Back
[00:00:29] -!-
Nick001-Shop has quit [Quit: ChatZilla 0.9.88.2 [Firefox 11.0/20120312181643]]
[00:10:10] <joe9> where do you buy your bits? I am looking to buy a fly cutter for collet (1/4,3/8,3/16,1/16,1/8 or 5/16) but, I cannot find them at mcmastercarr
[00:10:28] <joe9> curious if there is a better place to buy these kind of bits.
[00:10:40] <joe9> most seem to carry end mills but not fly cutters.
[00:11:17] <djdelorie> if you're limited to small shank sizes, you might be limited to using end mills for facing
[00:11:55] <Tom_itx> what taper is your spindle head?
[00:14:30] <joe9> tom_itx: it is taig. i am not sure what taper it takes.
[00:14:40] <Tom_itx> find out
[00:14:45] <Tom_itx> it may help you to know
[00:14:52] -!-
Optic [Optic!~Optic@2607:f748:1200:f8:21b:21ff:fe28:d964] has parted #linuxcnc
[00:14:58] <joe9> djdelorie: ok, thanks. any recommendations for some end mills that are good to have around?
[00:15:11] <joe9> for face milling or just basic stuff with the mill.
[00:15:15] <djdelorie> sorry, I have no metal mills
[00:15:18] <joe9> Tom_itx: ok, will do. thanks.
[00:15:24] <joe9> djdelorie: for wood.
[00:15:38] <pfred1> joe9 I bought the HF boxed set and just replace them with better as I break them
[00:15:44] <djdelorie> my generic advice is "buy a cheap set of a couple bits, once you know what you want, but better ones in the sizes you need"
[00:16:05] <pfred1> joe9 that way you end up with a nice wooden box :)
[00:16:13] <djdelorie> for woodwork, I'm using a 1/4" spiral upcut bit, but it leaves the top edge of each cut kinda messy.
[00:16:47] <Tom_itx> http://www1.mscdirect.com/eCommerce/NavigationServlet/Milling/Milling-Cutters/Fly-Cutters-Sets/Fly-Cutter-Sets/_/N-77h8y?cm_re=Category-_-BodyLink-_-Fly+Cutter+Sets
[00:16:47] <djdelorie> yeah, "cheap boxed set" is what you want. Replace them as you break them. CUT STUFF ALREADY! ;-)
[00:17:10] <Tom_itx> http://www1.mscdirect.com/eCommerce/NavigationServlet/Milling/Milling-Cutters/Fly-Cutters-Sets/Fly-Cutters/_/N-77h91?cm_re=Category-_-BodyLink-_-Fly+Cutters
[00:17:50] <joe9> pfred1: i checked out the HF ones and saw this:
http://www.harborfreight.com/20-piece-titanium-nitrade-coated-end-mill-set-5947.html
[00:17:59] <joe9> pfred1: is that what you have?
[00:18:03] <pfred1> joe9 that is what i have
[00:18:07] <pfred1> the gold ones
[00:18:24] <pfred1> has 2 and 4 flutes
[00:18:29] <Tom_itx> http://www1.mscdirect.com/eCommerce/NavigationServlet/Indexable-Milling-Face-Shoulder-Shell/_/N-77cym?cm_re=Category-_-BodyLink-_-Indexable+Milling+Face+%26+Shoulder+%26+Shell&Ntk=All_MSC&Ntt=insert+shell+mill&Ntx=mode+matchallpartial&Nty=1&rawInput=insert+shell+mill%C2%A2insert+shell+mill
[00:18:33] -!-
cylly2 [cylly2!cylly@p54B12229.dip.t-dialin.net] has joined #linuxcnc
[00:18:36] <joe9> when I checked it out, I felt that there were many that were more than my collet size. felt that it would be a waste to buy them, if I cannot use them.
[00:18:54] <joe9> pfred1: but, that was what I thought when I checked it out in the store.
[00:19:08] <pfred1> I have a collet holder that holds them all
[00:19:19] <joe9> oh, ok.
[00:19:28] <djdelorie> pfred1: you might have a bigger mill than he does
[00:19:32] <Tom_itx> you need to find out more about your holder
[00:19:40] <pfred1> djdelorie the taigs look pretty big to me
[00:19:54] <pfred1> my RF-32 isn't much bigger
[00:20:13] -!-
Loetmichel has quit [Ping timeout: 252 seconds]
[00:20:32] <pfred1> theoretically my machine has a max capacity of 3/4 of an inch but I tun a 2" shell mill on it
[00:20:43] <pfred1> it works
[00:21:23] <Tom_itx> http://www1.mscdirect.com/cgi/NNSRIT2?PMAKA=85370799&PMPXNO=19301878&cm_re=ItemDetail-_-ResultListing-_-SearchResults
[00:21:25] <djdelorie> hmmm... in theory, my router holds a 1/2" shaft tool too... forgot about that. Not that I want my plywood machine turning a 2" fly cutter!
[00:21:47] <pfred1> djdelorie why not?
[00:21:49] <Tom_itx> that's probably half the price of your mill
[00:22:21] <djdelorie> not rigid enough for slow speed cutting, and tip speed too high for the router's regular speed anyway
[00:22:25] <joe9> Tom_itx: yes, those face mills are pretty expensive.
[00:22:34] <pfred1> I have a 3" carbide flycutter too
[00:22:46] <Tom_itx> you can make one ya know
[00:23:03] <djdelorie> for cutting metal or wood? The dynamics are different for wood, there's a minimum speed for a smooth cut, and that limits the bit diameter for a given router
[00:23:24] <Tom_itx> http://www.sherline.com/3052inst.htm
[00:23:27] <djdelorie> I think 1.5" is the most my 960 router is supposed to take
[00:23:30] <pfred1> yeah I can't mill wood on my mill too good it comes out all furry
[00:23:57] <djdelorie> yup. Hence the smaller bits and higher RPM I use.
[00:24:03] <Thetawaves> djdelorie, those plan9 guys need help getting g++ to work on plan9
[00:24:03] <pfred1> once I put a router off it and that worked OK but I never worked out a good way to adjust it in the Z axis
[00:24:07] <Tom_itx> http://homepage3.nifty.com/amigos/flycutter/flycutter-e.htm
[00:24:07] <Thetawaves> but they'll never admit it
[00:24:41] <pfred1> Thetawaves I need help getting KDE on my machine but I'm muddling along
[00:24:49] <djdelorie> Thetawaves: people work on what they want to work on, if you need help and there aren't volunteers, you need to pay, which means you need funding, etc...
[00:24:49] <Thetawaves> infact listen to this
[00:24:52] <Thetawaves> [16:24] <cinap_lenrek> we wont have qt in 9front
[00:24:52] <Thetawaves> [16:24] <cinap_lenrek> stop it
[00:24:52] <Thetawaves> [16:24] <cinap_lenrek> OUT!
[00:25:03] <Tom_itx> joe9, ^^ last link are home made ones
[00:25:21] <djdelorie> OSS tends to be very "religious" about coding sometimes, it turns off volunteers.
[00:25:35] <joe9> Tom_itx: thanks.
[00:25:56] <pfred1> QT's license is pretty premissive anymore
[00:26:08] * Tom_itx goes back to pic n place
[00:26:13] <pfred1> permissive even
[00:26:56] <pfred1> I'm building KDE right now and it is a mess
[00:28:34] <Thetawaves> djdelorie, this shit is hilarious
http://9hal.ath.cx/usr/cinap_lenrek/wtfnix.txt
[00:31:18] <andypugh> That was something of a goof, it has to be said. I have never done anything like that, of course.
[00:34:13] <Thetawaves> the perils of email clients and the dreaded 'reply' button
[00:35:03] <djdelorie> what happens on the internet, stays on the internet...
[00:36:42] <pfred1> man this is a gnarly build
[00:36:51] <andypugh> If only that were true, djdelorie
[00:38:06] <pfred1> andypugh you read it on the Internet so it must be true!
[00:40:03] <andypugh> Actually, thinking about it, many of my best friends (and the girls I have, err "known") have been met through the internet. So perhaps I am glad that is not true. In fact an old girlfriend from the early 90's just popped up again. (I met her from a motorbike mailing list. She got an engine rebuild out of it, I am not sure what I got out of the deal)
[00:43:10] <pfred1> come on baby build build build!
[00:43:53] <pfred1> this is what i love about OSS if you're hard headed enoug hjust about anything is possible
[00:45:10] -!-
phantoxe has quit []
[00:53:49] <r00t4rd3d> UPS Ground service is the worst thing ever.
[00:53:57] <r00t4rd3d> USPS*
[00:54:02] <r00t4rd3d> err no wait
[00:54:10] <r00t4rd3d> USP
[00:54:11] <r00t4rd3d> :)
[00:57:57] <andypugh> Lose an Elephant, break an Anvil?
[00:58:26] -!-
Valen [Valen!~Valen@c122-108-45-139.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[00:59:31] <andypugh> pfred1: Aye, when people ask on the forum "Is this possible" I am never sure how hard it has to be before the answer is "No, not really"
[00:59:55] <pfred1> everything is possible most things are just highly unlikely
[01:01:00] <andypugh> Like, "Can you run LinuxCNC on a Mac, Natively?" The answer is "Yes, but you would have to write a Compatible RTAI for Darwin, and probably create a compatibility library for the Linux kernel macro's" SO, it is still a "Yes", but about a years work for several programmers.
[01:02:32] <Valen> andypugh: i think the words your looking for are "patches welcome" ;->
[01:02:41] <pfred1> oh yeah I think i did it this time!
[01:03:02] <pfred1> smoking
[01:03:26] <pfred1> KDE 3.5.10 say hello to Squeeze
[01:07:01] <pfred1> bbiab if this works
[01:07:07] -!-
pfred1 has quit [Quit: switching WMs]
[01:10:18] <ReadError> hey yall
[01:11:21] <andypugh> A friend of mine has www.teaparty.net He seems rather annoyed about the US "Tea Party". Being a fairly left-wing brit.
[01:12:00] <Valen> he should have got .net.uk then ;-P
[01:12:08] <jdhnc> teaparty is better than lemonparty
[01:12:23] <ReadError> i would sell the domain ;)
[01:12:36] <andypugh> Valen: The US owns the Internet?
[01:12:44] <jdhnc> yes.
[01:12:52] <andypugh> jdhnc: You can't catch me that way!
[01:12:58] <jdhnc> worth a shot
[01:13:33] <Valen> andypugh: they deem to be the default owner of .com.net etc, that being where DNS kicked off
[01:14:17] <andypugh> 'Appen, but a Brit invented the Web, and the compuiter.
[01:14:51] <jdhnc> the web just runs on top of the internet pipes
[01:14:57] <jdhnc> real men use gopher.
[01:14:58] <Valen> well a pom invented the net, then everybody forgot about it until the americans did it again ;-P
[01:15:07] <Valen> real men use netcat!
[01:15:19] <andypugh> I read the phrase "goatesdance" in a book, but it seems not to exist. To be honest the combination of Goatse.cx and Hamstedance sounds hilarous.
[01:15:23] <jdhnc> heh, I used nc repeatedly today.
[01:15:53] <Valen> andypugh: you bastard!
[01:16:02] * Valen goes for a mental enema
[01:16:20] <ReadError> i browse the interwebs using telnet and GET request
[01:16:31] <Valen> ooo telnet well laaa de da
[01:16:35] <jdhnc> nc is much better than telnet for that.
[01:16:40] <Valen> nc way more hardcore than telnet
[01:16:54] <ReadError> yes agreed
[01:17:05] <ReadError> i <3 curl though
[01:17:11] <ReadError> great for diagnosing issues :)
[01:17:26] <jdhnc> I've sold tons of dive gear in the lsat two weeks to buy a cncfusion G0704 kit and they still don't have one.
[01:18:30] -!-
pfred1 [pfred1!~pfred1@unaffiliated/pfred1] has joined #linuxcnc
[01:18:43] * pfred1 would just like to use the phrase, needs a little more work ...
[01:18:43] <Valen> sucky
[01:19:08] <ReadError> my mill comes tomrrow :))))))
[01:19:17] <jdhnc> Read: what mill?
[01:19:19] <Valen> we just decided to make a new mill
[01:19:31] <andypugh> jdhnc: When you get the machine, you can re-create all the dive gear. What could possibly go wrong?
[01:19:37] <Thetawaves> Valen, epoxy granite?
[01:19:42] <Valen> all the way ;->
[01:19:47] <Valen> well phenolic basalt
[01:19:58] <Thetawaves> huh?
[01:19:59] <Thetawaves> link
[01:20:09] <jdhnc> andypugh: that is part of my goal
[01:20:21] <Valen> http://www.cnczone.com/forums/general_metal_working_machines/118358-phenolic_basalt_head_our_hm45.html
[01:20:39] <jdhnc> though making steel cylinders with just a mill and lathe is probably unlikely.
[01:20:42] <andypugh> Phenolic Gneiss. Pretty colour.
[01:21:27] -!-
mhaberler has quit [Quit: mhaberler]
[01:21:31] <andypugh> jdhnc: Metal Spinning is a useful thing to learn. You see a lot more objects that you know how to make once you have tried it.
[01:21:38] <ReadError> jdhnc: taig 2019cr
[01:22:17] <Valen> andypugh: i think our lathe needs more power to do that
[01:22:27] <Valen> spinning that is
[01:22:30] <jdhnc> andypugh: there are (were anyway) some spun cylinders, they were heavier on the end and had unfavorable buoyancy characteristics
[01:22:31] <Valen> but I'd like to try it
[01:22:51] <andypugh> Yes, it does take "oomph"
[01:23:04] <Thetawaves> Valen, man i really like that link
[01:23:11] <Valen> andypugh: Phenolic Gneiss?
[01:23:22] <Valen> i think next time we might add some black pigment
[01:23:28] <Valen> it really looks nasty lol
[01:23:33] <andypugh> Valen: Pretty pink granite
[01:23:43] <Valen> ahh
[01:23:49] <Thetawaves> i have a minilathe headstock.. thinking about casting it directly into a form for a lathe base
[01:24:05] <Valen> I wouldn't
[01:24:11] <Valen> it all shrinks as it cures
[01:24:27] <Valen> put some mounts and bolt it up
[01:24:30] <andypugh> No, nor would I. I would buy a proper lathe, made by a proper company out of proper materials in a proper country.
[01:24:44] <Valen> andypugh: since when did you become a millionare
[01:24:45] <jdhnc> I a minilathe headstock might make an interesting rotary axis with a big servo
[01:24:48] <pfred1> andypugh bah piffle
[01:24:55] <Valen> I'd also make the lathe vertical
[01:25:13] <Valen> take up less floor space then and putting stuff in the chuck is easier
[01:25:48] <andypugh> You can buy a proper 1950s lathe for peanuts. But it will be made properly. Not like my Chinese heap of junk.
[01:26:00] <Valen> you cant here
[01:26:06] <Valen> they just don't exist
[01:26:14] <Thetawaves> i could have bought a atlas 6" for 3k here
[01:26:19] <Thetawaves> a couple years ago
[01:26:28] <andypugh> By all means replace the headstock, but the carriage and bed are critical.
[01:26:33] <pfred1> those are some gourmet peanuts
[01:26:48] <Valen> use high grade linear rails
[01:26:54] <Thetawaves> i would rather have a cast machine tool base with a set of beefy linear rails
[01:27:15] <pfred1> andypugh you never saw the lathe I made out of scrap steel
[01:27:17] <Valen> we are using 4x 1500kg rails with 8 trucks on our new mill
[01:27:32] <Valen> that on the y axis alone
[01:27:36] <Thetawaves> how much did that set of rails cost you?
[01:27:47] <Valen> i think it was $1500-2000
[01:27:51] <Thetawaves> not bad
[01:27:56] <Valen> for an A3 sized working area mill
[01:28:16] <Valen> you can do it for ~$500 with chinese rail
[01:30:57] <jdhnc> Thetawaves:
http://wilmington.craigslist.org/tls/2942374592.html
[01:31:03] <jdhnc> that atlas?
[01:31:58] <ReadError> http://www.youtube.com/watch?v=nY86B2t_Y9g&feature=related
[01:32:00] <ReadError> mmmm
[01:32:02] <joe9> ReadError: what about the bits? when are you placing the order?
[01:32:20] <ReadError> joe9: im good when ever
[01:32:26] <ReadError> just need to figure out which
[01:32:34] <ReadError> you selected a routing/drill bit yet?
[01:32:43] <ReadError> i saw the one you posted
[01:32:45] <joe9> i have the drill bits already.
[01:32:54] <ReadError> ahh ok
[01:32:57] <joe9> just need some end mills, will get them from mcmaster.
[01:33:17] <Thetawaves> jdhnc, yeah
[01:33:27] <joe9> only need these EM2E8-0945-30VC 30° "V" point, ZrN coated PreciseBIT Scoring / Engraving bit 1.5 in. (38mm) OAL 2 flute, 1/8" shank, solid submicrograin carbide bit
[01:33:28] <Thetawaves> i live in alaska and i can't get a fucking thing
[01:33:33] <joe9> i need 2 of them.
[01:33:35] <Thetawaves> cheap chinese shit that can be freighted for 300$
[01:33:51] <Valen> Thetawaves: what are you after?
[01:33:53] <pfred1> Thetawaves you can get ice cubes
[01:34:00] <jdhnc> king crab
[01:34:05] <Thetawaves> just a small lathe
[01:34:12] <pfred1> yeah alaskan crabs
[01:34:14] <Valen> my dad got an assload of carbide tools in small sizes from china
[01:34:17] <Thetawaves> to go along with my small mill
[01:34:31] <andypugh> <checks ebay.com.au> You do appear to be correct, it seems Aussies love their lathes. AU$3500 for a Colchester Student?. Though
http://www.ebay.com.au/itm/Hercus-metal-lathe-9-inch-used-In-going-condition-machinery-hobby-lathe-/200691641290? might be OK, no gearbox to feel guilty about throwing away (V-belt and VFD conversion) and it ought to be good and solid:
http://www.lathes.co.uk/hercus/index.html I expect it is 15,
[01:34:31] <andypugh> miles from you though.
