Back
[00:00:30] <Tom_itx> i doubt most bikers are that stupid
[00:00:33] <andypugh> "lived" != happy
[00:01:18] <Tom_itx> broken arm and something else.. i forget
[00:01:40] <andypugh> And a huge bill for a new bike
[00:02:07] <Tom_itx> it was a 3rd rider that went between them
[00:02:17] <andypugh> I repeat, what about that was "good" for anyone involved?
[00:02:57] <Tom_itx> He survived the crash with only a broken arm and broken leg
[00:03:02] <Tom_itx> and i bet he thinks twice
[00:04:12] -!- rob_h has quit [Ping timeout: 245 seconds]
[00:04:12] -!- logger[mah] has quit [Remote host closed the connection]
[00:04:18] -!- logger[mah] [logger[mah]!~loggermah@ns2.mah.priv.at] has joined #linuxcnc
[00:04:18] -!- logger[mah] has quit [Remote host closed the connection]
[00:04:24] -!- logger[mah] [logger[mah]!~loggermah@ns1.mah.priv.at] has joined #linuxcnc
[00:04:45] <andypugh> Camera bike left him nowhere to go, as far as I can see
[00:05:09] <Tom_itx> he could have slowd down like the one on the right had he been alert
[00:05:22] <andypugh> Though I have no idea why the plan A of "just stopping" wasn't tried.
[00:05:29] <Tom_itx> me either
[00:05:42] -!- toastyde1th [toastyde1th!~toast@c-69-244-86-195.hsd1.md.comcast.net] has joined #linuxcnc
[00:06:11] -!- toastydeath has quit [Read error: Connection reset by peer]
[00:11:30] <andypugh> I crashed my bike 6 weeks ago on a race track, gently. I broke no bones, but I am still not right. That guy with the broken arm may never get back to where he was.
[00:23:29] -!- andypugh has quit [Quit: andypugh]
[00:27:44] -!- micges has quit [Quit: Leaving]
[00:35:25] -!- Cylly2 [Cylly2!cylly@p54B11CBD.dip.t-dialin.net] has joined #linuxcnc
[00:36:25] -!- Loetmichel has quit [Ping timeout: 256 seconds]
[00:46:17] -!- crib has quit [Ping timeout: 245 seconds]
[00:51:57] -!- crib [crib!~chris@port-92-202-73-189.dynamic.qsc.de] has joined #linuxcnc
[01:25:10] <PCW> hmm www.linuxcnc.org is down
[01:26:50] <Tom_itx> so it seems
[01:27:34] -!- broofa has quit [Quit: Computer has gone to sleep.]
[01:28:19] -!- MattyMatt has quit [Quit: Ex-Chat]
[01:28:30] -!- tjb1 [tjb1!~tjb1@173.sub-174-255-67.myvzw.com] has joined #linuxcnc
[01:29:13] -!- skunkworks__ [skunkworks__!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[01:34:53] -!- MattyMatt [MattyMatt!~matt@cpc3-birk6-0-0-cust92.1-3.cable.virginmedia.com] has joined #linuxcnc
[01:35:20] -!- tjb1 has quit [Quit: tjb1]
[01:35:39] -!- tjb1 [tjb1!~tjb1@173.sub-174-255-67.myvzw.com] has joined #linuxcnc
[01:48:32] <L84Supper> it's up again!
[02:01:07] <r00t4rd3d> http://i.imgur.com/fxMG5.gif
[02:17:49] <jdh> setp hm2_5i25.0.stepgen.03.steplen 1
[02:17:50] <skorket> has anyone here done pcb routing?
[02:17:57] <jdh> does that 1 mean something special?
[02:18:33] <jdh> (other than 1 nS)
[02:18:56] -!- Poincare has quit [Quit: changing servers]
[02:19:18] -!- FinboySlick has quit [Remote host closed the connection]
[02:19:30] -!- Poincare [Poincare!~jefffnode@edn.ampersant.be] has joined #linuxcnc
[02:39:41] <skunkworks__> it means exactly 1ns.. what do you mean?
[02:40:45] <skunkworks__> it means the step signal will be on for 1ns.
[02:41:31] <jdh> PCW answered it. I was thinking older versions used # of base periods instead of nS, but that might have been something else.
[02:42:30] -!- skunkworks__ has quit [*.net *.split]
[02:42:30] -!- L84Supper has quit [*.net *.split]
[02:42:30] -!- karavanjoW has quit [*.net *.split]
[02:42:30] -!- uwe_ has quit [*.net *.split]
[02:48:33] -!- skunkworks__ [skunkworks__!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[02:48:33] -!- L84Supper [L84Supper!~ly@unaffiliated/l84supper] has joined #linuxcnc
[02:48:34] -!- uwe_ [uwe_!~uwe_@dslb-088-064-209-125.pools.arcor-ip.net] has joined #linuxcnc
[02:49:38] -!- mhaberler [mhaberler!~mhaberler@178-190-203-248.adsl.highway.telekom.at] has joined #linuxcnc
[02:59:14] <pcw_home> I think the way the hardware and driver work 1 ns will end up one ClockLow so 30 nS on a 5I25 (0 is not allowed)
[03:00:45] -!- Keknom has quit [Quit: Leaving.]
[03:05:04] <pcw_home> The current software stepgen times are also scaled in ns, but if you set steplen to 1 ns you will get the minimum
[03:05:06] <pcw_home> time which (if reset is not enabled) is one base thread time, so 1 ns steplen will work for the software stepgen
[03:05:07] <pcw_home> but will very likely not work for the Mesa hardware stepgen
[03:06:49] <jdh> he just took his pport config and changed the name.
[03:09:00] -!- WillenCMD [WillenCMD!~Gabe@207-119-216-159.dyn.centurytel.net] has joined #linuxcnc
[03:11:43] -!- WiillenCMdesign has quit [Ping timeout: 268 seconds]
[03:12:53] -!- toastyde2th [toastyde2th!~toast@c-69-244-86-195.hsd1.md.comcast.net] has joined #linuxcnc
[03:13:55] <pcw_home> The hardware stepgen gets a little closer to what you specify...
[03:15:25] -!- Kent__ has quit [Ping timeout: 268 seconds]
[03:15:41] -!- Vq has quit [Ping timeout: 260 seconds]
[03:16:15] -!- toastyde1th has quit [Ping timeout: 240 seconds]
[03:32:56] -!- dhoovie [dhoovie!~kvirc-aye@122.177.199.237] has joined #linuxcnc
[03:51:54] -!- dhoovie|2 [dhoovie|2!~kvirc-aye@122.177.199.237] has joined #linuxcnc
[03:53:54] -!- GargantuaSauce has quit [Read error: Connection reset by peer]
[03:54:11] -!- GargantuaSauce [GargantuaSauce!~sauce@blk-252-42-151.eastlink.ca] has joined #linuxcnc
[03:54:32] -!- dhoovie has quit [Ping timeout: 246 seconds]
[04:18:25] -!- sumpfralle1 has quit [Read error: Operation timed out]
[04:19:38] -!- Vq [Vq!~vq@90-227-210-195-no122.tbcn.telia.com] has joined #linuxcnc
[04:22:50] -!- Kent_ [Kent_!~kent@90-227-210-195-no122.tbcn.telia.com] has joined #linuxcnc
[04:55:56] -!- asdfas [asdfas!~grgrgrgrg@149.241.162.214] has joined #linuxcnc
[04:58:17] -!- psha[work] [psha[work]!~psha@195.135.238.205] has joined #linuxcnc
[05:03:05] -!- Fox_Muldr has quit [Ping timeout: 265 seconds]
[05:04:44] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-5f743fd2.pool.mediaWays.net] has joined #linuxcnc
[05:05:52] -!- vladimirek [vladimirek!~vladimire@95.105.250.72] has joined #linuxcnc
[05:06:50] -!- tmpvar [tmpvar!~tmpvar@174-126-241-53.cpe.cableone.net] has joined #linuxcnc
[05:15:31] -!- ktchk [ktchk!~eddie6929@n219078191045.netvigator.com] has joined #linuxcnc
[05:20:39] theos is now known as Guest3451
[05:21:00] -!- Guest3451 has quit [Ping timeout: 244 seconds]
[05:21:01] -!- theos [theos!~theos@unaffiliated/theos] has joined #linuxcnc
[05:21:03] -!- tjb1 has quit [Quit: tjb1]
[05:25:08] -!- WillenCMD has quit [Ping timeout: 244 seconds]
[05:40:06] -!- mozmck has quit [Ping timeout: 244 seconds]
[05:52:44] -!- vladimirek has quit [Remote host closed the connection]
[06:00:34] -!- Connor [Connor!~Connor@75.76.30.113] has parted #linuxcnc
[06:00:58] -!- Connor [Connor!~Connor@75.76.30.113] has joined #linuxcnc
[06:01:08] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[06:05:27] -!- mk0 [mk0!~x-ray@plasmoteg-1.bas-net.by] has joined #linuxcnc
[06:16:17] -!- Connor has quit [Ping timeout: 260 seconds]
[06:16:28] -!- LeelooMinai has quit [Read error: Connection reset by peer]
[06:17:07] -!- mozmck [mozmck!~moses@client-204.235.45.161.wcfltx.partnershipbroadband.com] has joined #linuxcnc
[06:23:40] -!- LeelooMinai [LeelooMinai!~leeloo@24-52-246-177.cable.teksavvy.com] has joined #linuxcnc
[06:41:50] -!- archivist_herron has quit [Ping timeout: 252 seconds]
[06:44:03] -!- Connor [Connor!~Connor@75.76.30.113] has joined #linuxcnc
[06:44:11] -!- Guest67956 has quit [Changing host]
[06:44:11] -!- Guest67956 [Guest67956!~uw@unaffiliated/uw] has joined #linuxcnc
[06:44:28] Guest67956 is now known as uw
[06:49:10] -!- DJ9DJ [DJ9DJ!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[06:49:59] <DJ9DJ> moin
[06:53:58] -!- archivist_herron [archivist_herron!~herron@80.175.14.110] has joined #linuxcnc
[07:14:45] Cylly2 is now known as Loetmichel
[07:15:11] <Loetmichel> mornin'
[07:34:41] -!- dhoovie|2 has quit [Ping timeout: 246 seconds]
[07:36:44] -!- Poincare has quit [Quit: changing servers]
[07:37:09] -!- Poincare [Poincare!~jefffnode@2001:470:cb24:4::2] has joined #linuxcnc
[07:37:49] <uw> yoyoyo!
