Back
[00:03:16] -!-
theorb [theorb!~theorb@91.84.53.6] has joined #linuxcnc
[00:04:30] -!-
theorbtwo has quit [Ping timeout: 272 seconds]
[00:04:41] theorb is now known as
theorbtwo
[00:13:29] -!-
jsr [jsr!~jsr@98.sub-75-241-188.myvzw.com] has joined #linuxcnc
[00:36:32] -!-
jsr has quit [Remote host closed the connection]
[00:36:55] <JT-Shop> at least it is not sleeting, snowing and raining when the pipe broke at the pit-less adapter...
[00:38:21] -!-
tlab has quit [Quit: Leaving]
[00:46:02] -!-
Loetmichel_ [Loetmichel_!cylly@p54B158FC.dip.t-dialin.net] has joined #linuxcnc
[00:48:21] -!-
Loetmichel has quit [Ping timeout: 248 seconds]
[00:48:42] -!-
gene__ has quit [Remote host closed the connection]
[00:49:53] -!-
Nick001 [Nick001!~nospam@50.32.66.128] has joined #linuxcnc
[00:49:59] -!-
skunkworks [skunkworks!~chatzilla@str-bb-cable-south2-static-6-425.dsl.airstreamcomm.net] has joined #linuxcnc
[00:52:00] -!-
gene76 [gene76!~gene@204.111.66.235] has joined #linuxcnc
[00:55:23] <gene76> Lo everyone, back from dinner, rebooted, still nothing using cpu1 on this D525 Atom board, 10.04, hyperthreading turned off, isolcpus=1 in grub.cfg
[00:56:07] <gene76> emc-2.60-pre using 20% + of cpu0
[00:59:35] <gene76> Interesting tidbit from dmesg:
[01:00:10] <gene76> [ 105.426087] RTAI[hal]: mounted (IPIPE-NOTHREADS, IMMEDIATE (INTERNAL IRQs DISPATCHED), ISOL_CPUS_MASK: 0).
[01:00:11] <gene76> [ 105.426092] PIPELINE layers:
[01:00:13] <gene76> [ 105.426097] f9ec4e20 9ac15d93 RTAI 200
[01:00:15] <gene76> [ 105.426102] c085cb20 0 Linux 100
[01:01:29] <gene76> where did that ISOL_CPUS_MASK:0 come from?
[01:09:32] <Valen> isocpus is MEANT to stop things from using the other cpu
[01:10:10] <Valen> it tells the scheduler to ignore it basically
[01:10:22] <Valen> if you want to not use it
[01:10:23] <Valen> reboot
[01:10:28] <Valen> go into the grub menu
[01:10:39] <Valen> edit the kernel command and delete it
[01:10:41] <Valen> then boot
[01:10:50] <Valen> it'll take it out for one boot
[01:11:20] <Valen> pastebin the output of top and see whats happening
[01:12:03] -!-
FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[01:13:30] -!-
FinboySlick [FinboySlick!~shark@squal.net] has parted #linuxcnc
[01:23:50] -!-
servos4ever has quit [Quit: ChatZilla 0.9.85 [SeaMonkey 2.0.11/20101206162726]]
[01:27:16] -!-
ries has quit [Quit: ries]
[01:27:27] -!-
ries [ries!~ries@200.125.129.54] has joined #linuxcnc
[01:31:13] -!-
Tom_itx [Tom_itx!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[01:31:38] -!-
ries has quit [Ping timeout: 240 seconds]
[01:33:07] -!-
Valen has quit [Quit: Leaving.]
[01:34:25] -!-
rob_h has quit [Ping timeout: 272 seconds]
[01:59:23] -!-
sumpfralle [sumpfralle!~lars@87.234.216.224] has joined #linuxcnc
[02:08:21] -!-
cmorley has quit [Ping timeout: 248 seconds]
[02:25:26] -!-
Fox_Muldr has quit [*.net *.split]
[02:25:26] -!-
Jymmm has quit [*.net *.split]
[02:25:26] -!-
hm2-buildmaster has quit [*.net *.split]
[02:25:26] -!-
bootnecklad has quit [*.net *.split]
[02:25:26] -!-
bill20r3 has quit [*.net *.split]
[02:25:26] -!-
cpresser has quit [*.net *.split]
[02:25:33] -!-
cpresser [cpresser!~cpresser@rstenpresser.de] has joined #linuxcnc
[02:25:42] -!-
bill20r3 [bill20r3!bill@cloudburst.xmission.com] has joined #linuxcnc
[02:25:45] -!-
Fox_Muldr [Fox_Muldr!quakeman@frnk-4d01e896.pool.mediaWays.net] has joined #linuxcnc
[02:25:56] -!-
FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[02:26:06] -!-
Jymmm [Jymmm!~jymmm@unaffiliated/jymmm] has joined #linuxcnc
[02:26:07] -!-
factor has quit [Ping timeout: 252 seconds]
[02:26:24] -!-
sumpfralle has quit [Ping timeout: 259 seconds]
[02:27:27] -!-
sumpfralle [sumpfralle!~lars@31-17-29-52-dynip.superkabel.de] has joined #linuxcnc
[02:27:54] -!-
cevad has quit [Quit: Leaving]
[02:28:19] -!-
FinboySlick [FinboySlick!~shark@squal.net] has parted #linuxcnc
[02:33:57] -!-
sumpfralle has quit [Ping timeout: 248 seconds]
[02:38:13] -!-
Jymmm [Jymmm!~jymmm@unaffiliated/jymmm] has parted #linuxcnc
[02:43:34] -!-
Jymmm [Jymmm!~jymmm@unaffiliated/jymmm] has joined #linuxcnc
[02:44:16] -!-
bootnecklad [bootnecklad!~bootneckl@vm4.telegraphics.com.au] has joined #linuxcnc
[02:46:39] -!-
factor [factor!~factor@74.197.205.204] has joined #linuxcnc
[02:59:08] -!-
cevad [cevad!~davec@host-174-45-229-40.bln-mt.client.bresnan.net] has joined #linuxcnc
[03:04:08] -!-
cmorley has quit [Ping timeout: 240 seconds]
[03:33:19] -!-
cmorley has quit [Ping timeout: 245 seconds]
[03:46:21] -!-
factor has quit [Read error: Connection reset by peer]
[03:48:21] -!-
mhaberler has quit [Quit: mhaberler]
[03:54:46] <scanf> has anyone use emc2 on a usb flash drive?
[04:00:35] <skunkworks> a while ago - I made a persistant usb flashdrive and it worked ok.
[04:00:41] <skunkworks> with ubuntu
[04:00:54] <skunkworks> don't ask me how... ;)
[04:00:58] <jdhNC> I tried to make one, but coudl never get it to boot
[04:02:27] <cstop> how did you set the bios boot order?
[04:04:04] -!-
factor [factor!~factor@74.197.205.204] has joined #linuxcnc
[04:06:01] <scanf> skunkworks: how? :)
[04:07:46] <seb_kuzminsky> click on System -> Administration -> Startup Disk Creator ?
[04:09:37] <skunkworks> does that make it persistant? (you can save things and the next boot they are there?)
[04:11:08] <scanf> i should just be able to boot off the CD and install to the usb flash right?
[04:14:13] <seb_kuzminsky> https://help.ubuntu.com/community/LiveCD/Persistence
[04:14:31] <seb_kuzminsky> i've never tried it...
[04:15:11] -!-
kbarry [kbarry!~chatzilla@adsl-69-148-211-162.dsl.bumttx.sbcglobal.net] has joined #linuxcnc
[04:23:44] -!-
kbarry has quit [Quit: ChatZilla 0.9.88 [Firefox 9.0.1/20111220165912]]
[04:36:20] -!-
Valen [Valen!~Valen@2001:44b8:3199:9100:21e:8cff:fe63:55df] has joined #linuxcnc
[04:47:33] -!-
automata [automata!~amit@122.179.173.177] has joined #linuxcnc
[05:04:21] <Jymmm> unetbutin
[05:06:59] -!-
cstop has quit [Quit: Leaving]
[05:13:17] <mikegg> jdNC: try tuxboot
[05:14:00] <Jymmm> http://unetbootin.sourceforge.net/
[05:14:11] <Jymmm> You dropped a bomb on me.. baby!
[05:15:22] <mikegg> yeah, I thought tuxboot would do ubuntu...
