
[21:12:39] -!- archivist_herron has quit [Ping timeout: 240 seconds]
[21:12:51] <Connor> I got a new one.. Spiral Flute that should fix that issue.. and plan on using coolant.
[21:13:06] <Connor> so, probably can run it slower now.. and need to adjust the torque pot higher on the speed controller
[21:13:06] -!- archivist_herron [archivist_herron!~herron@80.175.14.110] has joined #linuxcnc
[21:13:24] <Mr_Mayhem> I heard many opposing views on how much encoder resolution is enough for rigid tapping to be ok.
[21:13:27] -!- cwmma has quit [Ping timeout: 240 seconds]
[21:14:02] <Mr_Mayhem> I guess it depends on other factors like how much the motor slops around, etc.
[21:14:10] <Connor> I have mine rather low because I'm using parport with PC.. not fast enough for the 6800 RPM
[21:14:37] <Mr_Mayhem> Oh, so you don't want to round off the square encoder pulses or worse.
[21:15:13] <Connor> well.. I have to run the count lower. if I have it too high, the machine will miss ticks.
[21:15:24] <Connor> I use it for RPM feedback too..
[21:15:51] <Mr_Mayhem> Same thing, yeah. The speed limit of the parallel port, I see.
[21:15:56] <Connor> if just for taping, then I could use higher count, because you tap at slow speed.. but.. I wanted both.. If I get a MESA card, I'll up the count.
[21:16:12] <Mr_Mayhem> Right.
[21:16:18] -!- cwmma has quit [Client Quit]
[21:16:35] <Connor> I'm using a capacitance based encoder.. which has deep switches.. lets me change the encoder count.
[21:16:55] -!- cwmma_ has quit [Ping timeout: 272 seconds]
[21:17:12] <Mr_Mayhem> Oh, so you can add more resolution?
[21:17:27] <Mr_Mayhem> More pulses per turn?
[21:17:30] <Connor> AMT103 encoder.
[21:17:48] <Connor> 48 to 2048 PPR
[21:17:59] <Connor> in steps of 8 or 10
[21:18:12] <Mr_Mayhem> http://www.digikey.com/product-detail/en/AMT103-V%20KIT/102-1308-ND/827016 ok
[21:18:16] <Connor> http://www.cncdrive.com/downloads/AMT103_datasheet.pdf
[21:18:21] -!- ler_hydra [ler_hydra!~ler_hydra@sailor-link.olf.sgsnet.se] has joined #linuxcnc
[21:18:28] <Connor> yup, that's the one.
[21:19:16] <Connor> I'm running at 48, with index.
[21:19:27] <Connor> index is required
[21:19:36] <Connor> for rigid tapping.
[21:19:51] <Mr_Mayhem> I like the ring adapters for different shaft diameters. Where does the encoder get installed exactly?
[21:20:03] <Mr_Mayhem> On the motor shaft?
[21:20:10] <Connor> depends on the motor and setup..
[21:20:18] <Connor> if your running 1:1 yea..on the motor is fine..
[21:20:25] <Connor> but it has to be 1:1 with the spindle.
[21:20:42] <Connor> or you have to have a separate index on the spindle.
[21:20:47] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[21:21:04] <Mr_Mayhem> Ok. So on the spindle shaft when gearing down unless you want to do the math or more complicated maybe.
[21:21:22] <Mr_Mayhem> Belt slide bad I see.
[21:21:28] <Connor> can't use math..
[21:21:39] <Connor> You HAVE to have a index on the spindle.
[21:22:06] <Connor> so, if gearing down.. you can put encoder on motor shave.. and use a separate index.
[21:22:34] <Connor> So, if your 3:1 you get triple the resolution, and still only 1 index.
[21:23:24] <Mr_Mayhem> Oh, ok. The index is one spot in the rotation.
[21:23:36] <Connor> Yup.
[21:24:12] <CaptHindsight> gadzooks a high of -11F (-24F) low of -26C, I'm going on vacation.....
[21:24:13] <Mr_Mayhem> I have never seen that done before. I will have to glance at some videos for rigid tapping, etc.
[21:25:17] -!- voxadam has quit [Remote host closed the connection]
[21:25:18] <Mr_Mayhem> Cold. Where on Earth are ya? Not bad here in Vegas
[21:25:36] <Mr_Mayhem> Not that cold at least.
