Back
[00:00:19] <r00t4rd3d> they would go right in the garbage
[00:00:35] <Dew_> heh like AOL CDs?
[00:00:57] <r00t4rd3d> yeah
[00:02:14] <r00t4rd3d> andypugh, what format does that inventor save in?
[00:02:17] <JT-Shop> Dew_: you can use Qcad it's freeware and similar to acad
[00:02:20] <r00t4rd3d> stl dxf?
[00:02:59] <andypugh> Mainly their internal format, IPT, IDW, IAM.
[00:03:06] <JT-Shop> my favorite cam software is gedit
[00:03:08] <Dew_> I'm planning to hang around on irc to learn few things. Hope I can help out later. I haven't used IRC for about 11 years since I used to play UT99 alot.
[00:03:10] <andypugh> But it can export just about anything
[00:03:13] <r00t4rd3d> Ive have the most luck with LibreCAD
[00:03:32] -!- Farthen [Farthen!~Farthen@2a01:4f8:101:2a4:0:bc28:b2e1:9] has joined #linuxcnc
[00:03:42] <r00t4rd3d> have/had
[00:03:54] <Dew_> Can QCad and LibreCAD do 3D drawings?
[00:04:05] <r00t4rd3d> couldnt tell ya
[00:04:31] <JT-Shop> the freeware Qcad is 2-d
[00:04:49] <r00t4rd3d> 2.5d
[00:05:09] <JT-Shop> what kind of 3-d do you need?
[00:05:19] <r00t4rd3d> blender does 3d
[00:06:29] <andypugh> freeCAD does 3D, as does HeeksCAD
[00:06:30] <Dew_> Well I want to design a cnc router first in 3d model then eventually make some 3d parts.
[00:07:00] <andypugh> Alibre CAD is windows, and paid for, but does proper fully-working 3D
[00:07:22] <andypugh> Alibre for $99 is a decent buy if you can run Windows
[00:08:02] -!- fullofSheds has quit [Quit: Leaving]
[00:08:57] <Dew_> root- 2.5d?
[00:09:20] <Dew_> Maybe I ought to google that first :)
[00:09:42] <Dew_> The power of search engine
[00:10:22] <r00t4rd3d> most stuff you do on a cnc router is 2.5D, its not full 3d.
[00:10:28] <JT-Shop> here is a router that I working on in SolidWorks
http://imagebin.org/221204
[00:10:54] <JT-Shop> but I've changed it a lot since that photo
[00:11:17] <andypugh> You reminded me of a cartoon I saw, let me see if I can find it again:
http://www.free-power-point-templates.com/articles/wp-content/uploads/2011/12/i-have-powerpoint.jpg
[00:11:53] <Dew_> lol good one
[00:13:11] <Dew_> JT: that look good to start
[00:13:41] <Dew_> I'm going with v-groove bearings for x y z axis.
[00:15:05] <r00t4rd3d> start over
[00:15:44] -!- cmorley [cmorley!~chris@S010600c09fc019c2.no.shawcable.net] has joined #linuxcnc
[00:15:53] -!- cmorley [cmorley!~chris@S010600c09fc019c2.no.shawcable.net] has parted #linuxcnc
[00:16:52] <JT-Shop> v-groove bearings are expensive and some part is always scraping the ways
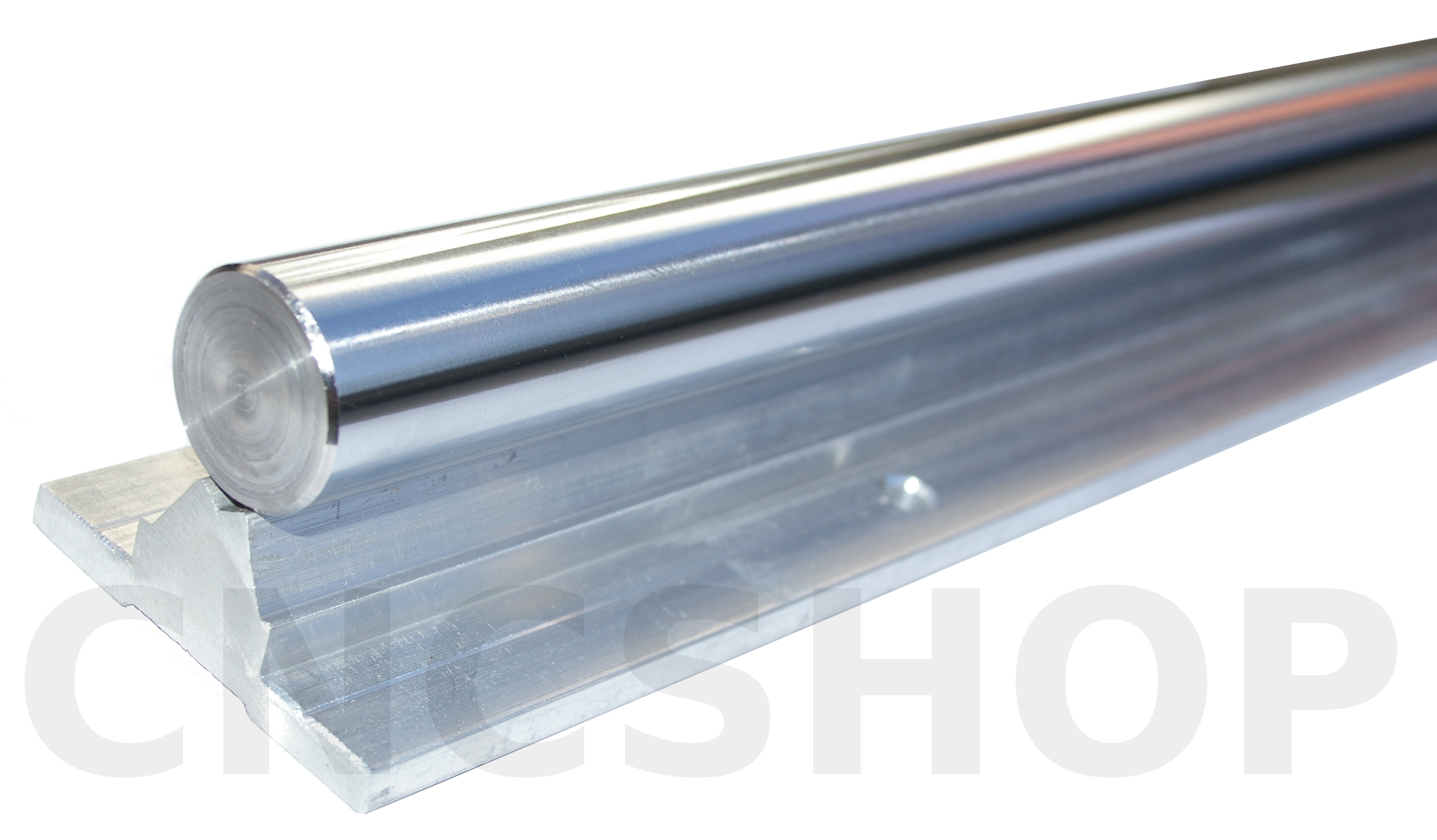
[00:17:50] <r00t4rd3d> Dew_, supported rails
[00:17:59] <JT-Shop> http://imagebin.org/221205
[00:18:45] <JT-Shop> http://imagebin.org/221206
[00:19:14] <r00t4rd3d> http://www.cncshop.com.au/images/SBR25S%20WM.JPG
[00:19:14] <Dew_> I already bought a set of them. :)
[00:19:20] <r00t4rd3d> aww
[00:20:53] <Dew_> How would v-groove scraping the ways? Does the bearing stop rolling and skid across the surface?
[00:21:00] <r00t4rd3d> yeah
[00:21:33] <Dew_> Now I can see that happening
[00:21:47] <JT-Shop> you have two flat surfaces that are not moving parallel to each other
[00:21:48] <r00t4rd3d> make sure you have a good dust collection system
[00:22:23] <JT-Shop> there will be some point that is moving equal to the movement and the rest will be skidding like dual tires on a truck
[00:22:30] <JT-Shop> during a turn
[00:23:56] <Dew_> I know skidding will not be good since it'll put a flat on some round surfaces.
[00:24:27] <r00t4rd3d> other people have used them with good results
[00:24:39] <Dew_> I guess I'll just have to keep an eye on them.
[00:24:53] -!- rob_h has quit [Ping timeout: 248 seconds]
[00:24:53] <JT-Shop> they will work, so don't worry
[00:24:55] <r00t4rd3d> most people use some form of supported rails though, either homemade or bought.
[00:25:28] -!- Thetawaves [Thetawaves!~Thetawave@7-139-42-72.gci.net] has joined #linuxcnc
[00:25:43] <JT-Shop> the photos of the router are a chap in Germany I think and he has good sucess with his design
[00:26:00] <JT-Shop> that's why I'm copying it :-)
[00:26:41] <r00t4rd3d> i would search for others who have used them and check out there designs
[00:26:49] <JT-Shop> I'm changing the rail supports to aluminum though
[00:27:31] r00t4rd3d is now known as metal
[00:27:33] <metal> whore!
[00:27:34] * JT-Shop thinks he has the chef dey jour hat today
[00:27:40] metal is now known as r00t4rd3d
[00:27:53] <JT-Shop> your making me dizzy now
[00:27:58] <Dew_> I saw the bearings setup in that image. Is there a place to adjust bearings to stay on contact?
