Back
[00:00:15] -!-
dgarr [dgarr!~dgarrett@adsl-76-204-28-247.dsl.pltn13.sbcglobal.net] has joined #emc
[00:04:06] -!-
theorb [theorb!~theorb@91.84.53.6] has joined #emc
[00:04:20] -!-
theorbtwo has quit [Ping timeout: 260 seconds]
[00:04:31] theorb is now known as
theorbtwo
[00:04:45] -!-
Valen has quit [Remote host closed the connection]
[00:05:12] -!-
Valen [Valen!~Valen@2001:44b8:7961:3850:21e:8cff:fe63:55df] has joined #emc
[00:07:30] -!-
El_Matarife has quit [Quit: Nettalk6 - www.ntalk.de]
[00:37:40] -!-
nicko has quit [Quit: Visitor from www.linuxcnc.org]
[00:37:59] -!-
nicko [nicko!~nicko@222-155-140-140.jetstream.xtra.co.nz] has joined #emc
[00:39:38] -!-
Birdman3131 has quit [Read error: Connection reset by peer]
[00:40:18] -!-
SWPadnos_ [SWPadnos_!~Me@74-92-8-214-NewEngland.hfc.comcastbusiness.net] has joined #emc
[00:40:18] -!-
SWPadnos has quit [Read error: Connection reset by peer]
[00:40:24] SWPadnos_ is now known as
SWPadnos
[00:40:49] -!-
Birdman3131 [Birdman3131!~quassel@ip70-178-238-227.ks.ks.cox.net] has joined #emc
[00:43:02] -!-
Birdman3131 has quit [Read error: Connection reset by peer]
[00:44:18] -!-
Birdman3131 [Birdman3131!~quassel@ip70-178-238-227.ks.ks.cox.net] has joined #emc
[00:52:48] -!-
robh__ has quit [Ping timeout: 252 seconds]
[01:05:04] <nicko> ello all
[01:05:43] <nicko> I've got a weekend finally to try to understand my .ini and .hal files (previously magically made by pncconf)
[01:06:29] <nicko> reading through the integrators manual and then also following the pncconf files I've seen some discrepencies that I'd like to know about
[01:06:53] <nicko> not too far through it at all but have 3 questions ...
[01:07:08] <nicko> (already)
[01:07:36] <nicko> anyone keen to give me a heads up ?
[01:07:49] -!-
l0st1nsp4c3 [l0st1nsp4c3!~IceChat7@ppp-52-71.mtl.contact.net] has joined #emc
[01:16:21] <nicko> hmmmm
[01:16:55] -!-
Valen has quit [Quit: Leaving.]
[01:18:34] <KimK> nicko: Go ahead
[01:18:41] <andypugh> yeah, listening
[01:18:56] <l0st1nsp4c3> anybody tried meshcam?
[01:20:07] <andypugh> <pedant> I assume that somebody has</pedant>
[01:20:22] <nicko> hey guys - cool
[01:20:38] <nicko> maybe its just pedantics - but I want to avoid confusion ...
[01:21:03] <l0st1nsp4c3> that's it i'm confused =P
[01:21:37] <nicko> ok, so my .ini file under the [EMCMOT] section has no TRAJ or BASE periods specified
[01:21:55] <nicko> is this because we're dealign with Mesa card I/O ??
[01:21:57] <nicko> or ?
[01:22:35] <andypugh> You will have no base period.
[01:22:42] <andypugh> That's normal.
[01:22:46] <KimK> There is no base (high-speed) thread because no internal step generator is being used.
[01:22:47] <nicko> good
[01:22:54] <nicko> TRAJ ?
[01:23:06] <andypugh> TRAJ I don't know.
[01:23:18] <andypugh> No [TRAJ] at all?
[01:23:18] <nicko> yeh neither !
[01:23:19] <nicko> ha ha
[01:23:29] <KimK> I don't know, but I suspect that traj has some sensible default.
[01:24:19] <nicko> nope - it has two other things listed though that aren't in the integrators manual ...
[01:24:24] <andypugh> There's important stuff in [TRAJ]
http://linuxcnc.org/docs/html/config_ini_config.html#sub:%5BTRAJ%5D-section
[01:24:31] <nicko> COMM_TIMEOUT
[01:24:38] <nicko> and COMM_WAIT
[01:25:33] <andypugh> Are those referenced in the HAL file? Most of the INI (bit by no means all) just maps directly to entries in the HAL.
[01:26:05] <nicko> ok - well, I haven't got there yet - just following the manual ...
[01:26:15] <nicko> sheesh!
[01:26:39] <andypugh> <admission> I have never read the manuals</admisson>
[01:26:47] <nicko> A couple of other things...
[01:27:12] <nicko> under [TASK] cycle time = 0.010
[01:27:34] -!-
pjm [pjm!~pjm@uhfsatcom.plus.com] has joined #emc
[01:27:44] <nicko> the manual suggests there is no need to change it from the 0.001 setting
[01:27:50] <nicko> typo ??
[01:28:07] <nicko> under [HAL] there is "HALUI = halui"
[01:28:19] <nicko> no mention of what this means in the manual ...
[01:28:41] <nicko> I'd love to not read the manual - but whenever I hit issues I am referred to the manuals
[01:29:00] <andypugh> Halui adds a bunch of useful HAL pins for controlling stuff. Things like external jog buttons.
[01:29:20] <andypugh> Add it in, it doesn't hurt and gives you more options.
[01:29:36] <nicko> cool, perhaps used for programming ATC's ?
[01:30:01] <andypugh> Well, I just used the search box in the web page whenever I had a problem.
[01:30:22] <andypugh> But reading the manual is a better approach.
[01:30:56] -!-
pjm__ has quit [Ping timeout: 252 seconds]
[01:31:10] <andypugh> HALUI isn't much help for ATCs, but some arts might be useful
[01:31:47] <KimK> nicko: You're welcome to preview the new documentation, just keep in mind it is still subject to change and is updated periodically, at least daily, I think. So changes may take 24-48 hours to be reflected. Corrections and suggestions appreciated.
[01:32:19] <KimK> http://linuxcnc.org/docs/2.5/
[01:33:44] <nicko> KimK>> you think that reading 2.5 manuals for 2.4.6 would be helpful ?
[01:33:55] <andypugh> 2.5 is imminent.
[01:34:07] <nicko> as in - basic info for both versions has been updated also ?
[01:34:16] <andypugh> And you might see things that you want.
[01:35:57] <nicko> oooh
[01:35:59] <nicko> interesting
[01:36:23] <nicko> the cycle time under [TASK] is the same as the pncconf file here
[01:36:50] <KimK> nicko: If you are running one machine, at home, and you are the operator, then there's no need to avoid the 2.5 update. Companies with money-making operations going on can be forgiven for wanting to hold off a bit.
[01:37:05] <nicko> its a factor of 10 different - got two 'hits' on 0.01 now
[01:37:58] <nicko> 2.5 sounds great - but its still doesn't help me understand the (hopefully trivial) things I don't understand at the moment
[01:40:07] <andypugh> nicko: As pncconf setups generally work, then perhaps both values work?
[01:41:12] <nicko> sure, I'm just a personality type that like to (eventually) get things ideal (hypomanic ENTP/INTP in the briggs-meyer Jungian thingy)
[01:42:28] <nicko> relatively arbitrary settings chew away at my well-being !
[01:43:03] -!-
skunkworks_ [skunkworks_!447329d2@gateway/web/freenode/ip.68.115.41.210] has joined #emc
[01:43:07] <nicko> in the meantime I guess I'd set it at 0.007
[01:43:30] <nicko> (2*0.01 + 0.001)/3
[01:43:32] <andypugh> I did a Psychrometric test once, I came out as being wet, full of hot air and under pressure.
[01:43:59] <nicko> try out the briggs meyer test - it is quite creepy
[01:44:03] <Jymmm> andypugh the tea kettle
[01:44:09] <nicko> and pre-internet
[01:44:13] <l0st1nsp4c3> andypugh: sounds like a girl i once dated
[01:44:23] <andypugh> My spelling was deliberate :-)
[01:44:46] <Jymmm> andypugh: [sic]
[01:44:47] * skunkworks_ wonders what he stumbled into
[01:45:04] <Jymmm> skunkworks_: cnc_sex
[01:45:23] <andypugh> I have done psychometric testing too. I came out as off-the-scale honest. That might have been because I didn't want the job.
[01:45:30] <l0st1nsp4c3> no no
[01:45:35] <l0st1nsp4c3> CNC_Reproduction
[01:46:02] -!-
El_Matarife [El_Matarife!~El_Matari@adsl-68-88-67-186.dsl.rcsntx.swbell.net] has joined #emc
[01:46:33] <nicko> Completley Normal Conversation ...
[01:46:41] <l0st1nsp4c3> what he said!
[01:47:24] <andypugh> And if anyone here isn't INTJ I would be astonished.
[01:48:10] <nicko> ENTP/INTP
[01:48:29] <nicko> but yeh INTJ/INTP is pretty much EMC
[01:50:12] <nicko> EMC + ISFJ == success = 0
[01:51:59] <andypugh> The manuals are very blank on EMCTASK
[01:53:46] <nicko> ok, heres another confusion
[01:54:05] <andypugh> I _think_ task is User Interface, so either value is going to work.
[01:54:28] <nicko> under: [DISPLAY] you've got "DEFAULT_LINEAR_VELOCITY"
[01:54:43] -!-
Tom_itx has quit [Ping timeout: 252 seconds]
[01:54:53] <andypugh> Thats the feed override starting position.
[01:55:05] -!-
SWPadnos has quit [Changing host]
[01:55:05] -!-
SWPadnos [SWPadnos!~Me@emc/developer/SWPadnos] has joined #emc
[01:55:06] <andypugh> (I think)
[01:55:08] <nicko> under: [TRAJ] you've got "DEFAULT_VELOCITY"
[01:55:21] <nicko> "The initial rate for jogs of linear axes, in machine units per second"
[01:55:57] -!-
Tom_itx [Tom_itx!~Tl@unaffiliated/toml/x-013812] has joined #emc
[01:56:01] <nicko> under the "DEFAULT_LINEAR_VELOCITY" in {display] it says "The default velocity for linear jogs, in machine units per second."
[01:56:13] <nicko> they are both different numbers ...
[01:56:51] <andypugh> Yeah, it's almost like this application was written by geeks who don't even talk and live all over the world.
[01:57:03] <SWPadnos> ahem
[01:57:03] <nicko> are you being sarcastic ?
[01:57:31] <andypugh> Aha! SWP might have more answers than me
[01:57:51] <SWPadnos> maybe, maybe not :)
[01:57:54] <nicko> Hi, I'm guessing SWPPadnos is a developer ?
[01:58:10] <SWPadnos> one thing to remember - EMC is a collection of programs that get machining done
[01:58:20] <andypugh> He is. So am I, bit we all do the bits that we find fun.
[01:58:46] <SWPadnos> you can run more than one user interface, you can write a user interface that uses its own initialization info
[01:58:47] <l0st1nsp4c3> interesting
[01:59:00] <andypugh> I was being a bit sacastic, but accept that some stuff just makes no sense.
[01:59:06] <Jymmm> SWPadnos: I thought that was a bunch of asian workers making $1.09 a day
[01:59:18] <nicko> I'm going through the integrators manual - following the output of an .ini file from pncconf and reading up on the settings
[01:59:20] <SWPadnos> I don't know the specifics of why there is a default velocity in both the DISPLAY and TRAJ sections, but it's very likely to be one of three things:
[01:59:43] <nicko> boy oh boy
[01:59:45] <SWPadnos> 1) two different things that unfortunately have similar names
[01:59:52] <SWPadnos> sure, it can be confusing
[02:00:19] <SWPadnos> that was meant to say that the naming was unintentional
[02:00:41] <SWPadnos> 2) two different settings that intentionally tell different programs similar things
[02:00:53] <SWPadnos> 3) a mistake :)
[02:01:19] <nicko> I know how to go about testing things to see how they work - but the amount of variables that seem to be involved in EMC - its daunting !
[02:01:40] <SWPadnos> the thing is, the trajectory planner has to have a limit, because some GUI that doesn't read the DISPLAY section might ask for something that is outside the capabilities of the machine
[02:01:56] <SWPadnos> yes, there are a lot of them, it's a very flexible system
[02:02:03] <SWPadnos> and likely to be confusing at times :)
[02:02:28] <SWPadnos> luckily (or unluckily), it's rarely necessary to know more than a small fraction of the available options
[02:02:34] <andypugh> I have a feeling that [TRAJ] DEFAULT_VELOCITY is cartesian G0 speed, and [DISPLAY] DEFAULT_VELOCITY is only related to the jog-speed slider position.
[02:02:50] <nicko> Under [TASK] manuals list the normal setting as either 0.01 or in other instances as 0.001 - it also states that the normal setting should in most cases remain unchanged
[02:02:52] <SWPadnos> (unlucky because we may end up adding the same thing in more than one place, because nobody remembers that it already exists somewhere else)
[02:03:04] <SWPadnos> andypugh, that may well be
[02:03:35] <SWPadnos> nicko, sure - by default, go very very very slowly
[02:03:37] <nicko> thats what I was going to suggest - one is UI one is 'actual'
[02:04:19] <SWPadnos> one is UI default (controllable by the slider), the other is the trajectory planner default, in case it doesn't get a jog speed command
[02:04:25] <nicko> my servos are sitting on the carpet at the moment - I just want to see some movement, tune them to run 'air' (or chase cats around the ground while twisting the PWR and enc cables)
[02:04:36] <SWPadnos> that's why it's important to remember that EMC is a collection of programs
[02:04:45] <nicko> I'll install them on the machine later and re-tune
[02:05:03] <SWPadnos> the trajectory planner is what generates positions that get sent to HAL and on to the hardware
[02:05:09] <nicko> (and pay much more attention to limits etc..)
[02:05:19] <SWPadnos> that should be configured with limits that prevent damage to the machine or the operators
[02:05:40] <ds3> damage to operators? Hmmmm
[02:05:41] <andypugh> nicko: What's your hardware? and how does it connect to EMC2?
[02:05:42] <SWPadnos> the GUI is another program (or several programs), which may have their own settings
[02:05:58] <SWPadnos> ds3, sure, not that that should be a software setting ;)
[02:06:08] <nicko> 4 different bits of hardware to be conencted
[02:06:35] <ds3> SWPadnos: sounds like you are configuring artillery piece ;)
[02:06:47] <SWPadnos> well, I tend to think that way
[02:07:08] <nicko> PWM straight off the 5i22 card going to Granite devices VSD-XE BLDC motor drives (PWM only no dir %50 duty cycle = 0 RPM) - servo
[02:07:39] <Jymmm> SWPadnos: O_o
[02:07:53] <SWPadnos> boooom!
[02:08:05] <Jymmm> heh
[02:08:12] <nicko> analog control to a Allen Bradley AC servo Ultra 3000 drive for the spindle which will be servo driven (tapping etc...)
[02:08:14] <ds3> you crash machines often? ;)
[02:08:22] <andypugh> ds3: Serious point, this stuff is a lot harder, stronger and pointier than you are. A hotwire or Reprap probably can't hurt you, but there is EMC2 kit out there that could make you a DNA sampling case.
[02:08:40] <nicko> Kollmorgen DDR - analog input via same 5i22 and 7i33 interface as the AB servo
[02:09:11] <ds3> andypugh: yes, I been around represenatives of the big boys (Haas and Fanuc stuff)
[02:09:40] <nicko> then finally and eventually - a 4.5Kw Colombo ATC spindle - not servo - just go go go - but the ATC would be nice to set up in EMC
[02:09:40] <andypugh> nicko: Well, minimalist case I reckon I could scare the cats with 5 lines typed at the command prompt.
[02:10:14] <andypugh> halrun
[02:10:20] <andypugh> loadrt hostmot2
[02:10:27] <nicko> great ! care to set up my machine and at the same time teach me what you're doing ??