[21:25:45] -!- voxadam [voxadam!~voxadam@unaffiliated/voxadam] has joined #linuxcnc
[21:26:26] <Mr_Mayhem> I wonder how the hal handles the index in combination with the encoder. That's over my head at this point.
[21:26:45] <Mr_Mayhem> Because now there are two feedbacks to chew on.
[21:27:11] <Connor> you drop the index from the main encoder.. and just use the external index.. the hal just sees it as 1 large encoder..
[21:27:29] <Mr_Mayhem> Ahhh! Very nice.
[21:27:52] <Connor> so, if your running 2048 count and are 3:1 you would have a 6144 PPR encoder
[21:28:16] <Mr_Mayhem> So, that means that the index is treated seperately in all of this so you can simply swap one for the other.
[21:29:04] -!- Lathe_newbie has quit [Ping timeout: 246 seconds]
[21:29:21] <Connor> yup. Now, I've seen some systems.. where they're running 2:1 and the spindle has to be oriented correctly for the power draw bar.. They have a 180 out sensor on them.. which isn't going to work for a index..
[21:29:23] <Mr_Mayhem> I understand, due to the ratio, you increase the resoluton.
[21:29:37] -!- voxadam has quit [Remote host closed the connection]
[21:29:54] <Mr_Mayhem> Oh, so what, two index pulses on the rotation circle then?
[21:30:00] <Mr_Mayhem> In that case?
[21:30:03] <Connor> so, what you do.. is mask the index on the spindle encoder.. so that when the 180 sensor is active the index has to be active too for it to count.
[21:30:17] -!- voxadam [voxadam!voxadam@unaffiliated/voxadam] has joined #linuxcnc
[21:30:52] <Connor> and of course, orientate the spindle so that the index is in the middle of the 180 out sensor..
[21:31:28] <Connor> Bot those are on much large machines..
[21:32:21] <Mr_Mayhem> Is this "mask" done in hal or do you mean some outside logic?
[21:32:54] <Mr_Mayhem> I am almost understanding. Which is not yet understanding, but zeroing in.
[21:34:01] -!- ler_hydra has quit [Remote host closed the connection]
[21:34:05] <Connor> Depends.. I think their is a way to do it with the mesa board.. but.. you could use a optocoupler to do it.. power leg of optocopler is 5v index pulse, the 180 out sensor (which is 24v) on the input side of the opto. when both are high.. it sends out a high.
[21:35:47] <Mr_Mayhem> I get so far there is an alignment between the encoder on one hand and an index on the other. And 180 flavor is different, and needs a logic to do something to make it behave as intended.
[21:36:42] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[21:36:59] <Mr_Mayhem> So, the 180 sensor blocks half of the rotation essentially?
[21:37:20] <Connor> the 180 out sensor is high for half the revolution of the spindle. which doesn't work for a index.. because, you end up with 2 pulses, the leading, and the trailing edge.. and they're too far apart to use as index.
[21:37:20] <Mr_Mayhem> So it comes to the correct side of the 180 to index?
[21:37:45] <Mr_Mayhem> oh, wide pulse on thing.
[21:37:51] <Connor> so, you use the 180 to mask.. IE. block the index on that half.
[21:37:52] <Mr_Mayhem> So too wide to use
[21:38:10] <Mr_Mayhem> Got it.
[21:38:40] <Mr_Mayhem> So no pulses come out of the encoder line when on the "wrong" side of rotation of the spindle.
[21:39:07] <Mr_Mayhem> So I guess it kicks back in on the "correct" 180 side.
[21:39:12] <Connor> now, what I don't know.. is how exact you have to be on getting the index and the middle of the 180 out.. I keep thnking in my mind that if your off any at all, you'll end up slowly moving the index one way or the other each revolutionm
[21:39:29] <Connor> exactly.
[21:40:07] <i_tom> "No, I clean now." "Consuela, NO!" "I clean anyway."
[21:40:10] <i_tom> LoL
[21:40:13] <Mr_Mayhem> hehe
[21:40:17] <Mr_Mayhem> Nooooo!
[21:41:11] -!- lbl has quit [Ping timeout: 260 seconds]
[21:41:12] <Mr_Mayhem> Sounds like one would have to count pulses from the encoder, or have another index pulse? Centering wobble alogrythm? hmm.
[21:41:45] <Mr_Mayhem> To find the center of the remaining 180 side.