[00:28:27] <JT-Shop> no, but I've been pondering if that is needed or not
[00:28:59] <r00t4rd3d> bigger holes and lock washers :)
[00:30:20] <Jymmm> JT-Shop: s/day/year/
[00:30:29] <Dew_> I would at least to make it adjustable. parts always wear down.
[00:30:30] <JT-Shop> my Rev 4 gantry design
http://imagebin.org/221208
[00:30:49] <r00t4rd3d> that seems like it would be top heavy
[00:31:09] <Jymmm> JT-Shop: purpose of covers?
[00:31:12] <JT-Shop> well it seems so without the rest of the machine
[00:31:15] <JT-Shop> what covers
[00:31:22] <Jymmm> top and botom of the box
[00:31:30] <JT-Shop> support
[00:31:34] <r00t4rd3d> beer rest
[00:31:40] <Jymmm> sawdust collectors
[00:31:52] <r00t4rd3d> lego collection
[00:31:56] <JT-Shop> well that too
[00:32:02] <Jymmm> lots and lots of sawdust
[00:32:10] <r00t4rd3d> i hate that shit
[00:32:20] <r00t4rd3d> but i hate listening to a shop vac even more
[00:32:47] <Dew_> put on a muffler :)
[00:32:52] <JT-Shop> they should put the DB's on the outside of the box in bolt letters for shop vacs
[00:33:15] <JT-Shop> I have one that is quiet and one that sounds like a turbo with a bad bearing...
[00:33:19] <Jymmm> remote dust collector in sound proof box
[00:33:27] * JT-Shop wanders inside
[00:33:38] <r00t4rd3d> i got a mini shop vac thats some what quiet but i cant find the hose.
[00:34:12] <r00t4rd3d> my normal one sounds like a cheeta getting anal raped by long dong silver.
[00:34:36] <Dew_> heh
[00:35:27] <Dew_> bbl
[00:36:01] -!- skunkworks__ [skunkworks__!~chatzilla@str-bb-cable-south-3-102.dsl.airstreamcomm.net] has joined #linuxcnc
[01:14:44] -!- gmagno [gmagno!~gmagno@a213-22-30-249.cpe.netcabo.pt] has joined #linuxcnc
[01:15:18] -!- andypugh has quit [Quit: andypugh]
[01:16:44] -!- sumpfralle has quit [Ping timeout: 248 seconds]
[01:28:38] -!- servos4ever has quit [Quit: ChatZilla 0.9.85 [SeaMonkey 2.0.11/20101206162726]]
[01:32:42] -!- zod has quit [Ping timeout: 244 seconds]
[01:38:07] -!- pgf has quit [Ping timeout: 240 seconds]
[01:38:55] -!- pgf [pgf!~pgf@pool-98-110-161-56.bstnma.fios.verizon.net] has joined #linuxcnc
[01:39:37] -!- fatpandas has quit [Ping timeout: 240 seconds]
[01:40:41] <gmagno> hello, someone knows what module is nf in image-to-gcode python script?
[01:40:50] -!- fatpandas [fatpandas!~fatpandas@c-76-105-103-177.hsd1.ga.comcast.net] has joined #linuxcnc
[01:41:03] -!- uwe_ has quit [*.net *.split]
[01:45:54] -!- uwe_ [uwe_!~uwe_@dslb-088-064-209-125.pools.arcor-ip.net] has joined #linuxcnc
[01:48:09] -!- Brandonian has quit [Client Quit]
[01:57:54] -!- gene77 [gene77!~gene@204.111.65.217] has joined #linuxcnc
[02:00:33] <gene77> Silly Q (maybe). I need to do a continue at the last size in a loooong loop, by creating a variable in the loop to save progress. But it doesn't exist when I hit reload, so is an error.
[02:00:43] <gene77> How can I fix that?
[02:01:50] <jdh> there might be a normal way for that, but I don't know what it is. I think you could store it in one of the coordinate offset locations maybe?
[02:02:50] <jdh> look in your config file directory for rs274ngc.var
[02:03:11] -!- i_tarzan_ [i_tarzan_!~i_tarzan@187.151.140.47] has joined #linuxcnc
[02:03:20] -!- i_tarzan has quit [Ping timeout: 252 seconds]
[02:03:24] -!- r00t-Shed [r00t-Shed!~CNC@67.249.21.218] has joined #linuxcnc
[02:03:50] <jdh> hmm. or linuxcnc.var, or whatever is in your .ini file
[02:04:09] -!- bill1123 [bill1123!~chatzilla@d50-92-221-238.bchsia.telus.net] has joined #linuxcnc
[02:04:26] <Jymmm> Gimme a three digit int that seems/sounds larger than it really is?
[02:04:29] <bill1123> hi
[02:04:37] <bill1123> feature request for linuxcnc:
http://www.franksworkshop.com.au/CNC/MachPCBDrill/MachPCBDrill.htm
[02:05:20] <ReadError> *mach* = ban
[02:06:44] <jdh> that doesn't look like something that needs to be part of linuxcnc (IMO)
[02:06:58] <bill1123> its a great featre
[02:07:00] <bill1123> feature
[02:07:13] <Jymmm> Can't see the purpose of it anyway. emc can just mill the whole pcb, no need to etch.
[02:07:25] <jdh> of a cam/cad/pcb type program. It isn't controller specific
[02:07:59] <bill1123> basically it is just to allow for XY angle misalignment and to compensate for it, thats very useful
[02:09:05] <bill1123> like if doing double sided PCB's when you turn it over, that would make it easier to align
[02:10:48] <jdh> I've seen someone elses article that had the same problem, he loaded the artwork in photoshop/gimp/wtf first and pre-skewed it before printing
[02:11:06] <ReadError> can you drill a few holes
[02:11:10] <ReadError> to touch off from?
[02:11:35] <Jymmm> registration mark(s)
[02:11:42] <Jymmm> is what that's called
[02:12:03] <Jymmm> used in 4/6 color process printing
[02:12:41] <bill1123> some cnc machines might be "bent" too on one or more axis, so that could be corrected
[02:13:05] <gene77> Ok, I will try that on the ne4xt run
[02:13:19] <Jymmm> https://www.google.com/search?q=registration+mark
[02:15:29] <toastydeath> doesn't emc have error maps already
[02:15:36] <toastydeath> I could have sworn it does
[02:17:00] <toastydeath> bill1123, also, xyz are interrelated so that you can't have one static error map
[02:17:14] -!- i_tarzan_ has quit [Read error: Connection reset by peer]
[02:17:28] <toastydeath> a lot of controls have XYZ correction per axis
[02:17:54] <bill1123> so you can use an error map to correct XY misalignment?
[02:18:04] <toastydeath> i.e. a drill 6" long will drill in XY a different place than a 3" drill will
[02:18:13] <toastydeath> because the Z axis causes X/Y error to wander
[02:19:07] -!- tjb1 [tjb1!~tjb1@71.sub-174-252-195.myvzw.com] has joined #linuxcnc
[02:20:03] <toastydeath> still, I thought emc already had error correction
[02:20:39] -!- i_tarzan [i_tarzan!~i_tarzan@187.151.132.109] has joined #linuxcnc
[02:22:53] <bill1123> maybe it does
[02:22:54] <bill1123> not sure
[02:25:39] -!- i_tarzan_ [i_tarzan_!~i_tarzan@187.151.136.173] has joined #linuxcnc
[02:25:49] <cpresser> bill1123: grecode can do that.
[02:25:49] -!- i_tarzan has quit [Ping timeout: 246 seconds]
[02:26:56] <cpresser> use the overlay option. an on top of that, it only needs two points :)
[02:27:35] <toastydeath> if error correction only needs two points to function, your leadscrew pitch is off
[02:29:25] <cpresser> toastydeath: its no error correction! its just a simple tool to align/scale gcode
[02:29:47] <toastydeath> ah
[02:30:05] <toastydeath> i don't use emc/mach/etc, i am used to fanuc and mitsubishi controls - they both have scaling/alignment g-codes
[02:30:14] <toastydeath> as well as patterning/rotation
[02:31:18] <bill1123> cpresser: where is the overlay function?
[02:31:35] <bill1123> ah in gredcode i guess?
[02:31:43] <cpresser> bill1123: read? its in the help!?
[02:32:04] <bill1123> so grecode isnt required?
