Back
[00:03:05] -!- Keknom [Keknom!~monkeky@c-76-125-214-194.hsd1.pa.comcast.net] has joined #linuxcnc
[00:08:42] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[00:18:16] -!- adb has quit [Ping timeout: 260 seconds]
[00:51:37] -!- uminded has quit [Quit: Leaving]
[01:00:51] -!- mhaberler has quit [Ping timeout: 276 seconds]
[01:03:14] -!- mhaberler [mhaberler!~mhaberler@extern-187.stiwoll.mah.priv.at] has joined #linuxcnc
[01:04:27] -!- zzolo has quit [Quit: zzolo]
[01:06:28] -!- rob_h has quit [Ping timeout: 240 seconds]
[01:06:36] -!- zzolo has quit [Client Quit]
[01:08:20] <Jymmm> What kind of wood is this?
http://images.craigslist.org/3Ge3La3Hc5Lf5G75Mbd3eb8bfb6a7603f13ab.jpg
[01:08:35] <Valen> tree!
[01:08:47] <Jymmm> Valen: as opposed to ?
[01:09:29] <Valen> http://keekles.org/~bryan/Genmay/got_wood.jpg
[01:09:51] <Tom_itx> not yucca
[01:10:35] <Jymmm> Something that would grow in Calif
[01:10:56] <Jymmm> Valen: lol
[01:10:56] <Tom_itx> well you should know then
[01:11:03] <Jymmm> fiik
[01:11:04] <Tom_itx> not sequoia
[01:11:22] <jdh> Petrified
[01:11:22] <Tom_itx> cottonwood?
[01:13:33] <mozmck> the bark looks kinda like cottonwood
[01:14:04] <mozmck> terrible firewood if that's what it is.
[01:14:23] <Tom_itx> not if you like a hot fast fire
[01:16:28] <mozmck> I like a hot, long-lasting fire.
[01:16:39] <Tom_itx> oak
[01:16:48] <Tom_itx> hedge if you dont mind the popping
[01:16:49] <mozmck> don't have to stoke the stove or haul ashes as often
[01:17:22] <Jymmm> OM MY GAWD !!!
[01:17:23] <Jymmm> OM MY GAWD !!!
[01:17:24] <Jymmm> OM MY GAWD !!!
[01:17:24] <Jymmm> OM MY GAWD !!!
[01:17:25] <mozmck> hedge (bois d'ark) is my preference. considerably more btu's than the best oak.
[01:17:26] <Jymmm> OM MY GAWD !!!
[01:17:31] <Jymmm> THIS IS AWESOME
http://bleacherreport.com/articles/1564670-nascars-jeff-gordon-takes-car-salesman-for-terrifying-ride-for-pepsi-max-prank
[01:18:23] <mozmck> the popping is not much problem in a good woodstove, but can be spectacular when you open the door and stir the coals!
[01:18:40] -!- zzolo has quit [Client Quit]
[01:26:39] -!- rob_h [rob_h!~rob_h@027c16a0.bb.sky.com] has joined #linuxcnc
[01:30:37] <andypugh> Jymmm: Probably means more if you know who Jeff Gordon is ;-)
[01:30:37] -!- jfire has quit [Quit: Leaving.]
[01:30:56] <jdh> he owns the chevy dealership down the road
[01:31:42] <Tom_itx> seriously andypugh?
[01:32:26] <andypugh> I think I have heard the name, and I assume he is a driver
[01:32:32] <Tom_itx> yes
[01:32:54] <jdh> wtf would anyone outside of southern US and other .us rednecks have ever heard of him?
[01:33:23] <Tom_itx> apparently you have
[01:33:43] <Tom_itx> he lives in NYC though
[01:33:44] <jdh> I drive by Jeff Gordon Chevrolet twice a day
[01:34:41] <Tom_itx> across the street from Earnhart Chevy?
[01:34:41] <jdh> and I live in the south, and I'm a redneck.
[01:35:01] <jdh> why would two chevy dealers be across the street from each other?
[01:35:46] <Tom_itx> dale jarett ford then
[01:35:55] <jdh> never heard of him.
[01:36:05] <Tom_itx> ned's kid
[01:36:12] <jdh> nor him
[01:37:46] <t12> loll
[01:37:48] <t12> thats pretty good
[01:45:50] <r00t4rd3d> http://maps.google.com/help/maps/streetview/contribute/#all
[01:46:25] -!- jfire has quit [Quit: Leaving.]
[01:48:46] -!- rob_h has quit [Ping timeout: 245 seconds]
[01:56:49] -!- andypugh has quit [Quit: andypugh]
[02:04:23] -!- odogono has quit [Quit: odogono]
[02:08:56] -!- Wildhoney has quit [Ping timeout: 276 seconds]
[02:20:01] -!- FinboySlick1 [FinboySlick1!~shark@squal.net] has joined #linuxcnc
[02:20:42] -!- FinboySlick has quit [Quit: Leaving.]
[02:20:52] -!- FinboySlick1 has quit [Client Quit]
[02:21:05] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[02:37:07] -!- ravenlock [ravenlock!~ravenlock@enlightenment/developer/ravenlock] has joined #linuxcnc
[02:46:42] <r00t4rd3d> who wants to buy me a 4x8 onsurd?
[02:46:50] <r00t4rd3d> they only like 70k
[02:57:10] -!- mercuryrising [mercuryrising!~mercuryri@c-71-63-156-105.hsd1.mn.comcast.net] has joined #linuxcnc
[02:57:22] -!- mercuryrising [mercuryrising!~mercuryri@c-71-63-156-105.hsd1.mn.comcast.net] has parted #linuxcnc
[03:00:03] -!- RangerRick has quit [Remote host closed the connection]
[03:00:14] -!- Keknom has quit [Quit: Leaving.]
[03:08:52] -!- mhaberler has quit [Quit: mhaberler]
[03:33:40] <markvandenborre> is something like
http://www.stepmores.com/product-5028c2b36d54619d1d000000.shtml usable with linuxcnc?
[03:34:07] <markvandenborre> or can it be made usable with not too much effort?
[03:35:20] <markvandenborre> I'm a free software user exclusively since the late '90s, and I want to keep it like that
[03:38:04] <jdh> that link doesn't show a product for me.
[03:38:15] <Valen> worked for me
[03:38:26] <jdh> I block most things with scripts by default
[03:38:26] <Valen> generic toy gangty mill
[03:38:39] <Valen> gantry
[03:40:01] <jdh> some people only need/desire toys.
[03:40:12] <markvandenborre> my need is fairly well defined:
[03:40:45] <markvandenborre> I want to cut baltic birch plywood, 18mm, max dimension of part 65cm x 45cm
[03:41:14] <jdh> then that sounds fine if it will fit your dimensions
[03:41:26] <Valen> thats pretty thick
[03:41:32] <Valen> you might need multiple passes
[03:41:47] <markvandenborre> I'd want to avoid that if at all possible
[03:41:57] <markvandenborre> should that be possible with the right router bits?
[03:42:08] <markvandenborre> and speed settings, and...?
[03:42:13] <jdh> and a hefty spindle perhaps.
[03:42:18] -!- erictheise has quit [Quit: erictheise]
[03:42:25] <Valen> thing is you need to push hard enough to cut the timber otherwise you will rub and burn it instead
[03:42:37] <markvandenborre> but really, I'm mostly looking at linuxcnc compatibility first
[03:42:46] <markvandenborre> this kind of thing is the only within budget
[03:42:52] <Valen> it doesn't look like it needs emc
[03:43:03] <Valen> says it has its own gcode interpereter in it
[03:43:11] <jdh> it says it has mach3
[03:43:28] <Valen> Suitable for Materials Engrave and cut on Acrylic sheet, ABS double color sheet, PVC foam sheet, wooden sheet, scagliola, PCB Aluminum sheet etc. Features: X Y use 2510 ballscrew and SBR25 rails, it makes machine working very stable. Aluminium casting whole body wont transform for long use.
[03:43:36] <jdh> so linuxcnc should work fine
[03:43:46] <markvandenborre> that would be really really cool
[03:43:52] <Valen> right you are jdh
[03:44:08] <jdh> I'm sure it even has a legit mach3 license!
[03:44:10] <Valen> that is very expensive for that type of machine i think?
[03:44:35] <jdh> I see no units for price
[03:45:00] <Valen> i spose it does have actual linear rails
[03:45:08] <Valen> good point jdh i just presumed USD
[03:45:17] <Valen> and ballscrews
[03:45:30] <Valen> actually i change my initial assesment, its a step up from a toy
[03:45:51] <Valen> 1.5Kw spindle on it
[03:45:53] <markvandenborre> heh :)
[03:45:54] <jdh> linear rails, cheap chinese ball screws, leadshine drives
[03:46:07] <jdh> that's 1.5 chinese Kw
[03:46:32] <Valen> yeah, but its not whoflungdung nema17 steppers, with round bar in a block of plastic for the rail and allthread for the screw
[03:46:33] <markvandenborre> so I should think low budget, but not entirely a toy, and possibly enough to do 18mm birch ply in one pass?
[03:46:50] <jdh> 1 pass might be much
[03:46:50] <markvandenborre> and linuxcnc is a certainty?
[03:46:51] <Valen> i dunno, 18mm is a pretty decent cut
[03:47:14] <markvandenborre> any other linuxcnc compatible machines that would do what I want?
[03:47:25] <jdh> pretty much anything is linuxcnc compatible
[03:47:34] <Valen> there isn't enough information there to say if it will work with emc for sure, i don't know if it comes with its own computer or if you supply your own
[03:47:41] <jdh> unless it has some super funky proprietary IO which would cost more than generic stuff
[03:47:43] <Valen> if it takes step/dir inputs then it'll work win emc
[03:47:57] <Valen> win=with
[03:48:27] <markvandenborre> the question being of course how many years I'd need to spend to get the thing configured...
[03:48:40] <markvandenborre> I'm not scared of software configuration
[03:48:53] <markvandenborre> but in this case, it has real hardware consequences...
[03:48:58] -!- zzolo has quit [Quit: zzolo]
[03:49:56] <jdh> ebay 600x900 seem to be more than that (if it is USD)
[03:50:44] <Valen> I'd make my own tbh
[03:50:51] <Valen> well, we are i guess
[03:50:55] <jdh> easier to make your own if you have one
[03:51:04] <Valen> though we are spending $2500 on the motors and drives
[03:51:09] <Valen> and its 1200x1200x600
[03:52:03] <markvandenborre> I'm a classical guitar teacher with a secret second life in free software
[03:52:12] <jdh> cool
[03:52:34] <markvandenborre> building a cnc would be one step too far in an entirely diffferent direction again I'm afraid
[03:52:44] <markvandenborre> well, not afraid, just too many things
[03:52:56] <jdh> DIY luthiery
[03:53:09] <markvandenborre> I see myself as a user of this kind of machine
[03:53:32] <markvandenborre> except for preparatory work on electric guitars
[03:53:52] <markvandenborre> there is relatively little use for this I guess
[03:53:52] <jdh> what's the requirement for single pass
[03:54:13] <jdh> http://www.cnclutherie.com/
[03:54:28] <markvandenborre> tbh, I don't plan to use it for lutherie
[03:54:42] <jdh> me either!
[03:55:06] <jdh> people can make a living teaching guitar?
[03:55:31] <markvandenborre> jdh: where I live, there's a generous public education system
[03:55:54] <markvandenborre> a separate system of public music schools even
[03:56:31] <markvandenborre> with university trained classical musicians teaching to everyone who would like to seriously learn
[03:57:10] <markvandenborre> state employees, so yes, I can survive without begging :)
[03:57:14] <jdh> heh
[03:57:20] -!- Valen has quit [Quit: Leaving.]
[03:57:39] <jdh> I had a few teachers... mainly alcoholic musicians trying to get by.
[03:57:56] -!- sumpfralle has quit [Remote host closed the connection]
[03:58:38] <markvandenborre> if that was my option, I might have been tempted to keep working on the free software consulting that I very much like to do too
[03:59:28] <jdh> well, I do software all day... and am amazingly inept at guitar playing.
[03:59:55] <markvandenborre> :-)
[04:01:23] <markvandenborre> thanks a lot for your hints
[04:01:41] <markvandenborre> if you have any other suggestions of machines, please don't hesitate to tell me
[04:02:00] <markvandenborre> off to sleep in 5 minutes, it's awfully late here in .eu
[04:03:43] <r00t4rd3d> cnc router parts kit
[04:04:41] <r00t4rd3d> http://www.cncrouterparts.com/cnc-router-kits-c-29.html?osCsid=rtske8lr7629mglmbtp8k4ba15
[04:04:47] <r00t4rd3d> the 2x4 kit
[04:08:27] <markvandenborre> r00t4rd3d: thx for the hint
[04:08:52] <markvandenborre> though /me being in the .eu might make that less interesting
[04:09:17] <r00t4rd3d> they ship all over
[04:09:35] <r00t4rd3d> ive seen guys in Dubai with their parts
[04:09:58] <r00t4rd3d> a few in Pakistan
[04:10:27] <markvandenborre> :-)
[04:19:35] -!- Tecan has quit [Quit: Ex-Chat]
[04:19:47] -!- jfire has quit [Quit: Leaving.]
[04:37:07] -!- AR_ has quit [Ping timeout: 264 seconds]
[04:40:34] -!- ve7it has quit [Remote host closed the connection]
[04:41:14] -!- FinboySlick has quit [Quit: Leaving.]