[02:10:36] <nicko> yup, reaqd up on that bit
[02:10:39] <nicko> ;)
[02:11:19] <nicko> and plan to read up on more - but just stuck on the .ini confusion for now - plan to forget that for the time being and get onto the Hostmot section
[02:11:27] <andypugh> (sorry that last line should be) loadrt hostmot2 config="firmware=hm2/5i22/svst8_8.bit"
[02:11:57] <nicko> SVST8_24.BIT ;)
[02:12:01] <nicko> (5i22)
[02:12:19] <SWPadnos> nighty night
[02:12:22] <andypugh> setp hm2_5i22.0.pwmgen.0.value 1
[02:12:28] <nicko> nooooo!
[02:12:35] <andypugh> Actually, that was 3 lines and scared cats.
[02:12:41] -!-
sumpfralle1 has quit [Ping timeout: 250 seconds]
[02:12:44] <nicko> can you stay online all night while I fart around ?
[02:12:54] <nicko> I'll go get the cats !
[02:14:24] <nicko> hey so how do I set it up to run PWM so that it runs from %5 cycle to %95 cycle with %50 cycle = 0 velocity ?
[02:15:17] <andypugh> nicko: You know you could just run the pncconf config and then dive in and meddle/adjust as necessary?
[02:15:23] -!-
Gensor [Gensor!Gensor@209.159.211.192] has joined #emc
[02:15:39] <nicko> I have!
[02:15:50] <nicko> thats what I'm doing
[02:15:53] <skunkworks_> nicko: That will be new territory... (odd drive setup)
[02:16:28] <andypugh> Well, first, I would want to set up a wcomp function to kill the drive if pwm.value is <5%
[02:16:41] <nicko> Ok, - well, I think I;ve reached a point where typing here is silly - just need to go and try/play with it
[02:16:46] <andypugh> Because offset pwm scares me.
[02:16:48] <nicko> ooh, ok - yeh ??
[02:17:01] <skunkworks_> Me also..
[02:17:12] <nicko> why ?
[02:17:25] <skunkworks_> seems like it would be a balancing act..
[02:18:22] <skunkworks_> but - because you picted emc - I am pretty confident that you will be able to figure something out :)
[02:18:24] <nicko> I thought even with incorrect offsets either the control loop would adjust - or a drive setting would kick in a disable
[02:18:27] <skunkworks_> picked
[02:19:04] <nicko> maybe I'm just an idiot who fancies myself a bit smart and should be step/directing in mach3 instead
[02:19:28] <skunkworks_> NOOOOoooooo! ;O
[02:19:50] <andypugh> The fact that you know how to be sarcastic about that indicates not.
[02:19:51] <nicko> oh hey related question:
[02:21:23] <nicko> sh$t
[02:21:29] <andypugh> Right, I think you need to take your PID output through a "scale" function with a gain of 0.5 and an offset of 1. (it might be the other way round, depending on the order in which it does it)
[02:21:35] <nicko> ok, now another brain malfunction has kicked in
[02:21:39] <Jymmm> nicko: expensive shit?
[02:22:04] <nicko> I cant form my question without a word - I cant remember the word
[02:22:21] <nicko> its a simple word I should know
[02:22:47] <andypugh> http://www.linuxcnc.org/docview/html/man/man9/scale.9.html says that gain 0.5 and offset 0.5 is the answer
[02:22:51] <skunkworks_> it's?
[02:22:58] -!-
morfic has quit [Remote host closed the connection]
[02:23:03] <nicko> the name you give 'things' - values - meaning
[02:23:05] <Jymmm> nicko: i
[02:23:11] <nicko> like mm
[02:23:14] <nicko> pounds
[02:23:18] <andypugh> dimension
[02:23:20] <Jymmm> value
[02:23:21] <nicko> nM
[02:23:24] <nicko> almost
[02:23:31] <nicko> Henrys
[02:23:34] <skunkworks_> assign
[02:23:41] <nicko> are examples of : ???
[02:23:42] <andypugh> Eunuchs?
[02:23:43] <Jymmm> verb
[02:23:44] <nicko> volts
[02:23:51] <skunkworks_> heh
[02:23:57] <skunkworks_> this is kinda fun
[02:24:01] <nicko> shit
[02:24:03] <andypugh> Units :-)
[02:24:07] <nicko> UNITS!!!
[02:24:16] <nicko> excuse the brain fart there
[02:24:16] <Jymmm> no that's not it
[02:24:21] -!-
jbunch [jbunch!~jim@rrcs-24-43-233-135.west.biz.rr.com] has joined #emc
[02:24:28] <Jymmm> try again nicko
[02:24:32] <nicko> it'll work for my question
[02:24:35] <nicko> question:
[02:24:38] <andypugh> Ok, interesting that my verbal pun didn't trigger it.
[02:24:44] <Jymmm> nicko: but whats the answer?
[02:24:52] -!-
morfic [morfic!~morfic@67.11.29.140] has joined #emc
[02:25:09] <nicko> PID tuning involves numbers - what are the units ? or are they unitless ?
[02:26:15] <andypugh> They are, technically, in units of input/output
[02:26:22] <nicko> Can the numbers from one PID tuning user interface be plugged directly into another with the same results in all cases - some cases - ?
[02:26:27] <nicko> a ratio ?
[02:26:39] -!-
jbunch has quit [Read error: Connection reset by peer]
[02:27:03] <nicko> I know that say PID settings of 6,4,2 aren't the same as 3,2,1
[02:27:40] <andypugh> PID is Out = P x (in - command) + dt*I(in-command) + D * d/dt(in - command)
[02:27:51] -!-
jbunch [jbunch!~jim@rrcs-24-43-233-135.west.biz.rr.com] has joined #emc
[02:27:58] <nicko> *but* maybe between appications if not the values but the relative scaling between them could be translated ?
[02:29:11] <nicko> so if I have my drives tuned for my machine in the drives themselves (step/dir) - and then I want EMC to control the position loop - I could just plug the numbers from the drive (once set in velo mode) into EMC
[02:29:33] <andypugh> So, for example, if you are controlling hectopascals with a 0-1 pwm you have a very small P, and if you are controlling Bar with a 0-100% PWM then you have a very big gain.
[02:29:55] <skunkworks_> nicko: are the drives velocity mode?
[02:30:02] <nicko> I have a conceptual grasp of calculus - did a bit at uni (mech eng)
[02:30:09] <nicko> they are velocity mode now yes
[02:30:22] <andypugh> you skipped "control engineering"?
[02:30:37] <nicko> Yup! thats third year - got cancer and dropped out
[02:30:39] <skunkworks_> nicko: what do they use for feedback?
[02:31:07] <nicko> 5 years off now - interestingly I start again this monday
[02:31:09] <andypugh> You know cancer causes cellphones?
[02:31:30] <nicko> feedback ? um, encoders ... (?)
[02:31:55] -!-
El_Matarife has quit [Quit: Nettalk6 - www.ntalk.de]
[02:31:58] <nicko> cancer causes many many wonderful things
[02:32:05] <skunkworks_> so the encoder needs to go to the drive and emc?
[02:32:10] <andypugh> Actually, this is almost relevant to the discussion. input v output:
http://www.xkcd.com/
[02:32:22] <nicko> skunkworks>> yes
[02:33:10] -!-
robin__ [robin__!~robin@dsl78-143-214-103.in-addr.fast.co.uk] has joined #emc
[02:33:36] <skunkworks_> ah - ok. So you have the drives are velocity mode - using the encoder - and the ecoder will go to emc for positon. Neat. If they are velocity mode and tuned decently - then emc tuning should be a bit easier.
[02:34:07] <skunkworks_> (in my experience which is small)
[02:34:24] <andypugh> First: Don't try to tune the motors in cat-scaring mode. It will be wrong.
[02:34:29] <andypugh> The load s critical.
[02:34:46] <nicko> Andy>> I tried the following flowchart with EMC - I'm up to the bottom left corner
http://imgs.xkcd.com/comics/tech_support_cheat_sheet.png
[02:35:14] <skunkworks_> (once you get the whole 50% d/c figured out... ;))
[02:35:34] <KimK> For the archive, and because I'm an xkcd fan, here's the long-term link for Andy's specific cartoon, instead of the "today's cartoon" on the homepage:
http://www.xkcd.com/925/
[02:35:36] -!-
robin_ has quit [Ping timeout: 260 seconds]
[02:35:43] <andypugh> nicko: Have you figured out how to use functions in HAL?
[02:36:07] <nicko> Andy>> I know it will be wrong - but to get the machine out of its cage it quite a labor intensice proeedure for a weekend and it needs to be clear of the garage for the week - I could put the motors on a spare ballscrew I guess - give them a bit of a load
[02:36:13] <nicko> HAL no
[02:36:13] <andypugh> 123 is my favourite
[02:36:33] <KimK> http://www.xkcd.com/123/ ?
[02:36:39] <andypugh> Yup
[02:36:49] <nicko> I was going to learn HAL (or part thereof) today - but I'm typing here instead! I guess learning a little
[02:37:31] <andypugh> You _will_ need to learn how to add a function to HAL and pass a value through it.
[02:37:52] <andypugh> How many axes do you have?
[02:38:12] <KimK> One sharp one, and two dull ones.
[02:38:26] <nicko> XYZA + servo spindle
[02:38:30] <andypugh> axises?
[02:38:43] <KimK> Oh, you weren't talking to me. Nevermind.
[02:38:48] <andypugh> Ok, all on the same 50% = 0 scheme?
[02:38:49] <nicko> but I'll settle for XYZ and a non-servo spindle for the moment
[02:39:01] <nicko> no - just XYZ
[02:39:10] <nicko> A and spindle are analog
[02:39:55] <andypugh> <scrolls back>
[02:39:56] <skunkworks_> and the reason why you didn't go analog with the other axis? Huh?
[02:40:01] <nicko> 5i22 + 7i33
[02:40:13] <nicko> 7i33 is 4 axes of analog
[02:40:17] <nicko> I'd need 5
[02:40:29] <nicko> only drives that take PWM are the XYZ ones
[02:40:44] <nicko> basically trying not to buy another 7i33
[02:40:48] <nicko> but its an option
[02:41:16] <andypugh> I think you will need to add to your HAL:
[02:41:17] <skunkworks_> The 7i48 is 6 axis analog...
[02:41:22] <nicko> yup
[02:41:29] <nicko> but I dont have it here
[02:41:31] * skunkworks_ is using one of each..
[02:41:44] <andypugh> loadrt scale names=xscale, yscale, zscale
[02:41:50] <pcw_home> with offset PWM, better make sure your drive enable logic is foolproof...
[02:42:16] <nicko> thats *another* issue I;m having - drive enable settings
[02:42:27] <pcw_home> 'cuz you will have full scale drive at power up
[02:42:30] <andypugh> pcw_home: I was strongly advocating a wcomp on the amp-enable so that 0 = stop
[02:42:31] <skunkworks_> pcw_home: it just seems a bit scary... :)
[02:43:26] <andypugh> nicko: setp xscale.offset 0.5
[02:43:38] <andypugh> setp xscale gain 0.5
[02:43:40] <nicko> okidoke
[02:43:53] <andypugh> (and the same for Y, Z)
[02:43:58] <nicko> yes - makes sense
[02:44:20] <nicko> why not gain of .45 ?
[02:44:33] <nicko> to fix that %5 thing ?
[02:44:33] <andypugh> And, I forgot, after loadrt, addf xscale servo-thread (and the rest)
[02:44:54] <nicko> ahhhh - more steps to cat scare than you thought huh !
[02:45:05] <andypugh> I was going to fix that in the PID
[02:45:24] <nicko> I need to catch up - need to read more
[02:45:28] <nicko> and type less
[02:45:50] <nicko> I'll understand and be able to communicate on a better level if I read up more
[02:46:27] <l0st1nsp4c3> any cam software import svg files?
[02:46:31] <nicko> I'll hit the forum later today if you're not all online here and I haven't sorted it
[02:46:34] <andypugh> I think that setting PID max-output 90% will fix that (might need offset .55 though).
[02:46:47] -!-
Dannyboy [Dannyboy!~Dan@ip68-101-102-133.oc.oc.cox.net] has joined #emc
[02:46:59] <nicko> THANKS ALL !!!!
[02:47:24] <nicko> (I understand this is unfinished business)
[02:48:12] <andypugh> The main point is: net signame axis.N.motor-pos-cmd scale.N.in, then net othersigname scale.N.out pwmgen.N.value
[02:48:58] <nicko> Just had a thought - I have a charge pump thing here that I've already had succuss enabling the drives
[02:49:22] <nicko> charge pump only comes on once the machine is set on in EMC huh
[02:49:39] <nicko> (I now see the offset PWM issue, yes ... SCARY)
[02:49:53] <nicko> PCW - - how much for another 7i33 sent to NZ ?
[02:50:02] -!-
AC-130U has quit [Read error: Connection reset by peer]
[02:50:16] -!-
AC-130U [AC-130U!~Martian@69.169.134.174.provo.static.broadweavenetworks.net] has joined #emc
[02:50:43] <pcw_home> Thats why I like PWM/DIR or up/down PWM better (at the expense of an additional pin)
[02:50:52] <andypugh> Makes sense to have the enable of that linked to a wcomp which has it's output "or"-ed to each axis PID
[02:51:12] <nicko> drives have forced my hand
[02:51:21] <nicko> serious about the 7i33 ...
[02:51:53] <pcw_home> Should have bought a 7I48...
[02:52:01] <nicko> the 7i48 - it wont work with new EMC ? because of the muxing ?
[02:52:19] <nicko> yes... but I'll be going to more axes eventually - more than 6 ...
[02:52:25] <pcw_home> It wont work with EMC <2.5
[02:52:33] <nicko> so maybe I should get a 7i48 this time
[02:52:41] <nicko> ahhhh
[02:53:02] <nicko> so release on 2.5 is within 2 months ?
[02:53:08] <nicko> bet that is the magic question
[02:53:14] <andypugh> Now you know the danger, HAL has the tools to make it safe. it is fairly easy to set it up so that 0 PWM disables the drive, and 5% turns it back on. (This is the digital domain, you can get to 50% without passing 5%)
[02:53:23] <KimK> nicko: You never know when you might need axes 7 & 8 though. DRO? Handwheel? Something else?
[02:53:30] <pcw_home> but you will need to get emc 2.5 from the buildbot also a funny bitfile that supports both the 7I48 and 7I33
[02:54:05] <andypugh> I have been running 2.5 for over a year. My dev machine is 2,6
[02:54:13] <nicko> KimK - I'd keep the 7i33 and the 7i48 - i.e. 10 axes - and still two headers on the 5i22
[02:54:30] <nicko> ok
[02:54:59] <andypugh> 2.5 isn't released, but it is pretty solid.
[02:55:04] <nicko> - I'll just bite the bullet - 7i48 please ! shipping ??
[02:55:08] <nicko> New Zealand
[02:55:10] <pcw_home> since you have plenty I/O I'd probably stick with another 7I33 unless you enjoy HAL hacking
[02:55:35] <nicko> I DONT ENJOY HAL hacking at all
[02:55:36] -!-
skunkworks_ has quit [Ping timeout: 252 seconds]
[02:55:45] <pcw_home> pncconf does not support the 7I48 AFAIK
[02:55:51] <andypugh> You will. I love it :-)
[02:56:42] -!-
AC-130U has quit [Quit: Trying to find a ship to take me back to Mars...]
[02:57:12] <nicko> I'm ditching pncconf for the time being - its not helping... I see how its cool - but I need to learn this stuff for myself - the UI restricts some of the things I need to adjust, which makes the files from that point unreadable to it - its like a partially filled in canvas
[02:57:41] <andypugh> HAL is what makes EMC2 so flexible, any output can go to any input, through any arbitrary intermediate manipulation.