[02:32:17] <cpresser> help of grecode
[02:32:30] <cpresser> it does the same as the app in the link ("matrix transformation for points in the ideal design world, to the points in the real world")
[02:32:39] <cpresser> simple math
[02:32:53] <bill1123> ok sorry was confused, thought the overlay option was in linuxcnc
[02:32:57] <cpresser> http://code.google.com/p/grecode/
[02:33:01] <cpresser> nope. grecode
[02:33:19] <bill1123> ya im readnig it already :)
[02:34:34] <bill1123> thanks for the link
[02:41:54] -!- Brandonian has quit [Client Quit]
[02:45:03] -!- fullofSheds [fullofSheds!~nosheds@58.32.233.104] has joined #linuxcnc
[02:45:03] -!- fullofSheds has quit [Changing host]
[02:45:03] -!- fullofSheds [fullofSheds!~nosheds@unaffiliated/l84supper] has joined #linuxcnc
[02:46:40] -!- bill1123 has quit [Quit: ChatZilla 0.9.88.2 [Firefox 13.0.1/20120614114901]]
[02:51:21] -!- WillenCMD [WillenCMD!~Gabe@99-195-153-150.dyn.centurytel.net] has joined #linuxcnc
[02:52:57] -!- demacus_ [demacus_!~demacus@erft-5d80c954.pool.mediaWays.net] has joined #linuxcnc
[02:54:53] -!- demacus has quit [Read error: Operation timed out]
[03:11:51] -!- i_tarzan_ has quit [Ping timeout: 265 seconds]
[03:17:15] -!- Dew_ has quit [Quit: Ex-Chat]
[03:17:48] -!- fullofSheds has quit [Ping timeout: 248 seconds]
[03:28:37] -!- WiillenCMdesign [WiillenCMdesign!~Gabe@99-195-153-150.dyn.centurytel.net] has joined #linuxcnc
[03:30:35] <WiillenCMdesign> anyone care to double check my math on something
[03:33:40] <r00t4rd3d> 2+2=4
[03:41:20] -!- tjb1 has quit [Ping timeout: 265 seconds]
[03:43:05] -!- draig_ [draig_!~appleman4@71-81-192-214.dhcp.stls.mo.charter.com] has joined #linuxcnc
[03:43:05] -!- draig has quit [Read error: Connection reset by peer]
[03:43:05] draig_ is now known as draig
[03:47:01] -!- skunkworks__ has quit [Ping timeout: 248 seconds]
[03:50:43] <WiillenCMdesign> lol no checking to see if encoder count to rpms to latency is correct
[03:59:12] -!- WiillenCMdesign has quit [Ping timeout: 252 seconds]
[03:59:13] -!- WillenCMD has quit [Ping timeout: 252 seconds]
[04:03:27] <r00t-Shed> http://i.imgur.com/ouTOZ.png
[04:03:41] <r00t-Shed> what i do while waiting for cuts :)
[04:22:16] <r00t-Shed> building shit from source to apply a 57kb patch really irritates me
[04:22:52] <r00t-Shed> stupid wine
[04:33:21] -!- tjb1 [tjb1!~tjb1@77.sub-174-255-49.myvzw.com] has joined #linuxcnc
[04:35:02] -!- tjb1 has quit [Client Quit]
[04:53:37] -!- tjb1 [tjb1!~tjb1@77.sub-174-255-49.myvzw.com] has joined #linuxcnc
[04:53:46] -!- tjb1 has quit [Client Quit]
[04:59:09] -!- dhoovie [dhoovie!~noyeaaaaa@122.177.229.215] has joined #linuxcnc
[05:00:42] -!- mhaberler [mhaberler!~mhaberler@extern-184.stiwoll.mah.priv.at] has joined #linuxcnc
[05:03:01] -!- Fox_Muldr has quit [Ping timeout: 265 seconds]
[05:04:41] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-5f745347.pool.mediaWays.net] has joined #linuxcnc
[05:07:03] -!- gmagno has quit [Remote host closed the connection]
[05:15:19] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[05:57:54] -!- r00t-Shed has quit [Ping timeout: 246 seconds]
[06:01:56] -!- mhaberler has quit [Quit: mhaberler]
[06:09:45] <r00t4rd3d> roar i fixored it. now i can run microcarve in ubuntu :)
[06:10:27] <r00t4rd3d> it only took me hour and half to compile wine from scratch.
[06:13:04] -!- ve7it has quit [Remote host closed the connection]
[06:22:03] -!- mhaberler [mhaberler!~mhaberler@089144206153.atnat0015.highway.a1.net] has joined #linuxcnc
[06:28:20] -!- mhaberler has quit [Quit: mhaberler]
[06:44:45] -!- draig_ [draig_!~appleman4@71-81-192-214.dhcp.stls.mo.charter.com] has joined #linuxcnc
[06:44:46] -!- draig has quit [Read error: Connection reset by peer]
[06:44:46] draig_ is now known as draig
[06:47:07] -!- draig has quit [Read error: Connection reset by peer]
[06:54:31] -!- psha[work] [psha[work]!~psha@195.135.238.205] has joined #linuxcnc
[07:23:06] cylly is now known as Loetmichel
[07:23:19] <Loetmichel> mornin'
[07:27:48] -!- mhaberler [mhaberler!~mhaberler@macbook.stiwoll.mah.priv.at] has joined #linuxcnc
[07:32:22] -!- mhaberler has quit [Read error: No route to host]
[07:34:55] -!- mhaberler [mhaberler!~mhaberler@macbook.stiwoll.mah.priv.at] has joined #linuxcnc
[07:49:45] -!- rob_h [rob_h!~rob_h@5e046fc1.bb.sky.com] has joined #linuxcnc
[08:02:39] -!- fullofSheds [fullofSheds!~nosheds@58.32.233.104] has joined #linuxcnc
[08:02:39] -!- fullofSheds has quit [Changing host]
[08:02:39] -!- fullofSheds [fullofSheds!~nosheds@unaffiliated/l84supper] has joined #linuxcnc
[08:04:21] -!- DJ9DJ [DJ9DJ!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[08:04:41] <DJ9DJ> moin
[08:05:29] -!- sumpfralle [sumpfralle!~lars@31-16-21-63-dynip.superkabel.de] has joined #linuxcnc
[08:41:15] -!- phantoxe [phantoxe!~destroy@a95-92-89-24.cpe.netcabo.pt] has joined #linuxcnc
[08:57:22] -!- i_tarzan [i_tarzan!~i_tarzan@187.151.127.202] has joined #linuxcnc
[08:58:23] -!- yangchang [yangchang!~yangchang@175.155.22.238] has joined #linuxcnc
[09:12:11] -!- zerosheds [zerosheds!~nosheds@58.32.233.104] has joined #linuxcnc
[09:12:11] -!- zerosheds has quit [Changing host]
[09:12:11] -!- zerosheds [zerosheds!~nosheds@unaffiliated/l84supper] has joined #linuxcnc
[09:15:48] -!- fullofSheds has quit [Ping timeout: 265 seconds]
[09:18:50] -!- mhaberler has quit [Quit: mhaberler]
[09:19:07] -!- i_tarzan has quit [Ping timeout: 240 seconds]
[09:26:00] -!- i_tarzan [i_tarzan!~i_tarzan@187.151.128.219] has joined #linuxcnc
[09:27:18] -!- mhaberler [mhaberler!~mhaberler@extern-184.stiwoll.mah.priv.at] has joined #linuxcnc
[09:28:05] -!- mhaberler has quit [Remote host closed the connection]
[09:28:22] -!- mhaberler [mhaberler!~mhaberler@macbook.stiwoll.mah.priv.at] has joined #linuxcnc
[09:29:33] -!- ktchk [ktchk!~eddie6929@n219073004225.netvigator.com] has joined #linuxcnc
[09:36:36] -!- WalterN [WalterN!~walter@host-174-45-117-33.bzm-mt.client.bresnan.net] has joined #linuxcnc
[09:37:22] -!- mhaberler_ [mhaberler_!~mhaberler@extern-184.stiwoll.mah.priv.at] has joined #linuxcnc
[09:39:36] -!- X704 has quit [Ping timeout: 250 seconds]
[09:40:44] -!- mhaberler has quit [Ping timeout: 248 seconds]
[09:40:44] -!- i_tarzan has quit [Ping timeout: 248 seconds]
[09:40:44] mhaberler_ is now known as mhaberler
[09:40:51] -!- dimas has quit [Read error: Connection reset by peer]
[09:41:44] -!- dimas [dimas!~dimas@tservice.elcom.ru] has joined #linuxcnc
[09:43:28] -!- mhaberler has quit [Quit: mhaberler]
[09:44:41] -!- mhaberler [mhaberler!~mhaberler@macbook.stiwoll.mah.priv.at] has joined #linuxcnc
[09:44:42] -!- dimas has quit [Read error: Connection reset by peer]
[09:45:01] -!- dimas [dimas!~dimas@tservice.elcom.ru] has joined #linuxcnc
[09:57:48] -!- mhaberler has quit [Ping timeout: 250 seconds]
[10:02:02] -!- micges [micges!~micges@acwd222.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[10:11:10] -!- fullofsheds [fullofsheds!~nosheds@unaffiliated/l84supper] has joined #linuxcnc
[10:11:10] -!- zerosheds has quit [Read error: Connection reset by peer]
[10:11:17] -!- fullofsheds has quit [Client Quit]
[10:37:44] -!- bvb [bvb!4fb5d83a@gateway/web/freenode/ip.79.181.216.58] has joined #linuxcnc
[10:42:42] -!- factor has quit [Read error: Connection reset by peer]
[10:51:59] -!- mhaberler [mhaberler!~mhaberler@extern-184.stiwoll.mah.priv.at] has joined #linuxcnc
[10:54:45] -!- Guest65065 [Guest65065!~kvirc@178.23.248.112] has joined #linuxcnc
[10:56:30] <Guest65065> hi all
[10:57:00] <Guest65065> I have a question about closed loops with steppers
[10:57:01] -!- Valen [Valen!~Valen@c122-108-45-139.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[11:02:35] -!- mhaberler has quit [Remote host closed the connection]
[11:03:01] -!- mhaberler [mhaberler!~mhaberler@macbook.stiwoll.mah.priv.at] has joined #linuxcnc
[11:03:21] -!- i_tarzan [i_tarzan!~i_tarzan@187.151.127.57] has joined #linuxcnc
[11:04:54] <micges> ask it
[11:04:55] -!- Guest65065 has quit [Quit: KVIrc 4.1.1 Equilibrium http://www.kvirc.net/]
[11:05:19] -!- theforken [theforken!~theforken@178.23.248.112] has joined #linuxcnc
[11:05:32] <jthornton> couldn't stand it could you micges
[11:06:17] <micges> ?
