Back
[00:04:06] -!-
theorb [theorb!~theorb@91.84.53.6] has joined #linuxcnc
[00:04:14] -!-
theorbtwo has quit [Ping timeout: 240 seconds]
[00:04:29] theorb is now known as
theorbtwo
[00:08:16] <Jymmm> JT-Shop: And you are now land/swamp locked why?
[00:10:34] <andypugh> Taking slows you down, I guess, so you might as well only tack when you are heading into light wind, or land.
[00:10:58] <JT-Shop> well I started out on the Aleutian Islands ended up on the gulf coast and settled on the middle you know
[00:11:19] <Jymmm> JT-Shop: But, you stepped on land, why?
[00:11:37] <andypugh> I might be heading close to the Aleutians. The Great Circle route would be to the North of them.
[00:12:05] <JT-Shop> gets a wee bit chilly up there this time of year
[00:13:17] <Jymmm> JT-Shop: Couldn't you have sailed to the warmer parts of the world?
[00:13:17] <andypugh> Yes, I will be packing thick socks.
[00:13:17] -!-
GoSebGo has quit [Ping timeout: 252 seconds]
[00:14:54] <JT-Shop> I was sailing in the warm part of the world
[00:14:55] <Jymmm> andypugh: and those socks are electric?
[00:15:04] -!-
GoSebGo [GoSebGo!~Seb@184.232.58.192] has joined #linuxcnc
[00:15:10] <JT-Shop> I was born on King Salmon
[00:15:39] <andypugh> The crews were having a hard time in the heat last week. I prefer cold, at least you can put more clothes on.
[00:16:13] <Jymmm> JT-Shop: You be a nanook of the north?!
[00:17:08] <Jymmm> JT-Shop: Ever sneak over to Russia?
[00:18:17] <JT-Shop> not allowed when I lived there LOL
[00:18:34] <Jymmm> bummer
[00:18:41] <JT-Shop> yea Andy you can always adjust to the cold easier than the heat
[00:19:18] <JT-Shop> old Russian Orthodox grave sites to visit when I was a kid
[00:19:59] <JT-Shop> Jymmm: actually I'm from English stock with a bit of Irish tossed in for flavor
[00:20:33] <Jymmm> JT-Shop: Well, sorry about the English part.
[00:22:46] * JT-Shop heads inside to be nanook of the cocina
[00:23:29] <Jymmm> JT-Shop: You have your smoker in the kitchen now?!
[00:23:36] <Jymmm> tisk tisk tisk
[00:24:32] <JT-Shop> jambalaya tonight
[00:24:45] <Jymmm> JT-Shop: seafood or the other kind?
[00:25:02] <Jymmm> other == chicken, sausag,e etc
[00:27:59] <Jymmm> Can anyone think of any "stick" (not sheet) material that can be cut to length that does NOT need finishing (sand, paint, stain, etc) work?
[00:28:32] -!-
EmmanuelG [EmmanuelG!~chatzilla@239.101.24.93.rev.sfr.net] has joined #linuxcnc
[00:29:02] <Jymmm> preference to black
[00:32:25] <syyl_> cold drawn steel?
[00:33:01] <andypugh> Jymmm: Delrin?
[00:34:43] <clytle374> fiberglass? plastic? what's it for?
[00:34:57] <andypugh> What diameter?
[00:35:51] <andypugh> There is a whole range of Tufnol products
[00:36:15] -!-
adb has quit [Read error: Connection reset by peer]
[00:41:31] <Jymmm> It's basically to make stands for acrylic signs.
[00:41:39] <Jymmm> some edge-lit, some not.
[00:42:56] <Jymmm> I might have to get a die made and go for extruded profile
[00:48:14] <andypugh> Ah, so, not circular in section then?
[00:48:20] <andypugh> Time to snooze.
[00:48:51] <andypugh> Night all
[00:48:51] -!-
Loetmichel_ [Loetmichel_!cylly@p54B138B8.dip.t-dialin.net] has joined #linuxcnc
[00:48:51] -!-
andypugh has quit [Quit: andypugh]
[00:48:51] -!-
adb [adb!~adb2@178-211-230-236.dhcp.voenergies.net] has joined #linuxcnc
[00:48:51] -!-
cstop [cstop!~cal@c-50-133-194-221.hsd1.nh.comcast.net] has joined #linuxcnc
[00:50:07] -!-
Loetmichel has quit [Ping timeout: 265 seconds]
[00:50:26] -!-
cstop has quit [Client Quit]
[00:52:18] <clytle374> JT-Shop, sorry I missed your question. It'll be motor with a vector drive, but I need an encoder for orient and taping
[01:07:46] -!-
FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[01:20:14] <skunkworks_> Whitney Houston is dead..
[01:27:29] -!-
clytle374 has quit [Quit: Leaving]
[01:28:02] <Tom_itx> yup
[01:29:38] -!-
rob_h has quit [Ping timeout: 240 seconds]
[01:34:33] -!-
kb8wmc has quit [Quit: ChatZilla 0.9.88 [Firefox 10.0/20120130145648]]
[01:37:32] -!-
Jim [Jim!~jsr@in-184-1-118-203.dhcp.embarqhsd.net] has joined #linuxcnc
[01:37:58] Jim is now known as
Guest91100
[01:45:49] -!-
gene76 has quit [Read error: Operation timed out]
[01:45:56] -!-
gene__ [gene__!~gene@204.111.66.235] has joined #linuxcnc
[01:51:20] <Jymmm> whitney houston dead @ 48yo
[01:55:13] -!-
Guest91100 has quit [Remote host closed the connection]
[01:58:01] -!-
EmmanuelG has quit [Quit: ChatZilla 0.9.88 [Firefox 10.0.1/20120208060813]]
[01:58:53] <Tom_itx> ok?
[01:58:59] -!-
servos4ever has quit [Quit: ChatZilla 0.9.85 [SeaMonkey 2.0.11/20101206162726]]
[02:01:20] <Jymmm> Nutting, she died today is all
[02:15:42] -!-
syyl_ has quit [Read error: Connection reset by peer]
[02:42:16] -!-
ries_ has quit [Quit: ries_]
[03:07:45] -!-
FinboySlick has quit [Read error: Connection reset by peer]
[03:09:35] -!-
FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[03:12:13] -!-
FinboySlick [FinboySlick!~shark@squal.net] has parted #linuxcnc
[03:14:38] -!-
cmorley has quit [Quit: Leaving.]
[03:24:43] -!-
mhaberler [mhaberler!~mhaberler@195.191.253.94] has joined #linuxcnc
[03:32:26] -!-
adb has quit [Remote host closed the connection]
[03:34:26] <Jymmm> 1" thick PVC with a 7" diameter hole in it that I need to enlarge to 8". Suggestions?
[03:35:21] -!-
Redialtone [Redialtone!~redialton@69.76.4.154] has joined #linuxcnc
[03:35:21] -!-
Redialtone has quit [Client Quit]
[03:35:32] <archivist> use your cnc!
[03:37:51] <Jymmm> I dont have tool that will do 1" in pvc though.
[03:37:57] <Jymmm> tooling
[03:38:37] <archivist> use a smaller tool like everyone else does
[03:39:19] <Jymmm> But it won't clear 1" deep. 3/4" no problem.
[03:39:58] <archivist> get a longer endmill
[03:41:34] -!-
MattyMatt has quit [Ping timeout: 240 seconds]
[04:08:36] -!-
jbunch_ [jbunch_!~jim@76.9.248.8] has joined #linuxcnc
[04:11:25] -!-
ds3 has quit [Ping timeout: 435 seconds]
[04:11:29] -!-
ds3 [ds3!noinf@netblock-66-245-251-24.dslextreme.com] has joined #linuxcnc
[04:13:29] -!-
jbunch has quit [Ping timeout: 245 seconds]
[04:18:26] -!-
archivist has quit [Ping timeout: 276 seconds]
[04:18:54] -!-
archivist [archivist!~archivist@host81-149-189-98.in-addr.btopenworld.com] has joined #linuxcnc
[04:22:38] -!-
mozmck has quit [Ping timeout: 240 seconds]
[04:22:42] <Connor> Jymmm: Boring Bar ?
[04:23:14] <Tom_itx> hot melt wire :)
[04:25:41] <Connor> on PVC? You nutz?
[04:25:53] <Connor> Fumes will kill you.