[21:41:48] -!- lbl [lbl!~lbl@static-5-103-134-56.seas-nve.net] has joined #linuxcnc
[21:42:17] <Connor> I dunno.
[21:42:20] <i_tom> are all of the phases of the encoder counting and interpolating correctly sin and cos ?
[21:42:20] <Mr_Mayhem> Sounds like the "find center of circle" probe thing, but in a spindle context with encoder.
[21:43:18] <Mr_Mayhem> Yeah, one could use the first pulse and cos() off that.
[21:43:42] <Mr_Mayhem> cosine is 90 degrees from original, right?
[21:43:47] -!- NickParker [NickParker!~kvirc@c-24-6-124-113.hsd1.ca.comcast.net] has joined #linuxcnc
[21:43:55] <i_tom> in general yeah
[21:44:01] <i_tom> and the other phase is sinusoidal
[21:44:16] <Connor> probably just easier to add a external index and be done with it.
[21:44:17] <i_tom> or sinus (don't know how to spell it in english sorry)
[21:44:25] <toastwork> what's the problem?
[21:44:40] <i_tom> probably, but when I messed up sin and cos with the pulses
[21:44:49] <i_tom> in one direction i received opposite signal
[21:44:56] <i_tom> and in the other - just rubbish
[21:45:33] <toastwork> why are you trying to find the exact position of the index?
[21:46:11] <NickParker> PCW: will you have some time today to help me sort out my ISE so I can program my 6i25?
[21:46:29] <Connor> talking theory.. on a machine that has a 180 out sensor instead of index on the spindle.. encoder on motor shaft.. how to mix the 2 signals
[21:46:33] <Mr_Mayhem> Wondering how the spindle gets aligined to be centered within the correct 180 half of rotation, using encoder. For big machines that need it? Working on theory here.
[21:46:54] <Connor> and I'm wondering if you need to be concerned with the index location relative to the center of the 180 out sensor black out area
[21:47:07] <toastwork> big machines have a spindle lock so the 180 out is relatively inaccurate
[21:47:10] <i_tom> so what is the problem with the spindle encoder ?
[21:47:28] <toastwork> I wouldn't want to use one of those for a index of any sort
[21:47:45] <toastwork> as long as the spindle lock slams down on the right half of the thing, it'll orient it properly
[21:47:45] <i_tom> big machine is a relative term
[21:47:51] <PCW> NickParker: later today
[21:48:01] <NickParker> sounds good. ping me in here when you're available
[21:48:09] <Connor> mounted on shaft of motor.. 2:1
[21:48:09] <Connor> so, the 180 out acts as a "mask" blocking the index on the encoder for 1/2 the spindle rotation
[21:48:09] <Mr_Mayhem> Maybe that is the answer. Just use index there.
[21:48:13] <i_tom> all of our machines have spindle lock and it's actually not possible to locate the spindle in any way you want it precisely
[21:48:27] <PCW> its not good for index but probably OK for index mask
[21:48:42] <toastwork> i_tom: this is for machines that have a tool changer that cares about orientation
[21:49:06] <Connor> toastwork: In this case, no spindle lock.. Cincinnati Arrow 500
[21:49:08] <PCW> (adjust index position for middle of light or dark)
[21:49:24] <Mr_Mayhem> Simple is good I guess.
[21:49:43] <toastwork> Connor: can't you use the rising edge as an index?
[21:50:04] <Connor> using it as a mask is fine.. I was just concerned that the index and mask might go out of phase if the index isn't exactly center on the 180 out sensor.
[21:50:04] <toastwork> if the sensor is accurate enough to locate the tool for a toolchange, it's not going to be that wobbly
[21:50:20] <i_tom> got it, ours are used just for rotating tools and the spindle circular position isn't essential
[21:51:11] <i_tom> It's been nice talking to you, gentlemen. Have a successful day!
[21:51:26] <Mr_Mayhem> You too i_tom
[21:51:32] <Connor> i_tom
[21:51:38] <Connor> you see my comments about the speed controller ?
[21:51:43] <Connor> and what to use ?