[11:07:23] <jthornton> the wait for the question :-)
[11:07:38] <archivist> it's a secret!
[11:07:44] <micges> heh
[11:08:58] <theforken> Sorry I've disconnected :-)
[11:09:05] <theforken> The question is :-)
[11:09:45] <jthornton> the answer is no
[11:09:59] <micges> I knew it, he forgot :)
[11:10:09] <theforken> I've built a board which reads from a quad encoder, counts the steps and writes it to a 8Digit 7Segment display
[11:10:26] <theforken> it uses an attiny45
[11:11:07] <theforken> now i'd like to put this device in a closed loop for each of my stepper
[11:12:08] <theforken> I couldn't find any "direction" on the net on where to start (I just have 3 Par ports, no mesa, pico etc.)
[11:12:18] <jthornton> it's not practical for a stepper
[11:12:45] <jthornton> if a stepper is falling behind in steps it is all ready overloaded and can not go any faster
[11:12:50] <theforken> even to detect a stall?
[11:13:11] <jthornton> sure you might do that
[11:13:32] <jthornton> have you searched the wiki for this?
[11:15:26] <theforken> My original idea was to store the absolute position of the axis but in the wiki there are some examples to connect the Encoder channels A/B/I directly to the par port
[11:15:52] <theforken> store in the attiny and send it to linuxcnc
[11:17:19] <jthornton> if you can get the steps and send that back to axis.N.motor-pos-fb it might work
[11:18:00] <theforken> by "steps" you mean the absolute position in steps?
[11:18:25] <jthornton> I've hyjacked my Z axis for my THC and lie to linuxcnc about the Z pos
[11:18:26] <jthornton> yes
[11:19:08] <theforken> ok, half of the problem solved :-)
[11:20:09] <jthornton> axis.N.motor-pos-cmd and axis.N.motor-pos-fb must match within following error or you get a following error for the axis
[11:21:14] <theforken> second part is how do I send the data from attiny to emc?
[11:22:26] <jthornton> to an encoder input set to counter
[11:23:15] <jthornton> http://linuxcnc.org/docs/html/man/man9/encoder.9.html
[11:25:24] -!- mhaberler has quit [Quit: mhaberler]
[11:25:46] <theforken> But this is not an absolute position feedback
[11:26:19] <theforken> it's a software quad encoder counter
[11:27:07] <theforken> no wait
[11:27:08] <jthornton> yea, I'm wrong about the counter part you will need to hook up as an encoder
[11:27:18] <jthornton> so will count down and up
[11:29:16] <theforken> but this way I'm bypassing the attiny, just connecting the encoder to the parport, but again it's detecting absolute positions
[11:29:32] <theforken> it's not detecting sorry
[11:30:03] <theforken> I was searching for something like :
[11:30:16] <theforken> emc -> attiny : where are you?
[11:30:37] <theforken> attiny -> emc : 52.234 mm
[11:31:46] <jthornton> same difference but you tell emc how many steps without the conversion to units
[11:31:50] <archivist> write a comp that does that
[11:34:26] <theforken> I don't think I have the skills/time to write a new comp.....
[11:36:42] <jthornton> it's pretty easy to write a comp if you insist on doing it the hard way
[11:43:38] <theforken> and which is the hard way?
[11:44:06] <jthornton> your way
[11:44:19] <theforken> you mean hardware way?
[11:44:41] <jthornton> no, converting steps to mm
[11:45:39] <jthornton> just thinking you will have to convert encoder pulses to steps to match axis.N.motor-pos-cmd
[11:45:44] <theforken> the idea wasn't to convert steps to mm, it's just usefull to write the value to the display
[11:47:22] <theforken> attiny -> emc : 128540 steps from 0 it's ok to me.
[11:48:01] <jthornton> somehow you will have to sync the steps to when you home the axis
[11:49:07] <jthornton> actually I just checked and if they both start at 0 on power up that should work
[11:49:17] <theforken> that's the point I don't want to home the axes anymore, just store the position in the attiny (battery backup) and ask last position when emc stats
[11:50:38] <jthornton> I was wrong about axis.N.motor-pos-cmd it is in machine units
[11:52:52] <jthornton> that complicates it above my pay scale
[11:53:19] <theforken> :-)
[11:54:00] <jthornton> that should have been your lead in statement to save me a bunch of typing lol
[11:54:10] <archivist> you still need to home, you never know how the motors are on start
[11:54:32] <theforken> how much do you earn? sorry I'm not English
[11:54:52] <archivist> we are volunteers a big fat 0
[11:55:03] <jthornton> that was a funny way to say I don't have a clue how to do it
[11:55:04] <theforken> :-)
[11:55:21] <jthornton> I'll double your salary archivist
[11:55:25] -!- Farthen has quit [Excess Flood]
[11:55:40] <archivist> first I need a salary
[11:56:03] <jthornton> hmmm 2 * 0 = still equalls 0
[11:56:09] <theforken> If my project works I could donate it to the community :-)
[11:56:36] -!- Farthen [Farthen!~Farthen@2a01:4f8:101:2a4:0:bc28:b2e1:9] has joined #linuxcnc
[11:56:58] <jthornton> I suspect you would have extremely limited amount of people that would go to that trouble not to home a machine
[11:56:58] <theforken> archist : what do you mean whith "you never know HOW the motors are on start"?
[11:57:12] <theforken> :-)
[11:59:12] <anonimas1> was there a problem to use shared home and limit switches?
[11:59:27] <anonimas1> um, nvm, they are soft stops then. so it wouldnt work well.
[12:02:42] <theforken> The original idea was to dynamically compensate the axis by monitoring the requested position and the actual position
[12:02:57] <theforken> http://www.motion-designs.com/images/DTrends_Nov_2010.pdf
[12:04:05] <micges> theforken: it's possible but not easy with pnly parports
[12:05:16] <theforken> Yes I'm starting to realize that :-)
[12:05:28] <micges> if atmega have position, then you must send it to pc, let say spi into parport
[12:05:43] <micges> then create module to decode spi and get position
[12:06:29] <theforken> ok
[12:06:59] <theforken> That sounds feasable
[12:07:39] <theforken> than interact with axis.N.motor-pos-fb?
[12:08:29] <micges> yes
[12:09:18] <theforken> and will linuxcnc compensate the difference between pos-fb amd pos-cmd?
[12:09:55] <micges> no
[12:10:05] <theforken> :-(
[12:10:10] <micges> it will detect following error
[12:11:45] -!- dhoovie has quit [Read error: Connection reset by peer]
[12:12:44] <theforken> ok thank a lot everybody
[12:13:09] <micges> hold on
[12:13:17] -!- Valen has quit [Quit: Leaving.]
[12:13:43] <micges> if you want to compensate you must run stepgen in velocity mode
[12:13:45] -!- bvb has quit [Ping timeout: 245 seconds]
[12:14:11] <theforken> Yes, I'm reading this
http://www.linuxcnc.org/index.php/english/component/kunena/?func=view&catid=38&id=3916
[12:14:31] <micges> then you must use pid component on velocity from axis.n.vel-cmd
[12:15:04] <micges> and as a feedback you must use ddt from your spi comp position
[12:16:35] <theforken> ddt?
[12:17:13] <micges> makes velocity from position changes
[12:18:21] <theforken> derivate?
[12:18:41] <theforken> sorry derivative..
[12:18:56] <micges> yes
[12:20:04] <theforken> ok thanks a lot now I have an idea on where to start (and where to go :-) I'll start to let the attiny talk to the parport.
[12:26:24] <archivist> just use servos!
[12:32:19] <chron0> might be a bit offtopic but can anyone recommend ball bearings for a diy spindle with an 8mm collet chuck?
[12:33:13] <chron0> currently I am trying to build a "ghetto spindle" (
https://apollo.open-resource.org/mission:resources:picocnc)
[12:34:57] <chron0> using a rc-model brushless outrunner motor and right now I want to buy the three main bearings for the block
[12:35:29] <theforken> Yes, off course but I'll have to spend 1K€ to buy 3axis servo+driver+psu...
[12:38:12] <archivist> theforken, home brew the drivers as others have done
[12:38:23] <jdh> vs. buying encoders and untold hours only to be disappointed, much like your date with the hot chick in high schol.
[12:40:15] <theforken> Can you give me some links to build a servo driver?
[12:40:37] <archivist> chron0, use shielded not sealed for lowere friction
[12:40:53] -!- yangchang has quit [Ping timeout: 248 seconds]
[12:41:30] -!- gmagno [gmagno!~gmagno@a213-22-30-249.cpe.netcabo.pt] has joined #linuxcnc
[12:42:36] <chron0> archivist: good tip, thanks. I was thinking of getting two angular contact ball bearings right above the collet chuck to make sure that all forces fox x/y and z movements can be handled by the bearing
[12:42:38] <archivist> chron0, like this one
http://www.raynerd.co.uk/?p=1562
[12:43:05] <jthornton> theforken, have you read this?
