Back
[00:00:27] -!-
archivist_emc has quit [Ping timeout: 250 seconds]
[00:00:30] -!-
archivist has quit [Ping timeout: 255 seconds]
[00:00:30] -!-
the_wench has quit [Ping timeout: 255 seconds]
[00:01:07] -!-
kljsdfhklj [kljsdfhklj!~ln@201-34-148-102.fnsce704.dsl.brasiltelecom.net.br] has joined #emc
[00:01:38] -!-
skunkworks_ [skunkworks_!~chatzilla@str-bb-cable-south2-static-6-78.dsl.airstreamcomm.net] has joined #emc
[00:01:47] * robin_sz stretches
[00:04:19] -!-
theorb [theorb!~theorb@91.84.53.6] has joined #emc
[00:04:34] -!-
theorbtwo has quit [Ping timeout: 260 seconds]
[00:04:38] theorb is now known as
theorbtwo
[00:06:48] -!-
robh__ has quit [Ping timeout: 255 seconds]
[00:13:55] -!-
archivist [archivist!~archivist@host81-149-189-98.in-addr.btopenworld.com] has joined #emc
[00:14:18] -!-
archivist_emc [archivist_emc!~archivist@host81-149-189-98.in-addr.btopenworld.com] has joined #emc
[00:21:04] <skunkworks_> wow - I need a nap
[00:23:14] <jdhNC> can you un-route in eagle?
[00:23:23] <SWPadnos> yes. delete the file
[00:23:28] <jdhNC> heh
[00:23:42] <jdhNC> so once you route, you are stuck?
[00:23:47] * SWPadnos doesn't use Eagle, so don't listen to me
[00:24:24] <SWPadnos> the real question is, should I go to Germany tomorrow so I can hear my nephew sing in a contest?
[00:24:50] -!-
crazy_imp has quit [Ping timeout: 260 seconds]
[00:24:56] <SWPadnos> I think the answer is yes, but I haven't exactly gotten that response from my wife yet ...
[00:24:59] <jdhNC> I wouldn't
[00:25:18] <SWPadnos> well, it's not really near Hamburg
[00:25:19] <jdhNC> but, I don't care that much for my nephew, germany is a long way away and he can't sing.
[00:26:33] -!-
crazy_imp [crazy_imp!~mj@a89-182-190-201.net-htp.de] has joined #emc
[00:26:57] <SWPadnos> hmmm. well that might make the circumstances not quite equal
[00:27:49] <jdhNC> one of my goals is pretty much to try not to fly here (.us)
[00:28:30] <SWPadnos> yes, (re)entering the US can be a pain
[00:29:24] <elmo40> factor: I hear that replicat software isn't up to par with the reprap software... not sure what the difference is, though
[00:29:30] <jdhNC> leave your wife here, go to belgium, have someone skype you the contest
[00:29:41] <SWPadnos> I'd fly through Brussels, actually :)
[00:29:59] <factor> reprap has higher end hardware . I like the low end pp stuff to start with
[00:30:02] <SWPadnos> but then again, I didn't see much good stuff when I was there this February, so I'd rather go to Berlin
[00:30:38] <factor> but my stuff is just the beginig its not up to par with emc yet
[00:30:56] <factor> but is working now
[00:31:03] <robin_sz> jdhNC, yes you can rip up and re-route
[00:31:50] <robin_sz> jdhNC, been years, but iirc, select an area of tracks, and press the "rats-nest" button
[00:32:02] <robin_sz> or just a single trace
[00:32:56] <jdhNC> I want to change a package type, but the choice is no longer there
[00:33:16] <robin_sz> mmm. same part, alternative package?
[00:33:25] <jdhNC> right
[00:33:36] <jdhNC> I just added an alternate package to the library
[00:33:37] <robin_sz> thats on the schematic not the board i think
[00:33:52] <robin_sz> but i could be wrong
[00:34:10] <jdhNC> I changed it in the schematic,but then it said they were inconsistent
[00:34:24] <jdhNC> I'll just delete the board and start over on it.
[00:34:36] <robin_sz> I think you can just rats nest it
[00:34:44] <robin_sz> but anyway, whatever
[00:34:50] <robin_sz> its been years since I played
[00:34:57] <jdhNC> that seems to just reroute the airwires
[00:34:59] <factor> I just use the radio shack boards initially until I get what I want , since I change it up .
[00:35:18] <robin_sz> once its all air wired, it shoudlbe able to sync the packages
[00:35:39] <robin_sz> and your new package should sit off the baord, all airwired up
[00:35:42] <robin_sz> ready to drag in
[00:35:55] <robin_sz> been years since I played though
[00:35:57] <robin_sz> sorry
[00:37:40] <robin_sz> hmm, I need something with modbus on it to talk to
[00:37:47] <robin_sz> are there modbus simulators?
[00:38:00] <robin_sz> dummy things that will sit there and pretend to eb a real bit of kit?
[00:38:13] <jdhNC> write one
[00:38:25] <robin_sz> no time
[00:38:40] <robin_sz> reinventing wheels is not one of my business goals
[00:38:48] <jdhNC> heh
[00:38:55] <jdhNC> buy a modbus device
[00:39:02] <robin_sz> that may be easier
[00:39:19] <jdhNC> I got some cheap Moxa things that do modbus/tcp for workd
[00:40:14] <jdhNC> and ported some linux libmodbus stuff to a vax to talk to it.
[00:40:42] <factor> I have to reinvent the wheel so I can understand it from bottom up.
[00:41:01] <factor> if someone else invented the wheel, does not mean I now know how to invent the wheel.
[00:41:41] <robin_sz> for hobby stuff, yeah, I'll play in the depths
[00:41:51] -!-
PCW [PCW!~chatzilla@99.88.10.65] has joined #emc
[00:41:57] <robin_sz> for business stuff, I optimise for development time
[00:42:02] <robin_sz> its my rarest resource
[00:42:38] <SWPadnos> time and money often vie for the top spot (of scarce resources)
[00:42:59] <robin_sz> you can always find more money if you have to
[00:43:04] <robin_sz> time, that can be harder
[00:43:07] -!-
scanf has quit [Ping timeout: 268 seconds]
[00:43:25] <elmo40> SWPadnos: I have nothing but time!
[00:43:38] <elmo40> just wish the money was along the same line...
[00:43:39] <robin_sz> speakign of which .. the mill shoudl be delivered on monday, and there is not a bit of floor space for it yet
[00:43:48] <jdhNC> what mill?
[00:43:52] <robin_sz> haas
[00:43:53] <elmo40> robin_sz: shit it to me :)
[00:44:02] <elmo40> meh, haas... people still buy them?
[00:44:08] <robin_sz> VF2
[00:44:20] <robin_sz> 20hp spindle, 20 tool atc ...
[00:44:24] <robin_sz> lovely bit of kit
[00:44:39] <elmo40> did you pay for the macro options? coolant through spindle?
[00:44:48] <robin_sz> dunno, its s/h
[00:45:03] <robin_sz> through tool coolant is worht avoiding
[00:45:41] <robin_sz> not on the haas, but I heard of lots of other mills that destryed spindles with it
[00:46:17] <robin_sz> i think it has the 3d high speed mc option enabled though
[00:53:36] -!-
krushia has quit [Ping timeout: 255 seconds]
[00:53:47] <factor> Well under biz environments if I build the final version from bottom up with all my hardware , this is a plus
[00:54:05] <factor> less out sourcing.
[00:54:34] <factor> I dont build the chips up though :0 mouser and digikey are still my outsource outlets :)
[01:07:12] <robin_sz> depends on what your contraints are
[01:07:18] <robin_sz> usually, time to market is mine
[01:07:55] -!-
krushia [krushia!~krushia@h69-131-92-179.cntcnh.dsl.dynamic.tds.net] has joined #emc
[01:16:04] <factor> true
[01:16:47] <Tom_itx> jdhNC you can unroute in eagle by opening up a SET of backup files eagle keeps
[01:16:57] <Tom_itx> rename the board and schematic files to keep
[01:17:10] <Tom_itx> then rename a set of the backup files
[01:17:19] <Tom_itx> until it goes back as far as you need
[01:17:28] <Tom_itx> there are likely up to 9 or so backup file sets
[01:17:39] <jdhNC> oh,that's what all those are for.
[01:17:49] <jdhNC> I started over, this one is much better
[01:18:06] <Tom_itx> make sure you use a matched set or the board and schematic won't be consistent with each other
[01:18:46] -!-
robin_sz has quit [Quit: Leaving]
[01:22:36] <jdhNC> this keyboard has tiny recessed Fkeys, makes this harder than it should be.
[01:49:17] <AC-130H> has anybody ever played around with nanoPLCs?
[01:49:43] -!-
Tom_itx has quit [Ping timeout: 268 seconds]
[01:50:17] <jdhNC> not me, I draw the line at microPLCs
[01:50:28] <jdhNC> too much quantum shit going on in the nanos
[01:51:42] <AC-130H> heh
[01:51:50] <jdhNC> thank you
[01:51:57] <AC-130H> wonder how cheap they can be
[01:53:02] <jdhNC> what's a nano plc, other than the little standalone GE things
[01:54:09] -!-
L84Supper has quit [Read error: Connection reset by peer]
[01:54:23] <AC-130H> maybe i was thinking of the microPLC line
[01:54:26] <AC-130H> from modicon
[01:55:23] <jdhNC> GE makes a micro also (same versamax line as the nano)
[01:55:42] <AC-130H> oh?
[01:55:53] -!-
Tom_shop [Tom_shop!~Tl@unaffiliated/toml/x-013812] has joined #emc
[01:56:05] Tom_shop is now known as
Tom_itx
[01:56:10] <AC-130H> ah yeah, modicon TSX nano PLC
[01:57:02] -!-
L84Supper [L84Supper!~ly@unaffiliated/l84supper] has joined #emc
[02:07:36] -!-
L84Supper has quit [Read error: Connection reset by peer]
[02:11:52] <skunkworks_> AC-130H: what for?
[02:13:10] <AC-130H> switching between two identical controlled items
[02:13:37] <AC-130H> like, have a pump relay switch off, turn off solenoid to one tank, turn solenoid on to other tank, turn pump on again
[02:13:52] <AC-130H> run for predetermined time, then switch back in the same manner
[02:14:47] -!-
archivist has quit [Ping timeout: 250 seconds]
[02:15:37] -!-
archivist_emc has quit [Ping timeout: 268 seconds]
[02:21:59] -!-
Gensor has quit []
[02:23:42] <jdhNC> doesn't take much for that
[02:24:09] -!-
L84Supper [L84Supper!~ly@unaffiliated/l84supper] has joined #emc
[02:25:35] <AC-130H> no it doesnt... but may want addition of fans etc
[02:27:26] -!-
archivist_emc [archivist_emc!~archivist@host81-149-189-98.in-addr.btopenworld.com] has joined #emc
[02:28:31] -!-
archivist [archivist!~archivist@host81-149-189-98.in-addr.btopenworld.com] has joined #emc
[02:35:18] -!-
ve7it has quit [Remote host closed the connection]
[02:39:29] <skunkworks_> for a cnc?