[21:52:38] <toastwork> why can't you use the rising edge of the mask
[21:52:42] <toastwork> or am i totally high here
[21:53:02] <toastwork> if it's accurate enough for a machine with no spindle lock, it should be fairly consistent
[21:54:34] <Connor> Grizzly G0704
[21:54:42] <Connor> Doh
[21:55:47] -!- terabyte- has quit [Quit: terabyte-]
[21:56:42] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[21:57:34] -!- terabyte- has quit [Client Quit]
[21:57:50] -!- voxadam has quit [Ping timeout: 240 seconds]
[21:58:19] -!- voxadam [voxadam!~voxadam@unaffiliated/voxadam] has joined #linuxcnc
[22:01:17] -!- patrickarlt has quit [Read error: Connection reset by peer]
[22:05:34] -!- toastwork has quit [Quit: Page closed]
[22:09:20] -!- i_tom has quit [Quit: http://quassel-irc.org - Chat comfortably. Anywhere.]
[22:09:28] -!- voxadam has quit [Remote host closed the connection]
[22:09:34] -!- fedgoat [fedgoat!~fedgoat@cpe-68-203-10-64.austin.res.rr.com] has joined #linuxcnc
[22:10:05] -!- fedgoat [fedgoat!~fedgoat@cpe-68-203-10-64.austin.res.rr.com] has parted #linuxcnc
[22:10:39] -!- voxadam [voxadam!voxadam@unaffiliated/voxadam] has joined #linuxcnc
[22:10:48] <Deejay> gn8
[22:11:40] -!- beawesomeinstead has quit [Ping timeout: 245 seconds]
[22:11:44] -!- Deejay has quit [Quit: bye]
[22:12:51] -!- phillipadsmith has quit [Ping timeout: 260 seconds]
[22:18:01] -!- wboykinm has quit [Remote host closed the connection]
[22:22:05] -!- logger[mah] has quit [Remote host closed the connection]
[22:22:11] -!- logger[mah] [logger[mah]!~loggermah@mah2.mah.priv.at] has joined #linuxcnc
[22:27:14] -!- Connor has quit [Read error: No route to host]
[22:29:40] -!- Connor [Connor!~Connor@75.76.30.113] has joined #linuxcnc
[22:30:14] -!- mhaberler has quit [Ping timeout: 240 seconds]
[22:31:27] -!- voxadam has quit [Ping timeout: 240 seconds]
[22:31:55] -!- voxadam [voxadam!voxadam@unaffiliated/voxadam] has joined #linuxcnc
[22:32:04] <syyl> anybody here runs one of those chinese 3020 cnc routers from ebay?
[22:33:41] -!- arkgis has quit [Remote host closed the connection]
[22:33:45] -!- gonzo_o has quit [Quit: 1201alarm - executive system overflow]
[22:34:28] -!- heathmanc [heathmanc!1f30ea0f@gateway/web/freenode/ip.31.48.234.15] has joined #linuxcnc
[22:34:33] -!- heyman has quit [Ping timeout: 272 seconds]
[22:36:35] -!- rob_h has quit [Ping timeout: 245 seconds]
[22:37:22] -!- rob_h [rob_h!~robh@90.213.119.5] has joined #linuxcnc
[22:37:33] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[22:37:51] <heathmanc> I have a mesa 5i20 and 7i48, anybody know if I can control my hitachi wj200 vfd with this combo?
[22:39:29] -!- voxadam has quit [Remote host closed the connection]
[22:40:29] -!- voxadam [voxadam!voxadam@unaffiliated/voxadam] has joined #linuxcnc
[22:44:54] <PCW> does the wj200 have analog speed control?
[22:45:20] <heathmanc> yes
[22:45:30] <heathmanc> I am assuming it should work
[22:46:47] -!- patrickarlt has quit [Ping timeout: 240 seconds]
[22:47:11] <heathmanc> i guess my big problem is though, that I am moving to two 7i29 and a 4i69 and a 7137ta, not sure how to set it up with that hardware
[22:47:32] <heathmanc> if the 7i29 are ever back in stock
[22:50:01] <PCW> should be a standard config (SV12 or SVST4_8 etc)
[22:51:08] <heathmanc> ok, but where do i get the spindle control with the 7i29 and 7i37ta
[22:51:20] -!- patricka_ has quit [Read error: Connection reset by peer]
[22:51:27] -!- rob_h has quit [Ping timeout: 246 seconds]
[22:51:28] <heathmanc> seems like i would need a breakout board of sorts to get to a pwm signal
[22:51:44] <heathmanc> and maybe a SPINx1
[22:52:09] -!- rob_h [rob_h!~robh@2.127.116.193] has joined #linuxcnc
[22:52:15] <PCW> that would do (on the unused connector)
[22:53:02] <heathmanc> ok, now i see mention of two 7i29 on one cable, how is that cable split? or are the boards stackable?