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Steppers_With_Encoders
[12:43:49] <chron0> I am not sure if I should just give a "default" skf pair a go or if I shouold be looking for ceramic ones. What about maintenance? Sorry for these simple questions, but I am more of an IT than a mech guy so I still have a lot to catch up with :)
[12:44:09] -!- servos4ever [servos4ever!~chatzilla@74-47-247-180.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[12:44:48] <archivist> chron0, well if using the cheap er_whatever, I would just use cheap bearings and replace now and again
[12:45:22] <archivist> all depends on accuracy and lifetime
[12:45:55] <chron0> archivist: thnaks for the advice, pity that raynerd didn't elaborate on sources and details of the motor and the chuck, but it looks like this one is from ctc-tools china :)
[12:47:23] <archivist> I have some chinese collet chucks, accuracy is..."near enough"
[12:47:42] <theforken> jthornton: this is one of the starting pages I've found but at the end of the page he says he's posting .ini and .hal but I can't find the files....
[12:49:54] <archivist> hmm no revision 2 for that article
[12:50:45] <theforken> which means?
[12:51:20] -!- micges has quit [Quit: Leaving]
[12:51:38] <archivist> cannot tell where/if it was ever published
[12:52:23] <theforken> :-(
[12:55:37] <archivist> !seen jlmjvm
[12:55:38] <the_wench> last seen in 2010-06-21 00:33:58GMT 838:59:59 ago, saying Quit: Ex-Chat
[12:56:04] <archivist> not seen that user in a while
[12:57:37] -!- i_tarzan has quit [Ping timeout: 240 seconds]
[13:06:55] -!- GH-1234 [GH-1234!~gerhard@p4FEB4A50.dip0.t-ipconnect.de] has joined #linuxcnc
[13:21:06] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[13:35:04] -!- fullofSheds [fullofSheds!~nosheds@58.32.233.104] has joined #linuxcnc
[13:35:05] -!- fullofSheds has quit [Changing host]
[13:35:05] -!- fullofSheds [fullofSheds!~nosheds@unaffiliated/l84supper] has joined #linuxcnc
[13:42:39] -!- sendoushi [sendoushi!~sendoushi@sm1-84-90-42-105.netvisao.pt] has joined #linuxcnc
[13:43:24] -!- Thetawaves [Thetawaves!~Thetawave@7-139-42-72.gci.net] has joined #linuxcnc
[13:50:13] <theforken> quit
[13:50:18] <theforken> help
[13:50:23] <theforken> mavacc
[13:50:35] -!- theforken [theforken!~theforken@178.23.248.112] has parted #linuxcnc
[14:03:08] -!- sendoushi has quit [Ping timeout: 248 seconds]
[14:11:37] -!- WillenCMD [WillenCMD!~Gabe@adsl-99-122-233-57.dsl.stl2mo.sbcglobal.net] has joined #linuxcnc
[14:11:40] -!- WiillenCMdesign [WiillenCMdesign!~Gabe@99.122.233.57] has joined #linuxcnc
[14:18:16] -!- sendoushi [sendoushi!~sendoushi@sm1-84-90-42-105.netvisao.pt] has joined #linuxcnc
[14:23:35] -!- draig [draig!~appleman4@71-81-192-214.dhcp.stls.mo.charter.com] has joined #linuxcnc
[14:26:57] <r00t4rd3d> gun
[14:26:59] <r00t4rd3d> mouth
[14:27:01] <r00t4rd3d> trigger
[14:30:01] <Jymmm> FIRE!
[14:33:00] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[14:35:59] -!- psha[work] has quit [Quit: Lost terminal]
[14:36:19] -!- sendoushi has quit [Read error: Connection reset by peer]
[14:36:23] -!- Musok [Musok!~sendoushi@sm1-84-90-42-105.netvisao.pt] has joined #linuxcnc
[14:36:40] -!- sumpfralle has quit [Quit: Leaving.]
[14:36:45] -!- sumpfralle1 [sumpfralle1!~lars@31-16-21-63-dynip.superkabel.de] has joined #linuxcnc
[14:37:38] -!- syyl [syyl!~syyl@p4FD142D9.dip.t-dialin.net] has joined #linuxcnc
[14:42:05] -!- phantoxe has quit [Remote host closed the connection]
[14:42:38] -!- ktchk [ktchk!~eddie6929@n219073004225.netvigator.com] has parted #linuxcnc
[14:44:36] -!- phantoxe [phantoxe!~destroy@a95-92-89-24.cpe.netcabo.pt] has joined #linuxcnc
[14:47:00] -!- phantoxe has quit [Remote host closed the connection]
[14:47:25] -!- sendoushi [sendoushi!~sendoushi@sm1-84-90-42-105.netvisao.pt] has joined #linuxcnc
[14:49:37] -!- Musok has quit [Ping timeout: 240 seconds]
[14:52:13] -!- i_tarzan [i_tarzan!~i_tarzan@187.151.129.178] has joined #linuxcnc
[14:53:01] -!- phantoxe [phantoxe!~destroy@a95-92-89-24.cpe.netcabo.pt] has joined #linuxcnc
[15:01:09] <r00t4rd3d> you wanna blow my brains out?
[15:01:37] <jdh> too late.
[15:02:40] <r00t4rd3d> ladies and gentleman, for tonights performance, JDH!
[15:02:56] -!- ktchk [ktchk!~eddie6929@n219073004225.netvigator.com] has joined #linuxcnc
[15:03:03] -!- ktchk has quit [Client Quit]
[15:06:31] -!- WalterN has quit [Read error: Connection reset by peer]
[15:31:17] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[15:32:50] -!- mhaberler [mhaberler!~mhaberler@macbook.stiwoll.mah.priv.at] has joined #linuxcnc
[15:36:35] <Loetmichel> sooo, next 50 engravings done... 10 more, then drilling times 60... then i have not to work at home until the next charge Computers from dell is delivered...
http://www.cyrom.org/palbum/main.php?g2_itemId=13441
[15:40:08] <Loetmichel> the only thing that puzzles me: the selfmade "3 sided pyramid" engraver is better then the bought one... lives longer, makes less burr and is thinner at the top ?!? ->
http://www.cyrom.org/palbum/main.php?g2_itemId=13444
[15:41:38] -!- vladimirek [vladimirek!~vladimire@213.81.222.86] has joined #linuxcnc
[15:48:04] -!- cevad has quit [Quit: Leaving]
[15:48:49] -!- sendoushi has quit [Ping timeout: 244 seconds]
[16:00:15] -!- DaViruz [DaViruz!DaViruz@metamfetam.in] has joined #linuxcnc
[16:00:15] -!- sumpfralle1 has quit [Read error: Connection reset by peer]
[16:02:02] -!- sumpfralle [sumpfralle!~lars@31-16-21-63-dynip.superkabel.de] has joined #linuxcnc
[16:13:00] -!- Mourner has quit [Quit: Page closed]
[16:14:07] -!- yangchang [yangchang!~yangchang@175.155.22.238] has joined #linuxcnc
[16:23:52] -!- sendoushi [sendoushi!~sendoushi@sm1-84-90-42-105.netvisao.pt] has joined #linuxcnc
[16:26:58] -!- sbe has quit [Remote host closed the connection]
[16:30:30] -!- vladimirek has quit [Ping timeout: 252 seconds]
[16:34:46] -!- Guthur [Guthur!~user@212.183.128.62] has joined #linuxcnc
[16:42:57] -!- mhaberler has quit [Ping timeout: 245 seconds]
[16:44:31] -!- toastyde1th [toastyde1th!~toast@2601:a:2e00:7f:6547:9e67:94ed:1249] has joined #linuxcnc
[16:46:42] -!- toastydeath has quit [Ping timeout: 245 seconds]
[16:53:29] <r00t4rd3d> wtf u engraving those for?
[16:53:44] <Tom_itx> to fix a problem
[16:53:56] <Tom_itx> adding audio plugs to the backplate
[16:54:18] <r00t4rd3d> oh
[16:57:00] -!- gmagno has quit [Ping timeout: 248 seconds]
[16:57:27] -!- IchGuckLive [IchGuckLive!~chatzilla@95-89-236-191-dynip.superkabel.de] has joined #linuxcnc
[16:57:40] -!- BenceKovi1113 [BenceKovi1113!~BenceKovi@152.66.24.32] has joined #linuxcnc
[16:57:51] <IchGuckLive> Hi all
[16:58:00] -!- mcenter [mcenter!~mcenter@173-202-126-194.dyn.centurytel.net] has joined #linuxcnc
[16:58:20] <IchGuckLive> awallin: ? on ocl
[17:00:48] <mcenter> I am not seeing the pins on my 7i77, after applying field power.
[17:02:24] <IchGuckLive> in pncconf
[17:03:09] <jdh> in halmeter?
[17:03:31] <mcenter> no, from "halcmd show all" after starting linuxcnc.
[17:03:55] <jdh> do they show up in dmesg?
[17:04:17] <mcenter> no, they do not show up in dmesg.
[17:06:20] <jdh> you flashed the 7i77 firmware?
