Back
[00:03:10] <andypugh> That's rather nice. FA1075 was a Burton machine too. And is rather lovely:
http://www.dennisfire.co.uk/P5.htm
[00:09:46] <archivist> dont forget the other one too :)
http://www.dennisfire.co.uk/p45.htm
[00:10:13] <archivist> good that 3 are still around from the town
[00:11:23] <archivist> shame that none were built on the local Ryknield chassis
[00:15:14] <andypugh> You might enjoy:
http://www.amazon.co.uk/Lost-Causes-Motoring-Montagu-Beaulieu/dp/B0007JC2F0/ref=sr_1_1?ie=UTF8&qid=1341620092&sr=8-1
[00:19:17] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[00:20:04] <archivist> andypugh, found C Winn
http://www.gracesguide.co.uk/Charles_Winn_and_Co
[00:20:42] <andypugh> Lasted quite a while
[00:21:48] <archivist> bugger to refind that wiki though
[00:24:36] <archivist> ooo shiny
http://www.gracesguide.co.uk/The_Engineer_%28Bound_Volumes%29
[00:24:55] <archivist> dont read them all at once
[00:25:45] <Tom_itx> http://tom-itx.dyndns.org:81/~webpage/motors/focusring3.jpg
[00:25:56] <Tom_itx> i wonder if i could somehow turn that into an A axis with a stepper
[00:26:26] <Tom_itx> it's part of the focus ring from some medical equipment
[00:26:39] <archivist> you could but I would not
[00:26:49] <Tom_itx> for my little sherline
[00:26:57] <Tom_itx> i've been tossing it around for a while
[00:26:59] <Tom_itx> http://tom-itx.dyndns.org:81/~webpage/motors/focusring10.jpg
[00:26:59] <andypugh> It looks rather flimsy
[00:27:06] <Tom_itx> that's the whole assembly
[00:27:37] <Tom_itx> i haven't taken it apart to see what type of bearings are inside
[00:27:46] <archivist> give it to me to make a microfiche scanner :)
[00:27:53] <Tom_itx> i have 2
[00:27:56] <andypugh> Just build an A axis, then you can use proper bearings.
[00:27:59] <Tom_itx> no lenses though
[00:28:26] <Tom_itx> well i was digging thru a box to find an encoder for my spindle and it was in the way
[00:28:42] <Tom_itx> i wonder if those little encoders would hold up on a spindle
[00:28:45] <Tom_itx> 500 cpr
[00:28:50] <archivist> my A and B are made from cheap ish rotaries designed for use on machine tools
[00:29:12] <Tom_itx> i've got a disk from a printer i think i'll try to adapt
[00:29:22] <Tom_itx> some odd number of slots
[00:29:29] <archivist> the morse taper hole is very useful
[00:29:42] <Tom_itx> http://tom-itx.dyndns.org:81/~webpage/motors/stepper6.jpg
[00:29:50] <Tom_itx> i may try to use that
[00:30:03] <Tom_itx> make a hub for it
[00:30:42] <Tom_itx> this is just for a simple readout display
[00:31:08] <Tom_itx> i think i have the stuff to make it, i just haven't yet
[00:33:37] <Tom_itx> #2 or #3 taper?
[00:33:48] <archivist> 2
[00:34:53] <Tom_itx> i suppose once i get the encoder done i'll want linuxcnc to control the spindle
[00:35:24] <Tom_itx> i just want a better guess of the spindle rpm right now
[00:41:04] <archivist> you could add a hole/slot for an index pulse for tapping
[00:41:51] <andypugh> Is this the standard EMC2 vismach, or something else?
http://youtu.be/R1DCXe9t3UE
[00:45:52] <Tom_itx> 48 tooth
[00:45:55] <Tom_itx> err slots
[00:47:43] <Tom_itx> i wonder what sort of drive they use
[00:47:58] <Tom_itx> worm screw?
[00:48:05] <archivist> andypugh, I think so, just they have added their machine to it
[00:49:05] -!- r00t4rd3d [r00t4rd3d!~r00t4rd3d@unaffiliated/r00t4rd3d] has joined #linuxcnc
[00:49:08] <andypugh> There are a surprising number of folk doing great things with the software who we never hear from. I guess JT must be doing a good job with the docs
[00:49:19] <archivist> :)
[00:49:37] <r00t4rd3d> jt writes the manuals?
[00:49:42] <Tom_itx> yeah i like the new format
[00:49:47] <Tom_itx> kudos JT-Shop
[00:50:09] <roycroft> finally, some nice jitter numbers
[00:50:10] <r00t4rd3d> i just bought Microcarve :/
[00:50:18] <roycroft> base thread 9753; servo thread 7708
[00:50:54] <r00t4rd3d> thats with other programs and stuff running?
[00:50:57] <roycroft> yes
[00:51:16] <roycroft> i was getting numbers well over two orders of magnitude greater with my much more powerful system board
[00:51:23] <roycroft> but that little atom board arrived today
[00:51:39] <r00t4rd3d> d525?
[00:51:41] <roycroft> definitely worth $120 or so, whatever i paid for it + 4GB of ram
[00:51:42] <roycroft> yes
[00:51:45] <Tom_itx> what do you use for a touchoff point on a 5 axis?
[00:51:48] <r00t4rd3d> thats what i use
[00:51:57] <roycroft> it seems to be the board to get
[00:51:58] <Tom_itx> wouldn't you need more than one touch point?
[00:52:11] <r00t4rd3d> i got mine for 78 and paid 14 for 4gig of memory off ebay
[00:52:29] <r00t4rd3d> new board, used mem.
[00:53:24] <roycroft> i think the board was $79 at newegg
[00:53:32] <archivist> Tom_itx, nothing, but I set up visually make one, measure and remake till everything is near enough
[00:53:33] <roycroft> i don't remember what the memory cost
[00:53:44] <roycroft> but it was about $120 for everything, including shipping
[00:54:05] <Tom_itx> archivist you program for 5 axis/
[00:54:05] <Tom_itx> ?
[00:54:26] <roycroft> and i don't mind at all paying $120 to make a problem go away
[00:54:34] <archivist> Tom_itx, the touch probes are too large for the cutting tools in my case
[00:54:38] <roycroft> plus, this board has a parallel port
[00:55:01] <JT-Shop> hey Tom_itx one more cannon ready to fire, only one left....
[00:55:17] <Tom_itx> your buds?
[00:55:51] <archivist> Tom_itx, for scale
http://www.collection.archivist.info/archive/DJCPD/PD/2012/2012_03_31/IMG_1214.JPG
[00:56:21] <r00t4rd3d> wtf
[00:56:31] <Tom_itx> i've seen that
[00:56:33] <Tom_itx> cool
[00:57:36] <archivist> a touch probe cannot feel the cutter I used there
[00:58:19] <JT-Shop> yea
[00:58:26] <archivist> even the non contact laser beam diameter is a bit too big
[00:59:05] <roycroft> $79.99 for the board; $24.99 for the memory (crucial); $6.77 shipping for a total of $111.75
[00:59:39] <roycroft> i could have purchased no-name memory for about $5 less, but didn't see the point of that
[01:00:52] <Tom_itx> i'll sign some for you
[01:00:57] <archivist> so you got noname with a crucial badge :)
[01:01:08] <Tom_itx> :)
[01:02:00] <roycroft> i've had a lot more no-name memory fail over the years than branded memory
[01:02:49] <roycroft> and having dealt with thousands of machines, i think my experiences are statistically significant
[01:05:19] <archivist> statistics are probably in play in nonames placement of their output, in the cheap sales bin or to crucial or whatever brand
[01:05:21] <Jymmm> or just horseshit, you choice.
[01:07:01] -!- Brandonian has quit [Quit: Brandonian]
[01:07:59] * Tom_itx waits for that match to ignite in archivist's picture
[01:08:48] <roycroft> oh well, we're certainly beyond $5 worth of people's time and energy discussing the matter
[01:08:59] <roycroft> at the end of the day, i have acceptable jitter now
[01:09:01] * Jymmm wants a refund!
[01:09:14] <roycroft> and that is what is important to me
[01:09:26] <Tom_itx> i'm off the clock anyway
[01:09:28] <Jymmm> archivist: did yu mill that shaft with the gear, or is that two pieces?
[01:09:40] <Jymmm> off the clock, off your rocker..
[01:09:50] <archivist> lower right? one part
[01:09:50] <linux-cnc-bob> you have a link to the milling cutter you used for it?
[01:10:24] <Jymmm> archivist: just below the match on the right side
[01:10:41] <Tom_itx> linux-cnc-bob, it would be smaller than these probably:
http://tom-itx.dyndns.org:81/~webpage/etching/mills1.jpg
[01:10:57] <linux-cnc-bob> those 3mm shank?
[01:11:10] <Tom_itx> 1/8 and 3/16
[01:11:25] <Jymmm> archivist: eeeesh =)
[01:11:39] <linux-cnc-bob> pretty neat working with small stuff like that
[01:11:40] <archivist> this style but smaller
http://www.ppthornton.com/
[01:12:47] <archivist> .2 module or smaller if I can get the cutter, I think that pinion was .18
[01:13:05] <linux-cnc-bob> i get this error with my G2 testing: radius to end of arc differs from radius to start
[01:14:07] <linux-cnc-bob> 19% error
[01:14:26] <linux-cnc-bob> with this line: G2 X20 Y20 I10 J10
[01:14:47] <linux-cnc-bob> how could i fix that?
[01:14:49] <archivist> where did you start from though
[01:15:24] <linux-cnc-bob> Y-7.6028
[01:15:26] <linux-cnc-bob> X8.6942
[01:15:32] <linux-cnc-bob> if i understand the coordinate systtem
[01:16:51] <linux-cnc-bob> i dont know where i started from
[01:16:59] <linux-cnc-bob> cause the coordinate system is incremental
[01:17:58] -!- dgarr1 has quit [Remote host closed the connection]
[01:18:34] <andypugh> linux-cnc-bob: Look at G91.1 if you are working incremental
[01:18:36] <linux-cnc-bob> would be a lot easier if you could specify how many degrees to go in the arc
[01:18:47] <linux-cnc-bob> ok
[01:20:03] <archivist> I thought I remembered someone doing an online g2/g3 calculator
[01:20:18] <archivist> I bites people :)
[01:20:21] <archivist> it
[01:21:09] <archivist> linux-cnc-bob, Im thinking of
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Simple_LinuxCNC_G-Code_Generators#Arc_Buddy
[01:23:45] <andypugh> linux-cnc-bob: If you are feeling lazy, R-format arcs are not as evil as the docs make out.
[01:24:59] <Jymmm> andypugh: so only prank type of evil, and not demonic possession type evil?
[01:25:43] -!- i_tarzan_ has quit [Ping timeout: 265 seconds]
[01:27:45] <linux-cnc-bob> this arcbuddy works good
[01:28:09] <linux-cnc-bob> so if im in incremental
[01:28:30] <Tom_itx> can that be called from a tab in axis?
[01:28:32] <linux-cnc-bob> and need to get to absolute coordinate x1 y1 how do i do that?
[01:29:21] <Tom_itx> G90 G91
[01:29:37] <linux-cnc-bob> i think i need to get to an absolute coordinate x1 y1 for arcbuddy code to work
[01:30:00] -!- kennethj has quit [Ping timeout: 245 seconds]
[01:36:39] <Tom_itx> http://www.linuxcnc.org/docs/html/gcode/gcode.html#_g90_g91_distance_mode_a_id_sec_g90_g91_a
[01:40:02] <linux-cnc-bob> thanks, I think i can write circle+line gcode by hand now :D
[01:43:00] <Tom_itx> archivist did you use that same cutter for all 3 parts?
[01:49:05] -!- toastydeath has quit [Read error: Connection timed out]
[01:49:14] -!- andypugh has quit [Quit: andypugh]
[01:50:57] -!- toastydeath [toastydeath!~toast@c-69-140-223-139.hsd1.md.comcast.net] has joined #linuxcnc
[01:51:42] -!- atom1 [atom1!~tom@unaffiliated/toml/x-013812] has joined #linuxcnc
[01:52:01] -!- atom1 has quit [Client Quit]
[01:56:40] <Tom_itx> haha JT-Shop wrote that one
[02:23:35] -!- i_tarzan [i_tarzan!~i_tarzan@187.151.134.178] has joined #linuxcnc
[02:27:37] -!- i_tarzan has quit [Ping timeout: 240 seconds]
[02:28:23] -!- Thetawaves [Thetawaves!~Thetawave@7-139-42-72.gci.net] has joined #linuxcnc
[02:28:58] -!- sumpfralle has quit [Read error: Operation timed out]
[02:32:19] -!- ctjctj [ctjctj!~cjohnson@c-24-62-5-242.hsd1.nh.comcast.net] has joined #linuxcnc
[02:33:27] <pcw_home> Whew! only took me three days to fix all my stupid bugs going from a 8 bit to 16 bit processor on the 7I80
[02:34:22] <ctjctj> I've put together a simple perl script that connects to a remote machine running linuxcncrsh. It provides status on estop,machine state, homed or not, program status/line/name. It is suppose to also display a DRO that matches what AXIS displayed. I can NOT find a get command that gives me the same values as axis shows. What command should I use to find out the DRO values?
[02:36:34] <r00t4rd3d> ReadError
[02:38:20] <pcw_home> abs_act_pos [{0|1|...}] sounds like the right one
[02:41:53] -!- dimas_ has quit [Read error: Connection reset by peer]
[02:42:13] -!- dimas_ [dimas_!~dimas@tservice.elcom.ru] has joined #linuxcnc
[02:49:29] -!- i_tarzan [i_tarzan!~i_tarzan@187.151.145.163] has joined #linuxcnc
[02:50:50] -!- ktchk [ktchk!~eddie6929@n219079227209.netvigator.com] has joined #linuxcnc
[02:53:16] -!- i_tarzan has quit [Read error: Connection reset by peer]
[02:54:28] -!- ktchk [ktchk!~eddie6929@n219079227209.netvigator.com] has parted #linuxcnc
[02:54:47] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[03:00:50] -!- iwoj [iwoj!~iwoj@216.123.55.165] has joined #linuxcnc
[03:02:30] -!- kennethj has quit [Ping timeout: 245 seconds]
[03:11:48] -!- i_tarzan [i_tarzan!~i_tarzan@187.151.137.9] has joined #linuxcnc
[03:17:38] -!- Thetawaves [Thetawaves!~Thetawave@66-230-116-193-rb1.nwc.dsl.dynamic.acsalaska.net] has joined #linuxcnc
[03:22:21] -!- tjb1 [tjb1!~tjb1@215.sub-174-231-5.myvzw.com] has joined #linuxcnc
[03:23:42] -!- i_tarzan has quit [Read error: Operation timed out]
[03:26:25] -!- i_tarzan [i_tarzan!~i_tarzan@187.151.147.36] has joined #linuxcnc
[03:28:58] -!- tjb1 has quit [Quit: tjb1]
[03:33:18] <linux-cnc-bob> is there a way to use a subroutine in gcode?
[03:33:43] <linux-cnc-bob> for 2.5D milling i made one pass and would like to drop the cutter and do the next pass
[03:34:01] <Tom_itx> yup
[03:34:52] <Tom_itx> http://www.linuxcnc.org/docs/html/gcode/o-code.html
[03:42:00] <linux-cnc-bob> my milling pass uses absolute coordinates, so for z depth how would i plunge the cutter on each pass?
[03:43:03] <Tom_itx> i generally use G91 in my code
[03:43:31] <Tom_itx> then set up a G54 work offset
[03:43:45] <Tom_itx> setting x y and z
[03:43:52] <Tom_itx> then you have a reference to work from
[03:44:57] <Tom_itx> err no, i use g90
[03:45:06] -!- tronwizard has quit []
[03:45:13] <linux-cnc-bob> ya thats what im using - absolute coordinate
[03:45:25] <Tom_itx> N1 T1 M06 ( .0312 END MILL )
[03:45:27] <Tom_itx> N2 G17 G00 G90 X-0.689 Y-0.0491 S10016 M03
[03:45:27] <Tom_itx> N3 G43 Z0.1 H1
[03:45:27] <Tom_itx> N4 Z0.0185
[03:45:27] <Tom_itx> N5 G01 Z-0.0315 F6.7
[03:45:27] <Tom_itx> N6 X-0.5342 Z-0.0815
[03:45:27] <Tom_itx> N7 X-0.5334 Y-0.0493
[03:45:39] <linux-cnc-bob> what is N1-7?