[04:26:12] -!-
mozmck [mozmck!~moses@client-74.117.92.175.dfwtx.partnershipbroadband.com] has joined #linuxcnc
[04:34:46] -!-
iwoj has quit [*.net *.split]
[04:34:46] -!-
Spida has quit [*.net *.split]
[04:40:08] -!-
iwoj [iwoj!~iwoj@d23-16-234-107.bchsia.telus.net] has joined #linuxcnc
[04:40:08] -!-
Spida [Spida!~timo@ns1.spinnennetz.org] has joined #linuxcnc
[04:42:51] -!-
MattyMatt_ [MattyMatt_!~matt@cpc4-birk6-0-0-cust799.1-3.cable.virginmedia.com] has joined #linuxcnc
[04:49:39] -!-
ve7it [ve7it!~LawrenceG@S0106001c10b7770f.pk.shawcable.net] has joined #linuxcnc
[04:52:27] <Tom_itx> wear a mask
[05:06:22] -!-
elmo401 [elmo401!~Elmo40@CPE002129acb2d3-CM001bd7a89c28.cpe.net.cable.rogers.com] has joined #linuxcnc
[05:07:25] -!-
elmo40 has quit [Ping timeout: 252 seconds]
[05:13:13] -!-
ve7it has quit [Remote host closed the connection]
[05:17:19] -!-
Nick001 has quit [Read error: Connection reset by peer]
[05:34:09] -!-
Nick001 [Nick001!~nospam@74.47.92.90] has joined #linuxcnc
[05:56:42] -!-
[n00by] [[n00by]!~asdf@c-75-71-75-43.hsd1.co.comcast.net] has joined #linuxcnc
[05:57:53] -!-
|n0b0dy| has quit [Ping timeout: 276 seconds]
[05:57:53] -!-
the_wench has quit [Ping timeout: 276 seconds]
[06:00:43] [n00by] is now known as
|n0b0dy|
[06:05:19] -!-
A2Sheds has quit [Ping timeout: 245 seconds]
[06:08:58] <Jymmm> Tom_itx: Sorry, I don't have a respirator against HCL
[06:14:38] -!-
morfic has quit [Quit: BOOM]
[06:17:15] -!-
morfic [morfic!morfic@69.4.233.32] has joined #linuxcnc
[06:17:26] -!-
A2Sheds [A2Sheds!~ly@unaffiliated/l84supper] has joined #linuxcnc
[06:39:33] -!-
capricorn_one [capricorn_one!~raffi@zima.linwin.com] has joined #linuxcnc
[07:06:14] -!-
morfic has quit [Changing host]
[07:06:14] -!-
morfic [morfic!morfic@unaffiliated/morfic] has joined #linuxcnc
[07:16:06] -!-
WalterN has quit [Read error: Connection reset by peer]
[07:16:28] -!-
WalterN [WalterN!~walter@host-174-45-122-145.bzm-mt.client.bresnan.net] has joined #linuxcnc
[07:48:13] -!-
MattyMatt_ has quit [Ping timeout: 276 seconds]
[08:27:21] -!-
Valen [Valen!~Valen@2001:44b8:3199:9100:21e:8cff:fe63:55df] has joined #linuxcnc
[08:48:30] Loetmichel_ is now known as
Loetmichel
[08:48:48] <Loetmichel> mornin'
[08:52:58] -!-
mhaberler has quit [Quit: mhaberler]
[08:56:02] -!-
cmorley has quit [Ping timeout: 252 seconds]
[08:59:31] <Jymmm> Hi Loetmichel
[08:59:57] <mrsun_> hmm, the diff of a slot mill or whatever its called and an end mill ?
[09:00:21] <mrsun_> http://www.nkbaxter.com/images/MI-Drill-End-Mill.jpg <-- that is what i need atm =)
[09:00:46] <Jymmm> http://metalworkingtool.net/wp-content/uploads/2011/03/Slot-milling-cutter.jpg
[09:01:01] <Loetmichel> mrsun_: in my opiniom: a slot mill can only mill with the sides, a end mitt can mill with the sides AND can face off
[09:01:22] <mrsun_> Loetmichel, well if you can mill with the sides you can face off? :)
[09:01:25] <Loetmichel> ah, or that
[09:01:40] <mrsun_> end mill as i see it is should be used to mill the ends of a piece
[09:01:43] <mrsun_> like that one i pasted there
[09:01:53] <mrsun_> while a slot mill should be to cut slots into the material ?:)
[09:02:28] <Loetmichel> mrsun_: i meant the cutting edges on the end of the mill bit
[09:02:56] <mrsun_> ahh a "Slot drill" as its aparently called has center cutting
[09:03:05] <mrsun_> while an end mill doesnt =)
[09:03:55] <mrsun_> or something like that :P
[09:04:00] <mrsun_> oh well ...
[09:04:00] <mrsun_> =)
[09:04:05] <Loetmichel> thats what i meant. but i am not so fit with the english terms
[09:04:17] <mrsun_> i need a mill with a smaller shank then the cutting surfaces anyhow :/
[09:04:53] <mrsun_> or i have to rotate the workpiece and that makes for error prone compared to clamp it once, face it off, face of the two sides i want parallel to eachother =)
[09:13:10] <Loetmichel> hmm...
[09:14:59] <Loetmichel> i bought a "slot drill" in 6mm for my old mill which could only get 1/8" in the collet... so i had the shaft grinded off on a rotary grinder at a friend.
[09:15:12] <Loetmichel> maybe that is an option for you, too?
[09:20:05] <mrsun_> mm, tried to grind it off some in the lathe (covered the bed etc) with a dremel tool but the grinding bit kinda disapeard and almost nothing hapened on the bit?! :P
[09:20:23] <mrsun_> (its not carbide milling bit so it should be able to grind quite easy imo :P )
[09:30:04] <skunkworks_> http://www.youtube.com/watch?v=vtQ-aZWOsQI
[09:31:53] <Loetmichel> mrsun_: let me guess: red grinding bit and Tungsten carbide mull bit?
[09:31:55] <Loetmichel> mill
[09:31:57] <Loetmichel> ;-)
[09:32:10] <Loetmichel> ah, sorry, to slow
[09:40:52] <mazafaka> Will the inner diameter of one inch be enough for the piping system (water heater)?
[09:41:30] <skunkworks_> heh - this is the actual video...
http://youtu.be/flajZMff28U that previous one was a copy and probably linked to a virus..
http://youtu.be/flajZMff28U
[09:41:44] <awallin> description of that youtube clip must be made by some highly paid "SEO specialist"...
[09:42:01] <mazafaka> with words like 'bishop'
[09:47:44] -!-
Mjolinor [Mjolinor!~Mjolinor@cpc1-burn3-0-0-cust572.10-1.cable.virginmedia.com] has joined #linuxcnc
[09:49:36] <Mjolinor> Have a lathe with a single phase (fixed speed) motor. Am going to replace it with w 3phase and a VFD. Should I keep the power the same (3/4 HP) or are there any reasons to go to a higher power motor?
[09:50:36] <awallin> are you using gears? will you be using gears?
[09:51:16] <Mjolinor> well the lathe has gears but generally I was thinking I owuldnt have to use them over much after I fit the variable speed
[09:51:39] <Mjolinor> https://www.apexauctions.co.uk/auction/itemDetails.htm?lotId=36459
[09:51:42] <Mjolinor> that is the lathe
[09:51:55] <awallin> ok. at low speed induction motors will not give very good torque.
[09:52:02] <Mjolinor> I regret not buying it wiht variable speed now
[09:52:06] <Mjolinor> I bought it new :o
[09:52:14] <awallin> you at least need a "vector" VFD to get reasonalbe torque at low rpm
[09:52:33] <Mjolinor> ok so a bigger motor will improve that
[09:52:58] <awallin> yes, at least to some degree
[09:54:06] <awallin> we run a standard induction motor designed for 3000rpm at up to 5000rpm with a VFD for finish-milling. I think the power/torque does drop down after 3000rpm also
[09:55:00] <Mjolinor> that raised another question actually. The motor speed given on the plate is obviously for 50 Hz (UK) but most inverters will allow that to over rev with a higher frequency
[09:55:10] <Mjolinor> is there a rule of thumb for safe revs?
[09:55:22] -!-
MattyMatt_ [MattyMatt_!~matt@cpc4-birk6-0-0-cust799.1-3.cable.virginmedia.com] has joined #linuxcnc
[09:55:34] <awallin> mechanically I think the bearings are designed for some max rpm
[09:55:38] <Mjolinor> some of hte inverters go to 400 Hz, if you have a 2800 rpm motor it would be a bloody helicopter at 400 Hz
[09:56:26] <awallin> electrically I don't think you can create much of a catastrophe... the rotor might also be designed for some max rpm and torque drops off after that
[09:57:34] <Mjolinor> the number of available inverters is mind boggling
[09:57:45] <Mjolinor> but a lot of them have a really easy method for feedback
[09:58:47] <awallin> most of them are 'sensorless', i.e. they monitor voltage/current on the 3 phases
[09:59:28] -!-
vladimirek [vladimirek!~vladimire@bband-dyn226.178-40-36.t-com.sk] has joined #linuxcnc
[09:59:28] <Mjolinor> but I have nt sen one yet that doesnt allow feedback
[09:59:41] <awallin> searching my blog I found that we have an "omron varispeed V7"
[09:59:49] <Mjolinor> they all use PWM in so a slotted disk feedback system is really easy
[10:00:01] <Mjolinor> but there are soem out there that will take digital quadrature directly in
[10:00:16] <Mjolinor> so whatever they use it seems pretty trifial to close the loop
[10:00:20] <Mjolinor> trivial
[10:00:41] <awallin> it becomes more like a servo. you then have to worry about max allowable current etc.
[10:00:58] <awallin> for threading and rigid-tapping with LinuxCNC having a closed-loop spindle is not required..
