Back
[00:00:55] <pcw_home> Whats the time scale of your plot?
[00:01:48] <djdelorie> 20,000 tics / sec
[00:02:33] <pcw_home> and the desired/actual is current?
[00:02:43] <djdelorie> amps
[00:02:50] <djdelorie> "drive" is my PWM settings
[00:03:29] <pcw_home> is this at a fixed drive angle?
[00:03:57] <djdelorie> the field is always 90 degrees to the rotor. The test is one rotation in each direction, back and forth
[00:04:28] <djdelorie> so the rotor is moving
[00:04:37] <pcw_home> OK for tuning the current loop, I would use a drive angle of 0
[00:04:48] <djdelorie> non-moving rotor then?
[00:05:02] <pcw_home> Yes (so you are looking at just one thing)
[00:05:48] <djdelorie> in that test, it's only going 100 RPM. That's close enough to "stopped" for my machine
[00:08:04] -!- tlab [tlab!~tlab@c-98-223-22-156.hsd1.in.comcast.net] has joined #linuxcnc
[00:08:11] <djdelorie> even if I have the clark-park math wrong, the loop should still be able to make the "actual" match "desired" even if the "actual" isn't the right actual current?
[00:08:11] -!- servos4ever has quit [Quit: ChatZilla 0.9.85 [SeaMonkey 2.0.11/20101206162726]]
[00:08:29] <pcw_home> so something looks odd to me, the current response looks instant (with overshoot) and the PWM lags
[00:08:31] <pcw_home> these look backwards to me
[00:09:10] <djdelorie> there's a PWM spike when the current steps that gets it close to desired. It's the hold-on-value that isn't working
[00:10:05] <pcw_home> Well thats why you need feedback...
[00:10:06] <djdelorie> the current loop runs once per tick, and the inverter is good for up to 20 KHz drive
[00:10:38] -!- toastyde1th [toastyde1th!~toast@c-69-140-223-139.hsd1.md.comcast.net] has joined #linuxcnc
[00:12:06] -!- toastydeath has quit [Ping timeout: 264 seconds]
[00:12:06] <pcw_home> so the step response of the current control is good (from feed-forward/modeling)
[00:12:07] <pcw_home> but the gain of the control loop is insufficient
[00:14:32] <djdelorie> http://www.delorie.com/electronics/bldc/iloop-2.png close up of the step response itself
[00:16:32] <djdelorie> the initial current change is over in under a millisecond
[00:17:15] <pcw_home> Right but still need feedback
[00:18:05] <djdelorie> yeah
[00:18:12] <djdelorie> well, *more* feedback
[00:18:52] <pcw_home> IF you have P gain its not enough
[00:25:32] -!- BenceKovi118 has quit [Quit: Nettalk6 - www.ntalk.de]
[00:25:37] -!- rob_h has quit [Ping timeout: 240 seconds]
[00:40:49] <r00t4rd3d> anyone use ArtCAM?
[00:43:29] <Tom_itx> r00t4rd3d was it you asking about step and repeat?
[00:43:43] <Tom_itx> couple days ago
[00:43:52] <r00t4rd3d> nope
[00:44:20] <andypugh> Are you sure?
[00:44:30] <Tom_itx> someone making dog tags iirc
[00:47:13] <r00t4rd3d> andypugh, i was asking how to join gcodes
[00:47:48] <andypugh> Yeah, the logs indicate that it was Tom_itx asking about it, so now I am properly confused.
[00:48:18] <Tom_itx> look back further
[00:55:32] <WiillenCMdesign> question for you folks, what salary increase would you leave your job for?
[00:56:10] <cradek> the only possible answer to that is "depends"
[00:56:59] <WiillenCMdesign> i have an offer for a 26,000 a year increase
[00:57:07] <WiillenCMdesign> but here is the catch
[00:57:09] <andypugh> I seriously considered leaving my job for a salary decrease.
[00:57:19] <WiillenCMdesign> my dad owns the company i work for
[00:57:43] <syyl__> i would leave.
[00:57:51] <WiillenCMdesign> even if you worked for you dad
[00:57:55] <andypugh> Even in your feeble currency, 26k is a lot
[00:58:25] <WiillenCMdesign> i know, and its my dream position. Its actually the first customer i designed a machine for
[00:58:59] <WiillenCMdesign> the other kicker is the shop is just down the street from my dads lol
[00:59:09] <andypugh> Ask your dad what you should do.
[00:59:33] <andypugh> Is it a direct competitor?
[00:59:43] <WiillenCMdesign> no
[01:00:01] <WiillenCMdesign> no a distributor he sometimes uses or sawblades
[01:00:35] <cradek> if it's your dream job, then take it if you can survive comfortably enough on the salary, whether it's up or down from what you currently make
[01:00:52] <cradek> you're worrying about the wrong question IMO
[01:00:53] <WiillenCMdesign> i like what i do now
[01:01:04] <WiillenCMdesign> im worried about my relationship with my dad
[01:02:04] <WiillenCMdesign> and even though he says i could leave, i know it would upset him. Im in charge of everything. All of the programs i have wrote for the machines are above anyones ahead using all macro based programming. I have saved his company a fortune
[01:02:13] <andypugh> The job I was looking at was a postdoc in machine tool design at the University local to my parents. It would have been tempting even with the £12k pay cut, except that the timing just didn't work out with the sailing thing.
[01:02:38] <WiillenCMdesign> they use gcode, not cam for the cnc lathes, im the only one who does the cad/cam for the mill
[01:03:00] <cradek> so you're asking a relationship question, not a salary question
[01:03:07] <WiillenCMdesign> basically
[01:03:10] <andypugh> But it isn't like you are leaving town, he will still have access to you. Probably without having to pay you.
[01:03:12] <cradek> have you talked to him?
[01:03:36] -!- tlab has quit [Quit: Leaving]
[01:03:38] <WiillenCMdesign> yes, i had to type it up because its hard to talk to him... i have already quit once to get a pay raise
[01:03:48] <WiillenCMdesign> a few years back
[01:04:06] <WiillenCMdesign> he was so pissed he sent me home the day i came in to talk to him
[01:04:19] <WiillenCMdesign> told me he didn't want me there, he's a hot head
[01:04:33] <WiillenCMdesign> called me 4 days later matching the offer
[01:05:17] <andypugh> Your career prospects are likely to be a lot better outside your dad's company.
[01:05:36] <cradek> how old are you?
[01:05:49] <andypugh> (The absolute best you can hope for there is to take over from him)
[01:06:01] <WiillenCMdesign> 27
[01:06:04] <cradek> dealing with a hothead boss who's not your dad is hard enough
[01:06:46] <WiillenCMdesign> i know... i work for free every day overtime, converted 2 machines to cnc for free(they payed for the parts when i was done) but not my time
[01:07:02] <cradek> I'd think unless I wanted to inherit the company business, I'd get the hell away from that and make my own way as a self-sufficient adult with full autonomy
[01:07:24] <WiillenCMdesign> its easier said though than done, ya know
[01:07:31] <cradek> um do you realize that's all bullshit and he's taking advantage of you?
[01:07:45] <WiillenCMdesign> nots, im his son the way i see it its a learning experience
[01:07:53] <WiillenCMdesign> if it wasn't for that i wouldn't have a company doing it now
[01:08:08] <cradek> ok well I don't know your situation of course
[01:08:12] <WiillenCMdesign> not to mention unlimited use of the machines
[01:09:03] <cradek> but I'm old compared to you and know that sometimes you have to get away from your parents a while in order to (possibly if you both choose to) have a new relationship as adult peers
[01:10:29] <WiillenCMdesign> i don't know if i want the company, to be honost he is 50 percent owner with his partner, and they are bothin in there upper 50's and kinda just run it status quo
[01:11:04] <WiillenCMdesign> basically they are on the back nine and don't want more work because they don't want to do more work
[01:11:07] <cradek> you've got some thinking and deciding to do :-)
[01:11:38] <cradek> can you talk to a trusted and smart older friend? counselor or clergy if that's your way?
[01:12:04] <cradek> gotta run, wishing you the best
[01:12:05] <WiillenCMdesign> yeah i have, just thought would hear from those who might be in the field or maybe have been in the same position
[01:12:05] <andypugh> I think that might be what he is doing here…..
[01:12:40] <WiillenCMdesign> its just stressful thats all, ill let it go though i appreciate your insight
[01:13:01] <cradek> welcome, and I bet andypugh is right
[01:13:13] <cradek> also I think he's older and possibly smarter than me :-)
[01:13:23] <cradek> bbl
[01:13:38] <andypugh> Time for me to sleep too.
[01:13:58] <andypugh> Night all
[01:14:21] <andypugh> ig1
[01:14:21] -!- andypugh has quit [Quit: andypugh]
[01:17:15] <r00t4rd3d> daytona is on
[01:34:18] -!- i_tarzan_ has quit [Ping timeout: 264 seconds]
[01:34:26] -!- i_tarzan [i_tarzan!~i_tarzan@187.151.134.144] has joined #linuxcnc
[01:52:34] -!- syyl__ has quit [Quit: Leaving]
[02:01:29] <jdh> quit.raise or not.
[02:01:48] <WiillenCMdesign> huh?
[02:03:49] <jdh> imo. move on.
[02:05:47] <WiillenCMdesign> i want to, im going to put my resume out again i think
[02:05:52] -!- yangchang [yangchang!~yangchang@124.161.246.226] has joined #linuxcnc
[02:06:06] <WiillenCMdesign> make sure this job offer is the best available
[02:09:30] <jdh> working for parents makes you beholden to them. You can't compete on your own merits.
[02:10:14] <WiillenCMdesign> yeah, and i have to hear about every purchase, and every problem, plus i have to help with everything instead of them asking other siblings
[02:10:22] <WiillenCMdesign> if i don't shave for 2 days i hear about it
[02:10:32] <WiillenCMdesign> heaven forbid i want to grow a beared
[02:10:46] <WiillenCMdesign> is it supposed to magically appear
[02:14:23] <ReadError> http://p.twimg.com/AxPywjuCEAIOcYU.jpg:large latest project ;)
[02:14:54] <WiillenCMdesign> :) nice
[02:15:01] <WiillenCMdesign> im waiting for my bt30 spindle to come in
[02:15:10] <ReadError> g10 cuts awesome
[02:15:15] <ReadError> i need to get some black though
[02:15:16] <WiillenCMdesign> then i'll be making an industrial robotic arm
[02:15:20] <ReadError> yellow is fugly
[02:22:08] <r00t4rd3d> hey
[02:22:47] <WiillenCMdesign> hey!
[02:22:57] -!- gmagno has quit [Read error: Connection reset by peer]
[02:23:42] <r00t4rd3d> ReadError,
http://imgur.com/a/LlOpX
[02:23:55] <r00t4rd3d> close
[02:24:10] -!- Jbunch [Jbunch!~chatzilla@76.9.248.8] has joined #linuxcnc
[02:24:33] <ReadError> router mount?
[02:24:47] <r00t4rd3d> ya
[02:31:56] <r00t4rd3d> i made the end tabs bigger in LibreCAD
[02:31:58] <ReadError> shouldnt you beef up the scre area ?
[02:32:04] <ReadError> screw*
[02:32:05] <ReadError> ya
[02:32:30] <r00t4rd3d> Im going out in a minute to try again
[02:35:21] -!- chron0 has quit [Ping timeout: 272 seconds]
[02:35:43] <ReadError> get us a vid of it purring along
[02:36:19] -!- chron0 [chron0!~chrono@2a01:4f8:140:1ffd:5054:ff:fe7e:4583] has joined #linuxcnc
[02:37:58] <r00t4rd3d> you ever try librecad?
[02:38:03] <r00t4rd3d> its pretty easy
[02:39:47] <ReadError> nah i went with solidworks, i like it
[02:39:56] <ReadError> i think i tried it
[02:40:10] <ReadError> but didnt spend much time with it
[02:40:54] -!- linux-cnc-bob [linux-cnc-bob!~chatzilla@d50-92-221-238.bchsia.telus.net] has joined #linuxcnc
[02:45:10] -!- ctjctj [ctjctj!~cjohnson@c-24-62-5-242.hsd1.nh.comcast.net] has parted #linuxcnc
[02:47:13] -!- Jbunch has quit [Ping timeout: 245 seconds]
[02:52:22] -!- Jbunch [Jbunch!~chatzilla@76.9.248.8] has joined #linuxcnc
[02:55:17] -!- r00t-Shed [r00t-Shed!~CNC@cpe-67-249-21-218.twcny.res.rr.com] has joined #linuxcnc
[03:06:42] -!- i_tarzan has quit [Ping timeout: 264 seconds]
[03:10:40] <linux-cnc-bob> does cutter diameter compensation work with G3?