[05:15:34] <mikegg> i guess it's just clonezilla and some other things
[05:35:24] <Jymmm> Fiiiiiiiiiiiire
[05:35:50] <Jymmm> http://newpowerinc.com/flash_mp3_player/mp3/Ohio Players - Fire.mp3
[05:35:54] <Jymmm> bah
[05:36:16] <Jymmm> http://newpowerinc.com/flash_mp3_player/mp3/Ohio Players%+-+Fire.mp3
[05:36:30] <Jymmm> http://newpowerinc.com/flash_mp3_player/mp3/Ohio Players%20-%20Fire.mp3
[05:36:36] <Jymmm> http://newpowerinc.com/flash_mp3_player/mp3/Ohio%20Players%20-%20Fire.mp3
[05:36:40] <Jymmm> there we go
[05:59:34] -!-
psha [psha!~psha@213.208.162.69] has joined #linuxcnc
[05:59:53] -!-
GoSebGo has quit [Quit: Bye]
[06:04:24] -!-
ve7it has quit [Remote host closed the connection]
[06:56:50] -!-
vladimirek [vladimirek!~vladimire@bband-dyn226.178-40-36.t-com.sk] has joined #linuxcnc
[07:04:42] -!-
Arduno [Arduno!~sltl@203.77.201.147] has joined #linuxcnc
[07:04:56] <Arduno> Hi
[07:06:47] <Arduno> Hello All
[07:29:36] -!-
cmorley has quit [Quit: Leaving.]
[07:50:43] -!-
e-ndy [e-ndy!jkastner@nat/redhat/x-guukeewmmcwwgiuw] has joined #linuxcnc
[07:55:38] -!-
factor has quit [Read error: Operation timed out]
[07:56:28] -!-
isssy has quit [Quit: Bye Bye]
[08:11:35] -!-
factor [factor!~factor@74.197.205.204] has joined #linuxcnc
[08:19:18] <mrsun> hmm, thinking of buying double the strength steppers just to be sure they can drive the mill good =)
[08:19:43] <mrsun> these can at low speeds (1.85Nm steppers) so maybe a couple of 3Nm could kick the mill into some higher speeds :P
[08:22:09] -!-
Arduno has quit [Quit: Ex-Chat]
[08:32:31] -!-
mhaberler [mhaberler!~mhaberler@195.191.253.94] has joined #linuxcnc
[08:39:57] -!-
cmorley has quit [Quit: Leaving.]
[09:29:42] <archivist> larger steppers can be slower
[10:00:26] -!-
maximilian_h [maximilian_h!~bonsai@109.235.229.77] has joined #linuxcnc
[10:00:36] <Loetmichel_> mrsun:: @ 3Nm i would consider brushed servos.
[10:01:02] <Loetmichel_> MUCH more dynamic, not much mor expensive.
[10:01:04] <Loetmichel_> +e
[10:03:42] -!-
rob_h [rob_h!~rob_h@5ace704a.bb.sky.com] has joined #linuxcnc
[10:20:16] -!-
[n0b0dy] has quit []
[10:20:46] <mrsun> archivist, well compared to about 200mm/min i think they would go a bit faster, same frame also =)
[10:22:01] <archivist> higher torque also means higher inductance of the motor coils and that reduces the maximum rpm of the motor a bit
[10:23:15] <mrsun> archivist, yeah
[10:23:16] <mrsun> true =)
[10:23:24] <mrsun> but minimizes the risk for stalling also =)
[10:23:38] <mrsun> that is stalling at lower speeds .. :P
[10:23:41] <archivist> I agree that a lot of the sellers dont quote max rpm where the torque is at a minimum too
[10:23:44] <mrsun> the only problem realy is the rapids
[10:23:53] <mrsun> kinda booring to wait on rapids that is going 100mm/min :P
[10:25:25] <archivist> also increase supply voltage will give a better top speed
[10:26:01] <mrsun> yeah, but with my motors according to the geckos calculations im almost at top voltage
[10:26:04] <mrsun> 40V
[10:27:40] <archivist> are you just accelerating too fast
[10:28:10] <mrsun> archivist, might be also =)
[10:28:59] <mrsun> 40.47 is the maximum voltage im allowed to feed them :P
[10:29:15] <mrsun> or its the optimal
[10:29:20] <mrsun> and im at 40 .... close enough :P
[10:30:30] <archivist> voltage is ok
[10:30:42] <mrsun> i guess i could tinker with the acceleration stuff
[10:30:51] <archivist> try slower acceleration but higher max speed
[10:31:22] <archivist> must deal with my car MOT
[10:33:12] -!-
e-ndy has quit [Quit: Ex-Chat]
[10:41:29] -!-
e-ndy [e-ndy!jkastner@nat/redhat/x-wohwybbovwjwwlxk] has joined #linuxcnc
[11:31:13] -!-
mk0 [mk0!~x-ray@fiztech.basnet.by] has joined #linuxcnc
[11:33:50] -!-
jonnyATroot [jonnyATroot!~jonny@195.113.165.82] has joined #linuxcnc
[12:00:22] -!-
jonnyATroot has quit [Remote host closed the connection]
[12:05:09] -!-
cmorley has quit [Ping timeout: 248 seconds]
[12:23:55] -!-
ries [ries!~ries@200.125.129.54] has joined #linuxcnc
[12:25:40] -!-
Valen has quit [Quit: Leaving.]
[12:27:51] <Jymmm> When buying a car, is there much of a difference between (lets say ) 20K and 30K miles versus 25K and 50K miles?
[12:28:29] <archivist> non run in yet
[12:28:33] <archivist> not
[12:28:44] <Jymmm> When looking thru classifieds that is.
[12:29:18] <Jymmm> archivist: Ok, I can see that.
[12:29:40] <Jymmm> 50k and 75K ?
[12:29:42] <archivist> mine has 185k on the clock
[12:30:28] <archivist> and must dash soon, it is booked in for its annual test at 1pm
[12:30:58] <Jymmm> http://i44.tinypic.com/6tn5kw.jpg
[12:31:45] <Jymmm> archivist: annual test meaning smog check?
[12:32:59] <archivist> they check all safety items, emissions is only part of the test
[12:33:09] <Jymmm> ah, ok.
[12:33:26] <Jymmm> do they put it on a dyno?
[12:35:02] <archivist> rolling road to test brakes
[12:36:16] <Tom_itx> or 2k with no oil?
[12:36:23] <Tom_itx> all depends on maintenance i think
[12:36:49] <Jymmm> In Calif, then even pressure test the gas cap. Toss it on a dyno, and plug into the computer to test emissions.
[12:37:15] <Jymmm> But, no safety checks of anything.
[12:37:17] -!-
vladimirek has quit [Remote host closed the connection]
[12:38:00] <Jymmm> Other than if the CHECK ENGINE light is functional/on.
[12:38:32] <Tom_itx> that is generally done when you insert the key
[12:39:06] <Jymmm> Tom_itx: True, but some will pull the lightbulb to disable it =)
[12:39:37] <Tom_itx> you'd know something was wrong though
[12:40:13] <Jymmm> CHECK ENGINE Light on == Instant Smog Failure.
[12:40:14] <Tom_itx> i pulled the gas cap on one i was a bit afraid to remove
[12:40:19] <Tom_itx> to fuel
[12:40:27] <Tom_itx> it was under rather high pressure
[12:40:40] <Jymmm> Tom_itx: from what?
[12:40:49] <Tom_itx> i don't know, it wasn't my vehicle
[12:40:53] <Jymmm> ah
[12:41:12] <Tom_itx> i cracked the cap open and it bled off air for probably 10 sec or more
[12:41:46] <Jymmm> ouch
[12:41:48] <Tom_itx> i probably should have heeded the opportunity and ignited it
[12:41:58] <Jymmm> heh
[12:42:08] <Jymmm> FIRE IN THE HOLE!!!!!!!!!!!!!!!!!!!!!!
[12:43:45] -!-
servos4ever [servos4ever!~chatzilla@74-45-201-222.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[12:46:32] -!-
cmorley has quit [Ping timeout: 248 seconds]
[12:46:40] -!-
mk0 has quit [Ping timeout: 245 seconds]
[12:46:46] -!-
mk0 [mk0!~x-ray@fiztech.basnet.by] has joined #linuxcnc
[12:57:33] <Jymmm> In looking at this
http://i44.tinypic.com/1zyzoma.jpg, if you were selling, and had 62K what would you choose?
[12:59:01] <Tom_itx> 'other'
[12:59:14] <Jymmm> Buuuuuuuuuuuuuuuuuuzzzzzzzzzzzzzzz
[12:59:21] <Jymmm> Wrong answer, try again.
[12:59:28] <Tom_itx> it hasn't reached 75k yet
[12:59:37] <Jymmm> so
[12:59:42] <Tom_itx> it may not reach 75k
[13:00:05] <Jymmm> so, which would you choose form the option given?
[13:00:08] <Jymmm> from
[13:00:44] <Tom_itx> from option 1 it sort of indicates less than so maybe 75k?
[13:01:12] <Jymmm> Ok, and if it was 26K ?
[13:01:23] <Tom_itx> 30
[13:01:53] <Tom_itx> by the time the hooptie sells it'll have 30 on it
[13:01:58] <Jymmm> Ok, so you would be "honest" in your disclosure, and not try to pick the "best looking one" ?