[22:55:26] <PCW> cable has 3 connectors: 4i69, 7i29#1 7I29#2
[22:56:59] <heathmanc> ok, I can't find that cable online, just the standard aio
[22:57:50] <PCW> Not common enough but you can order one
[22:58:12] <heathmanc> as well as a 50 pin breakout board?
[22:59:40] -!- NickParker|2 [NickParker|2!~kvirc@c-24-6-124-113.hsd1.ca.comcast.net] has joined #linuxcnc
[22:59:46] <PCW> We dont have a plain breakout but they are available from other sources
[23:00:02] <PCW> (you can use a 7I42TA)
[23:00:16] -!- matheus_ [matheus_!~matheus@201-40-202-105.ctame704.dsl.brasiltelecom.net.br] has joined #linuxcnc
[23:01:06] <heathmanc> lol, out of stock also
[23:02:38] -!- NickParker has quit [Ping timeout: 264 seconds]
[23:03:07] -!- chillly has quit [Remote host closed the connection]
[23:03:48] -!- matheus__ has quit [Ping timeout: 252 seconds]
[23:05:46] <heathmanc> So, all of this will play nicely together 4i69 2x7i29 7i42TA SPINx1
[23:06:09] -!- rob_h has quit [Ping timeout: 246 seconds]
[23:06:20] -!- gmag [gmag!~gmag@a89-155-97-115.cpe.netcabo.pt] has joined #linuxcnc
[23:07:48] <heathmanc> and the 7i37COM
[23:10:57] -!- rob_h [rob_h!~robh@90.219.181.120] has joined #linuxcnc
[23:11:46] -!- patrickarlt has quit [Ping timeout: 240 seconds]
[23:13:31] -!- patricka_ has quit [Read error: Connection reset by peer]
[23:15:08] -!- sumpfralle has quit [Ping timeout: 265 seconds]
[23:15:31] <heathmanc> Hey PCW, will that 4i69 work on a pci-104 single board computer?
[23:16:09] <heathmanc> I have an advantech intel core 2 duo 2.26 that i want to use it on
[23:16:29] <heathmanc> but it has just the pci-104 connector
[23:16:39] <heathmanc> no ISA bus
[23:17:12] <PCW> Yes its PCI only
[23:18:03] -!- voxadam_ [voxadam_!voxadam@unaffiliated/voxadam] has joined #linuxcnc
[23:18:10] <heathmanc> so the card will work fine, should have found this all out before i ordered it a couple days ago
[23:19:28] <heathmanc> trying to move from a 5i20 and 7i48 driving some allen bradley drives, to an h-bridge setup
[23:19:29] -!- voxadam has quit [Remote host closed the connection]
[23:19:55] <heathmanc> all of this is way overkill, it's on a taig mill
[23:19:57] -!- zzolo has quit [Quit: zzolo]
[23:20:04] <heathmanc> I am stationed overseas and don't have a lot of room
[23:21:59] -!- patrickarlt has quit [Read error: Connection reset by peer]
[23:25:52] -!- patrickarlt has quit [Read error: Connection reset by peer]
[23:30:23] -!- voxadam_ has quit [Remote host closed the connection]
[23:31:43] <heathmanc> right now i get an error in dmesg about muxed encoders and V2 and velocity computations being incorrect
[23:32:58] <PCW> That means you need newer 5i20 firmware
[23:33:23] -!- voxadam [voxadam!~voxadam@unaffiliated/voxadam] has joined #linuxcnc
[23:33:32] <heathmanc> i used the package manager, pretty sure .8 is installed
[23:33:47] <heathmanc> any light shed would be great
[23:34:07] -!- hashfail [hashfail!~noone@64-121-232-59.c3-0.eas-ubr3.atw-eas.pa.cable.rcn.com] has joined #linuxcnc
[23:34:24] -!- hashfail has quit [Changing host]
[23:34:24] -!- hashfail [hashfail!~noone@unaffiliated/gimps] has joined #linuxcnc
[23:35:14] <PCW> I would download 5i20.zip from mesa and use svst6_6_7i48.bit
[23:35:51] <PCW> (7I48 on P2)
[23:36:14] <heathmanc> ok, which folder does that bit file go in?