[03:11:06] <Tom_itx> i can tell you for sure that it does
[03:11:31] <Tom_itx> i screwed up a hole tonight with it but it was supposedly turned off with G40
[03:11:50] <Tom_itx> enter the cutter diameter in the tool table
[03:13:50] -!- X704 [X704!~walter@host-174-45-122-145.bzm-mt.client.bresnan.net] has joined #linuxcnc
[03:16:37] -!- WalterN has quit [Ping timeout: 240 seconds]
[03:19:50] <linux-cnc-bob> im trying to hard code it but get an error with this: G41.1 0.118
[03:21:12] <linux-cnc-bob> what does T3 M6 do?
[03:21:19] <linux-cnc-bob> loads tool T3?
[03:21:19] <Tom_itx> tool change
[03:21:21] <Tom_itx> yes
[03:21:25] <linux-cnc-bob> whats the M6?
[03:21:49] <linux-cnc-bob> 6mm?
[03:21:52] <Tom_itx> T is the tool M6 is the change
[03:22:05] <Tom_itx> http://www.linuxcnc.org/docs/html/gcode/m-code.html#_m6_tool_change_a_id_sec_m6_tool_change_a
[03:22:32] <linux-cnc-bob> i dont actually have a tool changer
[03:22:38] <linux-cnc-bob> but just wanted to use cutter compensation
[03:22:49] <linux-cnc-bob> do i still need to edit the tool table?
[03:22:50] <Tom_itx> i don't either
[03:22:55] <linux-cnc-bob> or can i hard code it in the gcode
[03:22:57] <Tom_itx> yes i certainly would
[03:23:11] <Tom_itx> tool length and diameter minimal
[03:23:24] <linux-cnc-bob> ok
[03:23:33] <linux-cnc-bob> so just add a new entry in there i gues
[03:23:40] <Tom_itx> yes
[03:24:57] -!- i_tarzan [i_tarzan!~i_tarzan@187.151.146.30] has joined #linuxcnc
[03:25:53] <linux-cnc-bob> T3 M6 ;select tool from the tool table to use for cutter compensation
[03:25:55] <linux-cnc-bob> G41 T3 ;start cutter radius compensation left
[03:25:58] <linux-cnc-bob> is that good?
[03:26:22] <Tom_itx> i wouldn't specify it on a tool change
[03:26:29] <Tom_itx> maybe put it the line afterward
[03:27:02] <Tom_itx> although they show it on the same line
[03:27:10] <Tom_itx> http://www.linuxcnc.org/docs/html/gcode/gcode.html#_g41_g42_cutter_compensation_a_id_sec_g41_g42_a
[03:28:38] <linux-cnc-bob> i get an error "length of cutter compensation entry move is not greater than the tool radius"
[03:29:29] <jdh> you need to do a lead in move
[03:30:20] <Tom_itx> did you look at the link?
[03:30:28] <Tom_itx> they give you an example
[03:30:33] <linux-cnc-bob> ok
[03:30:46] <Tom_itx> they also specify the axis
[03:30:57] <linux-cnc-bob> i think i start milling right where the machine is zseroed
[03:31:00] <linux-cnc-bob> zeroed
[03:31:21] <Tom_itx> G41.1 Z0.118 for example
[03:31:58] -!- nlkdavid [nlkdavid!~nlkdavid@108-85-13-229.lightspeed.ltrkar.sbcglobal.net] has joined #linuxcnc
[03:32:15] <Tom_itx> i personally would use the tool table
[03:33:29] <linux-cnc-bob> ok i fixed that error
[03:35:52] <linux-cnc-bob> dam the error is back
[03:38:04] -!- nlkdavid has quit [Quit: Bye Bye]
[03:39:04] <gene_> I haven't used it, but the man pages say that it must have room to apply the compensation without gougeing.
[03:40:00] <gene_> So try moving several tool diameters away, apply the G41.1 option, and move back to the starting position.
[03:41:07] -!- skunkworks__ has quit [Read error: Operation timed out]
[03:42:11] <linux-cnc-bob> G41.1 Z0.118 gives the error "no D word"
[03:42:56] <linux-cnc-bob> but got rid of the cutter compensation error again :D
[03:43:41] <gene_> You do have a valid diameter for the tool whose # was used in the 'T#m6" command in the tool table I hope?
[03:45:34] <gene_> I'm going to go get some zz's, its witching hour in WV, USA.
[03:45:48] <Tom_itx> yup
[03:45:55] <Tom_itx> nearly is here too
[03:47:01] -!- sumpfralle1 has quit [Ping timeout: 244 seconds]
[03:49:34] -!- LeelooMinai has quit [Remote host closed the connection]
[03:50:54] -!- r00t-Shed has quit [Ping timeout: 246 seconds]
[03:53:24] <linux-cnc-bob> doh got a new error: "arc to straight motion makes a corner the compensated tool cant fit without gouging"
[03:54:41] <Tom_itx> why do you need cutter comp?
[03:54:56] <linux-cnc-bob> cutting out some circles
[03:55:03] <Tom_itx> so?
[03:55:12] <Tom_itx> enter the tool diameter in the tool table
[03:55:16] <linux-cnc-bob> basically put in the part into gcode without hardcoding what cutter im using
[03:55:42] <linux-cnc-bob> so i dont need to use G41 then?
[03:55:48] <Tom_itx> i don't use it
[03:56:14] <linux-cnc-bob> so T10 M6 will automaticaly compensate based on the tool diameter?
[03:56:19] <linux-cnc-bob> hmm
[03:56:25] <linux-cnc-bob> it cant know left or right then
[03:56:36] <Tom_itx> T10 M6 will change to Tool 10
[03:56:51] <linux-cnc-bob> ya
[03:57:06] <linux-cnc-bob> but then there is no cutter compensation
[03:57:34] <Tom_itx> so enter the actual tool diameter in the tool table
[03:57:40] <linux-cnc-bob> ya i did
[03:57:44] <linux-cnc-bob> for T10
[03:58:42] <linux-cnc-bob> i put a 1" circle in the gcode
[03:59:04] <linux-cnc-bob> so it will be less than 1" if I dont use G41 i guess?
[04:00:07] <Tom_itx> i'm still trying to figure how linuxcnc handles it. just cut a part this evening and i made a mistake on my tool entry
[04:00:30] <linux-cnc-bob> sounds like same issue
[04:00:33] <Tom_itx> i think it programs the tool center though
[04:00:37] <linux-cnc-bob> ya
[04:00:38] <Tom_itx> test it and see
[04:03:43] <linux-cnc-bob> k
[04:03:51] <linux-cnc-bob> did a test with two different tool diameters
[04:04:00] <linux-cnc-bob> it will cut on same line
[04:04:09] <linux-cnc-bob> for the centers of the tool
[04:04:23] <Tom_itx> did you specify a g41?
[04:04:26] <linux-cnc-bob> no
[04:04:41] <linux-cnc-bob> cant since I still have an error for it
[04:05:04] <jdh> the lead in error?
[04:05:10] <linux-cnc-bob> no fixed that one
[04:05:12] <Tom_itx> was there an entry in the table?
[04:05:19] <linux-cnc-bob> i added T10
[04:05:25] <linux-cnc-bob> 0.118" diameter
[04:05:47] <Tom_itx> 3mmA?
[04:05:52] <Tom_itx> 3mm?
[04:05:55] <linux-cnc-bob> ya
[04:05:59] <linux-cnc-bob> ok here is new errror:
[04:06:33] <linux-cnc-bob> "arc to straight motion makes a corner the compensated tool cant fit without gouging"
[04:06:36] -!- LeelooMinai [LeelooMinai!~leeloo@24-52-246-177.cable.teksavvy.com] has joined #linuxcnc
[04:06:58] <linux-cnc-bob> i think that is when i cut a circle and then change Z
[04:07:01] <linux-cnc-bob> not sure
[04:07:13] <jdh> do you have a corner?
[04:07:15] <linux-cnc-bob> thats with G41 T10
[04:07:17] <linux-cnc-bob> ya i do
[04:07:21] <linux-cnc-bob> hmm
[04:07:23] <linux-cnc-bob> oh ya
[04:07:25] <jdh> does it have a radius?
[04:07:25] <Tom_itx> just a sec, i'll post the one i just ran
[04:07:26] <linux-cnc-bob> good point
[04:07:38] <linux-cnc-bob> no it has no radius oops
[04:07:42] <r00t4rd3d> http://imgur.com/a/50VAz
[04:07:44] <r00t4rd3d> there we go
[04:08:14] <linux-cnc-bob> whats that for?
[04:08:37] <linux-cnc-bob> i guess i will turn off cutter compensation on the corners
[04:10:04] <Tom_itx> http://tom-itx.dyndns.org:81/~webpage/cnc/cnc_files/enc_hub.txt
[04:10:10] <Tom_itx> that's one i just ran
[04:10:16] <Tom_itx> to give you an idea
[04:10:29] <jdh> why do you do N's?
[04:10:31] <Tom_itx> just a sec..
[04:11:07] <Tom_itx> because i do
[04:11:18] <Tom_itx> most controls don't care
[04:11:49] <linux-cnc-bob> is there a way to ignore that error about arc to straight motion makes a corner..
[04:11:58] <Tom_itx> my post generates it but i could get rid of it
[04:12:35] <Tom_itx> if there's an error i wouldn't ignore it
[04:12:40] <linux-cnc-bob> hmm
[04:12:46] <linux-cnc-bob> i dont really know why there is an error
[04:13:03] <jdh> because you are telling it to cut a compensated path that is not possible
[04:14:17] <jdh> is it a square inside corner?
[04:14:24] <linux-cnc-bob> ya
[04:14:36] <linux-cnc-bob> but i turned off the compensation (G40)
[04:14:43] <linux-cnc-bob> for that part, and still get the error
[04:14:52] <jdh> same place?
[04:15:11] <jdh> did you turn it off immediately before the corner?
[04:15:42] <linux-cnc-bob> immediately after the last circle
[04:15:49] <linux-cnc-bob> then theres an XY move to the start of the corner
[04:15:55] <linux-cnc-bob> ya error is same place
[04:17:08] <linux-cnc-bob> hmm
[04:17:13] <linux-cnc-bob> error is on a G0 line
[04:17:22] <linux-cnc-bob> when i move from the first circle to the next
[04:18:21] <linux-cnc-bob> G0 XY translate gives the error
[04:18:55] <jdh> after the G40?
[04:19:04] <linux-cnc-bob> before
[04:19:27] <linux-cnc-bob> the error is in the circle drawing part
[04:19:44] <linux-cnc-bob> i draw a couple circles and XY translate between them with G0
[04:20:05] <linux-cnc-bob> i put the G40 in a rectangle drawing section, but get the error before that anyway
[04:20:25] <linux-cnc-bob> code was in a sub so didnt know what line the error was on
[04:21:39] <jdh> the resultant move must make a corner that is tighter than the tool radius
[04:21:50] -!- ve7it has quit [Remote host closed the connection]
[04:24:28] <linux-cnc-bob> maybe i should move with arcs instead of straight lines to get to the next circle
[04:25:30] <linux-cnc-bob> compensation error shouldnt apply to G0 anyway
[04:25:33] <linux-cnc-bob> that sucks
[04:26:52] <toastyde1th> cutter comp must apply to g0 otherwise it loses track of the profile
[04:31:18] -!- mhaberler [mhaberler!~mhaberler@193.228.47.147] has joined #linuxcnc
[04:34:34] <linux-cnc-bob> i got it working but had to put a G40, then a XY move and then G41 between each circle
[04:37:26] -!- i_tarzan has quit [Ping timeout: 246 seconds]
[04:41:01] <Tom_itx> i noticed my axis button that moves to x y z zero doesn't work if i use mdi and enter a g91
[04:41:25] <Tom_itx> i gotta change it back to g90 then it works fine
[04:45:03] -!- i_tarzan [i_tarzan!~i_tarzan@187.151.141.159] has joined #linuxcnc
[04:48:10] <linux-cnc-bob> i type this in gcode: G10 L1 P20 R0.118
[04:48:22] <linux-cnc-bob> and then T20 M6 gives error
[04:48:38] <WiillenCMdesign> whats the error?
[04:48:40] <linux-cnc-bob> requested tool not found in the tool table
[04:48:55] <Tom_itx> did you add T20 to it?
[04:49:14] <linux-cnc-bob> i was hoping the gcode line "G10 L1 P20 R0.118" does that :)
[04:50:09] <Tom_itx> where does linuxcnc store the tool table?
[04:50:20] <Tom_itx> can you edit it outside the program?
[04:50:25] <WiillenCMdesign> yes
[04:50:43] <linux-cnc-bob> so cant edit it from gcode?
