Back
[00:01:12] <Aero-Tec> I found out that I was told wrong
[00:01:44] -!-
pfred1 [pfred1!~pfred1@unaffiliated/pfred1] has parted #emc
[00:01:50] <Aero-Tec> EMC2 can see the direction of rotation and move accordingly
[00:02:04] -!-
roberth_ has quit [Quit: Leaving]
[00:02:15] <Aero-Tec> you tube is a great source of info
[00:02:18] -!-
theorbtwo has quit [Read error: Operation timed out]
[00:03:10] -!-
tom3p [tom3p!~tomp@rrcs-72-43-9-226.nys.biz.rr.com] has joined #emc
[00:03:54] -!-
theorbtwo [theorbtwo!~theorb@91.84.53.6] has joined #emc
[00:05:12] <elmo40> did you watch the 13min video?
[00:25:35] <Aero-Tec> elmo40: yes thanks
[00:26:11] <elmo40> Aero-Tec: as mentioned earlier, try the liveCD.
[00:32:06] -!-
Calyp has quit [Quit: Leaving]
[00:32:26] -!-
Valen has quit [Quit: Leaving.]
[00:46:36] -!-
mhaberler has quit [Quit: mhaberler]
[00:46:59] -!-
Birdman3131 has quit [Ping timeout: 240 seconds]
[00:47:46] -!-
scanf has quit [Quit: Leaving]
[01:46:17] -!-
morfic has quit [Changing host]
[01:46:17] -!-
morfic [morfic!~morfic@unaffiliated/morfic] has joined #emc
[02:02:58] <skunkworks> Aero-Tec:
http://www.youtube.com/watch?v=ZhICrb0Tbn4
[02:03:16] <Jymmm> JT-Shop: I can help taking down the walls, I'm good at that! You got a bomb suit?
[02:04:39] <elmo40> Jymmm: what's wrong with driving through it
[02:06:41] <Jymmm> elmo40: No explosives involved, and where's the fun in that?
[02:11:39] <elmo40> driving a bull dozer would also be fun :)
[02:13:53] <Jymmm> No purrrrrty lights that way
[02:14:32] <elmo40> only a yellow one
[02:14:51] <jdhNC> someone should have a big field with bulldozers, backhoes, etc that you could pay to go play with
[02:15:28] <elmo40> you can get paid to play... work for a demo company
[02:15:46] <elmo40> or construction... same difference sometimes :-P
[02:17:04] <jdhNC> then it would be work and no fun
[02:22:20] -!-
tom3p has quit [Quit: Ex-Chat]
[02:46:09] <AC-130U> man... was reading over that BOSS cnc conversion from old day to modern day... sure looks fugly in there, and im sure theres plenty of room for improvement
[02:46:17] <AC-130U> but hey if it works, it works :)
[03:06:46] -!-
WalterN has quit [Read error: Connection reset by peer]
[03:10:23] -!-
Dannyboy [Dannyboy!~Dan@ip68-101-102-133.oc.oc.cox.net] has joined #emc
[03:38:06] -!-
mozmck has quit [Quit: Leaving.]
[03:44:33] -!-
ries has quit [Quit: ries]
[03:53:05] -!-
HazardX has quit [Quit: This computer has gone to sleep]
[04:00:00] -!-
AC-130H [AC-130H!~Martian@69.169.134.174.provo.static.broadweavenetworks.net] has joined #emc
[04:08:33] -!-
jstenback has quit [Quit: ZNC -
http://znc.in]
[04:09:36] -!-
pcw_home has quit [*.net *.split]
[04:09:36] -!-
AC-130U has quit [*.net *.split]
[04:09:37] -!-
tsingi has quit [*.net *.split]
[04:09:37] -!-
billhome has quit [*.net *.split]
[04:10:04] -!-
billhome [billhome!bill@grind.protovision.com] has joined #emc
[04:12:26] -!-
pcw_home [pcw_home!~chatzilla@ip-66-80-167-54.sjc.megapath.net] has joined #emc
[04:12:26] -!-
tsingi [tsingi!~Tsingi@CPE30469a09ac47-CM00195eefbbb8.cpe.net.cable.rogers.com] has joined #emc
[04:14:53] -!-
jstenback [jstenback!~jstenback@dp.jstenback.com] has joined #emc
[04:15:52] -!-
elmo40 has quit [Read error: Connection reset by peer]
[04:16:59] -!-
elmo40 [elmo40!~Elmo40@CPE0017ee09ce6d-CM001bd7a89c28.cpe.net.cable.rogers.com] has joined #emc
[04:18:00] -!-
l0st1nsp4c3 [l0st1nsp4c3!~IceChat7@dsl-56-96.aei.ca] has joined #emc
[04:18:54] <l0st1nsp4c3> hey guys quick question i just finished wiring up my g540 and my stepper motors (haven't yet played with the fine tuning of the g540 per motor) all works well all axis move etc etc....but one motor once in a while once it stops moving and holding torque takes over sometimes chirps?!?!?!