[04:53:23] -!- pjm has quit [Read error: Connection reset by peer]
[04:53:30] -!- pjm_ [pjm_!~pjm@uhfsatcom.plus.com] has joined #linuxcnc
[05:14:50] -!- kwallace [kwallace!~kwallace@smb-152.sonnet.com] has parted #linuxcnc
[05:24:00] -!- jfire has quit [Quit: Leaving.]
[05:38:31] -!- joe9 has quit [Read error: Connection reset by peer]
[05:40:04] -!- krusty_ar has quit [Remote host closed the connection]
[05:42:33] -!- joe9_ [joe9_!~user@c-24-98-97-215.hsd1.ga.comcast.net] has joined #linuxcnc
[05:44:35] <uw> so i'm tuning a door bell...anyone know what frequency they ring at? the hi and low freqs for the "bing...bong..."
[05:44:52] <uw> i made the 2 chimes but they dont sound right
[05:46:11] -!- joe9_ has quit [Remote host closed the connection]
[05:57:13] -!- Valen [Valen!~Valen@c211-30-129-65.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[06:02:35] -!- Fox_Muldr has quit [Ping timeout: 260 seconds]
[06:04:48] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-4d01c8eb.pool.mediaWays.net] has joined #linuxcnc
[06:05:01] -!- JT-Shop has quit [Ping timeout: 245 seconds]
[06:05:20] -!- jthornton has quit [Ping timeout: 246 seconds]
[06:05:49] -!- JT-Shop [JT-Shop!~John@162.72.171.228] has joined #linuxcnc
[06:06:26] -!- jthornton [jthornton!~john@162.72.171.228] has joined #linuxcnc
[06:09:34] -!- jthornton has quit [Read error: Connection reset by peer]
[06:11:06] -!- mk0 [mk0!~Orr@plasmoteg-1.bas-net.by] has joined #linuxcnc
[06:13:24] -!- JT-Shop has quit [Ping timeout: 264 seconds]
[06:16:11] -!- JT-Shop [JT-Shop!~John@162.72.171.228] has joined #linuxcnc
[06:16:16] -!- jthornton [jthornton!~john@162.72.171.228] has joined #linuxcnc
[06:22:32] -!- JT-Shop has quit [Read error: Connection reset by peer]
[06:22:32] -!- jthornton has quit [Read error: Connection reset by peer]
[06:26:04] -!- redfr0g has quit [Ping timeout: 252 seconds]
[06:29:36] -!- nevyn has quit [Quit: leaving]
[06:30:34] -!- DaViruz has quit [Read error: Connection reset by peer]
[06:30:44] -!- DaViruz [DaViruz!~daviruz@c83-253-200-9.bredband.comhem.se] has joined #linuxcnc
[06:37:45] -!- vladimirek [vladimirek!~vladimire@95.105.250.72] has joined #linuxcnc
[06:38:37] -!- jthornton [jthornton!~john@162.72.171.228] has joined #linuxcnc
[06:38:37] -!- JT-Shop [JT-Shop!~John@162.72.171.228] has joined #linuxcnc
[06:45:32] -!- dhoovie [dhoovie!~kvirc@122.177.220.86] has joined #linuxcnc
[06:45:47] -!- JT-Shop has quit [Ping timeout: 255 seconds]
[06:46:39] -!- jthornton has quit [Ping timeout: 276 seconds]
[06:49:29] -!- JT-Shop [JT-Shop!~John@162.72.171.228] has joined #linuxcnc
[06:50:08] -!- jthornton [jthornton!~john@162.72.171.228] has joined #linuxcnc
[06:52:00] -!- krusty_ar has quit [Remote host closed the connection]
[06:54:53] -!- dhoovie|2 [dhoovie|2!~kvirc@122.177.220.86] has joined #linuxcnc
[06:57:08] -!- dhoovie has quit [Ping timeout: 246 seconds]
[07:03:22] -!- dhoovie|2 has quit [Read error: Connection reset by peer]
[07:04:15] -!- dhoovie [dhoovie!~kvirc@122.177.220.86] has joined #linuxcnc
[07:09:06] -!- dhoovie|2 [dhoovie|2!~kvirc@122.177.220.86] has joined #linuxcnc
[07:11:50] -!- dhoovie has quit [Ping timeout: 246 seconds]
[07:13:35] -!- dhoovie|2 has quit [Ping timeout: 246 seconds]
[07:16:11] -!- dhoovie [dhoovie!~kvirc@122.177.220.86] has joined #linuxcnc
[07:28:29] -!- mhaberler [mhaberler!~mhaberler@extern-187.stiwoll.mah.priv.at] has joined #linuxcnc
[07:30:47] -!- asdfasd [asdfasd!~grgrgrgrg@149.241.132.117] has joined #linuxcnc
[07:37:29] -!- erictheise has quit [Quit: erictheise]
[07:38:51] -!- fomox [fomox!~chatzilla@77-110-193-140.inet.signal.no] has joined #linuxcnc
[07:44:30] -!- Valen has quit [Quit: Leaving.]
[07:49:22] -!- racycle has quit [Quit: racycle]
[07:59:38] -!- DJ9DJ [DJ9DJ!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[07:59:47] <DJ9DJ> moin
[08:01:23] <Jymmm> I still can't figure out how you show up EXACTLY the same time (±60s)
[08:08:02] <DJ9DJ> hihi
[08:08:25] <DJ9DJ> good morning Jymmm :)
[08:09:43] -!- Loetmichel has quit []
[08:10:20] -!- redfr0g [redfr0g!~irc@unaffiliated/nn] has joined #linuxcnc
[08:11:43] <Jymmm> Morning Mr DJ9DJ
[08:15:49] -!- Loetmichel [Loetmichel!cylly@p54B1222F.dip.t-dialin.net] has joined #linuxcnc
[08:15:57] <Loetmichel> moin
[08:16:04] <DJ9DJ> morning Loetmichel
[08:16:08] <Loetmichel> aeh mornin'
[08:19:32] -!- asdfasd has quit [Read error: Connection reset by peer]
[08:28:13] -!- RangerRick has quit [Quit: No Ping reply in 180 seconds.]
[08:32:17] -!- ler_hydra [ler_hydra!~ler_hydra@sailor-link.olf.sgsnet.se] has joined #linuxcnc
[08:32:51] -!- asdfasd [asdfasd!~grgrgrgrg@149.241.132.117] has joined #linuxcnc
[08:34:38] -!- b_b has quit [Changing host]
[08:35:11] zq is now known as bzzzz
[08:35:27] bzzzz is now known as zq
[08:44:02] -!- charlie_ has quit [Quit: Leaving]
[08:44:52] <mrsun> loctite - when you are not a real machinist!
[08:44:58] <mrsun> should be a slogan for them ;)
[08:45:14] <mrsun> "oh i cant do pressfits ... LOCTITE!!!" :P
[08:45:32] <Jymmm> it's for THREADS, not press fit
[08:45:43] <mrsun> Jymmm, cylindrical locks etc. . they got it all
[08:45:46] <mrsun> bearing locking
[08:45:59] <DJ9DJ> jo, there is one loctite for each 'connection' ;)
[08:46:05] <mrsun> mm
[08:48:27] <mrsun> nah nothing wrong with loctite tho in some applications i dont know if i would trust that kind of bond =)
[08:49:41] -!- emel has quit [Excess Flood]
[08:49:51] -!- V0idExp [V0idExp!~v0idexp@151.22.102.42] has joined #linuxcnc
[09:01:33] -!- rob_h [rob_h!~rob_h@027c16a0.bb.sky.com] has joined #linuxcnc
[09:02:20] -!- tomate_ has quit [Remote host closed the connection]
[09:06:00] -!- eykreinecke1 [eykreinecke1!~chatzilla@46.115.51.16] has joined #linuxcnc
[09:13:14] -!- b_b has quit [Changing host]
[09:17:19] -!- ink_ has quit [Ping timeout: 264 seconds]
[09:18:00] -!- psha[work] [psha[work]!~psha@195.135.238.205] has joined #linuxcnc
[09:18:00] -!- ink [ink!ink@katsu.triplehelix.org] has joined #linuxcnc
[09:23:20] -!- toastydeath has quit [Read error: Connection reset by peer]
[09:23:38] -!- toastydeath [toastydeath!~toast@2601:a:2e00:aa:d54a:9c87:cdd4:edfc] has joined #linuxcnc
[09:29:01] -!- Wildhoney has quit [Read error: Connection reset by peer]
[09:40:09] -!- Wildhoney has quit [Ping timeout: 256 seconds]
[09:44:54] -!- 18WAC22GU [18WAC22GU!~lars@c.mail.systemausfall.org] has joined #linuxcnc
[09:44:54] -!- 45PAAAONL [45PAAAONL!~lars@c.mail.systemausfall.org] has joined #linuxcnc
[09:51:10] -!- Wildhoney has quit [Read error: Connection reset by peer]
[09:52:08] -!- emel has quit [Excess Flood]
[09:52:08] -!- dhoovie has quit [Read error: Connection reset by peer]
[09:52:27] -!- dhoovie [dhoovie!~kvirc@122.177.220.86] has joined #linuxcnc
[09:55:51] -!- Wildhoney has quit [Read error: Connection reset by peer]
[09:58:09] -!- Wildhoney has quit [Read error: Connection reset by peer]
[09:58:21] -!- eykreinecke1 has quit [Read error: Connection reset by peer]
[10:12:20] -!- snkashis has quit [Quit: Leaving.]
[10:13:33] -!- Wildhoney has quit [Read error: Connection reset by peer]
[10:16:06] -!- Wildhoney has quit [Read error: Connection reset by peer]
[10:17:00] -!- micges [micges!~micges@eit199.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[10:17:52] -!- 45PAAAONL has quit [Quit: Leaving.]
[10:36:37] -!- adb [adb!~IonMoldom@178.211.237.94] has joined #linuxcnc
[10:36:50] -!- skunkworks has quit [Remote host closed the connection]
[10:49:03] -!- mourner has quit [Quit: mourner]
[11:07:01] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[11:08:26] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[11:22:50] -!- dhoovie|2 [dhoovie|2!~kvirc@122.177.220.86] has joined #linuxcnc
[11:23:04] <Loetmichel> oh shi* ... there goes my salary of this month... just came back from the car garage: both rear axle bearings are done for... AND the a/c-compressor belt is in shreds... -> new tension roll (80 eur) or new compressor(800 eur)... that sums up to ~1400 eur... :-(
[11:24:18] -!- dhoovie|3 [dhoovie|3!~kvirc@122.177.220.86] has joined #linuxcnc
[11:24:27] <fomox> are there any open source cnc mill plans? I got access to one but I want to make my own from alu :P
[11:25:14] -!- dhoovie has quit [Ping timeout: 246 seconds]
[11:26:59] -!- dhoovie|2 has quit [Ping timeout: 246 seconds]
[11:30:25] -!- servos4ever [servos4ever!~chatzilla@173-87-50-96.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[11:36:45] <jthornton> might find some router plans...
[11:36:58] <jthornton> mills are cast iron
[11:37:09] <fomox> whats the difference?
[11:37:44] <jthornton> cast iron is rigid
[11:37:50] <jthornton> and dense
[11:37:58] <jthornton> kinda like me :)
[11:40:21] <DJ9DJ> lol :D
[11:41:47] -!- V0idExp1 [V0idExp1!~v0idexp@151.22.102.42] has joined #linuxcnc
[11:41:47] -!- V0idExp has quit [Read error: Connection reset by peer]
[11:41:48] <archivist> fomox, what are you intending to cut on the machine
[11:42:00] -!- V0idExp1 has quit [Client Quit]
[11:42:12] -!- V0idExp [V0idExp!~v0idexp@151.22.102.42] has joined #linuxcnc
[11:42:17] <fomox> hehe
[11:42:19] <fomox> Im not sure
[11:42:27] <fomox> aluminium if possible
[11:42:39] <fomox> What are the difference on a router and mill?
[11:42:57] <archivist> strength and rigidity
[11:43:27] <archivist> router has high speed spindle and a very light cut
[11:43:56] <fomox> ah
[11:44:01] <archivist> mill lower speed spindle and takes a mans bite out of the metal
[11:44:29] <jthornton> :0
[11:44:51] -!- dhoovie|3 has quit [Read error: Connection reset by peer]
[11:44:57] <archivist> machine flexing causes poor finish, noise and tool breakages
[11:46:18] <archivist> but.... part of my mill is aluminium
[11:47:24] -!- cncbasher_ [cncbasher_!~quassel@cpc15-hart9-2-0-cust101.11-3.cable.virginmedia.com] has parted #linuxcnc
[11:47:41] <fomox> hmm, I can use steel
[11:47:49] <fomox> it wont really be a problem
[11:47:53] <fomox> but I would love it if I could cut alu
[11:48:30] <archivist> rigidity comes from the mechanical design more than the material it is made of probably
[11:49:24] <fomox> hmm
[11:51:18] <fomox> do you know of any plans?
[11:51:33] <fomox> preferably open source but I am willing to pay something for them if I have to
[11:53:56] <archivist> I have seen stuff I would use as examples of what not to do, but not kept a list
[11:54:16] <fomox> hehe
[11:55:26] <archivist> should have kept a link to the gate used as a gantry though
[11:56:05] <fomox> hehe
[11:57:41] <archivist> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Case_Studies
[12:04:09] <archivist> retro fitting an old commercial mill could be best/cheapest for metal cutting
[12:15:55] <fomox> I wont have space for that
[12:15:56] <fomox> I think
[12:16:32] <fomox> I need something that got a weight of max 40kg
[12:18:36] <Err> that's not very much mass for a machine tool - what do you plan to do with it?