[01:34:33] <Valen> we got like 200 ~2mm carbides for $180 i think it was
[01:35:12] <Thetawaves> nope, i'm probably going to continue wasting massive amounts of money trying to build something from epoxy granite
[01:35:17] <Thetawaves> :P
[01:35:24] <Valen> Thetawaves: thats why we used the PB
[01:35:30] <Valen> its much cheaper ;->
[01:35:33] <ReadError> joe9: w/ or w/o ring?
[01:35:38] <Thetawaves> isn't it really toxic too?
[01:35:45] <Thetawaves> phenolic resin is nasty stuff
[01:35:54] <Valen> eh i wouldn't swim in it but not really
[01:35:56] <pfred1> oh come on
[01:35:57] <joe9> ReadError: with ring, please.
[01:36:10] -!-
sumpfralle1 [sumpfralle1!~lars@31-16-21-63-dynip.superkabel.de] has joined #linuxcnc
[01:36:12] <Valen> actually i think we wound up using a vynil ester casting resin for that
[01:36:13] -!-
sumpfralle has quit [Read error: Connection reset by peer]
[01:36:24] <pfred1> I'd think with the oil industry in Alaska there has to be some equipment
[01:36:24] <ReadError> hmmm whats the ring?
[01:36:49] <jdhnc> anyone ever used one of the cheap chinese HF/etc vertical/horizontal band saws? Anything you can do to them to make them less sucky?
[01:36:52] -!-
sumpfralle1 has quit [Read error: Connection reset by peer]
[01:37:01] <jdhnc> the ring gives you depth index
[01:37:08] <pfred1> jdhnc I have a HF 4x6
[01:37:21] <jdhnc> pfred: I think that's what I bought. How is it?
[01:38:14] <pfred1> jdhnc I think it is OK
http://i.imgur.com/YvLQO.jpg
[01:38:23] <andypugh> Valen:
http://www.ebay.co.uk/itm/colchester-student-/120896703043 You want me to bid and post?
[01:38:46] <pfred1> jdhnc
http://i.imgur.com/QsCXj.jpg
[01:38:47] <Valen> yeah vinyl ester resin we used
[01:38:56] <Valen> rofl andypugh
[01:39:02] <pfred1> jdhnc can't ask for much more than that out of it
[01:39:03] <jdhnc> pfred1: different color
http://www.harborfreight.com/horizontal-vertical-metal-cutting-bandsaw-93762.html
[01:39:06] <Valen> resell here split the difference 50/50 you think ;->
[01:39:30] <andypugh> Actually, the Student is a _really_ nice lathe
[01:39:44] <jdhnc> how do you use it vertically? there is no table?
[01:39:45] <pfred1> jdhnc looks nicer than mine does
[01:40:10] <joe9> ReadError: with the depth ring, I meant.
[01:40:11] <andypugh> I hate using the one the Motor Club has in London, as it reminds me what an execrable pile of scrap I spent £1000 converting to CNC
[01:40:28] <pfred1> they give you this piece of sheetmetal I just cut on the blade guard? whatever you want to call the plates on it all the time
[01:40:35] <ReadError> joe9: what size drill bits you get?
[01:40:41] <ReadError> im going to get some myself
[01:41:03] <joe9> http://www.mcmaster.com/#2841A81 readerror
[01:41:07] <joe9> for drill bits
[01:41:28] <pfred1> jdhnc the HF 4x6 is legendary
[01:41:34] <jdhnc> pfred: I had a $179 coupon
[01:41:39] <andypugh> In a good way
[01:41:41] <andypugh> ?
[01:42:05] <Valen> Thetawaves:
http://www.cnczone.com/forums/general_metal_working_machines/118358-phenolic_basalt_head_our_hm45-3.html#post927764
[01:42:10] <Valen> the resin we used
[01:42:17] <pfred1> jdhnc just don't go too far off if you're doing a cut because i hear most of them don't have motor thermals in them
[01:42:19] <andypugh> At $239 that bandsaw has to be hopeless, surely? A half-decent motor costs that much.
[01:42:36] <jdhnc> andypugh: $179
[01:42:41] <pfred1> andypugh I cut 90# RR track in half with mine
[01:42:48] <Valen> andypugh: we have a rather similar looking one
[01:42:54] <Valen> the stand is shitty
[01:43:07] <Valen> and there are a few other bits that need fixing up
[01:43:13] <jdhnc> evidently the green one has teh bad stand
[01:43:16] <Valen> but it pushes the blade around
[01:43:21] <andypugh> Yes, but then you can cut RR track with a hacksaw. How patient did you have to be?
[01:43:21] <joe9> 8977A183 check this product id on mcmaster.com for end mills: ReadError
[01:43:22] <Valen> ours was blue/green
[01:43:33] <pfred1> I put a crossbrace on my stand and I made a dolly it sits on
[01:43:51] <Valen> ours now has coolant flood ;->
[01:43:52] <jdhnc> maybe I'll take it out of the box this w/e.
[01:44:11] <jdhnc> my boat is out being bottom painted so my garage is full of boat crap
[01:44:12] <pfred1> andypugh it wasn't bad maybe it took 20 minutes i didn't time it
[01:44:52] <Valen> point of bandsaw is you let it cut till you hear the clunk, if your not in a 24/7 metalworking shop you can find something else to do in that time ;-P
[01:44:58] <andypugh> I have cut 4" bar with a hacksaw, and started on a 6" bar before I decided that £5 for the local blacksmith might be money well spent.
[01:45:19] <Valen> andypugh: your a winch grinder on the boats arent you ;-P
[01:45:33] <pfred1> Valen at the machine shop I worked at they had an amazing bandsaw
[01:45:35] <joe9> ReadError: hold on.
[01:45:40] <andypugh> Sometimes, mainly I am Bow 2
[01:45:41] <joe9> ReadError: i put the wrong product id.
[01:45:54] <pfred1> Valen it was a german war release piece of equipment it couls saw steel like it was pine
[01:46:10] <andypugh> (Feeding 300kg sails out of the bag to Bow 1)
[01:46:29] <pfred1> had hydraulic vise with auto feed
[01:46:36] <joe9> ReadError: this is what I want: EM2E8-0625-90VC 90° "V" point, ZrN coated PreciseBIT 2-flute Scoring / Engraving bit, 0.005in tip web,1.42 in. (36mm) OAL
[01:46:38] <pfred1> thing was right on the money every cut
[01:46:41] <joe9> ReadError: with the depth ring.
[01:47:01] <Thetawaves> Valen, your link doesn't work
[01:47:23] <Valen> why not?
[01:47:27] <Valen> worked for me
[01:47:45] <Thetawaves> http://www.fgi.com.au/files/images/stories/pdfs/literature/Vinylesters.pdf
[01:47:49] <Thetawaves> broken
[01:48:04] <Valen> ahh
[01:48:15] <Valen> brb phone
[01:48:55] <ReadError> joe9: ordered
[01:49:06] <joe9> ReadError: the 90 degree ones correct?
[01:49:20] <ReadError> 5 EM2E8-0625-90VC 90° V point ZrN coated PreciseBIT 2-flute Scoring / Engraving bit 0.005in tip web1.42 in. (36mm) OAL Ring: Ring $12.61 $63.05
[01:49:21] <ReadError> Shipping: $12.37
[01:49:31] <joe9> ReadError: ok, cool.
[01:49:34] <joe9> thanks.
[01:49:40] <ReadError> np
[01:49:46] <joe9> did you get 2?
[01:49:49] <ReadError> 3
[01:49:52] <ReadError> you wanted 2 right?
[01:49:55] <joe9> yes.
[01:50:09] <ReadError> yea shipping was flat rate so i added an extra
[01:50:14] <ReadError> ill probably break the 1st 2 lol
[01:50:18] <joe9> smart.
[01:50:27] <andypugh> <checks demon50s.com> Valen: You know you make their only in-stock product?
[01:50:51] <joe9> ReadError: how many days? 3 days?
[01:50:56] <ReadError> joe9: you know where the centennial building is?
[01:51:00] <joe9> ReadError: did you ship it to your workplace?
[01:51:10] <ReadError> nah it should be here monday
[01:51:15] <ReadError> or tuesday
[01:51:26] <ReadError> since it will go out tomorrow and be in transit over the weekend
[01:51:40] <ReadError> they said they ship next business day
[01:51:41] <joe9> makes sense.
[01:51:49] <joe9> did you ship it to your workplace?
[01:52:07] <ReadError> nah
[01:52:13] <ReadError> worried about it getting lost in the shuffle
[01:52:38] <ReadError> so hopefully ill have them at work by tuesday
[01:53:24] <ReadError> most of our packages go to IT i think
[01:53:26] <ReadError> ram and such
[01:53:31] <joe9> ReadError: i ping'ed you in another channel. do you see that?
[01:53:49] <ReadError> which?
[01:53:50] <joe9> private channel
[01:54:13] <ReadError> hmm no pm's here
[01:54:32] <joe9> oh, ok.
[01:54:42] <joe9> do you live close to Emory?
[01:54:51] <ReadError> nah im up in north GA
[01:54:56] <ReadError> but i work downtown
[01:55:00] <ReadError> 7am-6pm
[01:55:10] <ReadError> so if you want you can swing by in the AM or PM
[01:55:19] <ReadError> or any time during the day
[01:55:34] <joe9> ok, will keep in touch. how much do I owe you?
[01:55:52] <ReadError> 25 will work or w/e
[01:55:57] <ReadError> unless you want to split shipping
[01:56:09] <ReadError> i needed some myself
[01:57:09] <joe9> fair enough, i will pay you $30. good enough?
[01:57:13] <ReadError> sure thing
[01:57:17] <ReadError> what exit is emory?
[01:57:30] <ReadError> my exit is 249 I think
[01:57:44] <ReadError> off 85
[01:57:56] <ReadError> or 75
[01:58:19] <joe9> near Grady or Midtown hospitals is the exit that I get off when on 85
[01:59:28] <joe9> those things are expensive with the shipping and all that. we need to find some other channel which is cheaper.
[01:59:32] <joe9> for next time.
[02:00:05] <ReadError> exit 249C toward Williams St/World Congress Center/Ga Dome/Aquarium
[02:00:12] <ReadError> thats off 75
[02:00:49] <andypugh> joe9: Buy a full container ($400 shipping, I think) and then sell on the excess :)
[02:00:57] <joe9> haha..
[02:01:05] <ReadError> Emory University Hospital
[02:01:09] <ReadError> is that where?
[02:01:13] <ReadError> says 249A
[02:01:40] <ReadError> peachtree?
[02:02:14] <ReadError> http://www.depts.ttu.edu/ece/ieee/documents/TTU_Milling_Tutorial_2011.pdf
[02:02:17] <ReadError> pretty solid tutorial
[02:03:39] <joe9> ReadError: i come from the intersection ponce de leon and Briarcliff.
[02:03:43] <andypugh> Odd Wikipedia fact, Hong Kong is the 48th most populous island in the World. They would have been my guess for most.
[02:04:03] <ReadError> hmmm i have no idea how atlanta is layed out
[02:04:10] <ReadError> i just know how to get to work pretty much ;)
[02:04:16] <pfred1> andypugh there are lots of crowded places anymore
[02:04:28] <andypugh> Yeah, the UK comes in at number 3
[02:04:41] <joe9> ReadError: that's fine. let me know when you receive it and we will figure out the logistics.
[02:04:45] <andypugh> (Actually, Great Britain is the Island)
[02:04:46] <ReadError> alright
[02:04:56] <pfred1> andypugh it is population density that matters
[02:04:59] <ReadError> also, im off thur-sat
[02:05:04] <ReadError> so if they come past wednesday
[02:05:09] <ReadError> i can just drop them in the mail
[02:05:13] <ReadError> and you will get them overnight
[02:05:19] <andypugh> Yes, but I thought Hong Kong was _really_ densely populated
[02:05:29] <ssi> hrm
[02:05:39] <ReadError> hey ssi
[02:05:42] <ReadError> i been meaning to ask you
[02:05:56] <ReadError> ever purchased any scrap aluminum around atlanta?
[02:06:02] <pfred1> andypugh it probably is but is small
[02:06:03] <ReadError> i want to get some stuff to learn on
[02:06:15] <ReadError> just some big old chunks
[02:06:25] <andypugh> pfred1: Err, yes. I was looking at the density page
[02:06:49] <pfred1> ReadError once you've cast aluminum you'll be like why didn't I do this sooner?
[02:06:52] <pfred1> it is so easy
[02:07:17] <pfred1> well it is easy to make "chunks"
[02:07:24] <ReadError> all my beer comes out of bottles or a keg ;(
[02:07:32] <jdhnc> pfred1: how much is the investment for al casting?
[02:07:37] <pfred1> well grab other people's cans then
[02:07:56] <pfred1> jdhnc I got $2 into my furnace
[02:08:08] <ReadError> propane get expensive ?
[02:08:14] <pfred1> I use wood
[02:08:24] <andypugh> jdhnc: Investment casting material is fairly cheap. (Ok, I admit to parsing your words wrong for comedic effect)
[02:08:54] <pfred1> you blast wood and it gets hot enough to melt aluminum
[02:09:21] <joe9> ReadError: ok, thanks.
[02:09:32] <pfred1> aluminum is 1250F lead is 800 so it isn't much different
[02:09:41] <andypugh> pfred1: You might want to consider making charcoal though.
[02:09:50] <ReadError> pfred1: i talked to a guy that would forge lead from old car batterys
[02:09:58] <joe9> ReadError: i read up the .pdf file that you posted. it says that 90 degree bits can only do 16 mills. I need 10 mill traces.
[02:09:58] <pfred1> andypugh I use some charcoal but i have so much wood I burn it too
[02:10:14] <jdhnc> car batteries seem like they would be pretty noxious
[02:10:15] <ReadError> he said he made really good money doing it
[02:10:17] * pfred1 literally has acres of wood
[02:10:20] <joe9> ReadError: the description of the bit says that it has a 5 mill tip
[02:10:31] <pfred1> well woods
[02:10:32] <andypugh> pfred1: Aye, when we melted the lead out of a second-hand pot on the coal stove we found it was aluminium in a heavy pot.
[02:10:44] <ReadError> joe9: hmm i need to do more research
[02:11:06] <ReadError> this is alot to learn so quick :)
[02:11:10] <pfred1> I overthunk melting aluminum after i did it I was like man I could have did it on the barbeque
[02:11:35] <ReadError> pfred1: got any pics of your "bricks" ?
[02:11:52] <andypugh> joe9: Whilst you might be in a real hurry, I will point out that you can have PCBs made for about $10 and have them back in 10 days, with 2 layers, resist, screen print and plating.
[02:11:54] <pfred1> just get a hair drier and disconnect the heat coils or leave them go doesn't matter stick that in some old tail pipe and have at it
[02:12:06] <Valen> andypugh: he's a friend (demon50s) and that product isn't that in stock lol
[02:12:22] <pfred1> you could dig a hole in your backyard and do it
[02:12:33] <ReadError> andypugh: most require a minimum order
[02:12:41] <ReadError> for rapid prototyping that might not be an option
[02:12:44] <Valen> ReadError: look at itead
[02:12:48] <pfred1> ReadError yeah i have a pic of my furnace but it is more elaborate than is needed
[02:12:53] <Valen> also captnkernel in #kicad
[02:12:58] <ReadError> i also require some boards that need to carry about 120A
[02:12:59] <pfred1> ReadError the trick is to blast your fire
[02:13:03] <ReadError> possibly more
[02:13:13] <pfred1> ReadError all that means is blow air on it
[02:13:14] <ReadError> so i need a super thick copper clad
[02:13:19] <Valen> we mill PCB's but then we often need much faster turn than 10 days
[02:13:35] <ReadError> plus, half the fun is doing it
[02:13:36] <pfred1> ReadError when you blast the fire it gets so much hotter
[02:13:40] <Valen> eh just flow some solder over regular copper
[02:13:43] <andypugh> ReadError: Yes, that $10 was the minimum order, and you get 10 PCBs for that
[02:14:29] <pfred1> ReadError some people use leaf blowers but they're a bit too much you have to figure out how to choke them down a little
[02:14:40] <pfred1> shop vacs are popular too
[02:14:50] <ReadError> pfred1: is it a pretty solid block?
[02:14:52] <ReadError> or brittle
[02:15:10] <pfred1> the brick i have is so soft yo ucan cut it with a hand saw I found some kilns
[02:15:23] <andypugh> Yes, milling PCBs make sense if you are in a real hurry. But if you can wait there are other options that (honestly) give you far better PCBs
[02:15:32] <Valen> andypugh: i agree
[02:15:46] <ReadError> andypugh: its kind of like, i can buy beer
[02:15:50] <pfred1> if milling PCBs was the way to go then all PCBs would be milled
[02:15:50] <ReadError> but i enjoy making my own
[02:16:01] <Valen> especially small stuff
[02:16:06] <Valen> solder mask is important
[02:16:15] <joe9> ReadError: these guys seem to have done it with those tips
http://www.cunningturtle.com/wiki/index.php?title=Fireball_V90
[02:16:19] <andypugh> FWIW I am more than happy with these guys:
http://www.seeedstudio.com/depot/fusion-pcb-service-p-835.html?cPath=185
[02:16:22] <joe9> so, I guess we are ok on that front.
[02:16:35] <ReadError> andypugh: gotta wait on it to come from china
[02:16:40] <pfred1> the pros mist their boards
[02:17:07] <Valen> http://www.vapourforge.com/jake/temp/milled-pcb-for-spinzster.jpg
[02:17:13] <Valen> http://www.vapourforge.com/jake/temp/milled-soldermask-for-spinster-aluminium-close.jpg
[02:17:17] <Valen> http://www.vapourforge.com/jake/temp/milled-soldermask-for-spinster-aluminium.jpg
[02:17:18] <ReadError> ThadiusB ordered a fireball v90
[02:17:22] <Valen> http://www.vapourforge.com/jake/temp/milled-soldermask-for-spinster-printed.jpg
[02:17:30] <andypugh> ReadError: Yes, but I generally have so many other irons in the fire that I can wait for the PCBs
[02:18:16] <ReadError> ah
[02:18:40] <ReadError> speaking of soldering...