[04:50:45] <Tom_itx> i need to set mine up to match my cad cam tool list
[04:50:56] <Tom_itx> linux-cnc-bob you probably can
[04:51:12] <linux-cnc-bob> ya I think G10
[04:51:14] <linux-cnc-bob> but didnt work
[04:51:20] <WiillenCMdesign> its tool.tbl
[04:51:26] <Tom_itx> what dir?
[04:51:29] <WiillenCMdesign> a file in the config in your home directory
[04:51:45] <WiillenCMdesign> /home/linuxcnc/configs/YOURMACHINE
[04:52:06] <Tom_itx> oh
[04:52:09] <Tom_itx> ok
[04:52:32] <WiillenCMdesign> it can be opened with gedit
[04:52:38] <Tom_itx> yeah i did
[04:53:16] <WiillenCMdesign> you need a g43 after your g10
[04:53:23] <WiillenCMdesign> to reload the tool table
[04:53:45] <WiillenCMdesign> look something like this
[04:53:54] <WiillenCMdesign> T20 M6
[04:54:17] <WiillenCMdesign> G10 L1 P20 R.118
[04:54:20] <WiillenCMdesign> G43
[04:54:38] -!- i_tarzan_ [i_tarzan_!~i_tarzan@187.151.123.138] has joined #linuxcnc
[04:54:58] <WiillenCMdesign> sorry its T20 M6 G43*
[04:55:12] <WiillenCMdesign> then G43 after you change the offset
[04:56:47] -!- i_tarzan has quit [Ping timeout: 265 seconds]
[04:58:41] <WiillenCMdesign> gotta love late night machining
[05:02:33] -!- i_tarzan_ has quit [Read error: Operation timed out]
[05:04:31] -!- Fox_Muldr has quit [Ping timeout: 265 seconds]
[05:04:50] <Tom_itx> how do you specify a bull or ball nose endmill in the tool table?
[05:06:09] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-4d01db2e.pool.mediaWays.net] has joined #linuxcnc
[05:07:30] <Tom_itx> linux-cnc-bob,
http://www.linuxcnc.org/docs/html/gcode/tool_compensation.html#_cutter_compensation_a_id_sec_cutter_compensation_a
[05:08:53] <WiillenCMdesign> that i don't know
[05:08:57] <WiillenCMdesign> never have to worry about it
[05:09:08] <WiillenCMdesign> i use solidcam, so it does it for you
[05:09:21] <Tom_itx> yeah i use a cad cam as well
[05:09:32] <Tom_itx> probably no need to worry with it in the tool table
[05:09:38] <Tom_itx> just the diameter
[05:09:56] <WiillenCMdesign> i know where i work there is no setting in our vmc's for ball nose or bull nose
[05:10:02] <WiillenCMdesign> only the length, and radius
[05:17:30] -!- X704 has quit [Ping timeout: 264 seconds]
[05:20:00] -!- i_tarzan [i_tarzan!~i_tarzan@187.151.131.8] has joined #linuxcnc
[05:25:16] -!- i_tarzan has quit [Ping timeout: 252 seconds]
[05:32:13] -!- i_tarzan [i_tarzan!~i_tarzan@187.151.124.122] has joined #linuxcnc
[05:37:27] <linux-cnc-bob> is that "imachining" in solidcam any good?
[05:48:03] -!- i_tarzan has quit [Read error: Operation timed out]
[05:53:05] -!- _abc_ [_abc_!~user@unaffiliated/ccbbaa] has joined #linuxcnc
[05:56:36] -!- i_tarzan [i_tarzan!~i_tarzan@187.151.128.234] has joined #linuxcnc
[06:01:53] -!- i_tarzan_ [i_tarzan_!~i_tarzan@187.151.132.128] has joined #linuxcnc
[06:02:02] -!- i_tarzan has quit [Ping timeout: 265 seconds]
[06:05:07] -!- A2Sheds has quit [Ping timeout: 246 seconds]
[06:18:56] -!- A2Sheds [A2Sheds!~ly@unaffiliated/l84supper] has joined #linuxcnc
[06:21:02] -!- linux-cnc-bob has quit [Quit: ChatZilla 0.9.88.2 [Firefox 11.0/20120310193829]]
[06:22:55] -!- i_tarzan [i_tarzan!~i_tarzan@187.151.124.237] has joined #linuxcnc
[06:23:48] -!- i_tarzan_ has quit [Ping timeout: 248 seconds]
[06:40:07] -!- i_tarzan has quit [Ping timeout: 240 seconds]
[06:42:09] -!- WiillenCMdesign has quit [Ping timeout: 265 seconds]
[06:52:20] -!- DJ9DJ [DJ9DJ!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[06:52:35] <DJ9DJ> moin
[06:57:18] -!- jpk has quit [Ping timeout: 252 seconds]
[07:14:42] -!- WalterN [WalterN!~walter@host-174-45-122-145.bzm-mt.client.bresnan.net] has joined #linuxcnc
[08:04:47] -!- DJ9DJ has quit [Quit: brb]
[08:06:39] -!- DJ9DJ [DJ9DJ!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[08:08:52] -!- i_tarzan [i_tarzan!~i_tarzan@187.151.140.103] has joined #linuxcnc
[08:41:31] -!- i_tarzan has quit [Ping timeout: 244 seconds]
[08:52:56] -!- rob_h [rob_h!~rob_h@5e046fc1.bb.sky.com] has joined #linuxcnc
[08:53:05] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[09:05:38] -!- vladimirek [vladimirek!~vladimire@95.105.250.72] has joined #linuxcnc
[09:07:10] cylly2 is now known as Loetmichel
[09:07:28] <Loetmichel> mornin'
[09:10:03] <Loetmichel> <- setting up his IBM X60s as a testbed for stepper hardware... conclusion: good for testing, not good for production work. It has a maximum jitter of 520000ns.. :-(
[09:28:15] -!- Keknom [Keknom!~monkeky@pool-96-236-205-140.pitbpa.fios.verizon.net] has joined #linuxcnc
[09:31:54] -!- Keknom has quit [Client Quit]
[09:33:23] -!- DJ9DJ has quit [Read error: Connection reset by peer]
[09:33:43] -!- Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[09:34:27] -!- DJ9DJ [DJ9DJ!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[09:35:11] -!- Tom_itx has quit [Ping timeout: 265 seconds]
[09:52:12] -!- djinni` has quit [Quit: ERC Version 5.3 (IRC client for Emacs)]
[09:52:12] -!- mal`` has quit [Quit: ERC Version 5.3 (IRC client for Emacs)]
[09:55:24] -!- djinni` [djinni`!~djinni@li125-242.members.linode.com] has joined #linuxcnc
[09:57:31] -!- BenceKovi118 [BenceKovi118!~BenceKovi@polaris.mogi.bme.hu] has joined #linuxcnc
[09:59:40] -!- i_tarzan [i_tarzan!~i_tarzan@187.151.124.122] has joined #linuxcnc
[10:02:11] -!- BenceKovi119 [BenceKovi119!~BenceKovi@polaris.mogi.bme.hu] has joined #linuxcnc
[10:03:02] -!- BenceKovi118 has quit [Read error: Connection reset by peer]
[10:20:43] -!- dimas [dimas!~dimas@83.149.45.168] has joined #linuxcnc
[10:39:30] <r00t4rd3d> nice
[10:49:22] -!- jthornton has quit [Read error: Connection timed out]
[10:50:39] -!- jthornton [jthornton!~john@184.20.140.167] has joined #linuxcnc
[11:01:03] -!- morfic has quit [Read error: Connection reset by peer]
[11:02:53] <r00t4rd3d> i wake up in the morning with a craving for coffee, cigarettes and wanting to cut something.
[11:03:08] -!- andypugh [andypugh!~andy2@cpc2-basl1-0-0-cust639.basl.cable.virginmedia.com] has joined #linuxcnc
[11:03:28] <r00t4rd3d> 7am and I am going to cut a T Rex model :/
[11:05:14] <r00t4rd3d> http://www.cnczone.com/forums/woodworking_projects/5276-dinosaur_skeleton_other_models_dxf.html
[11:05:20] <r00t4rd3d> my new favorite thread
[11:06:41] <r00t4rd3d> http://www.cnczone.com/forums/1131439-post2875.html
[11:06:45] <r00t4rd3d> thats cool
[11:12:20] -!- i_tarzan has quit [Ping timeout: 248 seconds]
[11:18:00] -!- WalterN has quit [Ping timeout: 252 seconds]
[11:18:17] -!- bedah [bedah!~bedah@f053157016.adsl.alicedsl.de] has joined #linuxcnc
[11:19:08] -!- morfic [morfic!~morfic@unaffiliated/morfic] has joined #linuxcnc
[11:24:12] * archivist tasks r00t4rd3d with a wooden clock http://www.bhi.co.uk/images/woodclock.JPG /me trying to find a better image, its 7/8ft tall
[11:24:57] <r00t4rd3d> im sure my machine is not big enough for that
[11:25:12] <r00t4rd3d> i would have to scale it to 3ft
[11:26:03] <r00t4rd3d> a mini grandfather clock would be cool
[11:26:13] <r00t4rd3d> desktop grandfather clock
[11:26:18] <archivist> you probably can make it as all the parts are built up for many different types of wood
[11:26:27] <archivist> for/from
[11:27:05] <r00t4rd3d> ive seen some clock project files and fuck that shit.
[11:27:16] <archivist> so he got the grain in the right direction and the best wood for the part and looks
[11:27:27] <r00t4rd3d> ill stick with childrens dinosaur puzzles
[11:27:44] <archivist> get into the mans world!
[11:27:55] <r00t4rd3d> toys!
[11:28:14] <archivist> daddies toys are better
[11:29:21] -!- syyl [syyl!~syyl@p4FD12AD6.dip.t-dialin.net] has joined #linuxcnc
[11:34:06] <r00t4rd3d> last night i set my z axis offset to 0.50 instead of 0.25, that was a fun few seconds.
[11:35:09] -!- shurshur has quit [Quit: restart]
[11:36:01] <r00t4rd3d> then i crashed my gantry into a clamp
[11:45:46] <r00t4rd3d> I got a bag laying on my desk with 6 limit switches and a estop in it
[11:46:06] <r00t4rd3d> i guess those are for pussy's
[11:50:26] <archivist> dont worry you are not the only collector of "spares" my switches are still in a parts draw
[11:50:39] <r00t4rd3d> ha
[11:51:42] <archivist> and even is the machine has one switch...wire it?
[11:51:49] <archivist> is/if
[11:53:58] <r00t4rd3d> im gonna hook my estop up today
[11:55:49] -!- tlab [tlab!~tlab@c-98-223-22-156.hsd1.in.comcast.net] has joined #linuxcnc
[11:57:22] <archivist> my lathe has a moveable limit switch to the left of the carriage but which tool am I going to use, will I be boring inside the spindle etc
[11:59:23] -!- i_tarzan [i_tarzan!~i_tarzan@187.151.128.105] has joined #linuxcnc
[12:00:31] -!- r00t-Shed [r00t-Shed!~CNC@cpe-67-249-21-218.twcny.res.rr.com] has joined #linuxcnc
[12:08:03] -!- yangchang has quit [Quit: Leaving]
[12:30:34] -!- mhaberler has quit [Quit: mhaberler]
[12:31:16] -!- r00t-Shed has quit [Ping timeout: 248 seconds]
[12:41:49] <r00t4rd3d> when i set my tool settings in pycam it never sets it right in linuxcnc but I dont have the tool i set in pycam in my tool list in linuxcnc. Is that why? Do I have to add all the bits to my tool table?
[12:42:35] <r00t4rd3d> i think its just picking the closest size in my tools now
[12:42:57] <r00t4rd3d> i should read the manual some day
[13:08:12] -!- tlab has quit [Quit: Leaving]
[13:12:12] -!- syyl has quit [Quit: Leaving]
[13:14:03] <Tom_L> yes, people put as much work into them as they do the software that goes with them
[13:14:33] <r00t4rd3d> i can just ask jt here
[13:14:55] <Tom_L> and 1/2 the time he gives you a link
[13:14:58] -!- WalterN [WalterN!~walter@host-174-45-122-145.bzm-mt.client.bresnan.net] has joined #linuxcnc
[13:15:40] <r00t4rd3d> i have a sore finger can you just tell me?
[13:15:48] <Tom_L> no
[13:16:20] Tom_L is now known as Tom_itx
[13:16:55] <r00t4rd3d> is jt shop and j thornton the same person?
[13:17:14] <r00t4rd3d> do i got that right....
[13:18:29] <Loetmichel> *GRRR
[13:18:58] <Loetmichel> Grilled a MC34063 of a TB6560 board... why do the chinese use a 25V Cap for them?
[13:19:19] <Loetmichel> and then write "36V max input"?
[13:19:22] <Tom_itx> what did you apply to it?