[03:45:43] <Tom_itx> that's how mine start out
[03:45:50] <Tom_itx> line numbers
[03:45:54] <Tom_itx> you don't need them
[03:46:02] <Tom_itx> my post outputs line numbers
[03:46:08] <linux-cnc-bob> ok
[03:46:26] <Tom_itx> i leave them in more for me than the machine
[03:46:35] <linux-cnc-bob> you do 2.5D milling with gcode?
[03:47:04] <Tom_itx> i do 3d as well
[03:47:20] <linux-cnc-bob> im just wondering the best way to do 2.5d
[03:47:30] -!- tjb1 [tjb1!~tjb1@215.sub-174-231-5.myvzw.com] has joined #linuxcnc
[03:47:31] <linux-cnc-bob> like the first pass is good
[03:47:35] <Tom_itx> just depends what you want to cut
[03:47:55] <linux-cnc-bob> ya
[03:48:00] -!- tjb1 has quit [Client Quit]
[03:48:17] <Tom_itx> if i'm plunging, i will drill a hole, insert a lead in move, do a zig zag down to depth etc
[03:48:22] <Tom_itx> just depends on the part
[03:48:40] <Tom_itx> you need a center cutting endmill to zigzag or plunge
[03:48:49] <linux-cnc-bob> but for doing a circle with 10 passes, i'd like to use a subroutine
[03:48:55] <linux-cnc-bob> instead of pasting the code 10x
[03:49:11] <linux-cnc-bob> but not sure how to adjust z down for each pass
[03:49:32] -!- tronwizard [tronwizard!~tronwizar@24.229.164.191.res-cmts.sm.ptd.net] has joined #linuxcnc
[03:50:00] <Tom_itx> add a var to the z for each pass and do math on it
[03:50:03] <Tom_itx> is one way
[03:50:18] <Tom_itx> i haven't gotten into that much because i have cad cam
[03:52:24] -!- iwoj has quit [Quit: Computer has gone to sleep.]
[03:52:52] <linux-cnc-bob> ok
[03:53:02] <linux-cnc-bob> i'll try to add a var, you have a link?
[03:53:34] <Tom_itx> look thru the example files, i'm not sure
[04:02:09] -!- katsmeow-afk [katsmeow-afk!~someone@unaffiliated/katsmeow] has joined #linuxcnc
[04:04:18] <linux-cnc-bob> does it make a difference if cutting clockwise or counterclockwise circles for cutting efficiency?
[04:04:57] <linux-cnc-bob> i guess it would be better to do all cuts clockwise but not sure if it really matters
[04:05:07] -!- katsmeow-afk [katsmeow-afk!~someone@unaffiliated/katsmeow] has parted #linuxcnc
[04:05:38] <Tom_itx> known as conventional or climb cutting
[04:05:44] <Tom_itx> and yes there is a difference
[04:06:07] -!- i_tarzan has quit [Ping timeout: 240 seconds]
[04:06:57] <linux-cnc-bob> whats the difference?
[04:07:07] <linux-cnc-bob> i guess clockwise will grab more
[04:10:33] <Tom_itx> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?action=browse&diff=1&id=Oword
[04:15:41] -!- cevad [cevad!~davec@host-174-45-229-40.bln-mt.client.bresnan.net] has joined #linuxcnc
[04:18:35] -!- i_tarzan [i_tarzan!~i_tarzan@187.151.130.157] has joined #linuxcnc
[04:31:58] -!- ve7it has quit [Remote host closed the connection]
[04:32:15] -!- 65MAAT15U [65MAAT15U!~monkeky@pool-96-236-205-140.pitbpa.fios.verizon.net] has joined #linuxcnc
[04:32:15] -!- 17SABKYZR [17SABKYZR!~monkeky@pool-96-236-205-140.pitbpa.fios.verizon.net] has joined #linuxcnc
[04:32:30] -!- 65MAAT15U has quit [Client Quit]
[04:39:50] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[04:55:18] -!- beawesomeinstead has quit [Ping timeout: 244 seconds]
[05:00:02] -!- Thetawaves [Thetawaves!~Thetawave@7-139-42-72.gci.net] has joined #linuxcnc
[05:03:42] -!- Fox_Muldr has quit [Ping timeout: 265 seconds]
[05:04:15] -!- 17SABKYZR has quit [Quit: Leaving.]
[05:05:15] -!- Keknom [Keknom!~monkeky@pool-96-236-205-140.pitbpa.fios.verizon.net] has joined #linuxcnc
[05:05:37] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-5f745d27.pool.mediaWays.net] has joined #linuxcnc
[05:08:16] -!- Keknom has quit [Client Quit]
[05:09:08] -!- Keknom [Keknom!~monkeky@pool-96-236-205-140.pitbpa.fios.verizon.net] has joined #linuxcnc
[05:31:38] -!- linux-cnc-bob has quit [Quit: ChatZilla 0.9.88.2 [Firefox 11.0/20120310193829]]
[05:31:58] -!- i_tarzan has quit [Ping timeout: 246 seconds]
[05:48:43] -!- hm2-buildmaster has quit [Quit: buildmaster reconfigured: bot disconnecting]
[05:48:43] -!- linuxcnc-build has quit [Quit: buildmaster reconfigured: bot disconnecting]
[05:49:03] -!- i_tarzan [i_tarzan!~i_tarzan@187.151.132.114] has joined #linuxcnc
[05:58:26] -!- i_tarzan has quit [Ping timeout: 255 seconds]
[06:00:22] -!- WalterN [WalterN!~walter@host-174-45-122-145.bzm-mt.client.bresnan.net] has joined #linuxcnc
[06:39:20] -!- morfic has quit [Remote host closed the connection]
[06:42:47] -!- morfic [morfic!~morfic@unaffiliated/morfic] has joined #linuxcnc
[06:47:38] -!- WiillenCMdesign has quit [Ping timeout: 245 seconds]
[07:04:08] -!- DJ9DJ [DJ9DJ!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[07:04:48] <DJ9DJ> moin
[07:06:36] -!- i_tarzan [i_tarzan!~i_tarzan@187.151.125.176] has joined #linuxcnc
[07:11:30] -!- i_tarzan has quit [Ping timeout: 264 seconds]
[07:28:05] -!- i_tarzan [i_tarzan!~i_tarzan@187.151.141.186] has joined #linuxcnc
[07:36:57] <DJ9DJ> morning Loetmichel :D
[07:39:03] <Loetmichel> mornin'
[07:42:09] -!- jpk has quit [Ping timeout: 244 seconds]
[07:47:20] -!- karavanjoW has quit [Read error: Connection reset by peer]
[08:07:48] -!- i_tarzan has quit [Ping timeout: 248 seconds]
[08:08:34] -!- iwoj [iwoj!~iwoj@s75-154-254-220.bc.hsia.telus.net] has joined #linuxcnc
[08:09:24] -!- Tom_itx has quit [Ping timeout: 248 seconds]
[08:10:18] -!- Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[08:14:37] -!- Tom_L has quit [Ping timeout: 250 seconds]
[08:14:57] -!- i_tarzan [i_tarzan!~i_tarzan@187.151.140.213] has joined #linuxcnc
[08:20:50] -!- Tom_itx [Tom_itx!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[08:20:57] -!- DJ9DJ has quit [Quit: bbl]
[08:23:57] -!- DJ9DJ [DJ9DJ!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[08:39:03] -!- JT-Shop has quit [Read error: Connection reset by peer]
[08:48:28] -!- iwoj has quit [Quit: Textual IRC Client: http://www.textualapp.com/]
[08:53:59] -!- Keknom has quit [Quit: Leaving.]
[08:56:11] -!- DJ9DJ has quit [Remote host closed the connection]
[08:57:43] -!- DJ9DJ [DJ9DJ!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[09:03:11] -!- i_tarzan has quit [Read error: Operation timed out]
[09:06:30] <r00t4rd3d> Nothing like dry heaves in the morning!
[09:06:58] -!- i_tarzan [i_tarzan!~i_tarzan@187.151.123.90] has joined #linuxcnc
[09:31:36] -!- sumpfralle [sumpfralle!~lars@31-16-21-63-dynip.superkabel.de] has joined #linuxcnc
[09:58:53] -!- i_tarzan_ [i_tarzan_!~i_tarzan@187.151.131.247] has joined #linuxcnc
[09:59:29] -!- i_tarzan has quit [Ping timeout: 265 seconds]
[10:19:15] -!- ee has quit [Remote host closed the connection]
[10:36:11] -!- Valen [Valen!~Valen@c122-108-45-139.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[10:41:17] -!- rob_h [rob_h!~rob_h@5e046fc1.bb.sky.com] has joined #linuxcnc
[10:56:52] -!- Valen has quit [Quit: Leaving.]
[11:02:36] -!- syyl_ [syyl_!~syyl@p4FD12458.dip.t-dialin.net] has joined #linuxcnc
[11:05:07] -!- syyl has quit [Ping timeout: 240 seconds]
[11:05:52] -!- andypugh [andypugh!~andy2@cpc2-basl1-0-0-cust639.basl.cable.virginmedia.com] has joined #linuxcnc
[11:06:04] -!- i_tarzan_ has quit [Read error: Operation timed out]
[11:21:05] -!- jthornton [jthornton!~john@184.20.140.167] has joined #linuxcnc
[11:37:33] -!- sendoushi [sendoushi!~sendoushi@sm1-84-90-42-105.netvisao.pt] has joined #linuxcnc
[11:47:55] -!- syyl_ws [syyl_ws!~sg@p4FD12458.dip.t-dialin.net] has joined #linuxcnc
[11:50:43] -!- i_tarzan [i_tarzan!~i_tarzan@187.151.133.147] has joined #linuxcnc
[11:53:04] -!- sendoushi has quit [Read error: Connection reset by peer]
[11:53:33] -!- sendoushi [sendoushi!~sendoushi@sm1-84-90-42-105.netvisao.pt] has joined #linuxcnc
[12:05:02] -!- beawesomeinstead has quit [Changing host]
[12:05:02] -!- beawesomeinstead has quit [Changing host]
[12:09:43] -!- delkin [delkin!~mm@a89-155-214-85.cpe.netcabo.pt] has joined #linuxcnc
[12:14:27] -!- gmagno [gmagno!~cnc@a213-22-30-249.cpe.netcabo.pt] has joined #linuxcnc
[12:17:31] -!- mhaberler [mhaberler!~mhaberler@193.228.47.147] has joined #linuxcnc
[12:23:06] <delkin> hi everyone. I built a cnc machine with a dremel mini driller machine, and I bought a drill bit (
http://www.aki.pt/produto.aspx?categoryid=2613&productid=17727&sid=0) that became completely black and flat after 20min of usage (wood-MDF milling). Yesterday, I bought the best milling bit in the shop made of tungsten carbide (
http://www.google.com/products/catalog?q=PFERD+drill+bit&oe=utf-8&client=ubuntu&channel=fs&um=1&ie=UTF-8&tbm=shop&cid=1401
[12:23:06] <delkin> 2914852356348886&sa=X&ei=Bin4T9OMAcqx0QXG78X5Bg&ved=0CG0Q8gIwCQ) and the result was the same :\ What am I doing wrong? What milling bits should I use for wood milling? What feed speeds to you recommend while milling wood?
[12:23:31] <delkin> (
http://www.google.com/products/catalog?q=PFERD+drill+bit&oe=utf-8&client=ubuntu&channel=fs&um=1&ie=UTF-8&tbm=shop&cid=1401
[12:23:54] -!- ctjctj [ctjctj!~cjohnson@c-24-62-5-242.hsd1.nh.comcast.net] has parted #linuxcnc
[12:31:33] -!- bedah [bedah!~bedah@g230212028.adsl.alicedsl.de] has joined #linuxcnc
[12:35:26] <jthornton> your links are borked
[12:36:38] <jthornton> archivist, I fingered out the missing link text :)
[12:38:00] <jthornton> delkin, what rpm, cutter diameter, depth of cut, and feed rate were you using?
[12:38:23] -!- ctjctj [ctjctj!~cjohnson@c-24-62-5-242.hsd1.nh.comcast.net] has joined #linuxcnc
[12:41:00] <gmagno> jthornton, 20000rpm, bit diameter: 2.1mm, depth: 3mm, feed rate: 1mm/sec
[12:41:25] <gmagno> btw, i'm working with delkin on this cnc project
[12:41:31] <delkin> jthornton: gmagno is gonna take care of the details
[12:42:03] <jthornton> let me see if I have my calculator on this computer
[12:42:17] <ctjctj> I'm attempting to write a "remote DRO display". I'm using linuxcncrsh for the source of information. Currently the DRO on axis is reporting: x=1.0, y=0, z=0: G54 x=0.5, y=0.5, z=-2.0 which is all correct. At the same time linuxcncrsh is reporting: ABS_ACT_POS 1.500000 0.500000 -2.000000 0.000000 0.000000 0.000000 (correct) REL_ACT_POS 0.500000 -0.500000 2.000000 0.000000 0.000000 0.000000 (does not match anything on the axis DRO)
[12:42:19] <ctjctj> and POS_OFFSET 1.000000 1.000000 -4.000000 0.000000 0.000000 0.000000 (Which apears to be abs-rel but does not match G54 numbers in DRO) Where do I get the actual G54 offsets via linuxcncrsh OR the current relative offsets?
[12:42:40] <archivist> jthornton, one day can someone get me a dump of the forum db so I can generate an update for all the dead links
[12:43:03] <jthornton> gmagno, yikes that is a small bit... reduce the DOC to 1/2 or less the bit diameter
[12:43:22] <jthornton> how many teeth on the cutter?
[12:43:57] <gmagno> jthornton, what is DOC?
[12:44:09] <Jymmm> Death of Cut
[12:44:13] <Jymmm> Depth
[12:44:19] -!- Poincare has quit [Ping timeout: 265 seconds]
[12:44:23] <Jymmm> or death I guess works too =)
[12:44:24] <gmagno> hmm ok
[12:44:28] <gmagno> :D
[12:44:35] <ctjctj> If it is too deep it will be death of cut breaking material or cutter. *GRIN*
[12:45:06] <archivist> well it will be death of the cutter due to being burnt and clogged
[12:45:41] <jthornton> gmagno, how many teeth on the cutter
[12:46:20] <gmagno> jthornton, let me check
[12:46:33] <Jymmm> gmagno: If you ever get up to 1/4" shank, I'd recommend CMT (brand) Spiral Upcut router bit. I've have good results with them and crappy results/broken bits using Freud Brand.
[12:47:11] -!- Poincare [Poincare!~jefffnode@dst.ampersant.be] has joined #linuxcnc
[12:48:13] <andypugh> That carbide bit is a burr, intended for use in a die-grinder on metal. (and probably by hand)
[12:48:41] <andypugh> It is likely to just clog with MDF, which is largely made of glue.
[12:48:45] <gmagno> jthornton, I believe 12 teeth
[12:49:21] <jthornton> yep what andypugh said
[12:49:34] <archivist> not suitable for wood except light hand work
[12:50:07] <andypugh> You will see that wood is not listed amongst the applicable materials.
[12:50:47] <jthornton> gmagno, you might get by with a very shallow DOC like 1mm with a burr
[12:50:48] <gmagno> hmm
[12:52:05] <gmagno> and would you recommend this bit to pcb?
[12:52:09] <jthornton> something like this is wat you want
http://www.aliexpress.com/store/product/solid-carbide-cnc-tool-router-bit-end-mill-suitable-for-MDF-PVC-ABS-Acrylic-Aluminum-copper/506241_434569247.html
[12:52:15] <jthornton> for mdf
[12:53:40] -!- paideia [paideia!~paideia@cpc1-nrwh3-0-0-cust609.4-4.cable.virginmedia.com] has joined #linuxcnc
[12:53:41] <gmagno> I see
[12:54:03] <jthornton> the only thing I've experienced with that kind of bit is violent shaking and the collet coming loose when trying to enlarge a hole
[12:54:29] <archivist> note the number of teeth is reduced to allow chip clearance
[12:54:30] <Jymmm> http://www.precisebits.com/applications/pcbtools.htm
[12:55:47] <andypugh> ctjctj: Ah, just remebered you :-)
[12:55:53] <Jymmm> http://www.thinktink.com/stack/volumes/voli/store/mechmill.htm
[12:56:07] <ctjctj> andypugh: Is that good or bad?