[10:01:14] <Mjolinor> I would have thought that the ones that take quadrature in will look after that them selves
[10:02:00] <Mjolinor> I am not htinking of CNC ing hte machine, jsut leaving it manual with a variable speed so I wouldnt want to have a PC for the closed loop but you could do it real easily with a pic anyway
[10:02:15] <awallin> it will do it's best to keep commanded rpm, sure. but if the VFD is big enough it might fry the motor in the proces... :)
[10:02:48] <Mjolinor> or set the house on fire :)
[10:02:51] <Mjolinor> http://www.ebay.co.uk/itm/IMO-1HP-3-PHASE-DIGITAL-INVERTER-CONVERTER-MYFORD-BOXFORD-LATHE-MILL-DRILL-/380410761789?pt=UK_BOI_Industrial_Automation_Control_ET&hash=item58923f923d
[10:03:01] <Mjolinor> they seem to be very low cost now
[10:03:06] <Mjolinor> that one was one I was htinking about
[10:04:09] <Mjolinor> http://www.ebay.co.uk/itm/280819284489?ssPageName=STRK:MEWAX:IT&_trksid=p3984.m1438.l2649
[10:04:30] <Mjolinor> I was thinking about that motor but after this conversation I htink I will wait and go for 1 or 1.5 HP
[10:05:06] <awallin> I think the Omron V7 was maybe 150eur. It might be up to 2kW or so. Our motor is 1.5kW.
[10:05:19] <awallin> around 2kW is probably the most you can take from 1-phase mains anyway..
[10:05:31] <Mjolinor> thats another opint to consider
[10:05:38] <Mjolinor> I do have a 3 phase supply in my house
[10:06:07] <Mjolinor> but I was going to stick to single pahse though it is a reason to buy one of the single / 3 input inverters
[10:06:34] <Mjolinor> to me it seems that the 3 phase input inverters shoudl run off singloe phase anyway provided you derate them soemwhat
[10:07:20] <awallin> 1 or 3-phase in should be a software setting in the VFD
[10:08:44] <Mjolinor> i dotn think it shoudl need even that, it is only rectified adn smoothed anyway. I will have to watch the rectification diodes don't get overloaded if I run one fomr single pahse and hte smoothing caps may need to be bigger
[10:09:12] <Mjolinor> but it shoudl work fine. Any setting in the SW of the inverter will only be to please the microprocessor in there anyway
[10:12:30] -!-
rob_h [rob_h!~rob_h@5ace702e.bb.sky.com] has joined #linuxcnc
[10:21:25] <A2Sheds> anyone ever come across any OTS robot arms with outputs directly their encoders vs only output data from the controller?
[10:24:34] <mrsun_> Loetmichel, no, hss mill bit and i guess pink grinding bit was the one i had from the grinding stuffs for the little grinder =)
[10:25:15] <Loetmichel> mrsun_: the pink grinding bits are prone to dissolve... VERY bad quality
[10:25:30] <mrsun_> Loetmichel, ahh =)
[10:25:34] <Loetmichel> i would go with a green one, even if thats for harder materials
[10:25:52] <Loetmichel> and be careful: they are GLUED to the shaft
[10:25:53] <mrsun_> Loetmichel, well i took what i had on hand =)
[10:26:06] <Loetmichel> so not to get it TO hot, it will fly away
[10:26:17] <mrsun_> should make a grinding rig for stuff like this so i can buy cheapo end mills and grind the "release" on them =)
[10:42:29] -!-
mhaberler [mhaberler!~mhaberler@195.191.253.94] has joined #linuxcnc
[10:46:02] -!-
the_wench [the_wench!~the_wench@host81-149-189-98.in-addr.btopenworld.com] has joined #linuxcnc
[10:49:45] -!-
psha [psha!~psha@213.208.162.69] has joined #linuxcnc
[11:19:56] -!-
sumpfralle [sumpfralle!~lars@31-16-21-63-dynip.superkabel.de] has joined #linuxcnc
[12:19:11] <Loetmichel> sooo... stars ready to go... now i'll make the Aluminium "Crown" couplers ;-) ->
http://www.cyrom.org/palbum/main.php?g2_itemId=12831
[12:19:37] <jthornton> neat!
[12:20:46] <Loetmichel> its LD-PE fro a IKEA kitchen cutting board
[12:21:01] <Loetmichel> so i hope it is "self-lubricant" enough
[12:23:41] -!-
DJ9DJ [DJ9DJ!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[12:23:48] <DJ9DJ> hi :)
[12:24:31] <Loetmichel> harhar, the next one from germany ;-)
[12:24:53] <DJ9DJ> yeah, Loetmichel did a good job in advertising this channel ;)
[12:28:39] <jthornton> http://gnipsel.com/cannon/cannon-04.xhtml
[12:34:55] -!-
jbunch_ has quit [Ping timeout: 245 seconds]
[12:40:57] * archivist spies the wine glass
[12:43:03] <jthornton> lol
[12:43:35] -!-
Valen has quit [Quit: Leaving.]
[12:47:10] <archivist> these days one should me trained in looking at the detail of a picture
http://www.funny-funny-pictures.com/dp/1-16.htm
[12:47:52] <jthornton> LOL
[12:51:19] <archivist> that is a classic, but looking at backgrounds started for me in museum work looking how a site was in the past
[13:02:40] -!-
jbunch [jbunch!~jim@76.9.248.8] has joined #linuxcnc
[13:14:22] <mrsun_> gah casting failiure
[13:14:24] <mrsun_> :(
[13:14:37] <mrsun_> need drier sand .... and better strategy for the foam casting =)
[13:29:13] <mazafaka> It looks like LibreCAD need relatively wide monitor, 1600 pixels. On my 1280x800 monitor, its program window doesn't fit into the screen.
[13:43:26] -!-
ries [ries!~ries@200.125.129.54] has joined #linuxcnc
[13:48:59] -!-
ries has quit [Quit: ries]
[13:49:11] -!-
ries [ries!~ries@200.125.129.54] has joined #linuxcnc
[13:50:29] -!-
syyl [syyl!~syyl@p4FD15862.dip.t-dialin.net] has joined #linuxcnc
[13:50:38] -!-
ries has quit [Client Quit]
[13:50:45] -!-
ries [ries!~ries@200.125.129.54] has joined #linuxcnc
[13:56:14] -!-
psha has quit [Ping timeout: 240 seconds]
[14:04:56] -!-
WalterN has quit [Ping timeout: 245 seconds]
[14:11:12] -!-
skunkworks_ has quit [Ping timeout: 252 seconds]
[14:40:03] -!-
psha [psha!~psha@213.208.162.69] has joined #linuxcnc
[14:53:49] -!-
syyl_ [syyl_!~syyl@p4FD12919.dip.t-dialin.net] has joined #linuxcnc
[14:56:57] -!-
syyl has quit [Ping timeout: 260 seconds]
[15:07:19] <awallin> pocketing path:
http://www.youtube.com/watch?feature=player_embedded&v=X2IO1i0EQ3M
[15:10:46] <syyl_> thats interesting
[15:11:14] <syyl_> looks like the constant load strategy, that some cam systems produce
[15:13:17] <Jymmm> Fibonacci
[15:15:09] -!-
psha has quit [Read error: Connection reset by peer]
[15:17:18] -!-
skunkKandT [skunkKandT!~chatzilla@174-125-237-174.dyn.centurytel.net] has joined #linuxcnc
[15:18:13] -!-
pjm [pjm!~pjm@109.104.96.45] has joined #linuxcnc
[15:18:16] -!-
skunkKandT has quit [Client Quit]
[15:18:33] -!-
skunkKandT [skunkKandT!~chatzilla@174-125-237-174.dyn.centurytel.net] has joined #linuxcnc
[15:19:05] -!-
psha [psha!~psha@213.208.162.69] has joined #linuxcnc
[15:25:34] <awallin> yes that is the idea, the 10mm tool never cuts more than 3mm deep. except you need a pilot hole in the beginning or spiral-ramp or something.
[15:34:53] <syyl_> a bit like that ;)
[15:34:54] <syyl_> http://www.youtube.com/watch?v=4hwvuyHa1lQ
[15:36:32] <awallin> yes. the cutting-path is allways part of a circular arc in my strategy. it's hard to tell from the video if it does arcs too..
[15:36:49] <syyl_> yes, does arcs
[15:37:00] <awallin> anyway I think I haven't seen this kind of pocketing toolpath in any open-source cam-programs yet
[15:37:26] <syyl_> idea behind is, to cut slots at full depth with a pretty small tool
[15:38:11] <Loetmichel> OK, THAT looks promising (now i have to make the other side):
http://www.cyrom.org/palbum/main.php?g2_itemId=12834
[15:38:59] <Loetmichel> ... and against all odds i got it centered, no runoff detectable (thats the reason for the 3mm hole in the star ;-)
[15:40:21] <JT-Shop> looking good
[15:58:34] <joe9> anyone using the micromill with linuxcnc?
http://www.microproto.com/micromill2000.htm It seems to be possible from what I can gather on the website. but, am not sure if anyone has any practical experience with it.
[15:59:38] -!-
syyl_ has quit [Ping timeout: 240 seconds]
[15:59:58] -!-
servos4ever [servos4ever!~chatzilla@74-45-201-222.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[16:01:58] -!-
WalterN [WalterN!~walter@host-174-45-122-145.bzm-mt.client.bresnan.net] has joined #linuxcnc
[16:04:15] <JT-Shop> OUCH that is expensive for such a small thing and they force you to purchase Mack too!