[13:20:02] <r00t4rd3d> i put 24v to mine :/
[13:20:35] <r00t4rd3d> should i lower that?
[13:21:15] <Loetmichel> 27 volts
[13:21:20] <r00t4rd3d> lol
[13:21:23] <Tom_itx> if it's rated for 25v it will shorten it's life
[13:21:43] <Loetmichel> the evidence says otherwise...
[13:21:50] <archivist> hmm wiki bug
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?M100-199 the link to a file is not what the user intended /me does not know this wikis obscure syntax
[13:22:06] <Tom_itx> mine is 50v and i used 63v caps which is very minimal. i should have used 75v caps
[13:22:44] <Tom_itx> but i got them surplus
[13:24:58] <Tom_itx> archivist are you trying to implement a user m code?
[13:25:10] <r00t4rd3d> should I turn my power supply down you think?
[13:25:14] <r00t4rd3d> to like 18v?
[13:25:16] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=13412
[13:25:19] <archivist> no, trawiling the wiki for dead links
[13:25:20] <Loetmichel> @ tom-itx
[13:25:25] <Tom_itx> ahh
[13:25:49] <archivist> hacking a spider to find the crap
[13:25:55] <Loetmichel> heard it "POP" from the cap and then "crackle" from the Chip
[13:25:58] <Tom_itx> Loetmichel that's not a happy cap
[13:26:32] <archivist> past its use by date
[13:26:50] <r00t4rd3d> Loetmichel, can you solder on a new one?
[13:26:53] <Loetmichel> the boards are BRANDNEW, ordered last week
[13:26:58] <Loetmichel> was first test
[13:27:02] <r00t4rd3d> i could fix that for you
[13:27:05] <Tom_itx> so that's an easy fix. recap the board with higher voltage caps
[13:27:09] <Loetmichel> r00t4rd3d: if i had one...
[13:27:14] <Loetmichel> the chip, not the cap
[13:27:28] <Tom_itx> just leave the tantalum caps though. they're fun to watch when they explode
[13:27:42] <r00t4rd3d> i read never to go over 24v with them
[13:27:52] <r00t4rd3d> so thats why i got a 24v power supply
[13:28:18] <r00t4rd3d> i guess the 25v cap explains that now.
[13:28:51] <Tom_itx> that's pushing it to it's limit every time you switch it on
[13:29:05] <r00t4rd3d> im turning my supply down to 18v
[13:29:13] <r00t4rd3d> its adjustable
[13:29:36] <r00t4rd3d> the input is 12-36v
[13:29:44] <r00t4rd3d> well thats what the man says
[13:29:57] <Tom_itx> what are the driver chips rated for?
[13:29:59] <Loetmichel> r00t4rd3d: the board is specified to go up to 36V, so 27V SHOULD be on the save side
[13:30:41] <r00t4rd3d> return it
[13:30:48] <Tom_itx> the 100uf 50v one is probably the supply cap
[13:30:59] <Loetmichel> i will
[13:31:19] <r00t4rd3d> are your supplies adjustable?
[13:31:41] <Loetmichel> and the second one also, there one driver is erratic (misses steps at about 1/3 clock of the other)
[13:31:50] <Loetmichel> yes, in margins
[13:32:53] <Loetmichel> dialed iot down to 24V now, checking for the other board
[13:36:57] <Loetmichel> seems to run better... ok, good to kmow... shit, that will cost me 20% speed....
[13:37:10] <Tom_itx> get a better driver board?
[13:38:41] <Loetmichel> its for a series of cheam 300*400*120mm CNC mills... i will go for <500Eur selling price plug and play ready
[13:38:44] <Loetmichel> cheap
[13:38:50] <Loetmichel> so the board HAS to be cheap
[13:39:03] <andypugh> That Wiki page is just plain confusing. I thought there was one containing answers, not questions.
[13:39:12] <Tom_itx> heh
[13:40:21] -!- DJ9DJ has quit [Quit: brb]
[13:42:35] -!- DJ9DJ [DJ9DJ!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[13:42:43] <Loetmichel> Tom_itx:
http://youtu.be/YR8uLMVKDkQ
[13:42:47] <Loetmichel> runs much better
[13:43:43] <andypugh> They look like stepper motors, only smaller :-)
[13:45:17] <Loetmichel> andypugh: got 18 of them from a "dismantle session" in the company
[13:45:20] * Tom_itx snickers
[13:45:48] <Loetmichel> they have 7,5°/step, ~1A and 6.5 Ohms.
[13:45:57] <Loetmichel> not bad for free ;-)
[13:46:06] <Loetmichel> and about 500mNm
[13:46:13] <Loetmichel> holding torque
[13:46:48] <Loetmichel> its sufficient for a small cnc router
[13:46:59] <Tom_itx> or maybe a reprap
[13:47:12] <Loetmichel> to slow
[13:47:20] <Tom_itx> oh
[13:47:52] <Loetmichel> fir the reprap i have another set:
http://www.youtube.com/watch?v=ex39zP8alnY
[13:47:53] <Loetmichel> ;-)
[13:48:47] <Tom_itx> does reprap need 5?
[13:49:08] <Tom_itx> 2 for the gantry?
[13:57:38] <Loetmichel> i will use 2 extruders
[14:00:57] -!- skunkworks__ [skunkworks__!~chatzilla@str-bb-cable-south-3-102.dsl.airstreamcomm.net] has joined #linuxcnc
[14:12:40] -!- DJ9DJ has quit [Quit: brb]
[14:21:52] <Loetmichel> Tom_itx: a reprap runs at and above 250mm/s
[14:22:06] <Loetmichel> so no chance with the small Printer steppers
[14:24:06] -!- DJ9DJ [DJ9DJ!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[14:26:23] -!- dimas has quit [Ping timeout: 245 seconds]
[14:30:02] -!- mozmck [mozmck!~moses@client-74.117.92.175.dfwtx.partnershipbroadband.com] has joined #linuxcnc
[14:34:54] -!- gmagno [gmagno!~gmagno@a213-22-30-249.cpe.netcabo.pt] has joined #linuxcnc
[14:36:07] -!- r00t-Shed [r00t-Shed!~CNC@cpe-67-249-21-218.twcny.res.rr.com] has joined #linuxcnc
[14:36:18] <r00t-Shed> how i pick my tool out of the tool table?
[14:36:28] <r00t-Shed> just click the little box?
[14:37:29] <skunkworks__> ? You call it from gcode...
[14:37:42] <r00t-Shed> it normally says "No tool" at the bottom and its just the default cone
[14:37:45] <r00t-Shed> or v shape
[14:38:57] <Tom_itx> Loetmichel do they run fast in order to keep up with the melted plastic?
[14:39:22] <Tom_itx> or because of the runtime involved
[14:39:35] <Loetmichel> both
[14:40:51] <Tom_itx> what do most of those guys use to generate the layered toolpaths
[14:41:02] <Tom_itx> those must be huge files
[14:41:07] <skunkworks__> http://linuxcnc.org/docs/2.5/html/gcode/tool_compensation.html
[14:41:32] <Loetmichel> Tom_itx: depends
[14:41:42] <Loetmichel> there are a handfull of slicers
[14:42:21] <Loetmichel> and yes, the reprap can access a SDcard dor storing the files ;-)
[14:47:44] <Tom_itx> Loetmichel are any of them successfully using linuxcnc?
[14:48:32] <Loetmichel> Tom_itx: only for the repstrap
[14:48:50] <Loetmichel> the bootstrap device to build an RepRap
[14:49:11] <Loetmichel> because the reprap electronics have an avr in it with a gcode interpreter
[14:49:20] <Tom_itx> i know
[14:49:23] <Loetmichel> they are running standalone
[14:49:29] <gene_> <Loetmichel> I'd cut my losses with that TB65XX stuff, and get a 2M542 , at about 50 USD an axis, plumb blows the single chip stuff out of the arena. I have 7 of them already. 50 volts, 4.2 amps, runs quite cool if above 24 volts, I have 4 at 28volts in the mill box, and 2 at 40 volts in the lathes box and a spare on the shelf.
[14:49:30] <Tom_itx> what avr do they typically use?
[14:49:54] <Loetmichel> gene_: i payed less than 50$ fpr THREE axis...
[14:50:03] <Loetmichel> Tom_itx: ardunio mega
[14:50:10] -!- dimas [dimas!~dimas@83.149.45.220] has joined #linuxcnc
[14:50:21] <Tom_itx> that must be a mega2560
[14:50:44] <gene_> Reviws on the TB65XX stuff have been uniformly damning.
[14:50:59] <gene_> Reviws=-reviews
[14:51:36] <gene_> Got a URL for that one?
[14:52:23] <Loetmichel> Tom_itx: it is
[14:52:46] <Loetmichel> gene_:
http://www.ebay.de/itm/280891221546
[14:52:52] <Tom_itx> what do they do, put a stepper shield on it?
[14:53:07] <Loetmichel> Tom_itx: more or less
[14:53:12] <Loetmichel> google ramps 1.4
[14:54:19] <Tom_itx> are those drivers from sparkfun better?
[14:54:23] <Tom_itx> i don't have the pn
[14:54:53] <Loetmichel> no idea
[14:55:06] <Tom_itx> i think mendlemax uses tose
[14:55:08] <Tom_itx> those*
[14:56:24] <andypugh> I wish it would stop raining. My workshop floor is now below the water table :-(
[14:56:35] <andypugh> Only just, but it's worrying.
[14:56:48] <Tom_itx> sandbag it
[14:57:07] <andypugh> Ot's oozing up round the floor slab
[15:00:24] <Tom_itx> i wish we would get some rain. it was teasing us last night
[15:05:31] -!- karavanjo has quit [Read error: Connection reset by peer]
[15:06:47] <archivist> we have monsoon weather this last few days
[15:07:15] -!- djdelorie has quit [Quit: Leaving]
[15:07:25] <archivist> andypugh, dig a pit and install a sump pump
[15:07:53] <archivist> I had the garage soaking the other week
[15:13:31] <gmagno> my nema 17 motors do a lot a noise, is it normal? It looks like tv static :-?
[15:14:32] <gmagno> andypugh, where you from?
[15:17:59] <archivist> another swamp in england 140 miles south of me in the middle swamp
[15:18:19] -!- WalterN has quit [Ping timeout: 244 seconds]
[15:23:47] <gene_> Could you guys complaining about the rain send me some? We are about 15-20" behind here in WV USA.
[15:24:43] <archivist> we have bukkkets but its hevi, come fetch
[15:24:51] <Tom_itx> last summer we had over 50+ days of above 100F weather, compared to the dust bowl we were dryer
[15:25:56] <gene_> With temps in the 90+ range, and some folks still without power after that storm a week ago last Friday night, we could use both the water and the cooling.
[15:26:04] <Tom_itx> little milder today, Temp: 82.0 F (27.8 C)
[15:27:26] <gene_> That I could tolerate, but WV is now only a degree cooler than Yuma AZ, which is usually considered to be hells exhaust.
[15:29:09] <archivist> why dont the americans bury their power cables! power outages are far too common
[15:29:47] <Tom_itx> some are
[15:30:03] <Tom_itx> then they just get cut when someone digs
[15:30:38] <Tom_itx> some areas are too rocky or unstable to bury
[15:30:54] <gene_> I've now read several threads on the TB6560 over on the cnczone. Yeah, using a backhoe for a divining rod is considered to be poor form.
[15:32:11] <gene_> Cost per mile is about 30x the cost of poles, but poles which trees can fall on, cost more in the long run.
[15:35:12] <gene_> And in this rugged terrain, even poles per mile cost more. As for the TB6560 weak point, where logic power must be up and stable before motor power is applied, I suspect the A3977 may also suffer from that as I have destroyed 3 of them at powerup, and zero while running..
[15:36:01] <Tom_itx> gene_ are you in the mountains?
[15:37:55] <gene_> The 2M542 has its own protection. More or less, I am nominally 100 miles north oc Charleston WV on the I79 superslab. One farm I used to hunt deer on cl;aimed he was farming both sides of his place, but wasn't telling the tax collector.
[15:39:28] <gene_> Much of this local area is too steep for these old pins to try & climb, so 4wd rigs are the rule here, not the exception. Both of mine are 4wd.
[15:40:13] -!- sumpfralle [sumpfralle!~lars@31-16-21-63-dynip.superkabel.de] has joined #linuxcnc
[15:42:09] <gene_> I am perhaps 300 meters from the West Fork River, and probably 25 meters above it. Just walking around the local block is a 10-12 meter elevation change.
[15:42:58] <gene_> If one wants flat gound, you make it with a D-9.
[15:47:05] <gene_> Where are you Tom-itx?