[02:58:26] <andypugh> Yeah, the fact it uses a huge set of aliases is not helpful for manual editing
[02:58:52] <pcw_home> yeah pncconf is pretty but gives you no idea of the power of HAL
[02:59:42] <andypugh> "I'm sorry Pete, I can't let you do that"
[02:59:53] <l0st1nsp4c3> oh no
[02:59:55] <l0st1nsp4c3> the red eye
[03:00:18] <nicko> daisy, daisy
[03:01:52] <nicko> going to see a film tonight - Tree of Life
[03:02:13] <nicko> won the Palme D'or
[03:02:25] <nicko> Douglas Trumbull did the special effects -
[03:02:38] <nicko> he worked on 2001 - did all the effects on that
[03:02:48] <nicko> righto
[03:02:52] <nicko> see you all !!!
[03:07:06] <pcw_home> I'm happy, managed to save ~100 instructions on our SSLBP code by adding a processor feature (we were about full +3 inst)
[03:07:08] <pcw_home> but managed to introduce a few bugs so will be debugging a bit before the version that supports
[03:07:09] <pcw_home> parameter discovery is available (for new remote cards)
[03:09:24] -!-
ve7it has quit [Remote host closed the connection]
[03:09:27] <andypugh> Sounds good.
[03:09:48] <pcw_home> if we find the bugs it will be :-)
[03:10:16] <andypugh> Leave them in as "Surprise and Delight" features
[03:10:44] <pcw_home> well the feature now is it barely works
[03:12:45] <andypugh> (That's a phrase from my day-job, which we internally mis-use bit refers to the things that people didn't expet the car to do, but does. A real example would be auto-bonding a cellphone, a sarcastic internal example would be setting the carpet alight during catalyst regen)
[03:13:54] <andypugh> (We almost never release a car that sets light to the carpets. Honest)
[03:14:44] <pcw_home> But we changed all the opcodes, and added one pipeline stage (which is the likely source of the bugs)
[03:14:46] <pcw_home> so some bugs are pretty much guaranteed...
[03:14:48] <pcw_home> Ive seen some pretty hot catalytic converters (glowing yellow)
[03:17:11] <pcw_home> We really need some better tools to find data hazards, our assembler is not smart enough
[03:17:13] <pcw_home> (and niether are we)
[03:17:50] <andypugh> particulate filters on diesels are the big problem. You need to get them very hot and get the right amount of excess O2 in the exhaust to burn them clean (it's a computer controlled chimney fire). Which is easy until that pesjy driver backs out on full boost at the top of a hill.
[03:20:26] <pcw_home> I assumed the really hot CCs Ive seen were not working for some reason and building up carbon and then suddenly decided to work but thats just a WAG
[03:22:27] <pcw_home> Haven't seen this recently maybe the control system have gotten safer
[03:22:35] <pcw_home> systems
[03:23:11] <andypugh> You are in the US, you pretty much don't have diesels.
[03:24:08] <pcw_home> Big trucks yes, cars fairly rare
[03:30:30] <l0st1nsp4c3> finding the right cad/cam software for a good price is getting confusing lol
[03:31:42] <nicko> quick question:
[03:31:59] <nicko> 5 axis machine .hal file
[03:32:19] <nicko> approx how many lines would a hal file have ?
[03:32:28] <nicko> 100, 200, 300, 400 ?
[03:32:34] <pcw_home> [good] [cheap] choose one
[03:32:43] <nicko> good
[03:33:22] <nicko> no tricks - simple machine ... XYZA and servo spindle
[03:33:30] <nicko> I'm guessing about 300 or so ?
[03:33:56] <nicko> Just want to make sure I'm not under or overcooking things
[03:34:16] <andypugh> My current engine is 2 litres, 180PS, 400Nm (122 cuin, 180hp, 295ftlb)
[03:34:44] <nicko> maybe it s stupid question... Had to ask it in order to find that out ;)
[03:35:45] <l0st1nsp4c3> andypugh wth
[03:35:57] <l0st1nsp4c3> 180hp but 295ftlbs of torque...TDI??
[03:36:03] <andypugh> Yes
[03:36:37] <l0st1nsp4c3> i was starting to wonder such a high torque
[03:36:50] <l0st1nsp4c3> clean with Urea or clean without
[03:36:55] <l0st1nsp4c3> or oldschool black burner
[03:37:27] <pcw_home> well I think 100 lines would be pretty tight for 5 axis, I/O setup can take a lot of lines with HM2
[03:37:41] <andypugh> basically the torque is flat from 1500 rpm to 4000rpm, we are mainly limited by the melting point of aluminium.
[03:38:26] <l0st1nsp4c3> well then
[03:39:04] <andypugh> If each of 5 axes goes through a scale with 2 parameters, that's 25 lines or so straight away
[03:39:05] <l0st1nsp4c3> you need some sleeves
[03:39:25] <andypugh> piston melting...
[03:39:40] <l0st1nsp4c3> hard forged steel pistons!
[03:39:50] <andypugh> then can't rev...
[03:39:58] <l0st1nsp4c3> then piston cooling jets
[03:40:01] <l0st1nsp4c3> and cooled sleeves
[03:40:31] <l0st1nsp4c3> aka wet sleeves
[03:41:02] <pcw_home> beryllium pistons!
[03:41:08] <andypugh> Got those. In fact we have a variable displacement oil pump to service them. In fact, that's the Bar/% PID controller I mentoned earlier.
[03:41:41] <l0st1nsp4c3> what about piston cooling jets?
[03:43:09] <andypugh> l0st1nsp4c3: That was what I was talking about. I was typing as others did.
[03:44:12] <andypugh> pcw_home: Aye, beryllium does seem to be almost ideal for eveything, except for being fatal to some people.
[03:45:07] <pcw_home> details...
[03:45:33] <l0st1nsp4c3> i think
[03:45:40] <l0st1nsp4c3> you need to invent adamantium
[03:45:42] <pcw_home> titanium?
[03:46:00] <nicko> ther EMC.Var file
[03:46:06] <nicko> a bunch of numbers
[03:46:15] <nicko> what does it do ?
[03:46:21] <Jymmm> Just use the stuff nasa uses
[03:46:29] <nicko> and emc.var.bak
[03:46:41] <andypugh> nicko: Stores internal EMC2 states
[03:47:05] <andypugh> and an auto backup from ubuntu
[03:47:16] -!-
ries has quit [Quit: ries]
[03:47:26] <nicko> I'm creating my own .ini files - just clearing out the clutter
[03:47:35] <nicko> so I'll leave those
[03:47:40] <nicko> and .hal file
[03:48:42] <andypugh> The HAL file is the biggie. Don't delete that one.
[03:48:50] <nicko> yup yup !
[03:49:33] <nicko> loatrt motmod and the axis.N and iocontrol parts of the manual under 'EMC2 and HAL' - are they for non-Mesa standard set ups ?
[03:50:53] <andypugh> For reference, my XYZA mill has HAL files of 184 and 56 lines.
[03:51:39] <andypugh> You need those with Mesa too.
[03:52:33] <andypugh> motmod is the interface between HAL and motion, no skipping that stage
[03:52:59] <nicko> when I search the hal file from pncconf for 'loadrt motmod' I get no results
[03:53:38] <andypugh> Ceck the INI, you might have multiple HAL files?
[03:53:49] <nicko> nope
[03:54:04] <andypugh> hmmm
[03:54:06] <Tom_itx> 266 & 138
[03:54:27] <Tom_itx> hm2-stepper and my-jog
[03:54:32] <nicko> yes - hmmmmm
[03:54:45] <Tom_itx> xyza and pendant
[03:55:01] <Tom_itx> with notes
[03:55:21] <nicko> thanks Tom
[03:56:15] <nicko> yup, - no 'motmod' in another .hal file from pncconf - an earlier attempt
[03:56:27] <andypugh> www.pastebin.com the HAL file?
[03:56:30] -!-
chester88 has quit [Ping timeout: 252 seconds]
[03:56:59] <nicko> its mid edit - a bit of a mess
[03:57:26] <nicko> howabout I send the earlier one - its not been touched since pncconf
[03:57:48] <andypugh> OK
[03:58:04] <andypugh> You have until 5am local time
[03:58:26] <andypugh> (local to me, that is)
[03:59:03] <nicko> 3 mins ?
[03:59:10] <andypugh> 1
[04:00:16] <nicko> http://pastebin.com/Q47XEqv3
[04:00:49] <andypugh> Line 6 is a substitution for the same thine
[04:00:53] <nicko> it was my first pncconf 'session' so much of the stuff might be silly and just there to see what woudl happen
[04:01:06] <nicko> right
[04:01:27] <nicko> how am I meant to understand that ?
[04:01:58] <andypugh> I guess your INI has [EMCMOT] EMCMOT = motmod?
[04:02:06] <nicko> yup
[04:02:07] <nicko> does
[04:02:12] <andypugh> Well, you aren't.
[04:02:38] <andypugh> My HAL has loadrt motmod, and pulls in nothing at all from the INI
[04:02:56] <nicko> pncconf is NOT for me
[04:02:58] <nicko> ;)
[04:03:08] <nicko> I cant even reverse engineer the files from it ...
[04:03:45] <nicko> in the absense of um, sense - I think its best I forget it exists (?!)
[04:03:46] <andypugh> Some things in the INI are for other modules, there is something to be said for using it as a central database.
[04:04:34] <nicko> I need to be able to resort to the manual, as in the absence of this IRC or the forum, I'd be flummoxed by the files i have here
[04:04:44] <nicko> so best I start with the manual
[04:04:48] <andypugh> I suspect that motmod as a parameter is a throwback to when you needed to choose milltask or lathetask..
[04:05:29] <andypugh> nicko: Instead, Start with the closest sample config
[04:05:30] <nicko> I have a look on my face that people would confuse with the look you get with really bad smells
[04:05:36] <nicko> yup
[04:05:39] <nicko> will do
[04:06:31] <nicko> have a good er... sleep ? or are you up early and heading off on your day ?
[04:07:33] <andypugh> Applications->EMC2 then samples->hm2-stepper->m5i20 is probably closer than 5i22 servo
[04:07:52] <andypugh> No, this is a late night, not an early motning
[04:08:17] <andypugh> if it was an early morning my tyoing would be even worse
[04:08:19] <Jymmm> Interesting...
http://www.baldgeeks.com/geocalc.htm
[04:09:12] <nicko> Oh
[04:09:30] <andypugh> Jymmm: That does look moderately cool.
[04:09:31] <nicko> I was looking at hm2-servo '5i22big'
[04:10:03] <andypugh> Sorry, actually, you are right.
[04:10:28] <andypugh> I was confusing you with someone else with step-dir drives
[04:11:11] <nicko> its got a bunch of homing stuff I was going to wait until I knew a bit more before I nutted that out
[04:11:13] <andypugh> Yes, go with servo 5i22 and add that scale function in the chain
[04:11:33] <nicko> guess I'll just have to learn that concurrently ...
[04:12:04] <andypugh> Key page:
http://www.linuxcnc.org/docview/html/hal_basic_hal.html
[04:13:22] <nicko> yes yes - the scale stuff - cheers - although, I had a chat with PCW... Will order another 7i33 or 7i48 on monday - I'm going to be using the drives on stuff around humans sooner or later... PWM scaling although I'd liek to learn Hal a little by trying to get around the offset thing just seems dangerous if say a drive enable went poop
[04:13:36] <andypugh> Comment out the homing part, and insert [TRAJ] NO_FORCE_HOMING in the INI
[04:14:01] <nicko> yup, cool - yup, I know how to do that ;)
[04:15:21] <nicko> sweet - red light on the card and here I am !
[04:15:32] <Jymmm> andypugh: gimme a few moments and ill have link to video
[04:15:35] <andypugh> You can wire HAL so that PID out of zero == dead drive in two seperate ways (watchdog and e-stop). You can make it safe, the main thing is recognising the problem
[04:16:55] <nicko> I have that chargepump 'recognizerer' thingy-what also
[04:17:51] <andypugh> Something in the e-stop loop, probably
[04:18:55] <Jymmm> andypugh:
http://v7.tinypic.com/player.swf?file=hwkdj5
[04:23:09] <andypugh> Installed. I wil probably forget I have it
[04:24:46] -!-
andypugh has quit [Quit: andypugh]
[04:32:46] -!-
Vq_ [Vq_!~vq@90-227-210-39-no122.tbcn.telia.com] has joined #emc
[04:34:01] -!-
Vq has quit [Ping timeout: 260 seconds]
[04:39:23] -!-
dgarr has quit [Ping timeout: 246 seconds]
[04:42:47] <l0st1nsp4c3> someome recommended a free cam software at one point but i lost the link
[04:42:54] <l0st1nsp4c3> anybody got an idea what it could be?
[04:44:40] -!-
Dannyboy has quit [Remote host closed the connection]
[04:46:48] <Tom_itx> was it cambam?
[04:46:58] <l0st1nsp4c3> cambam isn't free
[04:47:00] <Tom_itx> sheetcam
[04:47:14] <Tom_itx> i dunno
[04:47:19] <l0st1nsp4c3> nope not sheetcam
[04:47:26] <l0st1nsp4c3> crap ishould've bookmarked it lol
[04:47:47] <jbunch> what is a good cam program for a lathe?
[04:50:06] <Tom_itx> mastercam? smartcam turning
[04:50:52] <Tom_itx> http://wiki.linuxcnc.org/emcinfo.pl?Cam
[04:51:10] -!-
mikegg [mikegg!~mike@c-71-56-61-208.hsd1.ga.comcast.net] has joined #emc
[04:52:06] <nicko> ello all
[04:52:13] <nicko> servo set up
[04:52:40] <nicko> 'output scale' - there is nothig in the manual to say what is is (exaclty)
[04:53:03] <nicko> a demo .ini file from EMC has it set at -1
[04:53:14] <nicko> what is it ?
[04:54:44] <nicko> oh hang on
[04:54:54] <nicko> I see now - theres actually heaps on it
[04:55:11] <nicko> the page formatting is different... oops
[05:40:43] KimK is now known as
KimK_afk
[06:05:54] -!-
jbunch_ [jbunch_!~jim@rrcs-24-43-233-135.west.biz.rr.com] has joined #emc
[06:07:57] -!-
L84Supper has quit [Ping timeout: 264 seconds]
[06:09:11] -!-
jbunch has quit [Ping timeout: 258 seconds]
[06:09:15] -!-
jbunch_ has quit [Read error: Connection reset by peer]
[06:09:36] -!-
jbunch [jbunch!~jim@rrcs-24-43-233-135.west.biz.rr.com] has joined #emc
[06:12:12] -!-
jbunch_ [jbunch_!~jim@rrcs-24-43-233-135.west.biz.rr.com] has joined #emc
[06:15:42] -!-
jbunch has quit [Ping timeout: 258 seconds]
[06:19:05] -!-
L84Supper [L84Supper!~ly@unaffiliated/l84supper] has joined #emc
[06:21:30] -!-
jbunch_ has quit [Read error: Connection reset by peer]
[06:21:42] -!-
jbunch [jbunch!~jim@rrcs-24-43-233-135.west.biz.rr.com] has joined #emc
[06:42:56] -!-
theos has quit [Ping timeout: 246 seconds]
[06:49:17] -!-
factor has quit [Quit: Leaving]
[06:49:20] -!-
theos [theos!~theos@unaffiliated/theos] has joined #emc
[06:50:45] -!-
factor [factor!~factor@74.197.205.204] has joined #emc
[06:53:16] -!-
factor has quit [Read error: Connection reset by peer]
[06:53:51] -!-
scanf [scanf!~x32@unaffiliated/scanf] has joined #emc
[06:53:59] <scanf> Jymmm: followed you :)
[06:54:22] <scanf> here is a question, what is the status of emc running on non-ubuntu
[06:54:45] <scanf> due to my milling newb status i am currently using mach3 like a turd
[06:55:10] <Jymmm> EMC uses a RTAI kernel, if you build it yourself, you could use EMC on whatever distro you want.