[16:07:00] -!-
syyl [syyl!~syyl@p4FD12AEB.dip.t-dialin.net] has joined #linuxcnc
[16:07:10] * JT-Shop wonders what it would cost to make one better than that???
[16:07:51] <JT-Shop> acme lead screws...
[16:10:20] <archivist> adjustable gib on x only?
[16:10:57] <JT-Shop> MicroMill with New Powerful 1/4 HP spindle motor (Not shown in Picture)??? don't really have one to take a picture of??
[16:12:30] <joe9> JT-Shop: any alternatives that you would recommend?
[16:12:48] <joe9> I am looking at a cnc machine for pcb milling with 15 mil traces on the board.
[16:13:07] <archivist> an old denford or similar
[16:13:14] <JT-Shop> unfortunately I've never looked for a desktop mill
[16:13:41] <joe9> I can only find the micromill 2000 to be precise enough for that purposes. and building something (from what I have been reading) seems to be out of question for such precision (given that I am starting off on cnc).
[16:13:52] <JT-Shop> you defiantly don't what one with acme screws for pcb milling
[16:14:43] <JT-Shop> I wonder what he means by "Mechanical repeatability 0.0005 in"???
[16:14:44] <joe9> JT-Shop: the micromill has acme lead screws? I am not experienced enough to know the difference between acme lead screws vs "normal" screws.
[16:14:51] <archivist> ebay item 320846684054
[16:15:01] <joe9> archivist: thanks a lot.
[16:15:31] <archivist> acme is normal for cheap mills, ball screw is normal for better mills
[16:15:32] <JT-Shop> acme screws are fine for old manual machines... you want ball screws for a CNC machine
[16:15:54] <joe9> archivist: that is $22/00? that cheap, really for a pcb mill?
[16:16:25] <archivist> well after the last minute fight it wont be £22
[16:16:51] <JT-Shop> nice little unit
[16:17:02] <archivist> and its probably in the wrong country for you
[16:17:14] <joe9> archivist: yes, I am in atlanta, ga, usa.
[16:17:30] <JT-Shop> Dan found some kind of industrial printer that had linear rails and ball screws with servo drives for a couple of hundred bucks
[16:17:32] <archivist> that listing claims its a dressed up sherline
[16:17:58] <archivist> but I dont remember seeing denford doing that
[16:18:14] <JT-Shop> might be a Denford box with a sherline inside
[16:18:29] <joe9> JT-Shop: but, adding the stepper motors, controller card will add up to the 2000/-, would it?
[16:18:35] * JT-Shop needs to make some parts
[16:18:40] -!-
ManMower [ManMower!~ManMower@S0106c0c1c0f4a95d.wp.shawcable.net] has joined #linuxcnc
[16:19:26] <archivist> it already has steppers drives should be in the cabinet
[16:19:37] <joe9> the first model of the denford starts from 3000 GBP.
[16:20:04] <joe9> archivist: the ebay item does. but, getting it to the us will be a pita.
[16:20:50] <archivist> a good proportion of us in here use second hand machines and refurbish/modify as needed, costs can be quite cheap that way
[16:21:28] <ManMower> is it normal for the "last interval" for the servo thread in latency-test to be 600000+ fast every time through?
[16:21:30] <archivist> look in your area for an ex college cnc mill
[16:22:12] <JT-Shop> something like this with ball screws would be nice for pcb milling flea bay 190636230989
[16:22:36] <joe9> archivist, thanks a lot., will do. I have no issues with buying & refurbishing a second hand machine. but, given my experience, i am very likely to not get a good precision
[16:23:17] <JT-Shop> is not easier to just have your pcb board made by a pcb job shop
[16:23:26] <joe9> archivist, jt-shop:
http://atlanta.craigslist.org/atl/bfs/2825327906.html
[16:23:37] <joe9> what about the above link? sham?
[16:23:55] <archivist> that one jt pointed at would do you probably
[16:23:57] <joe9> jt-shop, it is. but, I want the flexibility to do somethings differently.
[16:24:18] <JT-Shop> sounds like he is selling off some old equipment from his sign shop
[16:24:24] <mrsun_> i just love how a "friend" of mine that havent even built a single automated setup at all tries to steal all the good stuff from broken cnc machine we got access for :/
[16:24:25] <ManMower> joe9: what are you going to generate toolpaths with?
[16:25:05] <ManMower> the only software I've found that generates half decent toolpaths for pcb isolation milling is lpkf circuitcam, and it costs more than the mill jt-shop pasted
[16:25:30] <joe9> jt-shop, is it fleabay.net? I cannot seem to find that item number on their website.
[16:25:54] * archivist giggles
[16:26:08] <ManMower> joe9: just punch the number he gave into ebay's search :)
[16:26:12] <joe9> ManMower: oh, really? I had no idea about it.
[16:26:42] <joe9> JT-Shop: thanks, found it.
[16:29:41] <joe9> what do you think of these accessories:
http://www.ebay.com/itm/Accessories-Sable-2015-/190638461679?pt=LH_DefaultDomain_0&hash=item2c62f012ef
[16:31:16] <joe9> is the "HSM-90 mini miller" any good?
[16:31:27] <ManMower> joe9: would be nice to know the runout
[16:32:22] <joe9> I think there was someone recently posting on this channel about a pretty cool stepper driver board.
[16:32:32] <ManMower> make your own. it's fun :)
[16:33:33] -!-
syyl_ws [syyl_ws!~sg@p4FD12AEB.dip.t-dialin.net] has joined #linuxcnc
[16:33:56] <JT-Shop> I would use a good stepper driver like Gecko G540 or G251's for that
[16:34:00] <Loetmichel> making of klauenkupplung fhe first:
http://youtu.be/jzOtqYhpHIM
[16:35:35] <Loetmichel> the s löecond i have done wrong: 8mm hole for the axle is 8,1mm... redo fron start :-(
[16:35:54] elmo401 is now known as
elmo40
[16:35:59] <joe9> jt-shop: the gecko G540 is cool.
[16:36:16] <Loetmichel> second
[16:39:52] <JT-Shop> and works very well... it is 4 mini versions of the G203v packed into one box
[16:40:18] <JT-Shop> adjustable morphing point for smooth stepping over the whole range
[16:40:21] <Tom_itx> i wondered what they were
[16:40:23] <joe9> JT-Shop: any recommendations for a miller? (+ mount).
[16:40:32] <Tom_itx> if they were the 203 or something else
[16:40:57] <Tom_itx> you gotta add a heatsink to them right?
[16:42:03] <JT-Shop> the G251 comes with a heat sink
[16:42:24] <JT-Shop> and if you only have 3 axes I think that is a better setup
[16:43:28] <JT-Shop> the 203 needs a heat sink if you run it past a certain amp level, I just used some old computer cpu heat sinks with fans
[16:46:41] <Loetmichel> JT-Shop: i would use a tripleBeast
[16:47:12] <Loetmichel> http://benezan-electronics.de/shop/product_info.php?cPath=8&products_id=61
[16:47:43] <Loetmichel> ... because its not as prone to ESD damage AND ist local produced ;-
[16:47:45] <Loetmichel> )
[16:47:49] <Tom_itx> i'm kinda wondering if my poor little steppers will withstand my new supply since it's pushing their max V rating
[16:50:44] <Mjolinor> http://www.ebay.co.uk/itm/ABB-ACH-550-01-059A-4-B055-INVERTER-DRIVE-BARGAIN-/130647074375?pt=UK_BOI_Industrial_Automation_Control_ET&hash=item1e6b2c2647
[16:50:47] <Mjolinor> cheap
[16:52:35] <JT-Shop> Tom_itx: steppers or stepper driver max rating?
[16:54:22] <Tom_itx> stepper
[16:54:42] <Tom_itx> they run kinda warm as it its. i know steppers run hot though
[16:54:42] <joe9> ManMower: geda pcb can export g-code
[16:55:13] <JT-Shop> what is the inductance of your stepper motors?
[16:55:29] <ManMower> joe9: is it any good at it?
[16:55:58] <joe9> supposedly very good. I use geda pcb and that is the only thing I know. I like the geda toolsuite.
[16:56:59] <joe9> jt-shop: would the zentoolworks cnc machines compare with the sable 2015? wondering if you had ever come across the zentoolworks cnc machines.
[16:57:14] <Tom_itx> JT-Shop,
http://www.kelinginc.net/KL23H276-30-8B.pdf
[16:57:23] <joe9> http://www.zentoolworks.com/product_info.php?cPath=14&products_id=74
[16:58:02] <Tom_itx> JT-Shop, wired series right now
[16:58:24] <ManMower> joe9: I guess you're doing mostly through hole stuff and not a lot of surface mount?
[16:58:45] <joe9> ManMower: no, I do smt, but not >= 1206 sizes.
[16:58:53] <joe9> ManMower: no, I do smt, but >= 1206 sizes.
[16:59:07] <joe9> i am not doing less than 1206, is what I meant.
[16:59:19] <joe9> I have a TQFP-44 chip, sot23, etc.
[16:59:25] <joe9> in addition.