[07:44:45] -!- ktchk [ktchk!~eddie6929@n219078191045.netvigator.com] has parted #linuxcnc
[07:48:02] -!- rob_h [rob_h!~rob_h@5e015d56.bb.sky.com] has joined #linuxcnc
[08:00:31] -!- emel has quit [Excess Flood]
[08:05:07] -!- phantoxe [phantoxe!~destroy@a95-92-89-24.cpe.netcabo.pt] has joined #linuxcnc
[08:16:14] -!- asdfas has quit [Ping timeout: 240 seconds]
[08:19:39] -!- asdfas [asdfas!~grgrgrgrg@149.241.162.214] has joined #linuxcnc
[08:26:34] -!- dhoovie [dhoovie!~kvirc-aye@122.177.152.128] has joined #linuxcnc
[08:33:50] -!- Adventsparky has quit [Ping timeout: 246 seconds]
[09:19:54] -!- sumpfralle [sumpfralle!~lars@31-16-20-95-dynip.superkabel.de] has joined #linuxcnc
[09:43:57] -!- sumpfralle has quit [Ping timeout: 260 seconds]
[09:49:37] <r00t4rd3d> The gas produced from 5 McDoubles is not very pleasant.
[09:56:22] -!- i_tarzan has quit [Ping timeout: 244 seconds]
[09:58:02] -!- i_tarzan [i_tarzan!~i_tarzan@187.151.123.239] has joined #linuxcnc
[09:58:23] -!- sumpfralle [sumpfralle!~lars@static.112.52.4.46.clients.your-server.de] has joined #linuxcnc
[10:02:58] -!- sumpfralle has quit [Client Quit]
[10:03:10] -!- sumpfralle [sumpfralle!~lars@static.112.52.4.46.clients.your-server.de] has joined #linuxcnc
[10:18:36] -!- sumpfralle has quit [Ping timeout: 244 seconds]
[10:20:41] -!- sumpfralle [sumpfralle!~lars@static.112.52.4.46.clients.your-server.de] has joined #linuxcnc
[10:21:16] -!- maximilian_h [maximilian_h!~bonsai@p549FD2C9.dip.t-dialin.net] has joined #linuxcnc
[10:21:57] -!- maximilian_h has quit [Client Quit]
[10:25:27] -!- sumpfralle has quit [Ping timeout: 245 seconds]
[11:03:24] -!- mhaberler has quit [Quit: mhaberler]
[11:20:52] -!- nitrog [nitrog!5c6be0a7@gateway/web/freenode/ip.92.107.224.167] has joined #linuxcnc
[11:57:11] -!- mhaberler [mhaberler!~mhaberler@089144206055.atnat0015.highway.a1.net] has joined #linuxcnc
[12:00:07] -!- skunkworks__ has quit [Ping timeout: 240 seconds]
[12:03:31] -!- vladimirek [vladimirek!~vladimire@95.105.250.72] has joined #linuxcnc
[12:14:28] -!- dhoovie has quit [Quit: KVIrc 4.2.0 Equilibrium http://www.kvirc.net/]
[12:34:21] -!- micges [micges!~toudi@dhn92.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[12:37:09] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[12:39:45] -!- factor has quit [Quit: Leaving]
[12:45:09] -!- chillly has quit [Quit: Leaving]
[12:47:05] -!- micges has quit [Quit: Leaving]
[12:54:30] -!- micges [micges!~toudi@dhn92.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[12:56:41] -!- nitrog has quit [Ping timeout: 245 seconds]
[13:06:01] -!- jpk has quit [Ping timeout: 260 seconds]
[13:07:14] -!- mhaberler has quit [Ping timeout: 240 seconds]
[13:09:05] -!- phantoneD has quit [Ping timeout: 244 seconds]
[13:09:30] -!- phantoxeD [phantoxeD!~destroy@a95-92-89-24.cpe.netcabo.pt] has joined #linuxcnc
[13:12:48] -!- mhaberler [mhaberler!~mhaberler@089144206055.atnat0015.highway.a1.net] has joined #linuxcnc
[13:16:49] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[13:19:01] -!- mhaberler has quit [Ping timeout: 246 seconds]
[13:22:56] -!- mk0 has quit [Read error: Connection reset by peer]
[13:23:16] -!- mk0 [mk0!~x-ray@plasmoteg-1.bas-net.by] has joined #linuxcnc
[13:26:50] <skunkworks> http://www.youtube.com/watch?v=CZbWXoIJk9k
[13:29:15] -!- mhaberler [mhaberler!~mhaberler@089144206055.atnat0015.highway.a1.net] has joined #linuxcnc
[13:32:55] -!- toastydeath [toastydeath!~toast@c-69-244-86-195.hsd1.md.comcast.net] has joined #linuxcnc
[13:35:28] -!- toastyde2th has quit [Ping timeout: 246 seconds]
[13:44:08] -!- toastydeath has quit [Read error: Connection reset by peer]
[13:57:55] <r00t4rd3d> ffs
[14:00:35] -!- mhaberler has quit [Quit: mhaberler]
[14:05:46] -!- psha[work] has quit [Quit: Lost terminal]
[14:07:48] <FinboySlick> That's pretty darn good print quality though.
[14:08:59] -!- micges has quit [Quit: Leaving]
[14:12:01] <jdh> yeah, but the subject matter is of questionable taste.
[14:12:45] <r00t4rd3d> i can only think of pervert
[14:13:29] <FinboySlick> Why? I don't have a TV but I watched one of the shows on Youtube to figure out what the fuss was all about and it's pretty cool as a childrens' cartoon.
[14:23:43] -!- mhaberler [mhaberler!~mhaberler@089144206055.atnat0015.highway.a1.net] has joined #linuxcnc
[14:24:23] -!- toudi_ [toudi_!~toudi@dhn92.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[14:24:26] toudi_ is now known as micges
[14:24:56] -!- Aero-Tec has quit [Ping timeout: 252 seconds]
[14:36:36] -!- Aero-Tec [Aero-Tec!~chatzilla@d172-218-27-193.bchsia.telus.net] has joined #linuxcnc
[14:36:38] <L84Supper> yikes 5 hours for that low res print
[14:38:52] <L84Supper> I guess he didn't know about water soluble support material either
[14:39:19] <jdh> doens't that require dual head?