[12:56:51] <andypugh> ctjctj I just remembered skimming past your question, is what I meant. Billooms on the forum has noticed the same wierdness.
[12:57:09] <gmagno> jthornton, have you tried using this drill with pcb?
[12:57:18] <gmagno> would you recommend?
[12:57:30] <andypugh> I have a suspicion that there might be a bug.
[12:57:55] <archivist> gmagno, see bits Jymmm pasted for pcb, they will be different to mdf
[12:58:10] <ctjctj> andypugh: Hmmm, that's about where I was.
[12:58:18] <Jymmm> gmagno: Thy these:
http://www.precisebits.com/applications/pcbtools.htm OR
http://www.thinktink.com/stack/volumes/voli/store/mechmill.htm
[12:58:22] <Jymmm> Try
[12:58:24] -!- jthornton has quit [Read error: Connection reset by peer]
[12:59:12] <ctjctj> andypugh: Long time ago I learned that it is best to assume I'm making a mistake than to assume there is a bug.
[12:59:20] <andypugh> ctjctj: Have you had a look at the code to see if it makes any sense?
[12:59:24] <gmagno> ok, thanks a lot
[13:00:02] <ctjctj> Just about to dig into the code. There are other oddities in linuxcncrsh such as unit conversions. Today I'm getting inch conversion and yesterday it was all in mm.
[13:00:11] <Jymmm> gmagno: Those are for PCBs, not MDF =)
[13:01:31] <andypugh> ctjctj: You can use (DEBUG, #5420) and similar codes in the MDI window of AXIS to directly read out the G54 etc offsets. Give me a minute I will find the list.
[13:01:42] <ctjctj> andypugh: and if I'm in the code and it is usable I might just look into adding a "program_length" get so that I can get the number of lines in a program. Then the GUI will put up a progress bar based on current line number vs total lines in program. If current line number jumps twice then I'll assume a loop and go toa pulse progress bar.
[13:02:00] <gmagno> Jymmm, yup, in the end that's what I'll be machinning. Just tried some MDF works to see how the CNC worked
[13:02:06] <ctjctj> andypugh: that doesn't get it into linuxcncrsh.
[13:02:49] <r00t4rd3d> my first "part" :
[13:02:50] <r00t4rd3d> http://imgur.com/a/mvjQE
[13:02:52] <andypugh> No, not at all. The first step is to work out where the numbers used by linuxcncrsh are coming from...
[13:03:00] phantoneD is now known as phantoxeD
[13:03:12] -!- DJ9DJ has quit [Quit: brb]
[13:03:13] <ctjctj> gmagno: MDF makes a wonderful powder when milled that goes everywhere, clogs everything, kills just about everything. Different from pcb milling. (Or just about anything else)
[13:04:44] <Jymmm> r00t4rd3d: Cool! (PLEASE tell me you really aren't going to have that thin of tabs i the real thing? You need extra 'meat' in that area, no matter what material you'll be using)
[13:04:51] -!- DJ9DJ [DJ9DJ!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[13:05:02] <andypugh> ctjctj: The G54 offsets are at 5221-5230 :
http://www.linuxcnc.org/docs/html/gcode/overview.html#_numbered_parameters_a_id_sub_numbered_parameters_a
[13:05:44] <ctjctj> yes: And they are reported correctly in the axis DRO. Checked those. But they don't match anything in the emcrsh outputs.
[13:06:31] -!- mhaberler has quit [Quit: mhaberler]
[13:07:31] <Loetmichel> hmm, the android devices are getting stacked over here... i think i should restrain my ebay habits ;-) ->
http://www.cyrom.org/palbum/main.php?g2_itemId=13406 ;-)
[13:07:32] <gmagno> ctjctj, yeah, my garage becomes a mess :)
[13:07:52] <r00t4rd3d> Jymmm, I only know how to use pycam to do engraving atm with gravure settings, so it cut out the line instead of just following the outline :(
[13:08:08] <ctjctj> andypugh: what's the git repository URL?
[13:08:25] <Jymmm> r00t4rd3d: Ok, that you can resolve though =)
[13:08:29] <andypugh> ctjctj: You have spotted that linuxcncrsh is src/emc/user_intf/emcrsh.cc ?
[13:08:44] <andypugh> git.linuxcnc.org
[13:08:55] <r00t4rd3d> i need to ask in the forums how
[13:09:21] <andypugh> ctjctj: Spcifically
http://git.linuxcnc.org/gitweb?p=linuxcnc.git;a=blob;f=src/emc/usr_intf/emcrsh.cc;h=f1bda64627c381ab6acb9d6fc2eb343b8014a8a9;hb=HEAD
[13:09:54] <ctjctj> andypugh: I'm having a hard time cloning it (newish to git)
[13:09:56] -!- Poincare has quit [Ping timeout: 265 seconds]
[13:11:30] -!- Poincare [Poincare!~jefffnode@2001:470:cb24:4::2] has joined #linuxcnc
[13:11:48] <andypugh> ctjctj: git clone git://git.linuxcnc.org/git/linuxcnc.git linuxcnc-dev
[13:12:11] <andypugh> Or use the gitweb link to view the single file.
[13:12:30] -!- Poincare has quit [Client Quit]
[13:12:33] <ctjctj> Thank you.
[13:12:39] <andypugh> Git instructions for linuscnc here:
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Git
[13:12:57] <ctjctj> Yeah, found those just before you answered. :-(
[13:12:58] -!- Poincare [Poincare!~jefffnode@2001:470:cb24:4::2] has joined #linuxcnc
[13:13:15] <Jymmm> andypugh: ctjctj lies.
[13:13:24] <ctjctj> I'm going to go eat breakfast with the kids then come back and look at source till I figure out where those numbers come from.
[13:13:34] -!- servos4ever [servos4ever!~chatzilla@74-47-247-180.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[13:13:40] <ctjctj> Jymmm: Yes he does. He's going to eat with kids and wives.
[13:14:19] <Jymmm> ctjctj: If you have wives, I hope you have a damn fine set of earplugs too!
[13:15:24] <Jymmm> Anyone have a 100 Ton press you could fax me?
[13:16:10] <archivist> use an inertial press.....hammer
[13:16:43] <Jymmm> archivist: I aint 100 tons
[13:16:54] <Jymmm> 99.9999 maybe ;)
[13:16:55] <archivist> poor mans press a jack, paupers press, a screw
[13:17:16] -!- joe9 [joe9!~joe9@c-24-126-150-243.hsd1.ga.comcast.net] has joined #linuxcnc
[13:17:27] <archivist> the lazy use a lever
[13:18:19] <Jymmm> Heh, no. I would like to press out some containers from a coin sized disc
[13:18:37] <andypugh> Naval press a jack tar.
[13:18:59] <archivist> a fly press
[13:19:00] <Jymmm> andypugh: Say that in an earth language please
[13:19:29] <Jymmm> like have they make soda cans and such
[13:20:02] <Jymmm> or wine bottle toppers
[13:20:13] <andypugh> I was speaking english. It's just that you speak american.
http://en.wikipedia.org/wiki/Impressment and
http://en.wikipedia.org/wiki/Jack_tar
[13:20:41] <Jymmm> andypugh: I never said english, I said an EARTH language =)
[13:22:02] <archivist> Jymmm, be sensible, get a subcontractor to make parts like that
[13:22:54] <Jymmm> archivist: It's just a pipe dream, will never happen. The tooling alone would be way over the top.
[13:23:39] <archivist> toggle press, I have one
[13:23:57] <Jymmm> Even if the initial order was 1000 units, the tooling would be 10x as much.
[13:24:52] <archivist> I have made press tooling for my model watering cans
[13:25:05] -!- BenceKovi117 [BenceKovi117!~BenceKovi@polaris.mogi.bme.hu] has joined #linuxcnc
[13:26:14] <archivist> a tube, a male sphere die, and a ball bearing and a clamping ball bearing
[13:26:25] -!- r00t4rd3d_ [r00t4rd3d_!~r00t4rd3d@cpe-67-249-21-218.twcny.res.rr.com] has joined #linuxcnc
[13:27:06] -!- paideia has quit [Ping timeout: 264 seconds]
[13:27:52] -!- JT-Shop [JT-Shop!~john@184.20.140.167] has joined #linuxcnc
[13:27:54] <Jymmm> Well, I found aluminum container (from china of course) around $2/unit in small qty, and I got a quote for 50,000 units in plastic WITHOUT any tooling charges that's fairly reasonable.
[13:28:07] <Jymmm> US made
[13:28:27] -!- skunkworks__ [skunkworks__!~chatzilla@str-bb-cable-south-3-102.dsl.airstreamcomm.net] has joined #linuxcnc
[13:28:56] -!- r00t4rd3d_ has quit [Client Quit]
[13:29:30] -!- r00t4rd3d has quit [Ping timeout: 264 seconds]
[13:30:14] <Jymmm> pcw_home: Got any spare room for a shipping container by chance? lol
[13:32:11] <Jymmm> Gawd... How many 6"x1" could you fit in a shipping container I wonder?
[13:32:23] <Jymmm> 6"x1"x1"
[13:34:35] -!- X704 [X704!~walter@host-174-45-122-145.bzm-mt.client.bresnan.net] has joined #linuxcnc
[13:34:47] -!- syyl__ [syyl__!~syyl@p4FD12458.dip.t-dialin.net] has joined #linuxcnc
[13:36:58] <ctjctj> Jymmm: 1,172CuFt 337536 max not allowing for pallets or packing.
[13:37:03] <andypugh> I had a press made for a metal dish once. And I onluy needed one.
[13:37:33] <andypugh> A press is cheap, and will be useful in the future.
[13:37:54] -!- syyl_ has quit [Ping timeout: 264 seconds]
[13:37:54] -!- WalterN has quit [Ping timeout: 264 seconds]
[13:38:20] <andypugh> http://www.harborfreight.com/20-ton-shop-press-32879.html
[13:40:29] <ctjctj> andypugh: Oh I love this, setOpen() has a char fileStr[80] which is filled from user input. ...
[13:41:50] <archivist> andypugh, I needed that two weeks ago
[13:42:56] <archivist> used screw type pullers to put basic stress on and a little hammer work to get above the friction
[13:43:34] <andypugh> ctjctj: I think that GET_REL_POS is broken. Have a look at lines 1678 onwards. The g5x offset is subtracted twice. over and over again. Also in REL_ACT_POS. POS_OFFSET might also be half-wrong, as that uses g92 offset, which I think was the intention in the other functions. It looks an awful lot like a long-standing copy and paste error
[13:44:21] <ctjctj> andypugh: I'm getting there. Thanks. G92 is suppose to be added to the G54... offsets (I think)
[13:45:48] -!- andypugh has quit [Read error: Connection reset by peer]
[13:46:08] -!- andypugh [andypugh!~andy2@cpc2-basl1-0-0-cust639.basl.cable.virginmedia.com] has joined #linuxcnc
[13:48:03] <ctjctj> Ok. Looks like the positions are going to come from emcStatus->motion.traj.position....
[13:49:58] <ctjctj> andypugh: and you are absolutely correct. They are subtracting task.g5x_offset twice and I think the second should be a g92 instead of g5x but I have to look at the structure of a task.
[13:51:32] <andypugh> billooms on the forum has been puzzling over the exact same issue. I am almost tempted just to make the change and push it as a bugfix. But it is just possible that it is correct.
[13:51:49] <Jymmm> Those poor bastards...
http://www.youtube.com/watch?v=3v8g0SE6jX4
[13:52:02] <ctjctj> Nope. Matches what I've been seeing as a result. Just didn't understand it.
[13:52:22] <ctjctj> andypugh: it is wrong and a bug. Where is the task structure defined?
[13:52:28] <andypugh> (You _might_ subtract the same number twice to save multiplying by 2 in time-critical code. But I am pretty sure that it makes no sense)
[13:53:08] <ctjctj> The second should be g92_offset instead of g5x_offset
[13:53:23] <ctjctj> Per taskmodule.cc
[14:00:53] <ctjctj> andypugh: look at line 1780 and you'll see that somebody had already done a partial fix for the A,B,C and D axis.
[14:01:01] <andypugh> The bug seems to have persisted for many years.
[14:01:32] <andypugh> ctjctj: I don't think that was a partial fix, I think those just dodn't get copy-pasted the same way.
[14:01:47] <ctjctj> and if you asked for pos_offset on a per axis basis it gave the "right" result. I think it was a cut and paste that went wrong.
[14:02:00] <andypugh> I am sure it was.
[14:03:09] <andypugh> I don't need any more convincing about what the bug is. I am just waiting on confirmation from a developer to push the fix.
[14:03:14] <ctjctj> Ok: Now for the 64,000,000 dollar question (inflation don't you know): You've made the fix. It is in the source, it will show up in my next pull from buildbot for my workstation. How the heck do I get this linuxcncrsh over to my 10.04 REAL system?
[14:04:23] <ctjctj> andypugh: can you explain the procedure that you allude to via "waiting on confirmation from a developer to push the fix?"
[14:04:43] <andypugh> If you point your real system at the buildbot, then it will get the daily builds as a normal update, I think.
[14:05:08] <Tom_itx> Jymmm are they stackable?
[14:05:58] <Tom_itx> who was asking about step and repeat code the other day?
[14:06:21] <ctjctj> andypugh: Hmmm... So I'd pull the daily build for the 2.5 and it would get the bug fix?
[14:06:23] <andypugh> ctjctj: I have push-access to the main Linuxcnc code repository, so I can make bugfixes. I just want a second opinion from someone familiar with the code that there are no unanticipated consequences of making the change.
[14:07:00] <Tom_itx> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Oword#Sample_5_Subroutine_for_generating_multiple_parts_using_Local_and_Global_coordinates
[14:07:01] <ctjctj> *nods* Thank you for explaining.
[14:07:11] <andypugh> ctjctj: Well, it would if the builbot wasn't on vacation.
[14:07:22] <andypugh> Ah, wait, he's back
[14:08:32] <ctjctj> andypugh: so you'd push your fix to the main repository. Then (my learning git) that commit would be merged with the older 2.5, 2.4 branches in order for the fix to propagate correctly?
[14:10:04] <andypugh> I would make the change in the 2.5 branch. It would then be included in the next 2.5 buildbot build, and eventually the release build too. The changes would be merged into the upstream (master / 2.6 ) build at some point too. They would _never_ be included in 2.4.
[14:10:51] <ctjctj> Just curious, why "never" in 2.4? because that is closed?
[14:11:01] <andypugh> There will never be any more 2.4 releases (as far as I know) so no point making changes there.
[14:11:31] <Tom_itx> yeah, .5 was the big name change ver
[14:12:40] <ctjctj> andypugh: there is still more wrong. I need to double check before you push that fix. You can test via linuxcncrsh and asking "get pos_offset" and "get pos_offset x" They return different wrong answers.
[14:14:00] <andypugh> There are problems in at least three functions.
[14:15:00] <ctjctj> Yes. But I'm testing the code that is currently in place. If you look at the original pos_offset you'll see that they had g5x_offset twice when you use the default.
[14:15:03] <Poincare> any advice/hints for someone who just put his index finger between the workpiece and a spinning circular saw?
[14:15:18] <Tom_itx> don't do it again?
[14:15:44] <ctjctj> If instead you ask "get pos_offset x" the code that you and I were assuming would work is used, g5x_offset+g92_offset,
[14:15:48] <Poincare> :-)
[14:16:09] <Tom_itx> must not be that bad. you're still here and typing
[14:16:11] <ctjctj> The results for get pos_offset x returns "POS_OFFSET X 0.0" and that is incorrect as well.
[14:16:43] <ctjctj> Poincare: invest in GOOD medical insurance?
[14:17:08] <Poincare> ctjctj: Belgium... I even can smoke or drink myself to almost dead and still insured
[14:18:12] -!- r00t4rd3d [r00t4rd3d!~r00t4rd3d@unaffiliated/r00t4rd3d] has joined #linuxcnc
[14:18:12] <Poincare> This was with a blade to cut Aluminium, I think I wouldn't be typing now if it was another blade.
[14:19:18] <ctjctj> If the spinning blade touched you and you are here typing then I am very glad for you. You were very very lucky.
[14:19:32] <ctjctj> I know more than a few woodworkers with parts of fingers missing from that same mistake.