[13:02:47] <Tom_itx> they would be more impressed finding one with less than advertised and may consider that for the rest of the evaluation
[13:03:13] <Tom_itx> even though the wheels were bent and front glass cracked etc
[13:04:02] * jthornton thinks spammers are dumber than a trained monkey
[13:04:07] <Jymmm> From a "dumbass" perspective, and many ppl just dont read. If they have 29,000 they may see 2x,xxx and select that because it "looks close" without actually reading.
[13:05:09] <Tom_itx> hello jt
[13:05:11] <Jymmm> It's a whole Usability thing.
[13:05:29] <jthornton> morning tom
[13:05:32] <Jymmm> jthornton: Nah, it's a SpamBot thing and the developer who wrote it
[13:05:35] <Tom_itx> Jymmm, run 2 ads
[13:05:52] <Tom_itx> see which one bites
[13:05:59] <Jymmm> Tom_itx: This is more a usability study
[13:06:12] <jthornton> I don't think so Jymmm it has capticia or what ever it is called
[13:06:45] <Jymmm> jthornton: Captcha's anymore are easily bypassed, the newest thing that seems to work is a simple question now.
[13:06:47] <Tom_itx> what has happend in my absence?
[13:07:37] <Jymmm> jthornton:
http://www.zdnet.com/blog/security/inside-indias-captcha-solving-economy/1835
[13:07:55] <jthornton> my water pipe broke at the pit-less adapter :/
[13:08:12] <Tom_itx> funny, my sewer pipe broke yesterday
[13:08:19] <Tom_itx> in the wall
[13:08:19] <Jymmm> pit-less adapter? what's that?
[13:08:27] <Jymmm> Tom_itx: Ewwwwwwwwwwwwwwwwwwwwwwwwww
[13:08:31] <Jymmm> tinky!
[13:08:37] <Tom_itx> kitchen
[13:08:44] <Tom_itx> not quite as bad
[13:08:45] <jthornton> it goes through the well casing
[13:09:07] <Tom_itx> brass adapter where the pump attaches
[13:09:07] <Jymmm> jthornton: what's a well casing?
[13:09:14] <Tom_itx> plastic pipe
[13:09:27] <Jymmm> Tom_itx: plastic froze?
[13:09:30] <Tom_itx> a pump is dropped in
[13:09:35] <Tom_itx> apparently
[13:09:44] <Tom_itx> not any water in it though
[13:09:53] <Jymmm> Tom_itx: At what level in the ground?
[13:10:00] <Tom_itx> must have been the expansion contraction over the years
[13:10:23] <Jymmm> oh nm. you said in wall
[13:10:24] <Tom_itx> Jymmm, which are you talking about?
[13:10:32] <jthornton> a well casing is a steel pipe that goes into the ground and holds the dirt back
[13:10:44] <Jymmm> jthornton: ty
[13:10:46] <Tom_itx> jt's pitless adapter is brass
[13:11:04] <Tom_itx> with a mating part to attach a pipe to
[13:11:10] <jthornton> http://www.catskillhouse.us/blog/files/paulthurst41_pitless_adaptor.jpg
[13:11:20] <Tom_itx> the well pump pipe attaches to it
[13:11:29] <Jymmm> jthornton: I thought you wee on swamp land, you can have a water well there too without the concern of containination?
[13:11:38] <jthornton> the pump and pipe hang on the left part and the right part goes through the casing
[13:11:38] <Jymmm> s/wee/were/
[13:12:02] <jthornton> I'm on a hill
[13:12:11] <jthornton> swamp to the east of me
[13:12:24] <jthornton> and Ark is to the south
[13:12:39] <Tom_itx> you didn't loose the pump did you?
[13:12:41] <Jymmm> and water level of well is where?
[13:12:49] <Tom_itx> alot of ppl tie a rope to the pipe
[13:13:14] <jthornton> no it broke on the outside
[13:13:20] <Tom_itx> ahh
[13:13:40] <Tom_itx> i helped a friend fix one that sprung a leak midway down the well of all places
[13:13:54] <jthornton> rains stopped but that part of the hill stayed wet so I had a hmmm moment then got a shovel
[13:14:10] <jthornton> then I got a big yellow shovel...
[13:14:14] <jthornton> then it got dark
[13:14:33] <Jymmm> LOL... BIG yeallow shovel, that's retty good
[13:14:54] <Jymmm> jthornton: We need to get you some BIG ASS SPOT LIGHTS
[13:15:13] <Jymmm> or as you put it... big yellow flashlight
[13:15:47] <jthornton> yea, a big one for sure 12,500 lbs without me sitting on her
[13:16:23] <jthornton> http://www.tractordata.com/backhoe-loader/000/0/0/2-john-deere-310a.html
[13:16:34] <Jymmm> jthornton: A couple of these should do ya...
http://www.ci.cornelius.or.us/vertical/Sites/%7B74DDA728-822C-4D15-9791-000615642E9D%7D/uploads/%7B8CB5195D-C7D8-4FDF-A6E5-AF3981F3B638%7D.JPG
[13:17:18] <jthornton> don't need water that bad to work after dark... I just used some of my RO beer water
[13:18:18] <Jymmm> As long as you're not driving and take a abth in it before hand.
[13:18:22] <Jymmm> bath
[13:23:55] <Jymmm> Which looks better/ makes more sense/ less confusing / more intuitive/ etc... a)
http://i44.tinypic.com/1zyzoma.jpg or b)
http://i43.tinypic.com/35cr87c.jpg
[13:25:01] <Jymmm> Think slimeball, dumbass when looking at them too.
[13:26:39] <Tom_itx> a
[13:27:36] <Jymmm> Tom_itx: Is that from a SELLER or BUYER perspective?
[13:27:57] <Tom_itx> observer
[13:29:50] <Jymmm> I'm just not sure. If a seller bad a car with 74,999, would he choose 50K becasue it's not 75K, and would a buyer choose 50K, thinking 25,001 to 49,999 ?
[13:30:23] <Jymmm> s/bad/had/
[13:31:20] <Jymmm> That's potentially a 50K difference.
[13:36:29] <SWPadnos> just put the range on all the lines
[13:36:32] <SWPadnos> 0-999
[13:36:35] <SWPadnos> 1000-4999
[13:36:40] <SWPadnos> 5000-9999
[13:36:42] <SWPadnos> etc
[13:37:01] <SWPadnos> and "over 200,000" or "200,000 or more" for the last one
[13:37:21] <SWPadnos> Jymmm, ^^
[13:37:23] <SWPadnos> see ya
[13:37:25] <Jymmm> Yeah, that makes the most sense. TY
[13:37:28] <SWPadnos> sure
[13:37:31] <SWPadnos> see ya :)
[13:37:37] <Jymmm> SWPadnos: Bu Bye
[13:41:58] <Jymmm> SWPadnos: Hmmm, the only catch to that is if a buyer is milling to look at cars that have "50K or less" they may be locked into 25,001 - 50,000 and not see the one at 24,999
[13:42:10] <Jymmm> s/milling/willing/
[13:43:08] <Jymmm> Maybe I need to have two different mileage charts - one for seller, one for buyer.
[13:54:23] -!-
dgarr [dgarr!~dgarrett@adsl-75-61-74-108.dsl.pltn13.sbcglobal.net] has joined #linuxcnc
[13:57:40] <jdhNC> "up to xx miles"
[13:58:06] -!-
mk0 has quit [Quit: поздравляю всех с кредитом. халява продолжается.]
[13:59:24] -!-
mhaberler has quit [Read error: Connection reset by peer]
[14:00:09] <Jymmm> jdhNC: I like it.
[14:00:16] -!-
mhaberler [mhaberler!~mhaberler@195.191.253.94] has joined #linuxcnc
[14:03:22] <Jymmm> jdhNC:
http://i41.tinypic.com/25qabte.jpg
[14:07:12] <jdhNC> 20,40,60,100,150,200
[14:07:54] <Jymmm> I'm missing 40K, but other than that?
[14:08:33] <jdhNC> you don't need 1,5,10,15,25,30, etc
[14:09:02] <Jymmm> Think motorcycle as well
[14:09:07] <alex_joni> bike?
[14:09:28] <jdhNC> why would you mix bikes and cars
[14:09:30] <alex_joni> kick scooter?
[14:09:31] <Jymmm> 25K on a MC is like 100K in a car =)
[14:09:43] <jdhNC> the market doesn't overlap
[14:09:50] <jdhNC> http://www.jeffgordonchevy.com/used-cars.aspx
[14:10:01] <jdhNC> they have good pick lists (mileage, price, etc)
[14:10:12] <alex_joni> dandy horse?