[15:47:21] <gmagno> it's a bit offtopic, but... pycam shows an 8 hour ETA to complete the processing of the default "PyCAM" carve... is this normal...? Could anyone send me the gcode for that...? :-/
[15:47:25] <Tom_itx> ks
[15:48:00] <gene_> Ahh, you have flat ground to give away (almost)
[15:48:09] <sumpfralle> gmagno: do you mean "processing" for calculation. Or do you refer to the machine time?
[15:48:16] <Tom_itx> or blow away if it's too dry
[15:48:25] <gmagno> sumpfralle, calculation
[15:49:03] <gmagno> sumpfralle, my pc is not that bad... i think... it's 3200+ AMD 2GB RAM
[15:49:15] -!- djdelorie [djdelorie!~dj@envy.delorie.com] has joined #linuxcnc
[15:49:30] -!- joe9 [joe9!~joe9@c-24-126-150-243.hsd1.ga.comcast.net] has joined #linuxcnc
[15:49:33] <sumpfralle> and which process did you choose? rough? contour? surface?
[15:49:34] <gene_> And gmagno, I have (that too, Tom) written 60 liners that took 36 hours to run.
[15:49:54] -!- andypugh has quit [Ping timeout: 264 seconds]
[15:50:47] <gmagno> sumpfralle, erm... rought, semi-finish and finish
[15:51:28] <sumpfralle> ok - this can take a while
[15:51:28] <sumpfralle> the model is quite big and the default processing settings use quite a small tool size and step width
[15:51:28] <sumpfralle> hard to say, how long it would take
[15:52:12] <gmagno> why would the developer put a so demanding 3d object by default...?
[15:52:25] <sumpfralle> by accident - sorry :)
[15:52:44] <Tom_itx> gmagno, to show off
[15:52:48] <gmagno> :D
[15:53:14] <gmagno> but you guys know what 3d object I'm talking about, right?
[15:53:19] <Tom_itx> is it a default file from the install?
[15:53:27] <Tom_itx> no i don't have pycam
[15:53:38] <gmagno> do you suggest any other software?
[15:53:47] <gmagno> open source pls
[15:53:50] <gmagno> :)
[15:54:02] <gene_> However, I had the sharpest blade ever in my tablesaw for that 36 hours on a dremel turning a diamond disk
[15:54:08] <sumpfralle> gmagno: yes, I know it - ok - it is just 1500 triangles
[15:54:09] <sumpfralle> the main calculation problem is the contour follow algorithm - the rest is quick
[15:54:23] <gmagno> the only non open source soft I can't get rid of, is solidworks... :-/ (so far)
[15:54:48] <gmagno> sumpfralle, exacly, right now it is running the countourfollow
[15:55:47] <gmagno> gene_, nice
[15:55:48] <sumpfralle> this is somehow a bad combination: complicated tool shape and inefficient algorithm -> hugh calculation effort
[15:56:20] <gmagno> btw, what does that contourfollow process does? Is it something I could live without?
[15:56:24] <sumpfralle> huge
[15:56:56] <sumpfralle> yes - it was an effort to try to overcome specific problems of the other waterline algorithm (polygon based) - just use the other one
[15:58:06] -!- servos4ever [servos4ever!~chatzilla@74-47-247-180.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[15:59:09] <gmagno> I'm very excited to make some experiments on wax I melted from a candle :P I'm hoping to do more carving tests without wasting wood or paper
[15:59:41] <Tom_itx> that wax may not hold up, you may need some binders in it
[15:59:53] <Tom_itx> machinable wax works well though
[15:59:57] <Tom_itx> you can make it
[16:00:13] <gmagno> hmm, but why wouldn't it hold up?
[16:00:29] <Tom_itx> doesn't take much to melt it
[16:00:34] <gmagno> i see
[16:00:40] <gmagno> how to make wax?
[16:00:43] <gmagno> good wax
[16:02:01] -!- Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[16:02:04] <Tom_itx> i haven't tried it, we bought the blue stuff
[16:02:21] <r00t4rd3d> dont eat the blue acid!
[16:02:30] <Tom_L> http://www.weaponeer.net/forum/uploads/dcorb/files/2009-02-23_174227_machinable_wax.pdf
[16:02:34] <Tom_itx> read that
[16:03:26] <gmagno> Tom_L, thank you!
[16:04:06] <Tom_L> http://www.weaponeer.net/forum/uploads/dcorb/files/2009-02-23_174305_machinable_wax_part_2.pdf
[16:04:09] <Tom_itx> part 2
[16:04:47] <gmagno> sweet
[16:05:04] <Tom_itx> i've heard of mixing it with other stuff
[16:06:35] <Tom_L> http://repraplogphase.blogspot.com/2010/06/nice-recipe-for-machineable-wax.html
[16:07:13] <elmo40> Tom_L: where is this list of what bags worked and what bags just shrunk?
[16:07:18] <Tom_itx> save your milk jugs
[16:07:47] <Tom_itx> HDPE
[16:07:55] <Tom_itx> or LDPE
[16:07:57] <Tom_itx> i suppose
[16:08:09] <Tom_itx> swipe your wife's cutting board
[16:08:34] <elmo40> its wood ;)
[16:08:43] <elmo40> rubbermaid containers
[16:08:51] <elmo40> they are mainly ldpe
[16:09:31] <Tom_itx> grind it up a bit first
[16:09:40] <Tom_itx> use a strainer when you pour
[16:09:54] <Tom_itx> and let it cool a bit before you pour, it won't shrink as much
[16:10:51] <elmo40> now then, wax is mixed with LDPE? and they make a nice heterogenous mixture?
[16:10:58] <Tom_itx> i think so
[16:11:19] <Tom_itx> add ldpe until no more will disolve i guess
[16:11:27] <elmo40> from the pdf it appears it does, just not sure what plastics were used. said bags.
[16:11:28] <Tom_itx> more you add the firmer the 'wax' will be
[16:11:33] <elmo40> k
[16:11:42] <elmo40> good for making my sand molds :)
[16:11:49] <Tom_itx> it's expimental :)
[16:12:04] <Tom_itx> experimental*
[16:12:25] <Tom_L> http://www.cnczone.com/forums/hobby_discussion/26351-cnc_paternmaking_casting-machinable_wax.html
[16:12:55] <elmo40> 1 lb parafin (Gulfwax etc)
[16:12:55] <elmo40> 4 oz polyetheline film
[16:13:15] <elmo40> parafin and polyetheline film (garbage bags?)
[16:13:17] <elmo40> ok
[16:13:19] <elmo40> sounds simple enough
[16:13:31] <Tom_itx> read those links and pick what suits you best
[16:13:35] <elmo40> 1:4 ratio in that mixture
[16:13:40] -!- taiden [taiden!~luke@cpe-184-153-132-154.maine.res.rr.com] has joined #linuxcnc
[16:13:52] <Tom_L> http://daleshort.cc/doku.php?id=pages:machwax
[16:13:54] <Tom_itx> one more
[16:14:10] <Tom_itx> they all seem to refer to hdpe or ldpe
[16:14:19] <gene_> Well, I've since worn that blade out. Cherry is a bit hard on blades. The next best blade, at $40 USD for a 10" $70 for a 12" is made by CMT, called an ATBF, its sweet too.
[16:14:32] <Tom_itx> save your walmart bags
[16:15:00] <gene_> I do some furniture too when the mood hits me.
[16:15:09] <gmagno> erm... one more time on the pycam topic, do you know any better solution for 2D/3D object to gcode conversion software?
[16:15:54] <gene_> I have just now installed pycam, and while it seems slow, looks like it does a good job.
[16:16:27] <Tom_itx> my pc is too slow to try it
[16:16:39] <gmagno> Tom_itx, what do you use?
[16:16:50] <Tom_itx> i have commercial software
[16:16:53] <sumpfralle> you can use remote servers to run in it a grid
[16:17:14] <sumpfralle> (you need to setup these on your own - no public servers are available)
[16:18:09] <gene_> I have a 4 core phenom here, running at 2100, but it says the roughing pass on the pycam logo will be 140 minutes, but I haven't looked at the code to see if its suitable for my machine either.
[16:18:34] <gmagno> gene_, ouch
[16:18:43] <sumpfralle> that is weird - on my (T61 - five years old) laptop it took 10 minutes
[16:18:44] <gene_> I'd render here, and export it to the machine that will do the swarf making
[16:18:56] <Tom_L> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Cam
[16:19:26] <Tom_itx> i hear sheetcam is pretty good for 2.5d stuff
[16:20:20] <gene_> To render the roughing pass was about 6 minutes on this machine, this figure is its estimated run time on the machine making the swarf.
[16:20:22] <sumpfralle> 2,5D things are also pretty fast on PyCAM (sorry for advertising here ...)
[16:20:48] <Tom_itx> the stepover on the demo may be too fine too
[16:20:57] <Tom_itx> you may be able to get by with a coarser cut
[16:21:10] <gene_> 60% overlap by default
[16:21:57] <Tom_itx> i didn't check any of the settings, i just hit 'GO'
[16:22:11] <Tom_itx> it was gonna take 11+ hrs so i quit
[16:22:22] <gene_> Spindle speed and horsepower are my limit, its an expanded table micromill with a whole new Z axis drive.
[16:22:31] <gmagno> :D
[16:22:37] <taiden> There's so much MDF dust all over my basement
[16:22:48] <taiden> that I have to wear a p100 mask to avoid sneezing while sitting at my computer
[16:23:38] <taiden> #homecncproblems
[16:23:59] <gene_> You can see it, but the pix are old, at <
http://coyoteden.dyndns-free.com:85/gene>, follow the emc link.
[16:27:31] <gene_> Now, silly Q probably, but can inkscape export the STL that pycam needs? I'm assuming freecad can too, but I need help with that, lots of it.
[16:28:33] -!- Tom_L has quit []
[16:28:49] <sumpfralle> inkscape exports SVG files
[16:28:59] <sumpfralle> pycam can read these for 2,5D models
[16:29:15] <sumpfralle> freecad and qcad export STL suitable for PyCAM
[16:29:33] <sumpfralle> (and openscad and ....)
[16:29:48] <sumpfralle> dxf are also fine
[16:31:47] <gene_> Sounds better yet, thanks.
[16:33:37] <gene_> I need something to help me lay out the bearing boss and the screw extension to put a ball screw in the X of my mini-lathe
[16:34:42] <gene_> openscad, how does that compare to freecad?
[16:37:56] <sumpfralle> openscad is a kind of programming language. You design your model by combining basic 3D shapes. For me personally this is an ideal approach to modelling.
[16:38:25] <gene_> Maybe that is what I need.
[16:49:54] -!- taiden has quit [Read error: Connection reset by peer]
[16:51:11] <Jymmm> gene_: All you need is a beer and to see something naked!
[16:51:48] <archivist> a naked jymmm we do NOT wish to see
[16:52:32] <Jymmm> archivist: You know you want to
[16:53:20] <Tom_itx> might be a good laugh
[16:53:26] -!- taiden [taiden!~luke@cpe-184-153-132-154.maine.res.rr.com] has joined #linuxcnc
[16:53:38] <taiden> my linuxcnc box keeps randomly turning off
[16:53:46] <taiden> i just replaced the power supply and it still does it
[16:53:56] <taiden> what tools are available to me under linux to diagnose this?
[16:54:08] <Jymmm> overheating
[16:54:15] <taiden> cpu temp is 45 c
[16:54:19] <Tom_itx> hot graphic card
[16:54:23] <taiden> according to bios
[16:54:39] <Tom_itx> this one does it when the graphic chip gets too dusty
[16:54:41] -!- sendoushi [sendoushi!~sendoushi@sm1-84-90-42-105.netvisao.pt] has joined #linuxcnc
[16:54:49] <taiden> interesting
[16:54:56] <taiden> is there a way for me to check gpu temp?
[16:55:06] <taiden> it's an nvidia geforce 4400 ti
[16:55:18] <Jymmm> lick it
[16:55:22] <taiden> uymmy
[16:55:31] <taiden> it's weird
[16:55:35] <taiden> i turn it off overnight
[16:55:40] <taiden> first boot will generally last 1 hour
[16:55:45] <taiden> then after that it will run all day and night
[16:56:27] <Jymmm> caps buldging?
[16:56:42] <taiden> i inspected visually last time i was in there and saw nothing alarming
[16:57:41] <Jymmm> reseat ram/cpu/cards, test ram for 24+ hours
[16:58:53] <MrSunshine> hmm need to connect this thingie up now =) made schematic for a sound card protecting sound card oscilloscope :P
[16:58:54] <taiden> what diagnostics tools are available to me under linux
[16:59:05] <MrSunshine> (soundcard protecting as in clips signals comming out that is over 1Vpp) =)
[16:59:17] <MrSunshine> simple little thing this thing
[16:59:24] <MrSunshine> only thing is that i need negative supply :P
[17:01:46] <gene_> jymmm: I can handle the beer but diabetes says my limit is 2 a day, and the diabetes fixed the naked woman problem too, I can't do them any good. :(
[17:02:30] <gene_> openscad looks as if it will help me, thanks for the hint.