[14:19:34] <andypugh> Poincare: You are the target market for:
http://youtu.be/E3mzhvMgrLE
[14:19:53] <ctjctj> andypugh: that's the "instant stop" table saws?
[14:19:59] <andypugh> Yes
[14:20:11] <r00t4rd3d> who can make the tabs bigger?
[14:20:12] <r00t4rd3d> http://www.cnczone.com/forums/attachment.php?attachmentid=152865&d=1329346053
[14:20:20] <r00t4rd3d> its a dxf file
[14:20:48] <ctjctj> I've seen an in person demo of those. Very impressive. And if I remember correctly, you can actually retro fit it to any table saw.
[14:20:57] <Poincare> ctjctj: well, I'm was working with aluminium...
[14:21:17] <ctjctj> r00t4rd3d: have you looked at librecad? or heekscad?
[14:24:09] -!- karavanjo has quit [Read error: Operation timed out]
[14:24:22] <JT-Shop> andypugh, that drawing you sent me of the circular part with two connecting arms to the center, do the strain gauges go on top of the arm or on the sides?
[14:25:02] <andypugh> JT-Shop: Top and bottom, in the cutouts.
[14:25:26] <andypugh> When I made one I used lumps of foam stuffed in the hole to hold them.
[14:25:44] <andypugh> The sticky-tape trick in the link is definitely the way to install them.
[14:26:56] <Tom_itx> JT-Shop, cannon firing today?
[14:27:19] <Poincare> hmmm, that sawstop wouldn't help when working with conductive materials
[14:27:26] <JT-Shop> ok, I think that is a viable idea to try and develop, I still need to contact vishay for some advice
[14:27:44] <JT-Shop> Tom_itx, yes, 4 cannons and 2 mortars are going to be firing
[14:28:04] <ctjctj> Poincare: contact them. It might still work when working with conductive materials. I don't remember exactly what the method is.
[14:28:18] <Tom_itx> JT-Shop, get your full video production crew out
[14:29:27] <ctjctj> does the configure flag --enable-simulator disable all real time operations and interfaces?
[14:29:34] <JT-Shop> yea, I hope one of my riding associates will have their movie camera
[14:31:57] <ctjctj> JT-Shop: are you a yankee or a reb?
[14:32:28] <ctjctj> It sounds like you are a re-enactor of the war of northern agression.
[14:33:41] <andypugh> ctjctj: I think enable-simulator allows the code to run on a normal linux kernel without rtai. So, there is no realtime, but the other code doesn't realise that.
[14:34:31] <ctjctj> Well my poor over used desktop is making things now. I want to test our bug fix.
[14:35:10] <JT-Shop> I guess I'm a yankee from King Salmon Island but they were Russian back then so I'm confused
[14:35:39] <ctjctj> *laughs* Ok, you are neither. Those are americanisms.
[14:35:50] <JT-Shop> ctjctj, we just like things that make a satisfying report when lit
[14:36:06] <JT-Shop> or explode your choice
[14:36:40] <ctjctj> I like bomb things. I use to make my own fireworks when I had a space large enough to shoot them.
[14:36:50] <ctjctj> I to like big booms. (not bombs)
[14:37:54] <JT-Shop> glad you reminded me to get the tannerite rocket ready for launch
[14:38:11] <ctjctj> JT-Shop: do you make your own black powder?
[14:38:29] <ctjctj> I think I asked you that last time...
[14:38:31] <JT-Shop> no, it's cheaper to get by the keg
[14:39:03] <ctjctj> JT-Shop: then you are luck. It is way to expensive to buy it by the keg here in the US. (And you need extra permits and crap)
[14:40:27] <JT-Shop> I'm in the USA but not in a communist state
[14:40:28] <andypugh> When did JT-Shop exit the US?
[14:40:45] <ctjctj> I'm overly confused and made an arse of my self by assuming.
[14:40:52] <JT-Shop> it's been a while andypugh
[14:41:16] <JT-Shop> ctjctj, I reside in Swamp East Missouri
[14:41:50] <ctjctj> JT-Shop: Coolness. My parents live out there.
[14:42:19] <JT-Shop> if it wasn't for ticks and chiggers it would be paradise
[14:43:01] <ctjctj> *nods* I'm out in NH. ticks, and 3 oz miscettos(sp).
[14:43:10] <JT-Shop> I get my powder from Union City TN at Dixie Gun Works
[14:43:53] <JT-Shop> only the flat grounders have mosquitoes around here
[14:44:49] <ctjctj> Interesting. I couldn't find a place selling BP for less than $15/pound before hasmat shipping. I was making my own for around $5/pound or a bit less.
[14:45:14] <ctjctj> and my dyslexia is kicking in badly. s/hasmat/hazmat/
[14:46:17] <JT-Shop> yea, they won't even ship it you have to go and pick it up
[14:46:59] <JT-Shop> can you make F or is it a random size?
[14:47:21] <ctjctj> Yeah, F is no problem. You make pucks, crack them and then sift.
[14:48:13] <JT-Shop> you got a recipe you care to share?
[14:48:14] <ctjctj> You can then take those that are two small and reprocess them into pucks.
[14:48:25] <JT-Shop> ah ok
[14:48:54] <ctjctj> JT-I have lots of BP info. private message me with an e-mail.
[14:49:29] <Tom_itx> aww
[14:53:50] <Tom_itx> if you put subroutines in your main code file do they need to be listed above your main code?
[14:53:52] -!- _abc_ [_abc_!~user@unaffiliated/ccbbaa] has joined #linuxcnc
[14:53:56] <JT-Shop> yes
[14:54:08] <Tom_itx> is it better to put them in separate files?
[14:54:27] <Tom_itx> how do you call them passing parameters to them?
[14:54:38] <Tom_itx> i'm reading the html currently
[14:55:15] <JT-Shop> o<mysub> [1] [2] [3] etc
[14:55:48] <JT-Shop> it doesn't matter where you put them but separate files does make housekeeping easier
[14:56:03] <Tom_itx> then in the sub [1][2][3] get replaced with #1 #2 #3?
[14:56:19] <Tom_itx> or are the numbers passed in order
[14:56:37] <Tom_itx> so if you want 2 you use #2 even if it's a 3 for example
[14:56:44] <Tom_itx> order of parameters passed
[14:58:10] <JT-Shop> the first parameter passed will be #1, the second one is #2 etc
[14:58:21] <Tom_itx> yeah
[14:58:34] <Tom_itx> so you can skip one if it's not used
[14:58:46] <Tom_itx> was thinking about making a general purpose template
[14:59:11] <JT-Shop> [123] [345] [456] make #1 = 123 and #2 = 345 and #3 = 456
[14:59:36] <Tom_itx> how would you write the #1 back to a memory location like G54 offset
[14:59:47] <Tom_itx> yes
[15:00:39] <Tom_itx> ie g54 x = 5221
[15:00:46] <Tom_itx> y = 5222
[15:00:59] <Tom_itx> in the table
[15:01:18] <JT-Shop> #5221 = #1
[15:01:26] <Tom_itx> that easy?
[15:01:27] <Tom_itx> :)
[15:01:30] <JT-Shop> yea
[15:01:39] <Tom_itx> so you could mod them on the fly
[15:01:51] <JT-Shop> yea
[15:01:54] <Tom_itx> do some math on #1 then store it again
[15:02:16] <Tom_itx> #1 = (#1+1)
[15:02:18] <Tom_itx> like that?
[15:02:57] <JT-Shop> no, #1 = [#1=1]
[15:03:00] <JT-Shop> +
[15:03:09] <Tom_itx> or another var if you wanted to pass the offset like: #1 = (#1 + #2)
[15:03:15] <JT-Shop> #1 = [#1+1]
[15:03:16] <Tom_itx> ok
[15:03:22] <Tom_itx> brackets instead
[15:03:26] <JT-Shop> yea
[15:03:32] <Tom_itx> but you can add vars
[15:03:49] <Tom_itx> rather do math on vars
[15:04:02] <JT-Shop> aye
[15:04:26] <Tom_itx> so in effect i could do #5221 = [#5221 + #1]
[15:04:35] <JT-Shop> http://linuxcnc.org/docs/html/gcode/overview.html#sec:Expressions
[15:04:47] <Tom_itx> that may be what i was looking for :)
[15:04:50] <JT-Shop> read those 3 paragraphs
[15:05:09] <Tom_itx> yeah, thanks
[15:05:13] <JT-Shop> np
[15:06:03] <Tom_itx> so the sub parameters need to be within the range of 1 to 30
[15:07:44] <JT-Shop> yes
[15:08:00] <JT-Shop> for the ones you pass to a sub
[15:08:20] <Tom_itx> if you use named parameters to they automatically take the next available number?
[15:08:33] <Tom_itx> it seems easier to use named oens
[15:08:35] <Tom_itx> ones*
[15:09:51] <Tom_itx> if you use a named parameter do you need to use the name inside the sub or it's placeholder nubmer i guess would be the question
[15:13:04] -!- gene_ [gene_!~gene@204.111.65.217] has joined #linuxcnc
[15:14:18] <gene_> jepler: ??
[15:15:06] <JT-Shop> Tom_itx, can you rephrase that question?
[15:15:17] <Tom_itx> i'll give you an example
[15:15:20] <JT-Shop> ok
[15:16:45] <Tom_itx> o100 call [#<x_offset>] [#<y_offset>]
[15:16:53] <Tom_itx> then inside the sub:
[15:17:13] <gene_> JT-Shop: Whats the temps there? I'm approaching well done here..
[15:17:18] <Tom_itx> would i use #1 #2 or: #<x_offset> #<y_offset>
[15:17:36] <Tom_itx> i think the former
[15:18:32] <JT-Shop> Tom_itx, [#<x_offset>] will be passed to #1 in your sub
[15:18:41] <Tom_itx> ok that's what i thought
[15:18:45] <JT-Shop> gene_, it is only 88F here atm
[15:19:08] <JT-Shop> with a predicted high of 102F
[15:19:31] <archivist> Tom_itx, see
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Named_Parameters note the leading _
[15:19:33] <gene_> Tom-itx: you can use either, or you could use them direct with the global format, #<_x_offset> etc, but if modified they won't revert at the end of the sub
[15:20:09] -!- delkin has quit [Quit: On my way.]
[15:20:12] <Tom_itx> the double underscore needed?
[15:20:16] <Tom_itx> in the sub
[15:20:39] <gene_> Yes, AFAIK
[15:20:57] <Tom_itx> k, i know some languages are that way
[15:21:18] <gene_> 95 here John, projected to hit 105-109 before the day is out.
[15:21:33] <Tom_itx> so it actually becomes a local var to the sub by reference?
[15:21:33] <archivist> the leading _ means global I think others I only see one _ that matters
[15:21:44] <Tom_itx> (pointer)
[15:22:13] <Tom_itx> i can test the behavior
[15:22:51] * archivist stabs dead links
[15:22:58] -!- bedah has quit [Quit: bye]
[15:22:59] <Tom_itx> i'm just trying to figgr out the rules right now
[15:23:27] <Tom_itx> then i'll try to bend em :)
[15:24:46] <gene_> Same here, and while I can't recall the details, I do recall finding a situation a month back where I had to go back to the old way to make it work as expected.
[15:25:20] <gene_> Bend 'em? Nah, just plain break em to see what happens. :)
[15:25:30] <Tom_itx> heh
[15:25:49] -!- Roguish [Roguish!~chatzilla@2601:9:1400:73:250:5bff:fe04:62d4] has joined #linuxcnc
[15:26:00] <gene_> as long as you don't break the machinery...
[15:26:10] <Tom_itx> i cut air when testing
[15:26:42] <gene_> Yup, many inches above the table, or even with motor power off.
[15:27:39] <gene_> Has anyone come up with a better way to calibrate a lathe except make a cut, measure and touch off?
[15:28:18] <Tom_itx> i was trying to remember how we did it on the little okuma kadet we had
[15:28:57] <Tom_itx> it had soft limits which was nice until you needed to cut .001 past them
[15:29:11] <Tom_itx> to avoid hitting the spindle etc
[15:30:33] <Tom_itx> i still have the pocket reference for it here somewhere
[15:30:51] <gene_> I keep dreaming of a flip-up on the back of the cross-slide carrying a contact for a G38.2 move as one way since the 53xx vars are available after that.
[15:31:46] <Tom_itx> on the old manual multi spindles we had a height gage we used to set the tooling for spindle center
[15:32:06] <gene_> Problem is in getting the contact surface, a piece of pcb, z axis aligned.
[15:32:18] <Tom_itx> yeah
[15:32:45] <Tom_itx> i got a .1" gage block to use for one but haven't had the heart to use it for that yet
[15:33:10] <gene_> Pursuant to that, another piece of pcb to set tool height with, but thats manual, darnit.
[15:33:46] -!- BenceKovi117 has quit [Read error: Connection reset by peer]
[15:33:53] -!- BenceKovi117 [BenceKovi117!~BenceKovi@polaris.mogi.bme.hu] has joined #linuxcnc
[15:34:12] <Tom_itx> i can't remember but the okuma may have had a height block for that as well
[15:34:15] <Tom_itx> for tool center
[15:35:39] <Tom_itx> done once on job setup then from then on it was just a matter of chaning inserts
[15:35:51] <Tom_itx> changing*
[15:36:00] <gene_> I hadn't thought of that idea, gettin slow in my dotage I guess. Its a good idea I do believe.
[15:36:44] <Tom_itx> set off the cross slide or tool post
[15:36:44] -!- BenceKovi117 has quit [Read error: Connection reset by peer]
[15:37:21] -!- nots has quit [Read error: Operation timed out]
[15:37:57] <gene_> Yep. For me its a right PIMA to spend longer than the job takes to get all that set so if I want a section .371" in diameter and cut .504" long, its more often a set a hair big, run, trim & rerun.
[15:38:30] <gene_> Nice cuts,way better than by hand but time consuming to tune.
[15:38:43] -!- BenceKovi117 [BenceKovi117!~BenceKovi@polaris.mogi.bme.hu] has joined #linuxcnc
[15:39:26] <gene_> Toy lathe, a 10+ year old speedway 7x12. :(
[15:39:48] <Tom_itx> the center to slide height should never change and if it does you got bigger problems
[15:39:55] <archivist> I use a trial cut that is over size to set, so can use the same metal
[15:40:07] <gene_> Yep
[15:40:33] <gene_> Is Jeff Epler about?
[15:41:17] -!- nots [nots!~totu@625.radionet.ee] has joined #linuxcnc
[15:43:26] <gene_> Well, I have a QC post & changing tool holders changes the tool height. I have 2 cutoff blade holders, one set to cutoff with just the blades normal rake, and one set about 3/32 higher because it has the single tooth thread profile on the end.
[15:44:11] <Tom_itx> a universal height gage would be ideal for that
[15:45:23] <Tom_itx> something like a 'Z' with a ground off bolt in the upper part of the Z for initial height adjustment
[15:45:35] <gene_> Once the holder is in the ballpark it seems to stay well though. I have one of those but it is actually too big to set on the back of the cross-slide well. 6" tall, usual dial caliper with carbide jaws
[15:45:39] <archivist> I thought the whole point of a qc changer was maintaining the correct height
[15:45:49] <Tom_itx> heh
[15:46:10] <gene_> It is, but I'm still 'tweaking', new kit.
[15:46:33] <archivist> mine seems to be ok even if chinese
[15:46:34] <ctjctj> andypugh: Ok. I located another but in emcrsh.cc in getPosOffset there is a switch (s[0]). This leads to a problem where "get pos_offset X" returns the correct answer. "get pos_offset x" returns 0.0; In addition all other commands use "0..9" to identify joints but get pos_offset uses letters. Two fixes required. the switch needs a "default" that returns an error and the case 'X': needs a following case 'x':
[15:46:41] <Tom_itx> ie, you take the cutoff blade out of it's holder to sharpen it you need to reset it
[15:47:03] -!- jthornton [jthornton!~john@184.20.140.167] has joined #linuxcnc
[15:49:40] <gene_> That too. For the threading tooth, I fix it in a rotary table sitting abouit 7 degrees nose up on the mill, & polish to shape with a dremel diamond disk in the spindle, moving the table left or right to get the 60 degree side angle.
[15:50:09] <gene_> If I can see the front flat, is almost too wide!
[15:51:21] <gene_> table=rotary table of course...