[23:36:32] <heathmanc> i already downloaded it a while back from mesa, but selected the sv12 i believe
[23:36:42] -!- someone972 has quit [Remote host closed the connection]
[23:36:47] -!- rob_h has quit [Ping timeout: 240 seconds]
[23:38:45] -!- rob_h [rob_h!~robh@2.124.65.152] has joined #linuxcnc
[23:38:46] -!- uw [uw!~uw@unaffiliated/uw] has joined #linuxcnc
[23:41:09] -!- patrickarlt has quit [Ping timeout: 246 seconds]
[23:41:59] -!- arvidkahl has quit [Quit: Textual IRC Client: www.textualapp.com]
[23:42:21] <Jymmm> THIS IS AWESOME HAHAHAHAHAHAHA
http://www.youtube.com/watch?v=ut5DXxK1dvk
[23:42:54] <PCW> SV12 (unless it has a 7I48 in its name) is likely wrong
[23:43:57] -!- i_tom [i_tom!~quassel@77-85-48-87.btc-net.bg] has joined #linuxcnc
[23:44:27] -!- patricka_ has quit [Ping timeout: 240 seconds]
[23:45:45] -!- voxadam has quit [Remote host closed the connection]
[23:46:35] -!- voxadam_ [voxadam_!voxadam@unaffiliated/voxadam] has joined #linuxcnc
[23:47:26] <heathmanc> just like that, problem fixed
[23:48:15] -!- ries has quit [Remote host closed the connection]
[23:48:52] -!- lyzidiamond has quit [Quit: lyzidiamond]
[23:49:06] -!- patrickarlt has quit [Remote host closed the connection]
[23:53:02] <Jymmm> Come on, you gotta love 154,000 Watts going thru a knife like that =)
[23:53:18] <heathmanc> that was hilarious to watch
[23:54:36] <Jymmm> Yeah, no bullshit effects, that was the real deal... on carpet, upstairs, no gloves/goggles, and uses a pair of scissors for pliers because it got too hot!!!
[23:54:59] <Jymmm> I'd buy him a beer or 20!!!
[23:56:19] <heathmanc> lol
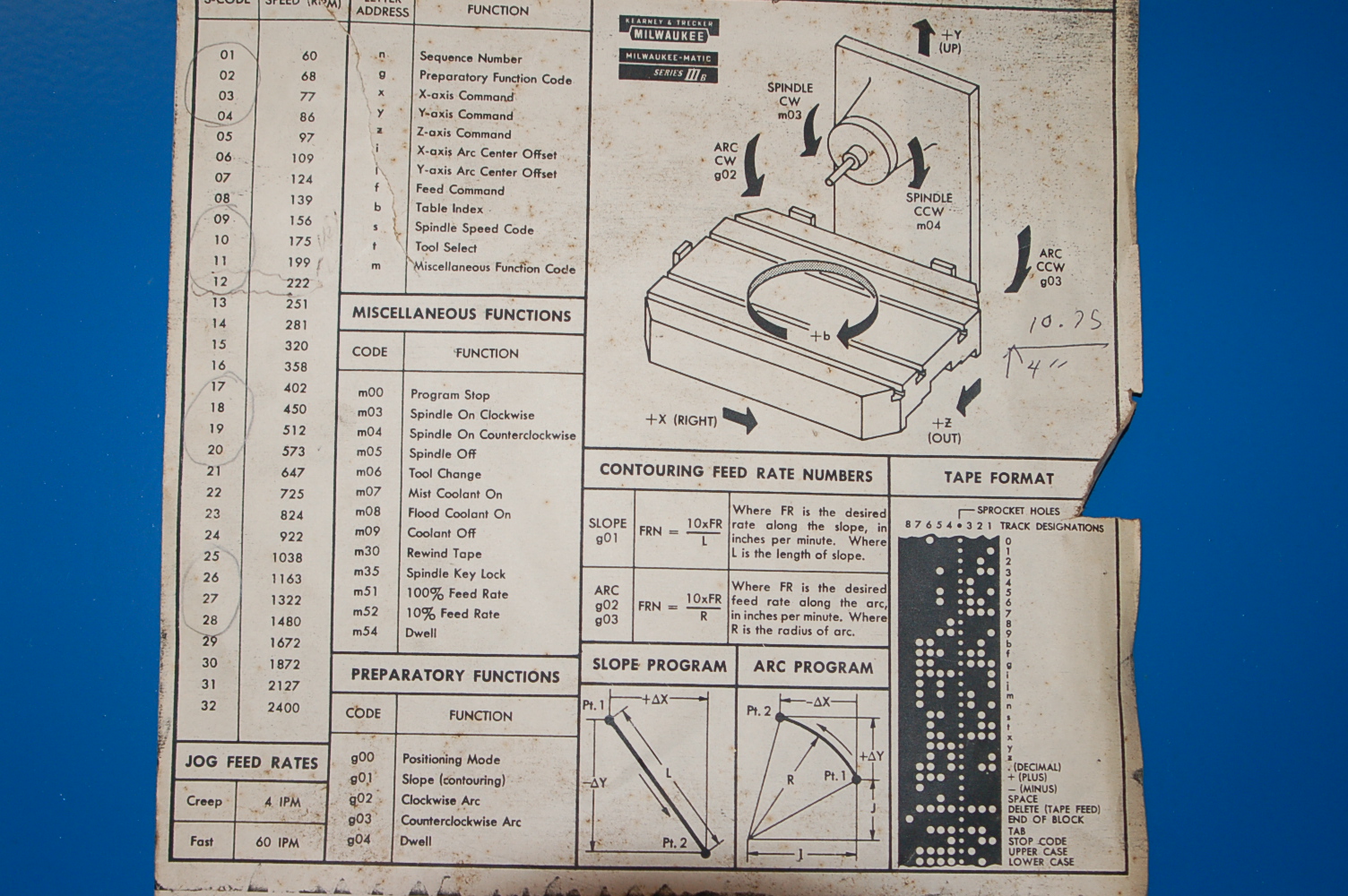{kind=link}
{kind=link}
{kind=link}
{kind=link}
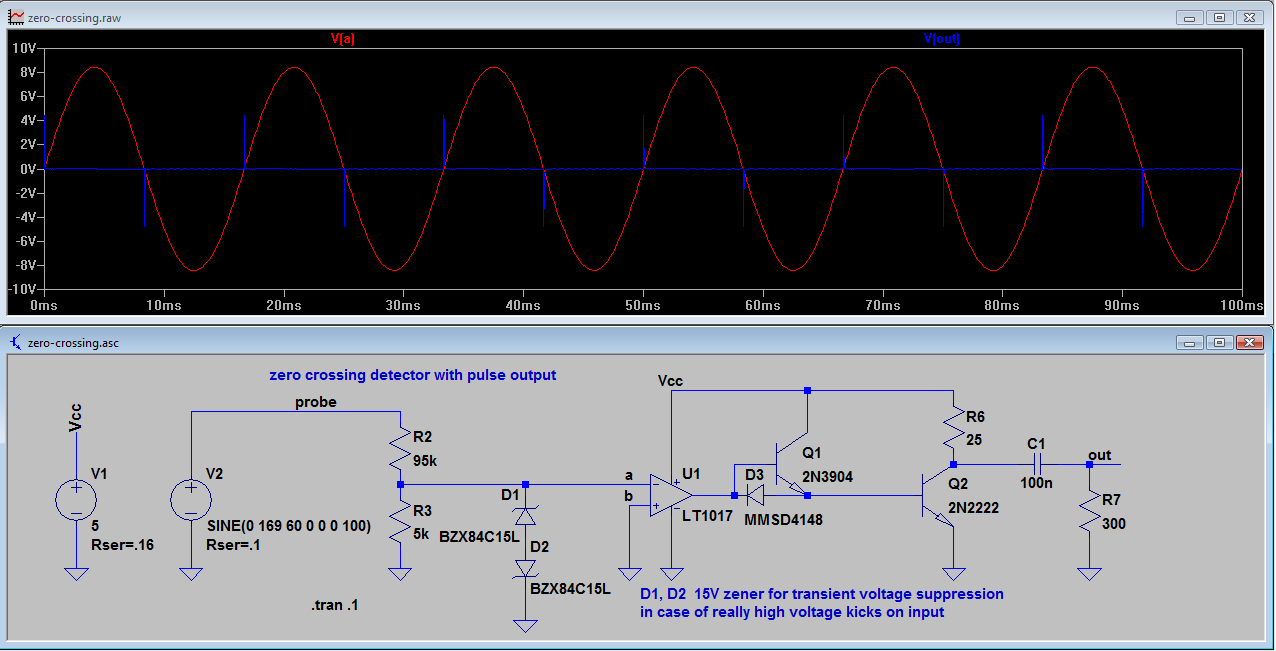{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}