[12:19:34] -!- R2E4 has quit [Read error: Connection reset by peer]
[12:24:43] <fomox> hehe
[12:24:47] <fomox> Dont really know
[12:24:51] <fomox> cut alu and mdf
[12:28:22] -!- R2E4 [R2E4!~IceChat9@207.164.206.172] has joined #linuxcnc
[12:29:23] -!- mackerski has quit [Quit: mackerski]
[12:49:14] -!- adb has quit [Ping timeout: 252 seconds]
[12:56:20] <skunkworks> R2E4, machine in hand?
[12:56:52] <archivist> better than machine on foot
[12:57:05] <Loetmichel> hrhr
[12:57:58] <skunkworks> :)
[12:58:12] <Loetmichel> archivist: depends on the machine...
[12:58:51] <DJ9DJ> lol
[12:59:12] * Loetmichel was just delivered with a Chinese 6040 router... thats less than 50kgs and can be carried by one person ;-)
[12:59:40] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=14118
[13:00:38] <Loetmichel> fomox: a machine like this WILL cut aluminium. but only light cuts: takes its time
[13:01:07] <fomox> 2mm?
[13:01:14] <fomox> I want something like that :D
[13:01:25] <fomox> how big is the workspace?
[13:03:46] <Loetmichel> like its name: 600(580)mm by 400mm by 75mm
[13:04:21] <fomox> ah
[13:04:25] <Loetmichel> ... more like 0,2mm with a 3mm router bit
[13:04:29] <Loetmichel> per run
[13:04:31] <fomox> 0.2
[13:04:38] <fomox> thats not gonna work
[13:04:44] <fomox> I can live with 1mm
[13:04:45] <Loetmichel> why?
[13:04:51] <DJ9DJ> atomizing aluminium :)
[13:04:56] <Loetmichel> its CNC. so just do more runs
[13:05:04] <fomox> because 6mm is gonna take a long time :P
[13:05:05] <Loetmichel> i said: it will take time ;-)
[13:05:13] <fomox> the machine that is running now uses an hour and its 2mm cuts
[13:05:19] <fomox> yeah you did :P
[13:06:06] <fomox> that machine you got is gonna use 10 hours on what I use 1 hour to do now
[13:06:17] <fomox> Its cnc, but still :P
[13:06:36] <fomox> my main use will be mdf tho
[13:07:09] <Loetmichel> look at my home mill:
http://www.youtube.com/watch?v=jzOtqYhpHIM <- 6mm mill bit, 0,2mm depth per cut... will take its time but will do the job ;-)
[13:08:34] <Jymmm> so will a shotgun
[13:08:40] <Loetmichel> http://www.youtube.com/watch?v=UEd4LCJ3uWk <- it can mive a bit faster, thou: 2mm bit, 24krpm, 1,5mm wall aluminium tube
[13:08:58] <Loetmichel> move
[13:09:22] <Loetmichel> Jymmm: shotgun isnt that precise, otherwise you're right ;-)
[13:09:36] <DJ9DJ> hmm, cnc shotgun? ;)
[13:10:14] <Jymmm> Loetmichel: it uses precision shot
[13:10:40] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[13:12:37] -!- zzolo has quit [Ping timeout: 258 seconds]
[13:12:49] <Jymmm> http://www.youtube.com/watch?v=lNSGxatc4Nk&feature=player_detailpage#t=224s
[13:13:55] <Loetmichel> fomox: your requirements of less than 40kgs and 2mm depth in aluminium dont go well together, because for rigidity needed to do "heavy" cuts you need a steel casted frame. or one from Carbon fibre or the likes, which are VERY expensive ;-)
[13:16:08] <DJ9DJ> titanium ;)
[13:16:25] <fomox> hehe
[13:16:27] <fomox> I see
[13:16:46] <fomox> guess I`ll just stick with a similar to what you just got then
[13:16:55] <fomox> but thats gonna be a while until I can afford :P
[13:18:53] <Loetmichel> its 2kEur
[13:18:58] <Loetmichel> the chinese 6040
[13:19:40] <Loetmichel> with all the parts you see on the pic, exept the table and the computer parts
[13:20:12] <Loetmichel> i.e: with watercooled spindle, 4th axis and Inverter/pump/drive electronics.
[13:20:15] <Loetmichel> "plug and play"
[13:20:19] <Loetmichel> ... more or less
[13:20:37] -!- mk0 has quit [Quit: Leaving]
[13:20:41] <Loetmichel> came in this assembling state:
http://www.cyrom.org/palbum/main.php?g2_itemId=14115
[13:20:43] <r00t4rd3d> http://www.liveleak.com/view?i=ee4_1363329068
[13:20:51] <r00t4rd3d> i wanna shoot that
[13:20:56] <Loetmichel> (thats one of my co-workes, not me)
[13:21:06] <Jymmm> http://www.youtube.com/watch?v=eOo-muzMRp0
[13:21:51] -!- phantoneD has quit [Ping timeout: 276 seconds]
[13:22:11] <fomox> ah
[13:22:29] <fomox> what are you using it for?
[13:22:36] <Jymmm> shotgun barrel making
http://www.youtube.com/watch?v=eOo-muzMRp0
[13:23:16] <Loetmichel> fomox: me?
[13:23:18] <fomox> nice
[13:23:20] <fomox> yeah
[13:23:30] <Jymmm> the barrel straightening is kinda trippy
[13:23:47] <Loetmichel> new (EMI) casings for Computer parts mostly
[13:23:57] <fomox> emi?
[13:24:07] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=13528
[13:24:12] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=13367
[13:24:30] -!- phantoxeD [phantoxeD!~destroy@a95-92-88-3.cpe.netcabo.pt] has joined #linuxcnc
[13:24:38] <fomox> can i ask why?
[13:24:42] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=12430
[13:24:48] -!- pjm_ has quit [Quit: KVIrc 4.2.0 Equilibrium http://www.kvirc.net/]
[13:24:49] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=12436
[13:24:52] <Loetmichel> for example
[13:25:22] -!- dway has quit [Quit: NOOOOOOooooooooo……]
[13:25:34] <Loetmichel> because the company i work for converts Computers and pheripherials to Military grade shielded equipment
[13:25:43] <fomox> ah
[13:25:53] <fomox> is it against emp ?
[13:26:08] <Loetmichel> eavesdropping ;-)
[13:26:12] <Jymmm> Loetmichel: Hey, I do too....using duct tape
[13:26:16] <Loetmichel> NEMP and HEMP as well ;-)
[13:27:21] <fomox> ah
[13:27:27] <Loetmichel> Jymmm: dont belive that... unless the duct tape is copper tape with conducting glue ;-)
[13:27:31] <fomox> well, thanks for the help guys
[13:27:39] <fomox> I`m done for today at school so now I`m gonna go home :P
[13:28:07] <Jymmm> http://www.youtube.com/watch?v=UzaMDp3dgJc
[13:28:25] <Jymmm> Loetmichel: LOTS of overlapping duct tape layeers
[13:28:59] <Err> only if the thickness is deeper than the distance of the EMI :-)
[13:29:27] <Err> RF shielding is a punk, and about 3/4 magic
[13:29:35] <DJ9DJ> indeed
[13:29:37] <Jymmm> Err: skin effect baby, skin effect
[13:29:47] <DJ9DJ> its like voodoo :D
[13:29:58] <Loetmichel> Err: make that 9/10 Voodoo and its about right ;-)
[13:30:51] <Err> yeah, we make RF receivers and transmitters, and the RF engineers don't think like the rest of us
[13:31:27] <Jymmm> Err: where?
[13:31:52] <Jymmm> Err: or for who I should say
[13:34:16] <Loetmichel> Err: the best (bad) example we have at the company is a quad channel HP DSO with 1ghz inputs...
[13:34:27] <Err> I'd prefer not to say, since they are unrelated to my interest in metal fabrication :-)
[13:34:50] <Jymmm> Err: Fine, msg me it =)
[13:35:44] <Jymmm> Err: If you work for motorola in AZ, you poor bastard.
[13:35:51] <Loetmichel> lay the probe down in front of the DSOs screen, press "auto" ans see a nice LVDS signal with about 100mV amplitude
[13:36:07] <Err> ha, no
[13:36:30] <Loetmichel> and that in a DSO that costs about a middleclass new car
[13:36:46] <Err> ouch, that's terrible
[13:36:54] <Err> our DSOs are all tek
[13:36:54] -!- micges has quit [Read error: Connection reset by peer]
[13:39:34] <Loetmichel> best was my private chinese lipo charger... set on a table across the workshop to charge a helicoter battery...
[13:40:24] <Loetmichel> our engineer opens the door of the measurement chamber about 10 metres away... instant overload on the Spectrum analyzers from 50khz to 1ghz.... ;-)
[13:40:32] <Loetmichel> +p
[13:40:55] <Loetmichel> and that thing even has a metal casing ;-)
[13:41:36] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=11471
[13:42:35] <Err> Loetmichel: you have an anechoic chamber at work?
[13:42:47] <Loetmichel> 2
[13:43:14] <Loetmichel> one for sdip27 measurements, one for the euroean zone model
[13:43:28] <Err> nice
[13:44:49] <Err> we used to have a couple of screen cages, but nothing good enough to be considered a chamber
[13:45:21] <Loetmichel> the chamber is relatively cheap... the SAs are NOT ;-)
[13:45:41] <Loetmichel> http://cordsen.com/index.php/services/tempest-certification
[13:46:38] <Err> heh, we have one of those eggbeater antennas
[13:48:01] <Loetmichel> but i dont have anything to do in there other than putting my work in and wait for the "thumbs up/down" from the engineer
[13:48:41] <Loetmichel> <- is just the production manager there.
[13:48:45] -!- vladimirek has quit [Quit: Leaving]
[13:49:50] <Err> yeah, I don't do any RF measurements except on hobby stuff - I leave production RF design to the magicians who know it
[13:50:44] -!- fomox has quit [Ping timeout: 260 seconds]
[13:52:48] <Loetmichel> hrhr
[13:53:59] <Loetmichel> as the company isnt THAT big i have the opertunity/ cross to bear to desing some of the low volume stuff
[13:54:15] <Loetmichel> like the PSU casings for notebooks and so on
[13:54:31] <Loetmichel> and make the production runs for small orders myself
[13:54:44] <Loetmichel> big orders will go out to a sheet metal company
[13:55:51] <Loetmichel> i.e. i take a design from our RF-engineer and modify it intil i get the PSU parts and filters Fit in it :-)
[13:57:06] -!- cncbasher_ [cncbasher_!~cncbasher@cpc15-hart9-2-0-cust101.11-3.cable.virginmedia.com] has joined #linuxcnc
[13:59:11] <archivist> I like old HP specans to play with
[14:01:26] -!- odogono has quit [Read error: Connection reset by peer]
[14:01:51] -!- phantoxeD has quit [Read error: Connection reset by peer]
[14:02:10] -!- phantoxeD [phantoxeD!~destroy@a95-92-88-3.cpe.netcabo.pt] has joined #linuxcnc
[14:02:39] -!- Tom_sbc [Tom_sbc!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[14:04:25] -!- shdhdfghd [shdhdfghd!~grgrgrgrg@149.241.132.117] has joined #linuxcnc
[14:05:27] -!- odogono has quit [Read error: Connection reset by peer]
[14:06:45] -!- Tom_itx has quit [Ping timeout: 260 seconds]
[14:08:13] -!- asdfasd has quit [Ping timeout: 256 seconds]
[14:10:02] -!- psha[work] has quit [Quit: Lost terminal]
[14:13:43] -!- ravenlock has quit [Ping timeout: 264 seconds]
[14:19:42] <Jymmm> Loetmichel: It's called a crusher =)
[14:21:03] <Jymmm> Loetmichel: PSU Casings == brass screen and conductive epoxy resin =
[14:21:11] -!- Brandonian has quit [Quit: Brandonian]
[14:21:23] <Jymmm> Loetmichel: Wrap, dip, and let dry =)
[14:23:39] -!- mhaberler_ [mhaberler_!~mhaberler@extern-187.stiwoll.mah.priv.at] has joined #linuxcnc
[14:23:55] -!- mhaberler has quit [Read error: No route to host]
[14:23:55] mhaberler_ is now known as mhaberler
[14:25:04] -!- fomox [fomox!~chatzilla@173.147.202.84.customer.cdi.no] has joined #linuxcnc
[14:25:14] <Loetmichel> crusher?
[14:25:36] <Loetmichel> ah, to fit the psu inside the existing case design?
[14:25:37] <Loetmichel> ;-)
[14:25:48] <Jymmm> =)
[14:26:20] <Loetmichel> i dont think our customers will be happy wit resin-ripped plastic casings that ware warapped in copper mesh ;-)
[14:26:29] <Loetmichel> dipped
[14:27:02] <Jymmm> Loetmichel: Hey, it can be done and esthetically pleasing too, if done right.
[14:27:20] -!- Thetawaves_ [Thetawaves_!~Thetawave@7-139-42-72.gci.net] has joined #linuxcnc
[14:27:22] <Loetmichel> dont think so
[14:27:41] <Jymmm> If you use molds
[14:28:10] <Loetmichel> anyways, our customers are used to full metal casings with LOTS of screws. and being military they tend to be a bit conservative ;-)
[14:28:36] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=13885 <. see what i mean?
[14:28:55] <Jymmm> just paint it ODG or ADC =)
[14:30:00] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=13576&g2_imageViewsIndex=1 <- or this 24" TFT... every silver dot os a M3*6 stainless phillips screw ;-)
[14:30:09] <Loetmichel> odg? adc?