[15:52:15] <r00t4rd3d> i hate all cad programs
[15:52:54] <gene_> So far it has cut the 1/4x28 threads for several 209 nipples for one of my BP front loaders.
[15:52:57] <ctjctj> r00t4rd3d: *grins* me too.
[15:55:31] <gene_> I think freecad might be ok, but for an old fart 'Merican' I can't seem to adapt to its metric only working format. My fault, or should blame that on the gas stations who screwed the moose back in the '70's?
[15:56:48] <r00t4rd3d> librecad is okay , i got it to do what i wanted.
[15:57:07] <r00t4rd3d> and a lot of fighting
[15:57:14] <r00t4rd3d> and/after
[15:57:16] <gene_> URL handy?
[15:57:26] <ctjctj> librecad is based on qcad. Read the qcad documents and tutorials for help.
[15:58:11] <r00t4rd3d> I might just dive into Blender
[15:58:19] <gene_> Ahh, and no output format that can be xlated to gcode, so I gave up on qcad.
[15:59:00] <gene_> Heekscad/Heekscnc had promise but Dan is sending folks to freecad now.
[15:59:17] <ctjctj> Which means we still need a CAM solution.
[15:59:42] <gene_> Right, and no volunteers in sight...
[15:59:53] -!- BenceKovi118 [BenceKovi118!~BenceKovi@polaris.mogi.bme.hu] has joined #linuxcnc
[16:00:14] -!- BenceKovi117 has quit [Read error: Connection reset by peer]
[16:00:16] <archivist> some idiots are playing with APT
[16:00:20] <ctjctj> gene_: I'm writing it in java. Just got back burnered because of learning git and the fact that there are no "current" dxf java libraries.
[16:01:02] <ctjctj> I had profiles working for dxf files and when I did the change to git and upgraded to kajeba version everything broke due to dependencies.
[16:01:20] <gene_> I was rather pleased that pcb2gcode worked with eagle, quite well after I'd written some more helpers to calibrate the mill.
[16:02:27] <ctjctj> andypugh: You still here? Is there going to be problems with using standard c-library file system calls (fopen, fread, fclose) in emcrsh?
[16:02:38] <gene_> Thats great ctjctl. By current, I always thought .jars were forward compatible though?
[16:03:20] <ctjctj> The problem is that dependency A requires dependency B which requires C D E and F and D E and F are all dead projects without good jars.
[16:03:43] <gene_> Uurrgh
[16:04:09] <gene_> Been there, done that.
[16:04:27] <ctjctj> It is actually worse than that as D, E and F are inter related and also have references to dead projects.
[16:04:43] <ctjctj> So "current" to me means "requires no dead projects"
[16:06:00] <gene_> That is why I downloaded the latest rtai kit this morning, but it doesn't mention in the docs I've read so far, if there is a cutoff point when updating the kernel under it.
[16:06:25] <ctjctj> Yeah, is RTAI a dead project?
[16:06:51] <JT-Shop> a simple 2-d cam for linux would be the berries... I keep thinking about writing one
[16:07:23] <gene_> That def of current is _very_ restrictive. Dunno, what I pulled this morning is Feb 2012 release.
[16:08:12] -!- sendoushi has quit [Read error: Connection reset by peer]
[16:08:13] -!- Musok [Musok!~sendoushi@sm1-84-90-42-105.netvisao.pt] has joined #linuxcnc
[16:08:34] <gene_> Or the cats meow. 2d is all we need for a lathe.
[16:08:37] <ctjctj> My code handles nesting of rectangles, setting processes for profiles (in, out, on), climbing, conventional, pass depth, tool tables. And it generates ok paths. I've not done any optimizing of rapids.
[16:09:23] <Tom_itx> ncgui won't handle most lathe needs?
[16:09:28] <Tom_itx> ngcgui
[16:10:07] <gene_> Tool tables in linuxcnc is a sore point, there seems to be 2 formats, both poorly documented...
[16:10:20] <ctjctj> I'm having problems with gui design issues. Like "How do I draw a conventional cut?" and stupid things like that.
[16:11:04] -!- Musok has quit [Read error: Connection reset by peer]
[16:11:06] <gene_> I haven't looked at it. Is it part of the distro now ? (I'm on 2.5)
[16:11:20] -!- sendoushi [sendoushi!~sendoushi@sm1-84-90-42-105.netvisao.pt] has joined #linuxcnc
[16:11:50] <JT-Shop> gene_, hurts my feelings now
[16:11:52] <ctjctj> gene_: what are you refering to as "it"?
[16:12:06] <gene_> ngcgui
[16:12:14] <JT-Shop> Tom_itx, ngcgui handles 95% of my lathe needs
[16:12:59] <JT-Shop> "it" will even do profiles...
[16:13:02] <gene_> Didn't mean to John, but if its better than axis I'll switch that machine to it
[16:13:29] <JT-Shop> Tool tables in linuxcnc is a sore point, there seems to be 2 formats, both poorly documented...
[16:13:40] <JT-Shop> http://linuxcnc.org/docs/html/gcode/tool_compensation.html#_tool_table_a_id_sec_tool_table_a
[16:13:48] <gene_> there is an echo in here :)
[16:13:55] <JT-Shop> gene_, ngcgui is an add on to Axis
[16:14:00] <archivist> tool table limits is silly just send changes, removes limit
[16:14:47] <gene_> Ok, how do I add it?
[16:16:05] <gene_> I just logged into that box, ready
[16:16:29] <Tom_itx> it must be really easy if i can do it
[16:20:23] -!- Musok [Musok!~sendoushi@sm1-84-90-42-105.netvisao.pt] has joined #linuxcnc
[16:20:32] -!- sendoushi has quit [Read error: Connection reset by peer]
[16:21:29] <gene_> Found the setup on the wiki...
[16:24:20] <ctjctj> Ok, who/what/how do I send in a patch? I've made some mods to linuxcncrsh and its man page that I would like evaluated (and accepted. *GRIN*)
[16:24:27] <ctjctj> Oh, and tested it.
[16:24:28] -!- JT-Shop has quit [Read error: Connection reset by peer]
[16:24:28] -!- jthornton has quit [Read error: Connection reset by peer]
[16:25:02] -!- jthornton [jthornton!~john@184.20.140.167] has joined #linuxcnc
[16:25:05] -!- JT-Shop [JT-Shop!~john@184.20.140.167] has joined #linuxcnc
[16:32:26] <gene_> Problem John, my 2.5 install doesn't have the nc_files/ngcgui_lib tree. Now what?
[16:33:06] <ctjctj> gene_: It is buried in the /usr/share/ area. It has to be put in the right places. Which is not documented (well)
[16:33:20] <jdh> woohoo... I have 24,000 BTUs of cooling to stick in my garage.
[16:33:37] <ctjctj> And do you have power to run it?
[16:33:45] <ctjctj> locate ngcgui_lib
[16:33:53] <jdh> yeah, I'm going to plug it in to my compressor outlet
[16:34:37] <ctjctj> /usr/share/linuxcnc/ncfiles/ngcgui_lib needs to be linked in $HOME/linuxcnc/nc_files (I think I go that right)
[16:34:41] <JT-Shop> gene_, just create a sample ngcgui config and like magic they are there but locked for some strange reason
[16:34:44] <jdh> after I make my extension cord
[16:35:43] <JT-Shop> gene_, have you seen all the lathe subs for ngcgui on my web site?
[16:35:57] <ctjctj> jdh: My shop has great power. 15 amps from the house and 10,000 watts from the generator.... :-( Sometime soon I'll spend money to run a real cable from the power panel in the basement to to the power panel in the shop.
[16:37:02] <Tom_itx> i ran a line off a 50A breaker out to the garage
[16:37:14] <Tom_itx> has been adequate for years now
[16:37:50] <jdh> I'd like to be able to run the compressor and the A/C, but I'd have to run a new line from the main panel
[16:38:33] <ctjctj> Tom_itx: I have to do that, but it is a 50+ foot run and that part of the house is a UGLY crawlspace (left over bolders, left over fiberglass insulation and who knows what else.) So I've not put it high enough on the priority list. Plus my lady always has something else for me to fix/do with my money.
[16:38:52] <JT-Shop> gene_, also beware that the subs in the ngcgui are complicated and depend on helper subs
[16:39:32] -!- karavanjo has quit [Read error: Connection reset by peer]
[16:39:42] * JT-Shop things gene_ wandered away
[16:39:57] <gene_> Yep, moving stuffs
[16:40:21] <ctjctj> Again: How do I contribute patches/mods?
[16:41:09] <archivist> ctjctj, a message on the dev mailing list
[16:42:07] -!- sendoushi [sendoushi!~sendoushi@sm1-84-90-42-105.netvisao.pt] has joined #linuxcnc
[16:42:13] -!- Musok has quit [Read error: Connection reset by peer]
[16:43:21] <gene_> Humm, got stuffs missing yet, startup advisories.
[16:43:36] <gene_> simp.ngc for instance
[16:44:53] <gene_> Looks like I need to convert the paths in RS274 to ~/ based. BRB.
[16:45:26] <JT-Shop> ctjctj, you can make a git patch and submit it to the developers mailing list
[16:45:29] <ctjctj> archivist: I'm not on that list, will you please let me know if you see that patch/mod go through.
[16:46:03] <Tom_itx> or ask in -dev
[16:46:06] <ctjctj> grr, bounced as I'm not on the list.
[16:46:46] <Tom_itx> �/j #linuxcnc-devel and ask
[16:47:45] -!- Musok [Musok!~sendoushi@sm1-84-90-42-105.netvisao.pt] has joined #linuxcnc
[16:47:50] <ctjctj> Tom_itx: thank you.
[16:48:02] -!- sendoushi has quit [Read error: Connection reset by peer]
[16:51:03] <gene_> Ahh, had to make ALL the paths in the ini file absolute, but I believe its working, as in running without any startup errors now.
[16:51:22] <JT-Shop> YEA
[16:56:24] <gene_> That huge DRO is neat, as are the G54 offsets. I'll have to explore the rest of it in person. I ran it without any motor power enabled from here. Thank you John.
[16:58:00] <JT-Shop> np gene_
[16:58:30] <gene_> I think the path problems are because I was doing a 'linuxcnc -l' from the login screen and wasn't sitting in my ~/gene directory. No biggie since I am the only user anyway.
[17:01:45] * JT-Shop wanders in for a nap
[17:08:08] <gene_> Mmm, nap, sounds good. 99F here at 13:05 local
[17:08:36] -!- Musok has quit [Read error: Connection reset by peer]
[17:08:40] -!- sendoushi [sendoushi!~sendoushi@sm1-84-90-42-105.netvisao.pt] has joined #linuxcnc
[17:15:02] -!- Musok [Musok!~sendoushi@sm1-84-90-42-105.netvisao.pt] has joined #linuxcnc
[17:15:13] -!- sendoushi has quit [Read error: No route to host]
[17:15:36] -!- nots has quit [Ping timeout: 252 seconds]
[17:15:44] -!- nots [nots!~totu@625.radionet.ee] has joined #linuxcnc
[17:20:13] -!- sendoushi [sendoushi!~sendoushi@sm1-84-90-42-105.netvisao.pt] has joined #linuxcnc
[17:20:38] -!- Musok has quit [Read error: Connection reset by peer]
[17:30:49] -!- karavanjo has quit [Read error: Operation timed out]
[17:36:45] -!- Musok [Musok!~sendoushi@sm1-84-90-42-105.netvisao.pt] has joined #linuxcnc
[17:37:12] -!- sendoushi has quit [Read error: Connection reset by peer]
[17:40:55] -!- WalterN [WalterN!~walter@host-174-45-122-145.bzm-mt.client.bresnan.net] has joined #linuxcnc
[17:42:29] -!- iwoj [iwoj!~iwoj@s75-154-254-220.bc.hsia.telus.net] has joined #linuxcnc
[17:43:01] -!- X704 has quit [Ping timeout: 246 seconds]
[17:45:25] <Jymmm> Tom_itx: no
[17:45:55] <_abc_> 99F where?
[17:45:59] <_abc_> I have 87 or si
[17:46:02] <_abc_> *so
[17:46:43] <_abc_> Can someone point me to a web paper wrt G54 and so on offsets?
[17:47:00] <_abc_> I have been using cnc machines for a while, but I never had to go deep into such details
[17:47:15] <ctjctj> _abc_: it is in the linuxcnc users manual.
[17:47:32] <_abc_> I have read that, I would like to see a more extensive discussion heh
[17:47:44] -!- karavanjo has quit [Read error: Connection timed out]
[17:48:04] <Jymmm> _abc_: Here ya go then,
https://www.google.com/search?q=g54+site%3Alinuxcnc.org
[17:48:14] <_abc_> :)
[17:48:57] <Jymmm> _abc_: 12,400 results for G54, now you are on your own!
[17:49:52] <ctjctj> _abc_: do you understand abs or machine coordinate system?
[17:50:02] <_abc_> abs?
[17:50:08] <ctjctj> absolute
[17:50:09] <_abc_> Sure I understand, I write gcode by hand and so on
[17:50:18] <_abc_> It's about when to choose which one and all that
[17:50:25] <_abc_> That's what I would like to see discussed
[17:50:32] <ctjctj> Ok. G5x is an offset to the machine/absolute coordinate system.
[17:50:49] <_abc_> Jymmm: on my g'search there are only 12k results :)
[17:51:05] <ctjctj> abs coordinate = relative coordinate - g5x offset.
[17:51:07] <Jymmm> About 12,400 results (0.36 seconds)
[17:51:27] <ctjctj> and we complicate that with G92. But it really is pretty simple. *GRIN*
[17:51:27] <Jymmm> _abc_: Now, go read them all!
[17:51:49] <_abc_> http://www.linuxcnc.org/docs/devel/html/gcode/coordinates.html this is a better start (but I already read it)
[17:52:03] -!- iwoj has quit [Quit: Textual IRC Client: http://www.textualapp.com/]
[17:52:19] <ctjctj> _abc_: I'm having a hard time understanding what you don't understand so I can't give references.
[17:52:26] <_abc_> meh
[17:52:27] <Jymmm> _abc_:
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?action=browse&id=CoordinateSystems&revision=10
[17:52:31] <_abc_> Give me a second
[17:52:51] <ctjctj> My simple answer is "It's an affine transformation." *GRIN*
[17:53:23] <Jymmm> _abc_: that last link has explainations and illustrations,
[17:55:04] <_abc_> Let's assume an example: One has a large work table, 3 fixed station positions on it, for example for tool change or realignment (manual!), and 3 pieces of work. I need to address the 3 fixed places in G53 absolute, and then go to the previously touched off 3 work pieces and run their relevant files (for the same tool). I will probably glue the gcode for the 2 pieces of work into one file, add the between-parts realignment/tool cleaning station ...
[17:55:10] <_abc_> ... trips, start the job and wander off with a cup of coffee. This is just suppose.
[17:55:21] <_abc_> And yes affine transforms are fine
[17:55:25] <_abc_> forward and reverse
[17:55:38] <_abc_> So the absolute stations fixed on the table are all in G53
[17:56:09] <_abc_> The 3 work pieces are in, I assume, G54-G59.3
[17:56:23] <_abc_> So can I just put all this in the gcode file and expect axis to like it?
[17:56:41] <ctjctj> The three work pieces are likely in a G54 location. And then for each piece you set a G92 offset from the G54 offset and re run the code.
[17:56:44] <_abc_> Navigate to the touchoff points in G53? Or how?
[17:57:01] <_abc_> ctjctj: by hand or can I can it? That is the question?
[17:57:13] <_abc_> As in, can I switch between coordinate modes at any time and back?
[17:57:34] <ctjctj> You can switch between all coordinate modes EXCEPT for absolute/machine.
[17:57:41] <_abc_> (add to this that the work for each piece is coded in absolute mode usually - I can recode it in relative but usually I would like not to do that)
[17:58:02] <ctjctj> So the method is to reserve one of the G5x codes to have offsets of zero. Which means it now matches absolute.
[17:58:15] <_abc_> And Inever use G53?
[17:58:42] <ctjctj> I don't use G53 in programs but do use it by hand.
[17:59:25] <ctjctj> So in your canned program you would set up G59 (example) to have an offset of 0,0,0. Then you go to your fixed location while in G59 mode. Do what you need to do at those stations.
[17:59:50] <ctjctj> Then switch to G54 (example) which has been touched of to a known location of the work pieces one.