[16:59:27] <Tom_itx> 0603 is really pretty easy
[17:02:35] <JT-Shop> Tom_itx: wired up like that they should handle >200v
[17:03:02] <JT-Shop> 8.8mH is a lot of inductance from what I read
[17:03:04] <Tom_itx> holy crap
[17:03:10] <JT-Shop> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Stepper_Formulas
[17:03:16] <JT-Shop> http://www.geckodrive.com/ark-4/support.html?id=32
[17:03:17] <Tom_itx> it's 2.2 right now i think
[17:04:08] <JT-Shop> should take 70v or so
[17:04:09] <Tom_itx> i'd have to check the wiring but i though for sure i wired them series for now
[17:04:13] <Tom_itx> maybe not
[17:04:15] <Tom_itx> ok
[17:04:24] <Tom_itx> well it's under that so i guess i won't worry
[17:04:41] <JT-Shop> I'd trust the Gecko FAQ better than most
[17:05:07] <joe9> wolfgang spindle + motor come highly recommended from google search.
[17:05:23] <joe9> would you concur? or, is there something better for pcb milling?
[17:06:07] <JT-Shop> I don't have any experience with high speed spindles, only know what I see here and on the forum about that end of CNC
[17:06:29] <joe9> JT-Shop: what do you recommend for spindle+motor?
[17:07:10] <ManMower> joe9: I've seen people recommend a proxxon die grinder, but I've never used one myself
[17:07:28] <Tom_itx> joe9, for pcb cnc you want a high speed spindle
[17:07:59] <joe9> Tom_itx: I am finding the "wolfgang spindle + motor" to be highly recommended in google searches.
[17:08:06] <Tom_itx> with small cutters it will either take forever otherwise or you will break them because you exceeded the chip load
[17:08:17] <ManMower> joe9: finding a wolfgang spindle to actually buy might be a problem
[17:08:47] <joe9> isn't this wolfgang?
http://www.wolfgangengineering.com/Home.php
[17:08:53] <Tom_itx> anybody ever use a die grinder for it?
[17:08:55] <Tom_itx> air powered
[17:09:20] <ManMower> joe9: ooh, nice. I couldn't find any on ebay, and I think they used to be sold exclusively that way. :)
[17:09:25] -!-
[n00by] [[n00by]!~asdf@99-109-227-209.lightspeed.hstntx.sbcglobal.net] has joined #linuxcnc
[17:12:01] -!-
|n0b0dy| has quit [Ping timeout: 260 seconds]
[17:13:30] * JT-Shop wanders off to take a nap
[17:14:49] <joe9> this is my bom for a pcb cnc milling machine:
http://codepad.org/V2QuEReo
[17:17:03] <Tom_itx> mmm his page sucks in ie
[17:18:08] <Tom_itx> are those rc car motors?
[17:18:48] <joe9> JT-Shop: just wanted to let you know that I have been researching a pcb cnc mill for some time now, but, could never get anywhere. That was one of the reasons I was looking to buy one. Your input has made it possible for me to build a rough bom within the hour. Just wanted to thank you for your advice.
[17:19:26] <archivist> old pc power supply is too low a voltage probably
[17:19:37] <alex_joni> howdy crowd
[17:19:49] <joe9> archivist: oh, will search for alternatives. thanks
[17:21:19] <joe9> updated bom:
http://codepad.org/jUwUhucR
[17:21:28] <archivist> I picked an old Lambda 24v 20A psu, was adjustable to moved it up to 28v
[17:21:44] <sirhoax> yes my 12v psu drops voltage.
[17:21:51] <sirhoax> cnc moves way to slow.
[17:22:04] <sirhoax> nemic lambda makes good psu's
[17:22:11] <sirhoax> got one here for electroplating
[17:22:16] <joe9> archivist: sirhoax: thanks a lot.
[17:22:20] <sirhoax> 5v@120a.
[17:22:23] <sirhoax> heh. ;-)
[17:23:04] <archivist> psu on right
http://www.archivist.info/cnc/stagetwo/P1190002.JPG
[17:23:05] <ManMower> I don't think it'd do any harm to test drive it with a pc psu before upgrading.
[17:23:11] <joe9> why don't archivist, jt-shop and the experienced folks hang out at #diycnc. I tried that channel for similar questions, and was not getting anywhere.
[17:23:30] <archivist> because this is the real place :)
[17:24:42] <skunkKandT> this is rreal?
[17:25:22] * archivist thinks that is unreal
[17:25:52] <archivist> joe9, mine is a tiny toy compared to skunkKandT
[17:26:46] <skunkKandT> mine is a toy compared to stuarts.. ;)
[17:27:38] <mrsun_> the junkman archivist =)
[17:27:48] <joe9> on a different note, I have a bunch of holes to drill on a pcb. i have a big drill press, which seems to work pretty good. But, it is a pita to get the alignment of the drill to the hole correct. I have a HF milling machine, but, it is inaccurate and has a big backlash. This is pushed me onto the pcb milling route.
[17:27:59] <skunkKandT> http://electronicsam.com/images/KandT/oldkandt.JPG
[17:28:02] <archivist> mrsun_, proving junk works
[17:28:06] <mrsun_> yeah =)
[17:28:15] <joe9> Wondering if there is a simpler automated/accurate milling machine that I can use to align the pcb to the drill.
[17:29:07] <mrsun_> joe9, backlash compensation ? :)
[17:29:09] <archivist> you can create a drill file from the pcb package if it is any good
[17:29:36] <archivist> use ball screws no backlash then
[17:29:39] <joe9> archivist: I can, but I do not have a cnc yet, and was looking to do this without the cnc machine.
[17:29:53] <ManMower> archivist: ball screws have backlash
[17:29:59] <ManMower> unless you're using double nuts or something
[17:30:19] <archivist> ManMower, not preloaded 0 backlash screws
[17:30:27] <ManMower> fair enough :)
[17:30:51] <ManMower> my "preloaded" screws have 2 thou of backlash in them. :/
[17:31:10] <skunkKandT> I could see a cable or timing belt driven machine also for circuit boards.
[17:31:11] <archivist> replace the balls
[17:31:12] * ManMower wonders if he was charged for preloaded screws that weren't actually preloaded
[17:32:51] <joe9> it is not a milling machine, but a milling vise: ttp://www.harborfreight.com/5-inch-drill-press-milling-vise-94276.html
[17:32:55] <joe9> this is what I have.
[17:33:37] <ManMower> that's just not going to be any fun
[17:33:50] <joe9> any accurate milling vises that you would recommend, so I do not have to worry with the alignment of the drill press.
[17:33:54] * skunkKandT hugs his ball screws...
[17:33:57] <skunkKandT> http://youtu.be/FgOqEz5Tk-Y
[17:34:07] <joe9> I think once I get the aligment right, I could drill away a bunch of holes in no time.
[17:34:30] <skunkKandT> .0001"
[17:34:46] * ManMower is jealous
[17:34:55] <archivist> skunkKandT, I cheat and only work from one direction
[17:35:30] <skunkKandT> joe9: when i was doing circuit boards - I used a vaccum table and pins for alingment
[17:35:53] <ManMower> that's how it's done with lpkf's circuit board plotters
[17:35:55] <Tom_itx> or double backed tape
[17:36:44] <archivist> good doublesided tape breaks stuff when you remove from the table
[17:37:11] <ManMower> I've seen glue used, and acetone to remove it
[17:37:22] <joe9> skunkKandT: let me google vacuum table.