[02:18:45] <ReadError> im eyeballing a new station
[02:18:54] <andypugh> Meaning no offence, but that is a rather scruffy solder mask
[02:18:57] <ReadError> sra-solder.com/product.php/6267/26
[02:19:05] <ReadError> oops
[02:19:09] <ReadError> http://sra-solder.com/product.php/6267/26
[02:19:12] <Valen> andypugh: did the job ;-P
[02:19:22] <Valen> in what sense scruffy?
[02:19:41] <andypugh> It looks a bit ragged on the edges?
[02:19:52] <ReadError> it can use hakko tips
[02:20:05] <Jymmm> andypugh: Valen just called you scruffy, you gonna let her talk to you like that?
[02:20:24] <Valen> just burrs, came off with a brush
[02:20:33] <Valen> burrs/chips
[02:20:39] <andypugh> Jymmm: Nah, I think I called his soldermask scruffy
[02:20:46] -!-
kb8wmc has quit [Ping timeout: 276 seconds]
[02:20:51] <Jymmm> andypugh: ah, ok
[02:20:54] <pfred1> wow now I'm getting a build in color
[02:20:56] <Jymmm> andypugh: carryon
[02:21:22] <joe9> ReadError: check out weller. they are pretty good.
[02:21:31] <pfred1> I have a weller
[02:21:32] <andypugh> I have, so far, just relied on the solder resist to keep the pads separate.
[02:21:57] <andypugh> (which you get from Seeed and similar, but not on home-made)
[02:21:57] <ReadError> joe9: i have a 35w weller now
[02:22:06] <ReadError> but i want something for reflow
[02:22:18] <pfred1> I have a WTCPN
[02:22:19] <Jymmm> I have a 400w weller =)
[02:22:30] <Valen> ReadError: frying pan does a good job
[02:22:38] <Jymmm> toaster oven
[02:22:40] <Valen> as does a chunk of 6mm Al on the gas stove
[02:22:42] <ReadError> Valen: yea for general reflow
[02:22:48] <ReadError> but sometimes i need to hit a spot
[02:22:49] <ReadError> to remove 1 part
[02:22:57] <Jymmm> blowtorch
[02:22:59] <ReadError> lol
[02:23:03] <pfred1> hammer and chisel
[02:23:04] <ReadError> i got a heat gun ;)
[02:23:20] <Jymmm> blowtorch connected to 20# propane tank
[02:23:48] <andypugh> I love my TCP, but that is partly because I like the clever use of the Curie effect. I think that SRA station is suspiciously cheap.
[02:24:06] <ReadError> andypugh: everyone that has one loves them
[02:24:14] <ReadError> plus, you can use hakko tips
[02:24:16] <ReadError> which are nice
[02:24:40] <Valen> http://imgur.com/2rAEL
[02:24:42] <andypugh> I used to have a job making machines to break components off boards and balls of BGAs (and gold wires off chip dies)
[02:24:44] <Jymmm> Here's my soldering station
http://www.frys.com/product/4825190?site=sr:SEARCH:MAIN_RSLT_PG
[02:24:59] <Jymmm> Why bother buying new tips when you can replace the whole damn thing =)
[02:25:05] <Valen> its actually full of water too
[02:25:19] <Valen> not a skin of water
[02:25:23] <ReadError> I like my weller
[02:25:24] <pfred1> I find if I keep my tips tinned right they last
[02:25:29] <ReadError> i just need a reflow station too
[02:25:39] <Jymmm> toaster oven
[02:25:46] <Valen> best way i have found of cleaning a tip is pushing it through paper
[02:25:51] <Valen> just a single sheet
[02:25:54] <Valen> then re-tin
[02:26:09] <Jymmm> I have a sal of amoia block for that
[02:26:10] <pfred1> Valen you're supposed to use a damp celluose sponge
[02:26:35] <pfred1> but in a pinch a soaked paper towel works too
[02:27:13] <Jymmm> http://www.youtube.com/watch?v=EfKsVfE68vs
[02:27:13] <pfred1> to recondition tips I sand them then dip them in my solder pot
[02:27:30] <andypugh> This was my baby:
http://www.nordson.com/en-us/divisions/dage/products/bondtesters/Pages/4000HSHighSpeedBondtester.aspx
[02:27:37] <pfred1> I buy oddball soldering irons a lot on the used market the tips are usually pretty rough on them
[02:27:57] <Jymmm> pfred1: get you a block then
[02:28:11] <pfred1> Jymmm a block of what?
[02:28:30] <Jymmm> pfred1: link I just posted
[02:28:47] <pfred1> Jymmm
http://www.youtube.com/watch?v=EfKsVfE68vs ?
[02:29:36] <pfred1> nah I'm good with what i do thanks
[02:30:43] <andypugh> Valen: Do you Aussies pronounce the "l" in "solder". All the US Youtube clips call it "Sodder" (which sounds a bit rude to me)
[02:30:53] <skunkworks__> heh
[02:30:58] <pfred1> sod off!
[02:31:06] <Valen> i *HATE* sodder
[02:31:14] <skunkworks__> A good iron tip will re-tin by just cleaning it on a wet sponge.
[02:31:15] <Valen> its nothing remotley like the actual friggin word
[02:31:48] <ReadError> thats what we call it
[02:31:49] <ReadError> sodder
[02:31:50] <ReadError> heh
[02:31:55] <ReadError> atleast here in the south
[02:32:08] <ReadError> its hard to fit that L in
[02:32:11] <andypugh> I guess the US military is a bunch of soddiers?
[02:32:21] <skunkworks__> I can even make my tongue to say the L in solder
[02:32:43] <pfred1> we put a G into soldger
[02:32:57] <skunkworks__> it sounds like I am speaking Klingon
[02:33:12] <andypugh> The invisible "g" and the silent "l" ?
[02:33:15] <ReadError> yea its hard for me to put the l in
[02:33:25] <ReadError> my tongue wont bend that way or something
[02:33:28] <ReadError> heh
[02:33:37] <andypugh> sol der ?
[02:34:07] <pfred1> this is how americans say it
http://www.youtube.com/watch?v=1NYw83uAQig
[02:34:25] <andypugh> (Actually closer to sowl der in british english, but I will accept sol der
[02:34:48] <pfred1> oh solder
[02:34:50] -!-
kb8wmc [kb8wmc!~chatzilla@nat.mtp.cmsinter.net] has joined #linuxcnc
[02:34:54] <Jymmm> andypugh: you accept what we give you and you'll like it!
[02:35:12] <pfred1> yeah I guess we don't prounounce the l here either
[02:35:14] <andypugh> Jymmm: What language do you speak again?
[02:35:19] <pfred1> sodder heh
[02:35:38] <Jymmm> andypugh: Go write some html/css using colour and see how far you get!
[02:35:41] <pfred1> hand me that filthy roll of sodder will ya?
[02:35:53] <ReadError> sodder just sounds normal...
[02:36:04] <ReadError> hehe colour
[02:36:05] <ReadError> tyre
[02:36:08] <ReadError> windscreen!
[02:36:13] <pfred1> close the bonnet
[02:36:21] <ReadError> put it in the boot
[02:36:33] <andypugh> Jymmm: Actually, I am very dissapointed that <colour> tags don't work in html, as html was invented by an Englishman.
[02:36:55] <Jymmm> lol
[02:36:59] <pfred1> he knew it'd never fly on the American Internet
[02:37:29] <skunkworks__> after watching some British movies - we have decided we want our kids to have a British accent. (we are thinking of hiring a British nanny.)
[02:38:03] <skunkworks__> (yes we actually had that conversation - and I don't know if we were serious)
[02:38:11] * Jymmm replaces skunkworks__ British nanny with a Scandinavian one!
[02:38:30] <andypugh> OK, snarkiness aside, I think that Tommy Flowers has been horribly ignored by history:
http://en.wikipedia.org/wiki/Tommy_flowers
[02:38:33] <Jymmm> skunkworks__: LU DA FISK!!!
[02:39:34] <pfred1> my uncle knew Tommy Two Guns
[02:39:39] <Jymmm> whats that nasty poisoned shark they eat only after it has rotted for months?
[02:40:14] <pfred1> lutte fish?
[02:40:48] <Jymmm> is it? I'm not sure. I thought ludasih was salted cod or soemthing
[02:41:00] <Jymmm> it's a different one
[02:41:22] -!-
koax_ has quit [Ping timeout: 265 seconds]
[02:41:33] <Jymmm> AH here we go...
http://en.wikipedia.org/wiki/H%C3%A1karl
[02:41:37] <Jymmm> pfred1: ^^^^^^^^^^
[02:42:11] <pfred1> I think lute fish or lutte fish or whatever it is is this nasty gelitinized miasma unfit for human consumption
[02:42:31] <Jymmm> pfred1: hakari is MUCH MUCH WORSE
[02:42:54] <Jymmm> pfred1:
http://en.wikipedia.org/wiki/Lutefisk
[02:43:33] <pfred1> oh man just the picture is turning my stomach
[02:44:24] <Jymmm> http://www.meemalee.com/2010/12/hakarl-rotten-shark-worst-thing-i-have.html
[02:44:50] -!-
demacus_ [demacus_!~demacus@erft-4d07fe56.pool.mediaWays.net] has joined #linuxcnc
[02:45:23] <andypugh> http://www.youtube.com/watch?v=-xhfJRdwHnU
[02:48:29] -!-
demacus has quit [Ping timeout: 245 seconds]
[02:48:35] <Jymmm> hahahahahahahahahahahaha
[02:49:03] <Jymmm> Never seen ramsey do that before!
[02:52:09] -!-
atom1 has quit [Quit: Leaving]
[02:53:01] <andypugh> I love May's comment. Far more insulting by it's mildness than anything else
[02:53:47] <ssi> ReadError: hey sorry, stepped away right as you were asking me
[02:53:56] <ssi> ReadError: I haven't found any sources of scrap... I buy all my metal retail sadly
[02:55:32] <Valen> Jymmm: rofl
[02:55:44] <Valen> i have some weird kind of bug were all the people come out blue
[02:55:49] <Valen> i think it made it funnier
[03:00:08] -!-
A0Sheds has quit [Ping timeout: 240 seconds]
[03:04:00] <ReadError> i need a dial indicator for my backlash testing i think
[03:04:10] <ssi> dial indicators are good to have
[03:04:25] <ReadError> i got my machinist square
[03:04:30] <ReadError> 4 1-2-3 blocks
[03:04:43] <ReadError> and a nice order from a2z with clamps and tnuts
[03:04:51] * pfred1 seconds dial indicators are good to have
[03:05:41] <pfred1> I have a pivot and a travel I only use the travel one
[03:06:13] <ReadError> i need a rotary table
[03:06:18] <pfred1> me too
[03:06:20] <ssi> I have several types, and most of them get used regularly in different situations :)
[03:06:31] <ssi> I got a nice rotary table from wholesale tool
[03:06:53] <pfred1> I have a collet indexer but I need collets for it
[03:07:07] <ReadError> ssi: how much?
[03:07:19] <ssi> http://www.wttool.com/index/page/product/product_id/20850/category_id/17676/product_name/Rotary+Tables+%28WT%29
[03:07:23] <ssi> that's the one I believe
[03:07:26] <ReadError> ssi: my idea is, i could essentailly expand my axis
[03:07:27] <pfred1> ssi how big?
[03:07:31] <ssi> 6"
[03:07:31] <ReadError> by being able to rotate
[03:07:45] <pfred1> nice size 4 too small 8 too big for my machine
[03:07:54] <ssi> I want to get another one
[03:08:00] <ssi> have one manual and convert one to stepper drive
[03:08:23] <ReadError> ya i want one with a stepper also
[03:09:19] <ssi> I actually need to bust out my rotary table in the next couple days
[03:09:25] <ssi> since my plasma table is out of commission at the moment
[03:09:39] <ssi> I need to cut a 5" diameter circle out of some 6x24" 1/8" ss304 flatbar
[03:10:00] <ssi> I think I might try to bolt it down to the rotab and use it to mill around the circle
[03:10:05] <ssi> like some kind of goddamned animal
[03:10:44] <pfred1> big big big hole saw
[03:10:49] <ssi> yeah extra big
[03:10:50] <ssi> lul
[03:10:55] <ssi> or a flycutter
[03:11:09] <djdelorie> double sided tape and a lathe!
[03:11:15] <pfred1> SS is going to be rough no matter how you cut it
[03:11:16] <ssi> double sided tape?
[03:11:37] <ssi> hm if I was really really really really really careful
[03:11:51] <ssi> I could mount a 6x6 square in inside jaws of a 4jaw
[03:11:57] <ssi> and then turn a circle into it
[03:12:03] <ssi> and it'd pop out the center
[03:12:11] <ssi> that might not be a bad idea actually
[03:12:12] <djdelorie> google "woodturner's tape"
[03:12:27] <ssi> djdelorie: would that really hold up for metal turning?
[03:12:28] -!-
cylly2 has quit [Read error: Connection reset by peer]
[03:12:37] -!-
Loetmichel [Loetmichel!cylly@p54B12229.dip.t-dialin.net] has joined #linuxcnc
[03:13:10] <djdelorie> if you take light cuts, I bet it would. It's difficult to get the piece back off the lathe when using it
[03:13:27] <ssi> I guess the upside is
[03:13:37] <ssi> you have a lot of adhesive area, and it's all loaded in shear
[03:13:39] <djdelorie> and bring up your tailstock too
[03:13:42] <ssi> probably quite strong actually
[03:13:56] -!-
capricorn_one [capricorn_one!~raffi@zima.linwin.com] has joined #linuxcnc
[03:14:54] <Valen> with a blank 1mm smaller than the part on the tailstock you wouldn't even need the tape
[03:15:12] <ssi> hah that's a neat idea too
[03:15:26] -!-
A0Sheds [A0Sheds!~ly@unaffiliated/l84supper] has joined #linuxcnc
[03:15:44] <djdelorie> Valen: if nothing else, the tape transfers rotational force
[03:15:54] <Valen> crank the tailstock harder
[03:16:03] <ssi> yeah, spindle bearings are overrated :D
[03:16:11] <Valen> in chinese lathes
[03:16:13] <Valen> yeah they are
[03:16:38] <Valen> your not going to need tonnes of force on it or anything
[03:16:51] <Valen> just quite firmly would do it
[03:22:04] <pfred1> anyone mess with this?
http://www.pointclouds.org/
[03:29:06] <andypugh> No, but I am aware how tricky point clouds are to process
[03:29:26] -!-
andypugh has quit [Quit: andypugh]
[03:34:45] -!-
stevegt_ [stevegt_!~stevegt@74-94-170-253-NewEngland.hfc.comcastbusiness.net] has joined #linuxcnc
[03:40:08] -!-
pfred1 has quit [Quit: Lost terminal]
[03:45:22] <jdhnc> is there a repository of hostmot2 firmware files?
[03:46:48] <jdhnc> there is supposed to be a SVST2_4_7I47 for 7i43-2, but I can't seem to find it.
[03:47:15] <Tom_itx> is it on the mesa site?
[03:47:23] <Tom_itx> i may have that one..
[03:48:38] <Tom_itx> http://tom-itx.dyndns.org:81/~webpage/emc/hostmot2-firmware/
[03:48:48] <Tom_itx> those are from a zip from mesa i think
[03:49:19] <Tom_itx> pin file anyway
[03:50:32] <Tom_itx> mine is the -4 though
[03:53:30] <jdhnc> does mesa have a download page?
[03:53:44] <Tom_itx> it's under the 7i43 card description
[03:53:50] <Tom_itx> a zip file
[03:53:59] <Tom_itx> http://www.mesanet.com/
[03:54:13] <jdhnc> ahh... I had that already
[03:54:21] <Tom_itx> it may be in that file
[03:54:32] <Tom_itx> i think that's the stuff in my directory
[03:54:50] <Tom_itx> if it's not in there ask pcw for it
[03:55:43] <Tom_itx> in the zip look under configs/hostmot2
[03:59:37] <Tom_itx> l8r
[04:02:27] -!-
Valen has quit [Quit: Leaving.]
[04:05:16] <pcw_home> SVST2_4_7I47S.BIT is for the 7I43-2
[04:08:56] -!-
cmorley has quit [Ping timeout: 272 seconds]
[04:09:09] <jdhnc> it's not in the linuxcnc distribution though?
[04:11:39] <jdhnc> pncconf needs the xml to set it up?
[04:14:38] <jdhnc> SVST2_4_7I47S.BIT sounds like it would be for the S version of the 7i47, not the small 7i43
[04:17:33] -!-
ve7it has quit [Remote host closed the connection]
[04:27:28] -!-
ktchk [ktchk!~eddie6929@n219073004186.netvigator.com] has joined #linuxcnc
[04:31:14] -!-
ktchk [ktchk!~eddie6929@n219073004186.netvigator.com] has parted #linuxcnc
[04:51:43] -!-
joe9 has quit [Quit: leaving]
[04:52:25] -!-
psha[work] [psha[work]!~psha@195.135.238.205] has joined #linuxcnc
[04:58:31] -!-
Thetawaves has quit [Quit: This computer has gone to sleep]
[05:40:20] <Loetmichel> mornin'
[05:41:40] <djdelorie> so it is...
[05:50:29] <pcw_home> jdhnc: its for plain 7I47 (the older 7I43 files used to have a B or S for the Big or Small FPGA)
[05:51:19] <pcw_home> feel free to rename it
[06:02:40] -!-
pingufan [pingufan!~rainer@goliath.hantsch.co.at] has joined #linuxcnc
[06:04:12] <pingufan> Goon morning. Can EMC 2.4.6 directly mill a simple text from G-Code? I want to engrave 0,1,2,3,4,5... into a front plate. As I manually code the job, coding fonts is a little bit complex.
[06:05:09] <awallin> you need something like truetype-tracer to produce the g-code
[06:05:53] <archivist> http://timeguy.com/cradek/truetype
[06:06:44] <archivist> outline or v carve fons though?
[06:07:04] <pingufan> I see. So the AXIS "EMC 2.4...." is already a converted thing.
[06:07:16] <pingufan> V-carve
[06:07:38] <awallin> truetype-tracer doesn't do v-carve..