[14:39:42] <L84Supper> yes
[14:42:12] -!- mhaberler has quit [Read error: Connection reset by peer]
[14:44:12] -!- broofa has quit [Quit: Computer has gone to sleep.]
[14:44:15] <L84Supper> I'm not sure what is up with some of the reprap devs not wanting to work with LinuxCNC
[14:44:17] <FinboySlick> L84Supper: I didn't think you could get that good with home made extruder types actually.
[14:45:04] <FinboySlick> I'm going to start seriously considering buidling one now.
[14:45:36] <L84Supper> first they wanted very dumb arduino type boards that just handled a small number of G-codes for motion control
[14:46:05] <L84Supper> now they are moving to ARM cortex M3 boards that slice models and handle motion control....
[14:46:14] <L84Supper> but their boards are ~$200
[14:48:06] <L84Supper> FinboySlick, the DIY FDM or FFF printers equal the quality of the similar tech pro machines
[14:50:57] -!- gmagno [gmagno!~gmagno@a213-22-30-249.cpe.netcabo.pt] has joined #linuxcnc
[14:53:49] <gmagno> hey guys, finnaly my pcb engraving bits arrived :D Gonna try them now :D :D :D
[14:54:38] <FinboySlick> L84Supper: I'm impressed. I'm assuming that the difference between poor and good results is mostly in the extruder design?
[14:58:16] <L84Supper> combination of several small things, extruder, stability of the design (have you seen some of the rickety Rube Goldberg setups!) filament quality, extrusion temp and rate etc etc
[15:10:54] -!- gmagno has quit [Ping timeout: 264 seconds]
[15:12:06] -!- tjb1 [tjb1!~tjb1@173.sub-174-255-67.myvzw.com] has joined #linuxcnc
[15:15:14] -!- syyl [syyl!~syyl@p4FD14E2C.dip.t-dialin.net] has joined #linuxcnc
[15:23:56] <JT-Shop> anyone have a clue on this git error?
http://linuxcnc.org/index.php/english/component/kunena/?func=view&catid=20&id=24387&limit=6&start=6#24457
[15:24:09] <tjb1> You dun screwed up.
[15:25:13] -!- syyl_ [syyl_!~syyl@p4FD14E2C.dip.t-dialin.net] has joined #linuxcnc
[15:27:14] -!- syyl has quit [Ping timeout: 240 seconds]
[15:40:41] <tjb1> How conveinent, the parts I needed today are now being delivered tomorrow(hopefully) but a package that shipped out the same time crossed 9 states in 3 days and is delivering today
[15:41:02] <tjb1> The one that I needed has been in the same state for 3 days
[15:44:33] -!- toastydeath [toastydeath!~toast@c-69-244-86-195.hsd1.md.comcast.net] has joined #linuxcnc
[15:44:37] -!- chillly has quit [Quit: Leaving]
[15:44:53] -!- gmagno [gmagno!~gmagno@a213-22-30-249.cpe.netcabo.pt] has joined #linuxcnc
[15:59:28] -!- mhaberler [mhaberler!~mhaberler@extern-183.stiwoll.mah.priv.at] has joined #linuxcnc
[16:01:37] -!- micges has quit [Quit: Leaving]
[16:08:49] -!- motioncontrol [motioncontrol!~io@host168-88-dynamic.2-87-r.retail.telecomitalia.it] has joined #linuxcnc
[16:17:17] -!- tjb1 has quit [Quit: tjb1]
[16:21:12] -!- mk0 has quit [Read error: Connection reset by peer]
[16:27:29] -!- mozmck has quit [Remote host closed the connection]
[16:29:54] -!- Adventsparky has quit [Quit: KVIrc 4.1.3 Equilibrium http://www.kvirc.net/]
[16:29:58] -!- mozmck [mozmck!~moses@client-204.235.45.161.wcfltx.partnershipbroadband.com] has joined #linuxcnc
[16:30:23] -!- phantoxe has quit []
[16:38:31] -!- tr4ding has quit [Quit: Page closed]
[16:44:53] -!- tjb1 [tjb1!~tjb1@173.sub-174-255-67.myvzw.com] has joined #linuxcnc
[16:52:09] -!- syyl_ws [syyl_ws!~sg@p4FD14E2C.dip.t-dialin.net] has joined #linuxcnc
[16:55:55] -!- sumpfralle [sumpfralle!~lars@31-16-20-95-dynip.superkabel.de] has joined #linuxcnc
[16:56:22] -!- gmagno has quit [Ping timeout: 246 seconds]
[16:56:31] -!- IchGuckLive [IchGuckLive!~chatzilla@95-89-101-95-dynip.superkabel.de] has joined #linuxcnc
[16:56:38] <IchGuckLive> HI all B)
[17:03:41] -!- tjb1 has quit [Quit: tjb1]
[17:04:16] simantel is now known as bradsimantel
[17:11:29] -!- bedah [bedah!~bedah@g230215148.adsl.alicedsl.de] has joined #linuxcnc
[17:12:58] -!- mozmck has quit [Remote host closed the connection]
[17:17:09] -!- djcoin has quit [Ping timeout: 248 seconds]
[17:20:08] -!- mozmck [mozmck!~moses@client-204.235.45.161.wcfltx.partnershipbroadband.com] has joined #linuxcnc
[17:25:18] -!- KimK has quit [Ping timeout: 264 seconds]
[17:28:15] -!- andypugh [andypugh!~andy2@cpc2-basl1-0-0-cust639.basl.cable.virginmedia.com] has joined #linuxcnc
[17:32:21] -!- KimK [KimK!~Kim__@wsip-184-176-200-171.ks.ks.cox.net] has joined #linuxcnc
[17:32:47] <mrsun> sending commands from axis to usb ? :) like spindle forward etc is that possible in some simple manner? :)
[17:32:49] <mrsun> spindle speed
[17:33:43] -!- Aero-Tec_ [Aero-Tec_!~chatzilla@d172-218-27-193.bchsia.telus.net] has joined #linuxcnc
[17:33:48] -!- broofa has quit [Quit: Computer has gone to sleep.]
[17:34:12] <IchGuckLive> msr usb is not save in realtime mode
[17:34:39] <IchGuckLive> you can do a loop via a python file to your usb devise
[17:35:17] -!- tjb1 [tjb1!~tjb1@173.sub-174-255-67.myvzw.com] has joined #linuxcnc
[17:35:18] <IchGuckLive> i managed 500 readwrite Byte per sec in my pendand
[17:35:39] <IchGuckLive> the usb is this a arduino
[17:35:52] -!- Aero-Tec has quit [Ping timeout: 245 seconds]
[17:36:03] Aero-Tec_ is now known as Aero-Tec
[17:36:05] <IchGuckLive> mrsun: ?
[17:37:01] <mrsun> IchGuckLive, custom card im thinking of building, easy to just throw in an usb cable for spindle forward/rev and spindle speed, and tachometer feedback (like 1 read every second or so for speed ... cant need more if not doing rigid tapping ? =) )
[17:37:32] <IchGuckLive> then yes
[17:39:16] -!- tjb1 has quit [Client Quit]
[17:39:32] -!- toudi_ [toudi_!~toudi@dhn92.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[17:39:37] toudi_ is now known as micges
[17:40:11] <IchGuckLive> mrsun: try to go via serial usb
[17:40:44] <IchGuckLive> PORT = "/dev/ttyUSB0"
[17:40:47] <IchGuckLive> ser = serial.Serial(PORT, 9600)
[17:41:23] <IchGuckLive> mrsun: then you can go back and forward to the hal componenet
[17:41:30] <mrsun> that would require a usb serial chip then ? :)
[17:41:36] -!- tronwizard [tronwizard!~tronwizar@24.229.164.191.res-cmts.sm.ptd.net] has joined #linuxcnc
[17:41:37] <IchGuckLive> yes
[17:55:50] -!- syyl_ws has quit [Quit: Verlassend]
[18:14:45] -!- gmagno [gmagno!~gmagno@a213-22-30-249.cpe.netcabo.pt] has joined #linuxcnc
[18:16:49] -!- IchGuckLive has quit [Quit: ChatZilla 0.9.87 [Firefox 14.0.1/20120713225625]]
[18:16:51] -!- tjb1 [tjb1!~tjb1@173.sub-174-255-67.myvzw.com] has joined #linuxcnc
[18:17:35] -!- syyl [syyl!~syyl@p4FD14E2C.dip.t-dialin.net] has joined #linuxcnc
[18:18:50] -!- micges has quit [Quit: Leaving]
[18:19:02] <Jymmm> cradek: If you know... Whats the formula to get the phase angle for this? wikipedia is confusing the hell out of me =) "What is the phase angle between the voltage across and the current through a series RLC circuit if XC is 25 ohms, R is 100 ohms, and XL is 50 ohms?"