[02:40:26] <Tom_itx> jdhNC, what's this board you're working on?
[02:43:37] <jdhNC> goes between an arduino and some sensors. 3 ADC's, pressure sensor, db9 going to the oxygen sensors
[02:43:51] <jdhNC> want to take a look and tell me what I should have done?
[02:44:05] <Tom_itx> i can
[02:44:12] <Tom_itx> may not know
[02:44:17] <jdhNC> what do I send?
[02:44:23] <jdhNC> just the .brd and sch?
[02:55:43] <jdhNC> did that work?
[02:55:56] -!-
pcw_home has quit [Read error: Connection reset by peer]
[02:59:36] -!-
kljsdfhklj has quit [Ping timeout: 255 seconds]
[03:01:20] <Tom_itx> sry, had to go outside a sec
[03:04:49] -!-
kljsdfhklj [kljsdfhklj!~ln@189.75.1.61] has joined #emc
[03:06:01] <Tom_itx> omg, clean that schematic up
[03:06:02] <Tom_itx> :D
[03:06:08] <jdhNC> heh
[03:06:17] <jdhNC> first real attempt
[03:06:50] <Tom_itx> you should use 45deg corners on your board routes too
[03:07:12] <jdhNC> where do you set that? or do you do it by hand?
[03:07:42] <Tom_itx> when you route you can choose the style
[03:07:42] -!-
factor has quit [Read error: Connection reset by peer]
[03:08:09] <Tom_itx> from the icons at the top during routing
[03:08:15] -!-
Valen has quit [Quit: Leaving.]
[03:08:38] <jdhNC> oh, I didn't even see that stuff
[03:08:56] -!-
Gensor [Gensor!Gensor@209.159.211.192] has joined #emc
[03:09:14] <Tom_itx> and i generally try to use square routing on the schematic
[03:09:30] <Tom_itx> makes it alot easier to follow
[03:09:35] <jdhNC> heh, I was happy when things connected, much less routed
[03:09:51] <Tom_itx> turn your grid on .1" spacing
[03:10:12] -!-
pcw_home [pcw_home!~chatzilla@ip-66-80-167-54.sjc.megapath.net] has joined #emc
[03:10:27] <Tom_itx> i'll clean it up a bit to show you
[03:10:59] -!-
factor [factor!~factor@74.197.205.204] has joined #emc
[03:11:52] <Tom_itx> and always use 'net' instead of 'wire' when drawing the schematic. wire won't always connect where net will snap to an endpoint
[03:12:30] <jdhNC> what's the difference between net and bus?
[03:12:57] <jdhNC> and that thing next to bus
[03:13:09] <Jymmm> whino?
[03:13:19] <Jymmm> bum?
[03:13:24] <Jymmm> hooker?
[03:13:28] <Jymmm> pimp?
[03:13:36] <jdhNC> you must have more bus experience
[03:14:33] <L33TG33KG34R> anyone know of a servo that holds its position like a linear actuator when powered off?
[03:14:55] <jdhNC> put a brake on the shaft
[03:15:11] <L33TG33KG34R> well I meant like an RC servo
[03:15:21] <L33TG33KG34R> or in that relative size...
[03:16:01] <AC-130H> skunkworks: no
[03:16:07] <AC-130H> for a different application
[03:16:08] <jdhNC> they tend to stay where they are unless you force them to move
[03:19:10] <L33TG33KG34R> well yes thats why I need a "rotary actuator" (hope thats correct) so that I can use it like I would a firgelli actuator by using an H-bridge. this saves power and the position is held. this is for a UAV
[03:19:16] <L33TG33KG34R> for flaps and stuff.
[03:22:35] <jdhNC> those look like motor/lead-screw packages with feedback
[03:23:22] <jdhNC> you could drive an rc servo with an h-bridge and limit switches in series
[03:23:24] <L33TG33KG34R> they are.
[03:24:10] <Tom_itx> bus lets you combine several signals into one line, net is just one
[03:24:31] <jdhNC> oh, then you pick which one to connect to?
[03:25:01] <Tom_itx> like if you were routing a data or address buss where D0..7 or A0..16 were all going to several chips
[03:25:16] <jdhNC> gotcha
[03:25:17] <Tom_itx> yes
[03:25:22] <ds3> slightly OT question, is there some defacto standard for relays and solenoids that says 24v? 24v stuff seems very common
[03:25:30] <L33TG33KG34R> but the problem with rc servos is that when powered off and you push on the arm of the servo it will move
[03:25:33] <L33TG33KG34R> I don't want that
[03:25:35] <jdhNC> 24v is very common
[03:25:49] <Tom_itx> ok i didn't rearrange your parts, just straightened up the lines a bit
[03:26:00] <jdhNC> L33t: surely if you push hard enough on the firgelli, it will move also
[03:26:07] -!-
Valen [Valen!~Valen@ppp121-45-190-216.lns6.syd7.internode.on.net] has joined #emc
[03:26:38] <ds3> jdhNC: in what area?
[03:26:55] <ds3> I see 12V (automotive), 48V (telco) but 24V is new to me
[03:27:03] <jdhNC> industrial automation in .us anyway
[03:27:15] <ds3> ahhhhhhhhhhhhh
[03:27:27] <jdhNC> lots of stuff is rated for 10-30VDC
[03:27:27] <ds3> so it wasn't just an odd choice by the irrigation folks
[03:27:59] <L33TG33KG34R> i know it will but the force put on is low.
[03:28:35] <Tom_itx> jdhNC,
http://tom-itx.dyndns.org:81/~webpage/eagle/cell_check.png
[03:28:37] -!-
Doc [Doc!~scott@docbert.org] has joined #emc
[03:28:51] -!-
Doc [Doc!~scott@docbert.org] has parted #emc
[03:29:05] <jdhNC> much prettier.
[03:29:17] <Tom_itx> i'm tired or i'd have done alot more
[03:29:18] <jdhNC> I didn't know you could use grids in there
[03:29:33] <Tom_itx> i generally use .1" in the schematic
[03:29:58] <Tom_itx> makes it more 'readable'
[03:30:03] <jdhNC> cool
[03:30:19] <Tom_itx> you can also label the nets
[03:30:27] <Tom_itx> with the one just below the 'net' icon
[03:30:58] <Tom_itx> click on it, and click on a net
[03:31:30] <Tom_itx> i guess you did use that a couple places
[03:31:33] <jdhNC> where is the net icon? I just used f9?
[03:31:56] <Tom_itx> just under the net icon
[03:32:20] <Tom_itx> looks the same except it has 'ABC' over it
[03:32:38] <jdhNC> I don't think I have a net icon
[03:32:47] <Tom_itx> yes you do
[03:33:22] <Tom_itx> right next to the bus icon
[03:33:39] <jdhNC> oh, it's the one that says 'draw an electrical connection'
[03:33:50] <Tom_itx> yes
[03:34:13] <Tom_itx> and the one just below it adds a label to the line
[03:34:31] <jdhNC> yeah, alt-f9
[03:34:43] <jdhNC> I was trying to use the SparkFun tutorial
[03:35:55] <jdhNC> thanks for the help... later.
[03:36:00] <Tom_itx> np
[03:38:38] -!-
ries has quit [Quit: ries]
[03:42:11] <pcw_home> Yay! The 5I25 PCI core works so now we have a PCI parallel port replacement card with built in FPGA
[03:52:23] -!-
Valen has quit [Quit: Leaving.]
[04:00:42] -!-
dgarr [dgarr!~dgarrett@adsl-75-61-66-72.dsl.pltn13.sbcglobal.net] has joined #emc
[04:02:36] -!-
stormlight [stormlight!~jasonandt@c-71-202-13-101.hsd1.ca.comcast.net] has joined #emc
[04:12:21] -!-
krushia has quit [Read error: Operation timed out]
[04:15:07] -!-
kljsdfhklj has quit [Ping timeout: 246 seconds]
[04:20:36] -!-
kljsdfhklj [kljsdfhklj!~ln@187.55.5.126] has joined #emc
[04:28:20] -!-
krushia [krushia!~krushia@h69-131-92-179.cntcnh.dsl.dynamic.tds.net] has joined #emc
[04:42:28] -!-
L33TG33KG34R has quit [Read error: Connection reset by peer]
[04:55:19] -!-
pcw_home_ [pcw_home_!~chatzilla@ip-66-80-167-54.sjc.megapath.net] has joined #emc
[04:56:20] -!-
pcw_home has quit [Ping timeout: 240 seconds]
[04:56:31] pcw_home_ is now known as
pcw_home
[05:09:35] -!-
mhaberler [mhaberler!~mhaberler@extern-181.stiwoll.mah.priv.at] has joined #emc
[05:11:09] -!-
dgarr has quit [Ping timeout: 250 seconds]
[05:20:20] -!-
ewidance [ewidance!~ewidance@montpellier.civade.com] has joined #emc
[05:34:00] -!-
ewidance has quit [Quit: ewidance]
[06:00:16] -!-
cradek has quit [Read error: Connection reset by peer]
[06:00:20] -!-
cradek [cradek!~chris@outpost.timeguy.com] has joined #emc
[06:21:24] -!-
factor has quit [Read error: Connection reset by peer]
[06:23:25] -!-
factor [factor!~factor@74.197.205.204] has joined #emc
[06:28:25] -!-
FinboySlick has quit [Quit: Leaving.]