[04:19:20] <l0st1nsp4c3> is this a sign of an issue with the motor? issue with the trimpot on the g540 for that axis needing adjustment??
[04:29:35] -!-
vladimirek [vladimirek!~vladimire@bband-dyn166.178-41-220.t-com.sk] has joined #emc
[05:01:34] -!-
mhaberler [mhaberler!~mhaberler@extern-184.stiwoll.mah.priv.at] has joined #emc
[05:29:38] -!-
ve7it has quit [Remote host closed the connection]
[05:45:16] -!-
mk0 [mk0!~geissler@fiztech.basnet.by] has joined #emc
[05:52:34] -!-
syyl [syyl!~syyl@p4FD127F5.dip.t-dialin.net] has joined #emc
[05:54:15] -!-
scanf [scanf!~scanf@unaffiliated/scanf] has joined #emc
[06:02:52] -!-
e-jones [e-jones!~jkastner@ip-84-242-102-36.net.upcbroadband.cz] has joined #emc
[06:11:35] -!-
l0st1nsp4c3 has quit [Quit: IceChat - Its what Cool People use]
[06:12:59] -!-
e-jones has quit [Quit: Ex-Chat]
[06:19:59] -!-
skunkworks has quit [Ping timeout: 260 seconds]
[06:21:52] <anonimasu> chirp?
[06:21:53] <anonimasu> like whirr?
[06:31:22] -!-
tsingi has quit [Ping timeout: 246 seconds]
[06:34:00] -!-
kb8wmc has quit [Quit: ChatZilla 0.9.86.1 [Firefox 3.6.17/20110422054454]]
[06:36:25] -!-
cevad [cevad!~davec@host-174-45-229-40.bln-mt.client.bresnan.net] has joined #emc
[06:37:01] -!-
scanf- [scanf-!~scanf@c-71-62-122-242.hsd1.va.comcast.net] has joined #emc
[06:37:16] -!-
drray [drray!~drray@c-71-227-205-83.hsd1.wa.comcast.net] has joined #emc
[06:37:19] -!-
scanf has quit [Read error: Connection reset by peer]
[06:38:27] -!-
Guest60698 has quit [Ping timeout: 252 seconds]
[06:45:05] -!-
tsingi [tsingi!~Tsingi@CPE30469a09ac47-CM00195eefbbb8.cpe.net.cable.rogers.com] has joined #emc
[06:55:13] -!-
nullie [nullie!~nullie@2a02:6b8:0:40c:223:14ff:fe82:e428] has joined #emc
[06:58:36] -!-
scanf- has quit [Quit: Leaving]
[06:58:44] -!-
scanf [scanf!~scanf@unaffiliated/scanf] has joined #emc
[07:00:21] -!-
awallin_ [awallin_!~quassel@2001:708:110:1020:224:7eff:feda:7c7d] has joined #emc
[07:01:00] -!-
Valen [Valen!~Valen@ppp121-44-145-254.lns20.syd7.internode.on.net] has joined #emc
[07:03:17] <Loetmichel> good morning!
[07:04:19] -!-
tsingi has quit [Ping timeout: 260 seconds]
[07:10:21] -!-
tsingi [tsingi!~Tsingi@CPE30469a09ac47-CM00195eefbbb8.cpe.net.cable.rogers.com] has joined #emc
[07:16:58] -!-
capricorn_one has quit [Remote host closed the connection]
[07:24:30] -!-
mhaberler has quit [Quit: mhaberler]
[07:46:45] -!-
chille_ [chille_!~chille@46.253.203.119] has joined #emc
[07:47:29] -!-
chille has quit [Ping timeout: 260 seconds]
[07:48:12] -!-
Dannyboy has quit [Remote host closed the connection]
[08:04:37] -!-
mk0 has quit [Quit: Ухожу я от вас (xchat 2.4.5 или старше)]
[08:05:25] -!-
mrsunshine has quit [Ping timeout: 240 seconds]
[08:17:01] -!-
SWPadnos has quit [Ping timeout: 240 seconds]
[08:21:19] -!-
mk0 [mk0!~x-ray@fiztech.basnet.by] has joined #emc
[08:22:48] -!-
SWPadnos [SWPadnos!~Me@74-92-8-214-NewEngland.hfc.comcastbusiness.net] has joined #emc
[09:12:30] <scanf> what 3d modeling program do you all recommend
[09:12:39] <scanf> for a n00b
[09:13:06] <Valen> rhino ;->
[09:13:17] <Jymmm> Playdoh
[09:14:08] <Jymmm> scanf:
http://www.mackiev.com/kidpix/index.html
[09:15:15] <Jymmm> scanf:
http://www.mackiev.com/kidpix/kp3d_3dgallery.html
[09:15:49] <scanf> that is oss?