[17:06:23] <jthornton> do you have the jumpers set correctly mcenter
[17:07:00] -!- BenceKovi1113 has quit [Read error: Connection reset by peer]
[17:07:15] -!- WalterN [WalterN!~walter@host-174-45-117-33.bzm-mt.client.bresnan.net] has joined #linuxcnc
[17:08:11] <mcenter> For the 7i77, all jumpers are in default position, and yellow LED is on
[17:08:38] -!- vladimirek [vladimirek!~vladimire@213.81.222.86] has joined #linuxcnc
[17:08:59] <jthornton> check against this page
http://gnipsel.com/linuxcnc/configs/index.html
[17:09:00] <mcenter> 24V at TB2-1, GND at TB2-8
[17:09:04] -!- BenceKovi1113 [BenceKovi1113!~BenceKovi@polaris.mogi.bme.hu] has joined #linuxcnc
[17:10:59] -!- zerosheds [zerosheds!~nosheds@58.32.233.104] has joined #linuxcnc
[17:10:59] -!- zerosheds has quit [Changing host]
[17:10:59] -!- zerosheds [zerosheds!~nosheds@unaffiliated/l84supper] has joined #linuxcnc
[17:10:59] -!- fullofSheds has quit [Read error: Connection reset by peer]
[17:14:52] <mcenter> 7i77 W5 is correct. I am going to check 5i25 W2. Be back shortly.
[17:15:03] <jthornton> ok
[17:16:35] <Tom_itx> you're getting quite a few tutorials
[17:16:59] <jthornton> me?
[17:17:07] <Tom_itx> yeah
[17:17:17] <Tom_itx> you should make one common link to them though
[17:17:27] <jthornton> there is
[17:17:34] <jthornton> gnipsel dot com
[17:17:35] <Tom_itx> so i see
[17:17:40] <Tom_itx> hah
[17:18:22] -!- gmagno [gmagno!~gmagno@a213-22-30-249.cpe.netcabo.pt] has joined #linuxcnc
[17:24:50] -!- phantoxe has quit []
[17:29:14] * Jymmm finally found a clean agent 1A10BC rated fire extinguisher!
[17:32:44] -!- vladimirek has quit [Ping timeout: 248 seconds]
[17:37:31] * jthornton finally found the pen I lost a couple of years ago... now I'm tired and think a nap is in order
[17:38:39] * Jymmm ponders what what jthornton would do if he had to locate a grain of sand?
[17:41:27] -!- IchGuckLive has quit [Quit: ChatZilla 0.9.87 [Firefox 13.0/20120601201853]]
[17:47:40] <mcenter> Thanks JT. 7i77 shows up. I was able to verify encoder with halmeter. However, I immediately get a follow error when I turn the pwr on.
[17:50:58] jpk1 is now known as jpk
[17:51:03] -!- jpk has quit [Changing host]
[17:51:51] -!- IchGuckLive [IchGuckLive!~chatzilla@95-89-236-191-dynip.superkabel.de] has joined #linuxcnc
[17:54:32] <pcw_home> On a servo system you should expect that for about 2 1/2 reasons
[17:54:34] <pcw_home> 1. You may have feedback backwards so the motor immediately runs away
[17:54:35] <pcw_home> 2. The system is not tuned so any motion may cause a following error
[17:54:37] <pcw_home> 2A, the following error needs to be made larger for initial tuning
[17:59:42] <Jymmm> What snake venom does to blood
http://www.youtube.com/watch?v=4WvnjCkLbvY&feature=player_embedded
[18:07:19] <mcenter> I wasn't expecting much when I turned the pwr on. Is there a tutorial on Servo tuning?
[18:07:46] <mcenter> I understand the PID concepts. I was just wondering how to ring the system.
[18:08:02] <mcenter> And use halscope.
[18:09:53] <cradek> I like to use rapid moves that are long enough to get up to cruise speed
[18:10:18] <cradek> back and forth, with a nice pause to make it all sane, so you can trigger
[18:10:33] <cradek> just programming it in gcode is the easy way to go
[18:11:38] <mcenter> ok. and connect halscope to position and demand pins?
[18:11:42] -!- ve7it [ve7it!~LawrenceG@S0106001c10b7770f.pk.shawcable.net] has joined #linuxcnc
[18:12:05] <cradek> I like to watch velocity and pid error
[18:12:12] <cradek> don't get much out of watching position command
[18:12:31] <cradek> it's easy to trigger on rising velocity (like set the trigger to half of your maxvel)
[18:13:24] -!- PCW_ [PCW_!~chatzilla@99.88.10.65] has joined #linuxcnc
[18:14:14] -!- PCW has quit [Ping timeout: 246 seconds]
[18:14:19] PCW_ is now known as PCW
[18:28:03] <gmagno> just to be sure, it is fine the motors (in my case, nema 17) to get hot, right?
[18:29:47] <archivist> yup. use them as hand warmers
[18:30:27] <gmagno> archivist, I'm serious, I'm worried about the current settings on the driver board. I dont want to burn the motors :-(
[18:30:41] <skunkworks> archivist, is serious
[18:30:58] <gmagno> hmm, nice
[18:31:14] <skunkworks> you would have to look at the specs of the stepping motors - but they could get hot enough that you cannot keep your hand on them
[18:31:18] -!- delkin [delkin!~mm@a89-155-215-31.cpe.netcabo.pt] has joined #linuxcnc
[18:31:22] <gmagno> becasue if I use the 25% current settings, the motors won't get hot at all. But the z axis wont work properly
[18:31:42] <archivist> the running temp can be to hot to keep your hand on and be ok
[18:31:53] -!- zerosheds has quit [Read error: Connection reset by peer]
[18:32:19] <gmagno> ok, I'm not worried anymore :D
[18:32:28] <delkin> yep, good to know
[18:32:53] <archivist> my x and y are only warmish because the heatsink effect of the mountings, B is uncomfortable
[18:33:26] <gmagno> btw, these asre 1.68A motors. The max driver current is 3A, which means, setting current to 50% is below that max motor current, which should be fine
[18:33:26] -!- fullofSheds [fullofSheds!~nosheds@58.32.233.104] has joined #linuxcnc
[18:33:27] -!- fullofSheds has quit [Changing host]
[18:33:27] -!- fullofSheds [fullofSheds!~nosheds@unaffiliated/l84supper] has joined #linuxcnc
[18:33:30] <JT-Shop> stepper motors run kinda hot and sit still and get hotter
[18:33:32] <delkin> Do you put any sort of fat substance in the threaded rods?
[18:34:16] <archivist> which threaded rods, do you mean lubricating grease or oil
[18:34:48] <delkin> yes, oil or lubricant
[18:35:06] <archivist> but yes anyway
[18:36:37] <archivist> although some plastic nuts on steel rod may need special lubrication as plastic is a bit "different"
[18:36:55] -!- toastydeath [toastydeath!~toast@c-69-244-86-195.hsd1.md.comcast.net] has joined #linuxcnc
[18:37:22] <gmagno> do you recommend those standard Mx threaded rods? Or do you think it's critical to use precision rods?
[18:37:36] <delkin> I am concerned about this topic cause in our cnc we are not using those expensive threaded rods that can be used with sphere nuts an so on. We are using cheap zinc threaded rods, and I realized that after some time the nuts and the rods lose the thread and become flat...
[18:38:22] -!- toastyde1th has quit [Ping timeout: 245 seconds]
[18:38:22] <delkin> I was wondering if lubricating it would minimize this problem
[18:38:24] gmagno is now known as [PT]gmagno
[18:38:42] -!- mhaberler_ [mhaberler_!~mhaberler@macbook.stiwoll.mah.priv.at] has joined #linuxcnc
[18:40:27] -!- WillenCMD has quit [Ping timeout: 245 seconds]
[18:40:49] -!- WiillenCMdesign has quit [Ping timeout: 260 seconds]
[18:41:21] -!- bedah [bedah!~bedah@g224075247.adsl.alicedsl.de] has joined #linuxcnc
[18:41:36] <mcenter> oil + wood chips = bad, oil + steel chips = ok , oil + grinding grit = bad
[18:42:58] delkin is now known as [PT]fmagno
[18:49:22] <[PT]gmagno> another thing I find weird is the noise these motors make. It looks like tv static... is this ok? The noise is louder if I increase the current settings of the board
[18:57:59] <skunkworks> that is the current limit probably.
[18:58:21] <skunkworks> cycle by cycle current cut off
[19:03:04] -!- draig has quit [Read error: Connection reset by peer]
[19:03:09] -!- draig_ [draig_!~appleman4@71-81-192-214.dhcp.stls.mo.charter.com] has joined #linuxcnc
[19:11:54] -!- andypugh [andypugh!~andy2@cpc2-basl1-0-0-cust639.basl.cable.virginmedia.com] has joined #linuxcnc
[19:13:12] <andypugh> I am having trouble compiling the ipv4/netfilter bit of the kernel. I wonder what it does, and whether it would be easier just to not compile it? There is a Kconfig file in that folder, can I do something in there?
[19:14:23] <andypugh> And having said that, it just scooted straight through :-)
[19:14:45] <andypugh> (I commented out a line in the Makefile)
[19:16:21] -!- IchGuckLive has quit [Quit: ChatZilla 0.9.87 [Firefox 13.0/20120601201853]]
[19:23:30] <Tuipveus> andypugh: why compiling?
[19:23:43] <andypugh> Masochism?
[19:24:25] <andypugh> The Vortex86 chip isn't particularly well supported by the normal LinuxCNC kernel.
[19:24:28] <Tuipveus> some time ago I had to compile kernel to get TARPIT-module to iptables
[19:24:42] -!- PCW_ [PCW_!~chatzilla@99.88.10.65] has joined #linuxcnc
[19:24:45] -!- X704 [X704!~walter@host-174-45-117-33.bzm-mt.client.bresnan.net] has joined #linuxcnc
[19:24:58] -!- toastyde1th [toastyde1th!~toast@c-69-244-86-195.hsd1.md.comcast.net] has joined #linuxcnc
[19:25:04] <Tuipveus> a bit later on, it was added to xtables-addons...