[06:39:32] -!-
the_wench [the_wench!~the_wench@host81-149-189-98.in-addr.btopenworld.com] has joined #emc
[07:29:56] -!-
El_Matarife [El_Matarife!~El_Matari@adsl-68-88-194-246.dsl.rcsntx.swbell.net] has joined #emc
[07:30:24] -!-
awallin_ [awallin_!~quassel@2001:708:110:1020:224:7eff:feda:7c7d] has joined #emc
[07:31:20] -!-
Jymmm has quit [Ping timeout: 240 seconds]
[07:37:17] -!-
Jymmm [Jymmm!~jymmm@unaffiliated/jymmm] has joined #emc
[07:57:58] -!-
nullie [nullie!~nullie@dhcp249-232.yandex.net] has joined #emc
[08:09:23] -!-
Tom_itx has quit [Ping timeout: 276 seconds]
[08:09:45] -!-
Tom_shop [Tom_shop!~Tl@unaffiliated/toml/x-013812] has joined #emc
[08:13:51] -!-
robh__ [robh__!~robert@5ace7020.bb.sky.com] has joined #emc
[08:22:05] -!-
Cblack [Cblack!~Cblack@S010600179a7a7301.va.shawcable.net] has joined #emc
[08:32:54] -!-
Valen [Valen!~Valen@ppp121-45-190-216.lns6.syd7.internode.on.net] has joined #emc
[08:52:00] -!-
vladimirek [vladimirek!~vladimire@adsl-dyn40.78-98-26.t-com.sk] has joined #emc
[08:54:58] -!-
awallin_ has quit [Remote host closed the connection]
[08:56:33] Tom_shop is now known as
Tom_itx
[08:57:37] -!-
scanf [scanf!~scanf@unaffiliated/scanf] has joined #emc
[09:04:06] -!-
kljsdfhklj has quit [Ping timeout: 255 seconds]
[09:09:16] -!-
kljsdfhklj [kljsdfhklj!~ln@187.52.145.245] has joined #emc
[09:11:20] -!-
vladimirek has quit [Ping timeout: 240 seconds]
[09:21:39] -!-
kljsdfhklj has quit [Ping timeout: 255 seconds]
[09:26:18] -!-
vladimirek [vladimirek!~vladimire@adsl-dyn40.78-98-26.t-com.sk] has joined #emc
[09:27:12] -!-
kljsdfhklj [kljsdfhklj!~ln@187.5.151.30] has joined #emc
[09:37:51] -!-
kljsdfhklj has quit [Ping timeout: 255 seconds]
[09:43:03] -!-
kljsdfhklj [kljsdfhklj!~ln@189-30-66-234.fnsce704.dsl.brasiltelecom.net.br] has joined #emc
[09:56:22] -!-
acemi [acemi!~acemi@unaffiliated/acemi] has joined #emc
[09:57:39] -!-
kljsdfhklj has quit [Ping timeout: 255 seconds]
[10:02:44] -!-
kljsdfhklj [kljsdfhklj!~ln@189.75.34.64] has joined #emc
[10:20:09] -!-
e-jones [e-jones!~jkastner@ip-84-242-102-36.net.upcbroadband.cz] has joined #emc
[10:59:54] -!-
awallin_ [awallin_!~quassel@2001:708:110:1020:224:7eff:feda:7c7d] has joined #emc
[11:00:31] -!-
kljsdfhklj has quit [Quit: kljsdfhklj]
[11:03:20] -!-
vladimirek has quit [Remote host closed the connection]
[11:37:03] -!-
ewidance [ewidance!~ewidance@LPuteaux-156-15-52-242.w82-127.abo.wanadoo.fr] has joined #emc
[11:41:52] -!-
ewidance [ewidance!~ewidance@LPuteaux-156-15-52-242.w82-127.abo.wanadoo.fr] has parted #emc
[11:53:09] -!-
kljsdfhklj [kljsdfhklj!~ln@189.4.125.136] has joined #emc
[12:00:59] -!-
skunkworks_ has quit [Ping timeout: 276 seconds]
[12:13:27] -!-
ewidance [ewidance!~ewidance@LPuteaux-156-15-52-242.w82-127.abo.wanadoo.fr] has joined #emc
[12:25:57] -!-
ewidance [ewidance!~ewidance@LPuteaux-156-15-52-242.w82-127.abo.wanadoo.fr] has parted #emc
[12:28:34] -!-
dgarr [dgarr!~dgarrett@adsl-75-61-66-72.dsl.pltn13.sbcglobal.net] has joined #emc
[12:49:25] <awallin_> this is on hackaday:
http://fadedbits.com/2011/02/touchprobe/
[12:54:37] <jdhNC> that's some probe
[12:59:10] <JT-Shop> that is a nice one and well made
[12:59:22] <TekniQue> aye
[13:06:47] -!-
skunkworks_ [skunkworks_!447329d2@gateway/web/freenode/ip.68.115.41.210] has joined #emc
[13:11:55] <cradek> looks nice
[13:12:43] <cradek> I'm still surprised when I'm reading along and encounter my name
[13:12:58] -!-
FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #emc
[13:13:12] <skunkworks_> logger[mah]:
[13:13:12] <logger[mah]> skunkworks_: Log stored at
http://emc.mah.priv.at/irc/%23emc/2011-06-09.html
[13:13:29] -!-
lilalinux has quit [Quit: deswahnsinns.de]
[13:17:09] -!-
JT-Work [JT-Work!~chatzilla@216.41.154.151] has joined #emc
[13:21:33] -!-
n2diy [n2diy!~darryl@24.115.148.71.res-cmts.tv13.ptd.net] has joined #emc
[13:22:24] -!-
acemi has quit [Ping timeout: 255 seconds]
[13:22:41] -!-
MarkusBec has quit [Ping timeout: 276 seconds]
[13:23:27] -!-
lilalinux [lilalinux!~nas@ip-81-210-228-18.unitymediagroup.de] has joined #emc
[13:24:44] -!-
acemi [acemi!~acemi@unaffiliated/acemi] has joined #emc
[13:25:45] -!-
pcw_home has quit [Quit: ChatZilla 0.9.87 [Firefox 4.0.1/20110413222027]]
[13:28:42] -!-
krushia has quit [Ping timeout: 255 seconds]
[13:29:54] -!-
lilalinux_mbp [lilalinux_mbp!znc@80.69.39.131] has joined #emc
[13:31:54] -!-
MarkusBec [MarkusBec!znc@80.69.39.131] has joined #emc
[13:38:11] -!-
mhaberler has quit [Quit: mhaberler]
[13:38:18] -!-
lilalinux has quit [Quit: Leaving]
[13:38:18] lilalinux_mbp is now known as
lilalinux
[13:40:19] -!-
mhaberler [mhaberler!~mhaberler@extern-181.stiwoll.mah.priv.at] has joined #emc
[13:43:11] -!-
krushia [krushia!~krushia@h69-131-92-179.cntcnh.dsl.dynamic.tds.net] has joined #emc
[13:58:50] -!-
n2diy has quit [Quit: Ex-Chat]
[14:07:12] -!-
n2diy [n2diy!~darryl@24.115.148.71.res-cmts.tv13.ptd.net] has joined #emc
[14:10:13] -!-
Loetmichel has quit [Read error: Connection reset by peer]
[14:12:08] -!-
ries [ries!~ries@200.125.129.54] has joined #emc
[14:17:01] -!-
Loetmichel [Loetmichel!Cylly@p54B1568D.dip.t-dialin.net] has joined #emc
[14:19:18] -!-
Loetmichel has quit [Read error: Connection reset by peer]
[14:21:12] -!-
Loetmichel [Loetmichel!Cylly@p54B1568D.dip.t-dialin.net] has joined #emc
[14:22:02] -!-
Loetmichel has quit [Read error: Connection reset by peer]
[14:25:45] -!-
CapnKernel1 [CapnKernel1!~mjd@ppp59-167-188-93.static.internode.on.net] has joined #emc
[14:26:52] <CapnKernel1> Hello. I just got one of the common 3-axis TB6560A stepper motor driver boards. During testing, is it safe to just connect up one stepper and leave the other two disconnected during testing?
[14:27:45] <cradek> I would not connect or disconnect anything with power on, but yes in general it's fine to run a stepper driver without a motor attached
[14:28:46] <CapnKernel1> cradek: thanks
[14:29:22] <CapnKernel1> I have a hand controller for it. If I press axis movement buttons, and there's no stepper attached to that axis, is that harmful?
[14:29:53] <cradek> nah.
[14:29:55] -!-
Loetmichel [Loetmichel!Cylly@p54B1568D.dip.t-dialin.net] has joined #emc
[14:30:21] <CapnKernel1> yay. I'll give it a spin :-)
[14:30:35] <CapnKernel1> disclaimer: not going to use emc... :-)
[14:30:42] <CapnKernel1> will use grbl instead
[14:30:57] <cradek> disclaimer: I have no idea what grbl is
[14:31:30] <cradek> is it pronounced like gerbil?
[14:32:11] -!-
Loetmichel has quit [Read error: Connection reset by peer]
[14:32:25] <CapnKernel1> I think so, but I must admit I don't know whether gerbil has a hard "g" like "gerber" or a soft "g" like g-code.
[14:33:47] -!-
mhaberler has quit [Quit: mhaberler]
[14:34:17] <CapnKernel1> cradek: Do you know what an Arduino is?
[14:36:48] <cradek> no, since I've been living under this rock for a decade
[14:37:29] <CapnKernel1> ... checking for smiley ... none detected. forced to take you seriously....
[14:37:54] <CapnKernel1> http://arduino.cc/
[14:38:06] <cradek> ok, I asked google what grbl is
[14:38:21] <CapnKernel1> http://dank.bengler.no/-/page/show/5470_grbl
[14:39:01] <CapnKernel1> It's g-code-to-stepper-motor software that runs on an Arduino.
[14:39:01] <cradek> gotcha
[14:39:09] <CapnKernel1> So you can drive stepper motors without a dedicated CP
[14:39:10] <CapnKernel1> PC
[14:39:18] <CapnKernel1> no need for real-time, etc
[14:39:46] <CapnKernel1> I'm not knocking EMC, it's fine software. grbl is just another way of solving the same problem
[14:39:52] <CapnKernel1> with different pros and cons
[14:40:55] -!-
Loetmichel [Loetmichel!Cylly@p54B1568D.dip.t-dialin.net] has joined #emc
[14:43:17] -!-
Loetmichel has quit [Read error: Connection reset by peer]
[14:49:16] -!-
Loetmichel [Loetmichel!Cylly@p54B1568D.dip.t-dialin.net] has joined #emc
[14:49:47] -!-
Loetmichel has quit [Read error: Connection reset by peer]
[14:49:51] -!-
awallin_ has quit [Remote host closed the connection]
[14:51:31] -!-
mhaberler [mhaberler!~mhaberler@extern-181.stiwoll.mah.priv.at] has joined #emc
[14:57:26] -!-
Loetmichel [Loetmichel!Cylly@p54B1568D.dip.t-dialin.net] has joined #emc
[14:59:29] -!-
Loetmichel has quit [Read error: Connection reset by peer]
[15:04:24] -!-
El_Matarife has quit [Quit: Nettalk6 - www.ntalk.de]
[15:05:40] -!-
Loetmichel [Loetmichel!Cylly@p54B1568D.dip.t-dialin.net] has joined #emc
[15:06:27] -!-
DaViruz has quit [Ping timeout: 246 seconds]
[15:10:21] -!-
kljsdfhklj has quit [Quit: kljsdfhklj]
[15:10:22] -!-
Loetmichel has quit [Read error: Connection reset by peer]
[15:13:16] -!-
Loetmichel [Loetmichel!Cylly@p54B1568D.dip.t-dialin.net] has joined #emc
[15:16:11] <CapnKernel1> I have a question about the limit switches on my TB6560A 3-axis stepper driver board. It says there are four inputs for limit switches and estop, on a 5-pin SIL connector. Any ideas on the pinout of that connector?
[15:16:58] <CapnKernel1> erw
[15:17:48] <cradek> there is no standard; you'll have to find documentation about your driver board specifically.
[15:18:58] <JT-Work> lol
[15:19:00] -!-
DaViruz [DaViruz!~daviruz@c-a0abe455.26-0042-74657210.cust.bredbandsbolaget.se] has joined #emc
[15:21:31] <archivist_emc> or reverse engineer
[15:24:32] <CapnKernel1> cheers
[15:24:32] -!-
Loetmichel has quit [Read error: Connection reset by peer]
[15:24:42] <CapnKernel1> don't even know if they are NC or NO...