[09:15:49] <Jymmm> scanf: it even has fuzzy bunnies, how can yo not want that?!
[09:17:11] <syyl> rhino is a great modeler
[09:17:16] <syyl> and easy to learn
[09:17:29] <scanf> how much is it
[09:18:48] <Valen> ~$1000 last i heard
[09:19:07] <syyl> single user license around 1000eur
[09:19:18] <syyl> or 1000$
[09:19:39] <syyl> educational license about 200
[09:19:41] <Valen> though it can be "found" somewhat "cheaper" if you "know where to look" *cough*
[09:19:56] * Jymmm lol @ Valen
[09:20:10] <syyl> there is also a demo, that is fully functional
[09:20:19] <syyl> but can save only 25 times
[09:20:58] <syyl> blender is also a free modeling tool
[09:21:02] <scanf> and it can export gcode?
[09:21:15] <syyl> but i would not recomend it as "easy" or "beginner friendly"
[09:21:20] -!-
mhaberler [mhaberler!~mhaberler@extern-184.stiwoll.mah.priv.at] has joined #emc
[09:21:34] <Valen> you can get rhinocam which will do gcode
[09:21:35] <syyl> uhm, for gcode, i think, you need a seperate cam-module
[09:21:54] <Jymmm> So you load it on a VM, take a snapshot, when you get to 25 times, revert snapshot and repeat.
[09:22:03] <syyl> hehe
[09:22:47] <syyl> for gcode you could also use cambam
[09:23:02] <syyl> it can import .stl models
[09:25:57] -!-
Calyp [Calyp!~Caly@unaffiliated/calyptratus-tzm] has joined #emc
[09:30:22] <archivist> scanf, there are some open source packages being developed eg HeeksCad HeeksCNC and others
[09:30:35] <syyl> my mesa 5i20 still hasnt arrived :(
[09:35:24] -!-
factor has quit [Ping timeout: 260 seconds]
[09:40:26] -!-
factor [factor!~factor@r74-195-188-223.msk1cmtc01.mskgok.ok.dh.suddenlink.net] has joined #emc
[09:40:27] -!-
e-jones [e-jones!~jkastner@nat/redhat/x-zbjqqvixpaezycpu] has joined #emc
[10:16:45] <alex_joni> scanf: try looking at Alibre
[10:16:58] <alex_joni> they had some cheapish cad/cam bundles for at home
[10:21:50] <alex_joni> http://www.alibre.com/products/hobby/
[10:22:38] <elmo40> scanf: do you need a 3D modeler? most tool paths are 2D. Try Inkscape with the gcode plugin. 3D drawing with HeeksCNC. isn't too bad but only a 2D tool path is possible (atm)
[10:23:21] <AC-130H> hmm
[10:23:58] <AC-130H> looking at linuxcnc... makes me wonder if there is any such way to make it embedded
[10:25:51] <scanf> elmo40, i am just trying to draw things to make with my cnc router out of al/wood/plastic
[10:26:05] <scanf> unfortunately i dont know how to draw/draft
[10:26:18] <syyl> do you realy need 3d capability?
[10:26:25] <syyl> or is 2,5D enough
[10:27:24] <scanf> prob just 2.5D
[10:27:40] <syyl> then you should look at sheetcam :)
[10:28:02] <syyl> runs on windows/linux, is relative cheap and works great
[10:28:21] <syyl> and for drawing you could use Qcad
[10:30:59] <scanf> say i am trying to build parts for a robot arm
[10:31:13] <scanf> what steps would i take to mill it out of my workpiece
[10:31:55] <syyl> draw it in a cad program
[10:32:04] <syyl> import it in a cam software (or maybe the cad has one integrated), to create the toolpaths
[10:32:40] <syyl> in the cam you make all the settings for milling, which cutter you want use, feeds and speed, cutting depht, etc..