[14:30:36] -!- kwallace [kwallace!~kwallace@tmb-238.sonnet.com] has joined #linuxcnc
[14:30:37] <Jymmm> ODG == Olive Dab Green
[14:30:43] <Jymmm> drab
[14:30:56] <Err> Loetmichel: what do you do for the screen itself? a transparent conductor?
[14:31:15] -!- RangerRick has quit [Ping timeout: 260 seconds]
[14:31:36] <Loetmichel> Err: 1,1mm glass with laminated copper mesh
[14:31:49] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=12454
[14:32:34] <Loetmichel> ir a heavily ITO coated glass
[14:32:37] <Loetmichel> or
[14:32:45] <Jymmm> The sad thing, is all that shit won't work against heat and sand, and you'll have to pull out the 1950's rigs that work like a tank!
[14:33:18] <Loetmichel> Jymmm: that tempest only
[14:33:40] <Loetmichel> the rugged stuff is not our main field, although we do that, too
[14:33:45] <Jymmm> That's what they had to do in Iraq, then pulled out the 1950's Collins rigs
[14:34:15] <Loetmichel> like 19" servers with -20 to +55°c operating range and 30++Gforces guranteed operation ;)
[14:34:36] <Loetmichel> these have seen afghanistan iirc
[14:34:40] <Loetmichel> and lived to tell
[14:34:54] <Jymmm> how did they do the 30G's?
[14:34:59] <Loetmichel> amazing amounts of sand and dust in them when we have to repair them sometimes ;-)
[14:35:07] <Jymmm> heh
[14:35:14] <Loetmichel> Jymmm: matroska design
[14:35:21] * Jymmm google
[14:35:36] <Loetmichel> the harddisk sits in a cage in a cage in a cage... and rubber bumpers between each cage
[14:35:52] <Jymmm> ah
[14:36:03] <Jymmm> so not 1U =)
[14:36:06] <Loetmichel> 4 u
[14:36:14] <Jymmm> k
[14:36:59] <Loetmichel> http://cordsen.com/images/CE_Media/_img_pdf/CE-7650_eng.pdf
[14:37:31] -!- Brandonian has quit [Quit: Brandonian]
[14:38:04] <Jymmm> how much?
[14:38:11] <Loetmichel> dont ask
[14:38:17] <Loetmichel> 5 figures in euros
[14:38:18] <Jymmm> how much?
[14:38:19] -!- JT-Shop has quit [Read error: No route to host]
[14:38:28] <Loetmichel> and not an 1 at the front iirc
[14:38:36] <Jymmm> heh
[14:39:28] <Jymmm> Funny
http://www.youtube.com/watch?v=O7kirdtdI1c
[14:40:32] -!- syyl [syyl!~syyl@p4FD12A02.dip.t-dialin.net] has joined #linuxcnc
[14:40:42] -!- JT-Shop [JT-Shop!~John@162.72.171.228] has joined #linuxcnc
[14:41:29] <Jymmm> JT-Shop: Someone has a univac they want to convert for cnc usage, you invented those didn't you?
[14:41:32] <Loetmichel> Jymmm: tell me about it.. i just got a call from the garage: the car repair will cost 1100 eur at minimum AND will not be done until monday evening :-(
[14:41:42] <JT-Shop> lol
[14:42:00] <Jymmm> Loetmichel: whats wrong with it?
[14:42:07] -!- cncinator [cncinator!~christoph@194-024-138-129.nat.orange.at] has joined #linuxcnc
[14:42:08] <Loetmichel> so MY paycheck this month will go to the car
[14:42:19] <cncinator> hello guys
[14:42:20] <Loetmichel> borth read axle bearing done
[14:42:25] -!- ravenlock [ravenlock!~ravenlock@enlightenment/developer/ravenlock] has joined #linuxcnc
[14:42:29] -!- mourner has quit [Quit: mourner]
[14:42:35] <Jymmm> Loetmichel: ah
[14:42:45] <Loetmichel> ac heat exchanger has more holes than a swiss cheese
[14:42:55] -!- krusty_ar has quit [Remote host closed the connection]
[14:42:57] <cncinator> is andypugh here?
[14:43:29] <JT-Shop> he sould be at work this time of the day
[14:43:32] <Loetmichel> and the AC compressor belt is in shreds... the "tightening pulley" has worn out and cut the belt to shreds
[14:43:50] <Jymmm> Loetmichel: When my in-tank fuel pump went out, they wanted $1100. The KBB in the car is only $3600, I was FINALLY ale to do it myself for $110 including the tools
[14:44:02] <Jymmm> *able
[14:44:08] <Loetmichel> not happening here
[14:44:21] * JT-Shop wonders why my eye phone kills my computer about one in 20 times when I plug it in...
[14:44:26] -!- wboykinm has quit [Remote host closed the connection]
[14:44:35] <Loetmichel> o wohnt dismanlte my car open air at -10°C outside
[14:44:45] <cncinator> hm.. is anotherone interested in helping a linuxcncnoob to setup spindle index pulse?
[14:44:50] <Jymmm> JT-Shop: It's EeeeVille
[14:45:06] <Loetmichel> besides: the bnearings are pressed in, and can only be changed wit a x ton workshop press
[14:45:16] <Jymmm> ah
[14:45:16] <skunkworks> cncinator!!! Did you figure out your latency issue?
[14:45:20] <Loetmichel> s/o wohnt/I wont
[14:45:24] <cncinator> yes!
[14:45:31] <cncinator> i think it was the nvidia driver
[14:45:39] <cncinator> (all of them)
[14:45:41] <skunkworks> Oh - I am sure it was :)
[14:45:55] <skunkworks> Great
[14:46:01] <markvandenborre> hi! I'm in .eu and looking for a machine to use with linuxcnc
[14:46:02] <cncinator> im so fuckin happy it worked
[14:46:13] <markvandenborre> that can do 18mm birch ply in one pass
[14:46:29] <skunkworks> so - what do you have setup so far?
[14:46:31] <markvandenborre> and produce pieces of 65mmx50mm
[14:46:36] <markvandenborre> any suggestions?
[14:46:54] <markvandenborre> (I'm completely new to cnc routing)
[14:47:13] <markvandenborre> but I have quite a bit of experience working with *nix machines
[14:47:20] <cncinator> i had 2 setups, but every setup i do, linuxcnc wont load with the same error.. my competence ends with that spindle thing
[14:47:21] <markvandenborre> free software user since 199x
[14:47:29] <cncinator> since under mach3 i just had my indexpulse signal to go in
[14:48:32] <cncinator> when i pick index pulse in stepconf, hal just shows me true/false
[14:48:51] <cncinator> when i pick phase a instead, i get that error
[14:49:10] <markvandenborre> I have looked at
[14:49:20] <markvandenborre> http://www.stepmores.com/product-5028c2b36d54619d1d000000.shtml for example
[14:49:32] <markvandenborre> or at bzt machines from Germany
[14:50:19] <cncinator> bzt just imports chinese ones btw
[14:50:42] <markvandenborre> bzt imports chines machines?
[14:50:42] <markvandenborre> hm, that's good to know
[14:50:43] -!- mhaberler has quit [Quit: mhaberler]
[14:51:06] <Loetmichel> bzt doesent import chinese machines
[14:51:26] <Loetmichel> chinese manufactueres are not THAT low on knowledge!
[14:51:28] <markvandenborre> Loetmichel: you have given me some basic hints before
[14:51:35] <Loetmichel> did i?
[14:51:47] <markvandenborre> when I had even less information on what I actually wanted/needed
[14:51:50] <markvandenborre> months ago
[14:52:04] <Loetmichel> ah, i thought i'veeen that nick before ;-)
[14:52:10] <Loetmichel> seen
[14:52:46] <markvandenborre> are any of these el cheapo 6090 machines worth anything?
[14:52:52] <markvandenborre> what should I look for in them?
[14:52:52] <cncinator> loet, the complete bzt catalogue looks like oem things
[14:52:59] <archivist> cncinator, is this on a lathe or mill
[14:53:11] <cncinator> i use a lathe
[14:53:27] <Loetmichel> i just have got deivered with a 6040
[14:53:30] <markvandenborre> (keep in mind that ideally, I would be able to get this up a flight of stairs
[14:53:32] <markvandenborre> )
[14:53:34] <Loetmichel> but not tested yet
[14:53:36] <markvandenborre> ah, cool
[14:53:37] -!- mhaberler [mhaberler!~mhaberler@macbook.stiwoll.mah.priv.at] has joined #linuxcnc
[14:54:18] <Loetmichel> as for now i can tell: it works... but no geometry check or capability tests until now.
[14:54:31] <markvandenborre> what make?
[14:54:37] <Loetmichel> http://www.youtube.com/watch?v=d4UiVpUhOGI
[14:54:41] <Loetmichel> chinese
[14:54:55] <archivist> cncinator, what error
[14:55:53] <markvandenborre> Loetmichel: would something like that be capable of 18mm ply in one pass with the right settings and bits?
[14:56:11] <cncinator> Pin 'pyvcp.spindle-speed' does not exist
[14:56:13] <syyl> thats kind of optimistic
[14:56:26] <Loetmichel> cncinator: i wanted to say: if thet stuff is chinese it is even cheaper than the direct chinese machines because it is even more bendy and bad designed
[14:56:44] <Loetmichel> i would use 3 passes
[14:57:02] <Loetmichel> but it can be capapele of one (slow) pass
[14:57:13] <Loetmichel> would be test-worthy
[14:57:16] <cncinator> *custom_postgui.hal:15: Pin 'pyvcp.spindle-speed' does not exist
[14:57:20] <syyl> so called burn-the-crap-out-of-it-pass
[14:57:28] <syyl> high-spindle speed, slow feed
[14:57:40] <syyl> "i smell something on fire"
[14:57:45] <skunkworks> cncinator, and your using the stepwizard
[14:57:48] <markvandenborre> you mean the sides would be as burnt as with a laser?
[14:57:49] <skunkworks> ?
[14:58:09] <syyl> with the right settings it will catch fire ;)
[14:58:15] <Loetmichel> syyl: so what? a TC 2flute cant go dull from temperature, even when red hot ;-)
[14:58:23] <cncinator> yes i really had never typed anything in any file that amy cause this
[14:58:34] <syyl> but you will rub it to death
[14:58:36] <markvandenborre> now again, I know nothing about cnc cutting
[14:58:50] <markvandenborre> so maybe 3 passes is acceptable in terms of precision
[14:59:54] <cncinator> i just ran the stepconf wizard cause i have zero exp with linux
[15:00:44] <Loetmichel> markvandenborre: a mill bit has to operate in a certain range of cutting speed, i.e the spindle RPM and the diameter should give a specific cutting velocity. and the chip load per tooth cant be too small because the mill bit begins ti grind instead of cutt when moving slow with fast RPM
[15:00:53] <Loetmichel> you will destroy the bit fast
[15:02:01] <Loetmichel> so a Cut very deep wiht a high rpm tends to dull the bit and then BURN its way though the wood rahter than cutting
[15:02:13] <Loetmichel> also you will have the problem of getting the chips out
[15:03:20] <archivist> cncinator, it is probably that step conf has no clue about extra pyvcp widgits you may need to connect it by hand
http://www.linuxcnc.org/docs/devel/html/hal/pyvcp_es.html
[15:03:26] <Loetmichel> and as the cinese machine are not very sturdy you WILL have to get the feed down when cutting THAT deep in wood because the cutting forces will bend the frame otherwise
[15:04:11] <cncinator> i love my chinese machines, i own a 7x12 lathe and a X2 mini mill (small benchtop machines)
[15:04:40] <Loetmichel> cncinator: i meant the gantry type like in the video
[15:04:48] <cncinator> i do love them cause theyre cheap and bring me smile on my face, 6000� for a bzt alu cnc machine is way too much
[15:05:16] <cncinator> archivist, can i disable it to get a "easier" solution?
[15:05:42] <archivist> how did you enable it :)
[15:05:58] <archivist> I have not used pyvcp
[15:06:06] <cncinator> haha
[15:06:08] <Loetmichel> cncinator: especiallay when the 6kEur bzt macine is less sturdy than a 2keur chinese one ;-)
[15:06:16] <cncinator> i do not know what im doing here xD
[15:06:19] -!- Thetawaves_ has quit [Quit: This computer has gone to sleep]
[15:07:17] <cncinator> this linuxcnc thingy is all new to me, but i like it cause it looks so much more professionell then mach3
[15:08:04] <cncinator> loetmichel, cant tell you if its compareable, since i just knew my SIEG machines, but
[15:08:12] <markvandenborre> how much time should I count to get up to speed a little bit?
[15:08:21] <markvandenborre> with basicly a
[15:08:27] <markvandenborre> *nix background
[15:08:44] <markvandenborre> and no woodworking experience at all
[15:08:49] <cncinator> loetmichel, *but i think Wabeco machines are better in price and function
[15:09:09] <Loetmichel> dont worry about time... worry about your fingers ;-)
[15:09:25] <Loetmichel> cncinator: i tend to disaggree
[15:09:28] <markvandenborre> is it realistic to be producing something decent quality within a week or two?
[15:09:38] <Loetmichel> the wabeco stuff is relabeled chinese maschines also
[15:10:01] <Loetmichel> just with a poorer service and unfriendly service ppl
[15:10:29] <cncinator> loetmichel, yes - but the machines are made in germany (they claim) - they also work together with those american trunnion table guys
[15:10:42] <skunkworks> cncinator, can you pastebin your custom_postgui.hal?