[06:56:17] <Jymmm> But EMC comes with it's own OS (ubuntu) so why not just use it
[06:56:28] <Jymmm> it's not the worse thing in the world
[06:57:20] -!-
factor [factor!~factor@74.197.205.204] has joined #emc
[07:01:21] -!-
Justin_CNC [Justin_CNC!~justin@c-98-232-177-150.hsd1.or.comcast.net] has joined #emc
[07:14:54] <nicko> Ello all
[07:15:19] <nicko> HAL - why is there a distiction between in input pin and a parameter ?
[07:15:33] <nicko> or what is the distiction ?
[07:39:49] -!-
nicko has quit [Ping timeout: 252 seconds]
[07:46:43] -!-
acemi [acemi!~acemi@unaffiliated/acemi] has joined #emc
[07:57:13] -!-
H264 [H264!~walter@tiwake.com] has joined #emc
[08:01:34] -!-
Birdman3131 has quit [Ping timeout: 255 seconds]
[08:01:34] -!-
WalterN has quit [Ping timeout: 255 seconds]
[08:01:50] -!-
Birdman3131 [Birdman3131!~quassel@ip70-178-238-227.ks.ks.cox.net] has joined #emc
[08:02:54] -!-
Techrat has quit [Ping timeout: 255 seconds]
[08:03:24] -!-
Techrat [Techrat!~TRat@c-76-23-187-53.hsd1.ct.comcast.net] has joined #emc
[08:03:24] -!-
Techrat has quit [Changing host]
[08:03:24] -!-
Techrat [Techrat!~TRat@unaffiliated/techrat] has joined #emc
[08:09:06] <scanf> Jymmm: is it jst a big pain to compile EMC?
[08:09:23] <awallin> on ubuntu it should not be that hard
[08:09:27] <scanf> i mean ive used emc2 on the livecd installed before in the past
[08:09:39] <scanf> well the whole point is i decidedly dont want to se ubuntu
[08:09:43] <Jymmm> scanf: You need the RTAI kernel, THEN you can compile emc
[08:09:58] <scanf> RTAI?
[08:10:28] <awallin> this
https://www.rtai.org/
[08:10:29] <scanf> real time application interface
[08:12:17] <scanf> hmm looks like almost no one has ever compiled RTAI on x86, and those that have used ubuntu
[08:12:29] <scanf> sigh i just wish it was debian
[08:12:36] <scanf> preferably archlinux
[08:14:25] <awallin> I don't think the situation is that bad, people have made it work on other distros too
[08:14:29] <awallin> did you check the wiki?
[08:15:29] <awallin> check the end of this page
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Installing_EMC2
[08:17:30] <mikegg> whats wrong with ubuntu?
[08:20:35] <scanf> cool someone has made a wiki on emc2 on archlinux!
[08:20:45] <mikegg> has anyone ever tried compiling EMC2 on OSX ?
[08:21:19] <scanf> mikegg: its not debian, its slow, it uses gnome by default, it has a bunch of for-pay services they are trying to add
[08:21:27] <scanf> i love debian on the other hand
[08:21:41] <scanf> and debian is all those things good about ubuntu with none of the added crap
[08:22:16] <mikegg> hmmm never tried it before. maybe I should give it a shot
[08:22:56] <scanf> depending on expertise level
[08:23:34] <scanf> id call debian an intermediately complicated distro and then things like the BSDs/archlinux as advanced
[08:23:37] <mikegg> I'm an expert at mucking things up in terminal
[08:23:57] <scanf> heh i only use terminal
[08:24:14] <scanf> a lot of times i even use the web in terminals
[08:24:34] <mikegg> thats pretty hardcore
[08:25:36] <scanf> why arent you guys in #diycnc too
[08:26:24] <scanf> heh i wonder if theres a mach3 channel
[08:26:32] <mikegg> didn't know about it
[08:26:40] <mikegg> what goes on in there I wonder
[08:27:13] <scanf> i so far have just built my own CNC
[08:27:22] <scanf> i havent actually made anything
[08:27:29] <scanf> except the EMC2AXIS logo
[08:27:47] <scanf> but then i tore apart my driver circuit and now ive gotta rebuild
[08:28:10] <mikegg> yeah, I'm in the middle of a rebuild too
[08:28:14] <mikegg> waiting on parts...
[08:28:36] <mikegg> what's your machine? homebuilt?
[08:28:55] <scanf> its a couple pipes and a couple threaded rods
[08:29:02] <scanf> and a trio of stepper motors
[08:29:05] <scanf> couple bearings
[08:29:17] <scanf> a 35krpm dremel that i need to replace
[08:29:39] <scanf> and i wired up 3 motor driver arrays for x y z
[08:32:41] <mikegg> cool
[08:32:50] <mikegg> I've got a smithy with gibbed ways
[08:33:02] <mikegg> awallin: you still awake?>
[08:33:23] <mikegg> I'd like to convert mine to linear rails like he did...
[08:33:45] <mikegg> did you realize an increase in rigidity?
[08:38:50] <mikegg> anybody try one of those high speed water cooled spindles coming out of china?
[08:39:54] <awallin> the switch from dovetails to linear rails is a huge change, at least for small machines. on big machines with a lot of friction and inertia dovetails probably work better. while youre at it, switch the screws to ballscrews also :)
[08:41:10] -!-
robh__ [robh__!~robert@5ace7086.bb.sky.com] has joined #emc
[08:43:06] -!-
jbunch_ [jbunch_!~jim@rrcs-24-43-233-135.west.biz.rr.com] has joined #emc
[08:45:57] -!-
jbunch has quit [Ping timeout: 258 seconds]
[08:50:34] <mikegg> Yeah, I'm lucky that the machine came with ball screws. But I may have to fabricate some new bearing mounts
[08:51:07] <mikegg> what are you using for servo drives?
[08:51:26] <mikegg> didn't you do the IDB comp?
[08:51:43] <mikegg> my drives have a big dead zone when in torque mode
[08:54:55] <awallin> I'm using dc brush pwm-amps from jon elson (pico systems)
[08:55:02] <awallin> and an m5i20 in the pc
[08:55:16] <awallin> mesa pwm amps would probably work as well
[08:56:49] -!-
jbunch [jbunch!~jim@rrcs-24-43-233-135.west.biz.rr.com] has joined #emc
[08:58:44] <mikegg> yeah, I just ordered a 7i39H
[08:59:23] <mikegg> I want to cut out this digital -> Analog -> digital -> analog nonsense
[09:00:08] -!-
jbunch_ has quit [Ping timeout: 258 seconds]
[09:08:17] <Loetmichel> mornin'
[09:09:48] <mikegg> heh, evening
[09:10:06] <Loetmichel> hmmm, anyone an idea where to buy the PU-foam for molds ("ureol") in germany?
[09:10:16] <Loetmichel> cheap if possible ;-)
[09:17:37] -!-
isssy [isssy!~isssy@78-83-51-185.spectrumnet.bg] has joined #emc
[09:27:13] -!-
maximilian_h [maximilian_h!~bonsai@ulmg-5d847a43.pool.mediaWays.net] has joined #emc
[09:27:21] -!-
maximilian_h [maximilian_h!~bonsai@ulmg-5d847a43.pool.mediaWays.net] has parted #emc
[09:42:29] -!-
mhaberler has quit [Ping timeout: 246 seconds]
[09:45:43] -!-
SWPadnos has quit [Ping timeout: 263 seconds]
[09:59:14] -!-
mazafaka [mazafaka!~mazafaka_@46.175.33.165] has joined #emc
[10:04:24] -!-
mikegg has quit [Ping timeout: 255 seconds]
[10:13:57] -!-
morfic has quit [Changing host]
[10:13:57] -!-
morfic [morfic!~morfic@unaffiliated/morfic] has joined #emc
[11:13:58] -!-
Poincare has quit [Quit: changing servers]
[11:14:28] -!-
Poincare [Poincare!~jefffnode@2001:470:cb24:4::2] has joined #emc
[11:26:47] -!-
ktchk [ktchk!~eddie6929@n219079126139.netvigator.com] has joined #emc
[11:28:26] <ktchk> Hi I have an old machine running 8.04. Tried to load emc2.5 but modbus not working any solution?
[11:48:21] -!-
robin__ has quit [Ping timeout: 255 seconds]
[11:48:31] -!-
tlab [tlab!~tlab@c-98-223-20-100.hsd1.in.comcast.net] has joined #emc
[12:05:11] -!-
nicko [nicko!~nicko@222-155-140-140.jetstream.xtra.co.nz] has joined #emc
[12:07:32] <anonimasu> the serial stuff for python screws up the bytes...
[12:15:43] -!-
El_Matarife [El_Matarife!~El_Matari@adsl-68-88-67-186.dsl.rcsntx.swbell.net] has joined #emc
[12:17:59] -!-
Connor has quit [*.net *.split]
[12:17:59] -!-
skunkworks has quit [*.net *.split]
[12:17:59] -!-
jthornton has quit [*.net *.split]
[12:17:59] -!-
KimK_afk has quit [*.net *.split]
[12:18:00] -!-
morficmobile has quit [*.net *.split]
[12:19:03] -!-
andypugh [andypugh!~andy2@cpc2-basl1-0-0-cust1037.basl.cable.virginmedia.com] has joined #emc
[12:19:12] -!-
Connor [Connor!~Connor@75.76.30.113] has joined #emc
[12:19:12] -!-
skunkworks [skunkworks!~chatzilla@68-115-41-210.static.eucl.wi.charter.com] has joined #emc
[12:19:12] -!-
jthornton [jthornton!~chatzilla@216-41-156-49.semo.net] has joined #emc
[12:19:12] -!-
KimK_afk [KimK_afk!~Kim__@209.248.147.2.nw.nuvox.net] has joined #emc
[12:19:12] -!-
morficmobile [morficmobile!~morfic@67.11.29.140] has joined #emc
[12:21:21] <ktchk> Hi I have an old machine running 8.04. Tried to load emc2.5 but modbus not working any solution?
[12:23:54] <andypugh> There is a very similar question on the mailing list, is that you are someone else?
[12:24:23] <ktchk> No this is my first question
[12:24:53] <andypugh> OK, just checking.
[12:26:09] -!-
tlab has quit [Ping timeout: 255 seconds]
[12:26:15] <andypugh> Any error messages?
[12:27:55] <ktchk> The machine is down
[12:28:27] <andypugh> Is it just modbus which isn't working?
[12:29:09] <ktchk> during compile the configure stop and the message was there
[12:29:35] <JT-Shop> it's amazing how much brighter the shop is with a little paint on the walls
[12:29:58] <andypugh> What are you compiling?
[12:30:09] <mazafaka> JT-Shop: white paint?
[12:30:10] <ktchk> emc2 2.5
[12:30:22] -!-
tlab [tlab!~tlab@c-98-223-20-100.hsd1.in.comcast.net] has joined #emc
[12:30:52] <andypugh> So, the problem isn't just modbus not working, but emc2 not compiling?
[12:31:36] <ktchk> configure can not find modbus and no package content modbus
[12:32:12] <andypugh> Do you have any modbus hardware?
[12:32:18] <ktchk> no
[12:32:29] <andypugh> OK, that makes it a _very_ different question.
[12:32:45] <JT-Shop> mazafaka: yea
[12:33:10] <andypugh> I thought you were saying that you had ungraded emc2 and now your modbus devices weren't working.
[12:33:40] <andypugh> Do you just want to upgrade emc2 to 2.5?
[12:34:38] <ktchk> I tried to install emc 2.5 beta and during configure no modbus...
[12:34:49] -!-
nicko has quit [Quit: Visitor from www.linuxcnc.org]
[12:35:02] <andypugh> It is probably easier to get the pre-compiled package.
[12:35:04] <andypugh> http://buildbot.linuxcnc.org/
[12:35:25] -!-
nicko [nicko!~nicko@222-155-140-140.jetstream.xtra.co.nz] has joined #emc
[12:35:39] <ktchk> did you try to use ubuntu 8.04 to run it?
[12:36:40] <andypugh> Yes, I have been running v2.5 on 8.04 for several months.
[12:36:59] <JT-Shop> mazafaka: actually new construction primer
[12:37:16] <nicko> Hello Andy -
[12:37:21] <ktchk> ok thanks for info
[12:37:35] <nicko> I have 2.4.6 on er... the 'new' ubuntu
[12:37:48] <nicko> hwo do I go about getting 2.5 ?
[12:38:00] <andypugh> The buildbot page has a table of EMC2 versions and Ubuntu versions, pick the right one, then suda apt-get update should get you emc2 2.5
[12:38:41] <andypugh> nicko: You left the chat at just the right time to miss the link:
http://buildbot.linuxcnc.org/
[12:39:00] <JT-Shop> nicko:
http://www.linuxcnc.org/component/option,com_kunena/Itemid,20/func,view/catid,9/id,8287/lang,english/
[12:39:01] <nicko> found it ;)
[12:39:09] <ktchk> andypugh: is the zh_TW.po included?
[12:39:57] <andypugh> Taiwan chinese? I would expect so. (don't know for sure)
[12:40:08] <anonimasu> pyserial dosent support parity_even properly
[12:40:10] <anonimasu> :@
[12:40:57] <ktchk> I have the .po uploaded to kimk and I can compile it under my 10.04
[12:41:24] <nicko> Ok, so ... yeh - I'm a mac user
[12:41:30] <anonimasu> there's a big in the initializer so you have to set it separately
[12:41:36] <nicko> linux is like er... different ?
[12:41:48] <nicko> so I have found the buildbot page for EMC2
[12:42:14] <nicko> found a box in a row for lucid and a coloumn for EMC2 2.5
[12:42:36] <nicko> in that box is:
[12:42:48] <nicko> deb
http://buildbot.linuxcnc.org/ lucid v2.5_branch-rt
[12:42:51] <nicko> and
[12:42:58] <nicko> deb-src
http://buildbot.linuxcnc.org/ lucid v2.5_branch-rt
[12:43:04] <nicko> what do I do with that ?
[12:43:27] <andypugh> The instructions are in the text above the table, and below it..
[12:44:02] <nicko> my linux machine aint on the net
[12:44:53] <nicko> It could be with a bit of effort - but I thought maybe I could download something here then memory stick it over to the linux machine
[12:45:44] <andypugh> In that case:
http://www.linuxcnc.org/component/option,com_kunena/Itemid,20/func,view/catid,38/id,10864/lang,english/#11528
[12:46:26] <andypugh> Except using a different .deb file...
[12:47:10] <nicko> I change 2.4.6 to 2.5 ...
[12:48:48] <andypugh> And hardy to lucid..
[12:49:02] <andypugh> Shall i be a bit less lazy?
[12:50:19] <andypugh> Aha! It isn't there!
[12:50:28] <ktchk> the reason to use hardy is my hardware can not run rtai
[12:51:35] <jthornton> someone slap me on the back of the head... I'm actually considering making a small sidecar for the Suzuki :/
[12:52:08] <andypugh> nicko: I don't know where the 2. debs are hidden...
[12:52:33] <andypugh> 2.5, that is
[12:53:12] <andypugh> jthornton: It might be easier to buy one and modify it.
[12:53:35] <jthornton> they would all be too big the Suzuki is only a 250
[12:53:57] <andypugh> I have a few friends with chairs who say that they are hillarious.
[12:54:37] <jthornton> are chairs what you guys call sidecars?