[17:59:53] <_abc_> Let's get this straight, if I use G54 to set a touched off position, then the code after it written in absolute mode will stay in that place, right?
[18:00:14] <_abc_> I mean use the G54 set zeros as its 'absolute' zeros?
[18:00:15] <ctjctj> _abc_: rephrase the question please.
[18:00:57] <ctjctj> Except that the default is that G54 is our normal mode for cutting. So we'd use a different G5X coordinate system to reduce the confusion.
[18:01:47] <ctjctj> process: record abs location for fixed-1, fixed-2, fixed-3. Jog/run code to locate the Zero location for your Work piece-1.
[18:02:04] <_abc_> referring to:
http://www.linuxcnc.org/docs/devel/html/gcode/coordinates.html if I store the G54's values in the relevant variables and then invoke G54 and after that G0 Z-0.5 // G1 X10.0 then I get a line at the G54 coded 'zero', of length 10 in X, right?
[18:02:20] <ctjctj> touch off and set G54 to that zero location for work piece-1
[18:02:23] <_abc_> I see
[18:02:39] <_abc_> Yes I usually do it by hand for each touchoff which implies G54 I think.
[18:03:13] <ctjctj> Ok. Record the offsets from work piece 1 to work piece 2 and work piece-1 to work piece-3 (called fixtures)
[18:03:31] <_abc_> yes, ok. That is more or less what I do.
[18:03:40] -!- Musok has quit [Read error: Connection reset by peer]
[18:03:41] -!- sendoushi [sendoushi!~sendoushi@sm1-84-90-42-105.netvisao.pt] has joined #linuxcnc
[18:03:49] <_abc_> Except for now I do it by hand (Shift-Home I think)
[18:03:53] <_abc_> for each axis
[18:04:45] -!- ve7it [ve7it!~LawrenceG@S0106001c10b7770f.pk.shawcable.net] has joined #linuxcnc
[18:04:46] <ctjctj> so your code no looks something like: G59 to all zeros and switch to it.. use rapid to fixed-1 and do stuff. rapid to fixed-2 and do stuff, rapid to fixed-3 and do stuff. Now switch to g54 and set g92 to zero. Rapid to work piece-1 (g0x0y0) run code to cut work piece-1
[18:05:00] -!- karavanjo has quit [Read error: Connection timed out]
[18:05:19] <ctjctj> set g92 to the offset from work piece-1 to work-piece-2. Rerun your program to cut work piece-2.
[18:05:40] <ctjctj> set g92 to offset from work piece-1 to work piece-3 and re run to cut work piece-3.
[18:05:44] <ctjctj> Done.
[18:06:26] <ctjctj> Now there are lots of things you can do with a G53 but the issue comes with such stupid things as g38 probes don't allow a G53 prefix.
[18:07:19] <ctjctj> stupid is defined as "it doesn't work the way I want it too." *GRIN*
[18:07:22] <ctjctj> Does that help _abc_
[18:07:27] <_abc_> yes, thanks
[18:10:08] <ctjctj> Does anybody know how to force ssh to never prompt for a keyboard password? I just want it to fail if a password is required.
[18:11:26] <jdh> you can remove password imteractive in the config
[18:12:51] <_abc_> ctjctj: see ssh -n and BatchMode option in config
[18:13:05] <Jymmm> ctjctj: -o NumberOfPasswordPrompts
[18:13:18] <Loetmichel> hmmm... how much hdd space is needed fpr a linuxcnc install minimum?
[18:13:21] <ctjctj> -n doesn't do what's required by Jymmm seems to have nailed it.
[18:13:47] <Jymmm> ctjctj: RTFM =)
[18:13:48] <_abc_> BatchMode If set to ``yes'', passphrase/password querying will be disabled. In addition, the ServerAliveInterval and SetupTimeOut options will both be set to 300 seconds by default. This option is use- ful in scripts and other batch jobs where no user is present to supply the password, and where it is desirable to detect a broken network swiftly. The argument must be ``yes'' or ``no''. The
[18:13:54] <_abc_> deault is ``no''.
[18:13:57] <_abc_> ^^
[18:14:00] <ctjctj> Jymmm: I was reading that very find manual.
[18:14:15] <Jymmm> It's FUCKING, not FINE
[18:14:36] <_abc_> this is a ssh option not sshd option. ssh -o BatchMode=yes should work
[18:14:38] <ctjctj> Jymmm: -o NumberOfPasswordPrompts=0 is the actual form but it did what I needed.
[18:15:02] <_abc_> Well that should also force what you need
[18:15:13] <ctjctj> _abc_: and you get a win as well.
[18:15:20] <andypugh> ctjctj: Back now. I guess that you already answered your own questions?
[18:16:02] <ctjctj> andypugh: except that I don't know if it was actually seen in the bedroom (everybody sleeping) known as linuxcnc-devel. I didn't do our g92 fixes because you implied you had a patch for that.
[18:17:07] <_abc_> I find that running linuxcnc via ssh remote X11 session is satisfactory even with a lower end linuxcnc machine
[18:17:17] <andypugh> Not yet, but in 30 mins or so.
[18:18:11] <ctjctj> andypugh: And I'm unsure if we want to fix get pos_offset switch regarding 'X' vs 'x' and or getting it to use integers to identify axis. Or doing all three X,x,0
[18:19:37] <ctjctj> _abc_: That's an option but I need the display in the workshop and I want to monitor progress here in the office. Lazy answer is an IP camera watching the machine and the monitor code running here. I can actually hit the estop from here if I notice something.
[18:20:02] <ctjctj> But more importantly for me is that I don't get paid to watch my machine make chips but I do get paid to program here in the office.
[18:21:12] <ctjctj> being able to know when it is time to load the next program or do the manual tool change is a *good* thing.
[18:23:39] <andypugh> I thought it would be a simple mod to the function atio() but that actualy seems to do something rather different.
[18:24:01] <ctjctj> andypugh: ???
[18:24:25] <andypugh> I was talking about making x X and 0 equivalent
[18:24:48] <ctjctj> ah. No. atoi() is standard libc for ascii to integer.
[18:24:58] <ctjctj> He's translating from a string to an integer.
[18:25:49] <andypugh> So, X isn't accepted? Or is it just that any non-numeric evaluates to zero?
[18:26:48] <ctjctj> In "abs_act_pos" you can request all axis via "abs_act_pos" or you can request just one axis with "abs_act_pos INT" where INT is 0-9.
[18:27:16] <ctjctj> But in "pos_offset" he switched from that format to using X, Y, Z, A, and some others which I don't remember.
[18:28:10] <ctjctj> At the very least I believe that the code should be changed to accept x,y,z,a and the others (lower case version) and I'm asking if we should make it consistent with the other axis selection code to allow it to use integers
[18:31:34] * JT-Shop rubs eyes and looks at the unfinished cannon left to do
[18:31:39] <andypugh> It is all rather ancient and strange anyway, no UVW axes.
[18:32:03] <andypugh> And for some reason accepts R P and W for A B and C
[18:32:12] <ctjctj> Yeah, they used a different set of names.
[18:33:03] <_abc_> In the example at the bottom of
http://www.linuxcnc.org/docs/devel/html/gcode/coordinates.html they use G55, G56 etc. But one could simply reuse G55, no?
[18:33:05] -!- Musok [Musok!~sendoushi@sm1-84-90-42-105.netvisao.pt] has joined #linuxcnc
[18:33:07] -!- sendoushi has quit [Read error: Connection reset by peer]
[18:33:23] -!- stvn has quit [Ping timeout: 272 seconds]
[18:34:18] <_abc_> I mean use a G10 L2 P2 X... after each section?
[18:34:19] <ctjctj> _abc_: the wonderful thing about unix (gcode) is that there are so many ways to make the same mistakes... Opps to do things.
[18:34:42] <_abc_> agree
[18:34:45] <ctjctj> _abc_: Yes, you can do that. And it is an easy way to do things.
[18:35:01] <_abc_> yes, I will try to teach my gcode writing program some new tricks
[18:35:12] <_abc_> after testing
[18:35:48] <_abc_> My problem is that I am used to an ultra low end router which has no circle interpolation even, and moving to axis is a step up. So many toys...
[18:36:02] <ctjctj> *grins* The thing that I find absolutely amazing is that I use to get pissed when it took more than 5 seconds to test a program I was writing. Now I'll stare at a spindle for hours waiting to see if the program I just wrote is "right"
[18:36:17] -!- Musok has quit [Remote host closed the connection]
[18:42:32] -!- DJ9DJ_ [DJ9DJ_!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[18:44:35] -!- DJ9DJ_ [DJ9DJ_!~Deejay@unaffiliated/dj9dj] has parted #linuxcnc
[18:45:14] -!- sumpfralle has quit [Quit: Leaving.]
[18:45:44] <Jymmm> andypugh:
http://www.dealextreme.com/p/square-4-pin-speaker-socket-connectors-5-piece-pack-138397
[18:46:03] -!- LeelooMinai has quit [Read error: Connection reset by peer]
[18:47:52] -!- LeelooMinai [LeelooMinai!~leeloo@24-52-246-177.cable.teksavvy.com] has joined #linuxcnc
[18:50:26] <andypugh> O can't find any plugs though...
[18:50:49] <Jymmm> Well, half way there at least, maybe, sorta kinda
[18:51:08] <Jymmm> andypugh: Just thought you might be interest is all =)
[18:51:43] <andypugh> I have all that I need at the moment.
[18:52:42] <Tom_itx> you don't like DIN connectors?
[18:54:55] <_abc_> G64 is used when exactly? Also tool compensation is best used when?
[18:55:10] -!- capricorn_1 [capricorn_1!~raffi@zima.linwin.com] has joined #linuxcnc
[18:59:47] <JT-Shop> _abc_, have you read this?
http://linuxcnc.org/docs/html/common/User_Concepts.html
[19:03:43] -!- LeelooMinai has quit [Remote host closed the connection]
[19:06:29] -!- LeelooMinai [LeelooMinai!~leeloo@24-52-246-177.cable.teksavvy.com] has joined #linuxcnc
[19:07:30] <_abc_> So G28 and G30 are basically the same?
[19:16:04] -!- WalterN has quit [Ping timeout: 248 seconds]
[19:17:14] <JT-Shop> same but different yes
[19:17:48] <JT-Shop> YEA the last cannon comes together
[19:19:34] <Jymmm> JT-Shop: Who's the beta cannon bitch?
[19:21:56] <Jymmm> JT-Shop: Are these cannons pre-tested before you get them?
[19:22:53] <Tom_itx> they are soon after
[19:23:59] <Jymmm> I'd expect them to be xrayed, then test fired in a secure environment
[19:24:26] <Tom_itx> they probably have a steel sleeve cast in them
[19:24:45] <ctjctj> I forgot to ask JT-Shop do you shot anything but blanks from these cannon?
[19:25:11] <Jymmm> ctjctj: Kinda a personal question don't ya think?
[19:26:03] <ctjctj> You're right Jymmm
[19:26:11] <Jymmm> =)
[19:26:58] <Jymmm> But, since you mentioned it... Will a rim fire fire if the firing pin is center fire?
[19:27:12] <Jymmm> and vise versa?
[19:27:30] <Jymmm> .22lr specifically
[19:27:50] <ctjctj> Jymmm: nope.
[19:28:05] <ctjctj> Or not reliability.
[19:28:31] <Jymmm> so the charge doens't cover the enter bottom, just the edges?
[19:28:39] <Jymmm> or rim if you will
[19:28:45] <ctjctj> Jymmm: there is more to it than just that.
[19:29:08] <Jymmm> ctjctj: I'm listening
[19:29:30] <ctjctj> when the firing pin hits the primer (or rim of a rim fire shell) the primer material is "pinched" between an anvil and the dent made by the firing pin.
[19:29:30] <Jymmm> I read the wikipedia pages already too
[19:29:43] <JT-Shop> ctjctj, my cannon and Ray's are 1 3/4" bore so in addition to tin foil balls and lead balls we can also shoot golf balls
[19:30:02] <ctjctj> If the distance between the anvil and the "dent" are not small enough the primer might not go off.
[19:30:16] <Jymmm> ctjctj: and the anvil being what?
[19:30:21] <ctjctj> When a 22lr is created the base is covered by the primer material but there is only anvil at the edges.
[19:31:20] * _abc_ knows nothing about guns
[19:31:25] <_abc_> what is the lr in 22?
[19:31:28] <ctjctj> http://www.hallowellco.com/primer.htm for pictures of primers
[19:31:32] <ctjctj> long rifle.
[19:32:30] <ctjctj> In a .22lr the anvil is the case itself. So when the firing pin hits it crushes the material between the bottom of the shell casing and the other side of the rim. This makes it go bang.
[19:32:46] <Jymmm> ctjctj: Oh, so the "lip" is the rim fire anvil?
[19:33:16] <ctjctj> On a center fire the primer has the anvil (cup) and the firing pin crushes the primer material between the anvil and the base of the firing cap.
[19:33:23] <ctjctj> Jymmm: yep, the lip is the rim fire anvil.
[19:33:29] -!- toastydeath has quit [Read error: Connection timed out]
[19:33:58] <ctjctj> So if you hit a rim fire in the center the shook*MIGHT* cause the primer material to ignite and give you a bang or it might not.
[19:34:08] -!- toastydeath [toastydeath!~toast@c-69-140-223-139.hsd1.md.comcast.net] has joined #linuxcnc
[19:34:09] <Jymmm> ctjctj: Is it possible to have a "firing pin" as a "bar with a dimple" that with reliably fire both types?
[19:34:28] <ctjctj> I.e. it aint safe to hit the center like that.
[19:34:29] <Jymmm> or even a "U" groove?
[19:34:42] <ctjctj> Jymmm: absolutely it is possible. It just isn't reliable.
[19:35:30] <ctjctj> image a two pin system like you are talking about. What happens if it does not apply equal pressure? Or the materials are differnent under the pins. One will get more energy than the other.
[19:35:56] <ctjctj> The only way I've seen that done is to have TWO separate firing pins that act independently.
[19:36:13] <Jymmm> but concurrently
[19:36:38] <ctjctj> A rifle firing pin is "free floating" which means that when the hammer hits the pin it transfers energy to the pin and the momentum of the pin carries that to the primer.
[19:37:04] <ctjctj> Well, for relatively small large values of "concurrently"
[19:37:09] <Jymmm> =)
[19:37:28] <ctjctj> So if you had two firing pins and you hit them both with a hammer it would likely work "correctly" most of the time.
[19:37:35] <Jymmm> ok, nm the dual ting. not that big a deal. Was just thinking of making a zipgun is all
[19:37:36] <ctjctj> Why do you want to do something so silly though?
[19:37:56] <Jymmm> out of SS tubing
[19:37:58] <ctjctj> dual pin is silly. making your own fire arm is not.
[19:38:37] <ctjctj> Jymmm: there are very few rim fire cartridges out there. The .22lr is the only one that is in common use.
[19:38:59] <Jymmm> I also have a 25 that will not fire even though it puts a hell of a dent in the shell. tried different brand ammo too. but that's for another day
[19:39:25] <Jymmm> ctjctj: Yeah, but I was trying to figure out how to make a rim firing pin
[19:39:50] <Jymmm> the whole "offset from center" thing
[19:40:16] <ctjctj> And at this point it is wise for me to say: Making any sort of fire arm is a dangerous thing. It can also open you up to multiple issues with the ATF. In particular most "zip" guns fall into the machine gun category and as such are and invitation for a visit from your local ATF
[19:40:49] <Jymmm> ctjctj: I'm fully aware of that =)
[19:41:18] <Jymmm> ctjctj:
http://www.youtube.com/watch?v=yPrnyc03C2Q
[19:41:44] <Jymmm> ctjctj: That's more what I'm intended which *IS* permitted by ATF
[19:42:31] <Jymmm> ctjctj: the problem is that specific flare gun is hard to come by
[19:43:19] <_abc_> what is a zip gun?
[19:43:40] * _abc_ is in Europe and hot shot at with AK47s and tank mounted machine guns during a revolution here a few years ago
[19:44:07] <_abc_> https://en.wikipedia.org/wiki/Hand-Held_Maneuvering_Unit hehe zip gun
[19:45:57] <ctjctj> _abc_: you can make a gun by taking a piece of pipe the right size, putting a cartridge in it. you then screw on a pipe cap. A hole is drilled in the cap to centered over a hole. A pin is placed in that hole. A handle is attached to the pipe. A punch of rubber bands are used to supply spring power to a hammer. You pull back the hammer with your thumb, let go with your thumb, "zip" the hammer flys forward, hits the pin, fires the
[19:45:59] <ctjctj> cartridge and the bullet goes down range at speed.