[19:25:08] -!- skunkworks- [skunkworks-!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[19:25:29] <Tuipveus> but now I think that Debian xtables-addons wont work for new kernels anymore... so I am sticking with old kernel
[19:25:56] -!- ReadError_ [ReadError_!readerror@ec2-50-19-189-163.compute-1.amazonaws.com] has joined #linuxcnc
[19:26:46] -!- elmo401 [elmo401!~Elmo40@CPE0017ee09ce6d-CM001bd7a89c28.cpe.net.cable.rogers.com] has joined #linuxcnc
[19:27:33] -!- theorb [theorb!~theorb@91.84.53.6] has joined #linuxcnc
[19:28:11] -!- MarkusBec_ [MarkusBec_!znc@80.69.39.131] has joined #linuxcnc
[19:28:56] -!- nots_ [nots_!~totu@625.radionet.ee] has joined #linuxcnc
[19:30:22] -!- e-ndy- [e-ndy-!~e-ndy@fantomas.bestit.cz] has joined #linuxcnc
[19:31:08] -!- logger[mah]_ [logger[mah]_!~loggermah@mail.mah.priv.at] has joined #linuxcnc
[19:32:17] -!- _1SheYode [_1SheYode!~mooznach@bzq-82-81-174-23.red.bezeqint.net] has joined #linuxcnc
[19:34:12] -!- toastydeath has quit [*.net *.split]
[19:34:12] -!- PCW has quit [*.net *.split]
[19:34:12] -!- jpk has quit [*.net *.split]
[19:34:12] -!- WalterN has quit [*.net *.split]
[19:34:12] -!- skunkworks has quit [*.net *.split]
[19:34:13] -!- zzolo has quit [*.net *.split]
[19:34:13] -!- demacus_ has quit [*.net *.split]
[19:34:13] -!- zod has quit [*.net *.split]
[19:34:13] -!- Connor has quit [*.net *.split]
[19:34:13] -!- theorbtwo has quit [*.net *.split]
[19:34:13] -!- elmo40 has quit [*.net *.split]
[19:34:14] -!- nots has quit [*.net *.split]
[19:34:14] -!- tronwizard has quit [*.net *.split]
[19:34:14] -!- gambakufu has quit [*.net *.split]
[19:34:14] -!- logger[mah] has quit [*.net *.split]
[19:34:14] -!- steves_logging has quit [*.net *.split]
[19:34:14] -!- MarkusBec has quit [*.net *.split]
[19:34:15] -!- mxn has quit [*.net *.split]
[19:34:15] -!- e-ndy has quit [*.net *.split]
[19:34:15] -!- perl has quit [*.net *.split]
[19:34:15] -!- ReadError has quit [*.net *.split]
[19:34:15] zzolo_ is now known as zzolo
[19:34:15] MarkusBec_ is now known as MarkusBec
[19:34:15] theorb is now known as theorbtwo
[19:34:25] -!- tronwizard [tronwizard!~tronwizar@24.229.164.191.res-cmts.sm.ptd.net] has joined #linuxcnc
[19:38:49] -!- vladimirek [vladimirek!~vladimire@213.81.222.86] has joined #linuxcnc
[19:39:27] -!- vladimirek has quit [Remote host closed the connection]
[19:40:43] -!- demacus_ [demacus_!~demacus@erft-5d80c954.pool.mediaWays.net] has joined #linuxcnc
[19:40:48] -!- mhaberler_ has quit [Ping timeout: 244 seconds]
[19:43:21] -!- Connor [Connor!~Connor@75.76.30.113] has joined #linuxcnc
[19:44:54] -!- cevad [cevad!~davec@host-174-45-229-40.bln-mt.client.bresnan.net] has joined #linuxcnc
[19:48:25] -!- mhaberler [mhaberler!~mhaberler@extern-184.stiwoll.mah.priv.at] has joined #linuxcnc
[19:54:51] -!- karavanjo has quit [Quit: Leaving]
[19:58:41] <r00t4rd3d> http://www.liveleak.com/view?i=7af_1342634355
[19:58:44] <r00t4rd3d> holy crap!
[20:00:45] <Connor> r00t4rd3d: Any idea when that was /
[20:00:46] <Connor> ?
[20:00:52] <andypugh> Well, they claim that they were Taliban, and there is nobody left with a different opinion.
[20:01:19] <andypugh> (Not going to watch it, thanks)
[20:01:59] <archivist> nylon is not nice to mill
http://gears.archivist.info/gears/fan_gears.html
[20:02:46] <andypugh> Would delrin be nicer?
[20:03:34] <syyl> delrin machines a lot better than nylon
[20:03:53] -!- jpk has quit [Read error: Connection reset by peer]
[20:03:59] <syyl> nylon is just a mess :D
[20:04:00] -!- zzolo has quit [Quit: zzolo]
[20:04:00] -!- Nick001-Shop [Nick001-Shop!~chatzilla@69.72.53.184] has joined #linuxcnc
[20:04:09] -!- Euro_ [Euro_!6ee89001@gateway/web/freenode/ip.110.232.144.1] has joined #linuxcnc
[20:04:13] <archivist> dont have any in stock at the moment :(
[20:05:07] <syyl> :(
[20:05:17] <andypugh> Did you make the worm too?
[20:05:46] <archivist> no, but have made similar in the past
[20:06:30] <archivist> deep worms seemed popular one time
[20:07:58] -!- Diony [Diony!~Diony@fon31-2-78-240-230-109.fbx.proxad.net] has joined #linuxcnc
[20:08:08] <Diony> Hi all
[20:08:16] <archivist> I made a full length support when I made
http://gears.archivist.info/gears/p1010058_500.jpg (bottom)
[20:10:07] <Euro_> Does anyone here run LinuxCNC on a single board PC?
[20:12:52] <r00t4rd3d> like a itx ?
[20:13:11] <r00t4rd3d> many of us use the intel atom d525
[20:13:53] <Euro_> Yeah, itx
[20:14:08] <Euro_> Wasn't sure whether the onboard video chipset
[20:14:12] <Euro_> would be a problem
[20:17:28] <Connor> Nope. d525 is very nice board to use. I use it. If your going to use parport, pick up yup a PCI parport to go with it just to be safe. Cheaper to replace the PCI card than the whole board if you blow something on the parport.
[20:18:36] <andypugh> Though arguable the boards are cheap enough not to worry too much
[20:19:20] <Euro_> Sounds like a good idea, not sure whether we'll use parallel going forward though
[20:19:57] -!- maximilian_h [maximilian_h!~bonsai@130.255.104.21] has joined #linuxcnc
[20:20:03] <Euro_> have you added any additional cooling to your boards?
[20:20:09] <andypugh> Pico PPMC and the Mesa 7i43 connect to the parallel port, and are proper interfaces.
[20:20:15] -!- maximilian_h has quit [Client Quit]
[20:20:51] <andypugh> No, my closely-related D510 and DN2800 run totally passively cooled with SSDs. No moving parts at all.
[20:21:09] <Connor> Euro_: Not on my setup.
[20:21:52] <r00t4rd3d> http://www.pjrc.com/store/teensy_promo.html
[20:21:56] <Connor> I do have cooling in the setup were the mobo is in same chassis as the stepper drivers and stepper PSU.. but, not for the PC... it's cooling for the drivers.
[20:21:56] <r00t4rd3d> arduino people ^^
[20:23:21] <Euro_> One more question: are you guys running Ubuntu on the d525? If so, were there any driver issues etc?
[20:24:14] <andypugh> No, just install straight from the LinuxCNC LiveCD and start configuring the hrdware
[20:25:21] <Euro_> Cool. Thank you
[20:26:49] <andypugh> That's why we recommend that board. It's cheap, and works very well with no special requirements.
[20:29:35] -!- factor [factor!~factor@74.195.160.253] has joined #linuxcnc
[20:29:57] <Connor> gawd coping 3/4 of a Terabyte takes for freaking EVER.
[20:42:03] <cradek> wouldn't this lose position?
http://www.hobbycnc.hu/CNC/Otletek/osszeallitas.jpg
[20:42:17] <cradek> from here:
http://www.hobbycnc.hu/CNC/Otletek/Otletek.htm
[20:42:21] -!- [PT]fmagno has quit [Remote host closed the connection]
[20:42:42] <cradek> I agree it'd likely be very small backlash, but I think position would creep
[20:47:03] <andypugh> I have seen them sold commercially.
[20:47:12] <andypugh> The blue bits have zero lead.
[20:48:48] <andypugh> http://www.skf.com/files/779280.pdf
[20:48:52] <cradek> ohhh
[20:48:57] <cradek> that's the part I was missing, thanks
[20:49:09] <cradek> then it would obviously work
[20:49:45] <cradek> I didn't try to translate it
[20:50:22] <r00t4rd3d> http://i.imgur.com/QjZfR.jpg
[20:50:44] <cradek> in their test rig (like the last photo) I think their blue parts are a screw
[20:51:12] <cradek> er this photo:
http://www.hobbycnc.hu/CNC/Otletek/orso.jpg
[20:51:23] <cradek> I'm pretty sure those are screw threads
[20:52:33] <cradek> but if those are matching pitch I think it wouldn't move at all
[20:53:43] <cradek> er no, it would move twice as fast
[20:55:18] -!- skunkworks- has quit [Read error: Connection reset by peer]
[20:57:04] -!- micges [micges!~micges@acwd222.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[21:06:01] -!- yangchang has quit [Quit: Leaving]
[21:06:04] -!- Nick001 has quit [Ping timeout: 248 seconds]
[21:06:20] <andypugh> Yes, those look like screws. I think they have missed the trick.