[12:54:49] -!-
robin_sz [robin_sz!~robin@dsl78-143-214-103.in-addr.fast.co.uk] has joined #emc
[12:56:24] <andypugh> Sometimes, when being disparaging. :-)
[12:57:26] <jthornton> I found an interesting pdf from 1920 on motorcycle design
[12:57:47] <andypugh> There used to be a 250cc limit for learners on solos, but not on oufits, so you could get tiny pivoting sidecars to circumvent the rules, leting you ride the bike like a solo. There is a picture of one here:
http://photos-a.ak.fbcdn.net/hphotos-ak-snc3/hs193.snc3/20037_298028083956_594753956_4723913_4452167_n.jpg
[12:58:10] -!-
jthornton_ [jthornton_!~chatzilla@216-41-156-49.semo.net] has joined #emc
[12:58:17] -!-
acemi has quit [Quit: WeeChat 0.3.2]
[12:58:25] <jthornton> yes, something along those lines
[12:58:32] <andypugh> jthornton: Blimey, I didn't know they had PDF in 1920 :-)
[12:58:48] <jthornton_> http://www.sidecar.com/links3.asp
[12:58:55] <jthornton_> on that page
[12:58:58] -!-
jthornton_ has quit [Client Quit]
[12:59:36] -!-
micges [micges!~ddd@bxt35.neoplus.adsl.tpnet.pl] has joined #emc
[13:00:53] -!-
micges [micges!~ddd@bxt35.neoplus.adsl.tpnet.pl] has parted #emc
[13:03:34] <andypugh> I really should get round to working on my 1922 motorbike.
[13:04:04] <jthornton> yes, you should
[13:04:49] <jthornton> the whole reason for the sidecar idea is so she can practice the clutch/throttle/brake and gain confidence in her skills
[13:06:00] <andypugh> Borrow a twist-and-go moped for a few days?
[13:06:31] <jthornton> not any around here that I know of
[13:06:53] -!-
nicko has quit [Ping timeout: 252 seconds]
[13:07:32] <andypugh> The problem with a sidecar is that it completely changes the steering.
[13:17:34] -!-
dgarr [dgarr!~dgarrett@adsl-76-204-28-247.dsl.pltn13.sbcglobal.net] has joined #emc
[13:21:42] <JT-Shop> maybe I should consider making some training wheels for it
[13:24:39] <anonimasu> why not make them spring loaded so it can tilt a bit?
[13:25:35] -!-
tlab has quit [Quit: Leaving]
[13:41:29] -!-
ries [ries!~ries@200.125.129.54] has joined #emc
[13:42:34] <mazafaka> jthornton: I rode Ural with sidecar, in snow and through some obstacles.
[13:42:35] -!-
ries has quit [Client Quit]
[13:44:24] <mazafaka> jthornton: it's like a pickup truck maybe (although I newer drove a pickup truck). You just put the things on it, and kick-start the engine (you already may sit on the bike when you are doing it.) My Ural reminded racing tractor - huge torque at low RPMs, opposite benzine engine
[13:45:02] <Loetmichel> aehm.
[13:45:11] <mazafaka> "aehm" ??
[13:45:14] <Loetmichel> MY ural was a benzine engine...
[13:45:31] <mazafaka> Loetmichel: Do you even have one?
[13:46:01] <Loetmichel> no, just bought for the housing on it and the servo steering
[13:46:07] <Loetmichel> scrapped the rest
[13:46:22] <mazafaka> it's a motorcycle with charm. I liked single one, ...
[13:46:24] <mazafaka> what?
[13:46:35] <Loetmichel> an ural TRUCK
[13:46:36] <Loetmichel> ;-)
[13:46:44] <mazafaka> Loetmichel: did it work, or you only used spare parts?
[13:46:54] <Loetmichel> engine dead
[13:48:22] <Loetmichel> http://www.landscaper.de/Fahrzeugdaten/Fruhere_Fahrzeuge/HTML%20Fruhere%20Fahrzeuge/tatra1_umbau_34.html
[13:48:26] <Loetmichel> there it is
[13:48:36] <mazafaka> Loetmichel: ha-ha, yeah it is a machine which is specially designed for nature (e.g. weight, tyres and so forth) - unlike modern off-road trucks which are just same road trucks but with another transmission and big tyres
[13:48:44] <Loetmichel> http://www.landscaper.de/Fahrzeugdaten/Fruhere_Fahrzeuge/HTML%20Fruhere%20Fahrzeuge/tatra1_umbau_32.html
[13:49:02] <mazafaka> it's my dream to have such a truck
[13:49:06] <Loetmichel> the servo steering went in the MAN in front (towing picture)
[13:49:17] <Loetmichel> and the housing on the back went on the tatra
[13:49:34] <Loetmichel> http://www.landscaper.de/Fahrzeugdaten/Fruhere_Fahrzeuge/HTML%20Fruhere%20Fahrzeuge/tatra_1_koffer_17.html
[13:49:37] <mazafaka> what is "servo steering"?
[13:49:46] <mazafaka> ah...
[13:49:51] <Loetmichel> hydraulic supported steering
[13:49:57] <mazafaka> uhu
[13:50:30] <mazafaka> what is with the rest of the truck? Still could be a good vehicle if it has a license
[13:50:42] <Loetmichel> went to the scrapyard
[13:50:56] <mazafaka> oh, how sad.
[13:51:00] <Loetmichel> enginge (benzin!) dead, rust everywhere
[13:51:09] <mazafaka> so change it
[13:51:16] <Loetmichel> why should i
[13:51:24] <mazafaka> why don't
[13:51:43] <Loetmichel> wanst mine. I only helped the freinds with electrics and building the MAN and the 2 tatras
[13:51:48] <Loetmichel> wasnt
[13:52:06] <Loetmichel> i had an old Magirus until i married my wife
[13:52:19] <Loetmichel> then i selled it half buildt 'cause no time left
[13:52:36] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=3527
[13:52:40] <Loetmichel> this one
[13:52:46] <mazafaka> my ural motorcycle was illegal. police chased me on it cople of times (at relatively closed roads), another couple of times i had to say i'm just a student and "what, I shall go and drink beer instead"?
[13:52:58] <Loetmichel> only 7 years older than i am ;-)
[13:53:14] <mazafaka> is it 4x4?
[13:53:53] <mazafaka> Same building on the picture. Is it some plant or huge garage?
[13:54:13] -!-
micges has quit [Quit: Ex-Chat]
[13:54:16] <Loetmichel> old plant, rented as Truck garage
[13:54:34] -!-
ries [ries!~ries@200.125.129.54] has joined #emc
[13:54:46] <mazafaka> uh...
[13:56:00] <mazafaka> off-road is a thing which happen rarely. Whatever motorcycle can give a feeling of off-roading.
[13:56:37] <mazafaka> recently found 'photos' at adventure rider advrider.com
[13:57:02] <Loetmichel> it was 4*4
[13:57:29] <Loetmichel> and 150PS 9,6zy V air cooled diesel
[13:57:35] KimK_afk is now known as
KimK
[13:57:38] <Loetmichel> and 150PS 9,5 liter 6zy V air cooled diesel
[13:57:45] <mazafaka> 9.6 what, litres?
[13:58:13] <Loetmichel> 6zyl
[13:58:37] <Loetmichel> like a tatra 813 engine sawed in half ;-)
[13:59:30] <mazafaka> I earlier thought of getting something like Unimog, now would be happy with something like Wrangler or Russian UAZ
[14:00:22] <Loetmichel> if my wife were a little mor into "comfort camping" i would immediatly buy a new old one and convert it
[14:00:24] <mazafaka> Although, I currently think of buying some used Russian car for e.g. USD1000 and re-spray it in my manner and fix it.
[14:00:45] <Loetmichel> but if i have no chance of using it for holydas, why bother?
[14:00:54] <Loetmichel> holidays
[14:01:01] <mazafaka> comfort camping means rides afar from the place where you live.
[14:01:25] <Loetmichel> comfort camping means: somwhere in the nowhere with all you need for living
[14:01:36] <KimK> ktchk: I'm finally getting around to your files, sorry for the delay. I have your HK and your TW. Did you want me to use them both separately, or use one to overwrite the other, and if so, which is which?
[14:01:44] <Loetmichel> http://www.landscaper.de/Fahrzeugdaten/Fruhere_Fahrzeuge/HTML%20Fruhere%20Fahrzeuge/630_l2a_innen.html
[14:01:54] <Loetmichel> look at the pictures here to get an Idea
[14:02:03] <mazafaka> I also have no wish to go afar. 4 cats and a dog, couple of gardens and garage and an ambar. And by the Soviet tradition, this all is apart from each other.
[14:02:41] <mazafaka> I understand.
[14:02:51] * Loetmichel has travelled to Norway, to maroc, to west sahara, to algeria, even to lybia ;-)
[14:03:33] <mazafaka> if I were having a n off-road suv, i would only be happy at some relatively close roads with snow.
[14:03:45] <mazafaka> on what did you travel?
[14:03:58] <Loetmichel> the cars form the landscaper website
[14:04:12] <Loetmichel> man, tatra, man, unimog
[14:04:29] <mazafaka> I actually cycle to the nearest city many times, e.g. 100 km within 6 hours.
[14:05:01] <mazafaka> yeah, interesting.
[14:06:08] <Loetmichel> http://www.landscaper.de/Lib11.mpg <- this was in libya
[14:06:52] <mazafaka> although, roads start to annoy me. Drivers almost touch the bike with their cars. And irresponsible kids who have only seen their parents' money...
[14:07:23] <mazafaka> nice
[14:08:41] <mazafaka> i mean, bicycle. it's getting dangerous. Besides, i do nt sit on the seat and actually may easily fall if chain do not lay on the gears
[14:09:43] <mazafaka> I would like to travel on a car. Bike is just for fun or contrast to the bicycle.
[14:11:01] -!-
skunkworks has quit [Read error: Operation timed out]
[14:14:57] <mazafaka> My parents have UAZ - with soft top, like the one on the photo:
http://www.kitoy.ru/photo/uaz-imgp2687-am.jpg It's completely new, stay on special thingies (which hold it up and loosen the suspension) after each ride.
[14:15:09] -!-
elmo40 [elmo40!~Elmo40@CPE0017ee09ce6d-CM001bd7a89c28.cpe.net.cable.rogers.com] has joined #emc
[14:15:21] <mazafaka> But it's not mine to drive it.
[14:16:06] -!-
kb8wmc has quit [Quit: ChatZilla 0.9.87 [Firefox 3.6.18/20110628230241]]
[14:16:16] <mazafaka> And it's height is too big for my garage. I only can put Russian Niva into my garage.
[14:18:31] <ktchk> kimk: the two can be copy over TW HK
[14:18:55] <mazafaka> Parents will have delivered me couple of soft thingies a-la bed from minute to minute, from one of our gardens, on our UAZ. I will fill second room with a bed. How nice.
[14:19:33] <KimK> ktchk: I believe HK is the most recent one you sent? So use that one for both HK and TW?
[14:19:35] <ktchk> The difference of the two is limited to some not too common charectors rarely used
[14:20:14] <ktchk> The last sent is some small corections of terms and typo
[14:21:15] <mazafaka> Loetmichel:
http://www.kitoy.ru/uaz/
[14:21:58] <KimK> ktchk: So should I use your most recently sent HK for both HK and TW?
[14:22:07] <ktchk> Yes
[14:23:49] <mazafaka> who's better, girl who can program a computer or girl who can fix the dérailleur of the bicycle?
[14:25:24] <KimK> ktchk: OK. I'll do one last test compile here, and then commit it. I'll let you know, probably within an hour. You can also watch for the automated commit message from CIA-11 on #emc-devel. Although sometimes it doesn't appear.
[14:26:31] <ktchk> Thanks
[14:30:22] <ktchk> kimk: any gentoo ebuild for emc and rtai?
[14:35:10] -!-
syyl [syyl!~syyl@p4FD120C4.dip.t-dialin.net] has joined #emc
[14:35:13] <KimK> ktchk: Sorry, I don't know much about Gentoo, try asking in #emc-devel, but ask and then wait a long time before giving up or re-asking. Everyone is enjoying their weekend and it might be awhile before they give you an answer.
[14:35:16] -!-
Valen [Valen!~Valen@2001:44b8:7961:3850:21e:8cff:fe63:55df] has joined #emc
[14:35:40] <ktchk> OK
[14:37:05] -!-
tom3p [tom3p!~tomp@74-93-88-241-Illinois.hfc.comcastbusiness.net] has joined #emc
[14:46:09] -!-
nullie [nullie!~nullie@nullie.telenet.ru] has joined #emc
[14:46:17] H264 is now known as
WalterN
[14:52:18] -!-
sumpfralle [sumpfralle!~lars@31.16.112.145] has joined #emc
[15:01:50] -!-
isssy has quit [Quit: Visitor from www.linuxcnc.org]
[15:02:17] -!-
Guest175 [Guest175!EMCIRCUser@182.156.187.7] has joined #emc
[15:02:20] -!-
elmo40 has quit [Ping timeout: 252 seconds]
[15:06:03] -!-
elmo40 [elmo40!~Elmo40@CPE0017ee09ce6d-CM001bd7a89c28.cpe.net.cable.rogers.com] has joined #emc
[15:07:27] -!-
AC-130U [AC-130U!~Martian@69.169.134.174.provo.static.broadweavenetworks.net] has joined #emc
[15:17:13] <pcw_home> join /#emc-devel
[15:17:25] <pcw_home> oops
[15:21:38] -!-
Valen has quit [Quit: Leaving.]
[15:27:25] -!-
SWPadnos [SWPadnos!~Me@74-92-8-214-NewEngland.hfc.comcastbusiness.net] has joined #emc
[15:27:34] -!-
SWPadnos has quit [Changing host]
[15:27:34] -!-
SWPadnos [SWPadnos!~Me@emc/developer/SWPadnos] has joined #emc
[15:28:19] -!-
sumpfralle1 [sumpfralle1!~lars@31.16.112.145] has joined #emc
[15:28:34] -!-
vladimirek [vladimirek!~vladimire@adsl-dyn-146.95-102-183.t-com.sk] has joined #emc
[15:30:51] -!-
sumpfralle has quit [Ping timeout: 260 seconds]
[15:38:31] -!-
vladimirek has quit [Remote host closed the connection]
[15:41:04] -!-
jbunch has quit [Ping timeout: 258 seconds]
[15:42:20] -!-
jbunch [jbunch!~jim@rrcs-24-43-233-135.west.biz.rr.com] has joined #emc
[15:51:01] <l0st1nsp4c3> humm
[15:53:55] <l0st1nsp4c3> i still can't find that free cam software someone pointed out before
[15:54:51] <JT-Shop> what was the name of it?
[15:55:04] <l0st1nsp4c3> that's what i can't remembre
[15:55:14] <JT-Shop> heekscad?
[15:55:17] <JT-Shop> qcad?
[15:55:19] <Tom_itx> i didn't see it in the logs
[15:55:24] <Tom_itx> unless heekscad was it
[15:55:25] <l0st1nsp4c3> was a few days ago
[15:55:33] <l0st1nsp4c3> no not heeks or qcad
[15:55:46] <Tom_itx> i found where you asked but didn't notice it
[15:55:51] <JT-Shop> alebre or how ever you spell it?
[15:56:10] <Tom_itx> finally got water back at ~2:30am
[15:56:19] <JT-Shop> did you look on the wiki page for cam software?
[15:56:20] <Tom_itx> since 8am
[15:56:28] <JT-Shop> city water?
[15:56:33] <l0st1nsp4c3> alibre but no not free cam
[15:56:38] <Tom_itx> i pasted the wiki page too
[15:56:42] <l0st1nsp4c3> no looked like a professional cad software
[15:56:44] <l0st1nsp4c3> that had a free cam
[15:56:58] <Tom_itx> installed a new main and the valve to restore broke in the off positon
[15:58:00] <l0st1nsp4c3> found it w00t
[15:58:01] <Tom_itx> addon for solidworks?