[18:19:03] -!- micges [micges!~toudi@dhn92.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[18:19:48] <cradek> Jymmm: taking a class?
[18:20:03] -!- syyl_ has quit [Ping timeout: 256 seconds]
[18:20:45] <Jymmm> cradek: Ham Radio Extra exam on Saturday, studying for it now.
[18:20:46] <jdh> do you use your mind or body for the majority of your professional work?
[18:20:51] <jdh> <urk>
[18:21:54] <Jymmm> cradek: I took my General Exam last Saturday, got 100% on that. Then they give you the next one for free, I missed passing my Extra by 3 questions.
[18:23:02] <archivist_> the only extra for me was morse code
[18:23:51] <andypugh> Jymmm: Isn't it frequency dependent?
[18:24:04] <Jymmm> archivist_: Not even a requirement anymore, but I like CW
[18:24:25] <archivist_> that dates when I took the exam :)
[18:24:46] <andypugh> archivist_: Semaphore?
[18:24:56] <Jymmm> andypugh: Someone said it was: tan theta = Xl - Xc / R, buy I have no clue what theta is
[18:25:05] <Jymmm> s/buy/but/
[18:25:19] <jdh> the phase angle
[18:25:56] <Jymmm> so tan(theta) in this case?
[18:25:59] <archivist_> andypugh, not that old!
[18:26:29] -!- micges has quit [Quit: Leaving]
[18:29:24] <archivist_> they fought for the Bostomatic! £862
[18:29:39] -!- micges [micges!~toudi@dhn92.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[18:30:04] <andypugh> Jymmm the number you require is arctan(XI-Xc.R)
[18:30:14] -!- tjb1 has quit [Quit: tjb1]
[18:30:57] <andypugh> not ., /
[18:31:22] <Jymmm> arctan?
[18:31:31] <jdh> tan^-1
[18:31:40] * Jymmm no see that button on the calculator =)
[18:31:55] <Jymmm> tanh ?
[18:31:56] <andypugh> inv-tan
[18:32:25] <andypugh> tanh is hyperbolic tan. Not really what you want.
[18:32:31] <Jymmm> ah
[18:32:41] <Jymmm> 1/tan ?
[18:32:58] <jdh> that will work but will probably be in radians
[18:33:27] <andypugh> Jymmm: No, inverse tan.
[18:33:43] <Jymmm> andypugh: I'm using the mac calculator
[18:34:02] <andypugh> up-arrow then tan
[18:34:31] <Jymmm> AH
[18:35:19] <Jymmm> Ok, so it's... arctan((Xl-Xc)/r)
[18:35:47] -!- tjb1 [tjb1!~tjb1@173.sub-174-255-67.myvzw.com] has joined #linuxcnc
[18:35:59] <Jymmm> damn, that's not it =(
[18:37:49] <jdh> what are the values?
[18:38:06] <Jymmm> XC is 25 ohms, R is 100 ohms, and XL is 50 ohms
[18:38:35] <Jymmm> I get 89
[18:38:46] <jdh> nifty units for caps and inductors
[18:39:07] <cradek> I don't see how you can get 89
[18:39:48] <L84Supper> http://www.kb6nu.com/extra-class-question-of-the-day-phase-angle-between-voltage-and-current-phase-angles-of-series-and-parallel-circuits/
[18:40:10] <jdh> 14degrees?
[18:40:52] <Jymmm> jdh: I have the answers to all 702 questions, I'm trying to understand how to calc it
[18:41:27] <jdh> a((xl-xc)/r)
[18:41:38] <Jymmm> and once I figure out series, than I gotta figure out parallel =)
[18:41:40] <jdh> in bc
[18:41:54] <jdh> then convert to degrees
[18:42:10] <L84Supper> http://academic.cuesta.edu/ballen/classes/eltech213/pdf/lecture14.pdf page #9
[18:42:52] -!- the_wench has quit [Ping timeout: 244 seconds]
[18:43:38] -!- the_wench [the_wench!~the_wench@host81-149-189-98.in-addr.btopenworld.com] has joined #linuxcnc
[18:43:45] -!- archivist [archivist!~archivist@host81-149-189-98.in-addr.btopenworld.com] has joined #linuxcnc
[18:43:46] <Jymmm> FSCK, stupid calculator is NOW showing the correct results
[18:43:57] -!- archivist_ has quit [Ping timeout: 272 seconds]
[18:43:59] <L84Supper> http://academic.cuesta.edu/ballen/classes/eltech213/pdf/lecture14.pdf page 14 for parallel
[18:44:00] <Jymmm> weird
[18:44:22] <Jymmm> L84Supper: whats the link to the main page you are looking at?
[18:44:55] <L84Supper> Jymmm: it's a pdf of an entire lecture on AC circuit analysis
[18:45:05] <L84Supper> just download the whole shootin match
[18:45:26] <Jymmm> L84Supper: That's fine, but is there a page that lists the PDF's that can be downloaded?
[18:45:30] <L84Supper> RLC circuits
[18:45:41] <L84Supper> dunno
[18:46:00] <Jymmm> L84Supper: then how do you know the link to the pdf's directly?
[18:46:14] <L84Supper> LMGTFY
[18:46:38] <Jymmm> L84Supper: So the link is in a google result is what you are saying?
[18:47:12] <Jymmm> L84Supper: or are on you on some uni website?
[18:47:20] <L84Supper> http://academic.cuesta.edu/ballen/classes/eltech213/
[18:47:37] <L84Supper> video lectures as well
[18:47:47] <Jymmm> ah, thank you
[18:47:54] <Jymmm> that's what I was asking for =)
[18:48:02] <L84Supper> happy to be of service
[18:48:51] <L84Supper> now i have to go flush moly lube and 90W out of a differential since the seals leaked
[18:49:08] <Jymmm> L84Supper: Hey, is that a spray can ?
[18:49:48] <Jymmm> L84Supper: moly bedulim lube in spray can?
[18:50:23] <L84Supper> front differential on a Toyota Land Tank
[18:50:45] <Jymmm> L84Supper: I'm looking for moly in spray can
[18:52:06] <Jymmm> thank you guys, appreciate it!!!
[18:55:18] <Jymmm> cradek: It's weird, if I don't hit the EQ key before division of R, I get the wrong results. fwiw
[18:55:36] * Jymmm goes grabs his HP calc
[19:00:04] <L84Supper> oh boy!
[19:00:27] <L84Supper> there goes the network again
[19:02:30] <cradek> Jymmm: a-b/r and (a-b)/r are very different due to order of operations
[19:03:30] <cradek> non-rpn calculators tend to work however they want, so you have to be really careful
[19:05:08] <Jymmm> cradek: Yeah, I noticed that in the formula. I wrote it correctly above, but didn't key it in the calculator properly.
[19:06:04] <Jymmm> cradek: At least it'll be easy to realize I forgot, as it won't be one of the answers =)
[19:11:06] -!- ChanServ has quit [shutting down]
[19:16:59] -!- bradsimantel has quit [Quit: bradsimantel]
[19:17:40] -!- i_tarzan_ [i_tarzan_!~i_tarzan@187.151.150.102] has joined #linuxcnc
[19:17:46] <tjb1> Iphone -> wifi -> macbook pro -> ethernet -> cnc desktop
[19:17:48] <tjb1> lol
[19:20:34] -!- i_tarzan has quit [Ping timeout: 240 seconds]
[19:24:00] <andypugh> Jymmm BODMAS
[19:24:16] <Jymmm> andypugh: yo momma!
[19:24:37] <Jymmm> andypugh: what are we talking about by the way?