[17:37:30] <Tom_itx> a good blast of air will help release it
[17:37:53] <archivist> watch/clock makers use shellac and melt to remove
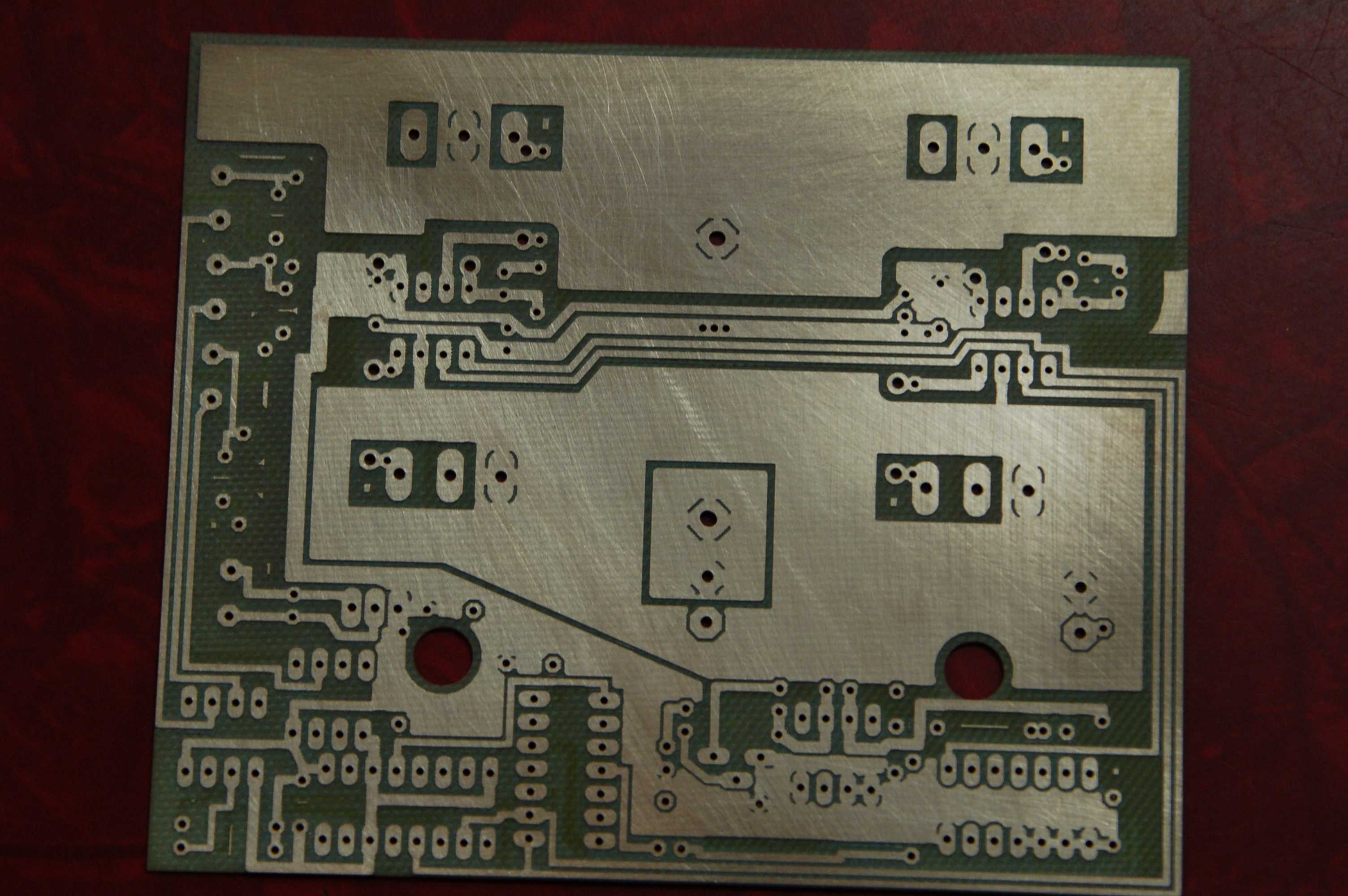
[17:38:23] <skunkKandT> http://electronicsam.com/images/KandT/servostart/schem/newcurrentlimit/bottom.JPG
[17:39:01] <joe9> skunkKandT: that is cool. was that pcb milled with cnc? or, just the holes drilled with pcb?
[17:39:15] <ManMower> looks milled to me
[17:39:19] <ManMower> skunkKandT: what'd you make the toolpaths with?
[17:39:55] <joe9> skunkKandT: what is your bom? or, cnc machine specs?
[17:40:26] <skunkKandT> big slow moving gantry
[17:40:34] <joe9> skunkKandT: are you in sweden?
[17:40:48] <skunkKandT> no - WI usa
[17:40:51] <joe9> skunkKandT: any pics, please?
[17:40:57] <skunkKandT> let me see.
[17:41:14] <joe9> is the setup something that I can replicate?
[17:41:16] <skunkKandT> I use the gcode.ulp written by a few developers here
[17:41:21] <archivist> wont fit on a desk top size
[17:41:39] <archivist> desk site on machine size :)
[17:41:43] <archivist> sits
[17:42:18] <skunkKandT> http://electronicsam.com/images/KandT/DSCgantry.JPG
[17:42:38] <joe9> skunkKandT: that is a big one.
[17:42:59] <skunkKandT> 3'X5'ish
[17:43:32] <skunkKandT> a 're-purposed' machine
[17:43:33] -!-
bjam28 [bjam28!598664fa@gateway/web/freenode/ip.89.134.100.250] has joined #linuxcnc
[17:45:05] <ManMower> http://imgur.com/UTHOv <-- pcb cutting from my machine viewed under a microscope
[17:45:10] <archivist> hmm no case on the pc.../me approves
[17:45:18] -!-
maximilian_h [maximilian_h!~bonsai@109.235.229.77] has joined #linuxcnc
[17:45:55] <skunkKandT> ;) rarely...
[17:45:58] <joe9> ManMower: that is pretty good.
[17:46:12] <skunkKandT> neat
[17:46:45] <ManMower> joe9: the pads on the right are for a qfp208, to give a sense of scale
[17:46:49] <joe9> any recommendations for a good milling vise? or, make this more accurate?
http://www.harborfreight.com/5-inch-drill-press-milling-vise-94276.html
[17:47:04] <Tom_itx> how big?
[17:47:07] <Tom_itx> Kurt are the best
[17:47:43] <joe9> Tom_itx: 10cm x 10cm is good enough. just a cm or 2 more would be helpful.
[17:48:23] <archivist> joe9, once you have a proper mill you wont need those crappy x y vices
[17:48:49] <Tom_itx> i wouldn't waste my money on that one
[17:48:56] <joe9> archivist: I agree. I am just looking for cheaper alternatives until I get a mill.
[17:49:47] <skunkKandT> this was going to be my next pcb mill.
[17:49:49] <skunkKandT> http://electronicsam.com/images/KandT/pcbmill/mockup1.JPG
[17:50:43] <joe9> skunkKandT: that seems a bit big for a pcb mill. do you need it to be that big?
[17:50:54] <skunkKandT> it is what I had.
[17:51:02] <ManMower> skunkKandT appears to do everything "super sized"
[17:51:05] <skunkKandT> :) plus it could be used for otherthings..
[17:51:27] <syyl_ws> "to big" and "machine" in one sentence dont work together...
[17:52:25] -!-
bootnecklad_ [bootnecklad_!~bootneckl@host-89-240-125-137.as13285.net] has joined #linuxcnc
[17:53:08] <skunkKandT> that is a 1" thick peice of cast iron
[17:54:07] <archivist> one can collect pics for ambition
http://www.collection.archivist.info/BrownHobbing.jpeg
[17:54:39] -!-
andypugh [andypugh!~andy2@cpc2-basl1-0-0-cust492.basl.cable.virginmedia.com] has joined #linuxcnc
[17:55:21] <archivist> for really big we want the pdf andypugh came up with
[17:55:21] <andypugh> Where does LinuxCNC look for existing non-sample config files?
[17:55:37] <andypugh> Dean Smith and Grace?
[17:55:46] <andypugh> (Guessing)
[17:56:30] -!-
theorbtwo has quit [Ping timeout: 248 seconds]
[17:56:38] <andypugh> Supplementary question, where does Touchy look for ngc files?
[17:57:17] -!-
clytle374 [clytle374!~clytle374@75.105.212.57] has joined #linuxcnc
[17:58:20] <archivist> yes that was the one, though I kept a copy some where
[18:04:16] <archivist> found it
http://www.archivist.info/cnc/Travelling_Gantry_Machine.pdf
[18:05:31] -!-
ManMower [ManMower!~ManMower@S0106c0c1c0f4a95d.wp.shawcable.net] has parted #linuxcnc
[18:08:14] <mrsun_> thats almost like my mill
[18:08:25] <mrsun_> i use it for pcb work
[18:09:53] -!-
theorbtwo [theorbtwo!~theorb@91.84.53.6] has joined #linuxcnc
[18:13:14] <joe9> mrsun_: which one? the one that archivist has in the Travelling gantry .pdf? it is huge, are you guys being sarcastic?
[18:13:27] <mrsun_> ofc =)
[18:13:29] <mrsun_> yes that one :P
[18:13:31] -!-
bootnecklad_ has quit [Quit: Leaving]
[18:13:45] <mrsun_> its sickly big ... =)
[18:14:38] -!-
theorbtwo has quit [Ping timeout: 248 seconds]
[18:26:25] <andypugh> The thing is, it is a whole lot like the hobby machines, similar construction even. It's just bigger. A lot bigger.
[18:27:54] <mrsun_> http://www.youtube.com/watch?v=cqqSwb7WVko thats more like mine =)
[18:27:57] -!-
theorbtwo [theorbtwo!~theorb@91.84.53.6] has joined #linuxcnc
[18:28:11] <mrsun_> tho ive switched motor to a 3 phase motor with vfd and hanging behind the column
[18:28:20] <mrsun_> and scraped the ways
[18:32:03] -!-
maximilian_h has quit [Quit: Leaving.]
[18:32:51] <ries> mrsun_: How do you keep your monitor clean so close to your mill??? :)
[18:33:01] <mrsun_> ries, "more like mine", not mine
[18:33:17] <ries> Ahhh :)
[18:33:19] <ries> yes I see
[18:33:40] <mrsun_> i have my pc and everything spread out throught the room ;P
[18:33:54] <mrsun_> need to build an enclosure for the mill so ic an just mount everything inside that =)
[18:34:03] <ries> here it's enclosed, except the monitor… but I do wood only so it's less problamatic
[18:39:44] -!-
theorbtwo has quit [Ping timeout: 245 seconds]
[18:42:44] -!-
theorbtwo [theorbtwo!~theorb@91.84.53.6] has joined #linuxcnc
[18:44:31] <Loetmichel> so, el-cheapo-mini-spindle runs...
http://www.cyrom.org/palbum/main.php?g2_itemId=12837
[18:45:14] <Loetmichel> ... but i think the bearings were a BIT to cheap for 20kRPM: ->
http://www.cyrom.org/palbum/main.php?g2_itemId=12840
[18:48:05] -!-
isssy [isssy!~isssy@78-83-51-185.spectrumnet.bg] has joined #linuxcnc
[18:48:16] <andypugh> Check the specs, 60C is probably OK.