[15:58:56] <l0st1nsp4c3> freemill
[15:59:13] -!-
salvarane [salvarane!~salvarane@93-41-159-1.ip82.fastwebnet.it] has joined #emc
[16:00:36] <salvarane> hello
[16:04:43] <salvarane> I created a circle with Heekscad of size 20mm and after I generated the gcode for a packet work and the profile work, the emc2 worked a packet of size 19.5mm and the profile 22mm
[16:05:29] <Tom_itx> backlash compensation set
[16:05:32] <Tom_itx> cutter comp on
[16:05:35] <andypugh> l0st1nsp4c3: I think you probably mean Mecsoft Freemill
[16:05:43] <Tom_itx> andypugh yes
[16:05:44] <Tom_itx> <andypugh> The CAD is (I think) $99. CAM is more, but there is a Free CAM add-in:
http://www.mecsoft.com/freemill.shtml
[16:05:57] <Tom_itx> found the log
[16:06:12] <l0st1nsp4c3> lol guys
[16:06:22] <l0st1nsp4c3> before salvarane said hello i said found it w00t then freemill
[16:06:28] <l0st1nsp4c3> but thanks for trying =)
[16:06:40] <salvarane> I would like know if emc2 use the compensation's procedure
[16:06:44] <Tom_itx> but nobody else knew where to find it
[16:06:55] <l0st1nsp4c3> unfortunetly it's not what I was looking for either
[16:06:58] -!-
acemi [acemi!~acemi@unaffiliated/acemi] has joined #emc
[16:07:15] <salvarane> hello anybody
[16:08:19] <salvarane> sorry everyone
[16:08:24] <andypugh> You mean that the finished component was the wrong size?
[16:08:24] <l0st1nsp4c3> salvarane hello everybody
[16:08:27] <l0st1nsp4c3> hi doctor nick!
[16:08:54] <andypugh> salvarane: Yes, EMC2 does have cutter compensation.
[16:08:55] <Tom_itx> <mikeggg> I like the BobCAM plugin for solidworks
[16:09:23] <salvarane> ok, thanks
[16:09:39] -!-
isssy [isssy!~isssy@78-83-51-185.spectrumnet.bg] has joined #emc
[16:09:47] <andypugh> salvarane: You need to be clear about if the CAM package is using it, and if it is then the tool table needs to be correct.
[16:10:26] <andypugh> and if it isn't using it, then you need to make sure it is turned off.
[16:10:38] <Tom_itx> sorta sounds like cutter comp if the pocket is undersize and the profile is oversize
[16:11:43] <salvarane> the table on the emc2 for tools I deleted
[16:12:16] <salvarane> and I used only the tools parameters generate from heekscnc only
[16:13:23] <Tom_itx> http://www.linuxcnc.org/handbook/RS274NGC_3/RS274NGC_33a.html#1003540
[16:13:49] <Tom_itx> G40 turns it off
[16:14:41] <andypugh> OK, off to the workshop...
[16:18:26] <salvarane> ok I will prove the g40 gcode for turn off the compensate
[16:18:41] <salvarane> on emc2
[16:18:46] <salvarane> thanks
[16:20:31] <salvarane> sorry, it is possible that emc2 can make compensation of 2mm for profile and 0.5mm for packet work
[16:24:00] <anonimasu> hm, cant you just add a larget cutter comp
[16:30:05] <salvarane> the tool that I used was 3mm diameter, and I generate the gcode for this tool,
[16:31:45] <anonimasu> if your cma program does not user cutter comp i dont think it will work
[16:31:53] <salvarane> It's possible that I not considered some option that it program needs for a good gcode
[16:33:18] -!-
izua_ has quit [Ping timeout: 252 seconds]
[16:34:26] KimK is now known as
KimK_afk
[16:35:26] -!-
izua [izua!~izua@188.27.175.238] has joined #emc
[16:35:26] -!-
izua has quit [Changing host]
[16:35:26] -!-
izua [izua!~izua@unaffiliated/izua] has joined #emc
[16:37:41] <salvarane> ok I will contact the developpers of the program heekscnc for understand better .
[16:37:49] <salvarane> Thanks for your time
[16:38:22] <salvarane> speak soon
[16:40:08] -!-
tom3p has quit [Quit: Ex-Chat]
[16:41:13] -!-
FinboySlick [FinboySlick!~shark@74.117.40.9] has joined #emc
[16:42:29] -!-
tlab [tlab!~tlab@c-98-223-20-100.hsd1.in.comcast.net] has joined #emc
[16:42:49] -!-
dgarr has quit [Ping timeout: 246 seconds]
[16:50:16] -!-
Guest175 has quit [Quit: Visitor from www.linuxcnc.org]
[16:51:58] <JT-Shop> andypugh: when you drop back in
http://www.rebel250.com/rebelforum/viewtopic.php?p=150536
[16:52:10] <JT-Shop> http://s429.photobucket.com/albums/qq19/CassCountyChoppers/gz250/?action=view¤t=SuzukiGZ250Trike001.jpg#!oZZ8QQcurrentZZhttp%3A%2F%2Fs429.photobucket.com%2Falbums%2Fqq19%2FCassCountyChoppers%2Fgz250%2F%3Faction%3Dview%26current%3DSuzukiGZ250Trike002.jpg
[16:57:11] -!-
izua has quit [Ping timeout: 260 seconds]
[16:58:25] -!-
izua [izua!~izua@unaffiliated/izua] has joined #emc
[17:09:36] -!-
izua has quit [Ping timeout: 252 seconds]
[17:11:38] -!-
izua [izua!~izua@79.115.185.64] has joined #emc
[17:11:38] -!-
izua has quit [Changing host]
[17:11:38] -!-
izua [izua!~izua@unaffiliated/izua] has joined #emc
[17:13:01] -!-
IchGuckLive [IchGuckLive!~chatzilla@95-89-104-26-dynip.superkabel.de] has joined #emc
[17:16:39] -!-
Maxxtro [Maxxtro!~Maxxtro@pass-5d864a7d.pool.mediaWays.net] has joined #emc
[17:17:27] <mazafaka> salvarane: What a problem with HeeksCNC?
[17:17:27] <Maxxtro> Is EMC able to directly drive motors with half-steps?
[17:18:16] -!-
danimal_garage has quit [Ping timeout: 246 seconds]
[17:18:43] -!-
danimal_garage [danimal_garage!~kvirc@ip68-111-132-33.sd.sd.cox.net] has joined #emc
[17:19:16] -!-
Maxxtro has quit [Client Quit]
[17:20:56] <Loetmichel> me refills the bathtub with some hot water... good thing the IBM x60 has drainage under the keyboard ;-) (dripdrip, splash) ;-)
[17:21:45] -!-
Maxxtro [Maxxtro!~Maxxtro@pass-5d864a7d.pool.mediaWays.net] has joined #emc
[17:21:51] <Maxxtro> woops
[17:22:55] <IchGuckLive> Maxxtro: there has to be a driver dor the Amps to the motors
[17:23:48] <Maxxtro> yes but they can�t do anything except amplifying the signals from the pc
[17:23:50] <IchGuckLive> Maxxtro: EMC is a controlling software
[17:24:11] <IchGuckLive> so then yes
[17:24:37] <Maxxtro> so i can�t use the first few stepgen modes
[17:24:38] <IchGuckLive> gife step and die to a H-brige and it will work
[17:24:57] -!-
ve7it [ve7it!~LawrenceG@S0106009027972e37.pk.shawcable.net] has joined #emc
[17:25:10] <Loetmichel> Maxxtro: emc normally dont generates the patterns for the motors
[17:26:08] <Maxxtro> we�ve already had that :P
[17:26:12] <andypugh> Maxxtro: EMC2 normally produces step and direction signals on 2 pins, and the stepper drive converts that to constant-current drive to the 4 motor wires.
[17:26:19] <IchGuckLive> if you need only half step the l297/298 will do the job
[17:26:42] <Loetmichel> normally you have microstepping drivers which only get two "orders" from EMC : "do a step" ans "in this direction"
[17:26:51] <IchGuckLive> Maxxtro: how many motors to drive
[17:26:56] <andypugh> However, you _can_ generate the individual phase signals on 4 pins from EMC2.
[17:27:04] <Maxxtro> two
[17:27:24] <Maxxtro> yes yes yes but my drivers don�t support step and direction and so i struggeld the last couple of days to get them working without
[17:27:37] <Maxxtro> and they do word now in stepgen mode 10
[17:28:03] <IchGuckLive> get you a L297 then it works it gets 2 input and generates 4 outputs
[17:28:44] <Loetmichel> Maxxtro: it is possible to let emc genererate the patterns. but the pincount will double and the Straight forward drivers are usually not capable of current regulation
[17:28:45] <IchGuckLive> thats below 2Euros
[17:29:18] <Loetmichel> so you are stuck with verx slow motors 'cause for fast steppers you need to get the voltage up
[17:29:31] <IchGuckLive> Maxxtro: witch country are you from
[17:29:35] <Loetmichel> (up to 20 timesthe rated motor voltage)
[17:30:00] <andypugh> Maxxtro: Ah, OK, so you have found the extra modes.
[17:30:37] <andypugh> I believe that there is a half-step pattern in there somewhere, and you have the option of defining your own custom pattern too.
[17:31:15] <Loetmichel> hmmm
[17:31:20] <andypugh> In fact, mode 10 should be half-step already
[17:31:51] <Maxxtro> yes ive found out too now...
[17:31:53] <Loetmichel> halfstepping NORMALLY uses only 2/3 current if both motor windings are powered
[17:32:05] <Loetmichel> and full current for one
[17:32:18] <IchGuckLive> types 9 and 10: four phase, half step->Four pins, phases A through D. Eight steps per full cycle. Type 9 is suitable for unipolar drive, and type 10 for bipolar drive.
[17:32:28] <IchGuckLive> http://www.linuxcnc.org/docview/html/man/man9/stepgen.9.html
[17:32:33] <Loetmichel> to counteract vibration (due changing torque)
[17:33:05] <Maxxtro> well so mode 10 is right
[17:33:13] <andypugh> JT-Shop: A friend of mine has one of these outfits, Panther and double-adult chair.
http://www.linuxcnc.org/docview/2.5/html/man/man9/stepgen.9.html
[17:33:13] <IchGuckLive> yes
[17:33:19] <Maxxtro> and i�ll have to change my hardware then
[17:33:48] <andypugh> JT-Shop: Doh! Let me try again.
http://kevindean.zenfolio.com/img/v1/p478789260-3.jpg
[17:34:01] <Loetmichel> Maxxtro: what hardware DO you have?
[17:34:15] <IchGuckLive> then its better to get you a good cheep driver board below 50Euros in Step/DIR mode
[17:34:23] <Maxxtro> somethign built from an old scanner and an old printer
[17:34:32] <Maxxtro> o didn�t mean the drivers
[17:34:37] <Maxxtro> i meant the mechanics
[17:34:58] <Loetmichel> andypugh: nice, the passenger stays dry and the driver gets wet and dirty ;-)
[17:35:03] <IchGuckLive> the mechanics are only 4 wirers eatch motors
[17:35:03] <Maxxtro> because i have 28mm of travel per revolution on the y-axis
[17:35:38] <IchGuckLive> Maxxtro: no metter what
[17:35:39] <Loetmichel> Maxxtro: what drivers?
[17:35:49] <archivist_emc> Maxxtro, some of those steppers have little power, are you asking too much
[17:35:50] <IchGuckLive> TB6560
[17:35:59] <Maxxtro> L298
[17:36:06] <Loetmichel> ah, i see
[17:36:06] <andypugh> You can fit two passengers in there, it is called a "double adult" sidecar. You probably don't want to do the images search I just did to find it "panther double adult" does not only bring up pictures of motorcycles.
[17:36:25] <Loetmichel> then would be te best option to get some cheap L297
[17:36:46] <Loetmichel> because the pair l297/l298 is known to work together well
[17:36:50] <archivist_emc> I had a BSA A10 and double adult sidecar in my youth :)
[17:36:53] <IchGuckLive> Maxxtro: whats the space you got for the driver
[17:37:35] -!-
servos4ever [servos4ever!~chatzilla@74-45-200-106.dr01.hnvr.mi.frontiernet.net] has joined #emc
[17:37:52] <Loetmichel> andypugh: hihi, ill take your word for it. i can just imagine the other fotos you found ;-)
[17:38:06] <Maxxtro> as much as they need i guess
[17:38:48] <Loetmichel> Maxxtro: do you have some photos of your setup?
[17:39:16] <Loetmichel> and dont be ashamed, cant be much worse than my first setup...
[17:39:40] <IchGuckLive> is the driver and electronic outside the mashine or on the Robot ?
[17:39:55] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=2859
[17:40:48] <Maxxtro> its outside, right beside it
[17:40:49] <Loetmichel> (my first CNC)
[17:40:51] <IchGuckLive> witch country are you from Maxxtro
[17:42:57] <Maxxtro> germany
[17:43:26] <Maxxtro> not yet but i could make some, later this evening
[17:45:00] <IchGuckLive> Maxxtro: querry no kom ?
[17:45:39] <andypugh> Loetmichel: That's Orac! (And I don't mean the Denford Orac)
http://en.wikipedia.org/wiki/Orac_(Blake%27s_7)
[17:46:54] -!-
Maxxtro has quit [Read error: Connection reset by peer]
[17:48:03] -!-
Maxxtro [Maxxtro!~Maxxtro@pass-5d864a7d.pool.mediaWays.net] has joined #emc
[17:49:12] <Loetmichel> andypugh: no, taht was my first attempt in CNC milling :-)
[17:49:31] <Loetmichel> and not NEARLY as intelligent as orac
[17:50:17] <Loetmichel> merly just the 3 channels L297/l298 and a transformer in it and the PC underneath
[17:52:26] <Loetmichel> Maxxtro: i would reccomend to "borrow" some circuit details from this driver board and vonvert your drivers to it:
http://www.mechapro.de/pdf/3dstep_doku_27.pdf
[17:55:13] -!-
Cylly [Cylly!Cylly@p54B13AEE.dip.t-dialin.net] has joined #emc
[17:55:54] -!-
Loetmichel has quit [Disconnected by services]
[17:56:02] Cylly is now known as
Loetmichel
[18:11:10] -!-
ries has quit [Quit: ries]
[18:11:43] -!-
tom3p [tom3p!~tomp@74-93-88-241-Illinois.hfc.comcastbusiness.net] has joined #emc
[18:16:06] -!-
l0st1nsp4c3 has quit [Quit: Give a man a fish and he will eat for a day. Teach him how to fish, and he will sit in a boat and drink beer all day]
[18:18:05] -!-
IchGuckLive [IchGuckLive!~chatzilla@95-89-104-26-dynip.superkabel.de] has parted #emc
[18:20:40] <tom3p> how to pause an mdi command? ( using F0verride->0 now becasue the || btn is grey )
[18:26:08] <JT-Shop> andypugh: that is neat
[18:28:37] <JT-Shop> logger[mah]: log
[18:28:37] <logger[mah]> JT-Shop: Log stored at
http://emc.mah.priv.at/irc/%23emc/2011-07-16.html
[18:28:50] <Tom_itx> shop progress pics?
[18:29:12] <JT-Shop> give me a bit
[18:29:39] <Tom_itx> what size?
[18:33:44] <JT-Shop> medium small
[18:34:41] -!-
factor has quit [Read error: Connection reset by peer]
[18:35:32] <tom3p> andypugh,
http://www.chang-jiang.com/bmw/4seat.html theres a pic there somewhere of a 5th guy standing with a machinegun mount in an old poster
[18:39:11] -!-
jbunch has quit [Read error: Connection reset by peer]
[18:39:16] -!-
jbunch_ [jbunch_!~jim@rrcs-24-43-233-135.west.biz.rr.com] has joined #emc
[18:41:33] -!-
Maxxtro has quit [Quit: Visitor from www.linuxcnc.org]
[18:42:50] * Loetmichel climbes out of the bathtub... about time, im already wrinkly allover ;-)
[18:44:40] -!-
jbunch_ has quit [Ping timeout: 258 seconds]
[18:45:46] KimK_afk is now known as
KimK
[18:51:15] <JT-Shop> Tom_itx:
http://gnipsel.com/shop/inside/images/P1010010.JPG
[18:51:27] <JT-Shop> http://gnipsel.com/shop/inside/images/P1010011.JPG
[18:51:40] <JT-Shop> http://gnipsel.com/shop/inside/images/P1010012.JPG
[18:52:04] <JT-Shop> and last but not least
http://gnipsel.com/shop/inside/images/P1010013.JPG
[18:52:23] -!-
factor [factor!~factor@74.197.205.204] has joined #emc
[18:53:21] <salvarane> <mazafaka>
[18:54:18] <KimK> JT-Shop: Nice!