[15:10:50] <Loetmichel> cncinator: y3ah, the new label will be put on in germany, right
[15:10:56] <Loetmichel> :-)
[15:11:05] <skunkworks> I just ran the wizard and got an error (but for spindle at speed)
[15:11:31] <markvandenborre> any Chinese brands with a decent reputation _and_ linuxcnc support?
[15:11:36] <Loetmichel> markvandenborre: i dont know how good you are in learning stuff
[15:11:44] <cncinator> skunkworks, yes
[15:11:58] <Loetmichel> markvandenborre: yes, any ;-)
[15:12:05] <markvandenborre> Loetmichel: I'm not scared about the software at all
[15:12:13] <Loetmichel> for the linuxcnc compability
[15:12:16] <cncinator> file:///home/christoph/Desktop/Meine-Maschine/custom_postgui.hal
[15:12:18] <Jymmm> JT-Shop: Dis guy iz smarts, Eyes learn two make moonshine from expert
http://www.youtube.com/watch?v=NNq28DDjlA0&NR=1&feature=endscreen
[15:12:35] <Loetmichel> the good reputation: as giid as it gets when your support is 5000++ miles away ;-)
[15:12:37] <cncinator> skunkworks, can you see the file?
[15:13:06] <Loetmichel> cncinator: we cant lokk on your harddisk ;-)
[15:13:09] <Loetmichel> look
[15:13:32] <skunkworks> cncinator, ?
[15:13:38] <cncinator> loetmichel, those lathe they sale dont look like the common import lathes manufactured by sieg
[15:13:39] <Jymmm> JT-Shop: He found epoxy at the dollar store for a dollar
[15:13:56] <cncinator> skunkworks, how do i send you the file?
[15:14:06] <skunkworks> cncinator, pastebin it here astebin.ca/
[15:14:17] <skunkworks> heh
[15:14:19] <skunkworks> here
[15:14:20] <skunkworks> http://pastebin.ca/
[15:15:22] <cncinator> http://pastebin.ca/2333081
[15:15:44] <r00t4rd3d> http://i.imgur.com/dNMuIRT.jpg
[15:15:51] * markvandenborre sees prices from 2000€ to 7000€ for 600x900mm machines...
[15:17:43] <r00t4rd3d> lol
[15:18:57] <r00t4rd3d> i built my 24x36 for 600
[15:19:14] <skunkworks> cncinator, there is a post_gui hal file
[15:19:27] -!- mackerski has quit [Ping timeout: 240 seconds]
[15:19:27] mackerski_ is now known as mackerski
[15:19:33] <r00t4rd3d> and about 250 for the computer/monitor
[15:21:07] <cncinator> skunkworks, thank your very much for your help and time skunkworks, cncbasher told me to add a # and now i can see the spindle speed!
[15:21:20] <skunkworks> Great!
[15:21:29] -!- 18WAC22GU has quit [Ping timeout: 246 seconds]
[15:21:43] <skunkworks> cncinator, you should be able to thread now....
[15:22:31] * r00t4rd3d hands cncinator a needle
[15:22:45] -!- sumpfralle [sumpfralle!~lars@c.mail.systemausfall.org] has joined #linuxcnc
[15:22:46] <cncinator> skunkworks, spindlespeed jumps arround +/- 0.5 does that matter?
[15:22:59] <skunkworks> no
[15:23:42] <cncinator> skunkworks, spindle burns and fogs like mad - does that matter?
[15:24:04] <skunkworks> Uh - What?
[15:24:07] <r00t4rd3d> lol
[15:24:09] <cncinator> joke ^
[15:24:23] <r00t4rd3d> smoke should be pouring out
[15:24:30] <r00t4rd3d> thats how you know its working
[15:25:07] <skunkworks> heh - cncinator you may want to change one line of your hal file...
[15:25:29] <cncinator> skunkworks, i did on line 20
[15:25:45] <skunkworks> no - in combination to...
[15:25:50] <r00t4rd3d> what controller are you using?
[15:26:09] <cncinator> linuxcnc?
[15:26:15] <r00t4rd3d> no hardware
[15:26:15] <cncinator> what line?
[15:26:20] <skunkworks> hold on
[15:26:23] <cncinator> DM542A stepper
[15:26:39] <cncinator> a cheap chinese bob
[15:26:39] <skunkworks> encoder.N.position-interpolated
[15:26:45] <skunkworks> so
[15:26:52] <cncinator> and cnc4pc index pulse card
[15:26:53] <skunkworks> change this
[15:26:54] <skunkworks> net spindle-position encoder.0.position => motion.spindle-revs
[15:27:24] <skunkworks> to net spindle-position encoder.0.position-interpolated => motion.spindle-revs
[15:27:43] <skunkworks> line 33 in your pastebin
[15:28:13] -!- sumpfralle1 [sumpfralle1!~lars@c.mail.systemausfall.org] has joined #linuxcnc
[15:28:14] <skunkworks> because you are using only 1 index per rev - this will smooth out the threading
[15:28:38] -!- sumpfralle2 [sumpfralle2!~lars@c.mail.systemausfall.org] has joined #linuxcnc
[15:28:41] -!- sumpfralle has quit [Ping timeout: 256 seconds]
[15:28:47] -!- sumpfralle1 has quit [Read error: Connection reset by peer]
[15:29:14] <cncinator> does this work too when i make a new disc with 8 slots? cncbasher meant 1 slot is may not enough
[15:30:07] <skunkworks> it will still work - I would still use interolated until you get into the 100+ slots
[15:30:17] <skunkworks> imho
[15:30:28] -!- Santolina has quit [Ping timeout: 245 seconds]
[15:31:11] <skunkworks> 8 slots will help tremedously though..
[15:31:42] <cncinator> whats another word for tremedously?
[15:31:50] <skunkworks> you do need 2 sensors though.. (index + A)
[15:32:00] <skunkworks> quite a bit?
[15:32:04] <Jymmm> cncinator: a lot
[15:32:14] -!- AR_ [AR_!~AR@24.115.215.149] has joined #linuxcnc
[15:32:24] <Jymmm> significantly
[15:32:31] <skunkworks> you do need 2 sensors though.. (index + A)
[15:32:43] <skunkworks> Jymmm, perfect :)
[15:32:47] <cncinator> ok, so i need to make a disc by myself and then get a 100slot disc and a seperate index sensor for future?
[15:33:27] -!- mourner has quit [Quit: mourner]
[15:33:39] <skunkworks> even for you 8 slot disk - you need 2 sensors... * slots + 1 slot for index
[15:33:46] <skunkworks> even for you 8 slot disk - you need 2 sensors... 8 slots + 1 slot for index
[15:33:52] <cncinator> but i just have one :*(
[15:34:50] <skunkworks> Unless someone has gotten a simulated index working... (I know it has been discussed - but I don't think it is implimented)
[15:35:31] <skunkworks> cncinator, try threading wiith your 1 index... See if it works well enough for you. It may work just fine.
[15:35:49] -!- ler_hydra has quit [Remote host closed the connection]
[15:36:16] -!- pjm [pjm!~pjm@uhfsatcom.plus.com] has joined #linuxcnc
[15:36:17] <cncinator> i had the problem with mach3
[15:36:31] <cncinator> i had 2 pitches instead of the intendet single one
[15:38:24] <skunkworks> right - but that is mach... Give threading on linuxcnc it a try.
[15:38:52] <skunkworks> (you could have had noise... - even though threading on mach does suck-from what I hear)
[15:39:42] -!- nfell2009 [nfell2009!5c05971f@gateway/web/freenode/ip.92.5.151.31] has joined #linuxcnc
[15:39:49] <cncinator> thats what i heared too, mach allways had problems with threading
[15:39:58] -!- nfell2009 has quit [Client Quit]
[15:40:06] <cncinator> i did just have to edit line 33, right?
[15:42:13] -!- stsydow has quit [Remote host closed the connection]
[15:42:15] -!- vladimirek [vladimirek!~vladimire@95.105.250.72] has joined #linuxcnc
[15:42:17] -!- Wildhoney has quit []
[15:44:00] <skunkworks> yes
[15:44:55] -!- mackerski has quit [Quit: mackerski]
[15:45:28] <cncinator> did it, but no feelable difference in the spindle speed gui
[15:45:39] <cncinator> still jumps on rpm
[15:46:46] <skunkworks> it won't
[15:46:52] <cncinator> it does
[15:46:58] <cncinator> ^^
[15:47:23] <skunkworks> (2 different things - spindle postion is for threading - spindle speed is for the readout..)
[15:47:41] <cncinator> but i just have 1 sensor
[15:47:52] <skunkworks> *it won't effect the spinde speed readout...
[15:48:29] <cncinator> is there no spindle speed averagin in linuxcnc?
[15:48:37] <archivist> 1? you only have index?
[15:49:02] <cncinator> i only have 1 sensor and 1 slot on 1 disc
[15:49:09] <skunkworks> yes - if you look in your postgui hal file - there is a filter componant.. You can change the filtering there
[15:49:10] <cncinator> *on 1 machine
[15:51:18] <archivist> for quality threads you could do with an encoder disk too
[15:51:25] <skunkworks> you want to chane the lowpass.0.gain
[15:51:35] <cncinator> net spindle-fb-filtered-rps lowpass.0.out => abs.0.in
[15:52:05] <skunkworks> it is probably set to like .01
[15:52:27] <cncinator> oh yes, found it 0.01000
[15:52:47] <skunkworks> so try .005
[15:52:54] <skunkworks> (I think that is the right direction)
[15:53:45] <cncinator> still jumps, but slower imho
[15:54:26] <skunkworks> so try .001 ;)
[15:55:14] -!- ravenlock has quit [Remote host closed the connection]
[15:58:07] <cncinator> yeah that looks nice :D
[15:58:21] <skunkworks> Great
[15:58:59] <skunkworks> Tried treading yet?
[15:59:05] <skunkworks> Huh? have you?
[15:59:18] <skunkworks> *threading
[16:00:11] -!- tmcw has quit [Remote host closed the connection]
[16:00:21] <archivist> we await pics of your results :)
[16:00:34] <skunkworks> ^^
[16:00:47] <cncinator> not yet, need to program sumthing but its the next step :D
[16:01:27] <archivist> and then you can try an internal thread
[16:02:17] <skunkworks> cncinator, I think you have a lot mor options for leadins and outs and such
[16:02:56] <archivist> the lead out means no more silly safety grooves :)
[16:08:04] -!- ravenlock [ravenlock!~ravenlock@enlightenment/developer/ravenlock] has joined #linuxcnc
[16:13:24] <cncinator> whats lead out?
[16:15:22] <archivist> the tool pulling out of the work
[16:16:42] <archivist> manual lathe users cut a groove to give themselves time to disengage the leadscrew
[16:18:16] <skunkworks> http://www.linuxcnc.org/docs/2.5/html/gcode/gcode.html#sec:G76-Threading-Canned
[16:21:29] -!- joe9 [joe9!~user@c-24-98-97-215.hsd1.ga.comcast.net] has joined #linuxcnc
[16:21:52] -!- mackerski has quit [Quit: mackerski]
[16:27:55] -!- sumpfralle2 has quit [Read error: Operation timed out]
[16:40:20] <markvandenborre> are there any other options to somewhat control a cnc router from linux than linuxcnc? think more open loopish "control" with more of the intelligence in some controller outside the pc box
[16:40:43] <markvandenborre> hope I won't get flamed for that, I'm really just trying to understand linux cnc routing well
[16:40:53] <markvandenborre> not always easy as a newbie
[16:41:05] <archivist> we laugh rather than flame :)
[16:41:27] <skunkworks> markvandenborre, that isn't really linuxcnc's model. (external motion control)
[16:41:49] <markvandenborre> skunkworks: I am perfectly aware of that
[16:42:00] <cradek> I don't know of any system like that that runs on linux
[16:42:05] <markvandenborre> which is why I was asking about other linux software than linuxcnc
[16:42:24] <markvandenborre> archivist: that's the attitude!
[16:42:26] <markvandenborre> :-)
[16:42:52] <skunkworks> But linuxcnc will do open loop... :)
[16:42:56] <archivist> you can use a pc as your external though with linuxcnc
[16:43:01] <markvandenborre> please do note that I'm not trying to belittle the efforts of any linuxcnc contributors in any way. I do really appreciate them
[16:43:12] <skunkworks> and the interface cards are very inexpensive...
[16:43:47] <archivist> for the well off inexpensive not so for some
[16:44:03] <skunkworks> (because they don't need to be motion controllers...)
[16:44:11] <cradek> markvandenborre: what problem are you trying to solve? what is leading you to ask this question?
[16:44:36] <skunkworks> archivist, point taken.. But the $89 5i25 is rockin...
[16:45:04] <markvandenborre> cradek: the big plan is to get a relatively cheap cnc machine and get it working as quickly as possible
[16:45:16] <markvandenborre> without self build, with as little physical fiddling as possible
[16:45:22] <markvandenborre> and using 100% free software
[16:45:37] <archivist> skunkworks, that is about what I have earned in the last 2 weeks
[16:45:55] <markvandenborre> in the beginning, I am willing to compromise on quality in the beginning
[16:45:56] <cradek> markvandenborre: ok, a proprietary black box external control is not what you want, then -- even if some free software ran it
[16:46:29] <markvandenborre> cradek: it would be ok if I could throw gcode at this black box I suppose
[16:46:39] -!- Hardouin [Hardouin!~hardouin@31.36.108.101] has joined #linuxcnc
[16:46:41] <markvandenborre> then later replace it with a direct link to a linux box
[16:46:48] <markvandenborre> as I gather some experience
[16:46:52] <cradek> that seems really incomaptible with your 100% free software requirement
[16:46:52] <archivist> paint your pc black
[16:47:03] <Hardouin> Hello !