[19:25:17] <andypugh> Wiki bodmas
[19:25:56] -!- Nick001-Shop [Nick001-Shop!~chatzilla@69.72.53.252] has joined #linuxcnc
[19:25:56] <Jymmm> andypugh: Ah, heh, I knew it, I just dind't actually DO it =)
[19:26:21] <Jymmm> andypugh: ty =)
[19:27:14] <tjb1> andypugh: its PEMDAS not BODMAS :P
[19:27:34] <andypugh> Only in foreign
[19:28:01] <tjb1> http://www.facebook.com/photo.php?fbid=434692499930161&set=a.268489309883815.67691.268330443233035&type=1
[19:28:12] <tjb1> heh
[19:28:18] <tjb1> Foreign what
[19:37:25] -!- ve7it [ve7it!~LawrenceG@S0106001c10b7770f.pk.shawcable.net] has joined #linuxcnc
[19:46:44] -!- draig has quit [Quit: draig]
[19:50:37] -!- micges has quit [Quit: Leaving]
[20:01:22] -!- micges [micges!~toudi@dhn92.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[20:12:14] -!- vladimirek has quit [Remote host closed the connection]
[20:22:01] -!- toudi_ [toudi_!~toudi@dhr42.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[20:25:52] -!- micges has quit [Ping timeout: 268 seconds]
[20:26:54] -!- Gabe_At_Work [Gabe_At_Work!637aed34@gateway/web/freenode/ip.99.122.237.52] has joined #linuxcnc
[20:27:55] <Gabe_At_Work> I can't wrap my head around kernels, and patching, and packing
[20:28:44] <Gabe_At_Work> do you have to have a distribution or can you boot straight into a kernel
[20:29:18] <skunkworks> Gabe_At_Work, did you get your encoder working?
[20:29:51] <Gabe_At_Work> half way
[20:30:21] <Gabe_At_Work> im seeing triangle wave forum's at higher speeds
[20:31:04] <Gabe_At_Work> once i got the scope it was alot easier once i brought the scope in
[20:32:07] <andypugh> That might indicate that the pull-ups are too weak. Or strong. Or something.
[20:32:26] <Gabe_At_Work> i don't have pullups on it
[20:32:39] <Gabe_At_Work> it just needed higher voltage
[20:32:51] <Gabe_At_Work> i gave it 12v's and it started working
[20:33:00] <Gabe_At_Work> i tried pull up resistor's but i didn't see a difference
[20:33:03] -!- tjb1_ [tjb1_!~tjb1@173.sub-174-255-67.myvzw.com] has joined #linuxcnc
[20:33:39] -!- tjb1_ has quit [Read error: Connection reset by peer]
[20:33:57] toudi_ is now known as micges
[20:34:31] <L84Supper> Gabe_At_Work, the system you are running boots into a kernel and then follows the scripts for the distribution
[20:34:54] <L84Supper> you might want to take a look at Linux from Scratch to see how things really work
[20:34:57] <Gabe_At_Work> i want to make a minimum install for linux with the rtai kernel
[20:35:25] <Gabe_At_Work> I then want to reconfingure the make for linuxcnc to just install hal and its dependencies
[20:35:28] -!- tjb1 has quit [Ping timeout: 246 seconds]
[20:35:37] <L84Supper> Gabe_At_Work, well if you learn how this works and spend the time you probably could
[20:35:45] <Gabe_At_Work> i looked into that
[20:35:49] <andypugh> It might be simpler just to uninstall everything
[20:36:10] <andypugh> What are you hoping to achieve?
[20:36:30] <Gabe_At_Work> simpler updating, and prevent data loss
[20:37:01] <Gabe_At_Work> boot from an iso installed a a CF or SD drive, and run it in memory then make a persistent folder for data i.e program files
[20:37:23] <Gabe_At_Work> then in case of power failure, or if i have an update just replace the iso image
[20:37:37] <Gabe_At_Work> similar to how Tiny Core linux works
[20:38:00] <Gabe_At_Work> i only need Xorg installed, i don't even need a window manager
[20:38:12] <L84Supper> Gabe_At_Work, what file system are you using now that is losing data?
[20:39:01] <Gabe_At_Work> i haven't seen it with linux yet, but when i was using mach3 several times when a breaker blew or someone flipped it off. It would restart missing core windows files
[20:39:17] <Gabe_At_Work> even using solid state drives
[20:40:04] -!- tjb1 [tjb1!~tjb1@114.sub-174-255-48.myvzw.com] has joined #linuxcnc
[20:40:24] <L84Supper> Gabe_At_Work, a journaling file system help prevent data loss, that what the standard install of LinuxCNC already uses
[20:41:37] <L84Supper> you should be fine with the standard install
[20:42:09] <Gabe_At_Work> its to much bloat
[20:42:24] <mozmck> What's too much bloat?
[20:42:27] <Gabe_At_Work> i want it too look like an embedded program
[20:42:41] <L84Supper> we have been building with Gentoo for embedded LinuxCNC only because we don't care much for ubuntu
[20:43:03] <L84Supper> you should be fine with any modern hardware
[20:43:23] <Gabe_At_Work> i only use the hal part of linuxcnc for the machines i build
[20:43:48] <L84Supper> memory and drives are cheap
[20:44:04] <Gabe_At_Work> also i want an efficient way to roll updates
[20:44:28] <r00t4rd3d> lol
[20:44:29] <Gabe_At_Work> i don't want to have to drive to 6 different companies to reconfigure a hal component or something along those lines
[20:46:09] <L84Supper> spend a few months at you'll be able to roll it the way you want
[20:46:28] <mozmck> ext3 or ext4 are journaling file systems, and are the normal ones used for linux.
[20:46:52] <Gabe_At_Work> i spent the last 5 days trying to patch a kernel and use it with Tiny Core linux
[20:47:06] <Gabe_At_Work> i thought i had it, but it panics something about an init file
[20:47:36] <L84Supper> my RTAI dev here just threw his hands up in the air and said 'no more I'm going" LOL
[20:48:31] <L84Supper> Gabe_At_Work, it's lot of work and RTAI takes some time to learn
[20:48:51] <Gabe_At_Work> i would like to do linux from scratch, but i can't stand reading pdf documents, and im not about to print that off
[20:49:08] <mozmck> L84Supper: was he actually working on RTAI code?
[20:50:15] <Gabe_At_Work> I went to IMTS last weekend pretty awesome, i go every 2 years and it amazes me every time
[20:51:02] <Gabe_At_Work> i feel like mario, in the big worlds because we do real small precision machining, and gearing, and everything there is the size of a living room
[20:51:15] -!- syyl has quit [Quit: Leaving]
[20:52:04] <Gabe_At_Work> does anyone have a 3d printer?
[20:52:18] -!- skunkworks__ [skunkworks__!~chatzilla@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[20:52:23] <r00t4rd3d> #reprap
[20:55:31] -!- motioncontrol has quit [Quit: Sto andando via]
[20:57:42] <DJ9DJ> gn8
[20:58:07] -!- DJ9DJ has quit [Quit: bye]
[21:01:04] <Gabe_At_Work> now i have to make one
[21:02:52] <Gabe_At_Work> i'll just make my kids a christmas present
[21:02:59] <Gabe_At_Work> i don't have any kids
[21:03:03] <Gabe_At_Work> but when i do
[21:04:25] -!- Brandonian has quit [Quit: Brandonian]
[21:12:09] -!- ve7it has quit [Remote host closed the connection]
[21:13:54] -!- skunkworks__ has quit [Ping timeout: 264 seconds]
[21:16:17] -!- skunkworks__ [skunkworks__!~chatzilla@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[21:23:30] -!- factor [factor!~factor@r74-195-187-142.msk1cmtc01.mskgok.ok.dh.suddenlink.net] has joined #linuxcnc
[21:28:44] -!- wboykinm has quit [Remote host closed the connection]
[21:29:59] -!- bedah has quit [Quit: Ex-Chat]
[21:31:12] <andypugh> Gabe_At_Work: Make kids
[21:33:46] -!- sumpfralle has quit [Quit: Leaving.]
[21:34:21] -!- sumpfralle [sumpfralle!~lars@31.16.20.95] has joined #linuxcnc
[21:36:05] <s1dev> Gabe_At_Work I'm working on building a 3D printer right now, if you want to PM me or ask about it in #reprap
[21:38:05] <r00t4rd3d> andypugh, cant make em alone
[21:38:22] <andypugh> I was meaning 3D printing them.
[21:38:38] <andypugh> Cheaper and easier, I reckon.