[18:54:27] <JT-Shop> thanks
[18:54:28] <Tom_itx> yeah, lookin good
[18:54:44] <Tom_itx> you need that light grey epoxy on the floor now
[18:55:00] <JT-Shop> I hope to be ready to move all the stuff to the other side in a day or three
[18:55:35] <JT-Shop> yea, I got a divot all ready from dropping a piece of material off of the bandsaw
[18:55:54] <Tom_itx> cleans up easier too
[18:56:05] <Loetmichel> JT-Shop: *hrmpf* now i am jealous.
[18:57:35] <anonimasu> so basically
[18:57:45] <anonimasu> my encoders are 65k/rev multiturn absolute ones
[18:57:45] <anonimasu> :D
[18:58:27] <Tom_itx> anonimasu you figured out how to talk to them?
[18:58:32] <anonimasu> yep
[18:58:46] <anonimasu> long ago, but im hooking them into hal
[18:58:51] <anonimasu> by a userspace python module
[18:59:22] <anonimasu> and a realtime one that tells the userspace to give data for commutation
[18:59:32] <anonimasu> (no homing needed on my machine)
[19:00:28] <anonimasu> reading datasheet, and I can have a 20 meter long axis...
[19:00:56] <Tom_itx> if you did wing spars you might need it
[19:01:09] <anonimasu> with 0.000015mm resolution for the homing :D
[19:01:23] <anonimasu> with my 5mm/rev screws
[19:01:37] <anonimasu> helvete. :D
[19:01:43] <Tom_itx> you standing next to it would change it that much
[19:01:43] <anonimasu> (swearing in swedish)
[19:02:02] <anonimasu> indeed, but it removes the need for wiring home switches
[19:02:04] <anonimasu> ^_^
[19:02:09] <salvarane> <mazafaka>
http://code.google.com/p/heekscnc/issues/detail?id=317
[19:07:02] <anonimasu> quite the upgrade from the manufacturer's singleturn ones :p
[19:07:45] <Tom_itx> yup
[19:08:49] <mazafaka> salvarane: lets see...
[19:08:59] -!-
Guest454 [Guest454!~Guest454@adsl-99-174-166-225.dsl.wotnoh.sbcglobal.net] has joined #emc
[19:09:01] -!-
elmo40 has quit [Ping timeout: 260 seconds]
[19:10:22] <Guest454> Some one knows when and where the EMC fest 2011 will have place?
[19:10:47] -!-
elmo40 [elmo40!~Elmo40@CPE0017ee09ce6d-CM001bd7a89c28.cpe.net.cable.rogers.com] has joined #emc
[19:10:49] <mazafaka> salvarane: Have you checked the tools used in HeeksCNC? What if there was wrong (and different) tool assigned. Do you check all the options in the 'properties' Tab?
[19:10:50] <Tom_itx> here i hope
[19:11:37] <mazafaka> salvarane: May I give you a Youtube link where I cut profile out of sheet metal?
[19:12:42] <KimK> Guest454: The CNC Workshop in Ann Arbor, MI took place in June. There may or may not be an EMC2 fest in 2011, no word yet.
[19:13:46] <Guest454> ok thanks
[19:15:16] -!-
Guest454 has quit [Quit: Visitor from www.linuxcnc.org]
[19:15:33] <mazafaka> salvarane: Tool or mill cutter can be outside, inside, or on the contour, or on the left or right of the primitives. Be careful to check all the options
http://www.youtube.com/watch?v=yAVi4NfRVhc
[19:17:34] -!-
skunkworks [skunkworks!~chatzilla@184-158-0-96.dyn.centurytel.net] has joined #emc
[19:17:47] <anonimasu> mhm, only question is how do I set this up to give me commutation angle..
[19:18:05] <salvarane> ok
[19:18:12] <salvarane> thanks <mazafaka>
[19:18:13] <mazafaka> salvarane: you can send me your dxf file or something and i send you .heeks file and g-code.
[19:18:31] <salvarane> the profile is on contour
[19:18:38] <salvarane> yes
[19:18:53] <salvarane> i can , email address ?
[19:19:08] <mazafaka> ilya-e-g@ya.ru
[19:19:09] <jthornton> Tom_itx:
http://gnipsel.com/shop/inside/inside.xhtml
[19:19:13] <salvarane> heekscnc files it's ok ?
[19:19:18] <mazafaka> yes
[19:19:25] <salvarane> ok
[19:21:30] -!-
sumpfralle1 has quit [Ping timeout: 255 seconds]
[19:25:22] -!-
syyl_ [syyl_!~sg@p4FD120C4.dip.t-dialin.net] has joined #emc
[19:26:18] <KimK> jthornton: Tom_itx must have disappeared, but that's a nice assortment of shop pictures anyway.
[19:27:07] -!-
tom3p has quit [Quit: Ex-Chat]
[19:27:11] -!-
FinboySlick has quit [Quit: Leaving.]
[19:28:11] <salvarane> <mazafaka> ok sended
[19:28:19] <Tom_itx> KimK, no, trying to fix some pc's
[19:28:30] <mazafaka> ok
[19:28:42] <Tom_itx> KimK, are you at stuart's today?
[19:29:42] <KimK> Tom_itx: Yes, till they close up.
[19:30:30] <Tom_itx> this has been 'one of those weeks'
[19:30:55] <KimK> No problem, similar situation here, must be the heat.
[19:31:22] <mazafaka> need to reboot the pc
[19:31:31] <mazafaka> will be here soon
[19:31:32] -!-
mazafaka [mazafaka!~mazafaka_@46.175.33.165] has parted #emc
[19:32:10] <Tom_itx> KimK, when do they shut down on saturday?
[19:33:38] <KimK> About 9 this time, but I may or may not stay that long. I've got a couple of small projects to look at first.
[19:33:39] -!-
FinboySlick [FinboySlick!~shark@74.117.40.9] has joined #emc
[19:34:06] <Tom_itx> are you in bldg1?
[19:34:35] <KimK> Is that what they call it? I guess so.
[19:34:43] <Tom_itx> the front one
[19:34:51] <KimK> Then yes.
[19:34:59] <Tom_itx> i'm not sure, i think it was painted on the outside :)
[19:35:11] -!-
sumpfralle [sumpfralle!~lars@g230217073.adsl.alicedsl.de] has joined #emc
[19:35:38] <KimK> How long ago did Wichita Tool fold?
[19:35:55] <Tom_itx> where were they located?
[19:35:57] <Tom_itx> i'm not sure
[19:36:04] <KimK> bldg 1
[19:36:13] <Tom_itx> oh
[19:36:15] <Tom_itx> hmm
[19:36:32] <Tom_itx> like i said the other day, i wasn't even aware he was there
[19:36:45] <Tom_itx> there are quite a few shops over in that area
[19:37:05] <Tom_itx> the small ones come and go with the economy
[19:37:27] <Tom_itx> you should pay a visit to "THE YARD
[19:37:30] <Tom_itx> while you're here
[19:37:31] <KimK> Ha, then they must be mostly gone lately.
[19:37:52] <KimK> A surplus place? Sure.
[19:37:55] <Tom_itx> yes
[19:37:57] -!-
mazafaka [mazafaka!~mazafaka_@46.175.33.165] has joined #emc
[19:38:00] <Tom_itx> tons of alum etc
[19:38:11] <Tom_itx> downtown area
[19:38:17] <Tom_itx> central & washington approx
[19:38:52] -!-
cradek has quit [Ping timeout: 246 seconds]
[19:38:57] -!-
cradek [cradek!~chris@outpost.timeguy.com] has joined #emc
[19:38:58] <KimK> OK, maybe sometime.
[19:42:20] <Tom_itx> enjoying the heat here?
[19:43:06] -!-
robin_sz has quit [Ping timeout: 255 seconds]
[19:43:47] <KimK> Ha, yes, it's been pretty warm, but heat doesn't bother me, cold does. So I'm doing OK.
[19:44:57] <KimK> Tom_itx: OK, I'd better get a sandwich and keep going. Good luck with your water and laptop issues. We'll chat more later.
[19:46:26] KimK is now known as
KimK_afk
[19:46:27] <Tom_itx> ok
[19:49:24] <anonimasu> http://pastebin.com/4gJ815JJ
[19:49:27] <anonimasu> some python code :]
[19:50:58] -!-
nullie has quit [Quit: Ex-Chat]
[19:52:13] <skunkworks> we had a storm go thru here last night that tripped the main breaker at work for the office. all the servers went down. (surprisingly they all came back up)
[19:53:00] <skunkworks> one server I had never rebooted after putting it into service a few years ago
[19:53:24] <skunkworks> always wondered if that one would ever reboot ;)
[19:54:44] -!-
AC-130U has quit [Read error: Connection reset by peer]
[19:54:59] -!-
AC-130U [AC-130U!~Martian@69.169.134.174.provo.static.broadweavenetworks.net] has joined #emc
[19:55:47] -!-
robin_sz [robin_sz!~robin@dsl78-143-214-103.in-addr.fast.co.uk] has joined #emc
[19:56:12] <mazafaka> need to reboot
[19:56:13] -!-
mazafaka [mazafaka!~mazafaka_@46.175.33.165] has parted #emc
[19:58:10] -!-
_methods [_methods!~AndChat@90.sub-174-252-148.myvzw.com] has joined #emc
[19:59:52] <_methods> I have a probotix machine that I can't get the spindle to turn on
[20:02:18] <_methods> I've been at this machine for all of 20 min though
[20:03:24] <_methods> Spindle turns on when computer is turned off and on
[20:04:23] <_methods> So I'm assuming it's getting some signal from emc not to turn on
[20:04:37] <skunkworks> sounds like you don't have the correct pin connected.. maybe. also - what are you using for interfacing? sounds like it doesn't have any sort of watchdog or chargepump
[20:04:50] <_methods> M3 S1000 does nothing
[20:05:02] <Tom_itx> or it's inverted
[20:05:05] <skunkworks> on bootup - the printer port pins are in unknown states
[20:05:31] <Tom_itx> i had to invert most of my signals with the mesa boards
[20:06:06] <_methods> You'll have to forgive me never seen one of these before
[20:06:11] -!-
mazafaka [mazafaka!~mazafaka_@46.175.33.165] has joined #emc
[20:06:19] -!-
robin_sz has quit [Ping timeout: 264 seconds]
[20:07:00] <_methods> Cnc machinist by trade though helping friend with his new rig
[20:08:03] -!-
elmo401 [elmo401!~Elmo40@CPE0017ee09ce6d-CM001bd7a89c28.cpe.net.cable.rogers.com] has joined #emc
[20:08:55] -!-
elmo40 has quit [Ping timeout: 260 seconds]
[20:09:33] <pcw_home> Tom_itx, yes most of our I/O is active low (so its off on power up)
[20:09:34] <pcw_home> This is from OPTO 22 compatibility (sinking optp LED drivers)
[20:11:50] <mazafaka> salvarane: ir creates exactly on the profile (G02X20 Y10 I0 J-10) but (G02X9.999 Y1.501 I0 J-8.498) for pocketing
[20:12:40] -!-
Calyp [Calyp!~Caly@unaffiliated/calyptratus-tzm] has joined #emc
[20:16:18] <salvarane> for you where it's the problem, on heekscnc or emc2
[20:16:27] <salvarane> <mazafaka>
[20:17:23] <mazafaka> salvarane: profiling was on sketch or with correct tool radius compensation (in that video which you have seen)
[20:18:24] -!-
syyl_ has quit [Quit: Verlassend]
[20:18:49] -!-
robin_sz [robin_sz!~robin@dsl78-143-214-103.in-addr.fast.co.uk] has joined #emc
[20:20:33] <mazafaka> salvarane: pocketing is also correct
[20:23:44] <salvarane> <mazafaka> the diameter for profile it is 20 mm ?
[20:23:52] -!-
l0st1nsp4c3 [l0st1nsp4c3!~IceChat7@ppp-52-71.mtl.contact.net] has joined #emc
[20:24:12] <mazafaka> salvarane: yes, as you can see from "G02X20 Y10 I0 J-10"
[20:25:42] <salvarane> where it could hide the problem?
[20:25:44] <mazafaka> salvarane: and from "02X9.999 Y1.501 I0 J-8.498" you may see that after pocketing the circle will be not perfect but still quite exact.
[20:26:24] KimK_afk is now known as
KimK
[20:26:26] <mazafaka> salvarane: your xxx.heeks file produced right g-code, no need to change anything in the file.
[20:27:55] <salvarane> how can I make a precise work
[20:28:04] <mazafaka> salvarane: what diameter of the cutter in the machine?
[20:28:22] <salvarane> on spindler ?
[20:28:50] <mazafaka> yes, in the spindle, is it really 3 mm in diameter?
[20:29:37] <salvarane> yes 3mm
[20:30:41] <mazafaka> and machine makes precise profile but faulty pocketing?
[20:31:13] <toastydeath> the only way to do precise cutting is to use cutter comp
[20:31:53] <toastydeath> there is no way to predict cutter flex and material spring
[20:32:41] <salvarane> no faulty both
[20:32:45] <mazafaka> salvarane: in your file, diameter of the circle will be 23 mm
[20:33:43] <mazafaka> let me send you the file which will cut the circle 20 mm in diameter, and the screenshot where I choose this option
[20:34:27] <l0st1nsp4c3> toastydeath ??
[20:34:30] <salvarane> ok
[20:34:51] <toastydeath> l0st1nsp4c3, ?
[20:35:26] <l0st1nsp4c3> nvm misread what u said lol
[20:35:39] * skunkworks thinks 10st1nsp4c3 is a password
[20:36:02] * Tom_itx thinks skunkworks works at area51
[20:36:16] <l0st1nsp4c3> skunkworks i am
[20:36:26] * l0st1nsp4c3 is a universal key
[20:38:47] <mazafaka> I have sent the message, salvarane
[20:40:21] <mazafaka> toastydeath: cutter (3 mm in diameter) was on the contour and the circle was 23 mm in diameter, not 20 mm as it's needed
[20:40:35] <toastydeath> cutter comp
[20:40:39] <toastydeath> that is what cutter comp is for
[20:40:47] <l0st1nsp4c3> so toasty was right
[20:40:58] <toastydeath> programming without cutter comp is retarded
[20:41:05] <mazafaka> salvarane: Did you see the screenshot where the cutter radius compensation is chosen?
[20:41:11] <toastydeath> except on lathes, where it's okay if you don't care about radii
[20:42:08] <toastydeath> if you want a 20mm radius, you program a 20mm radius directly into the gcode with the appropriate cutter comp for the direction you are moving
[20:42:20] <toastydeath> then tell the machine you have a whatever radius cutter
[20:42:23] <mazafaka> on Lathe, I can grind the cutter on diamond clad wheel and use a cutter without radius
[20:42:30] <salvarane> yes this option is setting 15
[20:42:51] <toastydeath> on a lathe you can tell the machine you have a .5mm nose and then you don't have to worry about grinding a dead sharp tool
[20:43:03] <toastydeath> because the machine understands how to handle nose radius comp
[20:43:18] <mazafaka> salvarane: this option is setting 17 mm circleso you will have a 20 mm circle with 3mm cutter
[20:43:20] <toastydeath> you will get a better surface finish to boot
[20:44:00] <Tom_itx> do you program the tool center then use cutter comp for the radius?