[06:07:51] <awallin> my own scripts for that are kind of experimental at the moment
[06:08:12] <pingufan> I will code this 8 digits by hands. :( Would be a nice feature to add a text-milling command to emc
[06:08:31] <awallin> if you want you can try
https://github.com/aewallin/linuxcnc-scripts/blob/master/ttt2medial.py
[06:09:04] <archivist> much easier to use to awallin's new stuff than hand code vcarve
[06:09:20] -!-
cevad has quit [Quit: Leaving]
[06:10:23] <pingufan> Btw: When I manually code a font, it has a particular size. Can I scale it afterwards, or do I have to recode it entirely?
[06:10:59] <pingufan> I.e. if I want to mill it in double size.
[06:11:13] <archivist> depends on your coding ability
[06:11:28] <awallin> use variables when you write the g-code...
[06:11:43] <pingufan> Lerning, but not so bad. I use meanwhile several kinds of loops, etc.
[06:11:59] <awallin> there was a simple GUI for my v-carving code, I should get the person who wrote that to put it on github
[06:12:16] <awallin> the kerning problem with truetype-tracer however remains :(
[06:13:05] <archivist> for one number at a time that wont bother him probably
[06:13:24] <pingufan> So there is no code to tell EMC2 to double every movement temporarily?
[06:13:38] <archivist> no
[06:13:54] <pingufan> (I say G0 x10, and it does a G0 x20 then)
[06:14:33] <pingufan> Would also be a nice feature.
[06:15:06] <archivist> makes little sense, better to scale IN gcode
[06:16:10] <pingufan> Except if you have to recode then such things (as a font).
[06:16:50] <pingufan> So I could plot the font with relative moves and a height of "1", and then simply scale it.
[06:17:23] <djdelorie> pingufan: I think you're misunderstanding what linuxCNC's job is. It takes a list of simple movement commands and figures out how to do them within the constraints of the machine it's running.
[06:17:31] <archivist> you use scale and height IN your gcode to scale as needed
[06:17:38] <djdelorie> It's the job of one of the many CAM applications to generate that list of commands
[06:18:08] * archivist scales in his gcode :)
[06:18:27] <pingufan> You are right. But while and if are also no normal G-codes, right?
[06:18:41] <archivist> normal for linuxcnc
[06:18:54] <pingufan> So it could be with scaling. ;)
[06:19:06] <pingufan> Or mirroring
[06:19:10] <pingufan> or ...
[06:19:12] <archivist> no because that can break things
[06:19:54] <pingufan> Especially mirroring would be a very useful function
[06:21:10] <archivist> I mirror and rotate with a few named variables
[06:22:34] -!-
kb8wmc has quit [Ping timeout: 276 seconds]
[06:22:38] <archivist> so my escape wheel generator varies its direction of cut, number of teeth depth etc with a few named variables at the top
[06:22:57] <pingufan> But then you have to use them in almost every particular coordinate. Code would be much(!) safer (because easier to read) when only one definition i.e. mirrors everything.
[06:23:25] <archivist> by generator I mean it cuts a curve using a slitting saw
[06:27:52] <pingufan> Ok, thanks for the information. Have to continue coding...
[06:28:11] <pingufan> ... Fonts and letters
[06:29:02] -!-
Thetawaves [Thetawaves!~Thetawave@7-139-42-72.gci.net] has joined #linuxcnc
[06:29:07] -!-
pingufan has quit [Quit: Konversation terminated!]
[06:36:03] -!-
kb8wmc [kb8wmc!~chatzilla@nat.mtp.cmsinter.net] has joined #linuxcnc
[06:44:02] -!-
tiago [tiago!~tiago@62.12.175.50] has joined #linuxcnc
[06:47:26] -!-
vladimirek [vladimirek!~vladimire@bband-dyn177.95-103-5.t-com.sk] has joined #linuxcnc
[06:52:14] -!-
DJ9DJ [DJ9DJ!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[06:52:23] <DJ9DJ> moin
[07:01:16] <alex4nder> sup
[07:03:19] -!-
iwoj has quit [Quit: Textual IRC Client:
http://www.textualapp.com/]
[07:03:32] -!-
iwoj [iwoj!~iwoj@d23-16-234-107.bchsia.telus.net] has joined #linuxcnc
[07:07:04] -!-
WalterN has quit [Read error: Connection reset by peer]
[07:07:18] -!-
WalterN [WalterN!~walter@host-174-45-122-145.bzm-mt.client.bresnan.net] has joined #linuxcnc
[07:29:30] -!-
iwoj has quit [Quit: Textual IRC Client:
http://www.textualapp.com/]
[07:29:55] -!-
iwoj [iwoj!~iwoj@d23-16-234-107.bchsia.telus.net] has joined #linuxcnc
[07:35:56] -!-
capricorn_one has quit [Remote host closed the connection]
[07:41:56] -!-
iwoj has quit [Quit: Textual IRC Client:
http://www.textualapp.com/]
[07:42:05] -!-
iwoj [iwoj!~iwoj@d23-16-234-107.bchsia.telus.net] has joined #linuxcnc
[07:55:10] -!-
tiago has quit [Ping timeout: 260 seconds]
[07:57:26] -!-
mhaberler [mhaberler!~mhaberler@195.191.253.94] has joined #linuxcnc
[08:01:50] -!-
fliebel [fliebel!~fliebel@ip54507982.speed.planet.nl] has joined #linuxcnc
[08:05:42] e-ndy|afk is now known as
e-ndy
[08:07:07] -!-
tiago [tiago!~tiago@62.12.175.50] has joined #linuxcnc
[08:08:48] -!-
cnc-9-Achsen [cnc-9-Achsen!~chatzilla@p5791EEF8.dip.t-dialin.net] has joined #linuxcnc
[08:09:32] <cnc-9-Achsen> hi all if i generate the steplen and the stepspace with stepconf where are this numbers
[08:09:44] <cnc-9-Achsen> i see only a 1 and a 0 in the hal
[08:10:09] <cnc-9-Achsen> i used 5000 for steplen
[08:11:58] -!-
the-jub has quit [Remote host closed the connection]
[08:12:30] -!-
the-jub [the-jub!~root@cpc10-colc7-2-0-cust57.7-4.cable.virginmedia.com] has joined #linuxcnc
[08:15:01] <cnc-9-Achsen> the dirhold and dirspace are set in he ini per axis
[08:16:50] -!-
erasmo [erasmo!~erasmo@212.106.27.195] has joined #linuxcnc
[08:23:29] -!-
cnc-9-Achsen has quit [Quit: ChatZilla 0.9.87 [Firefox 3.6.8/20100723084720]]
[08:23:58] -!-
rob_h [rob_h!~rob_h@5ace7005.bb.sky.com] has joined #linuxcnc
[08:26:17] -!-
tiago has quit [Ping timeout: 245 seconds]
[08:26:43] -!-
vladimirek has quit [Ping timeout: 276 seconds]
[08:27:03] -!-
vladimirek [vladimirek!~vladimire@bband-dyn177.95-103-5.t-com.sk] has joined #linuxcnc
[08:31:22] -!-
sumpfralle [sumpfralle!~lars@31-16-21-63-dynip.superkabel.de] has joined #linuxcnc
[08:39:10] -!-
tiago [tiago!~tiago@62.12.175.50] has joined #linuxcnc
[08:57:50] -!-
Valen [Valen!~Valen@c122-108-45-139.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[09:08:46] -!-
ktchk [ktchk!~eddie6929@n219073004186.netvigator.com] has joined #linuxcnc
[09:15:19] -!-
sumpfralle has quit [Quit: Leaving.]
[09:27:58] -!-
tiago has quit [Ping timeout: 245 seconds]
[09:28:28] -!-
tiago [tiago!~tiago@62.12.175.50] has joined #linuxcnc
[09:29:12] -!-
phantoxe [phantoxe!~destroy@a95-92-89-24.cpe.netcabo.pt] has joined #linuxcnc
[09:35:44] -!-
Thetawaves has quit [Quit: This computer has gone to sleep]
[09:49:28] -!-
Thetawaves [Thetawaves!~Thetawave@7-139-42-72.gci.net] has joined #linuxcnc
[09:55:38] -!-
elmo40 has quit [Quit: Leaving.]
[09:58:40] -!-
pjm__ [pjm__!~pjm@109.104.96.45] has joined #linuxcnc
[10:00:23] -!-
elmo40 [elmo40!~Elmo40@CPE0017ee09ce6d-CM001bd7a89c28.cpe.net.cable.rogers.com] has joined #linuxcnc
[10:01:52] -!-
pjm has quit [Ping timeout: 246 seconds]
[10:17:48] -!-
ktchk [ktchk!~eddie6929@n219073004186.netvigator.com] has parted #linuxcnc
[10:30:50] <Thetawaves> i'm thinking about building a prefabricated slide for my lathe
[10:30:53] <Thetawaves> main slide
[10:31:05] <Thetawaves> http://www.ebay.com/itm/PARKER-802-2435A-DUAL-LINEAR-SLIDE-EXCELLENT-/251041087234?pt=LH_DefaultDomain_0&hash=item3a7336ff02
[10:31:07] <Thetawaves> but perhaps bigger
[10:33:20] e-ndy is now known as
e-ndy|afk
[10:33:27] <Thetawaves> building? i meant buying of course
[10:52:02] <Thetawaves> WANT
http://www.ebay.com/itm/LINEAR-STAGE-ACTUATOR-TABLE-13-TRAVEL-HEAVY-DUTY-/260872162941?pt=LH_DefaultDomain_0&hash=item3cbd314e7d
[10:58:43] <awallin> eh, no ballscrew..
[11:03:15] <Thetawaves> ahhh yeah
[11:03:46] <Thetawaves> 16 inch rails should be plenty long for a minilathe yeah?
[11:04:22] <Thetawaves> with no tail stock
[11:05:10] -!-
phantone [phantone!~destroy@a95-92-89-24.cpe.netcabo.pt] has joined #linuxcnc
[11:05:14] <Thetawaves> ...ok linear stages are expensive ... and small
[11:09:04] -!-
phantoxe has quit [Ping timeout: 260 seconds]
[11:15:44] <Thetawaves> yeah 16" is not much
[11:15:58] <Thetawaves> i'll have to stick with a 16" cross slide as originally planned
[11:27:04] -!-
mhaberler has quit [Quit: mhaberler]
[11:32:51] e-ndy|afk is now known as
e-ndy
[11:35:00] -!-
mhaberler [mhaberler!~mhaberler@195.191.253.94] has joined #linuxcnc
[11:43:43] -!-
mhaberler has quit [Quit: mhaberler]
[11:46:59] <jdhnc> anyone ever seen a SVST2_4_7I47 xml for 7i43s?
[11:48:52] -!-
the-jub has quit [Quit: ill be back soon! :-/ ....maybe..]
[12:02:14] -!-
Thetawaves has quit [Quit: This computer has gone to sleep]
[12:04:31] -!-
mazafaka [mazafaka!~mazafaka_@unaffiliated/mazafaka] has joined #linuxcnc
[12:05:28] <mazafaka> Have clipped the K 3Acam action camera to the baseball hat and results were quite interesting
[12:12:43] <Tom_itx> jdhnc i think i posted it
[12:13:53] <Tom_itx> jdhnc, did you look in the subdir of that zip?
[12:16:32] -!-
mhaberler [mhaberler!~mhaberler@195.191.253.94] has joined #linuxcnc
[12:18:30] <jdhnc> Tom_itx: the pin file is there, no xml though.
[12:19:27] <jdhnc> I am not capable of configuring it from scratch at the moment and would like to be able to use pncconf to get started anyway.
[12:22:51] <Tom_itx> check my site and see if it may be there... i'm not sure. i gotta go now though
[12:23:11] <jdhnc> there is one there for the larger 7i43
[12:23:17] <Tom_itx> http://tom-itx.dyndns.org:81/~webpage/emc/hostmot2-firmware/
[12:23:18] <jdhnc> where did yours come from?
[12:23:22] <Tom_itx> mesa
[12:23:25] <Tom_itx> i think
[12:23:30] <Tom_itx> same zip probably
[12:23:49] <Tom_itx> i'm not at the other pc or i'd upload the zip
[12:24:06] <jdhnc> I looked through the zip, the pin file is in there
[12:24:25] <Tom_itx> if the pin file it, the xml should be also
[12:24:30] <Tom_itx> maybe in another dir
[12:24:44] <Tom_itx> also:
http://tom-itx.dyndns.org:81/~webpage/emc/xilinx/xilinx_install_index.php
[12:24:55] <jdhnc> the xml file is linuxcnc specific
[12:25:04] <Tom_itx> not emc?
[12:25:12] <Tom_itx> mmm
[12:25:14] <jdhnc> ok, emc specific
[12:25:42] <jdhnc> afaict, the xml is only used by pncconf
[12:26:28] <Tom_itx> i'm sure pcw can get it if you can't find it
[12:29:20] -!-
kb8wmc has quit [Ping timeout: 265 seconds]
[12:31:40] -!-
joe9 [joe9!~joe9@c-24-99-80-97.hsd1.ga.comcast.net] has joined #linuxcnc
[12:32:25] -!-
stevegt_ has quit [Ping timeout: 276 seconds]
[12:34:57] -!-
skunkworks__ has quit [Remote host closed the connection]
[12:43:04] -!-
dimas [dimas!~dimas@84.53.240.63] has joined #linuxcnc
[12:43:16] <dimas> hi all
[12:43:50] -!-
kb8wmc [kb8wmc!~chatzilla@nat.mtp.cmsinter.net] has joined #linuxcnc
[12:47:16] <awallin> here's one way to do V-carving :)
http://www.youtube.com/watch?feature=player_embedded&v=iUGkroZus_Y
[12:53:04] -!-
bedah [bedah!~bedah@g228251068.adsl.alicedsl.de] has joined #linuxcnc
[12:54:44] <Jymmm> Seems faster by hand than cnc
[13:09:52] -!-
mk0 [mk0!~x-ray@fiztech.basnet.by] has joined #linuxcnc
[13:12:47] -!-
asdfasd [asdfasd!~grgrgrgrg@87-194-58-242.bethere.co.uk] has joined #linuxcnc
[13:13:57] -!-
stevegt_ [stevegt_!~stevegt@74-94-170-253-NewEngland.hfc.comcastbusiness.net] has joined #linuxcnc
[13:14:04] <Jymmm> Got Saw? Pretty cool actually...
http://www.youtube.com/watch?v=v62lfkkISl0&feature=endscreen&NR=1
[13:14:34] -!-
FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[13:16:49] <jdhnc> looks like the xml for the big 7i43 migh twork with a few small edits.
[13:20:18] -!-
psha[work] has quit [Quit: Lost terminal]
[13:25:53] -!-
steves_logging has quit [Ping timeout: 265 seconds]
[13:31:30] <asdfasd> if the main board is with integrated video with shared memory is that 100% guaranteed that this board is not suitable for driving via parallel port?
[13:34:11] <jdhnc> I doubt anything is 100%, but I would not expect it to work well.
[13:34:51] <jdhnc> for less than $100, you could get an Atom board and RAM. Use the existing case/disk?
[13:35:01] <joe9> asdfasd: use tracing to check if that is a bother.
[13:36:09] <pcw_home> shared memory video works fine on the Atom boards
[13:36:19] <asdfasd> few moths ago I found very small mother board and tested with mach3 but not working at all
[13:36:36] <pcw_home> and the Hudson boards as well
[13:37:06] <asdfasd> Im not sure but that was somethink like neoware PC
[13:37:27] <Loetmichel> asdfasd: hmm, i have a industrial with internal video... anbd thats fine with LinuxCNC
[13:37:49] <asdfasd> then It is worth to try
[13:37:53] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=13089&g2_imageViewsIndex=1
[13:38:52] <Loetmichel> and ists rather olöd hardware: p4 2,8GHZ, 2gb DDR, 80GB sata1, intel extreme grapics
[13:38:56] <Loetmichel> old
[13:39:48] -!-
mrsun has quit [Read error: Connection timed out]
[13:40:34] -!-
mrsun [mrsun!~mrsun@c-c03de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[13:54:49] <mazafaka> Uh.... Wannan know... / When buffling-muffling Rachel / Plan to go and buy a car / Gimme a nap, gimme the fries / Gimme all what I want to find! / Yeah-eh... :)
[13:56:04] <joe9> djdelorie: do you know if I can use the gcode exported by geda pcb as-is with linuxcnc? the file loads properly. not sure if there is anything to be aware of.
[14:01:46] -!-
Valen has quit [Quit: Leaving.]
[14:03:50] <jdhnc> does it look reasonable in the backplot?
[14:06:32] -!-
psha [psha!~psha@213.208.162.69] has joined #linuxcnc
[14:10:34] -!-
pjm__ has quit [Read error: Connection reset by peer]
[14:10:46] -!-
pjm__ [pjm__!~pjm@109.104.96.45] has joined #linuxcnc
[14:16:13] -!-
pjm__ has quit [Read error: Connection reset by peer]
[14:16:14] -!-
pjm [pjm!~pjm@109.104.96.45] has joined #linuxcnc
[14:18:04] -!-
joe9 has quit [Ping timeout: 245 seconds]
[14:21:04] -!-
joe9 [joe9!~joe9@c-24-99-80-97.hsd1.ga.comcast.net] has joined #linuxcnc
[14:21:33] <joe9> jdhnc: what is "backplot"? it looks good in the gui. I read about "backplot" in another tutorial too, but was not able to figure out what it was.
[14:21:51] <joe9> it looks good in the image on the gui
[14:23:42] <jdhnc> run it and see what it doese
[14:23:57] <jdhnc> set Z up high, touch off, run
[14:24:19] <joe9> ok, thanks. will do.
[14:24:40] <joe9> jdhnc: btw, what is "backplot"?
[14:25:00] <jdhnc> the tool paths shown in the gui
[14:33:09] -!-
syyl [syyl!~syyl@p4FD1323E.dip.t-dialin.net] has joined #linuxcnc
[14:37:00] <joe9> jdhnc: ok, thanks.