[15:25:01] <cradek> that's more of a software configuration issue
[15:25:19] <cradek> the board's job is to get the switch signals to the software, probably nothing else
[15:25:32] <CapnKernel1> I see.
[15:25:45] <CapnKernel1> I bought a cheap hand controller:
http://www.goodluckbuy.com/new-cnc-control-handle-for-4-axis-stepper-drive-board.html
[15:26:12] <CapnKernel1> Unfortunately I think I should have got the three axis one, as I don't seem to be getting any joy.
[15:26:32] <CapnKernel1> I would expect to hear the spindle relay click when I press the spindle start stop buttons
[15:27:28] <mhaberler> skunkworks: yes, I'm logging emc,emc-devel,cam and heekscad - unfortunately the psha search engine setup is beyond my telepathic abilities ;-)
[15:27:45] <cradek> hard to say what that handle thing is supposed to do
[15:28:18] <cradek> seems like it might drive the motors directly while your real cnc software doesn't know about it
[15:28:23] <CapnKernel1> I believe it has a micro inside it which generates step/dir pulses for each axis, according to what buttons are pressed.
[15:28:34] <cradek> (... which is an extremely stupid setup)
[15:28:49] <CapnKernel1> I'm just using it to test things out. I'll ditch it once I know the motors etc are working
[15:29:09] <CapnKernel1> I'm not a fan of the big bang approach, I like starting as simply as I can and working up from there.
[15:30:14] -!-
dgarr has quit [Quit: Leaving.]
[15:30:35] -!-
Loetmichel [Loetmichel!Cylly@p54B1568D.dip.t-dialin.net] has joined #emc
[15:32:52] -!-
Loetmichel has quit [Read error: Connection reset by peer]
[15:35:16] <Connor> jdhNC: Got a Call this morning. Mill due to me delivered tomorrow.
[15:35:51] <archivist_emc> now you have to tidy some space!
[15:36:01] <Connor> I've had time.
[15:36:24] <Connor> Space is good to go. moved my Radial Arm saw out.. Just need to sweep and vacuum. I do need to clean my workbench..
[15:36:45] <archivist_emc> but I understand how space heals up :)
[15:36:46] -!-
syyl [syyl!~syyl@p4FD1271D.dip.t-dialin.net] has joined #emc
[15:37:01] <Connor> Made a nice MDF box to hold my vacuum and put my benchtop drill on.. Have enough room to add in a drawer which I think I'll do.
[15:37:33] <Connor> need to vent the box outside so the vacuum can run without overheating... and get me a Dust Deputy for it.
[15:38:46] -!-
Loetmichel [Loetmichel!Cylly@p54B1568D.dip.t-dialin.net] has joined #emc
[15:40:57] -!-
Loetmichel has quit [Read error: Connection reset by peer]
[15:42:00] <JT-Work> I do but you didn't ask me :)
[15:44:22] -!-
JT-Work has quit [Quit: ChatZilla 0.9.87 [Firefox 4.0.1/20110413222027]]
[15:46:57] -!-
Loetmichel [Loetmichel!Cylly@p54B1568D.dip.t-dialin.net] has joined #emc
[15:49:11] -!-
Loetmichel has quit [Read error: Connection reset by peer]
[15:56:39] -!-
Loetmichel [Loetmichel!Cylly@p54B1568D.dip.t-dialin.net] has joined #emc
[15:59:04] -!-
Loetmichel has quit [Read error: Connection reset by peer]
[16:00:06] <cpresser> did anyone here try to run an extuder (lie reprap oder makerbot) with emc?
[16:01:18] <skunkworks_> the only one I know of that is on here is awallin. I have seen others do it though.
[16:01:52] <cpresser> !seen awallin
[16:01:53] <the_wench> last seen in #heekscad 2011-06-08 18:14:11GMT 22:41:21 ago, saying joined chan
[16:03:02] <awallin> http://www.youtube.com/watch?v=ywo6jNaZqTw
[16:03:11] <awallin> don't say "nice gears" :)
[16:04:02] <cpresser> are you using skeinforge to generate the gcode?
[16:04:51] -!-
Loetmichel [Loetmichel!Cylly@p54B1568D.dip.t-dialin.net] has joined #emc
[16:04:59] <cpresser> i am wondering how to integrate all those M10X-Commands. my extruder is hooked up to hal. i can control speed and temperature via pyvcp-elements so far
[16:05:07] <awallin> we used repstrapper (?) first and then skeinforge. lots of settings to tweak. I think it comes out as an "E-axis" which we then run through a simple python script that replaces E with A (since the extruder is configured in emc2 as the A-axis)
[16:05:48] <cpresser> how do you home your A-Axis?
[16:07:00] -!-
Loetmichel has quit [Read error: Connection reset by peer]
[16:07:19] <TekniQue> awallin: ok, what's with the huge gears on your extruder?
[16:07:23] <cpresser> emc refuses to run MDI-commands with an axis unhomed. but my extruder has no home-pposition
[16:07:28] <awallin> you should obviously not run it backward until 0 between jobs. I think we used g92a0
[16:08:05] <awallin> homing can be done by pressing a button in AXIS
[16:08:20] <awallin> the extruder design was taken from some reprap website/wiki
[16:08:38] <cpresser> sure, but you need a home-switch and home-position
[16:08:45] <awallin> http://reprap.org/wiki/Wade%27s_Geared_Extruder
[16:09:09] <awallin> if there is no home-switch/position then it's just the AXIS button
[16:10:28] * cpresser needs to read more documentaion
[16:10:41] <skunkworks_> http://linuxcnc.org/docs/2.4/html/config_ini_homing.html
[16:11:49] <cpresser> i already had SEARCH_VEL=0, but axis did complain that MDI-Commands can not be run until all axis are homed.
[16:12:30] <awallin> the AXIS home-button(s) might be hidden if actual home-pins are connected in HAL?
[16:12:40] <cpresser> ill redo the axis configuration..
[16:13:16] <cpresser> awallin: how do you controll the extuder temperature?
[16:13:56] -!-
Loetmichel [Loetmichel!Cylly@p54B1568D.dip.t-dialin.net] has joined #emc
[16:14:34] <cpresser> i was thinking of using M68 (analog-output) instead of M10X-commands. that way i dont need external (non-hal) configuration
[16:14:34] -!-
Loetmichel has quit [Read error: Connection reset by peer]
[16:15:29] <awallin> http://www.anderswallin.net/2010/11/temperature-pid-control/ and
http://www.anderswallin.net/2010/11/temperature-control-circuits/
[16:15:45] <jthornton> cpresser: you can turn off force homing in the ini file
[16:15:49] <awallin> it ain't pretty, but it uses one parport input pin and one output pin, and it works
[16:16:56] <cpresser> awallin: funny, my design is almost identical. i also used pwm-in and output :)
[16:17:55] <awallin> nice :) our input isn't pwm, it's a variable frequency... basically the first 555-circuit we found :)
[16:19:11] <cpresser> mine is more complicated.. I generate a triangle-wave and compare it with the temperature to generate a pwm.
[16:19:32] <cpresser> i might copy your design for my next controller ;)
[16:21:00] <awallin> I don't think the temp-control needs much accuracy anyway. A heated bed is something to think about also.
[16:21:48] <awallin> the reprap kits seem to have closed boxes/enclosures. that might help also when printing layers high up from the bed if the whole inside of the enclosure is at +40C or +60C or something
[16:22:06] -!-
Loetmichel [Loetmichel!Cylly@p54B1568D.dip.t-dialin.net] has joined #emc
[16:22:45] -!-
willburrrr2003 [willburrrr2003!~IceChat7@seadsl-d-207-244-147-16.dsl.w-link.net] has joined #emc
[16:22:45] -!-
Loetmichel has quit [Read error: Connection reset by peer]
[16:22:48] <ds3> awallin: you are doing a EMC2 controlled 3D printer?
[16:22:55] <cpresser> i was thinking of using a hot plate (induction) as heated bed.
[16:23:05] <cpresser> but first i have to get the software put together
[16:23:31] <awallin> ds3: we had an old router table, and made an extruder for that. test-ran it a few months ago but haven't had time to play with it much since
[16:23:48] <ds3> awallin: which extruder?
[16:24:48] <awallin> http://reprap.org/wiki/Wade%27s_Geared_Extruder
[16:25:15] -!-
tom3p [tom3p!~tomp@74-93-88-241-Illinois.hfc.comcastbusiness.net] has joined #emc
[16:25:16] <awallin> http://www.youtube.com/watch?v=Xkol9F-o02A (beware of the music :)
[16:25:41] <ds3> I know that design
[16:25:52] <ds3> what did you do for the gear? laser? cnc? someone else printed? kit?
[16:26:00] -!-
Athlocatle [Athlocatle!~vip0@cc27x197.sels.ru] has joined #emc
[16:26:17] <skunkworks_> this one is pretty cool also..
http://www.youtube.com/watch?v=EKjKfyxD79E
[16:26:18] <awallin> it was cnc'ed
[16:26:25] <skunkworks_> read the description
[16:26:59] <awallin> yeah :) someone was in here talking arduino earlier today...
[16:28:33] <ds3> what material did it you? (I am pursuing a similar path)
[16:29:15] <awallin> the gears are in aluminium, the extruder body is perspex ('plexiglass')
[16:29:43] <ds3> Hmmm CNC'ed aluminum gear...Hmmmm seems like quite a bit of work
[16:30:16] -!-
Loetmichel [Loetmichel!Cylly@p54B1568D.dip.t-dialin.net] has joined #emc
[16:30:19] <cpresser> i build mine with parts bought from makerbot.
[16:30:46] -!-
Loetmichel has quit [Read error: Connection reset by peer]
[16:31:04] <cpresser> i got the stepper and "hot end" parts from them and build the supporting frame myself
[16:31:10] <ds3> I am trying to use what I have so makerbot parts won't work as-is
[16:31:24] <ds3> makerbot steppers are $$$ compared to surplus stuff
[16:31:39] <awallin> yes we bought the brass extruding head, the ptfe holder, heating wire, and thermistor online from a webstore also
[16:36:19] <ds3> wonder if the gears will work in plexiglass
[16:38:12] -!-
pcw_home [pcw_home!~chatzilla@ip-66-80-167-54.sjc.megapath.net] has joined #emc
[16:38:53] -!-
Loetmichel [Loetmichel!~cylly@p54B1568D.dip.t-dialin.net] has joined #emc
[16:42:27] <willburrrr2003> After I re-installed my Ubuntu and upgraded my emc to 2.4.6 , I pasted my config folder back into it's emc folder. When I try to generate code from my NGCGUI it fails unable to write the auto.ngc file. Tells me the directory doesn't exist. Do I have to add the directory to a path file somewhere for it to be known by the system?
[16:43:19] -!-
kljsdfhklj [kljsdfhklj!~ln@189.4.125.136] has joined #emc
[16:43:25] -!-
mhaberler has quit [Quit: mhaberler]
[16:44:24] -!-
CapnKernel1 has quit [Ping timeout: 260 seconds]
[16:44:36] <JT-Shop> did you put the ngcgui files in the same directory as your ini file?