[18:48:28] <andypugh> But you might want oil not grease
[18:50:57] <Loetmichel> the 43mm part is WAY to hot to touch
[18:51:20] <Loetmichel> the screw was the only part where i could get a stedy reading
[18:52:55] <andypugh> I have heard that skate bearings are cheap and very good, skateboarders like "hot-rod" bearings.
[18:53:28] <Loetmichel> that ARE sheate bearings
[18:53:30] <Loetmichel> ;-)
[18:53:32] <Loetmichel> skate
[18:53:34] -!-
theorbtwo has quit [Ping timeout: 248 seconds]
[18:53:36] <psha> don't know about skate bearing but ones for inline skates are not very cheap
[18:53:51] <Loetmichel> i have some ...
[18:53:57] <psha> there are cheap but they are not good
[18:53:58] <Tom_itx> not the good ones anyway
[18:54:10] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=448
[18:54:30] <andypugh> Loetmichel: You could swap to angular-contact bearings and find some way to adjust the preload?
[18:54:51] <Loetmichel> this should be "el cheapo"
[18:55:21] <Loetmichel> i will get another pair from the inlinerwheels, and put them in solvent to get rid of the grease
[18:55:29] <Loetmichel> the a bit oil and check again ;-)
[18:55:36] <syyl_ws> get a pair of cheap angular contact bearings.
[18:56:12] -!-
maximilian_h [maximilian_h!~bonsai@109.235.229.77] has joined #linuxcnc
[18:56:59] <Loetmichel> syyl: i have two of this around here, but i wont use them for a spindle i will donate ->
http://www.cyrom.org/palbum/main.php?g2_itemId=10468
[18:57:22] <Loetmichel> they WILL stay cool, already tested, even with no grease. AND live long
[18:57:31] <Loetmichel> but nearly 40 eur the pair is a bit much ;-)
[18:57:51] <syyl_ws> do whatever you want :D
[18:58:30] <andypugh> I don't trust ceramic bearings. I don't know why, as I know a lot about materials science and worked with a guy developing ceramic springs.
[18:59:43] -!-
theorbtwo [theorbtwo!~theorb@91.84.53.6] has joined #linuxcnc
[18:59:46] <andypugh> Budget 608: Speed in Oil = 34000
[18:59:47] <andypugh> Speed in Grease = 23000
[19:00:17] <syyl_ws> i think problem are more the mounting tolerances...
[19:00:36] <Loetmichel> may be
[19:01:27] <andypugh> SKF ones are limited to 38k rpm
[19:02:26] <andypugh> Is there any axial preload in the bearings? You probably want to make sure that one bearing can float.
[19:03:24] -!-
maximilian_h has quit [Quit: Leaving.]
[19:03:33] <andypugh> In a dual-bearing setup only one should be axially rigid, the other should have an over-length bore, or be a cylindrical or needle bearing. Sorry if you know this stuff.
[19:04:34] -!-
syyl_ws has quit [Quit: Verlassend]
[19:04:36] <Loetmichel> andypugh: look at the drawing: just two bearings and the coupling as a play limiter
[19:05:07] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_view=core.DownloadItem&g2_itemId=12821 (PDF
[19:06:03] -!-
GoSebGo has quit [Quit: Bye]
[19:06:39] <andypugh> Hmm, so, you have a screw to adjust the coupling down to the iner race of the upper bearing?
[19:06:45] -!-
bjam28 has quit [Quit: Page closed]
[19:07:03] <Loetmichel> yes
[19:07:19] -!-
GoSebGo [GoSebGo!~Seb@184.232.58.192] has joined #linuxcnc
[19:07:44] <andypugh> I think a spacer between the bearings slightly longer than the housing length, then a retaining plate under the outer race of the bottom bearing would be better.
[19:07:56] <Loetmichel> more like: setting the coupling on the axle, pressing the coupling on the beating and the axle the other way, tightening the setscrews
[19:08:22] -!-
theorbtwo has quit [Ping timeout: 252 seconds]
[19:08:36] <Loetmichel> i could do that, but not today ;-)
[19:08:43] <andypugh> With your current arrangement, if the housing gets hot, it will expand more than the shaft, and increase the axial preload, making the bearngs hot, making the housing expand....
[19:08:45] <Loetmichel> will try it along the week
[19:09:07] <Loetmichel> i see
[19:09:48] -!-
theorbtwo [theorbtwo!~theorb@91.84.53.6] has joined #linuxcnc
[19:09:48] <andypugh> https://picasaweb.google.com/108164504656404380542/Gibbs#5569241816003725954
[19:10:09] <andypugh> Is rather similar, even the same coupling.
[19:10:57] <Loetmichel> i'll try that
[19:11:03] <andypugh> Though in that case the coupling is tight, and the preload is set by the retaining plate.
[19:11:15] <Loetmichel> a tube cutted to length isnt TAHT big a problem
[19:11:41] <Loetmichel> and the retainer isnt hart to do either
[19:12:00] <andypugh> You don't need adjustable preload with deep-groove balls, I had it because those are angular contact.
[19:13:00] <Loetmichel> i could even get away with some loctite red to fit the bearings in the housing and have NO preload wahtsever
[19:13:17] <andypugh> Yes, that would work too.
[19:13:36] <Loetmichel> the small ( few thou) play axially ist a factor if the CNC mill is made of PVC ;-)
[19:13:48] <andypugh> Ah, no, not if you glue both bearings, because of the differential expansion problem.
[19:14:54] <Loetmichel> hmmm
[19:14:57] <andypugh> Clamp them both down tight on the spacer, and lock the bottom outer race somehow, leaving the top one with a bit of float.
[19:15:29] <andypugh> Though they might well still get very hot, that might not be the whole problem.
[19:16:05] <Loetmichel> i think i have seen some 22mm dish springs laying around somewhere... maybe if i put tem under de inner bearing?
[19:16:31] <Loetmichel> making about 10N preload for the bearings...
[19:17:37] <Loetmichel> that would account for the differential expansion, wouldnt it?
[19:17:51] -!-
theorbtwo has quit [Ping timeout: 245 seconds]
[19:18:02] -!-
JT-Shop has quit [Remote host closed the connection]
[19:19:15] -!-
JT-Shop [JT-Shop!~chatzilla@216-41-156-59.semo.net] has joined #linuxcnc
[19:19:53] <andypugh> Yes, but I am not sure you really want any preload.
[19:21:08] <Loetmichel> i'll make the spacer and test a bit
[19:21:12] <Loetmichel> next week ;-)
[19:21:28] -!-
psha has quit [Quit: Lost terminal]
[19:24:12] <JT-Shop> joe9: your welcome
[19:29:32] -!-
joe9 has quit [Read error: Connection reset by peer]
[19:31:10] -!-
joe9 [joe9!~joe9@c-24-99-80-97.hsd1.ga.comcast.net] has joined #linuxcnc
[19:46:34] -!-
GoSebGo has quit [Ping timeout: 240 seconds]
[19:50:43] -!-
clytle374 has quit [Read error: Connection reset by peer]
[19:54:58] -!-
johnN [johnN!~yaaic@c-76-106-249-8.hsd1.fl.comcast.net] has joined #linuxcnc
[19:55:28] <A2Sheds> anyone ever come across robot arms (~1m) with encoder outputs vs just position info from the controller?
[19:59:37] -!-
clytle374 [clytle374!~clytle374@75-105-212-57.cust.wildblue.net] has joined #linuxcnc
[20:07:46] <pcw_home> no problem, just add a couple of the REXA versions to the joints:
[20:07:48] <pcw_home> http://www.renishaw.com/en/resolute-rotary-angle-absolute-encoder-options--10939
[20:12:20] -!-
skunkKandT has quit [Remote host closed the connection]
[20:12:30] -!-
isssy has quit [Quit: Bye Bye]
[20:12:40] -!-
theorbtwo [theorbtwo!~theorb@91.84.53.6] has joined #linuxcnc
[20:15:20] -!-
theorbtwo has quit [Client Quit]
[20:15:24] -!-
theorbtwo [theorbtwo!~theorb@91.84.53.6] has joined #linuxcnc
[20:32:46] -!-
vladimirek has quit [Remote host closed the connection]
[20:37:19] -!-
cncbasher [cncbasher!~quassel@cpc15-hart9-2-0-cust101.11-3.cable.virginmedia.com] has joined #linuxcnc
[20:43:31] -!-
cncbasher [cncbasher!~quassel@cpc15-hart9-2-0-cust101.11-3.cable.virginmedia.com] has parted #linuxcnc
[20:51:57] -!-
jbunch has quit [Ping timeout: 248 seconds]
[20:52:21] kanzure_ is now known as
kanzure
[20:53:51] -!-
IchGuckLive [IchGuckLive!~chatzilla@95-89-241-132-dynip.superkabel.de] has joined #linuxcnc
[20:53:59] <IchGuckLive> hi all
[20:54:16] <DJ9DJ> hi wasguckstdu :D
[20:54:31] <IchGuckLive> Safe back in Germany from CNC tripp to Haas LA CA
[20:54:53] <IchGuckLive> it wars definitly warm in LA
[20:54:53] <DJ9DJ> welcome back :)
[20:55:19] <IchGuckLive> DJ9DJ: DO5PX here
[20:55:46] <IchGuckLive> RLP K09
[20:57:33] <IchGuckLive> DJ9DJ: JN49UF
[20:57:50] <DJ9DJ> hehe
[20:58:21] <DJ9DJ> yeah, its a call sign, but i am not really active...