[14:37:33] -!-
dimas has quit [Quit: Ухожу я от вас (xchat 2.4.5 или старше)]
[14:43:23] -!-
joe9 has quit [Quit: leaving]
[14:44:40] -!-
joe9 [joe9!~joe9@c-24-99-80-97.hsd1.ga.comcast.net] has joined #linuxcnc
[14:50:50] -!-
ktchk [ktchk!~eddie6929@n219073004186.netvigator.com] has joined #linuxcnc
[14:51:00] -!-
steve_stallings [steve_stallings!~Steve@wsip-70-168-134-18.dc.dc.cox.net] has joined #linuxcnc
[15:05:05] -!-
IchGuckLive [IchGuckLive!~chatzilla@95-89-236-191-dynip.superkabel.de] has joined #linuxcnc
[15:05:13] <IchGuckLive> hi all on stepgen is it that only the BASE_PERIOD and MAX_VELOCITY and its INPUT_SCALE gives me the steplen internal there is only a 1 in the parameter at etch axis
[15:05:50] <IchGuckLive> cant i get diferent or persenal numbers in there
[15:06:14] <IchGuckLive> or better WHERE do the numbers of stepconfgenerator go to
[15:07:05] <IchGuckLive> Step wizard page 1 the 4 numbers and the jitter
[15:10:34] -!-
kent_ has quit [Ping timeout: 260 seconds]
[15:10:48] -!-
kent_ [kent_!~kent@90-227-210-39-no122.tbcn.telia.com] has joined #linuxcnc
[15:11:06] -!-
mhaberler has quit [Quit: mhaberler]
[15:16:59] -!-
Vq has quit [Ping timeout: 260 seconds]
[15:17:26] -!-
Vq [Vq!~vq@90-227-210-39-no122.tbcn.telia.com] has joined #linuxcnc
[15:23:45] -!-
stevegt_ has quit [Ping timeout: 260 seconds]
[15:36:10] -!-
Nick001 has quit [Ping timeout: 265 seconds]
[15:36:38] <ReadError> :(
[15:36:49] <ReadError> seems they may have fubard my mill shipment
[15:37:00] -!-
mk0 has quit [Quit: LinuxCNC 2.5.0!]
[15:39:24] e-ndy is now known as
e-ndy|afk
[15:40:03] <IchGuckLive> it will come and yiou will be working all night B)
[15:40:21] <IchGuckLive> By< im off
[15:40:27] -!-
IchGuckLive has quit [Quit: ChatZilla 0.9.87 [Firefox 11.0/20120310193829]]
[15:44:58] -!-
Nick001 [Nick001!~nospam@173-86-69-226.bras0-epix.clsm.pa.frontiernet.net] has joined #linuxcnc
[15:45:03] -!-
tiago has quit [Remote host closed the connection]
[15:46:13] phantone is now known as
phantoxe
[15:52:15] -!-
ktchk [ktchk!~eddie6929@n219073004186.netvigator.com] has parted #linuxcnc
[16:04:16] <djdelorie> joe9: I've never run it, try it on a piece of pine or something if you don't want to waste copper
[16:04:26] <joe9> ok, thanks.
[16:04:42] <joe9> djdelorie: what do you use to build your gcode from pcb files?
[16:04:52] <ReadError> joe9: seems they shipped 1 of my packages to buford GA
[16:04:59] <ReadError> then left the address off the other ;(
[16:05:04] <djdelorie> I don't
[16:05:19] <joe9> ReadError: are you talking about the mill bits or the taig?
[16:05:23] <ReadError> taig
[16:05:25] <joe9> djdelorie: ok, thanks.
[16:05:39] <djdelorie> I use chemical etch, so I export PNGs and print them to transparencies
[16:11:35] <Connor> X-Axis moving!! :)
[16:11:57] <ReadError> joe9: how did you hook up the motors?
[16:12:03] <ReadError> i see i have 2 different options
[16:29:38] <ssi> so are ReadError and joe9 both doing taigs?
[16:36:43] e-ndy|afk is now known as
e-ndy
[16:37:36] <ReadError> yessir
[16:37:53] <ReadError> my motors have 9 wires
[16:38:03] <ReadError> guess i need to take the DMM to them and see which are what
[16:38:10] <ReadError> unless theres some coloring convention
[16:38:48] <Connor> jdhnc: You there?
[16:38:53] <djdelorie> you likely have four independently wired coils, and a frame ground
[16:40:10] <Connor> Most likely, you'll have to tie some of those together.
[16:42:14] <alex4nder> hey
[16:43:44] <ReadError> mornin sir.
[16:43:49] <alex4nder> how's it?
[16:43:55] <ReadError> lol
[16:43:57] <ReadError> not so good
[16:44:04] <ReadError> UPS/taig fubar'd my shipment
[16:44:11] <ReadError> 1 package w/o address apparantly
[16:44:19] <ReadError> the other was delivered 65 miles away
[16:44:23] <joe9> ReadError: buy 4 wire shielded cable from homedepot. around 3 ft per motor.
[16:44:39] <ReadError> joe9: i got the db9 cables
[16:44:43] <ReadError> made for cnc
[16:44:47] <joe9> ReadError: my motors had 8 wires.
[16:44:53] <joe9> and, do you have the resistor.
[16:44:56] * ReadError counts again
[16:44:59] <alex4nder> ReadError: that sucks
[16:45:03] <ReadError> i got a big collection of resistors
[16:45:18] <ReadError> if not i can go to radio shack
[16:45:27] <joe9> ReadError: from the g540 spec, figure out the resistor.
[16:45:40] <joe9> with the db9 cables, mine just needed 4 wires.
[16:45:53] <alex4nder> ReadError:
http://www.youtube.com/watch?v=ELfONtG_Zkk <- I put this up yesterday
[16:45:54] <ReadError> is there a universal coloring convention?
[16:46:06] <alex4nder> ReadError: just read the datasheet
[16:46:06] <joe9> motor pigtail -> wire nut -> cable -> db9 connector
[16:46:24] <alex4nder> ReadError: what's the model number for the stepper you bought?
[16:47:03] -!-
ve7it [ve7it!~LawrenceG@S0106001c10b7770f.pk.shawcable.net] has joined #linuxcnc
[16:47:19] -!-
maximilian_h [maximilian_h!~bonsai@xdsl-89-0-190-86.netcologne.de] has joined #linuxcnc
[16:47:31] <ReadError> NEMA23 282oz/in 3A Stepper Motor ¼” Dual shaft (KL23H276-30-8B)
[16:48:02] <joe9> i think that was the same thing I have. have you gone with around 3.5A?
[16:48:10] <joe9> i thought I told you to watch out for that.
[16:48:23] <joe9> oh, yeah. 3A
[16:48:27] <joe9> good.
[16:48:55] <ReadError> alex4nder said it would work with the smaller ones
[16:49:08] <ReadError> but all the buildups(deepgrove) use the 280s
[16:49:10] <joe9> yes, that is good motors.
[16:49:20] <ReadError> so i figured only a bit more..
[16:49:48] <alex4nder> joe9: don't give advice if you haven't used them yet. ;)
[16:49:56] <alex4nder> you'll get noob to noob feedback
[16:50:18] <joe9> alex4nder: check the bipolar rating in the spec.
[16:50:25] <joe9> alex4nder: they are 4.2 A
[16:50:34] <joe9> those are the ones I have too.
[16:50:46] <joe9> alex4nder: i use them.
[16:51:17] <alex4nder> joe9: I'm talking about recommending any motors until you actually do some milling. :P
[16:51:47] <joe9> alex4nder: dude, the spec says differently. it does not need a rocket scientist to notice that.
[16:51:54] <ReadError> http://www.kelinginc.net/KL23H276-30-8B.pdf
[16:52:01] <alex4nder> joe9: 12:45 < joe9> yes, that is good motors.
[16:52:04] <alex4nder> how would you know?
[16:52:06] <alex4nder> jesus
[16:52:10] <ReadError> need to figure out which config to go with
[16:52:59] <joe9> < alex4nder> how would you know? -- from the spec and I have them too.
[16:53:37] <alex4nder> you're being obtuse.
[16:53:42] <alex4nder> forget it.
[16:54:12] <alex4nder> ReadError: I would run them unipolar
[16:55:09] <joe9> alex4nder: did not mean to offend you. but, this was something I had run into.
[16:55:09] <alex4nder> "unipolar" .. which is really the same as bipolar series in this case, because you're using a G540
[16:55:32] <joe9> ReadError: do you have 9 wires? I thought mine had 8.
[16:57:28] <joe9> /ws 25
[16:57:35] <jdhnc> connor: back.
[16:57:45] <Connor> get my X axis working last night.
[16:57:49] <Connor> *dance*
[16:59:37] <alex4nder> ReadError: if it were me, I'd wire one half of each 'unipolar' configuration to the G540
[17:00:17] <jdhnc> Connor: cool!
[17:00:24] <alex4nder> ReadError: you'll see more current consumption, and less torque, but you'll probably see better response from the stepper
[17:00:26] <jdhnc> direct drive, stock screws?
[17:01:03] <ReadError> ah yes, 8 wires must have mis-counted last night
[17:01:08] <jdhnc> Connor: what's the shaft size on the stock screws?
[17:01:21] <Connor> 8mm-1.25
[17:01:32] -!-
IchGuckLive [IchGuckLive!~chatzilla@95-89-236-191-dynip.superkabel.de] has joined #linuxcnc
[17:02:03] <jdhnc> do the have existing bearings, or just in the hole?
[17:02:52] -!-
maximilian_h has quit [Quit: Leaving.]
[17:03:33] <Connor> Oh wait. the 8mm is the thread size. they have thrust bearings. Inner and Outter on the right side, and just a outer on the left.
[17:03:44] <Connor> Since I put the stepper on the left.. I swapped that.
[17:03:58] <jdhnc> no radial bearing?
[17:04:02] <Connor> no
[17:04:16] <jdhnc> is there room to add one?
[17:04:40] <Connor> Probably.. not sure.
[17:05:03] <Connor> I think people are replacing the endcaps to do that.
[17:05:15] <Connor> instead of using stock endcaps.
[17:05:19] <jdhnc> once you get it runnng, you can mill new end peices
[17:05:36] <Connor> I can do 105 IPM on the X
[17:05:46] <jdhnc> how much lash in the stock screw/nut?
[17:06:11] <Connor> Dunno yet.. I've not measured it. I was up till 4am playing..
[17:06:15] <jdhnc> heh
[17:06:16] <Connor> I'll no more this weekend.
[17:06:32] <jdhnc> I was up til 2 trying to get my 7i43 to play with the daughterboard
[17:06:43] <Connor> I still need to put some locktight on the threaded coupler and on the set screws.
[17:08:00] <ReadError> so i need to wire all 8, but ground out 4 of them
[17:08:28] <ReadError> and combine red/yello
[17:08:28] <alex4nder> no
[17:08:29] <jdhnc> I almost ordered a pair of 570oz motors and KL5056 for the X/Y, but wasn't sure if the 3/8" shaft would work with the cncfusion kit.
[17:08:47] <alex4nder> ReadError: you need to make a decision of if you want to go bipolar half winding or bipolar full winding
[17:09:09] -!-
phantoxe has quit []
[17:09:20] <jdhnc> or parallel if you are in to that sort of thing.
[17:09:57] <ReadError> oh i was looking at the unipolar config
[17:10:43] <alex4nder> the G540 is a "bipolar" drive.. so you can wire it however you want, as long as you respect the current limits.
[17:11:17] <pcw_home> jdhnc which daughtercard? with the right config it should just work
[17:11:45] <jdhnc> pcw: 7i47. I'm sure it might work, but I still need pncconf to work since I have no clue what I am doing with it yet.
[17:11:47] <Connor> jdhnc: Should. It's the coupler that matters.
[17:12:19] <pcw_home> Oh I would not try pncconf unless you use a very standard set of cards
[17:12:20] <jdhnc> Connor: the kit says 1/4, just need to make sure they can swap them. They are not very responsive to emails
[17:12:36] <jdhnc> pcw: what would be more standard?
[17:12:40] <Connor> Just bore them out.
[17:12:44] <alex4nder> joe9: did you wire yours in a full bipolar or half?
[17:12:53] <jdhnc> Connor: they cost too much to risk.
[17:13:03] <pcw_home> hm2-stepper sample config
[17:13:14] <Connor> I had to bore out the Oldham side so I could tape it for the 8mm-1.25
[17:13:35] <jdhnc> pcw: that's what I was playing with, but I was hoping a 7i47 specific config would help me out with names/wiring/etc.
[17:14:16] -!-
dimas_ [dimas_!~dimas@46.229.140.250] has joined #linuxcnc
[17:15:10] <pcw_home> pncconf is so hardwired to specific configs there will always be ones not supported
[17:15:12] <jdhnc> pcw: does using a 7i47 change anything logically vs. just a plain terminal board?
[17:15:21] <pcw_home> No
[17:15:31] <jdhnc> I assume it is pin-for-pin the same, just signal conditioning?
[17:15:49] <jdhnc> and maybe a chance of using sserial if needed with a non-standard config?
[17:16:20] <pcw_home> you just need the FPGA pinout (dmesg will tell you the FPGA side pinout)
[17:16:21] <pcw_home> and how the 7I47 routes these signals (7I47 manual)
[17:17:03] <IchGuckLive> pcw_home: hi today my chief asked me if im able to config a 5Axis 4lin 1rot with steper and encoder do you got a soulution for this in stock Step/Dir Encoder AB/I
[17:17:14] <pcw_home> yes there are 7I47 configs with sserial
[17:17:40] <jdhnc> there is more than enough IO for now. Might be fun to be able to use it in the future.
[17:17:45] <pcw_home> encoder for?
[17:18:10] <jdhnc> If I config the 7i43 for 4 stepgens and 1 pwm, is there any way to keep the pwm on the first port?
[17:18:19] <IchGuckLive> i think there are on the steppers i guess or on the pulley
[17:19:06] <pcw_home> jdhnc if it not in a standard config it would need a custom config (pretty easy, a few minutes)
[17:19:26] <IchGuckLive> some mashines loses somtimes steps the acuracy isent that high requierd 0.1mm
[17:19:58] <jdhnc> pcw: thanks, I might hit you up for that in the future. I think I can get buy with just the IO on the one 7i47
[17:20:14] <pcw_home> IchGuckLive any of our 50 pin FPGA cards and a 7I52S will give you 6 encoder inputs and 6 step/dir outputs
[17:22:14] <joe9> alex4nder: bipolar parallel
[17:22:33] -!-
Aero-Tec [Aero-Tec!~chatzilla@d64-180-77-164.bchsia.telus.net] has joined #linuxcnc
[17:23:55] -!-
isssy [isssy!~isssy@78-83-51-185.spectrumnet.bg] has joined #linuxcnc
[17:26:16] <ReadError> which do you run alex4nder?
[17:27:03] <ReadError> BP series?
[17:27:48] -!-
pcw_home has quit [Ping timeout: 244 seconds]
[17:30:12] <alex4nder> joe9: you run them bipolar parallel, and you're just using the 3.5amp limit?
[17:30:33] <alex4nder> ReadError: I run half-winding bipolar on X and Y and a full-winding bipolar on Z
[17:31:16] <alex4nder> joe9: how fast are you running X and Y?
[17:31:45] <alex4nder> ReadError: when I rewire Z, I'll go back to half-winding bipolar
[17:31:50] <joe9> alex4nder: yes, just the 3.5Amp limit. I think the resistor was sized to 4A. the G540 spec says that above 3.5A, the resistor does not matter.
[17:33:00] <alex4nder> joe9: what speed are you running your table at?
[17:34:02] -!-
isssy has quit [Quit: Bye Bye]
[17:34:36] <IchGuckLive> An 8 lead motor in a parallel configuration offers a more stable, but lower torque at lower speeds.
[17:35:58] <joe9> alex4nder: my max velocity in the .ini file is 0.95 inch
[17:36:09] <joe9> and 0.5 for Z axis
[17:36:30] <IchGuckLive> turns per inch ?
[17:36:34] <joe9> default velocity is 0.10
[17:36:46] <joe9> and the max_linear_velocity = 1.00
[17:36:59] <joe9> IchGuckLive: i think it probably is inches per min.
[17:37:25] <IchGuckLive> inch/sec
[17:37:45] <joe9> IchGuckLive: maybe, not sure. will have to check.
[17:38:05] <IchGuckLive> at this low i think you are better up with serial
[17:38:28] <alex4nder> it's a 20 TPI machine
[17:39:11] <ReadError> so if i got parallel
[17:39:15] <ReadError> i wont need a resistor it seems
[17:39:34] <IchGuckLive> A series motor configuration would typically be used in applications where a higher torque at lower
[17:39:35] <alex4nder> don't be suprised if your G540 gets as hot as joe9's
[17:39:35] <IchGuckLive> speeds is required. And aklso less Amps on the driver
[17:40:13] <ReadError> alex4nder: so you run series+resistor?
[17:40:16] -!-
pcw_home [pcw_home!~chatzilla@ip-66-80-167-54.sjc.megapath.net] has joined #linuxcnc
[17:40:21] <alex4nder> ReadError: I run half winding
[17:40:24] * ReadError is very confused and probably needs coffee
[17:40:25] <IchGuckLive> therfor i think joe9 shoudt change
[17:40:34] <ReadError> i just see parallel and series in the pdf
[17:40:42] <alex4nder> ReadError: see the unipolar?
[17:40:46] <ReadError> yup
[17:40:48] <alex4nder> cut that in half, that's half winding bipolar
[17:40:57] <alex4nder> that's what I run.
[17:41:02] <djdelorie> a series wiring at twice the voltage should give you the same torque at half the current
[17:41:17] <alex4nder> I made the choice to go with lower inductance
[17:41:25] <alex4nder> because I thought speed would be the issue, not torque.
[17:41:33] <ReadError> so you just run the A channel?