[16:45:01] <willburrrr2003> yes
[16:45:37] <JT-Shop> does it say what directory doesn't exist?
[16:48:13] <willburrrr2003> yes, the "my lathe" folder that I pasted in place in the emc2 folder
[16:48:38] <JT-Shop> I think the space is the problem
[16:48:52] <JT-Shop> try my_lathe
[16:48:58] <JT-Shop> as a folder name
[16:49:25] * JT-Shop heads to the other shop
[16:51:06] -!-
nullie has quit [Quit: Ex-Chat]
[16:52:07] <tom3p> re owords and indirection: is this normal? #1000 and ##1000 work fine, also #<namedvar> works, but ##<namedvar> does not
[16:52:07] -!-
Loetmichel has quit [Read error: Connection reset by peer]
[16:52:18] <tom3p> if its of any use, this seems related (print, ##1000) also fails
[16:53:54] -!-
chester88 has quit [Ping timeout: 255 seconds]
[16:57:00] -!-
IchGuckLive [IchGuckLive!~chatzilla@95-89-104-26-dynip.superkabel.de] has joined #emc
[16:57:49] <IchGuckLive> Hi all over the World
[16:58:10] <IchGuckLive> Hot Day today in most USA parts says the news Here in Germany
[16:59:52] <skunkworks_> cooled off here. 57F
[16:59:53] <awallin> +31C or something was record over here, hottest day so far
[17:00:09] -!-
Loetmichel [Loetmichel!Cylly@p54B1568D.dip.t-dialin.net] has joined #emc
[17:00:50] <IchGuckLive> Nabend Loetmichel heute den halben tag gelötet hier
[17:07:03] <Connor> IchGuckLive: Been hot for the past 10 days.. above 90+F. It's been around 98 for the past two days..
[17:07:15] <Connor> humidity is high too, so it feels hotter.
[17:08:11] <pcw_home> Still cool in California (presently ~15C) been a cool wet spring here
[17:11:40] -!-
Loetmichel has quit [Read error: Connection reset by peer]
[17:13:58] -!-
isssy [isssy!~isssy@78-83-51-185.spectrumnet.bg] has joined #emc
[17:17:28] -!-
Loetmichel [Loetmichel!Cylly@p54B1568D.dip.t-dialin.net] has joined #emc
[17:25:45] -!-
Loetmichel has quit [Read error: Connection reset by peer]
[17:31:58] <willburrrr2003> JT-Shop, will try that when I get home thx :D sorry took so long to respond just had a very large cnc surface grinder show up at out shop for modifications and had to get it unloaded, so now we have a horzontal saw (large) , clausing manual lathe( med size), and the surface grinder all in shop for modifications to the controls so we can UL the panels so Boeing will accept them :)
[17:34:57] -!-
Loetmichel [Loetmichel!Cylly@p54B1568D.dip.t-dialin.net] has joined #emc
[17:35:50] -!-
cevad has quit [Quit: Leaving]
[17:37:11] -!-
Loetmichel has quit [Read error: Connection reset by peer]
[17:41:49] -!-
awallin has quit [Read error: Operation timed out]
[17:43:58] -!-
Loetmichel [Loetmichel!Cylly@p54B1568D.dip.t-dialin.net] has joined #emc
[17:44:08] <tom3p> older emc allows named oword subs in same file , 2.6.0~pre insisnts they are external file. workaround = number the subs and add comments
[17:44:18] <tom3p> how much older i dunno, another box, another building
[17:46:03] -!-
Loetmichel has quit [Read error: Connection reset by peer]
[17:47:16] -!-
cevad [cevad!~davec@host-174-45-229-40.bln-mt.client.bresnan.net] has joined #emc
[17:49:18] -!-
Loetmichel [Loetmichel!Cylly@p54B145CA.dip.t-dialin.net] has joined #emc
[17:49:54] <tom3p> xmpl code iterates thru pose structures in #1000 thru #1999.
[17:50:00] <tom3p> its use is to iterate thru hundreds of poses with emc2
[17:50:01] <tom3p> you'd need to edit yourconfig.var to use it
http://pastebin.com/index/w28cLJS0
[17:52:51] <tom3p> an example .var file
http://pastebin.com/GHgkQS2c with structs in it
[17:54:16] <tom3p> i (hope to ) use it to pose turbines to drill holes with Z spindle... pose/drill/pose/drill......
[17:55:14] -!-
nullie [nullie!~nullie@nullie.telenet.ru] has joined #emc
[17:56:04] -!-
n2diy has quit [Quit: Ex-Chat]
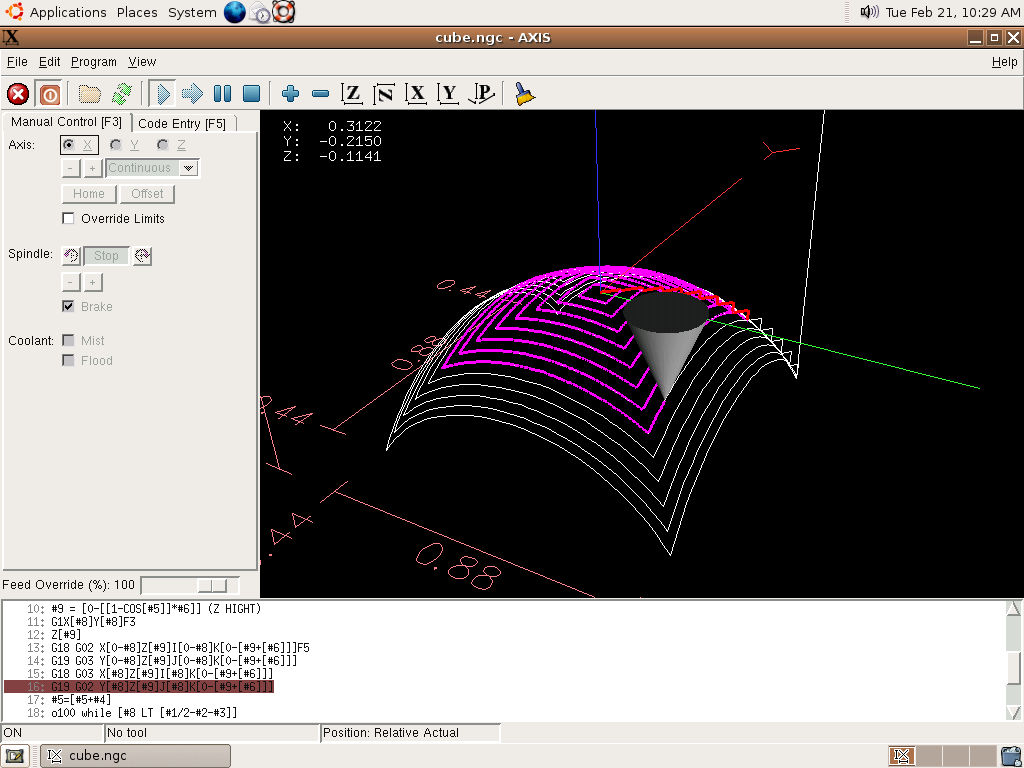
[17:59:05] <IchGuckLive> is there a parametric example for a HalfBall like shape ?
[18:00:02] <IchGuckLive> hemisphere
[18:01:43] <skunkworks_> IchGuckLive: like?
http://www.electronicsam.com/images/KandT/axisubuntu.png
[18:02:11] <skunkworks_> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Oword#Sample_1_One_side_of_a_ball_in_cage
[18:03:02] -!-
awallin [awallin!~quassel@cs27057046.pp.htv.fi] has joined #emc
[18:05:41] <IchGuckLive> skunkworks_: thanks
[18:06:04] <skunkworks_> probably not exactly what you want..
[18:06:41] <IchGuckLive> i will try to educate a G17 from outside full depth to the middle hight with circles
[18:06:50] <IchGuckLive> this can be calculated
[18:07:58] <tom3p> yes, you expected the hemisphere to be build of circles parallel to the working plane, the half ball example is cool but unexpected
[18:08:41] <skunkworks_> it was to create one of these...
http://www.electronicsam.com/images/woodcube.jpg
[18:08:46] <skunkworks_> never did finish one..
[18:09:23] <willburrrr2003> ahhhh nice, it's a machinist's puzzle :)
[18:09:34] <tom3p> did they break? we used to edm similar, was a good test of repeatability of the fixture used to hold the part
[18:09:35] <willburrrr2003> I have seen a few different ones
[18:09:57] <skunkworks_> nope - just lost interest.. ;)
[18:10:09] <IchGuckLive> i make somthing near this with my students
[18:10:19] <IchGuckLive> one moment trying to make a picture
[18:10:44] <willburrrr2003> IchGuckLive: do you teach machining?
[18:11:05] <skunkworks_> this guy did finish one on his fanuc control
http://www.cnczone.com/forums/parametric_programing/100264-ball_cage_example.html
[18:12:35] <IchGuckLive> willburrrr2003: yes
[18:13:19] <willburrrr2003> way cool :) could you recommend for me a good text for learning how to program a cnc lathe?
[18:14:45] <IchGuckLive> there is a TX8 on the net this is real good
[18:16:01] <IchGuckLive> http://www.pictureupload.de/originals/pictures/090611201549_ms_wu.jpg
[18:16:13] <IchGuckLive> this is a workpice
[18:16:28] <IchGuckLive> it wiill fale if the student is not pacient to wait
[18:16:42] -!-
pingufan [pingufan!~rainer@goliath.hantsch.co.at] has joined #emc
[18:17:28] <willburrrr2003> what a cool project :) he little bike is a nice touch ;)
[18:17:29] <IchGuckLive> the biyicle is 1mm metall
[18:17:33] <tom3p> that looks to be edm'd and the bicicleta looks like an example from the INAV edm control
[18:17:49] <tom3p> at least they use the same pgm
[18:18:07] <IchGuckLive> the cube is milld
[18:18:23] <IchGuckLive> it is old about 35Years
[18:18:59] <IchGuckLive> brass
[18:20:25] <IchGuckLive> ok need to leave by for today
[18:20:29] -!-
IchGuckLive has quit [Quit: ChatZilla 0.9.86 [Firefox 3.6.3/20100423140709]]
[18:20:47] <tom3p> http://www.inavcnc.com/edm.php you'll find the same bicycle in the demo, so you can have the code, the slots between frame and wheel are pretty small for a mill cutter
[18:21:00] <tom3p> bye
[18:28:46] <pingufan> Hello! Meanwhile I am very, very happy with EMC2 and my mill. I use the version with Ubuntu 8, as Ubuntu 10 does not work on this little computer - knows the hell, why...
[18:28:59] <pingufan> But I have a few little issues:
[18:30:42] <pingufan> 1. The mainboard uses OnBoard graphics (Via Epia M with Via C3 1000 MHz CPU). Right of the coordinates of the machine (in AXIS) I see a scrambled area yellow and black stripes. Below it works, but a 8mm wide vertical area is always black in the AXIS display.
[18:31:28] <pingufan> 2. I have some questions on G-Code (I code really manually) I will ask later.