[17:03:35] <Jymmm> gene_: Nonesense, be creative =)
[17:03:48] <gene_> Get that - supply from the pc's psu. Current is limited but you aren't brewing coffee with it anyway.
[17:04:50] <gene_> jymmm, first, the lady needs to want me to be creative. Half dead from COPD she doesn't give a shit either.
[17:06:27] <Jymmm> gene_: Hey, I said be creative... gcode a carving of her =)
[17:06:52] <gene_> Hummmm.... ;-)
[17:06:53] <taiden> ummmm
[17:07:00] <taiden> i just ran into a weird bug?
[17:07:23] <taiden> when I do g2 i0 j0 z-1 p10, the z axis in emc2 moves but on the machine it doesnt
[17:07:27] <gene_> with what?
[17:07:34] <taiden> when i go g0 z-1 it moves on the machine
[17:08:52] <gene_> I don't see a feedrate in that statement, and normally one would do that in the 'inverse time mode'
[17:09:08] <taiden> that was just from mdi
[17:09:12] <taiden> not from a file
[17:09:31] <taiden> when i try to do helical interpolation it cuts the circle and does the right number of 'turns'
[17:09:35] <taiden> but it doesn't advance the z
[17:09:44] <taiden> but when i do linear moves it advances the z just fine
[17:09:53] <taiden> the weird thing is it was working just fine
[17:09:54] <taiden> and then it stopped
[17:09:58] <taiden> nothing changed
[17:10:01] <taiden> that i am aware of
[17:10:10] <taiden> i thuoght it was a loose motor cable but g0 g1 still work in the z
[17:10:17] <gene_> is z moving by jog now?
[17:10:25] <taiden> yep
[17:10:33] <taiden> only doesn't work with helical interpolation
[17:10:40] <taiden> but again, on the DRO it shows the z moving
[17:10:43] <taiden> while in real life it doesnt
[17:10:59] <gene_> how fast?
[17:11:34] <taiden> f40
[17:11:45] <taiden> g2 i0 j0 z-1 p10
[17:12:19] <gene_> and what version of linuxcnc? 40 is about 3x what my toy can do.
[17:12:37] <taiden> 2.5.0
[17:14:58] <gene_> Could be a new bug, its not something I have used recently. That last time I used it, drilling some cap screw recess's was perhaps a year ago, worked ok then.
[17:15:21] -!- WalterN [WalterN!~walter@host-174-45-122-145.bzm-mt.client.bresnan.net] has joined #linuxcnc
[17:15:33] <taiden> :)
[17:15:36] <taiden> i just restarted it and it works now
[17:15:38] <taiden> really strange
[17:15:49] <taiden> would really suck if it happened in the middle of cutting a plate of parts
[17:15:57] <gene_> That was gonna be my next suggestion.
[17:16:25] <gene_> Yup :(
[17:16:34] <taiden> could g92 offsets somehow get in the way of it?
[17:16:46] <taiden> the weird thing is DRO was moving Z but the motor wasn't turning
[17:17:36] <gene_> Humm, interface low voltage problem but thats a looooooong stretch IMO.
[17:18:00] <taiden> i'm about to jump on that intel board
[17:18:12] <gene_> with both feet?
[17:18:16] <taiden> and one arm
[17:18:43] <gene_> Check those caps wrapped around the cpu again.
[17:19:14] <taiden> yeah..
[17:19:36] <taiden> i just wish i had built a momus machine to begin with and used the intel board
[17:19:53] <taiden> i did a microcarve inspired design and used an old PC and it's been a huge headache
[17:20:05] <gene_> I had to retire a perfectly good Mach-speed board, too lazy to take it up to the tv station & raid Daves grocery sack of caps for those.
[17:20:32] <taiden> who is dave?
[17:20:57] <gene_> the engineer I gave my old red CE's chair to back in 2002
[17:20:58] <Jymmm> dave's not here man
[17:21:16] <gene_> He is likely not there either...
[17:21:46] <Jymmm> heh
[17:22:41] <gene_> With 2 tv transmitters and a radio station plus all the microwave that has been added since I retired, he is 'on the road' way too much.
[17:23:48] <taiden> damn it
[17:23:50] <taiden> it's doing it again
[17:23:52] -!- mhaberler [mhaberler!~mhaberler@macbook.stiwoll.mah.priv.at] has joined #linuxcnc
[17:23:54] <taiden> at f40 it wont advance Z
[17:24:13] <taiden> is this a stepconf issue?
[17:24:15] <gene_> will it if f20?
[17:24:23] <taiden> i'll check
[17:24:38] <taiden> alright halfawy through it decided to work
[17:24:42] <taiden> haha
[17:24:44] <taiden> awkward
[17:24:51] <taiden> that is so awkward
[17:25:05] <gene_> Humm, check your motor supply voltage then.
[17:25:13] <taiden> its 49v
[17:25:16] <taiden> gecko g540
[17:25:37] <taiden> could it be my router?
[17:25:44] <taiden> i just upgraded to a 12a router over a 5a
[17:25:54] <gene_> sounds good. Is the gecko hot?
[17:26:01] <taiden> nope
[17:26:12] <taiden> actually yes
[17:26:13] <taiden> it is hot
[17:26:39] <taiden> the underside is
[17:26:44] <taiden> which was sitting on my workbench
[17:26:45] -!- Thetawaves [Thetawaves!~Thetawave@7-139-42-72.gci.net] has joined #linuxcnc
[17:26:58] <taiden> it feels like it's about 180f
[17:27:00] <gene_> humm, it could be saving itself then, can you put more fan on it easily?
[17:27:15] <taiden> can't keep my finger on it more than a secnod
[17:27:25] <Jymmm> lick it
[17:27:31] <taiden> yumyum
[17:27:38] <taiden> im going to give it a rest and see how it fairs in a few minutes
[17:27:44] <taiden> brb
[17:27:48] <gene_> Thats not 180, but probably at least 140 then.
[17:27:59] <taiden> fair enough
[17:28:13] <Jymmm> gene_: Yeah, but you're Asbestos Man!
[17:28:28] <gene_> At 180, milliseconds before reflexes jerk your finger away.
[17:28:55] <taiden> i dunno
[17:29:04] <taiden> i have pretty high fire resistance from being a dishwasher as a kid
[17:29:10] <gene_> And it may be shiney when it comes away.
[17:29:39] <Jymmm> and no fingerprints for the guberment to come hunt you down!
[17:30:37] <gene_> hell, if they knew half what I've done in 77 years I'd still be having a striped tan.
[17:31:16] -!- gmagno has quit [Ping timeout: 252 seconds]
[17:37:12] <Jymmm> still?
[17:45:26] -!- BenceKovi119 has quit [Read error: Connection reset by peer]
[17:46:17] -!- BenceKovi119 [BenceKovi119!~BenceKovi@polaris.mogi.bme.hu] has joined #linuxcnc
[17:47:02] -!- gmagno [gmagno!~gmagno@a213-22-30-249.cpe.netcabo.pt] has joined #linuxcnc
[17:47:30] -!- Jbunch has quit [Ping timeout: 264 seconds]
[17:48:11] -!- Jbunch [Jbunch!~chatzilla@76.9.248.8] has joined #linuxcnc
[17:58:56] -!- micges [micges!~micges@egp210.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[18:01:42] -!- joe9 has quit [Quit: Lost terminal]
[18:07:22] <taiden> i think you guys nailed it with the g540 overheating
[18:07:34] -!- joe9 [joe9!~joe9@c-24-126-150-243.hsd1.ga.comcast.net] has joined #linuxcnc
[18:07:36] <taiden> i've suspended it so it has free air all the way around it
[18:10:32] <taiden> alright i take that back
[18:12:02] <taiden> okay so for some reason
[18:12:19] <taiden> if the feed rate is slow enough
[18:12:24] <taiden> it will miss all steps
[18:15:48] <taiden> anything below f1 seems to miss all steps
[18:16:19] -!- gmagno has quit [Ping timeout: 250 seconds]
[18:16:58] -!- andypugh [andypugh!~andy2@cpc2-basl1-0-0-cust639.basl.cable.virginmedia.com] has joined #linuxcnc
[18:31:04] -!- sumpfralle has quit [Quit: Leaving.]
[18:31:07] -!- sumpfralle1 [sumpfralle1!~lars@31-16-21-63-dynip.superkabel.de] has joined #linuxcnc
[18:58:22] <r00t-Shed> 300K lines of gcode down, 25% more to go
[18:59:10] -!- joe9 has quit [Quit: leaving]
[19:00:13] <Tom_itx> cutting or generating?
[19:00:20] <r00t-Shed> cutting
[19:00:30] -!- sumpfralle [sumpfralle!~lars@p5099fc2a.dip0.t-ipconnect.de] has joined #linuxcnc
[19:00:41] <Tom_itx> surfaces take alot of gcode
[19:00:53] <Tom_itx> lots and lots of real short lines
[19:01:03] <r00t-Shed> im doing a inlay
[19:01:10] <archivist> unless you can apply maths :)
[19:01:34] <Tom_itx> yeah
[19:01:58] <r00t-Shed> i just went to Mcdonalds and left my machine running.
[19:02:08] <r00t-Shed> ate there
[19:02:41] <Tom_itx> we had a couple parts we ran all night
[19:03:22] <r00t-Shed> i adjusted my power settings and my machine runs alot better
[19:03:25] <Tom_itx> took several days to machine the whole thing
[19:03:35] -!- sumpfralle1 has quit [Ping timeout: 265 seconds]
[19:03:55] -!- ve7it [ve7it!~LawrenceG@S0106001c10b7770f.pk.shawcable.net] has joined #linuxcnc
[19:04:08] <r00t-Shed> i set the detail to high in Microcarve
[19:05:00] <r00t-Shed> so its making tons of small passes
[19:07:52] <r00t-Shed> overstep or what ever its called
[19:09:24] -!- vladimirek has quit [Remote host closed the connection]
[19:10:14] <gene_> So I had pycam render it all, looks like I'll be baking my cpu'
[19:10:33] <gene_> s for another 10 hours or so.
[19:10:42] <r00t-Shed> thats just pycam
[19:10:47] <r00t-Shed> its known for that
[19:11:17] <gene_> What I see in the render window does look ok though.
[19:15:39] -!- joe9 [joe9!~joe9@c-24-126-150-243.hsd1.ga.comcast.net] has joined #linuxcnc
[19:15:50] -!- joe9 has quit [Client Quit]
[19:23:54] -!- BenceKovi119 has quit [Quit: Nettalk6 - www.ntalk.de]
[19:26:28] -!- toastyde1th has quit [Read error: Connection timed out]
[19:28:09] <archivist> the website dead link problem(table still being populated)
http://www.archivist.info/apt/aptos/apt360/orig_source/apt/php/linuxcnc.php
[19:28:22] -!- toastyde1th [toastyde1th!~toast@c-69-140-223-139.hsd1.md.comcast.net] has joined #linuxcnc
[19:28:33] <archivist> there are a few false positives
[19:28:44] <Tom_itx> Linuxcnx?
[19:28:48] <archivist> yup
[19:29:08] <Jymmm> sphider <--- lol
[19:29:17] <Jymmm> must be a brit thing
[19:29:34] <archivist> nah its french I think
[19:29:40] <Jymmm> lol
[19:30:17] <archivist> the other entrance to the data is
http://archivist.info/sphider-1.3.5/search.php?query=404&search=1
[19:30:51] <archivist> I hacked that spider to get the links
[19:31:51] <Jymmm> your spider sucks =)
[19:32:13] <Jymmm> The first 404 on here is not a 404...
http://archivist.info/sphider-1.3.5/search.php?query=404&search=1
[19:32:53] <Jymmm> or am I misunderstanding whic is which?
[19:32:58] <archivist> I did say there are some false positives,
[19:33:53] <archivist> eg if a page has 1404 as a value in it or a 404 line number etc
[19:34:02] <Jymmm> ok I mised that, and I was misunderstanding the entries
[19:34:46] <Jymmm> But this is weird...
[19:35:32] <archivist> only indexed 3900 pages on main site so far
[19:35:37] <Jymmm> you got a 404 on this
http://www.linuxcnc.org/index.php/english/weblinks/12-realtime/2-rtlinux but it goes to some strange website
http://www.fsmlabs.com/
[19:36:03] <Jymmm> #4 on here
http://archivist.info/sphider-1.3.5/search.php?query=404&search=1
[19:36:55] <Jymmm> so there may be more than just dead links going on.