[19:46:09] <ctjctj> Total cost is around $10-$20.
[19:46:15] <ctjctj> Illegal as hell in the US.
[19:46:29] <_abc_> oh?
[19:46:32] <_abc_> Illegal why?
[19:46:45] <_abc_> The power enfarcement likes to keep track of barrels?
[19:46:51] <_abc_> Or is it dangerous as is?
[19:46:54] <Jymmm> guberment cant track em
[19:46:54] <_abc_> I mean to the shooter
[19:46:56] <ctjctj> Because it is cheap and easy to make so everybody could have one. Therefore our government doesn't want us to have them.
[19:47:07] <_abc_> Ah, makes perfect sense
[19:47:24] -!- mhaberler [mhaberler!~mhaberler@193.228.47.147] has joined #linuxcnc
[19:47:40] <ctjctj> Jymmm: the reason the flare gun adaptor is ATF approved is because of the trigger method of the flair gun.
[19:47:44] * _abc_ wonders if his and other's fooling around with 100bar nitrogen and hose pipes fitted to copper tubing and ball bearings qualifies as zip gunning
[19:47:55] <_abc_> That must have been like 30 years ago
[19:48:15] <ctjctj> Depends on the country you are in.
[19:48:33] <_abc_> I was in a country with a communist dictator who had even typewriters registered and fingerprinted
[19:48:34] <Jymmm> ctjctj: Nah, but the letter gives a detailed description of their decision.
[19:48:48] <_abc_> What do you mean "because of the trigger method?"
[19:49:34] <Jymmm> ctjctj: they went so far as to mill their own adapter and everything as olin (flare gun mfg) bitched about ppl using their cheap plastic flare pistol with the insets =)
[19:50:05] <ctjctj> _abc_: in the US the department of Alcohol, tobacco, firearms, explosives (BATFE) is known as the ATF. They are one of the meanest government agencies.
[19:50:14] <_abc_> I heard about them
[19:50:24] <_abc_> But what about the trigger mechanism you alluded to?
[19:50:25] <Jymmm> ctjctj: Nah, that would be the IRS
[19:50:27] <_abc_> Just curious?
[19:50:35] <_abc_> I thought it was the DHiS
[19:50:57] <ctjctj> So the ATF has ruled that certain types of trigger/firing mechanisms are "bad"
[19:51:03] <_abc_> https://en.wikipedia.org/wiki/Improvised_firearm interesting article
[19:51:23] <_abc_> ctjctj: bad as in, too easy to make and work well, or, bad, as in, they are dangerous to one's fingers
[19:51:31] <ctjctj> For example they ruled that having a shoelace attached to another trigger on a gun made that gun a "machine gun" and
[19:51:40] <_abc_> ?!
[19:52:17] <ctjctj> _abc_: ATF doesn't like cheap guns. Regardless of anything else.... So they claim" dangerous" but it is more political than that.
[19:52:27] <_abc_> I see
[19:52:39] <Jymmm> Heh, I like the maglite zipgun
[19:52:57] <ctjctj> and as a machine gun, not having paid his "stamp tax" the guy with the shoelace went to prison.
[19:52:59] <_abc_> Is this a good time to mention the booby traps used in Vietnam? Such as the wooden plank with hole and cartridge kind? Is that also a 'machine gun' by ATF?
[19:53:04] <Jymmm> I can see using 14400 battery instead of 2xAA's
[19:53:25] <_abc_> Jymmm: If you use Chinese CR123s they will also double as cartridges
[19:53:34] <ctjctj> _abc_: That falls under a different category of forbidden. But it is forbidden.
[19:53:46] <_abc_> They tend to blow up in flashlights and make holes in cupboard doors and the like
[19:54:01] <_abc_> The CR123s
[19:54:11] <Jymmm> ctjctj: The ATF also says that I can't NOT laser engrave firearms without having a gunsmith permit, even if it's just the slide.
[19:54:34] <ctjctj> Jymmm: I hadn't heard that.
[19:55:08] <Jymmm> ctjctj: The only exception being is if the owner never leaves sight of the firearm while it's being engraved.
[19:55:44] <ctjctj> what reason did they give for that one?
[19:55:47] <Jymmm> ctjctj: And yes, they DO check at random.
[19:55:56] <Jymmm> ctjctj: it's the ATF, who knows.
[19:56:14] <andypugh> You know that guy with the old fire-engines I linked to? It turns out he has a CNC lathe too, which he has been thinking of updating to a more modern control than 1985 Anilam.
[19:56:23] <_abc_> So you can surprise the owner with a new serial number or something?
[19:58:57] <archivist> andypugh, the mad doctor?
[19:59:54] <andypugh> He is mad, and has a PhD, but that applies to at least half the people I know :-)
[20:20:15] <_abc_> https://en.wikipedia.org/wiki/Sputter_Gun hah ctjctj
[20:20:26] <_abc_> your ATF is really creative (so are your inventors)
[20:22:58] <archivist> andypugh, striving to be normal I call real madness :)
[20:23:05] <_abc_> http://web.archive.org/web/20040716040536/stenguns.tripod.com/id12.html ...
[20:23:30] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[20:23:38] <_abc_> "I conceived and built the "sputter gun". My attorney friend named it. ATF
[20:23:39] <_abc_> never gave a written classification on it. It was only stated to me personally by [the late] Chuck Lanam from the Tech Branch when he was at my shop in 1982 looking at all the Sten Guns we were building that he thought my finger would be classified the trigger. He said this I'm sure in order to scare us off in producing the sputter gun.
[20:23:44] <_abc_> very promising
[20:23:49] <_abc_> Anyway let's forget about guns
[20:24:04] <_abc_> What does tool radius compensation ACTUALLY do in axis/linuxcnc?
[20:24:49] <_abc_> Does it have to do with sharp external corners and such?
[20:25:07] <_abc_> I use very small mills for engraving and such, so it has almost never played a role yet
[20:28:27] -!- gmagno has quit [Quit: Ex-Chat]
[20:31:21] <andypugh> It moves the axis of the tool left or right of the programmed path, so that the line of cut is the programmed path.
[20:32:04] <_abc_> Ah, so nothing to do with corners.
[20:32:13] <_abc_> That will be the precision setting there only.
[20:32:15] <_abc_> Okay.
[20:32:39] -!- JT-Shop has quit [Remote host closed the connection]
[20:33:14] <ctjctj> andypugh: thanks for pushing that patch out there for the cut-paste issue.
[20:38:29] -!- Thetawaves [Thetawaves!~Thetawave@7-139-42-72.gci.net] has joined #linuxcnc
[20:40:26] <_abc_> I need to get some books and study cnc machining more
[20:40:36] <_abc_> I am doing other more important things now heh.
[20:44:29] <andypugh> The CNC part is relatively easy. It is important to know about Machining in general though.
[20:46:32] <syyl_ws> i thought cnc is doing all the work? ;)
[20:47:43] -!- LeelooMinai has quit [Remote host closed the connection]
[20:50:57] -!- LeelooMinai [LeelooMinai!~leeloo@24-52-246-177.cable.teksavvy.com] has joined #linuxcnc
[20:58:28] <archivist> syyl__, what sudo machine make it for me? :)
[21:02:32] <archivist> some silly addresses were in the wiki /me trawling with a spider eg
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl/emcinfo.pl?BDI-4_38_Compile_EMC2
[21:08:38] <DJ9DJ> gn8
[21:09:07] <pcw_home> Not silly just hystorical
[21:09:12] -!- DJ9DJ has quit [Quit: bye]
[21:10:23] <archivist> pcw_home, note the double emcinfo.pl
[21:11:11] <archivist> I only found those on one page
[21:13:39] -!- WalterN [WalterN!~walter@host-174-45-122-145.bzm-mt.client.bresnan.net] has joined #linuxcnc
[21:29:10] -!- kennethj has quit [Ping timeout: 245 seconds]
[21:37:12] -!- sumpfralle [sumpfralle!~lars@31-16-21-63-dynip.superkabel.de] has joined #linuxcnc
[21:41:39] -!- sumpfralle1 [sumpfralle1!~lars@31-16-21-63-dynip.superkabel.de] has joined #linuxcnc
[21:42:44] -!- _abc_ has quit [Ping timeout: 248 seconds]
[21:43:37] -!- sumpfralle has quit [Ping timeout: 240 seconds]
[21:44:15] -!- syyl_ws has quit [Quit: Verlassend]
[21:44:41] -!- vladimirek [vladimirek!~vladimire@95.105.250.72] has joined #linuxcnc
[21:45:00] -!- cylly2 [cylly2!cylly@p54B11621.dip.t-dialin.net] has joined #linuxcnc
[21:45:08] -!- Loetmichel has quit [Ping timeout: 245 seconds]
[21:51:51] -!- taiden [taiden!~luke@cpe-184-153-132-154.maine.res.rr.com] has joined #linuxcnc
[21:52:10] <taiden> hey all
[21:52:21] <taiden> any way to reset active gcodes without restarting linuxcnc?
[21:53:05] -!- joe9 has quit [Quit: leaving]
[21:54:42] -!- sumpfralle1 has quit [Ping timeout: 264 seconds]
[21:55:54] <archivist> reset? set a modal state as needed, ones gcode normally has a preamble to set your norms
[21:55:55] -!- taiden has quit [Read error: Connection reset by peer]
[21:56:10] <archivist> wait for teh answer!
[21:58:33] -!- sumpfralle [sumpfralle!~lars@31-16-21-63-dynip.superkabel.de] has joined #linuxcnc
[21:59:32] -!- tronwizard has quit [Ping timeout: 246 seconds]
[22:00:18] -!- i_tarzan_ [i_tarzan_!~i_tarzan@187.151.146.200] has joined #linuxcnc
[22:00:56] -!- i_tarzan has quit [Ping timeout: 246 seconds]
[22:01:34] -!- tronwizard [tronwizard!~tronwizar@24.229.164.191.res-cmts.sm.ptd.net] has joined #linuxcnc
[22:04:27] -!- WillenCMD [WillenCMD!~Gabe@207-119-221-245.dyn.centurytel.net] has joined #linuxcnc
[22:05:03] -!- mhaberler has quit [Quit: mhaberler]
[22:05:42] -!- gmagno [gmagno!~gmagno@a213-22-30-249.cpe.netcabo.pt] has joined #linuxcnc
[22:06:09] -!- tom3p [tom3p!~tomp@74-93-88-241-Illinois.hfc.comcastbusiness.net] has joined #linuxcnc
[22:06:23] -!- sumpfralle has quit [Ping timeout: 245 seconds]
[22:07:47] -!- LeelooMinai has quit [Quit: Ex-Chat]
[22:08:11] -!- sumpfralle [sumpfralle!~lars@p5099fc2a.dip0.t-ipconnect.de] has joined #linuxcnc
[22:08:21] <tom3p> did IchGuchLive do his own blender2gcode or did he use yoyo's scripts?
[22:09:07] <tom3p> this refers to recent
http://mechmo.de/bild-simba.jpg
[22:10:41] <archivist> looks like heekscnc there
[22:11:29] <gmagno> er... hello, I'm in trouble, my computer just crashed running pycam... I had to hardware reboot the pc but it wouldn't jump to the OS, it keeps restarting over and over again... :-( Just tried to run from an ubuntu live cd but without success. It shows the options, to run from cd, install ubuntu, test memory, etc, but when I choose one of these options I get this command prompt "boot:" Any idea what might be the problem? I'm asking here b
[22:11:29] <gmagno> ecause the operating system the pc runs is a linuxcnc ubuntu
[22:12:16] -!- LeelooMinai [LeelooMinai!~leeloo@24-52-246-177.cable.teksavvy.com] has joined #linuxcnc
[22:12:55] <gmagno> another thing, after runnung the live cd I first get a message error "Boot loader: /casper/~mlinuz: file not found"
[22:14:31] <tom3p> maybe a problem with cd. Ive recently had probs with several livecds, and had to change the drive. no probes now. not necc your prob but may be your prob :/
[22:16:38] <andypugh> gmagno: Did that particular LiveCD boot the machine previously?
[22:17:04] <gmagno> andypugh, you mean before the crash?
[22:17:23] <andypugh> I mean, has that particular LiveCD booted that machine
[22:18:07] <andypugh> If the LiveCD won't boot it, and the HDD won't boot it, then I would be thinking in terms of hardware faults.
[22:18:16] <gmagno> i see
[22:19:13] <andypugh> Try just one memory stick. Then try a different one. Try re-seating any PCI devices.
[22:19:15] <gmagno> could a hardware reset with the paralel port connected to the driver board (being powered) damage the pc?
[22:19:39] <alex4nder> a hardware reset?
[22:19:48] <gmagno> I mean, pushing the pc reset button
[22:19:49] <andypugh> gmagno: It shouldn't. I am not going to say that it couldn't, but it really shouldn't
[22:20:28] <gmagno> fuc***
[22:21:02] <tom3p> andypugh, i think he used blender to model, and heeks to post using emc2b but i;m wildassguesing some intermediate STL file, well getting booted outta library, by4now
[22:21:05] -!- tom3p [tom3p!~tomp@74-93-88-241-Illinois.hfc.comcastbusiness.net] has parted #linuxcnc
[22:21:07] <gmagno> im worried about the config files... I had a hard time annoying ppl from the channel to help me with that... And have no backup... all I had is in the PC...
[22:21:57] <andypugh> Well, the data on the HDD should still be there.
[22:22:27] <gmagno> unless it is an hdd problem :-/
[22:22:27] <andypugh> Have you tried booting from one of the alternative kernels?
[22:22:50] <andypugh> It can't be _just_ a HDD problem if it won't boot from CD either.
[22:22:56] <gmagno> right
[22:23:29] <andypugh> You might need to hold down the shift key when booting to see the Grub menu and pick an alternative kernel.
[22:23:33] <gmagno> what alternative kernels? I just installed linuxcnc ubuntu. Everytime I powered on pc there was no grub, it just jumped to the OS
[22:23:39] <gmagno> ah
[22:23:40] <gmagno> ok
[22:23:53] <Tuipveus> try system rescue cd
[22:24:18] <andypugh> Try making a bootable USB stick from the LiveCD image.
[22:24:27] <Tuipveus> and take backup of your data as soon you get computer with that harddrive up
[22:25:01] <andypugh> I am assuming that you have an alternative PC, and aren't managing to chat on IRC using a bare ethernet cable and a 9v battery.
[22:25:04] <Tuipveus> gmagno: with ubuntu you can check that cd is ok from the menus... I think it has some checksum in one of those option which you mentioned
[22:26:24] <Tuipveus> http://www.sysresccd.org/Sysresccd-manual-en_How_to_install_SystemRescueCd_on_an_USB-stick
[22:26:55] <Tuipveus> you can also install that one on usb-stick... or even run from over the network, if your lan-card supports booting using pxe
[22:27:24] <gmagno> ok, holding shift does nothing pc keeps restarting all the time.
[22:28:15] <gmagno> bios menu is weird, it has some weird artifacts on gui
[22:28:47] <gmagno> i think i didn't say this but ubuntu livecd menu also has this artifacts
[22:29:02] <gmagno> this is all fuc*** up
[22:29:12] <gmagno> gonna try the flashdisk
[22:30:04] <andypugh> Try swapping out memory first
[22:31:09] <Tuipveus> since you don't know which component is defective, you should take the harddisk to another computer and take backup with that
[22:31:52] <Tuipveus> that would at least ensure that you are not taking broken backups because a) ram is broken, b) disk-controller is broken
[22:32:26] <Tuipveus> I was lucky couple of months ago to restore one computer with ddrescue
[22:33:10] <Tuipveus> that poor laptop had broken harddisk and I asked owner to buy new one, but I was able to recover the data from old one to new, even old didn't boot
[22:33:53] <Tuipveus> according to ddrescue there was 4 kilobytes corrupted data... and after a while I was able to copy 512 bytes of it...
[22:34:21] <Tuipveus> and that 3,5 kilobytes didn't contain any data, so system booted with new harddisk
[22:35:06] <andypugh> Yes, good point, rescuing the data is probably the first priority.