[16:47:03] <cradek> you are mistakenly thinking a black box will make your job cheaper and easier
[16:47:07] <jdh> I feel like I hear somethign similar a lot... like "I want to drive my steppers with an arduino and have lcnc control it"
[16:47:33] <cradek> ... but what it really does is imprison you in the same way nonfree software does
[16:47:41] <Hardouin> I am new on this channel,
[16:47:49] <archivist> markvandenborre, pc to stepper driver NO black box needed at all
[16:47:57] <Hardouin> I just need a small help !
[16:48:03] -!- joe9 has quit [Quit: ERC Version 5.3 (IRC client for Emacs)]
[16:48:07] <jdh> Hardouin: ask
[16:48:08] <cradek> hi Hardouin, go ahead and ask your questions
[16:48:19] <markvandenborre> archivist: but it would need fiddling with hardware and cabling from square 1
[16:48:21] <Hardouin> I am building a MechMate
[16:48:36] <Hardouin> I would like it working with LinuxCNC
[16:48:43] <markvandenborre> and I am trying to get at least some useful results asap
[16:48:47] <archivist> markvandenborre, you always need to cable something
[16:48:48] <markvandenborre> without touching windows
[16:49:15] <markvandenborre> archivist: cradek : it might very well be that I am just overestimating the hardware wiring work
[16:49:25] <markvandenborre> but right now I see stuff like
[16:49:27] <jdh> you are
[16:49:29] <Hardouin> Could you tell me which board would be a good choice ?
[16:49:46] <cradek> markvandenborre: I don't see how you can simplify wiring by adding a black box
[16:49:49] <markvandenborre> http://www.stepmores.com/product-5028c2b36d54619d1d000000.shtml
[16:50:05] <markvandenborre> and I haven't got the faintest idea if I would be buying a linux paperweight or not
[16:50:43] <cradek> are you asking what interface that commercial machine uses? we have no idea
[16:50:45] <markvandenborre> I did build a reprap sometime ago, at a workshop, with a lot of assistance
[16:50:56] <archivist> markvandenborre, that probably has a parellel port connection which linuxcnc can drive
[16:51:06] <cradek> that's a huge leap of faith
[16:51:21] <Hardouin> no
[16:51:30] <cradek> well it does say mach3 in there somewhere, so it's only a big (not huge) leap of faith
[16:51:40] -!- joe9 [joe9!~user@c-24-98-97-215.hsd1.ga.comcast.net] has joined #linuxcnc
[16:51:42] <Hardouin> I am building a 4 axis CNC with 5 Nema34
[16:51:44] <jdh> I'd say small leap.
[16:51:45] <archivist> and leadshine stepper drivers :)
[16:51:57] <markvandenborre> archivist: what is the reasoning behind "that probably ..."?
[16:52:03] <archivist> so I think it is a parallel connection
[16:52:15] <jdh> anything other than p-port would add cost
[16:52:32] <cradek> now we've finally come to the real question
[16:52:32] <markvandenborre> if it has a parallell port, the comm with the steppers must be fairly simple
[16:52:35] <markvandenborre> ?
[16:52:42] <Hardouin> Could you tell me which PCI or parallel board should work well with EMC2 ?
[16:53:43] <markvandenborre> are there any questions I can ask this manufacturer that might increase the chances of getting something out of a generic machine like that?
[16:53:43] <pcw_home> A simple parallel port will work (either on motherboard or PCI/PCIE)
[16:53:54] <archivist> markvandenborre, if it has a parallel port it is a printer cable and a small amount of configuring most likely
[16:54:12] <markvandenborre> let me ask it in a different way:
[16:54:20] <markvandenborre> what is the worst case with a parallel port?
[16:54:25] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[16:54:32] <archivist> markvandenborre, there are plenty of machines like that with better docs too
[16:54:33] <markvandenborre> or something that looks like a parallel port?
[16:54:45] <Hardouin> My spindle is a 3kw tree phases
[16:54:45] <markvandenborre> archivist: I'd love to hear about them
[16:54:50] <Hardouin> water cooled
[16:55:06] <Hardouin> ok
[16:55:27] <Hardouin> I think I will ask in an other place !
[16:55:31] <Hardouin> Thank you !
[16:55:34] -!- Turkishviking [Turkishviking!~quassel@AReims-152-1-44-223.w83-198.abo.wanadoo.fr] has joined #linuxcnc
[16:55:53] <skunkworks> Hardouin, too vauge...
[16:55:57] <markvandenborre> archivist: or maybe you mean I should look at other places that have more tech docs with the offerings?
[16:56:03] <archivist> yes
[16:56:32] <markvandenborre> what am I looking for then? specific stepper motor types?
[16:56:56] <markvandenborre> parallel port presence obviously, but what else?
[16:57:03] <skunkworks> more likely - the interface to the pc...
[16:58:00] <skunkworks> most likely - anything other than the printer port is going to be incompatable with linuxcnc.
[16:58:27] -!- Turkishviking has quit [Client Quit]
[16:59:28] -!- Turkishviking [Turkishviking!~quassel@AReims-152-1-44-223.w83-198.abo.wanadoo.fr] has joined #linuxcnc
[16:59:51] <markvandenborre> why would a parallel port router not be controllable by the pc?
[17:00:04] <markvandenborre> (this is not a rhetorical question!)
[17:00:14] <markvandenborre> I'm just trying to understand what could go wrong
[17:00:58] <jdh> little that can't be fixed
[17:02:43] <markvandenborre> little that can't be fixed in software?
[17:02:48] <markvandenborre> or in hardware?
[17:03:21] <jdh> IMO... it's a chinese machine. it is optimized for low cost production. that will be a p-port controlled generic stepper
[17:04:11] <markvandenborre> so even if there is some dsp that deals with real time control in there, I should be able to bypass it you mean?
[17:04:14] <jdh> you could just email them and ask. I would bet some of someone elses money that the back of the box is a db25 going to a generic BOB to the leadshines
[17:04:26] <jdh> that is highly unlikely
[17:05:14] <jdh> speculation is fun and all, but I'm sure they would be more than happy to tell you what the interface is.
[17:05:59] <pcw_home> Hmm speculation: wonder if Kathy will notice that Daisy chewed the pull-on loops off one of her boots
[17:06:13] -!- fomox_ [fomox_!~chatzilla@173.147.202.84.customer.cdi.no] has joined #linuxcnc
[17:06:18] <jdh> female, shoes. yes, they will notice
[17:08:17] <jdh> my daughter has like 40 pairs of boots though. She might not notice for a while.
[17:09:04] <archivist> what's wrong with one pair of boots till they wear out!
[17:09:56] <jdh> she has ones that look identical to me. and ones that are identical other than color
[17:11:48] <skunkworks> my wife can't understand how I can wear shoes out.. (I say - because I only have 1 pair...)
[17:12:14] <jdh> mine keeps telling me I can buy more, but I dont' see the point.
[17:12:42] -!- phantoxeD has quit [Read error: Connection reset by peer]
[17:13:00] -!- phantoxeD [phantoxeD!~destroy@a95-92-88-3.cpe.netcabo.pt] has joined #linuxcnc
[17:15:08] -!- adb [adb!~IonMoldom@178.211.237.94] has joined #linuxcnc
[17:18:33] -!- Hardouin [Hardouin!~hardouin@31.36.108.101] has parted #linuxcnc
[17:27:01] -!- mourner has quit [Quit: mourner]
[17:28:17] -!- fomox_ has quit [Ping timeout: 258 seconds]
[17:30:26] -!- mackerski has quit [Quit: mackerski]
[17:31:54] -!- redfr0g has quit [Ping timeout: 264 seconds]
[17:32:06] -!- Vq has quit [Ping timeout: 245 seconds]
[17:32:23] -!- andypugh [andypugh!88082146@gateway/web/freenode/ip.136.8.33.70] has joined #linuxcnc
[17:32:49] <andypugh> markvandenborre: Another source of routers in the EU:
http://www.worldofcnc.com/complete-cnc-packages-c-342.html
[17:33:14] -!- Vq [Vq!~vq@81-225-108-241-no123.tbcn.telia.com] has joined #linuxcnc
[17:34:01] -!- dway has quit [Quit: NOOOOOOooooooooo……]
[17:37:32] <andypugh> I doubt that many applications cut 18mm deep in one pass, and CNC ought to be accurate enough for multi-pass to give the same result. You can always tickle a little bit off full depth as a finishing cut.
[17:40:55] -!- 20WAB4G4M has quit [Remote host closed the connection]
[17:43:49] -!- andypugh has quit [Quit: Page closed]
[17:44:01] -!- tmcw has quit [Remote host closed the connection]
[17:44:04] <Loetmichel> *GNAH* can this day get any worse? First the bad news from the car repair shop, now i have dented my wifes car getting grocerys... (scraped the garage door column) ->
http://www.cyrom.org/palbum/main.php?g2_itemId=14121
[17:45:37] <skunkworks> Loetmichel, doesn't look too bad.. hardly looks wrinkled..
[17:46:23] <Loetmichel> it IS wrinkeld underneath the wall paint. concrete pillars dont give way... sadly :-(
[17:46:27] <pcw_home> buff it out!
[17:46:34] <Loetmichel> its a company car
[17:46:39] <skunkworks> ooh
[17:47:41] <skunkworks> I ran into my car - twice...
[17:50:01] -!- adb has quit [Read error: Operation timed out]
[17:51:36] -!- V0idExp has quit [Quit: Leaving.]
[17:55:10] -!- adb [adb!~IonMoldom@178.211.237.94] has joined #linuxcnc
[18:01:17] -!- IchGuckLive [IchGuckLive!~chatzilla@95-89-97-224-dynip.superkabel.de] has joined #linuxcnc
[18:01:41] <IchGuckLive> hi all
[18:08:30] -!- zzolo has quit [Ping timeout: 264 seconds]
[18:16:10] -!- andypugh [andypugh!~andy2@cpc16-basl9-2-0-cust685.20-1.cable.virginmedia.com] has joined #linuxcnc
[18:17:55] -!- OpenSourceWay_ has quit [Ping timeout: 264 seconds]
[18:22:05] -!- erictheise has quit [Quit: erictheise]
[18:31:26] -!- ktchk [ktchk!~eddie6929@n219079096251.netvigator.com] has joined #linuxcnc
[18:32:43] -!- ktchk [ktchk!~eddie6929@n219079096251.netvigator.com] has parted #linuxcnc
[18:38:53] -!- OpenSourceWay__ has quit [Ping timeout: 246 seconds]
[18:38:58] <Loetmichel> hmm, just have a discussion "nearby" in a german µC channel. would it be possibe to modify linuxCNC to run on a raspberry pi?
[18:39:12] <cradek> arrrrrrghhh
[18:39:20] <Loetmichel> so one has a cheap readily aviable system with a handfull of GPIO
[18:39:41] <Loetmichel> or is there a reason it doent already exist?
[18:39:44] <Loetmichel> doesent
[18:39:57] <archivist> read the mailing list :)
[18:40:15] <Jymmm> cradek: Could you modify linuxcnc to run on an arduino?
[18:40:25] <Jymmm> cradek: a PIC?
[18:40:43] <Loetmichel> i dont. can someone give me a short synopsis?
[18:40:44] <archivist> that deserves a kickban
[18:40:54] <Jymmm> cradek: Atari 2600?
[18:41:22] <Jymmm> cradek: at least the Atario 2600 always has the joysticks =)
[18:41:31] <Jymmm> s/always/already/
[18:41:33] <Loetmichel> Jymmm: that are 8 bit µCs raspberry pi is a arm 32bit IMHO
[18:41:48] <Jymmm> Loetmichel: So?
[18:42:15] <Loetmichel> cpu power needed for the GUI and to go around the multitasking
[18:42:33] <Loetmichel> or is the raspi to slow
[18:42:34] <Loetmichel> ?
[18:42:36] <cradek> Loetmichel: dozens of people have asked that question and there are hundreds of messages about it on the mailing lists
[18:42:47] <Loetmichel> ah, i see
[18:43:24] <Jymmm> cradek: Oh, I know... make it an iPhone app!!!!
[18:43:37] <Loetmichel> let me guess: the essence of the answer is: "do it and tell us about it!"
[18:43:53] <cradek> suggest more reading, less guessing
[18:43:55] <Loetmichel> Jymmm: an android app isnt SO far gone... ;-)
[18:44:28] <Jymmm> Loetmichel: We'll see when you write it!
[18:44:30] <Loetmichel> cradek: i simply dont know where to get that mailing list... nor do i have a forum acc
[18:44:57] <cradek> for a web archive, gmane is probably the least bad:
http://news.gmane.org/gmane.linux.distributions.emc.user
[18:45:32] <cradek> and
http://news.gmane.org/gmane.linux.distributions.emc.devel
[18:45:56] <Jymmm> cradek: Hey wait... do you still have that Altera that you can port lcnc to?