[19:39:57] <archivist> heh that is a spammed "linked from" page you should be taking the second line on the search result
[19:40:15] <archivist> yup found an extra problem
[19:40:22] <gene_> Ok, I'll byte, how do I get openscad to render a cylinder (small, sub inch) with more than 5 facets to the side
[19:40:50] <gene_> It seems to be ignoring any $fs = value I pass
[19:41:15] <archivist> has openscad got a quality setting
[19:41:33] <gene_> not that I have found so far
[19:41:50] -!- phantoneD [phantoneD!~destroy@a95-92-89-24.cpe.netcabo.pt] has joined #linuxcnc
[19:42:02] <archivist> often 3d stuff displays crappily to speed the operation
[19:42:29] <archivist> and crap versions also use that in manufacture
[19:44:42] -!- phantoxeD has quit [Ping timeout: 250 seconds]
[19:47:42] -!- ctjctj [ctjctj!~cjohnson@c-24-62-5-242.hsd1.nh.comcast.net] has joined #linuxcnc
[19:50:50] <Jbunch> I am working on the spindle encoder for my lathe. I am having problems with the "hm2_5i20.0.encoder.02.index-enable" the doc says it resets the hm2_5i20.0.encoder.02.count (and therefore also position) are reset to zero on the next Index. I am using an omron encoder and pullup resistors for the open collector outputs. my wires are connected to the _not input on the card. I have used setp...
[19:50:52] <Jbunch> ...to set "hm2_5i20.0.encoder.02.index-enable 1" I have checked my pulse from the encoder with an oscope and all is good.
[19:51:53] <Jbunch> any idea. I have been working on this for several days.
[19:52:59] -!- DJ9DJ has quit [Quit: brb]
[19:54:05] <gene_> Maybe I should start at the top of the tuts, first thing is to rotate z to horizontal to match my lathe. bbe
[19:55:34] -!- Keknom [Keknom!~monkeky@pool-96-236-205-140.pitbpa.fios.verizon.net] has joined #linuxcnc
[19:55:53] <archivist> Jymmm, just had a play with a redirect checker, site is giving a 303 redirect, another break in or whatever
[19:56:26] -!- DJ9DJ [DJ9DJ!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[19:56:27] <Jymmm> archivist: Probably residue from the last one.
[19:56:42] <DJ9DJ> re
[19:57:56] <archivist> Jymmm, I suppose the url set I now have could be used to detect them
[19:58:58] <archivist> got 4400 ish and still rising, the reason the spider is immune is I set it to not leave the domain
[20:00:03] <archivist> and site hack wont know my user agent
[20:07:04] <Jymmm> archivist: That might be very nice. I know alex_joni has had a hell of a time finding them all.
[20:08:53] <archivist> I just checked the url table count, its 22k+ so the process is a long way from finished (I think there is a rate limit somewhere)
[20:09:41] <Jymmm> It's all good, slow is far better than none. I know alex_joni will appreciate any help in finding the residue
[20:10:02] -!- mhaberler has quit [Ping timeout: 252 seconds]
[20:11:42] -!- bedah has quit [Quit: bye]
[20:12:11] <archivist> Jymmm,
http://stackoverflow.com/questions/2964834/php-check-if-url-redirects
[20:13:24] -!- karavanjo has quit [Quit: Leaving]
[20:17:11] <archivist> jymm that script works
http://www.archivist.info/apt/aptos/apt360/orig_source/apt/php/linuxcnc_redirect_test.php
[20:17:41] <Jymmm> archivist: nice =)
[20:18:23] <archivist> I think I should shove the result back into a table
[20:18:44] -!- toastyde1th has quit [Read error: Connection timed out]
[20:19:35] <Jymmm> alex_joni may like some text format (mostly of paths) that can be redirected to some shell script if you have that option.
[20:19:47] -!- toastyde1th [toastyde1th!~toast@c-69-140-223-139.hsd1.md.comcast.net] has joined #linuxcnc
[20:24:42] -!- Gast558 [Gast558!~Gast558@92.60.233.237] has joined #linuxcnc
[20:27:27] <archivist> do not refresh that page :)
[20:28:57] -!- DJ9DJ has quit [Quit: brb]
[20:30:30] -!- DJ9DJ [DJ9DJ!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[20:30:44] <gene_> That translation doesn't seem to be possible, nor can I get it to render a cylinder with more than 5 sides. The tuts don't tend to be all THAT educational to me. So thats a waste of disk space IMO.
[20:32:55] -!- mhaberler [mhaberler!~mhaberler@193.228.47.147] has joined #linuxcnc
[20:33:03] -!- mhaberler_ [mhaberler_!~mhaberler@extern-184.stiwoll.mah.priv.at] has joined #linuxcnc
[20:33:06] <gene_> I guess I just write the gcode & be done with it.
[20:33:44] <gene_> 4 diameters in 5 places shouldn'
[20:33:56] <gene_> t be that hard
[20:33:59] -!- mhaberler_ has quit [Remote host closed the connection]
[20:34:11] -!- mhaberler_ [mhaberler_!~mhaberler@macbook.stiwoll.mah.priv.at] has joined #linuxcnc
[20:34:51] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[20:35:56] -!- mhaberler has quit [Read error: Connection reset by peer]
[20:35:57] -!- mhaberler_ has quit [Read error: Connection reset by peer]
[20:36:01] -!- mhaberler___ [mhaberler___!~mhaberler@macbook.stiwoll.mah.priv.at] has joined #linuxcnc
[20:39:46] -!- _abc_ has quit [Ping timeout: 265 seconds]
[20:41:53] -!- mhaberler [mhaberler!~mhaberler@macbook.stiwoll.mah.priv.at] has joined #linuxcnc
[20:42:07] -!- mhaberler___ has quit [Ping timeout: 240 seconds]
[20:45:02] <andypugh> Jbunch: What isn't happening that you think should happen?
[21:00:22] <Jbunch> As far as I can tell I am unable to calculate RPM because the output that you derive RPM from depends on output "hm2_5i20.0.encoder.02.position" This output derives its data from "hm2_5i20.0.encoder.02.counts / 500" Which is supposed to be reset to 0 after every pulse from "hm2_5i20.0.encoder.02.index-enable" . I have another 7i33 board from another machine. I get the same result.
[21:04:00] <r00t4rd3d> http://www.liveleak.com/view?i=2cf_1341765742
[21:05:01] -!- mhaberler has quit [Quit: mhaberler]
[21:05:31] -!- mozmck has quit [Ping timeout: 244 seconds]
[21:14:39] -!- Thetawaves [Thetawaves!~Thetawave@7-139-42-72.gci.net] has joined #linuxcnc
[21:16:33] -!- maximilian_h [maximilian_h!~bonsai@130.255.104.21] has joined #linuxcnc
[21:16:34] -!- maximilian_h [maximilian_h!~bonsai@130.255.104.21] has parted #linuxcnc
[21:22:53] <archivist> Jymmm, separated the testing from the display so
http://www.archivist.info/apt/aptos/apt360/orig_source/apt/php/linuxcnc_redirect_test.php is just the result
[21:25:27] <andypugh> Jbunch: Sorry for taking so long between replies, I have been working in the workshop.
[21:26:30] <andypugh> Firstly, the encoder counts only reset once for every time the index-enable pin is set. When the index is seen, the encoder counts should go to zero, and the index-enable pin will go back to 0 to indicate that an index has been seen.
[21:27:11] <andypugh> Typically you do _not_ want to reset the encoder every rev.
[21:28:54] <andypugh> If you want RPM, then you can use the hm2_5i20.0.encoder.02.velocity pin. That is recalculated every servo thread, and is utterly independednt of index and index-enable.
[21:29:42] -!- Gast558 has quit [Quit: Bye Bye]
[21:30:56] -!- JT-Shop [JT-Shop!~john@184.20.140.167] has joined #linuxcnc
[21:32:56] <andypugh> archivist: We have board electopns?
[21:33:04] -!- chillly has quit [Quit: Leaving]
[21:34:28] <archivist> there used to be \0/
[21:38:18] <Jymmm> it was rigged, RECOUNT RECOUNT RECOUNT!!!!
[21:38:21] <JT-Shop> evening gents
[21:39:13] -!- Jbunch has quit [Ping timeout: 265 seconds]
[21:39:24] -!- mozmck [mozmck!~moses@client-74.117.92.175.dfwtx.partnershipbroadband.com] has joined #linuxcnc
[21:41:53] -!- r00t-Shed has quit [Read error: Operation timed out]
[21:42:35] <Tom_itx> hey JT-Shop
[21:42:48] <Tom_itx> been out playin with the neighbor kids?
[21:43:18] <JT-Shop> no, a benefit poker run for vets today
[21:44:03] <Jymmm> Is that what the yutes are calling it these days
[21:45:09] -!- cylly2 [cylly2!cylly@p54B1322D.dip.t-dialin.net] has joined #linuxcnc
[21:45:34] <pcw_home> Jbunch: (should you read this later) first thing to check when index does not work is index polarity
[21:45:36] <pcw_home> that is when you are off index you should be able to set index enable by hand (with setp)
[21:45:38] <pcw_home> and it should stay set until the index position is reached. if index enable is immediately cleared
[21:45:40] <pcw_home> regardless of position, the index polarity is wrong and should be set properly
[21:46:06] -!- Loetmichel has quit [Ping timeout: 252 seconds]
[21:49:10] <Tom_itx> pcw_home will encoder work on a single channel encoder?
[21:49:39] <Tom_itx> all i really want to do is display the rpm in axis
[21:50:17] <Tom_itx> http://tom-itx.dyndns.org:81/~webpage/cnc/psu/encoder_disk2.jpg
[21:50:30] <Tom_itx> pulled that out of a printer and would like to use it for that
[21:50:31] <andypugh> Tom_itx: Yes, you can use "Counter mode" for a 1-channel encoder. You need to make sure that the signal deosn't bounce though.
[21:50:41] <Tom_itx> just an ir sensor
[21:51:00] <Tom_itx> the ir shouldn't bounce should it?
[21:51:06] <andypugh> Tom_itx: With two sensors you can have quadrature (even with only one line of holes)
[21:51:38] <andypugh> (And file one notch deeper, you can get index too, for rigid-tapping)
[21:51:43] <Tom_itx> if i go that route down the road i'll make a different sensor for it probably
[21:52:04] <Tom_itx> i've got some quadrature encoders but i'm not sure if they would stand up to this
[21:52:37] <Tom_itx> 500cpr off that focus ring
[21:54:12] <Tom_itx> andypugh no room to file deeper, it would hit the hub
[21:54:24] <Tom_itx> unless i go with one with a bigger diameter
[21:55:31] -!- micges has quit [Quit: Leaving]
[21:56:30] -!- Jbunch [Jbunch!~chatzilla@76.9.248.8] has joined #linuxcnc
[22:07:00] <pcw_home> Jbunch: did you see my note about index polarity above?
[22:10:01] <DJ9DJ> gn8
[22:10:21] -!- DJ9DJ has quit [Quit: bye]
[22:13:36] <Jbunch> PCW_home : no I did not see it .
[22:14:28] <Jbunch> Looks like I lost connection.
[22:16:53] <Jbunch> Andypugh: to use the velocity pin I get a reading of about 9.xxx at 550 rpm on the spindle at 60 hz from my vfd. I am assuming that I can also use this in the feedback loop.
[22:19:15] <Tom_itx> zlog
[22:19:15] <andypugh> Yes, you can use that. It is scaled in RPS, so 10 is about right.
[22:19:15] <zlog> Tom_itx: Log stored at
http://tom-itx.dyndns.org:81/~tom-itx/irc/logs/%23linuxcnc/2012-07-08.html
[22:19:20] <Tom_itx> Jbunch ^^
[22:20:19] -!- mhaberler [mhaberler!~mhaberler@193.228.47.147] has joined #linuxcnc
[22:21:08] <Tom_itx> [16:56:23] <pcw_home> Jbunch: (should you read this later)
[22:22:13] <andypugh> Jbunch: You might find some clues here:
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Closed_Loop_Spindle_Speed_Control
[22:22:54] <andypugh> Though that uses the software encoder, not the Mesa one.
[22:24:58] <JT-Shop> Jbunch, having trouble configuring a spindle feedback with a Mesa card?
[22:26:24] <pcw_home> i just mentioned the index thing in case you want to use index for threading
[22:26:26] <pcw_home> (it has no effect on velocity) it does affect position but only if you set index enable
[22:26:28] <pcw_home> and this is normally controlled by LinuxCNC for homing and threading
[22:28:16] <Jbunch> JT-shop: Yes....
[22:30:43] <JT-Shop> I have my 5i20 lathe config on my web site if you want to compare the spindle section
[22:33:11] <Jbunch> JT-Shop : that wouldbe great...
[22:33:23] <Jymmm> Does anyone know of any inexpensive hose or strip heaters that can get up around 80f to 150f by chance?