[14:11:01] <Jymmm> alex_joni: wth is that?! lol
[14:11:29] <alex_joni> http://en.wikipedia.org/wiki/Dandy_horse
[14:11:58] <Jymmm> alex_joni: LOL
[14:14:48] <Jymmm> alex_joni: that's just Dandy
[14:14:59] -!-
FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[14:15:19] -!-
FinboySlick [FinboySlick!~shark@74.117.40.10] has parted #linuxcnc
[14:18:11] -!-
cmorley has quit [Ping timeout: 252 seconds]
[14:20:39] -!-
GoSebGo [GoSebGo!~Seb@184-229-3-66.pools.spcsdns.net] has joined #linuxcnc
[14:57:42] -!-
mhaberler has quit [Quit: mhaberler]
[15:02:28] -!-
mhaberler [mhaberler!~mhaberler@195.191.253.94] has joined #linuxcnc
[15:10:29] -!-
jonnyATroot [jonnyATroot!~jonny@194.228.142.126] has joined #linuxcnc
[15:11:51] -!-
FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[15:13:56] -!-
vladimirek [vladimirek!~vladimire@bband-dyn226.178-40-36.t-com.sk] has joined #linuxcnc
[15:16:10] <mikegg> http://vimeo.com/6699835
[15:16:19] <mikegg> this guy cuts cast iron like its butter
[15:23:42] <awallin> no flood coolant for demos is nice..
[15:25:34] -!-
jonnyATroot has quit [Ping timeout: 245 seconds]
[15:39:52] -!-
jonnyATroot [jonnyATroot!~jonny@194.228.142.126] has joined #linuxcnc
[15:39:56] -!-
automata has quit [Ping timeout: 272 seconds]
[15:48:58] -!-
syyl [syyl!~syyl@p4FD13D3D.dip.t-dialin.net] has joined #linuxcnc
[15:58:18] <mikegg> awallin: you converted a gibbed machine to linear ways, right?
[15:58:27] <mikegg> http://www.ebay.com/itm/IKO-LINEAR-WAY-LWHS15C2R1800B-A-LR-MARK-7-8-CT018-0026-/160496828416?pt=LH_DefaultDomain_0&hash=item255e5b4000#ht_500wt_1180
[15:58:32] <mikegg> i've got the itch
[15:58:37] <mikegg> gibbed ways suck
[16:00:12] -!-
factor has quit [Read error: Connection reset by peer]
[16:00:14] <mikegg> I think I could cut those rails up into three pieces and buy 8 more blocks...
[16:00:35] <jdhNC> can you cut them?
[16:01:18] <mikegg> well, I think so. those have a special anti-corrosion coating. not sure if that would interfere
[16:01:50] <mikegg> normally you can. with like a chop saw
[16:02:48] <jdhNC> not hardened?
[16:03:04] <mikegg> there is an IKO distributor about half an hour north of Atlanta. I'd probably buy the blocks from them and ask if they would cut them for me
[16:03:13] <syyl> pretty hard
[16:03:17] <syyl> use an anglegrinder
[16:03:22] <mikegg> yeah, they're hardened. right
[16:03:25] <syyl> with a thin cutoff disc
[16:04:05] <syyl> and do a good job on deburring afterwards, or you will get problems sliding new blocks on
[16:07:37] <awallin> miegg: yes, we used 15mm iko rails. I think gibbed ways might work on big machines with heavy tables. but not on small machines
[16:09:55] <mikegg> my ways are worn, so I get a good servo tune in the middle, and high following error at the ends
[16:10:16] <mikegg> frustrating
[16:14:47] -!-
GoSebGo has quit [Ping timeout: 252 seconds]
[16:17:29] -!-
factor [factor!~factor@74.197.205.204] has joined #linuxcnc
[16:18:30] -!-
e-ndy has quit [Quit: Ex-Chat]
[16:24:01] -!-
syyl_ws [syyl_ws!~sg@p4FD13D3D.dip.t-dialin.net] has joined #linuxcnc
[16:36:29] <joe9> mikegg: are you from atlanta? I am from Atlanta and am looking for someone who can do a one-off cnc job around here. wondering if you have any thoughts, please?
[16:38:10] <mikegg> how big is the part? Yeah, I live in Atlanta.
[16:38:35] <mikegg> If I can't do it, I can refer you to someone who can
[16:38:40] <joe9> mikegg, small one. 8cm x 8cm and another 10cm x 10cm
[16:39:01] <mikegg> do you have a 3d file for it?
[16:39:07] -!-
GoSebGo [GoSebGo!~Seb@107.24.240.52] has joined #linuxcnc
[16:39:17] <joe9> mikegg: not yet, but, I can make one or any file, if that helps.
[16:39:23] <joe9> how much would you charge?
[16:40:15] <mikegg> I'd have to look at it. I usually charge ~$25/hr
[16:40:30] <joe9> setup costs?
[16:40:55] <mikegg> well, is it something I can easily clamp in a vice?
[16:41:13] <mikegg> or am I going to have to mill a fixture to hold it?
[16:41:58] <joe9> it has 22 holes for drilling and a cut-off portion. I think it can be clamped easily. it is a pcb, that I want cut and drilled to a specific size.
[16:42:34] <joe9> I could etch it myself or, could also add the etching to the cnc too. Don't know about that, yet.
[16:42:39] <joe9> need to figure it out.
[16:43:29] -!-
packrat has quit [Ping timeout: 245 seconds]
[16:43:52] -!-
dgarr has quit [Quit: Leaving.]
[16:48:09] -!-
steves_logging has quit [Ping timeout: 255 seconds]
[16:48:28] -!-
factor has quit [Read error: Connection reset by peer]
[16:55:33] <mikegg> joe9: these guys are up on peachtree industrial
[16:55:35] <mikegg> http://www.t-tech.com/
[16:55:53] <mikegg> they might make it for you
[16:56:47] <joe9> mikegg: ok, cool. as an alternative to getting it done by you, you mean?
[16:58:16] <mikegg> yeah, I used to work there. They are probably better equipped for PCB milling. I'm still happy to take a crack at it...
[16:58:17] <joe9> mikegg: did you buy your cnc or build it?
[16:58:47] -!-
factor [factor!~factor@74.197.205.204] has joined #linuxcnc
[16:58:51] <mikegg> bought used, and overhauled
[16:59:19] <joe9> mikegg: ok, cool. do you have any suggestions for buying a small cnc machine so I can do something like that myself?
[16:59:32] <joe9> something like the QC5000
[16:59:55] <mikegg> ask them if they'll sell you a used machine
[17:00:09] <mikegg> otherwise, a taig is not bad for small stuff
[17:00:25] <joe9> what is "taig"?
[17:00:41] <bill20r3> a small benchtop mill.
[17:00:42] <mikegg> you could probably get one without the controller, and retrofit for EMC2
[17:00:46] <mikegg> err linuxCNC
[17:01:04] <joe9> that was my next question. thanks.
[17:01:31] <joe9> mikegg: I do not expect an exact answer, but, how much would something like that cost?
[17:01:47] <joe9> just for an approximation, so I know if it is within my reach.
[17:01:52] <joe9> bill20r3: thanks.
[17:01:54] <mikegg> from T-Tech?
[17:02:11] <joe9> or, anyone from that matter. something cheap
[17:02:48] <mikegg> I haven't been over there in a while. They used to have PILES of old machines lying around
[17:03:10] -!-
syyl_ws has quit [Remote host closed the connection]
[17:03:27] <mikegg> I'd offer them like $500 for a used machine without a controller
[17:03:36] <joe9> ok, thanks a lot.
[17:03:50] <joe9> i presume that will give me something like this:
http://www.taigtools.com/cmill.html
[17:04:04] <joe9> if I add the controller to it, I mean.
[17:04:18] <mikegg> well, kinda
[17:04:46] <mikegg> T-Tech's machines are a little different than Taig
[17:05:18] <mikegg> look on ebay for Taig's
[17:05:31] <mikegg> you can search closed auctions to see what they are going for
[17:06:23] <joe9> mikegg: ok, will do. "T-Tech's machines are a little different than Taig" -- Do you mean it in a good way? or, are they just different?
[17:06:37] <joe9> I think the QC3000 is good enough for me.
[17:06:47] <mikegg> they are designed strictly for machining PCBs
[17:07:00] -!-
ve7it [ve7it!~LawrenceG@S0106001c10b7770f.pk.shawcable.net] has joined #linuxcnc
[17:07:00] <mikegg> so if that's all you plan to do, fine
[17:07:10] <joe9> oh, good to know. yes, that is what I plan on doing.
[17:07:23] <mikegg> Taig is a little more versatile
[17:09:21] <jdhNC> joe9: you just want a PC board cut out?
[17:09:50] <joe9> jdhNC: drilled and cut-out for now. But, would love to even just use it for cutting traces too.