[20:44:09] KimK is now known as
KimK_afk
[20:44:10] <salvarane> ok I'm understand mp
[20:44:16] <salvarane> now
[20:44:16] <toastydeath> you program the hypothetical dead sharp edge
[20:44:22] -!-
mhaberler [mhaberler!~mhaberler@macbook.stiwoll.mah.priv.at] has joined #emc
[20:44:23] <Tom_itx> ok
[20:44:24] -!-
_methods has quit [Ping timeout: 258 seconds]
[20:44:28] <salvarane> this is the problem ?
[20:44:30] -!-
ktchk [ktchk!~eddie6929@n219079126139.netvigator.com] has parted #emc
[20:44:32] <Tom_itx> just wanted to be sure i understood you
[20:44:53] <toastydeath> lathe cutter comp only comes on when you are moving in both x and y
[20:44:55] <mazafaka> salvarane: you can program tool on the contour bet add special command into the g-code
[20:44:56] <toastydeath> or x and z, rather
[20:45:09] <mazafaka> salvarane: in this siimple test example, yes
[20:45:10] <Tom_itx> i have seen ppl program the tool center then rely on cutter comp for the radius
[20:45:22] <toastydeath> lathe cutter comp has two components, tool orientation and nose radius
[20:45:38] <toastydeath> tool orentation 8 is center cutter, if you choose this than you can program to the tool center.
[20:45:50] <toastydeath> why you'd want to i've not got the slightest clue
[20:45:57] <Tom_itx> KimK_afk are you coming or going?
[20:45:58] <toastydeath> because that's making shit harder, not easier
[20:46:31] <salvarane> sorry but the compensation is for length ?
[20:46:32] <Tom_itx> i agree
[20:46:34] <KimK_afk> Tom_itx: I was just going back to work, need something?
[20:46:47] <toastydeath> there are TWO cutter comps on mills, salvarane
[20:46:48] <Tom_itx> no nothing specific
[20:46:52] <toastydeath> one is always on, which is length comp
[20:46:54] -!-
_methods [_methods!~lee@cpe-024-211-090-093.sc.res.rr.com] has joined #emc
[20:46:57] <mazafaka> salvarane: no, for the radius of the end mill
[20:47:05] <Tom_itx> KimK_afk, just curious what you were up to over there
[20:47:06] <toastydeath> the other is generally called cutter comp, and is g40, g41, and g42
[20:47:21] <toastydeath> it offsets the cutter from the edge by a specified amount, usually the cutter's diameter
[20:47:35] <mazafaka> salvarane: toastydeath is talking about the lathe, which only have two axes: X and Z
[20:47:41] <toastydeath> no, i am now talkign about the mill
[20:47:45] <toastydeath> prior i was talking about the lathe
[20:47:51] <KimK_afk> Tom_itx: Nothing very interesting, I need to see if I can fix a couple of hoists.
[20:47:54] <toastydeath> lathe still has two cutter comps, but they work differently
[20:48:20] -!-
isssy has quit [Ping timeout: 264 seconds]
[20:48:23] <Tom_itx> you're from NE right?
[20:48:24] <Tom_itx> iirc
[20:48:31] <mazafaka> yes, this all is easy, or you will have to understand it to get the precise result
[20:48:43] <mazafaka> he is
[20:48:58] <salvarane> "edge angle of cut = 0" or "radius angle = 0"
[20:48:59] <toastydeath> g43/g44/g49 are length offset (mill) and tool offset (lathe)
[20:49:03] <KimK_afk> Tom_itx: Right.
[20:49:12] <toastydeath> g40/g41/g42 are cutter compensation
[20:49:22] <Tom_itx> i was just curious what brought you to town
[20:49:32] <Tom_itx> contract programming etc
[20:50:15] <salvarane> ok no lathe bu mill
[20:50:49] -!-
acemi has quit [Quit: WeeChat 0.3.2]
[20:50:52] <salvarane> I send you my files png and heeks
[20:50:53] <mazafaka> ok, it's morning already
[20:50:57] <mazafaka> ok
[20:51:17] <salvarane> ok
[20:52:07] <mazafaka> toastydeath: when last time we talked several years ago, you wanted to make some motorcycle for yourself. Have you built or repaired one? :)
[20:52:38] <toastydeath> what?
[20:52:43] <toastydeath> i don't ever recall that, sorry
[20:53:32] <mazafaka> you said something about the pricing on the cottages near the area where you're living, weren't you? ;)
[20:53:37] <toastydeath> uh what
[20:53:44] <toastydeath> no, i think you have me confused with someone else.
[20:53:49] <mazafaka> maybe
[20:53:58] <l0st1nsp4c3> i think that could be andypugh or JT-Shop or someone else
[20:54:13] -!-
ries [ries!~ries@200.125.129.54] has joined #emc
[20:54:46] <mazafaka> one toast I knew once used bicycle, have just taken it at the train station " 'cause it's NL" and came home. hah :)
[20:55:23] <mazafaka> maybe
[20:56:55] <mazafaka> salvarane: i've sent you these files, not you (to me)
[20:57:58] <salvarane> ok I send
[20:58:46] <mazafaka> But I have two motorcycles almost finished. One is with license, another has "documents lost". This with no documents is for sell. They look weird, I'll make photos soon.
[20:59:39] -!-
salvarane has quit [Quit: Sto andando via]
[21:00:57] -!-
GoSebGo [GoSebGo!~Seb@108.112.48.136] has joined #emc
[21:01:06] -!-
salvarane [salvarane!~salvarane@93-41-159-1.ip82.fastwebnet.it] has joined #emc
[21:01:42] <salvarane> <mazafaka> ok
[21:02:00] <mazafaka> in this first linux mint, heekscad stopped to launch. some problem with X window system. it is weird, i didn't change anything on the computer, only watched the Enternet
[21:02:30] <l0st1nsp4c3> Enternet? is that a typo for Ethernet? and even then that didn't make sense
[21:04:26] <mazafaka> this is a morning internet, the one to which you're watching as in "watching on the Enternet". kinda slang.
[21:04:44] <l0st1nsp4c3> morning internet?
[21:04:57] <mazafaka> yeah, it's 4:00 AM
[21:05:28] <mazafaka> salvarane: you can open .ngc file in EMC and learn the G-code itself
[21:05:40] <l0st1nsp4c3> you're native tongue is not english is it
[21:05:57] <mazafaka> linuxcnc.org has a good page which explains G-code, and the stuff
[21:07:20] <mazafaka> why not? I'm removing the term "distance" and randomly appear at various places. I'm "steven hokking 2.0"
[21:07:47] <mazafaka> I do it on my slightly modified CNC mill.
[21:08:22] <mazafaka> haha i need to sleep and take a ride on the bike early at the morning, at 9:00 AM maybe
[21:10:50] <mazafaka> http://fotki.yandex.ru/users/ilya-e-g/view/347277/?page=2 <-- and this how I see this all
[21:28:55] -!-
_methods has quit [Quit: Leaving]
[21:31:15] <syyl> uhm
[21:31:27] <syyl> it seems that my tooltable in emc is handled in inch
[21:31:42] <syyl> can it be changed to metric?
[21:32:53] <Tom_itx> yes
[21:33:52] <Tom_itx> iirc set linear_units in the ini file
[21:34:57] <syyl> ouch
[21:35:00] <syyl> thats easy
[21:35:02] <syyl> thank you :)
[21:35:53] <syyl> ah
[21:36:11] <syyl> now a 1mm tool looks like a 1mm tool in the preview window :D
[21:37:41] -!-
nicko [nicko!~nicko@222-155-140-140.jetstream.xtra.co.nz] has joined #emc
[21:38:32] <skunkworks> nicko: digested emc and vomited it out?
[21:48:46] <nicko> oh hello!
[21:48:51] <nicko> um, not yet no
[21:49:16] <nicko> but I did get through a bit of the HAL manual
[21:49:32] <nicko> made some siggens in the terminal and whatnot
[21:49:41] <nicko> had to go to a film last night ...
[21:50:07] <nicko> going to hit it again today
[21:50:30] <nicko> Uni starts tomorrow - I've been off for 5 years - should be interesting ...
[21:51:32] <nicko> Does anyone have any examples of people interfacing other UI or machine paradigms with HAL ?
[21:52:09] <nicko> like pure robotics - or some kind of plant process - or manufacturing - a rollercoaster ?
[21:53:39] -!-
Fox_Muldr has quit [Ping timeout: 276 seconds]
[21:53:39] KimK_afk is now known as
KimK
[21:54:14] Vq_ is now known as
Vq
[21:54:42] <nicko> this HAL:
http://en.wikipedia.org/wiki/HAL_(software) - isn't EMC HAL ???
[21:54:52] <KimK> nicko: Viestur's welding robot?
[21:55:07] -!-
sumpfralle1 [sumpfralle1!~lars@31.16.112.145] has joined #emc
[21:55:14] -!-
sumpfralle has quit [Quit: Leaving.]
[21:55:19] <KimK> Or is that too close to "normal" EMC for you?
[21:55:22] -!-
Fox_Muldr [Fox_Muldr!quakeman@frnk-4d01c0fa.pool.mediaWays.net] has joined #emc
[22:03:57] <Tom_itx> nothing 'normal' about emc for me yet but i'm getting closer
[22:21:57] -!-
Birdman3131 has quit [Ping timeout: 255 seconds]
[22:33:39] <nicko> What I mean is that I see HAL is standalone from say Axis
[22:33:45] <nicko> and the other GUI's
[22:33:53] <nicko> but they all seem CNC centric
[22:34:16] <nicko> the welding robot is also CNC centric if I understand it ...
[22:34:37] <nicko> they all come together under the umbrella of 'EMC' (?)
[22:34:50] <KimK> Well, hold on a bit. HAL is not actually a GUI, although there are HAL GUIs.
[22:34:57] <nicko> I'm wondering if anyone has used HAL 'outside' of EMC
[22:35:05] <nicko> I meant 'Axis' being the GUI
[22:35:14] <KimK> OK
[22:35:42] <nicko> last night when learning HAL I had a siggen up and running
[22:35:47] <nicko> a sine wave
[22:36:15] <nicko> No reason i couldn't make it in the audible range, amplify it and listen to it
[22:36:19] <nicko> Music !
[22:36:32] <nicko> for instance ...
[22:37:21] <KimK> Yes, you could certainly use HAL separately. I don't recall an occurrence of that, but I'm sure someone must have done it.
[22:37:34] <nicko> Axis wan't involved - no CNC - just wondering what other examples are out there of people using HAL like that
[22:38:33] <Tom_itx> http://www.youtube.com/watch?v=Kh2AWswAMvw
[22:40:27] <l0st1nsp4c3> any of you use inkscape svg and then transform it into gcode?
[22:44:11] <KimK> l0st1nsp4c3: I don't yet, but I plan to, and I'd be interested in hearing more about it.
[22:45:50] -!-
Guest373 [Guest373!~Guest373@182.156.188.176] has joined #emc
[22:46:13] -!-
nicko has quit [Ping timeout: 252 seconds]
[22:51:00] <l0st1nsp4c3> well i'll let u know how my experiences go when i have time
[22:51:04] -!-
l0st1nsp4c3 has quit [Quit: Don't push the red button!]
[22:53:50] -!-
mhaberler has quit [Quit: mhaberler]
[23:04:42] -!-
rooks has quit [Quit: So long, and thanks for all the fish.]
[23:08:11] -!-
i_tarzan [i_tarzan!~i_tarzan@187.152.117.77] has joined #emc
[23:08:26] -!-
Birdman3131 [Birdman3131!~quassel@ip70-178-238-227.ks.ks.cox.net] has joined #emc
[23:24:56] -!-
Guest373 has quit [Quit: Visitor from www.linuxcnc.org]
[23:27:50] -!-
nicko [nicko!~nicko@222-155-140-140.jetstream.xtra.co.nz] has joined #emc
[23:27:57] <nicko> ello all again
[23:28:20] <nicko> my linux machine cannot connect to the internet anymore
[23:28:37] <nicko> I've spent half an hour trying to fix it with no success
[23:28:38] -!-
skunkworks has quit [Remote host closed the connection]
[23:28:56] <nicko> I remembered a full install took less time than that in the first place
[23:29:20] <nicko> considering the internet worked on the initial install - I'm just going to wipe the thing and start again
[23:29:25] <Tom_itx> so reinstall
[23:29:26] <andypugh> YouTube just offered to let me put adverts next to my hobbing video. I must have passed some threshold of views.
[23:29:34] <Tom_itx> and keep your ini files
[23:29:48] <nicko> but I'd like to install EMC 2.5
[23:29:55] <Tom_itx> so install it
[23:29:58] <Tom_itx> i did
[23:30:01] <nicko> (have backed up .ini's and the rest yes)
[23:30:22] <Tom_itx> do the cd then update to 2.5
[23:30:28] <nicko> what is the best page to follow to do this ?
[23:30:30] <nicko> ahhh
[23:31:07] <nicko> okidoke - 'CD' is via a memory stick - cant for the life of me remember how I did that - but I did do it ... google is my friend I guess
[23:31:51] <nicko> Andy>> your own adverts ??
[23:35:33] <KimK> andypugh: Take the money and run.
[23:38:21] <KimK> Oh, wait. Let's see, 100 views at 0.0001 per view,... Seems like there was a "Firefly" quote like that about 'how much did we make on this job', or something... "Let's see, nuthin' times nuthin', carry the nuthin'..."
[23:38:50] <Tom_itx> nicko,
http://buildbot.linuxcnc.org/
[23:39:33] <Tom_itx> after the live cd install those
[23:49:47] <nicko> just creating the memory stick install now ... ho hum
[23:51:00] <nicko> Tom>>I have seen this page before... the instructions say to edit the EMC2_builtbot.list
[23:51:23] <nicko> there was no such file in the specified directory on my machine - I just make one ?
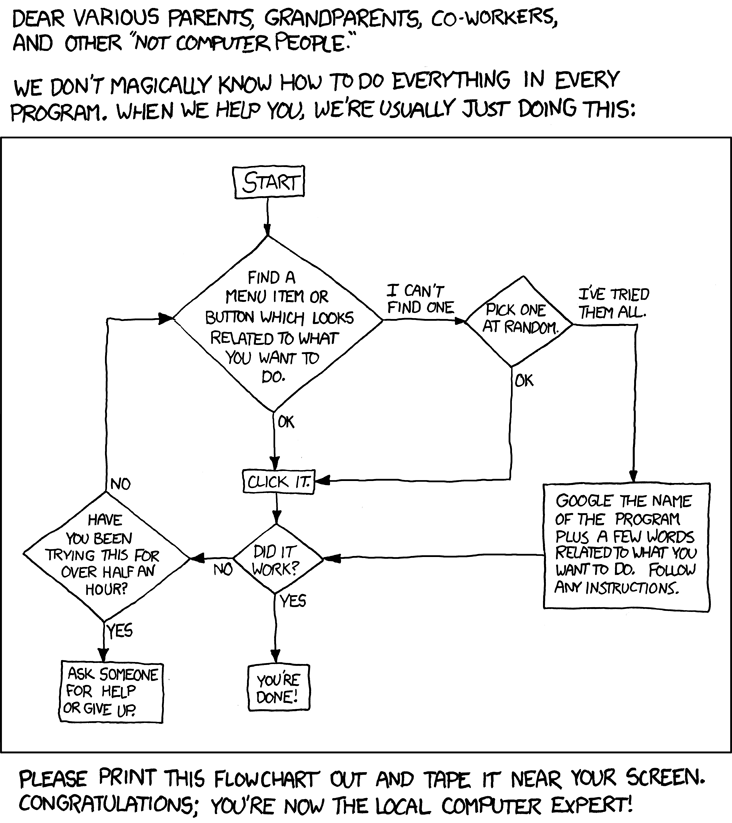{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}