[18:31:36] <pingufan> Can somebody, please, help?
[18:32:56] <cradek> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?TroubleShooting#Installing_Software_based_OpenGL
[18:32:57] <cpresser> pingufan: are you using the vesa-driver?
[18:33:18] <pingufan> Yes, I think so.
[18:33:37] <cpresser> using vesa (without any special drivers) and mesa for opengl should(TM) not give any problems
[18:33:56] -!-
n2diy [n2diy!~darryl@24.115.148.71.res-cmts.tv13.ptd.net] has joined #emc
[18:34:10] <cradek> agree
[18:34:13] <pingufan> I can take a picture and show you how it looks like.
[18:34:31] <cpresser> also disabling any framebuffer-stuff my help
[18:34:34] <pingufan> Want to see it?
[18:34:42] -!-
isssy has quit [Quit: Visitor from www.linuxcnc.org]
[18:35:45] <pingufan> Where can I upload a picture to? (Never did that before)
[18:35:52] <cpresser> imageshack
[18:36:22] <cpresser> also check the Xorg logfile for any suspicious messages
[18:37:10] <pingufan> Booting the PC - Needs a while.
[18:38:05] -!-
syyl_ [syyl_!~sg@p4FD1271D.dip.t-dialin.net] has joined #emc
[18:38:07] <pingufan> Btw., this mainboard (EPIA M 10000) seems to prefer old way APM. Does Ubuntu support that?
[18:39:29] -!-
vladimirek [vladimirek!~vladimire@bband-dyn79.178-41-183.t-com.sk] has joined #emc
[18:39:48] -!-
skunkworks_ has quit [Ping timeout: 252 seconds]
[18:40:40] <cpresser> this can be tuned via kernel-commandline
[18:40:51] <pingufan> I noticed right now the following: When I start EMC, it runs in a window. Here is everything fine. When I maximize the window, the display is garbled in described locations
[18:40:53] <cpresser> but i cant remember any details. you have to read the docs
[18:41:03] <pingufan> Uploading pictures right now.
[18:41:15] -!-
skunkworks_ [skunkworks_!447329d2@gateway/web/freenode/ip.68.115.41.210] has joined #emc
[18:44:16] <pingufan> Here everything is fine:
http://imageshack.us/photo/my-images/217/20110609203913.jpg/
[18:45:04] -!-
willburrrr2003 has quit [Quit: Not that there is anything wrong with that]
[18:45:08] <pingufan> So it looks like when I maximize it:
http://imageshack.us/photo/my-images/98/20110609203933.jpg/
[18:46:09] <pingufan> Notice the black bar through the "M" of EMC2 and the distorted area in top of AXIS display.
[18:46:30] <pingufan> Everything else displays perfectly.
[18:47:11] <cpresser> my first guess would be that your memory is faulty
[18:48:05] <pingufan> And the whole system works stable then? I also have amarok playing musik while I mill, etc.
[18:48:20] -!-
Connor has quit [Ping timeout: 276 seconds]
[18:48:59] <pingufan> When the window of EMC is not maximized, it displays correctly!
[18:49:14] -!-
ewidance [ewidance!~ewidance@montpellier.civade.com] has joined #emc
[18:49:18] -!-
vladimirek has quit [Remote host closed the connection]
[18:49:50] <cpresser> even when manualley resized?
[18:51:36] -!-
factor has quit [Read error: Connection reset by peer]
[18:52:22] <pingufan> yes.
[18:53:00] <cpresser> so, you can scale the window to 'almost fullscreen' and eveything is fine, but not if you actually hit the maximize-button?
[18:53:52] <cpresser> if yes, there is your workaround :D
[18:54:51] <pingufan> I tried that now more precisely. When I slightl increase the window size, the black bar appears. When I increase its size a bit more, the upper area gets distorted in addition.
[18:55:12] <cradek> that does kind of feel like a hardware problem
[18:55:27] <cradek> either way switching to swx11 is a good thing to try
[18:56:26] <cpresser> try running another GL-application and see if you got a similar behaviour
[18:56:57] <rooks> is there some GPL like licence for real life manufacturing?
[18:57:26] -!-
factor [factor!~factor@74.197.205.204] has joined #emc
[18:57:35] <cpresser> rooks: CreativeCommons?
[18:57:38] <pingufan> My thoughts: When I use VESA, the whole screen is mapped in RAM. Right? So when the whole desktop is fine, but the distortions move(!) with the window (when I move the EMC window across the screen), so how can this be a hardware issue?
[18:57:48] <rooks> like i would like to release some product under it, sell instances of product but whole product line would be GPL-ish
[18:58:32] <rooks> so others could recreate it, modify it, but when put into production they would have to provide info on how to recreate that production line
[18:58:41] <cpresser> pingufan: you are refering to the framebuffer, but opengl in software might be 'rendered' into another postion in your ram
[18:58:46] <rooks> cpresser, i dunno, i think its more art oriented
[18:58:57] <pingufan> The problem only appears inside the AXIS window.
[18:59:19] <cpresser> rooks: i have all my electronic-designs licenced as CC-BY-NC-SA
[18:59:36] <rooks> oh, cool
[18:59:38] <cpresser> everyone can also build it for free, but not sell.
[18:59:39] <pingufan> Btw., how can I get EMC start in FullScreen mode?
[18:59:49] <rooks> fair enough
[19:00:10] -!-
Connor [Connor!~Connor@75.76.30.113] has joined #emc
[19:00:20] <cpresser> i think the licence can also be used for mechanical designgs
[19:00:22] <cpresser> ~designs
[19:00:59] <rooks> hmm
[19:01:09] <rooks> could be, thanks for pointing to it
[19:02:29] <pingufan> Other issues: I would like to use my mouse as "emergency button". When I press left+right button simultaneously, the mill shall immediately rise the tool to maximum "Z" and then stop. Is this possible?
[19:03:02] <cradek> that's both difficult to do, and a bad idea
[19:03:24] <cpresser> cradek: its not to bad for a gantry only operated with endmills
[19:03:28] <cradek> in an emergency the last thing you want is motion
[19:03:28] <pingufan> But still better than trying to click the stop icon.
[19:03:50] <cpresser> but since you cant run commands in auto mode, neither in E-Stop this is hard to do
[19:03:51] <cradek> if you need estop, do real estop
[19:05:05] <pingufan> Well, when I mill in acryl, the last thing I need is a stopping cutter inside the workpiece. It shall be retracted first. So x/y motions shall immediately stop, z shall do a "g53 g0 ymax". then everything can stop safely.
[19:05:46] <rooks> cpresser, i have some idea for water system for 3rd wrold countries and i would like to release it one day after i would start its production, so others might make them as well, i wouldnt mind if they would make it commercially, but i would like to make their design public and on the same rules, so the idea of the machine + knowhow of its making would be public property
[19:05:50] <cpresser> pingufan: honestly, this is what i was also aming for. but no i changed my cutting parameters so 'melting' isnt an issue anymode
[19:05:59] <pingufan> Not a real Estop. When I see that something is wrong (this is a little mill), I want to be able to stop it before something happens.
[19:06:03] <cradek> ok, I see we just have different ideas of what constitutes an emergency
[19:06:31] <pingufan> :)
[19:06:44] <FinboySlick> Hello gang. Any ideas for a ghetto tachometer that would give let me sample between 8k and 25k rpm? I remember an old trick where you'd just watch a black/white pattern lit by a fluorescent light but I'm not sure if it would scale that well.
[19:07:02] <pingufan> It is an emergency to me when I must get afraif that the tool breaks because it is inside melted acrylic.
[19:07:31] <cpresser> rooks: CC licence has all options you need.
[19:08:26] <rooks> cpresser, i wonder if i release it under cc, will it make it unpatentable as well, since it would be a good thing ™
[19:08:27] <cradek> I've used something like this
http://www.gizmology.net/lathetach.htm
[19:08:28] <pingufan> So I cannot trigger a predefined G-Code sequence in case of a mouse event?
[19:08:36] <cradek> but your speeds are much too high for that scheme I think
[19:08:49] <cradek> no, not easily.
[19:09:16] <pingufan> Ok. What can be done easily?
[19:09:30] <cpresser> rooks:
http://creativecommons.org/licenses/by-sa/3.0/
[19:09:49] <cpresser> rooks: and yes. since it is released, every possible patent would not apply due to 'prior art'
[19:10:00] <cpresser> (at least, that is true for europe)
[19:10:46] <rooks> thats a good idea (im eu)
[19:11:32] <cpresser> however, you may have to fight for your licence in court if anybody tries to patent it
[19:11:50] <pingufan> cradek: Can a input pin (from parallel port) be used to trigger a predefined G-Code sequence?
[19:11:59] <cpresser> its never forbidden to patent a technique, but a patent my be revoked du to prior art
[19:12:14] <FinboySlick> cradek: I'm just trying to calibrate my spindle pwm and I don't have anyone I can borrow a tach from :P
[19:12:26] -!-
H264 [H264!~walter@tiwake.com] has joined #emc
[19:12:33] -!-
davec_ [davec_!~davec@host-174-45-229-40.bln-mt.client.bresnan.net] has joined #emc
[19:12:36] <FinboySlick> Buying one (especially capable of those speeds) for a single measure seems a tad wasteful.
[19:12:51] <JT-Shop> we use to calibrate the rotary on a drilling rig with a rag and watch
[19:13:01] <pingufan> Do you have a frequency counter?
[19:13:09] <cradek> JT-Shop: slightly slower speeds I guess!
[19:13:35] <rooks> cpresser, hopefully if it will take off ill pass it on to some NGO who is more skilled at tackling politics, and only keep half of profit to it, other half for them for the trouble of maintaing it...
[19:13:53] <FinboySlick> pingufan: I have an arduino board, maybe I could code one in. I'm just not sure what to use as a sensor.
[19:14:43] <cpresser> FinboySlick: use parts from a old ball-mouse
[19:14:56] -!-
cevad has quit [Ping timeout: 252 seconds]
[19:14:56] -!-
WalterN has quit [Ping timeout: 252 seconds]
[19:15:01] <pingufan> Reflective lightbar (infrared). emits IR-light and has a sensor besides.
[19:15:04] <FinboySlick> cpresser: don't these have hundreads of slots?
[19:15:15] <cpresser> they do.. break out a few
[19:15:26] <cpresser> or just use the optics and create a new wheel
[19:16:05] <FinboySlick> Yeah. I'll have to be careful on the setup though, even at the low end, this thing could throw something across the room pretty quick.
[19:16:49] <pingufan> FinboySlick: Or use a
http://www.google.at/search?q=Gabellichtschranke&hl=de&biw=1135&bih=799&prmd=ivnsfd&tbm=isch&tbo=u&source=univ&sa=X&ei=FhzxTfDJGsrX8gPNmM2OBA&ved=0CFsQsAQ
[19:16:50] <FinboySlick> II could make the wheel out of paper.
[19:17:28] <pingufan> And let a thin fin of paper pass through the fork.
[19:18:19] <pingufan> This is very precisely then and gives you turns per second (when you use a digital frequency counter)
[19:18:53] <FinboySlick> pingufan: I'll go mouse hunting.