[22:35:13] <Tuipveus> some of the files which were used during the boot tried to use that file with 512 broken bytes... (one sector)
[22:36:13] <Tuipveus> ddrescue is great tool... and if it does not help, you can try to put your harddisk to deep freeze and try ddrescue after that! :)
[22:39:40] <gmagno> :D
[22:40:32] <Tuipveus> I have never needed to go that far though
[22:40:58] <Tuipveus> I am running Debian Linux, with software raid-5
[22:41:59] -!- frallzor [frallzor!~frallzor@90-224-50-224-no56.tbcn.telia.com] has joined #linuxcnc
[22:42:02] -!- frallzor [frallzor!~frallzor@90-224-50-224-no56.tbcn.telia.com] has parted #linuxcnc
[22:43:10] -!- jieter has quit [Remote host closed the connection]
[22:48:27] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[22:48:52] -!- sumpfralle1 [sumpfralle1!~lars@31-16-21-63-dynip.superkabel.de] has joined #linuxcnc
[22:49:31] -!- gmagno has quit [Ping timeout: 255 seconds]
[22:53:30] -!- sumpfralle has quit [Ping timeout: 264 seconds]
[23:06:08] -!- gmagno [gmagno!~gmagno@a213-22-30-249.cpe.netcabo.pt] has joined #linuxcnc
[23:09:02] -!- WiillenCMdesign [WiillenCMdesign!~Gabe@99-195-154-175.dyn.centurytel.net] has joined #linuxcnc
[23:11:07] -!- Thetawaves [Thetawaves!~Thetawave@7-139-42-72.gci.net] has joined #linuxcnc
[23:11:33] <Tom_itx> ok something is off on arcs
[23:12:24] -!- WillenCMD has quit [Ping timeout: 250 seconds]
[23:12:24] <Tom_itx> supposed to cut a .5625 circle and it cut .660
[23:12:48] <andypugh> Tom_itx: G41?
[23:13:00] <Tom_itx> no i think i see why now
[23:13:11] <Tom_itx> i'm not used to diameter in the tool table
[23:13:21] <Tom_itx> i set the z height for the tool but not the diameter
[23:13:47] <Tom_itx> it says it has an .093 endmill and it really had a .187
[23:13:49] <andypugh> I think if it was a general problem we would have more complaints. (though that bug in linuxcncrsh was a couple of years old)
[23:13:59] <Tom_itx> no it was me
[23:14:04] <Tom_itx> it will still work though
[23:14:19] <Tom_itx> should i enter zero for diameter or the actual tool diameter?
[23:14:30] -!- vladimirek has quit [Remote host closed the connection]
[23:14:50] <Tom_itx> it did cut a fairly round circle though after entering the backlash comp
[23:15:05] <andypugh> Actual tool diameter. But it is ignored ig you don't use diameter compensation. You get a better preview with the right diameter though.
[23:15:18] <Tom_itx> i don't think i had comp on but i'm not sure
[23:15:25] <Tom_itx> i'll fix the tool table
[23:15:55] <Tom_itx> i'll match it with my cad cam tool setup so i don't need to enter T1 for each tool rather the actual tool spit out by the cam
[23:16:04] <Tom_itx> just details i haven't done yet
[23:18:55] <Tom_itx> G40 is active
[23:18:59] <Tom_itx> comp off
[23:19:04] <Tom_itx> so i dunno what's up
[23:19:09] <djdelorie> anyone feel like helping me tune a current loop?
[23:19:13] <Tom_itx> i know to enter the diameters now though
[23:20:24] <pcw_home> What tune do you want it to play?
[23:21:22] <djdelorie> "beep" would be nice
[23:21:26] <djdelorie> see
http://www.delorie.com/electronics/bldc/iloop-1.png
[23:22:28] <djdelorie> the step response is based on v = L dI/dt and gets it to the target current pretty easily, but it doesn't seem to be able to track it after that
[23:22:47] <Tom_itx> andypugh shouldn't it ignore the table if G40 is in effect?
[23:22:50] <pcw_home> Do you have an I term
[23:22:56] <djdelorie> I'm trying to figure out which of the many constants I have needs to be used to compensate
[23:23:32] <djdelorie> I don't have "pid" at all yet, I'm using a motor model. At the moment, I'm wondering - when compensating for back-EMF, do I use the actual current, or the actual RPM?
[23:23:48] <andypugh> Tom_itx: Yes, it should.
[23:23:52] <djdelorie> or should I dump the motor model and use a plain PID ?
[23:24:05] <djdelorie> I have all these lovely constants to use, shame to not use them ;-)
[23:24:15] <Tom_itx> it didn't cut the exact toolpath then
[23:24:21] <andypugh> PID is rather limited.
[23:24:22] <Tom_itx> it read from the table
[23:24:33] <pcw_home> I would start with PI and then add FF1 (your BEMF comp)
[23:24:35] <andypugh> Wierd
[23:24:42] <Tom_itx> because that's about how much it was off
[23:24:54] <djdelorie> I mean, I know the K for the motor (volts/rpm) and winding inductance and resistance
[23:24:55] <Tom_itx> G40 doesn't appear to work
[23:25:20] <pcw_home> Yes but you still need feeedback
[23:25:33] <djdelorie> but the "coil" is a rotating field too (you can see it in the waviness in the chart; it goes one revolution before switching
[23:26:36] <pcw_home> The motor inductance may change by a factor of 2 depending on rotor stator alignment, you _need_ feedback
[23:26:45] <djdelorie> so... figure P based on motor constants, and pull in I/D from elsewhere?
[23:26:53] <pcw_home> no D
[23:27:02] <djdelorie> ok, D is zero :-)
[23:28:00] <djdelorie> actually, I have an I term... let me disable it and see what happens
[23:28:10] <pcw_home> typica;l FOC uses just PI (as the motor inductance is a almost perfect first order system)
[23:28:30] <djdelorie> I think it's disabled anyway, it's a position I not a current I
[23:29:17] <pcw_home> Are you doing the normal Park/Clarke stuff?
[23:29:32] <djdelorie> no
[23:29:47] <djdelorie> like I said, I was going with a "motor model"
[23:29:57] <pcw_home> ahh Thats what I am familiar with
[23:30:12] <djdelorie> I know the desired and actual current, and based on that, I apply a voltage to the coils to change the current
[23:30:53] <djdelorie> except by "voltage" I mean PWM
[23:31:08] <pcw_home> Right (thats P)
[23:31:09] <djdelorie> and it's three-phase, with the sin/cos stuff buried beneath this layer. That might be a mistake, thugh
[23:31:19] <djdelorie> I might need to PID each coil separately
[23:31:56] <andypugh> Sounds like you might need a motor-speed dependent P.
[23:32:29] <djdelorie> right, which would be the Ka for the motor, or the winding resistance, or one of the other of several constants I have
[23:32:57] <pcw_home> Thats what the transforms are all about (transforming the measured currents into a non-rotating frame of reference and back) so you only need 2 PID loops to keep both the current and drive angle correct
[23:33:21] <djdelorie> I *do* have an FF1 for RPM to close the following lag, though, but it's at a higher level
[23:33:41] <djdelorie> I should have the drive angle right, I'm using the encoder to measure that precisely
[23:34:03] <djdelorie> I assume you're talking about the drive torque, to hold/follow position?
[23:34:06] <pcw_home> The drive angle lags because of inductance
[23:35:05] <djdelorie> I haven't noticed any lag in the current, is that an indicator?
[23:35:13] <pcw_home> thats what FOC (field oriented control) is all about keeping the drive angle +-90 from the rotor position
[23:36:27] <pcw_home> Its only a problem at higher speeds (since VBUS -VBEMF/L gets small)
[23:36:49] <pcw_home> so di/dt gets small
[23:36:53] <djdelorie> hmm... maybe I should apply the sin/cos stuff to the three current measurements, instead of just +1/-1 signs?
[23:37:33] <djdelorie> I think at one time I had an rpm-dependent term to compensate for that at one time. I'm currently (sic) working on the slow speed and holding conditions
[23:37:41] <djdelorie> the motors vibrate when they should be "still"
[23:38:00] <andypugh> Are they connected to the machine?
[23:38:18] <andypugh> It is known to be difficult to tune a bare motor.
[23:38:20] <djdelorie> a local CNC guy told me I had to tune from the inner loop out, so I'm just looking at current, turns out the current loop just wasn't working
[23:38:33] <djdelorie> it's a test rig on my desk. It's conncted to *something* but it's not the CNC machine
[23:38:59] <djdelorie> basically, I'm trying to figure out *how* to tune the motor, get the software written correctly, then go tune the CNC machine
[23:39:16] <djdelorie> (remember, I'm building my own controllers :)
[23:40:25] <djdelorie> the "test rig" is a 3/8-16 screw rod driving a 2.5 lb weight back and forth
[23:40:44] <pcw_home> Well I would first try a PI loop on the current (then take a look at standard FOC)
[23:40:45] <pcw_home> If I look at your plots they say too low P term in your current feedback to me
[23:41:42] <djdelorie> yeah, I agree with that part, I'm just trying to figure out *why*
[23:41:47] <andypugh> The PID controller I am working with at the moment has precontrol, P I and D. all the terms are the product of two 8x8 maps (except for I which is the product of 3 8x8 maps) with inputs for temperature, demand pressure, pressure error, pump speed and rate of change of setpoint. Simple PID is sometimes not nearly enough.
[23:42:19] <djdelorie> I haven't even begun to worry about the position loop :-)
[23:42:32] <pcw_home> Yeah bit current in an inductor is a simpler "plant"
[23:42:42] <pcw_home> s/bit/but/
[23:42:53] <djdelorie> if it's ONE inductor, sure. three rotating ones is not as simple
[23:43:12] <andypugh> And when I get it wrong, the engine siezes. Software controlled oil-pump. Oh dear.
[23:43:28] <pcw_home> (ignoring for the moment the fact the inductance varies with position)
[23:43:45] <djdelorie> reminds me of a story my dad tells. "What does that switch do?" "It tells the computer to shut off the engine." "Ah. Take it out."
[23:44:17] <andypugh> djdelorie: PCWs motor controllers work.
[23:44:33] <djdelorie> mine works too. It just works badly
[23:44:45] <djdelorie> (relative to what it *should* be doing)
[23:45:03] <andypugh> Even I can make one that works badly :-)
[23:45:04] <pcw_home> We just went the standard way (Park/Clark FOC)
[23:45:25] <andypugh> (Although mine worked badly and briefly)
[23:46:28] <andypugh> I always felt that the Park/Clark transform would be important to the bldc component, but in the end it appeared to be irrelevant.
[23:48:01] <pcw_home> Its important for FOC but voltage plain old voltage mode works pretty darned well
[23:49:02] <pcw_home> we will eventually add voltage mode (with current limit) to the 8I20 for induction motors
[23:49:26] <djdelorie> I assume that when you're trying to hold a BLDC motor to 0.09 degree, getting the angles right is important? ;-)
[23:50:07] <pcw_home> No actually but when you are spinning a spindle at 6000 RPM and want full power it is
[23:50:29] <djdelorie> that too :-)
[23:51:29] <pcw_home> when moving slow your drive current and voltage will be nearly in phase (sin you only have a few Hz three phase freq
[23:51:31] <pcw_home> and no BEMF
[23:51:41] <pcw_home> s/sin/since/
[23:51:58] <djdelorie> true, but you still need to apply holding torque at the right angle
[23:53:36] <pcw_home> a few degrees is not very important (heck Hall commutated motors get away with +-30 degrees)
[23:53:53] <djdelorie> true
[23:54:13] <pcw_home> that only represents about 13 % torque ripple
[23:54:17] <djdelorie> hall motors suffer from cogging, though
[23:54:40] <pcw_home> yes its a 13% step (not nice for servos)
[23:55:07] <pcw_home> Hall commutation is "Ticky"
[23:55:15] <djdelorie> however, I do use the hall sensors to "pretend" to be encoder inputs, until I see the encoder's Z pulse
[23:55:25] <pcw_home> right
[23:55:55] <djdelorie> hmmm... I forgot to wait for the pulse for those charts, I wonder if that affects the wobble in the current...
[23:56:22] <pcw_home> I think that one of the most common alignment schemes (well waiting for Hall edge anyway)
[23:57:13] <djdelorie> I figured I could "hold step" even if I hadn't seen a hall edge. That way the motor never had to move at startup to just figure out where it was
[23:57:23] <pcw_home> but you definitely will get current wobble unless you have feedback because of the inductance variation
[23:58:05] <djdelorie> no, it's a full rotation for the test, it would have seen Z by that point
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
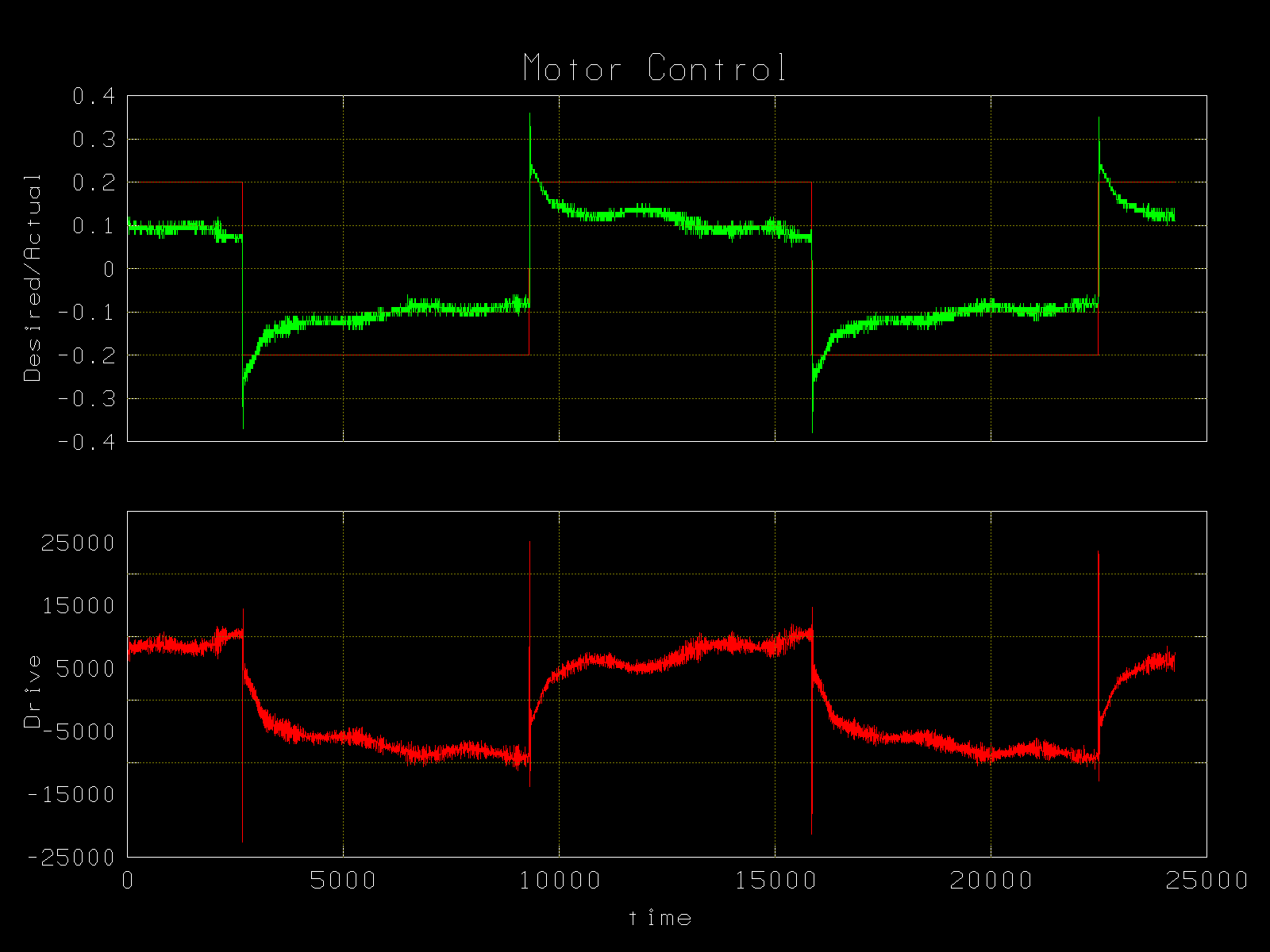{kind=link}