[17:41:47] <alex4nder> well we have different motors
[17:41:50] <alex4nder> mine are 6 wire
[17:42:08] <IchGuckLive> 6wire is always serial
[17:42:09] <djdelorie> speed depends on voltage as well; with twice the inductance (series) you need twice the voltage. For half the inductance (parallel) you need twice the current
[17:42:30] <alex4nder> IchGuckLive: not with a bipolar drive
[17:42:48] <alex4nder> I just power half of the unipolar winding
[17:43:00] <djdelorie> 6wire can be driven bipolar or serial
[17:43:01] <IchGuckLive> djdelorie: agree at 48V with a 5.1V stepper its not nessasary to get paralell
[17:43:56] <djdelorie> in every case I've seen so far, the serial/parallel question is answered by some part of the drive chain having some limit that requires one or the other
[17:44:05] <jdhnc> connor: ever have any luck with the spindle control?
[17:45:03] <alex4nder> djdelorie: I bet all of these Taigs are speed limited based on the stepper generation.
[17:45:07] <alex4nder> I know mine is.
[17:45:34] <alex4nder> with my small steppers running in half winding, I should be able to get above 100 IPM
[17:45:48] <djdelorie> what I meant is, usually the power supply has limited amps, or the driver has a max voltage, that makes you choose one wiring over the other
[17:46:11] <djdelorie> or something like that
[17:46:38] <djdelorie> whether your machine can handle the speed/torque being given to it is a separate problem ;-)
[17:46:51] <alex4nder> eh, it is 'the' problem
[17:46:58] <alex4nder> everything else is properly designing your infrastructure. ;)
[17:46:59] <djdelorie> yeah, on my machine too
[17:47:49] <djdelorie> I have three servos rated at 2.5A cont 7.5A peak, and I'm driving all three with a single 2A power supply, and they still go faster than the machine can handle
[17:47:51] <alex4nder> all of this will matter when I start building my spaceship for my solo mission to mars.
[17:48:34] <alex4nder> ReadError: the long and short of all of this is: don't burn down your house.
[17:48:47] <alex4nder> everything else will work and be an engineering tradeoff.
[17:56:09] -!-
sumpfralle [sumpfralle!~lars@31-16-21-63-dynip.superkabel.de] has joined #linuxcnc
[17:59:06] <joe9> my G540 does get very hot.
[17:59:51] <jdhnc> steppers/drivers are not known for efficiency.
[18:00:09] <jdhnc> use the G540 case for reflow work.
[18:00:42] <joe9> jdhnc: haha..
[18:01:06] <alex4nder> joe9: you're also running it right up next to its max spec.
[18:01:13] <ReadError> well
[18:01:17] <ReadError> i got 1 box...
[18:01:19] <ReadError> ;((
[18:01:36] <alex4nder> that sucks
[18:01:48] <alex4nder> did you at least get the table?
[18:04:14] <Connor> jdhnc: Sending the C6 back, C41 should be in tommorrow
[18:04:48] <ReadError> havnt opened it yet
[18:05:31] <IchGuckLive> Leadshine new EM serias out some checkt one jet
[18:10:10] -!-
the-jub [the-jub!~root@cpc10-colc7-2-0-cust57.7-4.cable.virginmedia.com] has joined #linuxcnc
[18:15:08] <FinboySlick> alex4nder: Just watched your spiral milling video... It's so quiet!
[18:15:37] <FinboySlick> Did you put any lubrication/coolant? Or is your cutter ultra-sharp?
[18:16:12] <alex4nder> I used a little bit on the cutter to prevent sticking, but no it's just some crappy HSS cutter I got from china
[18:16:31] -!-
kb8wmc has quit [Read error: Connection reset by peer]
[18:16:45] -!-
isssy [isssy!~isssy@78-83-51-185.spectrumnet.bg] has joined #linuxcnc
[18:17:39] <FinboySlick> alex4nder: I really need to practice more. What RPM?
[18:19:48] <ReadError> damn this is stupid
[18:19:56] <ReadError> 1-8 days for them to 'trace' the package
[18:20:02] <ReadError> we know what address it went to
[18:20:07] <ReadError> just go by and fricken pick it up
[18:20:29] <FinboySlick> ReadError: But then it wouldn't be traced!
[18:20:34] <ReadError> yea
[18:20:36] <ReadError> it will be thrown out
[18:20:37] <FinboySlick> ;)
[18:20:40] <ReadError> or sold for scrap metal by then
[18:20:44] <ReadError> ;(
[18:20:59] <FinboySlick> ReadError: Missing your toys?
[18:21:03] <ReadError> yes ;(
[18:21:12] <FinboySlick> What did you get?
[18:21:15] <ReadError> they sent 1 box to the wrong address
[18:21:17] <ReadError> taig mill
[18:21:34] <FinboySlick> Oh darn... I'd be climbing the curtains.
[18:21:45] <FinboySlick> Especially if it's your first mill.
[18:21:47] <IchGuckLive> By im off B) O.O
[18:21:50] <ReadError> yes ;(
[18:21:53] -!-
IchGuckLive has quit [Quit: ChatZilla 0.9.87 [Firefox 11.0/20120310193829]]
[18:21:57] <ReadError> plus i got everything here
[18:22:01] <ReadError> controller, motors, etc
[18:22:08] <FinboySlick> Everything but the mill.
[18:22:11] <ReadError> and 3 days off :(
[18:22:15] <ReadError> well 1/2 the mill
[18:22:21] <FinboySlick> I feel your pain.
[18:22:26] <ReadError> im not sure which part havnt opened the box yet
[18:22:34] <ReadError> i should probably check..
[18:22:43] <FinboySlick> Had a heck of a time getting mine... And another heck of a time just putting it in place...
[18:22:52] <FinboySlick> And now that it's all set... Well, I don't have time to use it.
[18:23:19] <alex4nder> FinboySlick: that was running at ~3k.. I could have brought the spindle speed up, and increased the feed rate
[18:23:32] <alex4nder> I'm going to try running it at 10k sometime later today
[18:23:40] <FinboySlick> alex4nder: Tricky part for me is that I can't really run below 8k.
[18:23:44] <alex4nder> and hope nothing breaks
[18:23:55] <alex4nder> FinboySlick: what kind of feeds can your machine do?
[18:24:23] -!-
kb8wmc [kb8wmc!~chatzilla@nat.mtp.cmsinter.net] has joined #linuxcnc
[18:25:13] <alex4nder> I'd like to be able to do 60 IPM with aluminum on the taig
[18:25:13] <FinboySlick> alex4nder: It's pretty stiff and smooth (all bearings) so it can move fast, I'm just not experienced enough to push it much. I think I have it set at a max of 120ipm or somesuch. As I mentioned, haven't had time to use it in a while.
[18:25:21] <alex4nder> ah
[18:25:35] <FinboySlick> Hehe, I need to stiffen the floor though.
[18:25:35] <alex4nder> well from what I've seen with my mill, it really "likes" edge milling
[18:25:51] <alex4nder> hogging out stuff with it sucks
[18:26:05] <FinboySlick> Back and forth motion at those kinds of speed sort of resonates with the springyness of the floor and it a bit scary.
[18:26:10] <alex4nder> hah
[18:26:20] -!-
joe9 has quit [Ping timeout: 260 seconds]
[18:26:22] <alex4nder> FinboySlick: the taig is sitting in 180 lbs of concrete
[18:26:31] <alex4nder> it's a small machine
[18:27:02] <FinboySlick> alex4nder: Mine isn't very big either, but it's close to 800lbs with its stand.
[18:27:05] <FinboySlick> And not on concrete.
[18:27:37] <ReadError> FML
[18:27:40] <ReadError> i got the z axis
[18:27:43] <ReadError> how useless
[18:28:59] <FinboySlick> ReadError: Hehe, put it in a vise and make yourself a ghetto cnc drill press.
[18:29:04] <alex4nder> haha
[18:29:15] <alex4nder> ReadError: how was it sent?
[18:29:24] <ReadError> ups
[18:30:47] <jdhnc> so, you you can work to half-a-mil[l]
[18:31:08] <alex4nder> ReadError: how far away is it?
[18:31:13] <alex4nder> like, where was it left?
[18:32:43] <ReadError> ok ok ok cool maybe
[18:32:49] <ReadError> i called the places that shared the address
[18:32:55] <ReadError> found which biz it was sent to
[18:33:02] <ReadError> guys checking to see if its there
[18:33:09] <ReadError> 65 miles away :(
[18:33:32] * ReadError crosses fingers
[18:33:53] <Jymmm> tossed in crusher 5m ago
[18:34:01] <ReadError> :((((((((((
[18:34:08] <ReadError> have postive thoughts man
[18:34:15] <ReadError> my sanity rest on this
[18:34:22] <Jymmm> sold for $10 to the local recycler
[18:34:26] -!-
sumpfralle has quit [Quit: Leaving.]
[18:34:41] <Jymmm> wont show back up for another 3 months
[18:35:53] <FinboySlick> Jymmm: Don't be so mean. I'd be crying in if in his place right now.
[18:36:01] * FinboySlick patpats ReadError
[18:36:09] <Jymmm> FinboySlick: wuss
[18:36:16] <Connor> Why is everyone so insistent on getting Zero Backlash... as long as you have consistent and measurable backlash, you can compensate for it yes?
[18:36:38] <Jymmm> FinboySlick: the vendor could always reship
[18:36:48] <jdhnc> connor: hardware fix is better than sofwaree.
[18:37:15] <alex4nder> ReadError: just go pick it up yourself
[18:37:50] <ReadError> yea hes gonna make sure its there and call me back
[18:37:58] <ReadError> Jymmm: i ordered it 4/3/12 ;(
[18:38:04] <ReadError> ive already been waiting a long time
[18:38:15] <Connor> I have around .006" in the X, which is about what I had before the conversion.. I've yet to adjust the gibs or the nut.
[18:39:13] <jdhnc> Connor: if the SW compensation isn't exact or symmetrical, you get stacked up errors after dir changes.
[18:40:28] <djdelorie> jdhnc: if you specify symmetrical backlash, do you avoid the stackup ?
[18:40:57] <Connor> Yea. I'll tighten everything up and throw my DTI on it and measure it. I've been getting a "squeal" or creek at high speeds... even when manual sometimes.. I think I need to oil the ways or screw.. which I've done, but, maybe not in the correct place..
[18:41:44] <jdhnc> djdelorie: I don't know if you can specify +/- backlash compensation. I meant physical backlash
[18:41:54] <djdelorie> ah. Mine is symmetrical anyway
[18:42:08] <djdelorie> or at least "symmetrical enough"
[18:42:32] <jdhnc> I have mine set to 0.004 on one axis, but it doesn't measure the same
[18:42:42] -!-
phantoxe [phantoxe!~destroy@a95-92-89-24.cpe.netcabo.pt] has joined #linuxcnc
[18:43:36] <Connor> jdhnc: What do you mean ?
[18:43:39] <djdelorie> I put a dial indicator on it and jog +- 0.1" since my dial is 0.1" per rotation
[18:44:08] <jdhnc> that could be affected by scaling.
[18:44:41] <jdhnc> if you set the jog to 0.001" and hit the jog button. How many times do you have to jog before it moves 1thou (after swapping direction)
[18:44:48] <djdelorie> if I jog multiple times in the same direction, it's dead on
[18:45:09] <djdelorie> hmmm... didn't test that way
[18:45:19] <jdhnc> jog right 1inch. set up the indicator to zero, jog left .001 at a time, how many times do you have to jog
[18:45:56] <jdhnc> your test would just show that the lash was symmetrical
[18:46:00] <djdelorie> good idea, I'll test that next time I have time in the shop
[18:46:45] <Connor> okay, so, what relay can handle 10Amp at 90v ? I need 1 or 2 for Spindle Direction.. also would like to throw a fuse on the DC side, but, what do you use? PSU is 48v 12.5 amps
[18:48:31] <djdelorie> Connor: lots. Go to digikey, search for "power relay", select all "contact rating" 10A and higher, and all "switching voltage" 90v and higher, and a suitable coil voltage
[18:49:08] <Connor> most relays I find, always have 12v, 24v, 120v rating for the contacts..
[18:49:42] <Jymmm> contactor, any HVAC supply
[18:50:02] -!-
mhaberler [mhaberler!~mhaberler@195.191.253.94] has joined #linuxcnc
[18:50:29] <djdelorie> digikey has plenty with 90VDC or higher ratings
[18:50:35] <Connor> My fear is, it's going to be a HUGE relay and not be able to fit it inside the existing speed control box.
[18:51:25] <djdelorie> http://search.digikey.com/us/en/products/G5LE-1%20DC5/Z1014-ND/280368 ?
[18:51:52] <djdelorie> smaller than that, you'd probably need a custom solid state relay
[18:53:04] <Connor> need DPDT but, that's not a bad size.
[18:54:08] <djdelorie> maybe what you really want is an H bridge?
[18:56:44] -!-
gambakufu has quit [Ping timeout: 265 seconds]
[18:57:04] <ReadError> AWWWW YEA
[18:57:09] <ReadError> goin to go pick it up ;))))
[18:57:17] * ReadError is greatful for nice people
[18:57:25] <djdelorie> ReadError is gone...
[18:57:41] <alex4nder> nice
[18:58:10] <ReadError> out like a light bulb
[18:58:16] <ReadError> zoom zooom zoooommm
[18:58:18] -!-
Thetawaves [Thetawaves!~Thetawave@7-139-42-72.gci.net] has joined #linuxcnc
[18:58:24] * FinboySlick wonders if that was a J-Roc
[18:58:48] * Jymmm calls and has the ship it to NY, pickup in 5 minutes
[18:59:12] -!-
sumpfralle [sumpfralle!~lars@31-16-21-63-dynip.superkabel.de] has joined #linuxcnc
[18:59:12] <Jymmm> ReadError: You have 4m40s to get there, annnnnd GO!
[19:00:27] -!-
gambakufu [gambakufu!~mooznach@bzq-82-81-13-151.red.bezeqint.net] has joined #linuxcnc
[19:00:37] -!-
Himanshu_ [Himanshu_!74cb3a13@gateway/web/freenode/ip.116.203.58.19] has joined #linuxcnc
[19:02:14] * archivist has worn out feet from the long walk around the mach machine tool show
[19:04:48] <Thetawaves> pictures!
[19:06:26] <FinboySlick> Moving youtube pictures!
[19:06:44] <archivist> mostly too busy walking so I only took pics of an early sliding head lathe that was on the Tornos stand
[19:07:15] <archivist> rest of the images are stored inside rear of skull :)
[19:08:09] <archivist> The Ctitizen and Renishaw stands are upsetting....cannot afford the toys
[19:11:40] <A0Sheds> anybody seen JT-Shop lately?
[19:12:12] -!-
davec_ has quit [Ping timeout: 260 seconds]
[19:13:21] -!-
Himanshu_ has quit [Ping timeout: 245 seconds]
[19:13:39] <Connor> Hey guys.. Question, Acceptable amount of marring on vice jaws?
[19:14:29] <archivist> depends
[19:14:35] <Connor> I did something stupid. I mounted a oldham coupler hub in the vise to tap it. I didn't realize the the tap was larger than the width of the tabs and it dug into the jaws a little.. not very much.. but, it's visable.
[19:15:02] <archivist> war wound
[19:15:08] <djdelorie> now you have a serrated chuck :-)
[19:15:37] <Connor> Well.. I can't tell if it's just a cut, or if it's dinged or raised the surface..
[19:15:37] <Jymmm> isn't that why they have replaceable jaws?
[19:15:41] <Connor> I can live with a cut..
[19:15:47] <djdelorie> if it bothers you, fill it with a suitable epoxy, file it flat, and move on...
[19:16:17] <A0Sheds> is there a ballscrew + stepper + drive kit for bridgeports?
[19:16:27] <A0Sheds> i can find all the parts
[19:16:40] <A0Sheds> I'm just looking for one stop shopping
[19:16:55] <Connor> I already put a gash into the table with a saw saw first few days of having it... was cutting some CRS mounted in the vise.. went about 1/16" into the table.. on one of the T-Slots
[19:18:07] <Connor> I'm getting OCD or Anial about things the older I get..
[19:18:19] <mazafaka> Vice jaws should not be marred too much and must squeeze and keep the detail as it is intended.
[19:19:04] <Connor> I looked on Shars for replacement jaws and didn't find any..
[19:19:08] <Connor> it's a 5" from Shars.
[19:19:33] <djdelorie> you own a mill, make your own jaws :-)
[19:19:49] <Connor> djdelorie: Umm.. Hardened ?
[19:19:54] <Jymmm> ok, who wants to take bets on how fast ReadError can go pick up his toy and be back AND if he gets a speeding ticket or not?
[19:20:01] <djdelorie> ok, you have to own fire too then :-)
[19:20:34] <Connor> and precision ground?
[19:21:39] e-ndy is now known as
e-ndy|gone
[19:21:43] <djdelorie> picky picky picky ;-)
[19:22:29] e-ndy|gone is now known as
e-ndy|afk
[19:24:27] <mrsun> 3hmm, repraps, do they produce gcode for the extrusion stuff?
[19:24:36] <mrsun> or do they do their own system ? :)
[19:26:13] <A0Sheds> http://chicago.craigslist.org/chc/tls/2956114591.html gorton mastermill , anybody familiar with them?
[19:26:59] <mrsun> looks almost like the one at my old work
[19:27:04] <mrsun> dont know the brand of that one tho
[19:27:13] <mrsun> head etc looks almost exactly the same
[19:27:19] <mrsun> the knee is a bit different
[19:27:50] <A0Sheds> looks like R8 tooling
[19:28:51] -!-
olivius67 [olivius67!~olive@rob67-2-82-242-209-250.fbx.proxad.net] has joined #linuxcnc
[19:33:52] <olivius67> Hi there
[19:34:00] <Jymmm> Is there a specia name for the type of fittings that would allow you to put a spigot on the side of a bucket or pan? They have a curve to them to have a better seal.
[19:36:16] <jdhnc> a thick gasket.
[19:36:28] <olivius67> I have just installed LinuxCNC from the Live CD, however each time I start linuxcnc the program craches right after clicking "Ok" in the configuration selector
[19:36:53] <olivius67> Here is the log:
http://pastebin.com/Dys8iJJJ
[19:36:53] <Jymmm> olivius67: start from terminal and it should show any error messages
[19:36:57] <A0Sheds> bulkhead fitting?
[19:37:28] <jdhnc> olivius: has it ever worked?