[18:46:00] <Err> you could use an 8-bit uC to offload some of the real-time constraints, if you wanted
[18:46:57] <Jymmm> Eh, one arduino per axis
[18:47:23] <Err> yeah, I dunno about the arduino - but a part with motor control hardware could probably work it out
[18:47:33] <Jymmm> Then use jepler's cnc etch a sketch for the display
[18:47:35] <archivist> Jymmm, there are times you should just be quiet
[18:48:11] <Loetmichel> hrhr
[18:48:32] <Loetmichel> i thin i have waked a demon i dont want to know ;-)
[18:48:35] <Loetmichel> +k
[18:48:59] <andypugh> I think that the answer is that LinuxCNC has been made to run on an RPi, but it is a bit short of CPU to run Axis well. It may work ok with Keystick, or with a web-server gui.
[18:51:51] <Jymmm> I've been around here long enough to hear all the can lcnc use xyz. There was the pluto, but the HW mfg or whatever fubared that, then RTAI group was playing games for a while asking for donations, then ubuntu took a crap, so now the next fad is arduino, arm, android, etc. If it was to move to "something" I'd rather see it move to embedded platform, then you can use anything you damn well wanted for the front end. Maybe even embed the lcnc
[18:51:51] <Jymmm> core into fpga directly
[18:53:10] <Err> Jymmm: there was a discussion here just recently (February) about de-coupling the real-time parts from the UI and core engine entirely, which would allow an embedded unit to control the machinery while a stock, non-real-time linux box could be the front-end (and do all of the file parsing, configuration, UI, etc)
[18:53:16] <Err> that was on the dev mailing list
[18:53:47] ttuner is now known as toxx
[18:54:19] -!- r00t4rd3d_ [r00t4rd3d_!~r00t4rd3d@cpe-67-249-21-218.twcny.res.rr.com] has joined #linuxcnc
[18:54:41] -!- mhaberler has quit [Read error: Operation timed out]
[18:55:00] <Jymmm> Err: the "decoupling" as you call it has sorta always been there. Axis, TK, keystick are all UI's that can been running concurrently on networked boxes
[18:55:28] -!- r00t4rd3d has quit [Ping timeout: 272 seconds]
[18:55:51] <Err> Jymmm: yes, but the core still requires real-time linux
[18:55:53] <Jymmm> maybe PCW can chime in on what it would rake FPGA wise
[18:56:14] <Jymmm> s/rake/take/
[18:56:27] <Jymmm> Err: Eh, MS-DOS is real time.
[18:56:56] <Jymmm> QNX is Real Time
[18:57:26] <Err> yes ?
[18:57:28] <Jymmm> I'm sure there are others beyond RTAI for embedded purposes
[18:58:14] <andypugh> Loetmichel: You probably wnt this message:
http://thread.gmane.org/gmane.linux.distributions.emc.devel/8728/focus=8729
[18:58:30] <Jymmm> I could be mistaken, but I dont think you need a RT Kernel if the core is in an FPGA
[18:58:48] <Err> from what little I've seen, I think you do - because linux is still in the control loop
[18:59:05] <Err> (the FPGAs do the drive controlling, but the feedback of the PID loop is in software)
[18:59:43] <Err> ...this is where my knowledge of the entire architecture falls down - it should be pretty easy to pull the remainder in, but I'm not certain of that. You also have to coordinate axes simultaneously, and I'm not sure how that works.
[18:59:46] <andypugh> Jymmm: Yes, and LinuxCNC can now use Xenomai and RT_PREEMPT.
[18:59:59] <Jymmm> My laser doesn't and I know this because I have to wit for a cycle to finish after I hit PAUSE =)
[19:00:04] <Jymmm> wait
[19:02:19] <mrsun> ahh yeey my plunger for the bullgear works perfectly ... the lathe becomes totaly silent when i do a cut compared to before when it clocked and docked and sang me a very uneven song while cutting :P
[19:02:36] <mrsun> and nice to not have to remove a pin every time i need the backgear ;P
[19:05:45] <Jymmm> Here ya go $200
http://www.xilinx.com/products/boards-and-kits/HW-SPAR3AN-SK-UNI-G.htm
[19:08:17] <Jymmm> vga, usb, ethernet
http://i219.photobucket.com/albums/cc244/leonardoaraujo/image106303.jpg
[19:13:48] <Jymmm> cradek: Interesting, but not cheap...
http://www.xilinx.com/products/boards-and-kits/AES-S6NITX-LX75T.htm
[19:14:02] <Jymmm> cradek: ATOM board + FPGA board
[19:14:33] <Jymmm> That is also Spartan 6, not 3
[19:15:57] <Err> the ZINQ stuff would be the right target, I think - ARM Cortex-A(something) and a Spartan(something) all on one die
[19:16:19] <Err> either that or the Altera Cyclone V SoC family (same deal - Cortex A(something) and Cyclone V on the same die)
[19:16:35] <Err> the cortex could easily run linux with a reasonable GUI, etc. and the FPGA could bang out all timing, etc
[19:16:53] <Err> such an effort just requires a lot of talent on both sides to do the decoupling as needed and write the HDL
[19:17:08] <Jymmm> Err: I doubt OpenGL would be considered "reasonable gui"
[19:18:05] <cncinator> how do i set fixture on a axis?
[19:21:35] -!- mackerski has quit [Ping timeout: 256 seconds]
[19:21:35] mackerski_ is now known as mackerski
[19:24:10] <skunkworks> cncinator, ask your question differently...
[19:24:45] <cncinator> on a single acis, how do i setup a fixture?
[19:25:11] -!- mackerski has quit [Read error: Connection reset by peer]
[19:25:16] <skunkworks> I don't know what you mean by fixture.. Do you mean - set the axis to a certain location?
[19:25:50] <cncinator> i want to zero my Z axis
[19:26:31] <skunkworks> ah - you want to use - 'touch off'
[19:26:47] <mrsun> does 1 hobber replace all involute gear cutters? (all 8 ? ) =)
[19:26:53] -!- bedah [bedah!~bedah@g224241195.adsl.alicedsl.de] has joined #linuxcnc
[19:27:01] <mrsun> for one module that is :P
[19:27:05] -!- mackerski has quit [Remote host closed the connection]
[19:27:05] <skunkworks> cncinator,
http://www.linuxcnc.org/docs/2.5/html/gui/axis.html#_manual_control
[19:27:17] <skunkworks> look at touch off
[19:28:11] <cncinator> thx
[19:28:45] -!- mackerski_ has quit [Client Quit]
[19:29:32] <IchGuckLive> cncinator: where are you from in the world
[19:32:21] -!- mackerski has quit [Ping timeout: 256 seconds]
[19:35:24] -!- cncbasher_ has quit [Quit: Leaving]
[19:36:45] <mozmck> Err: I've looked at the ZYNQ for that and it does look interesting. The fact that it takes a 10-layer board to use on of those chips is a little daunting from the hardware perspective though.
[19:36:48] -!- theorbtwo has quit [Ping timeout: 245 seconds]
[19:36:54] -!- theorb [theorb!~theorb@91.84.53.6] has joined #linuxcnc
[19:37:00] theorb is now known as theorbtwo
[19:38:30] <mozmck> It seems like it might be even more interesting to make the core of lcnc run on a bare metal embedded system (no linux), and have the gui almost completely external.
[19:39:59] -!- mhaberler [mhaberler!~mhaberler@extern-180.stiwoll.mah.priv.at] has joined #linuxcnc
[19:43:11] <andypugh> mrsun: Yes
[19:43:35] -!- cncinator has quit [Ping timeout: 258 seconds]
[19:47:39] <PCW> 6 layers should be fine for ZYNQ
[19:49:12] <IchGuckLive> im off i plasmad the hole day and i Realy need to shower BY
[19:49:17] -!- syyl_ [syyl_!~syyl@p4FD139A3.dip.t-dialin.net] has joined #linuxcnc
[19:49:24] -!- IchGuckLive has quit [Quit: ChatZilla 0.9.87 [Firefox 18.0/20130108033621]]
[19:50:24] <PCW> I think separating the RT portion is a mess unless you have enough floating point/RAM to import all of HAL and motion
[19:52:23] <PCW> (and FPGAs are not the most cost efficient at FP)
[19:52:24] -!- syyl has quit [Ping timeout: 264 seconds]
[19:54:03] <mozmck> PCW: you might could do it in 6, but IRCC they said at the Avnet Xfest I was at that the ZedBoard is 10 layer, and they had to work to get it down there.
[19:54:58] -!- Nick001-Shop [Nick001-Shop!~chatzilla@69.72.53.217] has joined #linuxcnc
[19:55:23] <PCW> probably autorouted it
[19:55:34] <mozmck> could be
[19:56:06] <archivist> takes hours to clean up after an autorouter
[19:56:16] <archivist> days even
[19:56:18] <PCW> The bad thing about the ZYNQ is that they dont have a 1 mm pitch BGA except for the bigger ($$$) chips
[19:56:34] <mozmck> I think the ARM side of the zynq has FP? So it could run that part of it.
[19:56:53] <mozmck> What pitch are they - smaller?
[19:56:58] <PCW> Yes
[19:57:04] <PCW> .8 mm
[19:57:09] <mozmck> fun
[19:57:14] <PCW> yes
[19:57:55] <PCW> Yes the (dual) core is a A9 with NEON FP
[19:59:17] <PCW> the nice thing for general applications is that the FPGA/CPU bandwidth is very high and that the CPU has 2x GigE
[20:01:54] <mozmck> It looked like a nice chip. The only reason I would think to remove the linux dependency is to streamline things and make realtime easier. Maybe even use FreeRTOS or something. Or try and port RTAI to ZYNQ - like I or anyone else has time for any of that...
[20:03:16] <PCW> Yes but even with linux if its only runs realtime and Ethernet its will likely not be in the way much
[20:04:06] <mozmck> probably so. maybe even RT-PREEMPT would work - especially with the FPGA to handle stuff.
[20:04:49] <PCW> besides you dont need a base thread and there are simple schemes to get sub usec jitter when you just have a servo thread
[20:05:19] -!- skunkworks has quit [Read error: Connection reset by peer]
[20:06:10] <PCW> so even high performance systems (say 10 KHz servo thread) could be accommodated
[20:06:16] -!- Thetawaves_ [Thetawaves_!~Thetawave@7-139-42-72.gci.net] has joined #linuxcnc
[20:09:22] <PCW> Ha beat the Xilinx tools into submission and got asynchronous smart serial running at 50 MHz on the Spartan II boards (noticeably warmer FPGA chip)
[20:10:30] <mozmck> what is smart serial?
[20:11:36] <PCW> Its little processor --> AUR FPGA gismo that communicates to our remote I/O cards
[20:11:50] <PCW> s/AUR/UART/
[20:12:09] <mozmck> I see. 50 mhz is fast serial!
[20:12:51] <PCW> Its just the processor/UART clock (normal sserial baud rate is 2.5 MB)
[20:13:02] <PCW> (though 10 is possible)
[20:14:40] -!- gasbakid has quit [Max SendQ exceeded]
[20:17:26] <PCW> before it was running at33.3 MHz (PCI clock) but that did not allow 10 MB and slowed the CPU unnecessarily
[20:17:28] <PCW> I changed things so that the module can run asynchronously with the host interface bus.
[20:17:29] <PCW> This makes a big difference on the Spartan6 PCI cards (was 33.3 MHz vs 100 MHz now)
[20:31:03] <andypugh> mozmck: It may be worth bearing in mind that LinuxCNC works perfectly adequately just as it is.
[20:32:06] <mozmck> ? I wasn't insinuating it doesn't.
[20:32:33] <andypugh> I wasn't implying that you were :-)
[20:32:41] <mozmck> ok
[20:32:58] <andypugh> But it's easy to get hung up on fixing problems that aren't there.
[20:33:37] <mozmck> oh, yeah. not thinking of fixing problems, but making it work on a small embedded system. which might really be creating more problems :)
[20:38:14] -!- davec_ [davec_!~davec@host-174-45-229-40.bln-mt.client.bresnan.net] has joined #linuxcnc
[20:40:46] -!- cevad has quit [Ping timeout: 252 seconds]
[20:40:47] -!- micges [micges!~micges@eit199.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[20:40:56] -!- V0idExp [V0idExp!~v0idexp@net-188-153-162-240.cust.dsl.teletu.it] has joined #linuxcnc
[20:44:09] <Jymmm> PCW: what about BIG MATH instead of FP ?
[20:44:40] <PCW> If you want to re-write motion and all the comps, sure
[20:45:01] <Jymmm> Well, if it's being embedded, gonna have to wlak thru the code anyway
[20:45:24] <Jymmm> but wiulf big math be the solution?
[20:45:26] <Jymmm> would
[20:47:05] <Jymmm> PCW: Loetmichel said he was bored anyway, and since he started this mess, he should be the one to audit the code =)
[20:47:28] -!- mourner has quit [Quit: mourner]
[20:48:04] <PCW> walking through the code (motion especially) is rather a euphemism
[20:49:23] -!- tronwizard has quit []
[20:49:34] <Loetmichel> ?
[20:52:34] <PCW> andypugh: Gilbert got 2 key rollover added but I dont know if its in a releaseable state
[20:54:26] <andypugh> I am going to be working on N-key rollover this evening, as I have decided to add matrix scanning to my module.
[20:54:52] <andypugh> 2-key is good though, it means you can jog in two directions.
[20:55:04] <andypugh> Or use a midifier key for faster
[20:55:19] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[20:55:26] -!- Thetawaves_ has quit [Quit: This computer has gone to sleep]
[20:55:29] -!- Horwitz has quit [Ping timeout: 248 seconds]
[20:56:15] -!- Horwitz [Horwitz!mich1@baldrian.franken.de] has joined #linuxcnc
[20:58:46] <PCW> I have a request on sserial driver
[20:59:41] <andypugh> Hmm?