[21:38:40] <s1dev> you COULD print a wife
[21:39:47] <andypugh> <backs away from this conversation>
[21:39:56] -!- tjb1 has quit [Quit: tjb1]
[21:40:29] -!- tjb1 [tjb1!~tjb1@114.sub-174-255-48.myvzw.com] has joined #linuxcnc
[21:40:48] -!- FinboySlick has quit [Quit: Leaving.]
[21:40:59] <tjb1> Ive changed my HAL file so A axis is getting the stepgen and dirgen from the x axis port, how do I reverse the direction so the a axis moves the same
[21:41:38] -!- joe9 has quit [Quit: leaving]
[21:41:47] <andypugh> Swap two motor wires. (A+ for A-, for example)
[21:42:40] <andypugh> Normally you would negate the stepgen scale, or invert the dir pin, but I suspect that won't work for you. (Just guessing though)
[21:42:41] <tjb1> i cant swap the motor wires
[21:42:49] <tjb1> Its prewired
[21:43:20] <andypugh> G540?
[21:44:23] <andypugh> Can you describe the system? My psychic skills are sub-par.
[21:44:37] <tjb1> g540 yes
[21:44:49] <tjb1> Actually scratch that, I dont even know how to get x and a to move together
[21:45:02] <andypugh> And the motors came pre-wired with D-subs?
[21:45:15] <tjb1> I did it before by changing either net astep to xstep or changing the pin to the one for the x
[21:45:18] <tjb1> Yes...
[21:45:31] <andypugh> How many stepgens do you have?
[21:47:40] <tjb1> 0,1,2,3
[21:47:58] <andypugh> The simplest way to do it it just to set Pin2 and Pin 8 to X_step and Pin 3 and pin 9 both to X-dir in Stepconf. Then you can (optionally) invert pin 9 to reverse that motor.
[21:49:23] <tjb1> So in the hal file
[21:49:40] <andypugh> You can do it in stepconf, if you want.
[21:49:54] <tjb1> let me go check that out
[21:50:01] <andypugh> But you could also do it int he HAL file.
[21:50:20] -!- ve7it [ve7it!~LawrenceG@S0106001c10b7770f.pk.shawcable.net] has joined #linuxcnc
[21:51:06] -!- skunkworks has quit [Read error: Connection reset by peer]
[21:51:50] -!- draig [draig!~appleman4@72.172.206.143] has joined #linuxcnc
[21:51:56] <tjb1> Ok got that figured out
[21:52:04] <tjb1> How do I make the X home/limit also work for the A?
[21:54:42] -!- skunkworks__ has quit [Ping timeout: 264 seconds]
[21:54:45] <tjb1> Well in stepconf I set up pin11 input as the home both for a then went into hal and changed the input pin to 10
[21:54:49] <tjb1> Guess that will work...
[21:55:41] <tjb1> Well it didnt like that, it wouldnt start with that change
[22:00:54] -!- broofa has quit [Quit: Computer has gone to sleep.]
[22:00:58] <tjb1> andypugh: Any suggestions on that?
[22:01:41] -!- zzolo has quit [Quit: zzolo]
[22:02:26] <andypugh> You need to do it right...
[22:02:35] <andypugh> Wht's the error?
[22:03:35] <andypugh> You need to use the signal name, not the parport pin name.
[22:04:30] <tjb1> Ok I have "net both-home-x <= parpot.0.pin10-in-not"
[22:04:42] <tjb1> and "net both-home-a <= parport.0.pin-11-in-not"
[22:05:11] <tjb1> I tried to change a to pin-10 and it doesnt work
[22:05:41] <L84Supper> mozmck, he was but he was responding to what was being asked in the channel at the time about building RTAI as a n00b
[22:05:49] <andypugh> What does your new HAL line say
[22:06:48] <tjb1> It said "net both-home-a <= partport.0.pin-10-in-not"
[22:06:56] <tjb1> *parport
[22:07:18] <andypugh> You can't do that, because parport-10 is already netted to both-home-x
[22:07:21] <L84Supper> Gabe_At_Work, a FDM (FFF) 3D printer or SLA?
[22:07:53] <L84Supper> s1dev, are you building a reprap FFF type?
[22:07:54] <andypugh> The right way to do it is to delete all references to both-home-a and replace them with both-home-x
[22:07:55] -!- toastyde1th [toastyde1th!~toast@c-69-244-86-195.hsd1.md.comcast.net] has joined #linuxcnc
[22:07:57] -!- gmagno has quit [Ping timeout: 245 seconds]
[22:08:16] <s1dev> L84Supper: FFF type?
[22:08:27] <tjb1> So in the stepgen section for axis 3, change "net both-home-a" to "net both-home-x"
[22:08:40] <L84Supper> FFF = FDM or reprap
[22:08:49] <andypugh> (Note that the name "both-home-x is not special, you could call that net anything you wanted)
[22:09:33] <L84Supper> FDM is a trademark and stands for Fused Deposition Modeling, the open term is FFF for Fused Filament Fabrication
[22:09:38] <andypugh> But yes. In fact you don't have an A axis, so you probably want to remove any reference to one. You have one X axis with 2 "joints"
[22:09:47] <s1dev> yes, I'm building a Reprap
[22:10:29] -!- toastydeath has quit [Ping timeout: 248 seconds]
[22:10:31] <L84Supper> s1dev, are you using ramps + pronterface and slicer or similar or LinuxCNC?
[22:11:36] <s1dev> the former
[22:12:03] <tjb1> Ok I get that now andy
[22:12:14] <L84Supper> Open Source Photopolymer DLP 3D Printer
http://code.google.com/p/lemoncurry/wiki/main
[22:12:18] <tjb1> I didnt even need to change the homing because it was doing it for x anyway
[22:12:36] <s1dev> shiny
[22:13:00] <tjb1> One more thing, when trying to home the motors dont spin they keep clicking…where are the speed settings for homing?
[22:14:05] <andypugh> In the INI. HOME_SEARCH_VELOCITY etc
[22:14:23] <tjb1> ok ini, thanks
[22:14:24] <tjb1> brb
[22:21:17] -!- asdfas has quit [Ping timeout: 245 seconds]
[22:34:07] -!- the_wench has quit [Ping timeout: 246 seconds]
[22:35:22] -!- archivist has quit [Ping timeout: 244 seconds]
[22:35:29] <JT-Shop> I worked my ass off making this today.
http://imagebin.org/229197
[22:36:44] <JT-Shop> it weighs just shy of 500lbs
[22:38:16] <L84Supper> sturdy flagpole? :)
[22:39:16] <L84Supper> JT-Shop, what are the gussets going to hold?
[22:40:11] <JT-Shop> gluelam beams
[22:45:53] <Loetmichel> looks like the corner pole for a shed
[22:46:05] <tjb1> andypugh: After homing, it turns machine power off. Is that right?
[22:46:32] -!- PCW has quit [Remote host closed the connection]
[22:47:00] <andypugh> No
[22:47:07] <Loetmichel> hrmpf... ist 0:46 over here... and i am still working for my company... nowhere finished... that will be a short night, have to bei in the company again at 0800
[22:47:16] <Loetmichel> :-(
[22:47:28] <andypugh> Loetmichel: No point going home.
[22:48:09] <Loetmichel> andypugh: i AM home... the company has no CNC mill
[22:48:12] <tjb1> It hits switch, reverses direction until off switch, hits switch and machine powers off after it completes
[22:48:29] <Loetmichel> making a prototype PSU casing for a new laptop
[22:48:31] <L84Supper> I'm wide awake, wish i could help
[22:49:12] <andypugh> tjb1: Pastebin your HAL file?
[22:49:27] <tjb1> Do you want INI too?
[22:49:35] <andypugh> No
[22:49:48] <Loetmichel> and just have finished the blueprint. now making gcode, and then the 1,5mm aluminium goes on the mill... and the mill is to small, so i have to make it by milling half of it, turning around, adjust, and then mill the other half...
[22:50:01] <tjb1> When it hits the home the second time, it says "Joint 0 on limit switch error"
[22:50:04] <Loetmichel> times 4 because of for casing parts
[22:50:07] <tjb1> But it is set to ignore limits on home
[22:50:49] <andypugh> Ah that's it then. No need for the HAL
[22:52:28] <andypugh> You might be able to get round it with a simpler homing sequence. Try changing the sign of the latch velocity.
[22:53:10] <andypugh> Actually, the solution is probably not to have any limits wired for X2.