[19:37:51] <olivius67> jdhnc: never tried linuxcnc before
[19:38:07] <olivius67> i launch the program, select a config click ok, and then it crashes
[19:38:17] <jdhnc> weird hardware? apic disabled?
[19:38:17] <Jymmm> No, these actually have a curve built into them to things link round tanks, buckets, etc
[19:38:24] <Jymmm> olivius67: start from terminal and it should show any error messages
[19:38:36] <olivius67> Jymmm: trying now
[19:40:26] <jdhnc> RTAI[hal]: ERROR, LOCAL APIC CONFIGURED BUT NOT AVAILABLE/ENABLED.
[19:41:00] <olivius67> Jymmm:
http://pastebin.com/i0tJk3wp
[19:41:36] <jdhnc> you are just running a sim?
[19:42:51] <olivius67> I don't know, I'm just picking a random config to have a look at the program
[19:43:16] <jdhnc> did you pick a random simulation only config?
[19:43:51] <olivius67> I picked sim->axis->axis
[19:44:11] <olivius67> but it seems to crash whatever config I choose
[19:49:03] <Jymmm> This is NOT what I was looking for, but pretty interesting...
http://www.aquaticeco.com/subcategories/829/Uniseals
[19:51:07] -!-
martinst [martinst!~martin@p5DCBC3C9.dip0.t-ipconnect.de] has joined #linuxcnc
[19:51:18] <olivius67> Nobody can help?
[19:52:03] <jdhnc> oliv: in dmesg, is the apic error the first thing after you start linuxcnc/
[19:54:20] -!-
fliebel has quit [Remote host closed the connection]
[19:54:21] <olivius67> jdhnc: yes
[19:55:52] <jdhnc> apic disabled perhaps?
[19:56:05] <jdhnc> did you add any command line switches to the boot?
[19:56:42] <olivius67> nothing as far as I know, i just used the default install from the live CD
[19:57:05] -!-
andypugh [andypugh!~andy2@cpc2-basl1-0-0-cust639.basl.cable.virginmedia.com] has joined #linuxcnc
[19:57:09] <A0Sheds> anyone know a good source for a winder? For spooling wire or filament. Something with a DC servo and a sensor for tension.
[19:58:19] <olivius67> jdhnc: how can I check that APIC is working properly on my machine?
[20:00:11] <jdhnc> dmesg | less, look for apic info at the top
[20:00:34] <jdhnc> old computer?
[20:01:17] <andypugh> A0Sheds: I think tension == current with a DC servo, so you might be able to measure the tension indirectly.
[20:06:55] <olivius67> jdhnc: not that old, but not recent definitely => Dell Inspiron 8600
[20:07:08] <olivius67> checking dmesg...
[20:07:33] -!-
WalterN has quit [Read error: Connection reset by peer]
[20:10:27] <A0Sheds> andypugh: yes you can, but you generally use an external sensor on a dancer or idler for finer sensing
[20:11:43] <andypugh> A sprung arm and an encoder is probably the easiest way to get the tension data into LinuxCNC, if that is the plan.
[20:11:48] <jdhnc> oliv: is it a laptop?
[20:12:19] <A0Sheds> I can build one, just looking for off the shelf
[20:13:05] <jdhnc> oliv: dmesg | grep -i apic
[20:13:20] <jdhnc> see if there is a line that says something like "not enabling local apic"
[20:13:36] <olivius67> http://pastebin.com/RwiVRsUM
[20:13:51] <A0Sheds> http://www.youtube.com/watch?v=ntRhDa_1N6k take up winder for tape
[20:14:12] <jdhnc> oliv: add lapic to the boot params
[20:15:01] <olivius67> how do I do that?
[20:15:56] <jdhnc> reboot, when grub starts up hit escape, pick the edit menu, add lapic to the kernel line.
[20:16:13] <Jymmm> olivius67: is this a laptop?
[20:16:19] <olivius67> yes laptop
[20:16:20] <jdhnc> if that fixes it, you can make it perm. but I've never heard anything good about linuxcnc on a laptop
[20:17:19] <olivius67> ok, rebooting... brb
[20:17:31] -!-
olivius67 has quit [Quit: Ex-Chat]
[20:17:55] <A0Sheds> Is anyone else using LinuxCNC to control machines outside of machine tools?
[20:19:47] <djdelorie> it occurs to me that a transformer winding tool would be trivial...
[20:20:49] <A0Sheds> http://www.ebay.com/itm/Computer-Programmable-Coil-Wire-Winding-Machine-New-Made-USA-/370558502130?pt=LH_DefaultDomain_0&hash=item56470204f2
[20:20:57] <A0Sheds> the price is just silly
[20:21:27] <djdelorie> 55 AWG though!
[20:21:28] -!-
olivius67 [olivius67!~olive@rob67-2-82-242-209-250.fbx.proxad.net] has joined #linuxcnc
[20:21:47] <olivius67> jdhnc / Jymmm:
http://pastebin.com/bnJzR69i
[20:21:52] <olivius67> it worked! :-)
[20:21:57] <olivius67> thx guys :-)
[20:22:40] -!-
bedah has quit [Quit: bye]
[20:22:45] <A0Sheds> http://www.ebay.com/itm/computer-cnc-automatic-coils-winder-winding-machine-US1-/170709522628?pt=LH_DefaultDomain_0&hash=item27bf1498c4
[20:22:56] <A0Sheds> US $1,218.00
[20:24:37] <djdelorie> but a cheap stepper on linuxcnc, with suitable acceleration curves and some parameter tweaking, done!
[20:25:07] <djdelorie> tell hal it's 1 turn per inch, you can just type in the number of turns you want...
[20:26:17] <A0Sheds> yeah
[20:27:53] <A0Sheds> and add a second axis to control the position of the filament on the spool
[20:28:19] <djdelorie> yup, and a wire tension feedback, and now we're really getting into the overkill zone...
[20:28:28] <A0Sheds> 1 turn, is 1 thickness of the filament
[20:28:41] <A0Sheds> well this actually for an extruder
[20:28:49] <A0Sheds> so tension is critical
[20:30:00] <A0Sheds> it's closed loop back to the extruder motor
[20:32:10] <andypugh> I thought about using my mill to wind my brushless motor. I had an idea based round a bent tube free to rotate in the spindle, with the wire coil at the top of the spindle. In the end I did it by hand though.
[20:38:01] -!-
mozmck has quit [Quit: Leaving.]
[20:38:22] -!-
olivius67 has quit [Quit: Ex-Chat]
[20:39:09] -!-
mozmck [mozmck!~moses@client-74.117.92.175.dfwtx.partnershipbroadband.com] has joined #linuxcnc
[20:41:18] -!-
martinst has quit [Quit: Leaving]
[20:41:19] -!-
kb8wmc has quit [Ping timeout: 246 seconds]
[20:41:48] -!-
joe9 [joe9!~joe9@c-24-99-80-97.hsd1.ga.comcast.net] has joined #linuxcnc
[20:41:49] <A0Sheds> andypugh, how did that motor project go? Still in the works?
[20:42:12] <A0Sheds> I recall the PCB's getting reworked
[20:42:20] <A0Sheds> lost track after that
[20:48:22] -!-
A0Sheds has quit [Ping timeout: 276 seconds]
[20:50:00] -!-
vladimirek has quit [Remote host closed the connection]
[20:51:55] <joe9> djdelorie: this is what the heekscad website says: I don't have time to administer HeeksCAD properly and I suggest for a more active project you look at FreeCAD.
[20:52:11] <joe9> djdelorie: is heekscad very different from heekscnc?
[20:52:14] <djdelorie> I couldn't get freecad working
[20:52:24] <djdelorie> heekscnc is heekscad plus some add-ons
[20:52:26] <alex4nder> freecad has some rockin' bugs
[20:52:47] <djdelorie> the add-ons come with heekscad, though.
[20:52:48] <Thetawaves> alex4nder, yeah, i can easily get it to crash
[20:52:51] <Thetawaves> but it does the job
[21:00:37] -!-
micges has quit [Quit: Leaving]
[21:02:44] <ssi> anyone been able to build freecad on osx?
[21:03:15] -!-
A0Sheds [A0Sheds!~ly@unaffiliated/l84supper] has joined #linuxcnc
[21:07:12] -!-
FinboySlick has quit [Quit: Leaving.]
[21:07:49] -!-
kb8wmc [kb8wmc!~chatzilla@nat.mtp.cmsinter.net] has joined #linuxcnc
[21:10:51] <DJ9DJ> gn8
[21:10:56] -!-
DJ9DJ has quit [Quit: bye]
[21:13:17] -!-
adb [adb!~adb@178-211-226-40.dhcp.voenergies.net] has joined #linuxcnc
[21:18:20] -!-
ReadPhone [ReadPhone!~anonymous@194.sub-174-237-68.myvzw.com] has joined #linuxcnc
[21:18:31] <ReadPhone> got if woot
[21:18:40] <alex4nder> nice
[21:18:41] <alex4nder> congrats
[21:18:43] <ReadPhone> it
[21:18:48] <ReadPhone> ;)
[21:18:51] <ReadPhone> ty
[21:18:56] <djdelorie> and "it" is?
[21:19:11] <ReadPhone> i should get ups to refund my shipping and gas
[21:19:23] <ReadPhone> those bums
[21:19:25] <alex4nder> now the setup begins
[21:19:32] <djdelorie> only the sender can do that
[21:20:30] <ReadPhone> well they can get ups to refund them then me
[21:20:51] -!-
WalterN [WalterN!~walter@host-174-45-122-145.bzm-mt.client.bresnan.net] has joined #linuxcnc
[21:21:09] <alex4nder> I think I might pull the trigger on the CNC lathe conversion for my mill
[21:21:11] -!-
erasmo has quit [Read error: Connection reset by peer]
[21:21:46] <alex4nder> so tempting
[21:21:54] <Loetmichel> THAT was a tight fit... and an ugly one... but i got the Industrial computer inside the base of the router ;-)
[21:21:59] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=13110
[21:22:00] <alex4nder> hah
[21:22:04] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=13113
[21:22:08] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=13116
[21:22:41] <alex4nder> that's quite a shoehorn
[21:22:53] <Loetmichel> have to do some beck panel with IEC C13 plug and sockets though
[21:23:48] <Loetmichel> alex4nder: yeah, 1nn ABS between the Buts of the Linear ways and the backplane PCB, and the SBC sits pressfit on the other side
[21:23:53] <Loetmichel> 1mm
[21:24:08] -!-
ReadPhone has quit [Remote host closed the connection]
[21:24:31] <djdelorie> 1nn == one nano-neener :-)
[21:25:06] <djdelorie> one three-billionth of a "NEENER NEENER NEENER" :-)
[21:26:04] <Loetmichel> NUts
[21:26:06] <Loetmichel> not buts
[21:26:13] <Loetmichel> ists late over here ;.-)
[21:26:14] -!-
micges_atom [micges_atom!~toudi@ddx180.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[21:26:19] <Loetmichel> (23:26)
[21:28:29] <djdelorie> that's not late, that's just millilate.
[21:35:15] <andypugh> ssi: Not any more, now that it seems to need a 64-bit processor.
[21:40:08] <ssi> andypugh: interesitng
[21:43:13] -!-
andypugh has quit [Quit: andypugh]
[21:46:04] -!-
micges_atom [micges_atom!~toudi@ddx180.neoplus.adsl.tpnet.pl] has parted #linuxcnc
[21:46:25] -!-
isssy has quit [Read error: Connection reset by peer]
[21:47:49] <elmo40> a wee bit off topic... but I was wondering if anyone has a colour laser working with Linux. I have had a few mono lasers work but never tried a colour one.
[21:48:32] <alex4nder> like, a printer?
[21:52:07] <djdelorie> all my laser printers are color, and they all work with linux...
[21:52:55] <djdelorie> then again, I specifically buy printers based on linux support, so I'm biased :-)
[21:53:10] -!-
Fox_Muldr has quit [Ping timeout: 265 seconds]
[21:54:40] -!-
Fox_Muldr [Fox_Muldr!quakeman@frnk-4d01d432.pool.mediaWays.net] has joined #linuxcnc
[21:57:00] <alex4nder> print is dead.
[21:58:15] <djdelorie> but it's really hard to spray-glue a PDF to wood
[21:59:01] <ReadError> hmmm
[21:59:10] <ReadError> so ups cant refund my shipping you think?
[21:59:17] <ReadError> the address on the box is right
[21:59:22] <ReadError> they digitized it for their system
[21:59:29] <ReadError> and still gave it to the wrong place
[21:59:30] <elmo40> djdelorie: well? what are the printers? ;)
[22:00:00] <djdelorie> ReadError: it's up to the sender to contact UPS and file a claim, that's all.
[22:00:34] <djdelorie> elmo40: these days, most of what I print ends up glued to a chunk of wood that I'm trying to cut a pattern out of
[22:00:47] <ReadError> USPS is saying my a2z order should be here tomorrow ;o
[22:00:56] <ReadError> why is all this stuff i got packed in oil
[22:01:04] <ReadError> i pulled the machinst square out
[22:01:08] <ReadError> got covered in it
[22:01:13] <ReadError> i realize its to prevent rust
[22:01:19] <djdelorie> shipping grease.
[22:01:24] <ReadError> but even these 1-2-3 blocks have it
[22:01:31] <ReadError> and they are aluminum i thought?
[22:04:04] <Jymmm> Never
[22:04:15] -!-
FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[22:05:15] <ReadError> oh they would deform easy i guess
[22:05:32] <ReadError> yea they are pretty heavy so steel for sure
[22:05:32] -!-
syyl has quit [Quit: Leaving]
[22:06:50] <djdelorie> elmo40: HP color laserjet CP2025 is what I have now
[22:07:11] <elmo40> thnks. was looking at that one ;) Staples carries it
[22:07:49] <Jymmm> djdelorie: sucks up the toner?
[22:08:11] <djdelorie> not really
[22:08:23] <djdelorie> I spend a LOT less in toner than I ever did in ink
[22:08:26] <Jymmm> heh, I'l tak e that as a yes
[22:08:58] <djdelorie> if you want to take a "no" as a "yes", I won't stop you, but that's not what I said ;-)
[22:14:02] <Jymmm> toner != ink
[22:16:43] <djdelorie> of course toner isn't ink. What's your point?
[22:18:11] -!-
sumpfralle1 [sumpfralle1!~lars@31-16-21-63-dynip.superkabel.de] has joined #linuxcnc
[22:20:29] -!-
sumpfralle has quit [Ping timeout: 260 seconds]
[22:20:55] <ReadError> im still very confused about what to go with all these different motor configurations
[22:22:50] <alex4nder> ReadError: they give you the power to optimize different strengths of the stepper motor
[22:23:58] <djdelorie> ReadError: what do you have for a motor power supply? Volts and amps ?
[22:24:38] <djdelorie> and which driver module?
[22:24:57] <alex4nder> ReadError: my answer is half winding bipolar
[22:25:17] <alex4nder> ReadError: you'll have something like 200 oz/in.. you'll be within your current limit of the G540, and you'll optimize for speed
[22:25:27] <ReadError> 48V @ 12.5A
[22:26:56] <ReadError> ok that sounds good
[22:27:19] <ReadError> http://www.kelinginc.net/KL23H276-30-8B.pdf
[22:27:25] <ReadError> so i would use Blue/Red
[22:27:35] <ReadError> and black/brown?
[22:27:58] <ReadError> and not blue/green?
[22:30:18] <djdelorie> you could just try them all and see what works for you. Speed vs torque, etc.
[22:30:19] <alex4nder> blue/red and brown/black, and tuck away yellow/green and orange white
[22:30:38] <alex4nder> or you could do that
[22:30:56] <alex4nder> or you could do what joe9 is doing
[22:31:08] <ReadError> well you been doing this for a bit so i will go with that
[22:31:15] <ReadError> since they are a bit overpowered
[22:31:18] <alex4nder> right, but I don't have your exact motors
[22:31:22] <alex4nder> so keep that in mind
[22:31:37] <ReadError> understandable, you have the 172oz?
[22:31:43] <alex4nder> but even with your motors in half bipolar, they have a higher holding torque than my maximum
[22:31:51] <alex4nder> 166, but I think in half winding it's like really 120
[22:32:03] <djdelorie> 48v is about right per phase, I wouldn't do series, I'd try bipolar parallel first, you just won't be driving the motors to the max but you'll be using all available gecko power
[22:32:12] <ReadError> and the benefit to half winding is more control?
[22:32:23] <alex4nder> lower inductance
[22:32:36] <ReadError> more feedback?
[22:32:39] <alex4nder> no
[22:32:47] <alex4nder> it's an openloop system
[22:33:01] <alex4nder> and djdelorie is right, bipolar parallel would use "all" of your Gecko 540
[22:33:09] <alex4nder> but you'll also be able to fry an egg on it
[22:33:11] <ReadError> well i dont want to make it super hot
[22:33:21] <ReadError> i can always change it up later
[22:33:24] <alex4nder> I think it's pointless.. you don't need that holding torque
[22:33:30] <djdelorie> and since the voltage is the same, inductance is mostly irrelevent, you just hit max current sooner if you have more phases working
[22:33:39] <ReadError> why do the spec sheets say such a low voltage?
[22:33:55] * djdelorie wonders if driving only one coil results in off-center torque inside the motor...
[22:34:17] <djdelorie> ReadError: continuous voltage, not peak
[22:34:38] <djdelorie> if you have current control in your controller, you go by rated current instead
[22:34:45] <alex4nder> djdelorie: if it did, then unipolar would be a very common pathological case
[22:34:58] <djdelorie> good point
[22:35:44] -!-
psha has quit [Quit: Lost terminal]
[22:36:04] <alex4nder> ReadError: you going to mock up your steppers on a bench before you install them?
[22:36:16] <ReadError> yup
[22:36:23] <alex4nder> good man
[22:36:35] * djdelorie thinks torque will depend on total current, not per-phase current... 3.5 amps through two phases is more torque than 3.0 amps through one, and you get there faster with the same voltage
[22:37:06] <djdelorie> putting the phases in parallel reduces the effective inductance the driver sees, so it hits peak current faster
[22:37:12] <ReadError> i was really hoping to do the build up inside this ATX case
[22:37:17] <ReadError> but if you think noise would be an issue
[22:37:21] <ReadError> i need to get a box
[22:37:38] <djdelorie> my EE profs would be happy I'm finally using all that crud they stuffed into my brain...