[19:19:08] <JT-Shop> cradek: yes, slightly slower :)
[19:19:20] <pingufan> Still trying to get an answer of triggering a G-Code sequence from a input of keyboard
[19:19:30] <pingufan> You have mice?
[19:19:56] <FinboySlick> Well, as in the computer thing. The organic ones don't survive my cat.
[19:20:06] <FinboySlick> I'm also a bit worried that my cat isn't scared of the mill at all.
[19:20:07] <pingufan> :)
[19:20:09] -!-
emcrules_mill has quit [Read error: Operation timed out]
[19:20:11] <cpresser> pingufan: the basic problem is that the interpreter cant run MDI-Commands while in auto-mode
[19:20:35] -!-
emcrules_mill [emcrules_mill!~jp1@CPE0022b0b54c58-CM001bd71cb794.cpe.net.cable.rogers.com] has joined #emc
[19:21:04] <skunkworks_> pingufan:
http://linuxcnc.org/docs/2.4/html/gui_halui.html#sub:MDI
[19:21:28] -!-
syyl_ has quit [Quit: Verlassend]
[19:21:39] <pingufan> Ok. What I actually would need is: STOP Interpreter without stopping the spindle, then do a G0 Z60, then stop the spindle, too.
[19:21:40] <cpresser> skunkworks_: wont work while the interpreter is running
[19:21:46] <cradek> you don't need an mdi command to go up. easier would be to use jogging after abort.
[19:22:20] <cradek> I think you can't abort the program without the spindle stopping
[19:22:23] <cpresser> it would be possible to do it in hal via "postion-cmd"
[19:22:45] <cpresser> put in a mux bevore position-cmd for the Z-Axis
[19:23:20] <pingufan> Whow. Sounds impressive. I understand absolutely nothing.
[19:23:32] <cpresser> then switch from motion to a fixed value when you hit that button
[19:24:12] -!-
Paragon39 [Paragon39!~chatzilla@cpc13-bexl7-2-0-cust145.2-3.cable.virginmedia.com] has joined #emc
[19:24:40] <cpresser> but this would not stop x and y motion
[19:24:52] <pingufan> I think I will live with the current situation. All that seems to be very complicated to me.
[19:24:52] <cpresser> unless you would disconnect X and Y postion-cmd
[19:25:20] <pingufan> But such things would be very useful for EMC in gerenal.
[19:25:37] -!-
motioncontrol [motioncontrol!~i@host120-4-dynamic.7-87-r.retail.telecomitalia.it] has joined #emc
[19:25:40] <FinboySlick> Someone was asking me if EMC would interpret code generated by HSMWorks. Anyone here knows?
[19:26:24] <pingufan> Is someone here generating G-Code out from EAGLE cad 5.x (on Linux!) ?
[19:27:08] <Paragon39> Hello All... Trying to work out how this works mechanically it appears to use a ball screw / nut. ?
http://www.youtube.com/watch?v=tcqOE-FSnFI&feature=player_embedded#at=126
[19:27:15] <FinboySlick> From what I understand EMC is pretty close to NIST standard so I was tempted to guess 'yes' but I have no clue what postprocessors HSMWorks uses.
[19:28:09] <cpresser> pingufan: do to cadsoft.com -> upload and search for gcode.ulp
[19:28:15] <pingufan> Paragon39: Yes. The nut seems to operate a linear potentiometer.
[19:28:47] <rooks> cpresser, im off, thanks once again for insight :)
[19:28:49] <pingufan> There is one, but I also read that this is only in Windows. Did I mis-understand?
[19:29:49] <JT-Shop> I love EMC2, <15 minutes to add a drill bit and end mill to my turret, touch them off, program a 4 step program drill the hole, end mill to open up the step for the boring bar, bore step and part off.... done part
[19:30:25] <cpresser> there is no reason a ulp only runs on win
[19:30:26] <pingufan> I will ask at cadsoft. That is the most sure answer. ;)
[19:31:05] <pingufan> How can I make that EMC2 starts automatically in fullscreen?
[19:31:07] <jdhNC> I used pcbgcode last night, but on win*
[19:31:27] <jdhNC> pcb2gcode seems to be linux only
[19:31:33] <pingufan> Yes, pcbgcode is claimed to run only on Win.
[19:31:49] <JT-Shop> pingufan: one second I'll get the link
[19:32:14] <JT-Shop> Thanks Dewey
http://www.linuxcnc.org/component/option,com_kunena/Itemid,20/func,view/catid,41/id,10299/lang,english/
[19:32:28] <JT-Shop> pingufan: ^^^
[19:33:22] <skunkworks_> JT-Shop: you should post that on the list...
[19:33:30] <skunkworks_> I know that has been asked a couple of times
[19:33:51] <JT-Shop> skunkworks_: the mailing list?
[19:33:54] <pingufan> Thank you. Very kind.
[19:34:15] <JT-Shop> thank Dewey, he showed me how :)
[19:34:53] <JT-Shop> I actually like the first one better, even though I asked for full screen at the start
[19:36:15] <pingufan> Only for understanding: I have to insert all three lines of the second block to get full screen?
[19:36:44] <Paragon39> pingufan: I was thinking more along the lines of how it produces the that much force feed back and the mechanical aspect of it.
[19:38:09] -!-
krushia has quit [Ping timeout: 255 seconds]
[19:38:35] -!-
dreamreal [dreamreal!~dreamreal@unaffiliated/jottinger] has joined #emc
[19:39:39] <JT-Shop> pingufan: yes you create the file .axisrc in your home directory and add the three lines
[19:39:49] <pingufan> JT-Shop: It is funny, It gets then the maximum height, but not the maximum with. Anyway, it is much better.
[19:39:54] <JT-Shop> note the dot in the file name
[19:40:02] -!-
mhaberler [mhaberler!~mhaberler@extern-181.stiwoll.mah.priv.at] has joined #emc
[19:40:28] <pingufan> Sure. As usual for hidden files. ;)
[19:40:39] <JT-Shop> you might just try the first one and see what size you need for max
[19:40:57] <JT-Shop> didn't know if you knew about them sneaky hidden files or not
[19:41:03] <pingufan> Ah, it is fine as it is. I miss ~4mm only.
[19:41:34] <tom3p> the ball in box using G17 circles
http://imagebin.org/157559 http://pastebin.com/zLgTunZ6
[19:42:32] <skunkworks_> JT-Shop: yes
[19:43:13] <pingufan> Can one explain me "peck drilling"? Show me a code to drill a relative depth of 5mm? (assume g91 was already done and I am at start position). I couldn't find a good description.
[19:43:31] * JT-Shop tries to remember if he knows how to post to the mailing list... :/
[19:43:55] <skunkworks_> tom3p: cool :)
[19:44:04] <skunkworks_> I was thinking of doing a spiral..
[19:44:50] <tom3p> spiral is tougher, loads of lines tangent to surface but not in any plane
[19:45:48] <pingufan> Oh, I must leave. Have a nice evening.
[19:46:00] -!-
pingufan has quit [Remote host closed the connection]
[19:46:11] <tom3p> could be arc with z tho... short segments g2xyijz never tried helix G2 on emc
[19:47:38] <tom3p> yep g2 helixes are cool in emc2 :)
[19:47:45] <tom3p> and 3
[19:50:01] <skunkworks_> I think cradek just added multible rotations also
[19:51:16] <tom3p> ? please describe (is this non G17 18 19 circles? )
[19:51:31] -!-
krushia [krushia!~krushia@h69-131-92-179.cntcnh.dsl.dynamic.tds.net] has joined #emc
[19:52:20] <cradek> http://www.linuxcnc.org/docs/2.5/html/gcode/main.html#sub:G2,-G3:-Arc
[19:53:42] <skunkworks_> I am not quick enough
[19:53:44] <skunkworks_> ;)
[19:53:50] -!-
mozmck has quit [Ping timeout: 260 seconds]
[19:54:45] <tom3p> i see, more than 360 degree in a arc, thx!
[19:59:47] <JT-Shop> does the geometry of the three rods and 6 balls in the Renishaw type probe make the styli self centering to it's original position after a trip? like this earlier link
http://fadedbits.com/2011/02/touchprobe/
[20:00:18] <skunkworks_> yes
[20:00:19] <cradek> yes definitely
[20:00:49] <JT-Shop> how critical would the orientation of the rods be?
[20:01:06] <cradek> not too
[20:01:54] <JT-Shop> just trying to figure out how to drill them without an indexer of any kind... but I do have a 5c hex holder that would work
[20:02:11] <cradek> those are sure nice for that kind of thing
[20:03:05] <JT-Shop> hex collets are keyed to be lined up with the hex on the holders too
[20:03:29] <cradek> cool
[20:05:41] -!-
motioncontrol has quit [Quit: Sto andando via]
[20:05:46] -!-
adb has quit [Ping timeout: 260 seconds]
[20:10:30] <archivist> tom3p, 5 axis hemisphere assuming a slot drill and roughed out already g1 f50 Z[#<radius>] G1 f60 b90 a[#<angle>]
[20:12:38] -!-
adb [adb!~Moldovean@178-211-232-101.dhcp.voenergies.net] has joined #emc
[20:13:09] -!-
mozmck [mozmck!~moses@client-173.225.233.241.dfwtx.partnershipbroadband.com] has joined #emc
[20:13:24] -!-
robin_sz [robin_sz!~robin@dsl78-143-214-103.in-addr.fast.co.uk] has joined #emc
[20:14:54] <tom3p> :( im lost picturing that
[20:16:13] <tom3p> i think id need the configuration of the nutating head or trunnion table used
[20:16:26] <archivist> start with A rotating in line with Z and slowly rotate A at a cutting rate and B at spiral rate per A rev
[20:16:47] <tom3p> ah cool
[20:17:24] <archivist> so helical sphere :)
[20:19:07] <tom3p> does A rotate around Z? and B around ... Y?
[20:20:30] <archivist_emc> A is mounted on B B can be along Y or X
[20:21:07] * robin_sz though A ran along x-x
[20:21:17] <archivist_emc> so A starts around Z but finishes around X
[20:22:19] <tom3p> gotcha, very lathe ball turning sort of approach
[20:22:28] <archivist_emc> yup
[20:23:16] <tom3p> does the scallop stay same height?
[20:24:08] <tom3p> (does surface feel smoother rougher at begin vs end )
[20:26:28] <tom3p> i suspect it varies, like a pitch, but wont matter at some #<angle>
[20:26:59] <archivist_emc> as that is a constant angle per rev its should be the same but the cut per rev of the cutter is changing
[20:33:18] -!-
ewidance has quit [Quit: ewidance]
[20:33:28] -!-
skunkworks_ has quit [Ping timeout: 252 seconds]
[20:41:59] <Tom_itx> JT-Shop, are you making one of those probes?