[22:53:48] <tjb1> Well here is the HAL
[22:53:48] <tjb1> http://pastebin.com/raw.php?i=tuDhA18A
[22:53:49] <andypugh> I am assuming that you only have one set of switches, so they don't need to be limits for both joints.
[22:53:58] <tjb1> I only have one switch
[22:54:09] <tjb1> Its only set both-home for X
[22:55:27] <andypugh> Hmm, puzzling.
[22:55:47] <andypugh> First try latch velocity with the opposite sign to search velocity. That might do it.
[22:56:49] <andypugh> I am confusing myself here.
[22:57:10] <tjb1> Heh
[22:57:27] <andypugh> It is doing no homing or anything on X2/A is it? So it's nothing to do with that.
[22:57:34] <tjb1> nope
[22:57:52] <tjb1> X2 is getting X step and dir
[22:58:00] <tjb1> Its not separate
[22:58:08] <andypugh> It can only be that HOME_IGNORE_LIMITS isn't working. It may be in the wrong section of the INI, or it may be misspelled.
[22:58:58] <JT-Shop> Loetmichel: corner post for a deck and roof
[22:59:36] <Loetmichel> JT-Shop_ so i wasnt THAT far away
[22:59:37] <Loetmichel> ;-)
[22:59:51] <JT-Shop> real close
[23:00:03] <tjb1> ini coming up andypugh
[23:00:37] <tjb1> http://pastebin.com/raw.php?i=KZCXR71m
[23:01:40] <JT-Shop> you have 4 axes defined in traj but only have three axis_n sections why is that?
[23:01:47] <Loetmichel> <- making silly errors now. i think i should go to bed and call in tomorrow that i will finish this casing and THEN go to the company... after all, its work done for the company...
[23:02:49] <tjb1> I had it set as 4 axis machine JT-Shop but since deleted axis 3 because not needed since A was slaved
[23:03:00] <JT-Shop> you also need enough home offset to move off of the switch
[23:03:08] <jp_> afternoon all!
[23:03:20] <JT-Shop> change axes to 3 and coordinates to xyz
[23:03:30] <andypugh> Yeah, the problem is that it doesn't move off the switch when homed.
[23:03:30] <JT-Shop> good afternoon
[23:03:44] <JT-Shop> no home offset no move
[23:03:50] <andypugh> HOME_LATCH_VEL = -0.1 might be better.
[23:04:11] <tjb1> Isnt the home latch vel the velocity it uses when searching again?
[23:04:14] <jp_> JT-Shop, Hows the BP ?
[23:04:25] <andypugh> (then home is when the switch releases, though you still want a tiny move off the switch)
[23:04:37] <tjb1> andypugh: Maybe I wasnt clear, it moves off but when it hits again it also trips the limit and powers machine off
[23:05:17] <JT-Shop> jp_: almost done, just a few minor things to wrap up
[23:05:30] <jp_> cool!
[23:05:38] <andypugh> tjb1: Yes, it will. Because it trips it, says "that's home", moves to "home" (ie exactlty the same spot), clears the "homing" flag, then finds that the limit switch is set.
[23:06:16] <JT-Shop> for inch I use 0.1 search and 0.01 latch
[23:06:20] <andypugh> A negative latch vel will set home as the point where the switch releases.
[23:06:40] <andypugh> Ah, I search at full speed.
[23:06:50] <JT-Shop> your a daring guy too
[23:06:53] <tjb1> .1 is really slow
[23:07:09] <andypugh> Do you jog to close to home before starting the sequence then?
[23:07:22] <tjb1> Do I need to do anything with offset?
[23:07:26] <JT-Shop> that's why I rapid to home before I turn off my plasma with my button
[23:07:44] <JT-Shop> <andypugh> Yeah, the problem is that it doesn't move off the switch when homed.
[23:07:44] <JT-Shop> <JT-Shop> no home offset no move
[23:08:08] <JT-Shop> <JT-Shop> you also need enough home offset to move off of the switch
[23:08:18] <andypugh> 0.1 (or -0.1) home offset would help.
[23:08:52] <JT-Shop> home offset should normally be the same sign as the search and latch
[23:09:00] <andypugh> Or, zero offset, and a home-position of 0.1 (or, potentially, mid travel)
[23:09:11] <tjb1> But with andy's - latch vel it is now homing when off switch
[23:09:24] <tjb1> So if I input a home offset would it do the double check correctly?
[23:09:37] <andypugh> But only just. The slightest nudge might set the switch again.
[23:09:40] <JT-Shop> double check?
[23:10:06] <andypugh> Just put random numbers in till you get what you want. That's how I got mine working.
[23:10:12] <andypugh> :-)
[23:10:18] <JT-Shop> roflmao
[23:10:37] <tjb1> Isnt the home search a rapid search, it finds switch, backs off and researches slower to get a "more accurate" home?
[23:10:45] <JT-Shop> yes
[23:10:52] <jp_> home random number generator
[23:11:03] <JT-Shop> 2.5 latch is much too fast
[23:11:06] <tjb1> Ok when mine finds the more accurate home, it is tripping the limit switch and powering the machine off
[23:11:08] <andypugh> But you can rapid to the switch, then back off slowly, and use the release posiiton.
[23:11:35] <JT-Shop> <JT-Shop> <JT-Shop> you also need enough home offset to move off of the switch
[23:11:35] <tjb1> THe only way it didnt shut off was using the - search vel like andy said
[23:11:46] <tjb1> I just set .5 offset and it still did it ;)
[23:11:46] <andypugh> tjb1: No, it is finding home, then finishing the home sequence, and finding that the limit switch is set.
[23:12:18] <JT-Shop> if you mix signs with search and latch your doing a different homing method
[23:12:19] <andypugh> You want negative offset, or positive home position.
[23:12:26] <JT-Shop> you should read the manual on homing
[23:12:51] <andypugh> After finding home, the machine rapids to the home location. Your problem is that your home location is inside the switch travel.
[23:13:27] <jp_> how close is you home sw to your limit?
[23:13:38] <tjb1> Its the same switch
[23:13:47] <JT-Shop> tjb1:
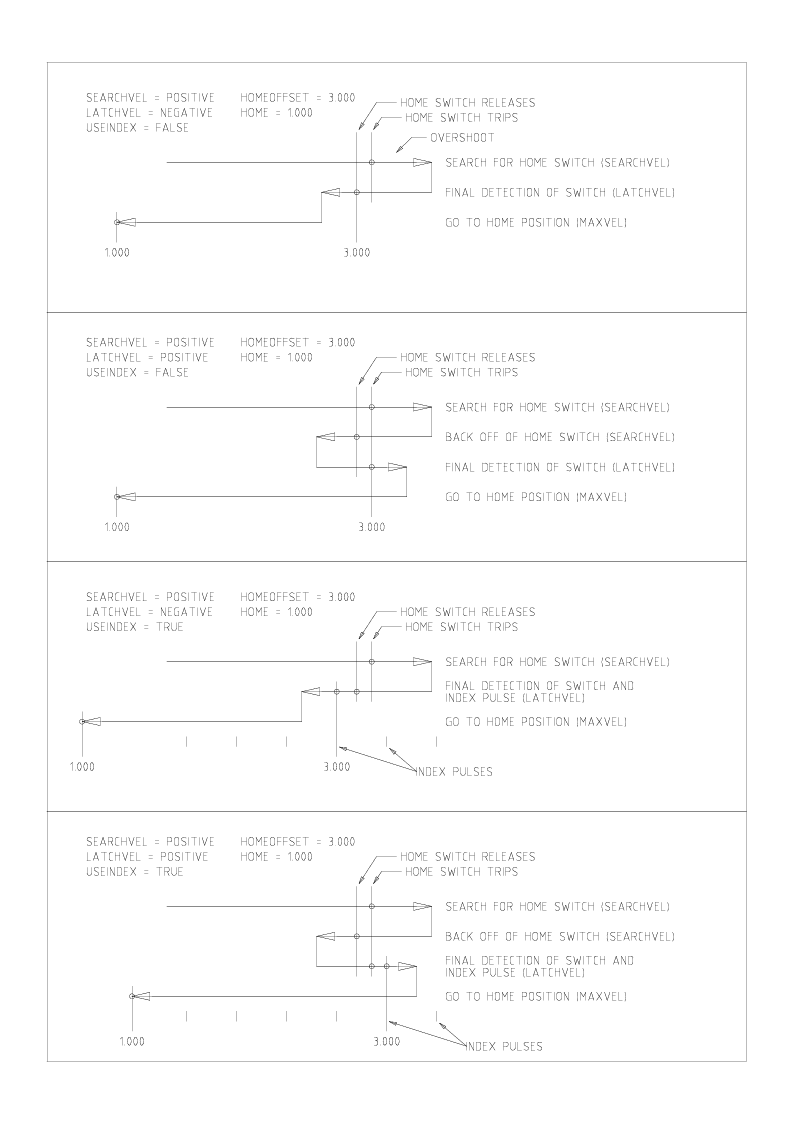
http://linuxcnc.org/docs/html/config/ini_homing.html
[23:13:58] <JT-Shop> look at the pictures in that link
[23:15:56] <JT-Shop> http://linuxcnc.org/docs/html/config/ini_homing.html#_home_offset
[23:16:22] -!- mhaberler has quit [Quit: mhaberler]
[23:17:34] <tjb1> ok second picture down
[23:18:19] <tjb1> Im confused with that picture
[23:18:30] <tjb1> Are home and home offset distance values?