[20:58:25] <IchGuckLive> There are 260 requests now for the XYUV modification
[20:58:59] <DJ9DJ> some kind of passive ham ;) just interested in the technical things ;)
[21:02:11] -!-
jbunch [jbunch!~jim@76.9.248.8] has joined #linuxcnc
[21:05:49] -!-
clytle374 has quit [Quit: Leaving]
[21:06:04] <IchGuckLive> me 2
[21:06:26] <DJ9DJ> one ham already told me I shoud give back my harec because I do not do any qso ;)
[21:07:39] <IchGuckLive> B)
[21:07:55] <DJ9DJ> perhaps one day my time will come :D
[21:17:05] <IchGuckLive> someone here from California ?
[21:19:43] <Tom_itx> speaking of.. where's danimal been?
[21:20:10] -!-
adb [adb!~adb@178-211-230-236.dhcp.voenergies.net] has joined #linuxcnc
[21:20:27] <archivist> !seen danimal
[21:20:27] <the_wench> last seen in 2011-02-17 00:01:29, seems to have quit or joined and I dont have a message
[21:21:09] <Tom_itx> archivist, it would have been in the emc log
[21:21:52] <Tom_itx> too bad we can't merge those for this purpose
[21:22:12] <archivist> they are all over the place
[21:22:32] <IchGuckLive> ok im off By till tomorrow
[21:22:36] -!-
IchGuckLive has quit [Quit: ChatZilla 0.9.87 [Firefox 10.0/20120130145648]]
[21:28:01] <andypugh> If anyone remembers me modifying a tiny little board I had had manufactured wrongly, I have just found it was made right, and I was testing it wrong... No output voltage because it is a switch. Doh!
[21:28:53] <andypugh> Tomorrow I will try fitting an unmodified version.
[21:29:08] <Tom_itx> 2012-01-02 21:08:38 <Danimal_garage>
[21:35:57] -!-
gene__ has quit [Read error: Connection reset by peer]
[21:42:51] <Jymmm> andypugh: poor bastard.dont ya hate it when that happens!
[21:44:04] <andypugh> I am quite accustomed to making stupid mistakes.
[21:44:23] <andypugh> But it's a pain when it it a tiny PCB of surface-mounts.
[21:44:26] <Jymmm> andypugh: Man, it's all good. Shit happens
[21:57:01] -!-
ve7it [ve7it!~LawrenceG@S0106001c10b7770f.pk.shawcable.net] has joined #linuxcnc
[22:00:21] <DJ9DJ> gn8
[22:00:54] -!-
DJ9DJ has quit [Quit: bye]
[22:14:27] -!-
adb has quit [Ping timeout: 260 seconds]
[22:28:44] -!-
syyl has quit [Quit: Leaving]
[22:54:27] -!-
Fox_Muldr has quit [Ping timeout: 265 seconds]
[22:56:17] -!-
Fox_Muldr [Fox_Muldr!quakeman@frnk-4d01d6a0.pool.mediaWays.net] has joined #linuxcnc
[22:58:34] -!-
Valen [Valen!~Valen@2001:44b8:3199:9100:21e:8cff:fe63:55df] has joined #linuxcnc
[23:07:18] -!-
skunkworks_ [skunkworks_!~chatzilla@str-bb-cable-south2-static-6-425.dsl.airstreamcomm.net] has joined #linuxcnc
[23:15:45] -!-
Mjolinor has quit [Remote host closed the connection]
[23:17:33] -!-
factor has quit [Quit: Leaving]
[23:32:09] [n00by] is now known as
|n00by|
[23:33:25] -!-
morfic has quit [Read error: Connection reset by peer]
[23:39:35] -!-
jbunch has quit [Ping timeout: 260 seconds]
[23:46:44] -!-
pfred1 [pfred1!~pfred1@unaffiliated/pfred1] has joined #linuxcnc
[23:47:05] <pfred1> does the live CD work for full RTAI?
[23:49:37] <skunkworks_> yes
[23:49:54] <pfred1> skunkworks_ not just sim but full operation?
[23:50:16] <pfred1> lapic isn't an issue etc.?
[23:50:17] <SWPadnos_> yes
[23:50:23] <SWPadnos_> that's the point of the live CD
[23:50:29] <SWPadnos_> (or one of them anyway)
[23:50:49] -!-
SWPadnos_ has quit [Changing host]
[23:50:49] -!-
SWPadnos_ [SWPadnos_!~Me@emc/developer/SWPadnos] has joined #linuxcnc
[23:50:49] -!- mode/
#linuxcnc [+v SWPadnos_] by ChanServ
[23:51:01] <pfred1> I was chatting with someone here the other nite and on a usb key they were having a lot of problems
[23:51:05] SWPadnos_ is now known as
SWPadnos
[23:51:22] <Jymmm> SWPadnos_: Really? I thought it was to prevent the zombies from being permanently on your hard drive?
[23:51:24] <pfred1> like as soon as they loaded the RTAI module their machine locked up
[23:51:41] <pfred1> other than that it worked great
[23:51:56] <SWPadnos> Jymmm, the UndeadCD is coming soon
[23:52:11] <SWPadnos> lapic could be an issue
[23:52:17] <Jymmm> SWPadnos: (I really need to stop reading xkcd for a while)
[23:52:28] <Jymmm> SWPadnos: WOOHOO! Mmmmmm BRAINS!!!!!!!!!
[23:52:46] <SWPadnos> I don't know what the defaults are on the liveCD, but you can probably change them at boot time via the GRUB menu
[23:52:49] <SWPadnos> heh
[23:52:58] <pfred1> SWPadnos so it'd be fair to say then that in most instances the live CD is fully functional but there may be some exceptions?
[23:53:08] <Jymmm> SWPadnos: People will be GRATEFUL for an unDEAD cd!
[23:53:37] <SWPadnos> well, it's fair to say that the LiveCD has a fully functional system. There's no guarantee that it's compatible with everyone's hardware by default
[23:53:48] <SWPadnos> how old is the hardware in quea\stion?
[23:53:51] <SWPadnos> -a\
[23:54:09] <Jymmm> I thought livecd was good for sim, but not for rtai
[23:54:15] <pfred1> pretty much what I wa driving at LinuxCNC is pretty hardware dependant
[23:54:34] <pfred1> Jymmm that is about as far as I'm comfortable evaluating it
[23:54:46] <Jymmm> pfred1: =)
[23:55:13] <pfred1> I mean I'm glad to hear it works for a lot of people but gray areas I find troublesome for a variety of reasons
[23:55:32] <Jymmm> I need to make a hot glue gun tip that's less than .125"
[23:55:43] <Jymmm> wide
[23:56:11] <pfred1> if it was me I'd probably drop lead in the old tip then drill it out
[23:56:37] <pfred1> why make new when modifying old wil do?
[23:56:56] <Jymmm> the OD has to be smaller than 1/8"
[23:57:01] <pfred1> hot glue guns don't get hot enough to melt solder do they?
[23:57:04] <Jymmm> O.D.
[23:57:14] <SWPadnos> pfred1, there is no guarantee that particular hardware will work with an RTAI-patched kernel
[23:57:31] <SWPadnos> that's even less of a guarantee when the hardware might be a year or two newer than said kernel
[23:57:39] <pfred1> SWPadnos that is the truth so if it is going to work then it will likely work live as well
[23:57:48] <Jymmm> pfred1: it's heat transfer I'm more concerned with than fabrication.
[23:57:52] <SWPadnos> probably, but not necessarily
[23:58:12] -!-
andypugh has quit [Quit: andypugh]
[23:58:20] <Jymmm> bbiab
[23:58:36] <SWPadnos> I believe there have been some cases where an install from "stock" ubuntu and then an install of LinucCNC/RTAI worked, btu a direct install from the LiveCD didn't
[23:58:54] <SWPadnos> some drivers are probably newer that way, or something
[23:59:08] <pfred1> yeah even 10.04 is getting a bit crusty these days isn't it?
[23:59:13] <SWPadnos> yep
[23:59:16] -!-
bootnecklad_ [bootnecklad_!~bootneckl@host-78-150-6-152.as13285.net] has joined #linuxcnc
[23:59:27] <SWPadnos> hopefully, we'll have the manpower to make a 12.04-based CD, but who knows
[23:59:38] <pfred1> well I don't have that problem here the machine I run EMC on has a designed for Windows 98 sticker on the side of it
[23:59:45] <SWPadnos> not that the new Unity or Gnome Shell interfaces seem to be winning people over much :)
[23:59:52] <SWPadnos> heh
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}