[20:42:37] <Tom_itx> that looked pretty cool i thought
[20:50:28] -!-
adb has quit [Ping timeout: 244 seconds]
[20:53:11] <JT-Shop> Tom_itx: the thought has crossed my mind for when I convert the BP Series 1 to EMC
[20:53:29] <JT-Shop> drawing it up in SW just so I don't forget
[20:54:39] -!-
OoBIGeye has quit [Ping timeout: 260 seconds]
[20:57:29] <archivist_emc> JT-Shop, I did wonder about the Z accuracy due to thermal expansion of the plastic holding the balls
[20:58:41] <JT-Shop> seems to me once it is at shop temperature it won't grow/shrink any futher
[20:58:41] <archivist_emc> but the probe can counteract that if made of the right material
[20:59:11] -!-
nullie has quit [Ping timeout: 268 seconds]
[20:59:17] <archivist_emc> shop temperature and hot spindle
[20:59:30] <JT-Shop> gotcha
[20:59:49] <tom3p> maybe use garolite g10 i use it for edm fixtures, very stabile, common in edm heads, wedm fixtures
[21:00:05] -!-
OoBIGeye [OoBIGeye!~kent@81-231-97-123-no48.tbcn.telia.com] has joined #emc
[21:00:29] <tom3p> its basicly pcb board material but upsclae
[21:00:32] <tom3p> scale
[21:00:43] -!-
mrsunshine [mrsunshine!~mrsunshin@c-bc3de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #emc
[21:01:22] -!-
mrsunshine__ has quit [Read error: Connection reset by peer]
[21:02:08] <JT-Shop> make the part that contacts the spindle from carbon fiber
[21:02:12] -!-
ewidance [ewidance!~ewidance@montpellier.civade.com] has joined #emc
[21:04:48] <tom3p> skunkworks, the supplied ngc 'spiral' looks like it could become hemi-spiral.ngc for 3 axis machines
[21:04:52] -!-
FinboySlick has quit [Quit: Leaving.]
[21:05:03] <archivist_emc> the one I have relies on stiffness of a sheet of spring steel for location
[21:05:36] <JT-Shop> http://www.linuxcnc.org/component/option,com_kunena/Itemid,20/func,view/catid,40/id,10231/limit,6/limitstart,6/lang,english/#10398
[21:07:05] <tom3p> the read loop didnt sound like a bad solution
[21:17:22] <Birdman3131> Question. Does anybody know of any plans for a 5 axis desktop mill simular to the one in this video?
http://www.youtube.com/watch?v=7WCrqqoZkPg
[21:18:19] -!-
ve7it [ve7it!~LawrenceG@S0106009027972e37.pk.shawcable.net] has joined #emc
[21:20:19] <archivist_emc> Birdman3131, do it yourself
[21:21:21] <Birdman3131> I still need at least a starting point. (I am not asking for complete plans but just general guides.)
[21:21:42] <JT-Shop> looks like he started with a MAXNC machine
[21:22:04] <archivist_emc> I just uses blocks and an angle plate to build up mine
[21:22:18] <archivist_emc> http://www.archivist.info/cnc/stage8/IMG_0268.JPG
[21:23:50] <JT-Shop> neat!
[21:23:58] <archivist_emc> no envelopes were damaged in that design :)
[21:24:10] <JT-Shop> ?
[21:24:37] <archivist_emc> "drawn on the back of an envelope"
[21:24:58] <theorbtwo> Back-of-the-envelope calculation.
[21:25:06] <JT-Shop> ah, over here we use a napkin from the restaurant
[21:25:12] <jdhNC> bar napkins are better
[21:25:13] -!-
acemi has quit [Quit: WeeChat 0.3.2]
[21:25:15] <JT-Shop> or a 2x4
[21:25:20] <archivist_emc> some use a fag packet
[21:25:29] <JT-Shop> the bar at the restaurant
[21:25:35] <jdhNC> err.. not here.
[21:25:38] <JT-Shop> and I know what that is
[21:25:46] <JT-Shop> over there
[21:26:11] * JT-Shop studied English as a second language to American :)
[21:26:24] -!-
mhaberler has quit [Quit: mhaberler]
[21:26:29] -!-
syyl has quit [Read error: Connection reset by peer]
[21:26:43] <tom3p> didnt know thatd work g91 g1 @-.0025 ^4.5 z-.0025 loop it to get archimedean spiral cone
[21:27:37] <Tom_itx> somebody should draw that probe up and post the cnc somewhere for it. it seems like a pretty good design on the cheap
[21:28:31] <Tom_itx> i wish i had a cnc lathe
[21:29:57] <Tom_itx> what is 12L14? is that stainless?
[21:30:04] <JT-Shop> leaded steel
[21:30:07] <Tom_itx> mentioned int he article
[21:30:10] <Tom_itx> soft?
[21:30:31] <JT-Shop> easy to machine, same as low carbon steel but with a bit higher lead content
[21:30:51] <Tom_itx> just wondered if there was a reason he picked that
[21:30:57] <tom3p> http://imagebin.org/157573
[21:31:03] <JT-Shop> easy to machine
[21:31:34] <Tom_itx> did he use ball bearings or something else?
[21:31:40] <tom3p> same with 'tellurium' copper, just leaded and mills nicer ( edms worse cuz it wear fast )
[21:31:56] <JT-Shop> looks like steel balls like you can get from McMaster Carr
[21:32:21] <Tom_itx> i'd probably rob some from a ball bearing
[21:32:52] <tom3p> but the ruby tipped probe, any cheap finds for that?
[21:33:05] <Tom_itx> i doubt you find a cheap for that
[21:33:30] <JT-Shop> for the M3 probes they are not high
[21:34:58] <tom3p> yeh, if renishaw is too expensive your could try zeiss :)
http://www.carbideprobes.com/Zeiss%20Replacement%20Styli.pdf
[21:38:08] <jdhNC> http://cgi.ebay.com/250830988291
[21:39:17] -!-
OoBIGeye has quit [Ping timeout: 276 seconds]
[21:39:45] -!-
OoBIGeye [OoBIGeye!~kent@81-231-97-123-no48.tbcn.telia.com] has joined #emc
[21:48:22] <tom3p> jdhNC, nice, and resonably priced replacement parts, thx ( are those indicator stylus ? )
[21:49:59] <jdhNC> no clue, really just pasted it for more DIY ideas
[21:51:47] -!-
Techrat [Techrat!~TRat@c-24-2-175-26.hsd1.ct.comcast.net] has joined #emc
[21:51:47] -!-
Techrat has quit [Changing host]
[21:51:47] -!-
Techrat [Techrat!~TRat@unaffiliated/techrat] has joined #emc
[21:52:58] -!-
FinboySlick [FinboySlick!~shark@74.117.40.9] has joined #emc
[21:53:22] <FinboySlick> I had another idea for a ghetto tach :)
[21:53:39] <FinboySlick> I can just use a microphone and record it.
[21:54:26] -!-
Fox_Muldr has quit [Ping timeout: 276 seconds]
[21:54:30] -!-
krushia has quit [Ping timeout: 255 seconds]
[21:55:10] <tom3p> jdhNC, indicator points should work for the touch probe
http://longislandindicator.com/p133.html
[21:55:23] -!-
kljsdfhklj has quit [Quit: kljsdfhklj]
[21:55:29] -!-
tom3p [tom3p!~tomp@74-93-88-241-Illinois.hfc.comcastbusiness.net] has parted #emc
[21:55:46] -!-
krushia [krushia!~krushia@h69-131-92-179.cntcnh.dsl.dynamic.tds.net] has joined #emc
[21:56:09] -!-
Fox_Muldr [Fox_Muldr!quakeman@frnk-5f74042f.pool.mediaWays.net] has joined #emc
[21:56:24] <jdhNC> or a dremel ball nose bit
[21:57:49] -!-
mhaberler [mhaberler!~mhaberler@extern-181.stiwoll.mah.priv.at] has joined #emc
[22:01:35] -!-
mhaberler has quit [Client Quit]
[22:09:18] -!-
adb [adb!~Moldovean@178-211-232-101.dhcp.voenergies.net] has joined #emc
[22:11:28] -!-
stormlight has quit [Quit: stormlight]
[22:14:15] -!-
mhaberler [mhaberler!~mhaberler@extern-181.stiwoll.mah.priv.at] has joined #emc
[22:14:25] -!-
Paragon39 has quit [Quit: ChatZilla 0.9.87 [Firefox 4.0.1/20110413222027]]
[22:15:28] -!-
e-jones has quit [Quit: Ex-Chat]
[22:29:46] -!-
n2diy has quit [Read error: Operation timed out]
[22:30:15] -!-
n2diy [n2diy!~darryl@24.115.148.71.res-cmts.tv13.ptd.net] has joined #emc
[22:46:42] -!-
krushia has quit [Ping timeout: 255 seconds]
[23:00:36] -!-
krushia [krushia!~krushia@h69-131-92-179.cntcnh.dsl.dynamic.tds.net] has joined #emc
[23:07:21] -!-
adb has quit [Remote host closed the connection]
[23:09:03] -!-
adb [adb!~Moldovean@178-211-232-101.dhcp.voenergies.net] has joined #emc
[23:09:52] -!-
adb has quit [Remote host closed the connection]
[23:15:55] <JT-Shop> cradek: do you know what size threads your Renishaw probe styli is? just for comparison
[23:16:47] <JT-Shop> I notice a pretty big price jump from M3 to M4
[23:17:35] -!-
ve7it has quit [Remote host closed the connection]
[23:23:01] H264 is now known as
WalterN
[23:30:05] -!-
robh__ has quit [Ping timeout: 252 seconds]
[23:33:34] -!-
adb [adb!~Moldovean@178-211-232-101.dhcp.voenergies.net] has joined #emc
[23:41:41] <Tom_itx> what's the cost of an M3 tip?
[23:42:16] <ds3> M3 tip? what's that?
[23:42:42] <Tom_itx> renshaw ruby tip for a probe
[23:42:51] <ds3> ah
[23:43:01] <Tom_itx> for a M3 size
[23:47:17] <JT-Shop> $40
[23:47:24] <JT-Shop> $90 for M4
[23:47:46] <Tom_itx> oh that's alot better than the big ones
[23:47:59] <Tom_itx> woops
[23:48:01] <ds3> $40 for a 3mm dia ruby ball?
[23:48:11] <Tom_itx> tornado warnings
[23:49:12] -!-
adb has quit [Remote host closed the connection]
[23:49:26] <JT-Shop> ouch
[23:49:31] <JT-Shop> no, M3 threads
[23:50:57] <Tom_itx> one thing you can almost count on here is if the wind blows one way, it will blow the other way then next day
[23:53:17] <JT-Shop> http://imagebin.org/157590
[23:54:04] * JT-Shop wanders inside to fix something to gnaw on
[23:54:13] -!-
adb [adb!~Moldovean@178-211-232-101.dhcp.voenergies.net] has joined #emc
[23:54:30] <Tom_itx> nice
[23:54:35] <Tom_itx> where's the rest? :)
[23:56:52] -!-
moldovean [moldovean!~Moldovean@178-211-232-101.dhcp.voenergies.net] has joined #emc
[23:57:25] -!-
moldovean has quit [Remote host closed the connection]
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}