[17:10:02] <joe9> then I would not have to use the etchant chemicals.
[17:10:37] <joe9> jdhNC: my pcb is 8cm x 8cm and 10 cm x 10 cm
[17:10:49] <jdhNC> you could do that with a relatively cheap router
[17:11:15] <jdhNC> 2-side? what size components?
[17:12:19] <joe9> will google up on routers. smd components.
[17:12:23] <joe9> jdhNC: single side.
[17:12:55] <joe9> jdhNC: I am having trouble with the cutting and the drilling as I am finding it hard to align the drill press with the hole.
[17:13:34] <joe9> It takes me more than a few mins just to get the alignment correct.
[17:14:08] <joe9> I am hoping that using a cnc oslt will help in this regard. The pcb also has a cut-off portion that needs to be removed.
[17:15:15] <jdhNC> have you checked online PCB houses? they are surprisingly cheap
[17:15:24] <joe9> I am using a dremel currently to remove the cut-off portion. As you can imagine, the cuts are not precise with the dremel. and I think the cnc will make it more accurate and smooth'ish.
[17:15:51] <joe9> i think they charge around $15 for 3 boards.
[17:16:04] <joe9> dorkbotx and pcb-pool, you mean?
[17:16:12] -!-
mhaberler_ [mhaberler_!~mhaberler@195.191.253.94] has joined #linuxcnc
[17:16:55] <jdhNC> whomver, there are lots of them.$15 qualifies as pretty cheap IMO
[17:18:03] -!-
davec_ [davec_!~davec@host-174-45-229-40.bln-mt.client.bresnan.net] has joined #linuxcnc
[17:18:49] <joe9> mikegg: how much would a controller cost? (approximately, just a guess) for linuxcnc?
[17:18:56] <joe9> for the QC 3000.
[17:18:59] <mikegg> uh
[17:19:30] <mikegg> you can spend as much or as little as you want
[17:20:08] -!-
gene__ [gene__!~gene@204.111.66.235] has joined #linuxcnc
[17:20:11] <mikegg> I
[17:20:23] <mikegg> I'd use mesa gear and budget about $500
[17:20:49] <mikegg> for a power supply, stepper drivers, limit switches, 7i43....
[17:21:07] <joe9> oh, ok. $500 for just the controller, you mean? or, $500 for both the used QC 3000 + $500 for the controller.
[17:21:16] <Jymmm> If steppers...
http://www.geckodrive.com/g540-p-39.html
[17:21:20] <joe9> if I can get the QC for that price.
[17:21:43] -!-
logger[mah]_ [logger[mah]_!~loggermah@burgi.mah.priv.at] has joined #linuxcnc
[17:23:07] <mikegg> what you think fellas? $500 to build a 3-axis stepper controller
[17:23:39] <Jymmm> $300 to BUY the one I linked to
[17:24:09] <mikegg> you can interface with that one through the parallel port too, eh?
[17:24:10] <Jymmm> and you get a nice breakout board, VFD, chargepump, etc
[17:24:20] <Jymmm> yep
[17:24:35] <jdhNC> you can get a g540 for $229
[17:24:36] <mikegg> I dunno, hardware stepgen > software stepgen
[17:24:42] <mikegg> I think
[17:24:47] <bill20r3> $229 now? with 4 drivers? sheesh.
[17:24:48] <bill20r3> cheep
[17:24:49] -!-
logger[mah] has quit [Ping timeout: 244 seconds]
[17:24:49] -!-
maximilian_h has quit [Ping timeout: 244 seconds]
[17:24:49] -!-
vladimirek has quit [Ping timeout: 244 seconds]
[17:24:49] -!-
mhaberler has quit [Ping timeout: 244 seconds]
[17:24:50] mhaberler_ is now known as
mhaberler
[17:24:50] -!-
jonnyATroot has quit [Ping timeout: 244 seconds]
[17:24:50] -!-
cevad has quit [Ping timeout: 244 seconds]
[17:24:51] -!-
Connor has quit [Ping timeout: 240 seconds]
[17:24:52] -!-
FinboySlick has quit [Ping timeout: 240 seconds]
[17:24:52] -!-
gene76 has quit [Ping timeout: 240 seconds]
[17:24:52] -!-
archivist has quit [Ping timeout: 240 seconds]
[17:25:14] <bill20r3> that's pretty tempting, I'm tired of dealing with pololus on my reprap
[17:25:30] <Jymmm> bill20r3: and mid-band dampening too
[17:26:27] <bill20r3> my last diy machine used centent cn0142's, much nicer than the tiny-chips.
[17:28:39] <jdhNC> looks like htey are back to $239
[17:29:31] <joe9> jdhNC: do you have any specific router in mind? small enough to cut the pcb's? dremel router stand, perhaps?
[17:29:49] <jdhNC> runout on dremel usually sucks
[17:30:29] <jdhNC> might check cncworld in the pcb milling section
[17:30:42] <joe9> jdhNC: cool thanks. will do.
[17:30:55] <bill20r3> joe9, I just got a cnconabudget spindle to replace my Proxxon(like a dremel, but better). It's much quieter. Upside, it was cheap, but the downside is that it took a month to get.
[17:30:58] <jdhNC> I've seen people say the cheap chinese routers do ok. Not sure about how small you can do traces though
[17:31:03] * JT-Shop waits for the pvc glue to cure...
[17:31:12] -!-
vladimirek [vladimirek!~vladimire@bband-dyn226.178-40-36.t-com.sk] has joined #linuxcnc
[17:31:17] <Jymmm> JT-Shop: 30s =)
[17:31:18] <syyl> bill20r3, you forgott, that the proxxon has good collets
[17:31:25] <syyl> steel, hardened and ground
[17:31:34] <bill20r3> yep, and 3-jaw
[17:31:44] * bill20r3 wonders if proxxon collets fit in a dremel.
[17:31:49] -!-
maximilian_h [maximilian_h!~bonsai@109.235.229.77] has joined #linuxcnc
[17:31:51] <joe9> jdhNC: I am not doing the traces with the router. I can use the router to cut the pcb.
[17:32:02] <joe9> can I use the router to drill holes?
[17:32:05] <bill20r3> yes.
[17:32:29] <bill20r3> you can even use the milling bit to make pilot-hole divots, it helps a lot.
[17:33:33] <jdhNC> https://picasaweb.google.com/112430417093824344570/PCBoards#5672097682643933202
[17:33:51] -!-
archivist [archivist!~archivist@host81-149-189-98.in-addr.btopenworld.com] has joined #linuxcnc
[17:34:02] -!-
Connor [Connor!~Connor@75.76.30.113] has joined #linuxcnc
[17:34:02] <jdhNC> that was my first attempt at a board... crude, but worked for what I needed
[17:34:11] <joe9> jdhNC: that is cool.
[17:34:17] <joe9> and, all that with a router?
[17:34:29] <Jymmm> joe9: This is cradek's pcb...
http://timeguy.com/cradek-files/cnc/pcb/dscn6119.jpg
[17:34:31] <jdhNC> yeah, and a 1/6" end mill
[17:34:35] <jdhNC> 1/16"
[17:34:40] <JT-Shop> 2hr for full cure
[17:34:46] <jdhNC> heh... his is much nicer!
[17:34:50] <joe9> Jymmm: that is cool.
[17:35:01] <Jymmm> http://timeguy.com/cradek-files/cnc/pcb/stepdriver2.jpg
[17:35:15] -!-
FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[17:35:17] <Jymmm> http://timeguy.com/cradek/cnc/pcb
[17:35:22] <joe9> googling for cncworld takes me to a games site.
[17:35:45] <TekniQue> Jymmm: good results, I didn't think it was possible with such a huge bit
[17:35:46] <jdhNC> oops... znczone
[17:35:56] <jdhNC> or cnczone
[17:35:59] <TekniQue> 1/16" is a pretty big mill for this type of work
[17:36:08] <Jymmm> TekniQue: That's cradek's work.
[17:36:28] <jdhNC> 1/16" is huge, but that's not much of a board... and I drew it in autocad
[17:36:41] <joe9> jdhNC: thanks.
[17:37:31] <syyl> thats also milled
[17:37:33] <syyl> http://dl.dropbox.com/u/24396704/port4_1.jpg
[17:37:36] <Jymmm> 1/16" was to CUT OUT the pcb
[17:37:39] -!-
factor has quit [Ping timeout: 245 seconds]
[17:37:50] <syyl> with a v-shaped single point cutter
[17:37:52] <joe9> jdhNC: what router and mill did you use? specific models, please (if you do not mind), so I can buy them myself..
[17:38:06] <jdhNC> you don't want this one
[17:38:37] <jdhNC> it's a mostly plastic gantry router with acme screws and a roto-zip
[17:39:24] <TekniQue> Jymmm: ah, nevermind
[17:39:32] <TekniQue> what router bit was used to route it?