[22:38:23] -!-
skunkworks__ [skunkworks__!~chatzilla@wsip-174-76-136-99.tu.ok.cox.net] has joined #linuxcnc
[22:38:25] <alex4nder> ReadError: test it
[22:38:35] <alex4nder> everyone of these CNC rigs is like a beautiful snowflake
[22:38:41] <djdelorie> ReadError: first time through, just put everything right on the table, wires everywhere, and see how it works
[22:39:05] -!-
asdfasd has quit [Ping timeout: 265 seconds]
[22:39:23] <ReadError> yea but to mod the case i need to pull everything out and cut holes
[22:39:29] <ReadError> rather avoid it if it could cause issues
[22:39:55] <alex4nder> my plan is to keep the G540 as near to the steppers as possible
[22:40:03] <djdelorie> Like I told joe9, CUT STUFF! Worry about details later :-)
[22:40:13] <alex4nder> haha
[22:40:14] <alex4nder> yes
[22:40:17] <alex4nder> please cut some stuff
[22:40:23] <alex4nder> you got the manual handles right?
[22:40:29] <ReadError> nope
[22:40:31] <alex4nder> wut
[22:40:34] <ReadError> a2z kinda screwed me on that
[22:40:43] <ReadError> told me it would be a month
[22:40:47] <alex4nder> that sucks
[22:40:50] <ReadError> when they said on ebay 2 in stock ;(
[22:40:50] <alex4nder> is taig just out of them or something?
[22:40:52] <ReadError> yea
[22:40:55] <alex4nder> lame
[22:40:58] <ReadError> but
[22:41:02] <ReadError> i can put knobs on the steppers
[22:41:07] <alex4nder> you'd figure someone at taig would have a lathe and a mill or something
[22:41:13] <ReadError> lol
[22:41:15] <ReadError> yea
[22:42:10] <djdelorie> round bits of plywood? ;-)
[22:42:44] <ReadError> dont have a good way of installing a setscrew
[22:42:51] <ReadError> but radioshack sells knobs i think
[22:42:55] <ReadError> all with 1/4"
[22:46:56] <alex4nder> I like djdelorie wood idea
[22:47:03] <alex4nder> 's
[22:47:32] <ReadError> how would i get a setscrew not to strip out instantly?
[22:47:55] <ReadError> unless i cut a slot for a nut..
[22:47:59] <ReadError> which could work
[22:48:57] <alex4nder> actually ducttape and two vise grips would be rad too
[22:49:27] <Tom_itx> yeah, leave the vice grips on while it's running
[22:50:19] <alex4nder> separate your vices and your vises.
[22:50:26] <alex4nder> unless you have vice gripes.
[22:50:38] <alex4nder> in which case, you may be arrested.
[22:50:58] <r00t4rd3d> there is a popular song on the radio, sounds like 2 uk people , male/female, slower song, name it
[22:51:01] <Tom_itx> by the vice squad?
[22:51:13] <alex4nder> yes
[22:51:21] <alex4nder> r00t4rd3d: you're confusing us for an iPhone app
[22:51:37] <djdelorie> ReadError: drill a 7/32" hole and just screw it on, should be enough.
[22:52:04] <djdelorie> or cram it on, to the shaft I mean
[22:52:21] <ReadError> man
[22:52:24] <ReadError> screwed again
[22:52:38] <ReadError> only 1 db9 connector
[22:52:40] <ReadError> ;(
[22:52:45] <ReadError> i think i got some around here
[22:52:46] <djdelorie> or: get a stick. Drill a 1/4" hole in each end. Glue a dowel in one, cut a slot from the end to the hole on the other. A wood screw across the slot clamps it onto the shaft
[22:53:04] <alex4nder> and don't forget that the Radio Shack in Bedrock closes at sundown.
[22:53:22] <djdelorie> see
http://www.delorie.com/photos/cnc/img_2530.html and note the screw head just to the left of the slot
[22:53:26] * Tom_itx gets barney and heads out
[22:53:59] <djdelorie> better photo:
http://www.delorie.com/photos/cnc/img_2558.html
[22:54:26] <alex4nder> welcome to djdelorie's Amish tooltime
[22:54:33] <alex4nder> where everything is better when made out of wood
[22:55:06] <djdelorie> wood is cheap and easy to work with, and it bends without deforming, and the screws won't come out just because of vibration
[22:55:16] <alex4nder> I'm not hating
[22:55:24] <djdelorie> you could make a similar handle out of aluminum I suppose
[22:55:30] <alex4nder> I'm building two wooden cones right now, to help a ham radio friend build a tube amp
[22:55:33] <Tom_itx> granite
[22:55:36] <djdelorie> I just have a big wood shop to work with :-)
[22:55:40] <Tom_itx> polished
[22:55:50] <alex4nder> he could make granite epoxy handles
[22:55:57] <alex4nder> cast in aluminum foil molds
[22:56:08] <djdelorie> cast epoxy into foam molds :-)
[22:56:15] <alex4nder> cast concrete into foam molds
[22:56:21] <alex4nder> using mortar mix
[22:56:25] <djdelorie> harder to tap concrete for set screws
[22:56:31] <Tom_itx> or any type of mortar
[22:56:37] <Tom_itx> ask jt he probably has one
[22:56:38] <alex4nder> professionals poor inserts into the concrete
[22:56:55] <djdelorie> wax up some all-thread and cast it in place, then unscrew it?
[22:57:11] <alex4nder> you better be good with your mix
[22:57:21] <alex4nder> I was thinking more nuts
[22:57:26] <alex4nder> djdelorie:
http://www.andern.org/alexander/images/taig/taig_in_concrete.jpg <- I showed you that right?
[22:57:44] <alex4nder> he stainless drain was glued to the foam mold
[22:57:45] <djdelorie> yup. I don't see any concrete handles on that, though... ;-)
[22:57:58] <djdelorie> cool
[22:58:33] <Tom_itx> how much is that size taig?
[22:58:40] <alex4nder> in dollars or pesos?
[22:58:43] <alex4nder> or
[22:58:48] <Tom_itx> quid
[22:58:53] <Tom_itx> shillings
[22:58:59] <Jymmm> Yen
[22:59:05] <alex4nder> something like $1200
[22:59:08] <djdelorie> kilograms
[22:59:15] <Jymmm> and the sink?
[22:59:17] <Tom_itx> doesn't look any bigger than my sherline
[22:59:17] <alex4nder> joe9 and ReadError are going through the price pain
[22:59:31] <alex4nder> Tom_itx: it's definitely beefier than the sherline
[22:59:38] <alex4nder> less elegant too
[22:59:42] <Tom_itx> if i had it to do over.....
[22:59:58] <alex4nder> sherline: variable speed DC motor.. taig: motor out of someone's A/C unit.
[23:00:04] <ReadError> http://deepgroove1.com/tagsherline/sherlinetaigcomparison.htm
[23:00:04] <Tom_itx> heh
[23:00:08] <ReadError> saw that and was sold
[23:00:23] <alex4nder> yah, but deepgroove is a taig dealer
[23:00:29] <Tom_itx> i've had mine a long time
[23:00:43] <alex4nder> ReadError: actually, that's a pretty legit comparison
[23:00:51] <alex4nder> Jymmm: I made the sink
[23:00:59] <alex4nder> with my own two hands
[23:01:03] <alex4nder> (and a lot of glue and foam)
[23:01:05] <Tom_itx> no feet?
[23:01:35] <Tom_itx> what's it weigh?
[23:01:40] <Jymmm> foam?
[23:01:55] <alex4nder> yes, the mold was made from foa
[23:01:55] <alex4nder> m
[23:02:13] <Jymmm> what material did you mold?
[23:02:17] -!-
pfred1 [pfred1!~pfred1@unaffiliated/pfred1] has joined #linuxcnc
[23:02:22] <Tom_itx> that thing is way too clean
[23:02:28] <alex4nder> it's 3/4" aggregate concrete
[23:02:44] <alex4nder> just some 5000 PSI quikrete
[23:02:51] <Jymmm> alex4nder: and fiberglass wouldn't be eaiser/lighter?
[23:02:59] <alex4nder> fiberglass what?
[23:03:05] <Tom_itx> kevlar
[23:03:17] <alex4nder> make the basin out of fiberglass?
[23:03:17] <Jymmm> fabric
[23:03:20] <pfred1> Tom_itx what do you want it bulletproof?
[23:03:33] <Jymmm> alex4nder: yes
[23:03:38] <Tom_itx> pfred1 in case you forget to bolt something down
[23:03:43] <alex4nder> Jymmm: I already had a urethane one, and I thought it sucked
[23:03:51] <pfred1> one of what?
[23:03:53] <Jymmm> k
[23:03:56] <alex4nder> it would vibrate, and didn't provide decent mounting
[23:04:04] <Jymmm> alex4nder: ah ok
[23:04:04] <ReadError> http://www.charter-controls.com/uploads/G540_REV4_MANUAL_V2.pdf
[23:04:06] <Jymmm> pfred1: sink
[23:04:11] <ReadError> does it matter which is A+/A- ?
[23:04:19] <Tom_itx> of course
[23:04:32] <ReadError> figured
[23:04:32] <alex4nder> ReadError: you mean which half to use?
[23:04:36] <ReadError> but they dont specify
[23:04:42] <ReadError> well the motors, have A+/A-
[23:04:46] <djdelorie> if you get it wrong, it just turns the other way
[23:04:49] <ReadError> the g540 just has A and B
[23:05:07] <Tom_itx> better return the drive for one that has A and B then
[23:05:10] <ReadError> so i can use 9/7 for +
[23:05:10] <alex4nder> ReadError: you looking at the datasheet?
[23:05:13] <pfred1> fiberglass sinks are a little chinzy
[23:05:21] <ReadError> and 8/6 for -
[23:05:37] <ReadError> ya i got both open
[23:05:38] * pfred1 has a cast iron kitchen sink a kohler
[23:05:39] <alex4nder> ReadError: look at the picture on the G540.. see the coil?
[23:05:44] <ReadError> yup
[23:06:05] <alex4nder> ReadError: wire blue and red to one "coil", and brown black to the other "coil"
[23:06:15] <pfred1> A+/A- is bipolar right?
[23:06:15] <alex4nder> make them consistent
[23:06:25] <ReadError> ah so long as i use the same for both
[23:06:32] <ReadError> i should be good, just keep them consistent
[23:06:35] <Tom_itx> why the 540 over a handfull of 203v
[23:06:36] <ReadError> and i might have to reverseit
[23:06:41] <pfred1> isn't there a way to wire a unipolar motor half coil so it runs in bipolar mode?
[23:06:45] <alex4nder> pfred1: it's the "top" and "button" of the unipolar wiring.. he only needs half
[23:07:02] <alex4nder> so he needs A+ and Red
[23:07:21] <alex4nder> because he's not doing a 'common'
[23:07:29] * djdelorie wonders if my three-phase drive can drive a stepper...
[23:07:40] <pfred1> if it is a 3 phase motor
[23:07:49] <pfred1> 2 and 5 are the most common
[23:07:54] <Jymmm> djdelorie: Yes, but only 1/3rd of the way
[23:08:05] <djdelorie> I mean, one output is common, the other two go to a bipolar setup
[23:08:19] <pfred1> bipolar is only 4 leads
[23:08:22] <djdelorie> it should work as long as you don't need one coil full + while the other way is full - at the same time
[23:08:22] <pfred1> 2 coils
[23:08:36] <pfred1> I guess yo ucould connect 2 leads together
[23:08:38] <ReadError> im doing bipolar half winding
[23:08:42] <djdelorie> pfred: right, tie two together to one of the UVW outputs
[23:08:47] <pfred1> but I don't know if the motor would actually run like that
[23:08:48] <ReadError> http://www.kelinginc.net/KL23H276-30-8B.pdf
[23:08:54] <djdelorie> the other side of each coil goes to each of the other two putputs
[23:09:01] <ReadError> so blue/red & brown/black
[23:09:09] <pfred1> djdelorie unipolar motors have a center tap common
[23:09:36] <pfred1> and their coils are arranged so those leads are common
[23:09:49] <djdelorie> pfred1: I mean tie one end of the A coils to one end of the B coils, so there are a TOTAL of three wires going to the stepper
[23:10:04] -!-
rob_h has quit [Ping timeout: 260 seconds]
[23:10:21] <pfred1> well surplus stepper motors are easy enough to come by
[23:11:01] <pfred1> I have one that runs on 120C AC direct but you have to phase one coil with a capacitor
[23:11:29] -!-
mhaberler has quit [Ping timeout: 252 seconds]
[23:11:31] <pfred1> but it only runs at one speed
[23:11:37] <Tom_itx> is going from a 24v stepper setup to a 45v setup with 3 gecko's worth the expense in performance gain?
[23:11:51] <pfred1> Tom_itx I would imagine
[23:11:52] <djdelorie> http://www.delorie.com/tmp/stepper-3wire.png
[23:12:03] <pfred1> Tom_itx or gecko has a poor business model
[23:12:24] <Tom_itx> but they currently work with the 24v setup
[23:12:29] <pfred1> no gecko drives are nice
[23:12:32] * djdelorie is called to food...
[23:12:41] <pfred1> remember you need the bigger PSU too
[23:12:46] <Tom_itx> i'm just wondering if the benefit is worth all that
[23:12:46] <pfred1> so it isn't just the drives
[23:13:02] <Tom_itx> bigger psu?
[23:13:06] <Tom_itx> i'm making one
[23:13:08] <pfred1> I doubt a gecko drive @ 24V is any better than a lot of other drives
[23:13:38] <Tom_itx> but it won't be at 24v
[23:13:38] <pfred1> but yeah you have to decide if you even need the performance gain
[23:13:57] <pfred1> and gecko is hardly the only driver manufacturer either
[23:13:57] <Tom_itx> if i could equate it to ipm i might be able to
[23:14:16] <pfred1> really the place to drop the coin is in your leads
[23:14:24] <pfred1> that is where you're going to get the most bang
[23:15:06] <pfred1> ballscrews are so much better than anything else it isn't even funny
[23:15:36] <pfred1> best acme is 40% effeciency ballscrews are 90%
[23:15:37] <Jymmm> magnetic rils
[23:15:40] <Jymmm> rails
[23:15:42] * alex4nder sets his mill on fire.
[23:15:55] <pfred1> so right there you more than double your performance
[23:16:20] -!-
mhaberler [mhaberler!~mhaberler@195.191.253.94] has joined #linuxcnc
[23:16:27] -!-
elmo40 has quit [Read error: Connection reset by peer]
[23:16:31] <Tom_itx> Jymmmmmmmm, magnetic rails don't do so well around chips
[23:17:09] <pfred1> Tom_itx what kind of mill do you have?
[23:17:16] -!-
elmo40 [elmo40!~Elmo40@CPE0017ee09ce6d-CM001bd7a89c28.cpe.net.cable.rogers.com] has joined #linuxcnc
[23:17:26] <Tom_itx> sherline
[23:17:30] <Jymmm> Tom_itx: All I do is aluminum/plastic/wood, so it's all good
[23:17:41] <Tom_itx> but the idea is to get stuff i can use on a larger one
[23:17:49] <pfred1> the downside to ballscrews on a mill is you can't use them manually anymore
[23:18:02] <Tom_itx> i don't anyway
[23:18:11] <pfred1> well for some it is an issue
[23:18:29] <pfred1> that and they aren't easily transferrable to other equipment either
[23:20:15] <pfred1> people use oversized steppers to overcome other mechanical deficiencies but if you had a better mechincal setup you wouldn't need the additional power
[23:21:56] <pfred1> Tom_itx there is a pdf file with the formulas in it to figure out the forces generated with different lead screws and motors I found helpful for thinking everything through
[23:22:47] <pfred1> but higher voltage does give you faster rapids
[23:24:32] <ReadError> whew\
[23:24:42] <ReadError> got scared, found 2 extra male db9
[23:24:48] <ReadError> i have like 5 female ones
[23:37:12] -!-
micges_atom [micges_atom!~toudi@ddx180.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[23:37:23] -!-
micges_atom [micges_atom!~toudi@ddx180.neoplus.adsl.tpnet.pl] has parted #linuxcnc
[23:42:09] <jdhnc> extra females are better.
[23:46:05] <ReadError> always
[23:46:27] <pfred1> I wasn't aware that there was any such thing
[23:47:21] <ReadError> heh
[23:47:23] <ReadError> now
[23:47:32] <ReadError> to figure out what resistor i need
[23:48:07] <ReadError> same as parallel?
[23:52:48] <pfred1> ReadError current sense resistor?
[23:55:18] <ReadError> yea
[23:55:24] <ReadError> well the configuration im using
[23:55:27] <ReadError> isnt in the spec sheet
[23:55:38] <ReadError> so i dont know what to use for the resistance
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
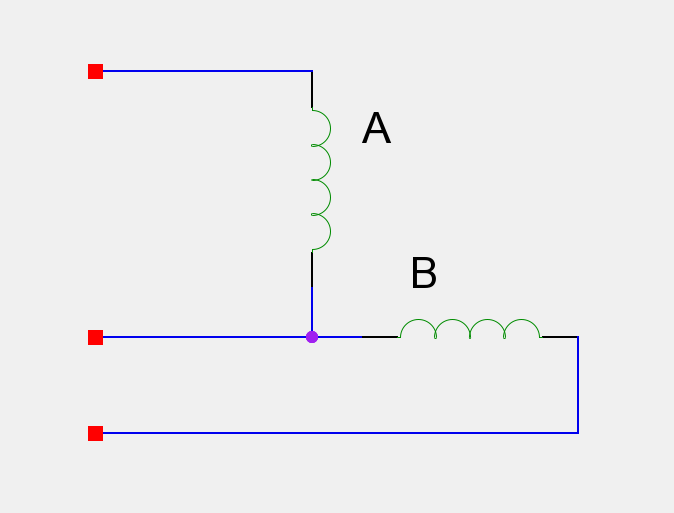{kind=link}