[21:12:49] -!- mhaberler has quit [Quit: mhaberler]
[21:14:58] -!- Nick001-Shop_ [Nick001-Shop_!~chatzilla@clsm-207-7-180-166-pppoe.dsl.clsm.epix.net] has joined #linuxcnc
[21:16:25] -!- Nick001-Shop_ has quit [Client Quit]
[21:17:51] <r00t4rd3d> andypugh, could you build a nice machine for 1500?
[21:17:57] -!- Nick001-Shop has quit [Ping timeout: 245 seconds]
[21:18:41] <andypugh> It would be a struggle
[21:19:15] <andypugh> But then, it depends on what you consider "nice:
[21:19:32] <r00t4rd3d> one that works
[21:20:02] <DJ9DJ> gn8
[21:20:12] <andypugh> And what sort of machine?
[21:20:29] -!- DJ9DJ has quit [Quit: bye]
[21:20:29] <r00t4rd3d> diy cnc router
[21:20:47] <r00t4rd3d> or a mechanical bull
[21:20:49] <r00t4rd3d> what ever
[21:21:08] <andypugh> That's probably doable, if you manage to resist spending $1k on a nice spindle.
[21:21:19] <r00t4rd3d> 100 dewalt
[21:21:28] -!- WillenCMD [WillenCMD!637ae939@gateway/web/freenode/ip.99.122.233.57] has joined #linuxcnc
[21:21:50] <andypugh> The cost of wires, connectors and bolts adds up more than you think though.
[21:22:03] -!- bedah has quit [Quit: Ex-Chat]
[21:22:13] <WillenCMD> im a bit frustrated, i bought a nema 32 1200oz stepper motor, and you wouldn't believe how easy it is to turn when its "holding"
[21:22:25] <r00t4rd3d> not with ebay/china/hongdong
[21:22:45] <andypugh> WillenCMD: 8 wires?
[21:22:54] <gene77> What am I doing wrong with g76 in metric mode, its advancing the bit by only .001mm
[21:23:03] <r00t4rd3d> 1200oz?
[21:23:26] <WillenCMD> yes, i have .0012 of play on a 4 inch diameter
[21:23:45] <WillenCMD> thats with a 10000 line encoder tuned also, without that its worse
[21:23:54] -!- Nick001-Shop [Nick001-Shop!~chatzilla@clsm-207-7-180-166-pppoe.dsl.clsm.epix.net] has joined #linuxcnc
[21:25:22] -!- Diony has quit [Quit: Quitte]
[21:25:34] <r00t4rd3d> just out of curiosity whats your velocity and acceleration set to with those motors?
[21:26:52] <WillenCMD> the velocity is 720, and accel is 40,000
[21:26:59] <WillenCMD> its a rotary axis
[21:27:02] <andypugh> gene77: You probably need to change the J to suit the metric dimensions.
[21:27:41] <WillenCMD> i have a parker compumotor and it is rated at 600oz it feels stronger that this one
[21:28:49] -!- syyl has quit [Quit: Leaving]
[21:30:59] <r00t4rd3d> Jymmm e
[21:31:24] <Jymmm> ?
[21:32:02] <archivist> WillenCMD, 1200oz means nothing without the radius
[21:32:06] <r00t4rd3d> youve been so quiet
[21:32:51] <Jymmm> busy
[21:33:48] <archivist> WillenCMD, in channel not pm
[21:34:12] <WillenCMD> radius or the shaft of whats its rated?
[21:37:43] <archivist> 1200oz is at some radius, the 600oz of the other motor may be at a different radius
[21:39:09] <archivist> some may attempt to show a larger number by using a shorter radius see
http://en.wikipedia.org/wiki/Torque
[21:39:16] <andypugh> I think he means oz-in in both cases
[21:39:22] <WillenCMD> oh makes sense
[21:39:34] <WillenCMD> no oz-tons
[21:39:46] <WillenCMD> :)
[21:40:12] <andypugh> they use oz-in because it is a much bigger number than lbs-ft
[21:40:23] <WillenCMD> i always convert them
[21:43:50] <DaViruz> i like ton-furlong
[21:43:54] -!- toastyde1th has quit [Read error: Connection reset by peer]
[21:44:35] -!- toastydeath [toastydeath!~toast@c-69-244-86-195.hsd1.md.comcast.net] has joined #linuxcnc
[21:44:49] <WillenCMD> actually i stand corrected the data sheet for the parker motor i have is 1200oz-in also there is a huge difference
[21:45:35] <WillenCMD> i have another one of those motor's on the floor at home, im going to bring it and test it
[21:45:51] -!- FinboySlick has quit [Quit: Leaving.]
[21:46:03] <archivist> you also quote an odd frame size nema 32
[21:46:45] <WillenCMD> 34, sorry
[21:52:30] <archivist> have you got the right current through it, has the driver you are using got automatic reduced current (therefore reduced holding torque)
[21:53:57] <andypugh> Ah, yes, auto current reduction could be the issue.
[21:54:18] -!- mhaberler [mhaberler!~mhaberler@extern-184.stiwoll.mah.priv.at] has joined #linuxcnc
[21:55:54] -!- sendoushi has quit [Remote host closed the connection]
[21:55:56] <WillenCMD> yes it does have auto current, but i have it off
[21:59:41] -!- Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[22:10:45] -!- BenceKovi1113 has quit [Quit: Nettalk6 - www.ntalk.de]
[22:11:44] -!- Tom_L has quit []
[22:24:18] -!- paideia [paideia!~paideia@cpc1-nrwh3-0-0-cust609.4-4.cable.virginmedia.com] has joined #linuxcnc
[22:37:13] -!- zzolo has quit [Quit: zzolo]
[22:41:09] -!- jpk has quit [Ping timeout: 260 seconds]
[22:41:11] -!- r00t-Shed [r00t-Shed!~CNC@cpe-67-249-21-218.twcny.res.rr.com] has joined #linuxcnc
[22:44:28] -!- micges has quit [Quit: Leaving]
[22:50:35] -!- mhaberler has quit [Quit: mhaberler]
[23:05:50] <[PT]gmagno> is it possible with linuxcnc to estimate the amount of time remaining to finish a job?
[23:06:00] <r00t-Shed> http://i.imgur.com/O3PRp.png
[23:06:51] <r00t-Shed> :D
[23:19:02] -!- Mourner has quit [Quit: Page closed]
[23:24:13] -!- cylly [cylly!cylly@p54B13D03.dip.t-dialin.net] has joined #linuxcnc
[23:25:30] -!- Loetmichel has quit [Ping timeout: 265 seconds]
[23:30:56] -!- hans [hans!~hans@d75-157-115-141.bchsia.telus.net] has joined #linuxcnc
[23:30:56] -!- fullofSheds has quit [Read error: Connection reset by peer]
[23:30:57] -!- zerosheds [zerosheds!~nosheds@58.32.233.104] has joined #linuxcnc
[23:30:57] -!- zerosheds has quit [Changing host]
[23:30:57] -!- zerosheds [zerosheds!~nosheds@unaffiliated/l84supper] has joined #linuxcnc
[23:35:34] -!- hans [hans!~hans@d75-157-115-141.bchsia.telus.net] has parted #linuxcnc
[23:35:54] -!- hans [hans!~hans@d75-157-115-141.bchsia.telus.net] has joined #linuxcnc
[23:36:07] -!- Guthur has quit [Remote host closed the connection]
[23:37:50] -!- sumpfralle1 [sumpfralle1!~lars@31-17-28-10-dynip.superkabel.de] has joined #linuxcnc
[23:38:36] -!- sumpfralle has quit [Ping timeout: 248 seconds]
[23:46:47] -!- hans has quit [Quit: Lost terminal]
[23:48:42] -!- hans [hans!~hans@d75-157-115-141.bchsia.telus.net] has joined #linuxcnc
[23:49:17] <zerosheds> anyone recall that hackerspace-ish machine shop/club you join? They had a pretty complete pro machine shop
[23:49:29] -!- sumpfralle [sumpfralle!~lars@31-16-20-37-dynip.superkabel.de] has joined #linuxcnc
[23:49:39] -!- sumpfralle1 has quit [Ping timeout: 252 seconds]
[23:50:22] <zerosheds> it was more a machine shop than a hackerspace since it's focus is more on just maching than general hacking
[23:50:52] <zerosheds> machining/maching
[23:52:30] <r00t4rd3d> results:
[23:52:31] <r00t4rd3d> http://i.imgur.com/aj69J.jpg
[23:54:17] <zerosheds> nice
[23:55:02] -!- mjgrogan [mjgrogan!c6ca446e@gateway/web/freenode/ip.198.202.68.110] has joined #linuxcnc
[23:55:10] -!- Valen [Valen!~Valen@c122-108-45-139.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[23:55:15] -!- servos4ever has quit [Quit: ChatZilla 0.9.85 [SeaMonkey 2.0.11/20101206162726]]
[23:57:14] -!- mjgrogan [mjgrogan!c6ca446e@gateway/web/freenode/ip.198.202.68.110] has parted #linuxcnc
[23:58:20] -!- WillenCMD has quit [Ping timeout: 245 seconds]
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}