[17:39:40] <TekniQue> 60 degree chisel?
[17:39:51] <Jymmm> TekniQue:
http://thinktink.com/
[17:52:22] -!-
steves_logging [steves_logging!~Steve@wsip-70-168-134-18.dc.dc.cox.net] has joined #linuxcnc
[18:12:16] <skunkworks> http://www.youtube.com/watch?v=Sxrg6_SKzX4
[18:13:04] <skunkworks> http://www.youtube.com/watch?v=kILzJBa3pyc
[18:22:26] <awallin> iTurn with doPrecision on myLathe ..
[18:27:32] <skunkworks> ?
[18:34:20] <jdhNC> anyone know anything about sanyo denki stepper drives?
[18:34:42] <Jymmm> Made in Japan ?
[18:35:19] <jdhNC> dunno.
[18:35:35] <jdhNC> a/c powered, up to 6a/phase
[18:36:24] <jdhNC> http://db.sanyodenki.co.jp/stepping_e/two/pdf/2step_e_007-015.pdf
[18:36:33] <jdhNC> the 4804 version
[18:52:37] -!-
GoSebGo has quit [Quit: Bye]
[18:53:45] -!-
GoSebGo [GoSebGo!~Seb@107.24.240.52] has joined #linuxcnc
[19:10:25] -!-
bootnecklad has quit [Ping timeout: 252 seconds]
[19:13:57] <jthornton> normal service has been restored... you may flush as desired
[19:17:33] <skunkworks> umm yah?
[19:17:51] -!-
bootnecklad [bootnecklad!~bootneckl@host-92-25-168-127.as13285.net] has joined #linuxcnc
[19:20:15] -!-
isssy [isssy!~isssy@78-83-51-185.spectrumnet.bg] has joined #linuxcnc
[19:20:26] <joe9> Sarah Forester 502 291 6522
[19:20:27] <joe9> Laura Spaulding 502 585 9642
[19:20:36] <joe9> oops sorry wrong paste.
[19:20:58] <joe9> i have no idea why it pasted that stuff. very sorry. I might have pressed "shift-insert" oslt.
[19:21:32] <mrsun> hmm, any of them cute? ;P
[19:21:48] <joe9> i have no idea. haven't seen them.
[19:21:57] <joe9> they are nice folks, though.
[19:22:09] <Tom_itx> should we call them?
[19:22:16] <joe9> please do not do that.
[19:22:29] <mrsun> haha =)
[19:22:37] * mrsun runs for the phone .... mohhaaahaha
[19:22:40] <Tom_itx> some channels would ignore that request
[19:22:47] <Tom_itx> i think you're fairly safe here
[19:26:10] <FinboySlick> joe9: Are they cute?
[19:26:36] <joe9> FinboySlick: don't know. haven't seen them.
[19:27:31] <FinboySlick> Oh well... I'll keep it safe and settle for my mancrush on Jymmm.
[19:28:55] <FinboySlick> (he's supposed to respond now, the silence is becoming uncomfortable)
[19:29:16] <jdhNC> perhaps he's too excited to type
[19:29:25] * Tom_itx snickers
[19:29:33] <FinboySlick> jdhNC: That's what's making me uncomfortable.
[19:29:56] <jdhNC> http://www.bansuriworld.com/sites/bansuriworld/files/imagecache/400x500/photos/testimonials/laura.jpg
[19:29:59] <jdhNC> that's laura
[19:30:05] -!-
bootnecklad1 [bootnecklad1!~bootneckl@vm4.telegraphics.com.au] has joined #linuxcnc
[19:30:08] <jdhNC> in case you want to trade him in
[19:30:33] <FinboySlick> jdhNC: Did you google the phone number or something?
[19:30:46] <jdhNC> that would be creepy, wouldn't it.
[19:31:11] <FinboySlick> jdhNC: Thanks for sparing me the accusation ;)
[19:31:52] * FinboySlick hmms... 'judgement' would likely be a better word.
[19:32:13] <jdhNC> I did go to Louisville, KY once for a dart tournament though (where she teaches yoga)
[19:38:33] -!-
isssy has quit [Quit: Bye Bye]
[19:39:19] -!-
Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[19:40:25] <joe9> guys, leave them alone.
[19:40:32] <joe9> they are nice folks.
[19:40:44] <jdhNC> and limber
[19:43:55] -!-
maximilian_h has quit [Ping timeout: 252 seconds]
[19:44:00] * FinboySlick is picking on Jymm, not on the girls.
[19:44:08] <FinboySlick> But he's too excited to respond.
[19:44:20] -!-
maximilian_h [maximilian_h!~bonsai@109.235.229.77] has joined #linuxcnc
[19:44:23] <jdhNC> I'm picking on joe9 for the accidental paste
[19:44:24] <JT-Shop> everyone picks on Jymmm
[19:44:56] <FinboySlick> JT-Shop: He earns it well as far as I can tell.
[19:48:07] -!-
Gromits [Gromits!~chatzilla@99.102.151.50] has joined #linuxcnc
[19:51:07] <skunkworks> JT-Shop: did you figure out your error codes?
[19:53:25] <JT-Shop> I backed up on and went with the simple one and it almost works now
[19:55:38] <JT-Shop> the only thing it doesn't do is work...
[19:56:59] <Gromits> Should I be able to run both PYVCP and Gladevcp at the same time?
[19:59:06] <Gromits> I have an existing config with pyvcp in it. I run gladevcp and get these errors:
[19:59:12] <Gromits> (gladevcp:17069): libglade-WARNING **: Expected <glade-interface>. Got <interface>.
[19:59:13] <Gromits> (gladevcp:17069): libglade-WARNING **: did not finish in PARSER_FINISH state
[19:59:15] <Gromits> **** GLADE VCP INFO: Not a libglade project, trying to load as a GTK builder project
[19:59:17] <Gromits> Xlib.protocol.request.QueryExtension
[20:15:56] <Gromits> I can run gladevcp separately on the command line and the panel comes up, but not if i try to run it from with .ini file...
[20:16:12] -!-
Tom_L has quit []
[20:18:16] -!-
factor [factor!~factor@74.197.205.204] has joined #linuxcnc
[20:29:35] <Gromits> I delete my .ui file and redid it. Now gladevcp works. Very odd since I haven
[20:30:02] <Gromits> have only used glade to build that file...
[20:40:25] -!-
GoSebGo has quit [Quit: Bye]
[20:40:42] -!-
GoSebGo [GoSebGo!~Seb@107.24.240.52] has joined #linuxcnc
[20:45:18] <Gromits> Ah, there appears to be a bug with the Container: Layout in Glade. If I use that container then the panel doesn't show up in Axis. If I use a different container (like Vertical Box) it works fine.
[20:45:41] <Gromits> Glad I could have this conversation with myself ;-)
[20:45:56] <Gromits> It was nice chattin' with ya all.
[20:46:02] <jdhNC> glad to help.
[20:50:37] Tom_itx is now known as
zzzz
[20:50:43] zzzz is now known as
Tom_itx
[20:57:49] <PCW> Wow neat to be able to generate a 45 ns strobe with bit banging (6 instructions @ 133 MHz)
[21:03:12] -!-
isssy [isssy!~isssy@78-83-51-185.spectrumnet.bg] has joined #linuxcnc
[21:10:13] -!-
vladimirek has quit [Remote host closed the connection]
[21:13:45] <skunkworks> PCW: whatcha doing?
[21:15:10] <PCW> Byte bangind data to/from a Ethernet chip with an embedded 8 bit uproc in a FPGA
[21:16:27] <skunkworks> cool
[21:17:16] -!-
Gromits has quit [Quit: ChatZilla 0.9.88 [Firefox 9.0.1/20120117091749]]
[21:17:36] <PCW> Still in the bearskins and stone knives environment, need to reload FPGA for every code tweak
[21:18:49] <alex4nder-> love them bootstraps.
[21:19:17] <mrsun> gah got tools for the lathe today, and they freakin do not fit :/
[21:19:29] <mrsun> have to tilt them fully forward to even get close to the center of the workpiece ... sigh
[21:19:44] <PCW> This is pretty painful but i probably will add a UART so I can run a a little monitor
[21:20:26] <PCW> right now its HostMot2 I/O connected to LEDs
[21:22:15] <skunkworks> wow
[21:23:09] <PCW> binary debugging...
[21:23:32] <jdhNC> just like the good old days!
[21:23:39] <alex4nder-> the reason forth was invented.