[22:34:06] <JT-Shop> Jbunch,
http://gnipsel.com/shop/hardinge/hardinge.xhtml
[22:34:23] <JT-Shop> complete configuration and wiring diagram for my hardinge CHNC lathe
[22:37:31] -!- gmagno [gmagno!~gmagno@a213-22-30-249.cpe.netcabo.pt] has joined #linuxcnc
[22:41:10] -!- Mick_ has quit [Quit: Page closed]
[22:42:29] -!- jieter has quit [Remote host closed the connection]
[22:45:36] <Jbunch> JT-Shop: so you had to invert the output to get positive RPM cool. Was wondeing about that. Thanks...
[22:48:03] <andypugh> There are probably about 6 different ways to reverse things.
[22:48:34] <JT-Shop> yea maybe more ways if your clever
[22:49:00] <JT-Shop> anyway looking at a working config helps... I know I started with rob_h config
[22:49:27] * Jymmm votes for the time machine to reverse things =)
[22:50:12] -!- elmo40 has quit [Quit: Leaving.]
[22:50:52] <Jymmm> For you snow bound folks...
http://www.amazon.com/Farm-Innovators-TC-3-Thermostatically-Controlled/dp/B0006U2HD2/ref=pd_sim_lg_1
[22:51:25] <Jbunch> pcw-home: when I try to use setp in halconfig I receive an error. invalid argument. setp hm2_5i20.0.encoder.02.index-enable 1
[22:51:39] <Jymmm> prevent the stuff in the shop/garage from freezing =)
[22:52:51] <andypugh> You can't setp it if it is netted to something.
[22:53:33] <Jymmm> Oh, they have for turning things on when too hot too
[22:53:51] <JT-Shop> Jbunch, an additional tip read the bottom of this page
http://gnipsel.com/linuxcnc/configs/index.html
[23:00:36] <Tom_itx> Jymmm strip heater for what?
[23:01:49] <Tom_itx> they make a strip heater for bending polycarbonate
[23:03:45] <Tom_itx> http://www.delviesplastics.com/mm5/merchant.mvc?Screen=CTGY&Store_Code=DPI&Category_Code=Plastic_Strip_Heaters
[23:03:48] <Tom_itx> 280F
[23:05:11] <andypugh> Ooh! This is nice.
http://www.ebay.co.uk/itm/120906202168
[23:05:57] <archivist> snap it up
[23:05:59] -!- kb8wmc [kb8wmc!~chatzilla@nat.mtp.cmsinter.net] has joined #linuxcnc
[23:06:21] <andypugh> It's a bit expensive.
[23:06:28] <Tom_itx> looks like the belt is missing
[23:06:34] <archivist> not as good as the complete one that made a million
[23:06:44] <andypugh> I wonder where you could mount the steppers :-)
[23:06:49] <Tom_itx> for that price i'd want a demo with it
[23:07:42] <andypugh> I think that the Maudslay lathe is more historically significant.
[23:09:16] <archivist> ok its only 65k
http://www.maineantiquedigest.com/stories/index.html?id=2810
[23:10:21] <JT-Shop> this is so funny...
http://www.power4home.com/
[23:10:54] <JT-Shop> http://www.power4home.com/ask-john/q-how-much-electricity-can-a-solar-panel-produce/
[23:11:02] <Tom_itx> JT-Shop i found something about on your AXIS home routine
[23:11:25] <Tom_itx> i had to add a G90 to it otherwise if i MDI and go to G91 mode it won't work
[23:11:33] <JT-Shop> he claims to power his whole house in Mn on a 200 watt solar panel
[23:11:55] <JT-Shop> my home routine?
[23:12:07] <Tom_itx> the button to home your axis on the ?plasma
[23:12:29] <JT-Shop> I don't have a button on my plasma to home the axis
[23:12:30] <Tom_itx> i had to add a G90 to the sub
[23:12:47] <Tom_itx> on the axis screen?
[23:12:53] <Tom_itx> i got it from you :)
[23:13:33] <JT-Shop> you mean the rapid to home button?
[23:13:38] <Tom_itx> yeah
[23:13:51] <JT-Shop> that is a G53 move
[23:14:03] <Tom_itx> i may have changed it to G28
[23:14:17] <JT-Shop> totally different then
[23:14:27] <jdh> 24,000 btu does wonders for my garage!
[23:14:30] <Tom_itx> i also found out that G40 doesn't ignore the tool table
[23:20:53] <Jbunch> pcw_home: Thanks my polarity is correct and it clears the set once per revolution.
[23:22:54] <JT-Shop> G40 just turns compensation off, what do you mean it doesn't ignore the tool table?
[23:23:46] <Tom_itx> well it read the tool diameter and adjusted for it
[23:24:04] <Tom_itx> which is G41
[23:27:26] -!- sumpfralle1 [sumpfralle1!~lars@31-16-21-63-dynip.superkabel.de] has joined #linuxcnc
[23:28:53] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[23:29:13] -!- sumpfralle has quit [Read error: Operation timed out]
[23:32:31] <andypugh> Tom_itx: That really doesnt seem right
[23:32:36] -!- Roguish has quit [Remote host closed the connection]
[23:34:19] -!- Keknom has quit [Quit: Leaving.]
[23:35:10] <andypugh> JT-Shop: "Over 102,412 hard working Americans"...
[23:35:26] <andypugh> 102,413 perhaps?
[23:35:39] -!- i_tarzan has quit [Read error: Operation timed out]
[23:35:51] -!- i_tarzan [i_tarzan!~i_tarzan@187.151.132.128] has joined #linuxcnc
[23:36:36] <Tom_itx> andypugh i know it doesn't but i happened to have the wrong diameter in the tool table and it read it and compensated the cut for it
[23:37:06] <Tom_itx> the cad program had the proper tool programmed and posted
[23:37:38] <Tom_itx> i've since gone thru and added all my cad tooling to the tool table
[23:37:47] <andypugh> It is possible that the initial move to the startting point was compensated, and that will give you a smaller circle ig you are specifying the centre.
[23:38:06] <Tom_itx> the circle was oversize by quite a bit
[23:38:37] <JT-Shop> Tom_itx, did you mean to use G41.1?
[23:38:38] <Tom_itx> the circle was oversize by quite a bit
[23:38:39] -!- gmagno has quit [Ping timeout: 245 seconds]
[23:38:49] <Tom_itx> JT-Shop, no
[23:39:04] <Tom_itx> .660 instead of .562
[23:39:27] <andypugh> JT-Shop: I am not sure I can bear to listen much longer, what part of the weather being a bit chilly does he blame the government for?
[23:39:43] -!- rob_h has quit [Ping timeout: 245 seconds]
[23:42:56] <JT-Shop> lol he ends up telling you to build a 50-200 watt solar panel and use a cordless screwdriver motor to build a wind mill
[23:45:00] <andypugh> It will work, but he seems to be glossing over the inverter and controller part.
[23:45:20] <Jymmm> JT-Shop: LOL, read the whole thing, but the BEST is the last paragraph
http://www.power4home.com/bottom-menu/earnings-disclaimer/
[23:45:31] <JT-Shop> but it won't power you whole house and give you a check from the elec company each month
[23:45:57] <JT-Shop> LOL that is funny
[23:46:19] <Jymmm> JT-Shop: Actually, I saw a wiper motor produce 12v@8A easily by hand cranking
[23:46:47] <Jymmm> JT-Shop:
http://www.youtube.com/watch?v=RgRT6WAStaE
[23:48:02] <andypugh> At the moment I am running a 150W PC and a couple of 24W lights. And if you have batteries to store power during the say, 200W will help. But it won't boil a kettle or heat the house.
[23:48:24] <andypugh> Ah, he just mentioned a way to get the inverter for free from the power co.
[23:48:35] <Jymmm> heat generated from electricity if very inefficiant
[23:49:10] <andypugh> Thermal solar is the way to heat.
[23:50:41] -!- factor has quit [Ping timeout: 265 seconds]
[23:51:37] <andypugh> "Think you have to employ a high-paid expert to install your power system"? Well, actually, yes, I think that the regulations are quite clear on that point. Not that I generally pay any attention :-)
[23:52:51] -!- Thetawaves [Thetawaves!~Thetawave@7-139-42-72.gci.net] has joined #linuxcnc
[23:53:59] <Jymmm> geo thermal is REALLY the way to go
[23:54:03] <andypugh> I would be amazed if any electrician could read that talk out that clearly, that error free in one take like that. That's quite a skill.
[23:54:43] <Jymmm> Not steam, the natural 54F at 8ft below ground level
[23:55:21] <Jymmm> JT-Shop: how many acres you on?
[23:58:28] <Jymmm> andypugh: The storage of energy for night usage at the test plant was molten salt.
[23:58:58] <Jymmm> I think the plant produced 10MW
[23:59:12] <Jymmm> all pure solar
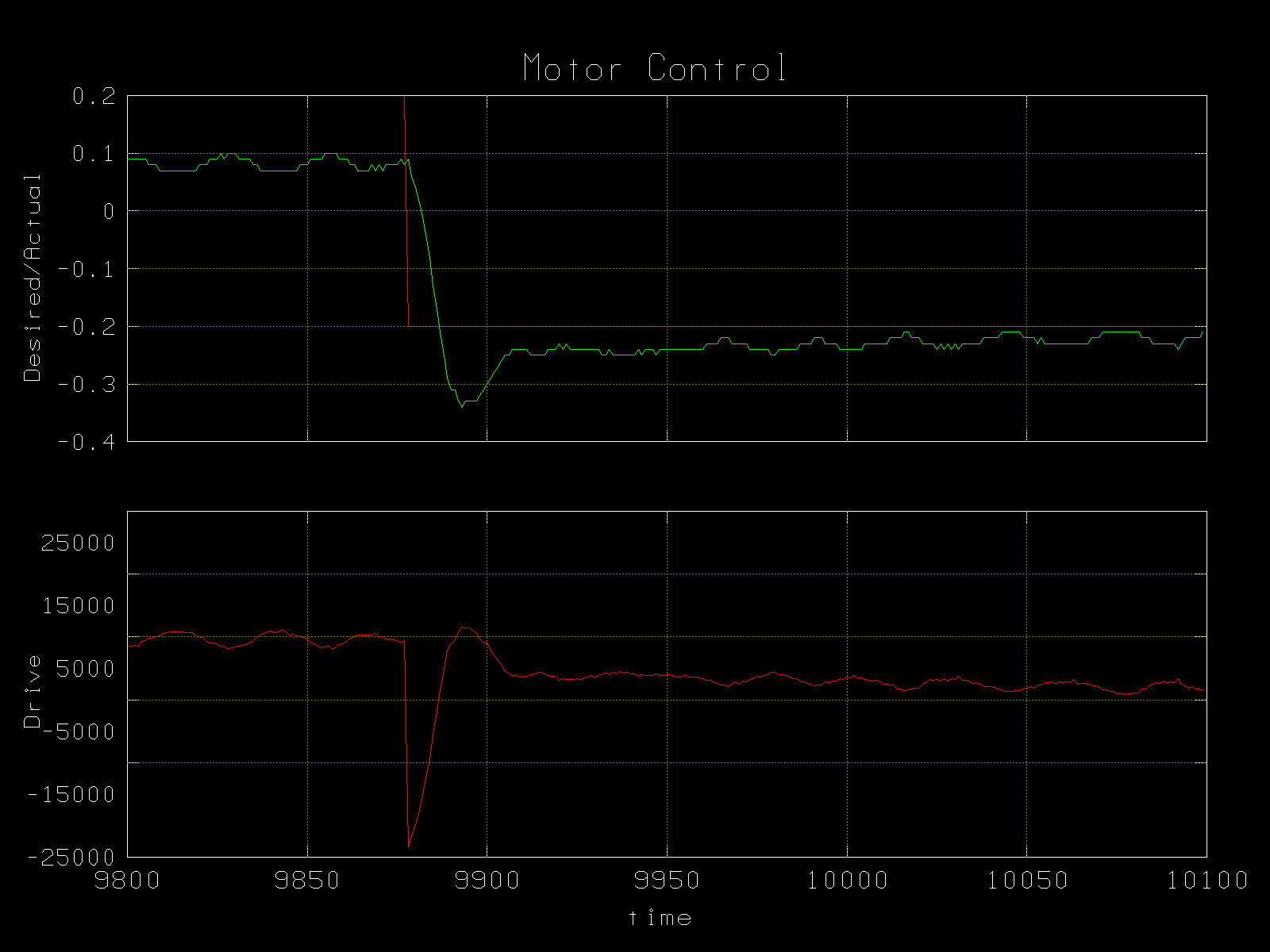{kind=link}
{kind=link}
{kind=link}
{kind=link}