[23:19:33] <andypugh> yes
[23:19:40] <andypugh> From the INI
[23:20:21] <tjb1> So what is the 3 in the second picture?
[23:20:31] <tjb1> It moves 3 inches off trip location to search again?
[23:20:37] <tjb1> http://www.linuxcnc.org/docs/2.4/html/emc2-motion-homing-diag.png
[23:20:37] <JT-Shop> tjb1: after you home and manually move the axis off of the switch note the distance and add a small amount to that and put that in home offset with the same sign as search and latch
[23:21:27] -!- mhaberler [mhaberler!~mhaberler@extern-183.stiwoll.mah.priv.at] has joined #linuxcnc
[23:21:35] <tjb1> JT-Shop: My problem is on "Final Detection" when it hits the switch, it thinks it is hitting the limit but shouldnt it still be in the homing sequence?
[23:21:57] <JT-Shop> no, you have to move off of the home switch with your homing settings
[23:22:39] <tjb1> So I have positive search and latch, homeoffset of 3 and home of 1
[23:22:59] <JT-Shop> try offset of .25 and home 0
[23:23:03] <tjb1> It moves off the switch but says "Joint 0 on limit switch error"
[23:23:08] <JT-Shop> the numbers are just examples
[23:23:25] <JT-Shop> yes I know it does
[23:23:43] <tjb1> Is it supposed to do that in that homing sequence?
[23:23:58] <JT-Shop> your latching at 150 IPM!
[23:24:03] <JT-Shop> do what
[23:24:21] <tjb1> I have my latch at 2.5
[23:24:30] <tjb1> tjb1: It moves off the switch but says "Joint 0 on limit switch error"
[23:24:34] <JT-Shop> yea, how fast it that?
[23:25:13] * JT-Shop wanders off
[23:25:21] <tjb1> im lost...
[23:25:45] * r00t4rd3d LAUGHS
[23:25:58] <r00t4rd3d> :D
[23:26:43] <tjb1> yep funny
[23:28:55] <tjb1> Care to help r00t4rd3d ?
[23:29:42] <jp_> tjb1: Slow down your latch Vel
[23:29:57] <jp_> 2.5 = 150 IPM
[23:32:41] <tjb1> How does equal to 150
[23:33:26] <tjb1> 2.5*max vel?
[23:33:32] <jp_> vel is in machine units per sec
[23:33:53] <jp_> 2.5 * 60 = 150
[23:35:24] <tjb1> Ok is MAX Velocity 50 ipm or 3000 ipm?
[23:35:46] <jp_> max vel is whatever you set it to in the INI
[23:36:46] <jp_> Home Vel has nothing to do with max vel
[23:37:38] <tjb1> I have it set to 50
[23:37:45] <tjb1> but is that 50 * 60 or 50?
[23:37:57] <jp_> 50*60
[23:37:58] <andypugh> 50 units per second
[23:38:09] <tjb1> So that would be 3000 ipm
[23:38:10] <jp_> to get machine units per/,min
[23:38:36] <jp_> yes
[23:38:51] <tjb1> Ok thanks…I will have to adjust those
[23:39:14] <jp_> read up on the integrator manual
[23:39:48] <jp_> all the information is there (not to be an ass)
[23:39:51] <JT-Shop> if I had a normal pastbin of the ini I'd fix it in 2 seconds
[23:40:12] <andypugh> It's there, isn;t it?
[23:40:26] <JT-Shop> no it is a raw pastbin
[23:40:37] <JT-Shop> tjb1: your plasma goes 3000 IPM?
[23:40:42] <andypugh> Ah, yeah.
[23:41:43] <JT-Shop> and accelerates at 21,000 ipm pm
[23:42:13] <tjb1> the x and a motors arent hooked to anything yet
[23:42:30] <tjb1> If I set search vel at .33, the motors barely move
[23:42:45] <tjb1> which should be 20ipm but its not
[23:43:02] <JT-Shop> then your scale is wrong
[23:43:06] <jp_> Is your axis scaling correct?
[23:43:50] <tjb1> Is all this in the integrator manual?
[23:44:01] <JT-Shop> that and more
[23:44:13] <tjb1> Well I am going to try to download that
[23:44:15] <tjb1> and read it..
[23:44:21] <JT-Shop> the integrators manual should have everything you need to set up a machine
[23:44:47] <jp_> if you want to cheat load up a dummy pncconf
[23:45:11] -!- mhaberler has quit [Quit: mhaberler]
[23:45:12] <jp_> that will give you an idea of how things get set and why
[23:45:19] <JT-Shop> or use stepconf wizard
[23:45:37] <tjb1> I used stepconf
[23:46:09] <JT-Shop> tjb1: you need reasonable values for your velocities and accelerations or it will never work
[23:47:08] <JT-Shop> make a new config and use reasonable values
[23:47:43] <jp_> the tuning in pncconf is good for that not sure if stepconfig has it as i have never used it
[23:48:08] -!- rob_h has quit [Ping timeout: 268 seconds]
[23:48:55] <tjb1> I put 5 for vel which is 300 ipm and 7 for accel
[23:49:11] <JT-Shop> 7 is two low for accel
[23:49:14] <jp_> depends on scaling
[23:49:55] <jp_> if scale is to high nothing will work
[23:50:01] <tjb1> 636
[23:50:03] <JT-Shop> 7 is too low for accel if 5 is your max velocity
[23:50:09] <jp_> check scaling first then set vel and accel
[23:50:11] <tjb1> SCALE = 636.619772366
[23:50:28] <JT-Shop> does it move 1" when you command it to?
[23:50:43] <jp_> on what screw with what reduction and what kind of microstepping
[23:51:06] <tjb1> 10 microsteps
[23:51:10] <tjb1> 2.73:1 belt reduction
[23:51:14] <tjb1> 22 tooth pinion
[23:51:28] <JT-Shop> tjb1: <JT-Shop> does it move 1" when you command it to?
[23:51:30] <tjb1> Yes JT-Shop
[23:51:37] <JT-Shop> then your scale is fine
[23:51:53] <JT-Shop> now set reasonable values for velocity and acceleration
[23:52:06] <JT-Shop> on my plasma vel 7 and accel 125
[23:52:44] <JT-Shop> latch is 0.025 and home offset is .25
[23:54:40] <tjb1> with latch at .025 the motor just clicks
[23:54:42] <tjb1> doesnt move
[23:55:03] -!- Valen [Valen!~Valen@c122-108-45-139.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[23:55:05] <JT-Shop> then you have some other issues
[23:55:31] <JT-Shop> that is 1.5IPM
[23:56:19] <JT-Shop> did you change your vel and accel to be similar to mine?
[23:56:31] <JT-Shop> or do you still have 7 for accel
[23:56:58] <tjb1> I set 7 for vel and 125 for accel
[23:57:06] <tjb1> It may move but it doesnt sound right
[23:57:31] <JT-Shop> does it now home properly?
[23:57:54] -!- bradsimantel has quit [Quit: bradsimantel]
[23:58:31] <tjb1> On its final search it trips limit switch
[23:58:56] <JT-Shop> increase the home offset to 2
[23:59:33] <JT-Shop> your using some kind of cheap prox right?
[23:59:38] <andypugh> Possibly noise in the limit switch wires.
{kind=link}
{kind=link}