[21:26:50] <PCW> We use a version of forth sometimes for this but I only have 2K of code space so its
[21:26:52] <PCW> LoaddX MyMAC
[21:26:53] <PCW> ldib E_MARL
[21:26:55] <PCW> jsr EtherWW
[21:26:56] <PCW> etc etc etc
[21:27:11] -!-
Valen [Valen!~Valen@2001:44b8:3199:9100:21e:8cff:fe63:55df] has joined #linuxcnc
[21:29:30] -!-
bootnecklad_ [bootnecklad_!~bootneckl@host-92-25-168-127.as13285.net] has joined #linuxcnc
[21:32:20] -!-
bootnecklad has quit [Ping timeout: 252 seconds]
[21:35:42] -!-
bootnecklad_ has quit [Ping timeout: 255 seconds]
[21:36:01] <alex_joni> PCW: cool
[21:37:47] <PCW> At least with decent macros assy lang is not too terrible though it does feel a bit like building a bridge with grains of sand
[21:39:31] <alex4nder-> yah
[21:39:48] <alex4nder-> I've done some really basic bringup.. and it's fun doing things like run a kernel out of processor cache, before RAM works.
[21:41:33] <PCW> Yeah we did a custom PPC CPU for a customer and the boot code loaded from NAND flash into the cache to start the boostrap
[21:42:22] <PCW> then probe/enable the DDR RAM and continue
[21:48:35] -!-
factor has quit [Ping timeout: 252 seconds]
[21:49:41] <skunkworks> does anyone have a simple bootstrap circuit? To run a relay or such?
[21:49:53] <skunkworks> I see a few using the 555 timer...
[21:50:12] <skunkworks> bootstrap? watchdog...
[21:50:45] <alex_joni> bootstrap the watchdog?
[21:50:53] <skunkworks> watchdog.
[21:50:59] <skunkworks> hi alex
[21:51:06] <alex_joni> hey samco
[21:51:21] <skunkworks> there was a good conversation on the email list - but none of the links seem to work
[21:51:48] <Tom_itx> thank the name change for that
[21:52:07] <alex_joni> skunkworks: what links?
[21:54:55] <skunkworks> like
http://www.wallacecompany.com/machine_shop/Shizuoka/watchdog-1a.png
[21:55:10] <PCW> What about just a simple charge pump into a low power relay or MOSFET
[21:56:22] -!-
psha has quit [Quit: Lost terminal]
[21:56:30] -!-
jarray52 [jarray52!~solargrin@unaffiliated/jarray52] has joined #linuxcnc
[21:56:50] <jarray52> Does Linux CNC work with off the shelf equipment?
[21:57:12] <alex_joni> no, just on the shelf
[21:57:15] <alex4nder-> haha
[21:57:16] <alex4nder-> jarray52: yes
[21:57:32] <alex4nder-> I took me 30 minutes to learn linuxcnc and get it working with my new mill
[21:57:45] <alex4nder-> and nothing was really custom
[21:57:54] <jarray52> alex4nder: So, I could buy a CNC mill from Ebay and then hookup Linux CNC to work with it?
[21:58:24] <alex4nder-> jarray52: yes, that is possible. will it work on a lark, without planning? probably not.
[21:58:27] <skunkworks> so - cap - into a r/c circuit - voltage across the cap is what activates the ssr or such?
[21:59:11] <skunkworks> jarray52: what kind of cnc mill? do you mean one with a dead control?
[21:59:36] <skunkworks> *voltage across the r/c cap
[21:59:39] <jarray52> skunkworks: I don't have a mill. I'm planning on buying one to use with LinuxCNC.
[22:01:29] <PCW> 2 diode charge pump, input cap much smaller than output cap (so it takes many cycles to enable output)
[22:01:31] <PCW> drain resistor across output cap. If paranoid use 2 caps in series for input cap (as a short here will enable output
[22:01:32] <PCW> with no input change if input is stuck high)
[22:09:28] <jarray52> alex4nder: In particular, I'm thinking about getting this mill and using it with LinuxCNC. Ebay typically has many other mills similar to this one. I'm wondering if they would work.
http://www.ebay.com/itm/170674537943
[22:10:26] <skunkworks> PCW: thanks. will play around
[22:11:51] <alex4nder-> jarray52: are you an experienced machinist?
[22:12:25] -!-
FinboySlick has quit [Quit: Leaving.]
[22:12:35] <jarray52> alex4nder: No.
[22:13:55] <alex4nder-> jarray52: I'm a noob myself, and knowing what I know now, I wouldn't recommend you start with a machine that large.
[22:14:12] <alex4nder-> obviously one size does not fit all
[22:14:27] <JT-Shop> jarray52: have you viewed the wiki page on supported electronics
[22:14:45] <jarray52> alex4nder: More of a C++ and python programmer. I'd like to build parts weighing between 5 and 100 pounds.
[22:14:59] <jarray52> JT-Shop: Where is it?
[22:15:12] <alex4nder-> jarray52: I would start with parts that weigh between .25 and 10 lbs.
[22:15:16] <alex4nder-> and work your way up
[22:15:31] <JT-Shop> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?LinuxCNC_Supported_Hardware
[22:16:59] <JT-Shop> looks like they might be velocity drives if so should be a fairly easy refit
[22:18:31] <jarray52> JT-Shop: I just want to check if I understand things correctly. After buying a CNC mill such as the one I linked, I need to remove the electronic controllers and then add supported electronic controllers in the supported hardware list and wire the servos/motors/other electronics to the compatible controllers.
[22:18:37] <JT-Shop> this is a good sign "Everything works and it comes with controler and lots of manuals and an extra drive."
[22:19:45] <JT-Shop> usually you need something like a Mesa 5i20 + daughter card to interface with the feedback and drives on the machine
[22:20:49] <jarray52> JT-Shop: How does Linux CNC determine the geometry of the machine?
[22:21:03] <bill20r3> you tell it.
[22:21:15] <jarray52> self measuring could be an expensive and disastrous operation.
[22:21:29] <jarray52> not to mention dangerous
[22:21:29] <JT-Shop> ??
[22:21:33] <alex4nder-> ..
[22:22:00] <alex4nder-> jarray52: have you watched any videos on any of this stuff, or hung out in any machine shops?
[22:22:01] <JT-Shop> I don't understand your statement
[22:22:59] <jarray52> JT-Shop: If one inputs the wrong geometry, the spindle could crash into the table or do something else disastrous. Right?
[22:23:26] <jarray52> alex4nder-: How would I hang out in a machine shop? I would like to do that.
[22:23:44] <JT-Shop> yes, you can program the machine to crash
[22:24:02] <alex4nder-> jarray52: machinists like beer
[22:24:16] <jarray52> alex4nder-: Good plan. =)
[22:24:19] <alex4nder-> sometimes you can tempt them with it, they will let you do things, like hang around them
[22:24:21] <syyl> and a good hunk of meat
[22:24:44] <syyl> food and beer, you are the machinists best friend...
[22:24:54] <JT-Shop> jarray52: do you have any clue as to what tooling cost for a CNC mill?
[22:25:07] <jarray52> JT-Shop: No.
[22:25:23] <JT-Shop> vises, tool holders, cutting tools etc can cost you 5k in a heartbeat
[22:25:28] <alex4nder-> yah
[22:25:43] <JT-Shop> oh and collets
[22:25:46] <jarray52> JT-Shop: For the machine I linked?
[22:25:51] <JT-Shop> yea
[22:26:11] <JT-Shop> I see a tool changer on it but don't see what type of holders it uses
[22:26:17] <syyl> for that hunk of bridgeport?
[22:26:27] <skunkworks> cool machine
[22:26:34] <syyl> looks sturdy :D
[22:26:55] <JT-Shop> my VMC uses BT30 holders
http://www.maritool.com/BT30-Tool-Holders
[22:27:30] <JT-Shop> so about $125 per holder with the pull stud
[22:27:49] <alex4nder-> jarray52: what do you want to make with it?
[22:28:27] <JT-Shop> I use these
http://www.glacern.com/gsv_690
[22:28:45] <syyl> mh
[22:28:50] <JT-Shop> crash course in milling
http://www.glacern.com/
[22:28:53] <syyl> those are not very expensive :o
[22:29:06] <JT-Shop> no, and I like them
[22:29:10] <syyl> looking good
[22:29:16] <Valen> crash and milling in the same line are scary
[22:29:25] <syyl> yeah
[22:29:28] <syyl> but it happens
[22:29:40] <syyl> and it will happen :\
[22:29:45] <JT-Shop> I have videos of both for your amusement
[22:30:08] * JT-Shop goes back to modeling the trail handle for the #1 Carriage
[22:30:09] <syyl> thats a nice, scary crash...
[22:30:10] <syyl> http://www.youtube.com/watch?v=tb1kUCb9avw
[22:30:36] <syyl> (happened on a trade show...)
[22:31:51] <alex4nder-> jarray52: you might check out taig
[22:32:23] <jarray52> JT-Shop: Thanks for the video links. I will most definitely check them out.