[21:06:22] <mrsun> ough gear cutting on a shaper seems like a pita =)
[21:06:44] <mrsun> if you need a disk of the "pitch diameter" ? for every size gear to cut them :P
[21:07:03] <Loetmichel> mrsun: straight gears: not at all
[21:07:25] <mrsun> Loetmichel, but you need to rotate the gear while it moves along the X axis ? :)
[21:08:23] <Loetmichel> you need a rotating table which can cope with teh shaper forces, right
[21:08:32] <Loetmichel> but then its relatively easy
[21:08:50] <mrsun> but found something, using a wire to turn the gear while it moves along X
[21:09:09] <mrsun> and to move the gear at the right velocity you need to have a disk of the right diameter for just that gear? :)
[21:09:10] <Loetmichel> you dont HAVE to move around x
[21:09:18] -!- tandoori has quit [Read error: Connection reset by peer]
[21:09:28] <mrsun> https://www.youtube.com/watch?v=W69m2cDaqvY
[21:09:29] -!- vladimirek has quit [Remote host closed the connection]
[21:09:39] -!- tandoori [tandoori!~Nunya@cpe-70-124-89-195.austin.res.rr.com] has joined #linuxcnc
[21:09:39] -!- tandoori has quit [Changing host]
[21:09:39] -!- tandoori [tandoori!~Nunya@unaffiliated/tandoori] has joined #linuxcnc
[21:10:02] <Loetmichel> lut grind your shaper tool ti the "negative" tooth and shape ONE tooth, rotate the blank one toot, shape the next one
[21:10:15] <Loetmichel> and so one until all tooth done
[21:10:38] <mrsun> Loetmichel, well grinding a tool to the right involute shape is a pita? :P
[21:10:54] <mrsun> using that methode all you have to do is grind one angle on each side of the tool :P
[21:11:10] <Loetmichel> mrsun; not that bad
[21:11:30] <Loetmichel> thats what a CNC wire edm is for ;-)
[21:11:46] <mrsun> yes but i do not have one of those machines .. nor do i have a shaper tho but :P
[21:12:20] <mrsun> and shouldnt that methode give a more true form for each gear size ? compared to a tool ground for 18 - 24 teeth ? :)
[21:14:25] <PCW> andypugh sserial driver request is when you have a error bad enough that you disable the channel you should mask off the bit in the doit command for that channel
[21:15:19] -!- Jymmm has quit [Remote host closed the connection]
[21:15:48] -!- Jymmm [Jymmm!~jymmm@unaffiliated/jymmm] has joined #linuxcnc
[21:17:04] -!- FinboySlick has quit [Quit: Leaving.]
[21:18:14] -!- rob_h has quit [Read error: Connection reset by peer]
[21:18:30] -!- rob_h [rob_h!~rob_h@027c16a0.bb.sky.com] has joined #linuxcnc
[21:25:54] <uw> anybody from hungray in here?
[21:25:56] <andypugh> OK, seems reasonable.
[21:30:18] -!- servos4ever has quit [Quit: ChatZilla 0.9.85 [SeaMonkey 2.0.11/20101206162726]]
[21:30:27] shdhdfghd is now known as asdfasd
[21:37:10] -!- sumpfralle [sumpfralle!~lars@c.mail.systemausfall.org] has joined #linuxcnc
[21:38:28] <PCW> currently if stop complaining about the channel but keeps sending so remote watchdog is kept alive
[21:41:17] -!- V0idExp has quit [Quit: Leaving.]
[21:42:33] <andypugh> Ah, I se.
[21:43:19] -!- asdfasd [asdfasd!~grgrgrgrg@149.241.132.117] has parted #linuxcnc
[21:43:42] -!- asdfasd [asdfasd!~grgrgrgrg@149.241.132.117] has joined #linuxcnc
[21:43:49] -!- AphelionZ has quit [Quit: Page closed]
[21:47:52] <andypugh> I clearly recall running PyCAM. I just can't recall on what patform..
[21:48:40] <andypugh> It could have been native on the Mac, or on a VM, or a VNC session.
[21:50:55] <andypugh> Aha! I found the screenshot I recall posting. That helps.
[21:59:43] -!- zzolo has quit [Quit: zzolo]
[22:07:08] -!- Cylly [Cylly!cylly@p54B11DA3.dip.t-dialin.net] has joined #linuxcnc
[22:09:12] -!- Loetmichel has quit [Ping timeout: 264 seconds]
[22:16:49] -!- V0idExp [V0idExp!~v0idexp@net-188-153-162-240.cust.dsl.teletu.it] has joined #linuxcnc
[22:19:03] <DJ9DJ> gn8
[22:19:55] -!- DJ9DJ has quit [Quit: bye]
[22:23:54] -!- chillly has quit [Quit: Leaving]
[22:48:06] <r00t4rd3d_> did anyone buy Battlefield 3 and sick of playing and wants to give me their key :)
[22:48:13] r00t4rd3d_ is now known as r00t4rd3d
[22:48:28] -!- r00t4rd3d has quit [Changing host]
[22:48:29] -!- r00t4rd3d [r00t4rd3d!~r00t4rd3d@unaffiliated/r00t4rd3d] has joined #linuxcnc
[22:55:42] -!- micges has quit [Quit: Leaving]
[22:59:23] -!- OpenSourceWay_ has quit [Quit: Se casse d'ici, ça craint.]
[23:01:34] -!- bpuk [bpuk!~ben@boopotter.plus.com] has joined #linuxcnc
[23:04:26] -!- tmcw has quit [Remote host closed the connection]
[23:07:19] -!- mourner has quit [Quit: mourner]
[23:10:06] <bpuk> if andypugh is about: did you ever upload the code for the UART version of your resolver interface? can only see the quadrature version on the wiki
[23:10:54] -!- r00t4rd3d has quit [Read error: Connection reset by peer]
[23:11:59] <andypugh> No, I don't think I did.
[23:13:11] -!- r00t4rd3d [r00t4rd3d!~r00t4rd3d@unaffiliated/r00t4rd3d] has joined #linuxcnc
[23:13:13] <andypugh> As it needed a special Mesa firmware, and a dev version of LinuxCNC, and a HAL driver that I lost, I am not sure it is that useful to anyone, not even me
[23:14:54] <bpuk> ah - that's fair. Did working directly from rawcounts rather than quadrature provide enough of an advantage that it would be worth me repeating? or just stick with quad
[23:15:24] <andypugh> It is a _lot_ better.
[23:15:52] <bpuk> that answers that question then :D. Ta
[23:16:25] <andypugh> But my interface board stopped working, and the Mesa resolver card suddenly looked a good idea.
[23:16:41] <andypugh> (I meant that serial is a lot better than quad)
[23:17:20] <andypugh> I think my 1uF surface-mount capacitor, the size of a grain of rice, might not have been a 5V device.
[23:19:04] <andypugh> bpuk:
http://pastebin.com/YH24i2SC
[23:19:06] <bpuk> (yup, I figured that.) mmm. I'm not sure the 7i49 is the best fit for me atm (assuming that's the one you're thinking of)
[23:19:19] <bpuk> don't know what happened there, my client auto-blocked for some reason
[23:19:36] <andypugh> i tried to send a file, it rarely works
[23:20:09] <bpuk> what ADC resolution did you end up with - 12 bit I'd guess?
[23:20:33] <andypugh> I used 8-bit ADC for speed and ended up with 10-bit angles
[23:21:44] <andypugh> To be honest I think that the Arduino interface is fine for sinusoidally commutating a motor, but it's a bit noisy for position control.
[23:22:14] <andypugh> So, if you want it for a spindle, it will work. For an axis it might need work
[23:22:29] <bpuk> the context is: I went a bit nuts on ebay and have ended up with a 1.6 kw resolver feedback servo + a pair of 100w servo's and drives (encoder). Planning to use the big one for the spindle, but want to get the resolver working on the bench first
[23:23:11] <andypugh> Do you want one of the PCBs, or do you already have one?
[23:23:11] <bpuk> but since I have no arduino based kit I'll probably port over to an MSP430 - which I do have a fair number of spare.
[23:23:25] <bpuk> I'll just breadboard up
[23:23:40] -!- zzolo has quit [Quit: zzolo]
[23:23:52] <andypugh> If bpuk means you are in the UK then I can post you a spare board
[23:24:13] <andypugh> Heck, I can post you a fully-populated one with an unknown fault :-)
[23:24:36] <andypugh> (But I guess it is the filter cap)
[23:24:42] <bpuk> heh - I'll pass on the unknown fault one :P but the unpopulated one sounds good
[23:25:48] <bpuk> actually, if memory serves you're somewhere near slaithwaite?
[23:27:46] <andypugh> No, I am in Essex, but my parents live in Slaithwaite
[23:28:16] <bpuk> ah-ha - hence my confusion. Slaithwaite is about... two stones throws away from me.
[23:30:30] <bpuk> but regardless. Due to the mix of feedback methods I don't really want to sink on a pure resolver board - hence the interface.
[23:31:44] <andypugh> I am using a 5i23, so it would be possible to use a 7i49 + one of the encoder boards. If you had deep pockets.
[23:32:09] <ds3> Make startup disk is sure slow
[23:33:01] <bpuk> 5i20 at the moment, have two slots of the three used, with a... 7i37TA and a 7i47S. Need to order and connect up an 8i20
[23:36:52] -!- mackerski has quit [Ping timeout: 260 seconds]
[23:38:16] <bpuk> should be able to connect up the encoders to the 7i47 - and use it for step/dir output for now. not sure on the 8i20
[23:40:10] <andypugh> You need the 7i44 I think, but then the world is your oyster as far as IO goes.
[23:44:33] <bpuk> aye, the breakout from that would be handy - I'll have to think about that one (well, until payday)
[23:45:27] <PCW> You can use a 7I47 differential input/output pair for sserial (though the pinout is weird)
[23:46:40] <bpuk> and that was the answer I was hoping to hear. Thanks PCW
[23:47:24] <PCW> the is a 7I47 is just a 12 channel RS-422 interface with a pinout thats optimized for encoders
[23:47:25] <PCW> so if you dont mind a funky pinout it will do
[23:47:48] -!- Nick001-Shop has quit [Remote host closed the connection]
[23:48:07] <bpuk> tbh, I'm using a custom bitfile as it is - pretty much every pinout I have is funky
[23:53:32] -!- asdfasd has quit [Ping timeout: 246 seconds]
[23:55:12] -!- bedah has quit [Quit: Ex-Chat]
[23:59:01] -!- mourner has quit [Quit: mourner]
{kind=link}
{kind=link}
{kind=link}
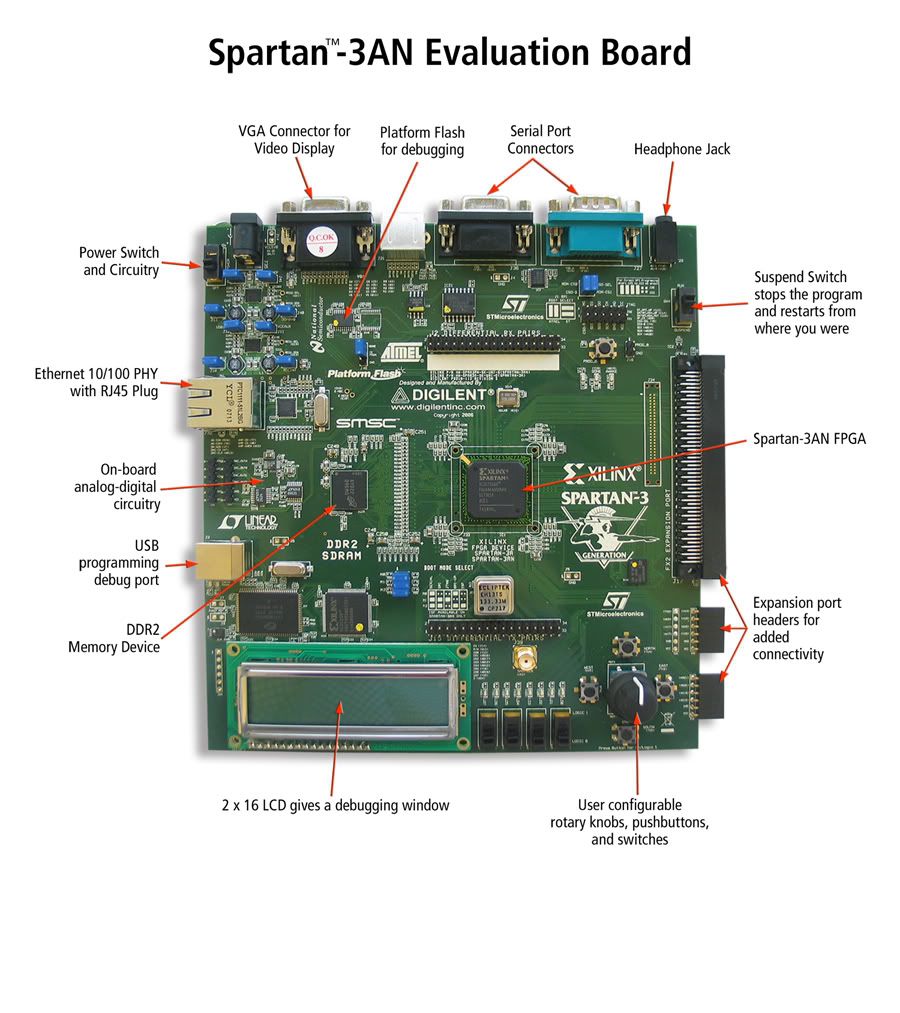{kind=link}