[22:33:09] <JT-Shop> in the privacy of my garage
http://www.youtube.com/watch?v=G4-lUNa0CpY
[22:33:24] <alex4nder-> syyl: oh shit
[22:33:53] <JT-Shop> after I got my shit together
http://www.youtube.com/watch?v=isTD6bDF_LI&feature=mfu_in_order&list=UL
[22:34:36] <alex4nder-> mill crash videos are so painful to watch
[22:34:52] <syyl> lathe crashes too
[22:35:02] <syyl> and executing one, is even more painfull :\
[22:35:08] <alex4nder-> yah. :(
[22:35:41] <alex4nder-> I was feeling like a badass the other day, and was demoing some trochoidal milling code I wrote, and broke the endmill mid demo.
[22:37:10] <syyl> but,when it works, it looks pretty cool :)
[22:37:31] <syyl> started a new project today...
[22:37:39] <syyl> http://dl.dropbox.com/u/24396704/wzw_spindel2.jpg
[22:37:46] <syyl> milling spindle with toolchanger...
[22:38:05] <syyl> direct chucking with a 6mm collet
[22:38:21] <syyl> and motor part of the spindle
[22:38:28] <alex4nder-> sick
[22:38:43] <syyl> even got the motor dissassembled ;)
[22:38:43] <syyl> http://dl.dropbox.com/u/24396704/2012-01-31_18-04-31_748.jpg
[22:39:05] <syyl> and the main shaft pressed out...
[22:39:14] -!-
jonnyATroot [jonnyATroot!~jonny@194.228.142.126] has joined #linuxcnc
[22:40:47] <alex4nder-> rad, what're you going to use it for/with?
[22:45:26] <syyl> that spindle?
[22:45:34] <syyl> for endmills smaller 3mm
[22:48:02] <JT-Shop> neat!
[22:48:41] <JT-Shop> what are you using for pulling the collet in?
[22:49:05] <syyl> a stack of belleville washers
[22:49:12] <syyl> and pneumatics for release
[22:49:20] <syyl> but i still have to do the math there
[22:49:30] -!-
isssy has quit [Quit: Bye Bye]
[22:52:39] -!-
Fox_Muldr has quit [Ping timeout: 255 seconds]
[22:53:41] -!-
jonnyATroot has quit [Ping timeout: 248 seconds]
[22:54:40] <JT-Shop> that is what my VMC uses with a double stack cylinder to release the holder
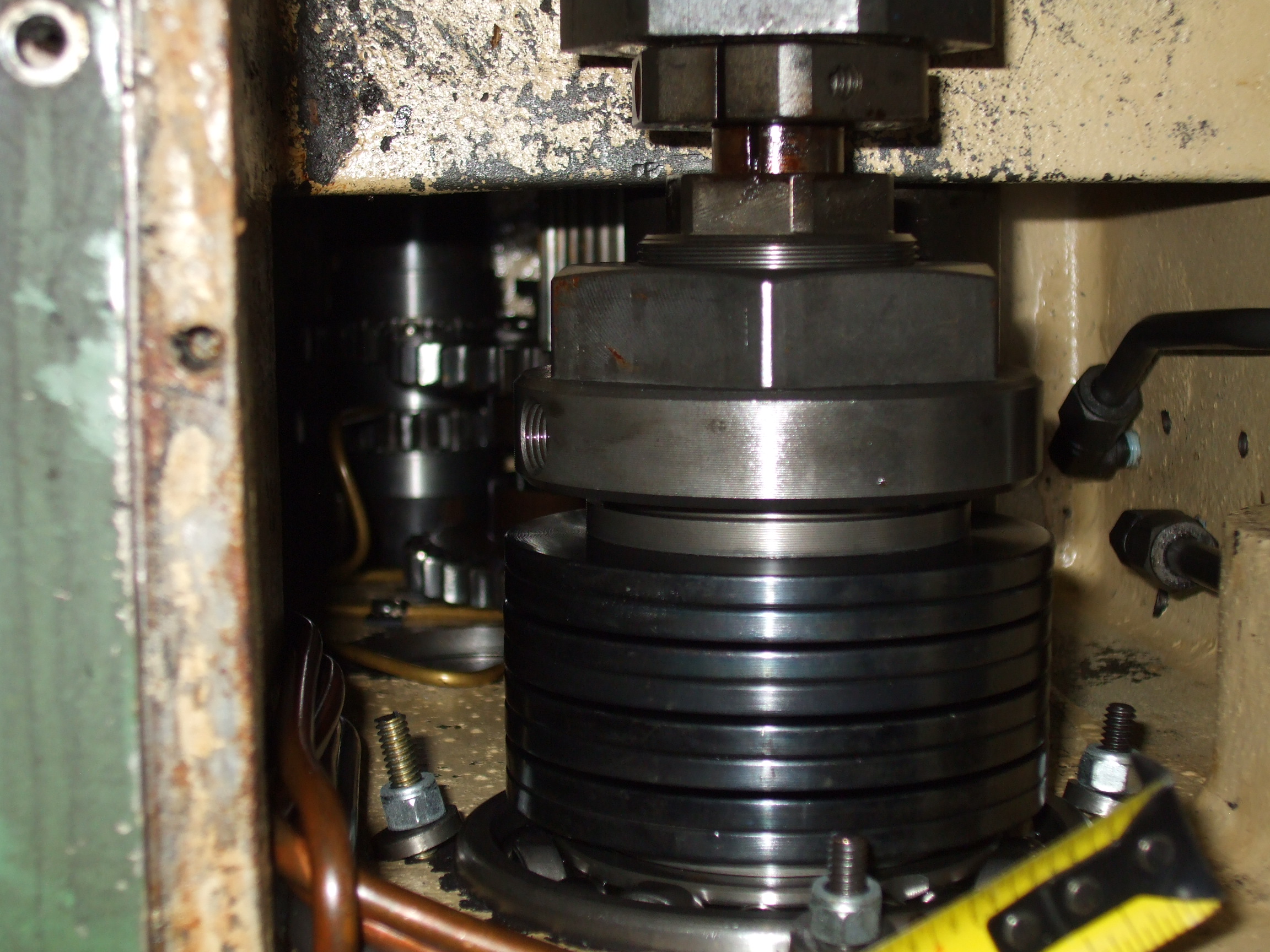
[22:55:48] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/spindle/belvel.JPG
[22:57:29] <syyl> mine will be a bit smaller ;)
[22:57:46] -!-
linuxcnc-build has quit [Quit: buildmaster reconfigured: bot disconnecting]
[22:57:56] <syyl> those look like a few thousand newtons of force...
[22:58:57] <skunkworks> I don't know exactly - but a 6ish inch cylinder pushed by 1200psi hydraulic
[23:00:05] <syyl> those springs can give incredible force...
[23:00:12] <syyl> "use the force luke!"
[23:00:58] <syyl> time to leave...
[23:01:00] <syyl> goodnight
[23:01:15] -!-
syyl has quit [Quit: Leaving]
[23:05:09] -!-
cmorley has quit [Ping timeout: 248 seconds]
[23:07:32] -!-
jonnyATroot [jonnyATroot!~jonny@194.228.142.126] has joined #linuxcnc
[23:13:00] -!-
jonnyATroot has quit [Quit: Leaving]
[23:15:38] -!-
mhaberler has quit [Read error: Operation timed out]
[23:19:06] -!-
servos4ever has quit [Quit: ChatZilla 0.9.85 [SeaMonkey 2.0.11/20101206162726]]
[23:24:29] -!-
Jim_ [Jim_!~jsr@in-184-1-118-203.dhcp.embarqhsd.net] has joined #linuxcnc
[23:26:24] -!-
H264 has quit [Remote host closed the connection]
[23:28:20] -!-
H264 [H264!~walter@host-174-45-122-145.bzm-mt.client.bresnan.net] has joined #linuxcnc
[23:34:12] -!-
cmorley has quit [Ping timeout: 245 seconds]
[23:40:51] -!-
mhaberler [mhaberler!~mhaberler@195.191.253.94] has joined #linuxcnc
[23:41:32] -!-
mhaberler_ [mhaberler_!~mhaberler@195.191.253.94] has joined #linuxcnc
[23:41:32] -!-
mhaberler has quit [Read error: Connection reset by peer]
[23:41:32] mhaberler_ is now known as
mhaberler
[23:41:58] -!-
mhaberler_ [mhaberler_!~mhaberler@195.191.253.94] has joined #linuxcnc
[23:41:58] -!-
mhaberler has quit [Read error: Connection reset by peer]
[23:41:59] mhaberler_ is now known as
mhaberler
[23:45:15] -!-
Nick001-Shop [Nick001-Shop!~chatzilla@wlk-barre-208-103-141-166.dynamic-dialup.coretel.net] has joined #linuxcnc
[23:58:27] -!-
West0n [West0n!~west0n@unaffiliated/west0n] has joined #linuxcnc
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}