[10:33:13] <syyl> then, the cam can export the toolpaths as a gcode file
[10:33:48] <archivist> or write the gcode by hand
[10:33:53] <syyl> yeah
[10:34:07] <syyl> thats of course also a possibility :D
[10:34:21] <jthornton> scanf: what kind of things are you milling artsy stuff or geometric shapes?
[10:35:06] <scanf> artsy
[10:35:47] <jthornton> kinda hard to do by hand then
[10:39:44] <scanf> id also like to do pcbs
[10:39:47] <archivist> unless geometric artsy :)
[10:39:49] <scanf> lets say first project pcbs
[10:39:56] <scanf> slash geomtric slash artsy
[10:40:41] * jthornton has started a bunch of times to write a dxf to g code converter but never has finished one :/
[10:55:34] <archivist> jthornton, like I started a gerber to gcode, got as far as decoding the gerber
[10:55:49] <archivist> mooore roun tuits needed
[10:56:02] <jthornton> that's about how far I get parsing the dxf file
[10:57:41] <jthornton> I wonder how this one works
http://code.google.com/p/dxf2gcode/
[11:00:11] <jthornton> this one was started by micges
http://sourceforge.net/projects/vec2ngc/
[11:00:20] -!-
robh__ [robh__!~robert@5ace7019.bb.sky.com] has joined #emc
[11:00:46] <archivist> I got this far
http://kicad.archivist.info/pcb/readgerber.php?gerberfile=CapnKernel-doodad%2Fkicad%2Fdoodad-Component.pho
[11:01:17] <archivist> its shows the decoded gerber live. done in php
[11:03:49] <syyl> for pcbs, i prefer eagle with the mill-outlines.ulp
[11:04:53] <jthornton> dxf2gcode seems to work but it is stuck in mm
[11:05:30] <awallin_> archivist: can you read gerber and get line/arc output? I would be interested in complex pcbs for testing 2D offset CAM code at some point
[11:07:54] <archivist> lines are drawn with a flash (specified diameter) Kicad includes the flash data it uses, older stuff has a separate flash definition
[11:08:58] <jthornton> dxf2gcode can send the output directly to Axis :)
[11:09:38] <archivist> I currently read the .gbr and draw on a canvas/image, it could output vector,. but it is already a vector form
[11:09:52] -!-
maximilian_h [maximilian_h!~bonsai@ulmg-5d84ca71.pool.mediaWays.net] has joined #emc
[11:09:56] -!-
maximilian_h has quit [Client Quit]
[11:13:56] -!-
awallin_ has quit [Remote host closed the connection]
[11:14:30] -!-
awallin_ [awallin_!~quassel@2001:708:110:1020:224:7eff:feda:7c7d] has joined #emc
[11:27:23] -!-
mhaberler has quit [Quit: mhaberler]
[11:27:33] -!-
ries [ries!~ries@200.125.129.54] has joined #emc
[11:27:37] -!-
e-jones has quit [Quit: Ex-Chat]
[11:32:11] -!-
e-jones [e-jones!~jkastner@nat/redhat/x-sepxnlqsxqduesip] has joined #emc
[11:33:25] <alex_joni> http://fabathome.org/?q=node/84
[11:34:51] * jthornton finds dxflib a c++ lib for reading and writing dxf files :)
[11:44:48] <scanf> is there a pcb milling bible somewhere
[11:44:56] <scanf> my cnc is breadboarded
[11:45:18] <scanf> so maybe for my first project i should design and mill a pcb
[11:51:39] <jthornton> well, dxf2gcode works very well
[11:54:29] <archivist> what do you mean by complex pcb by the way
[11:55:29] <awallin_> archivist: for example TSPLIB has some pcb drilling files as test cases for TSP solving, like this:
http://www.anderswallin.net/wp-content/uploads/2011/05/tsp.png
[11:56:22] <Loetmichel> jthornton: ahem... i beg to differ. dxf2gcode is not really useful
[11:56:36] <TekniQue> pcb-gcode also works well
[11:56:37] <archivist> because gerber never sees the drill file
[11:56:39] <Loetmichel> i use BoCNC. nbut that is windows
[11:56:43] <jthornton> why is that?
[11:56:47] <TekniQue> if you are an Eagle user
[11:57:10] <TekniQue> lets you export g-code for milling and drilling straight from Eagle
[11:57:20] -!-
The_Ball has quit [Ping timeout: 248 seconds]
[11:57:29] * Loetmichel uses target 3001
[11:57:45] <jthornton> Loetmichel: why is dxf2gcode not useful?
[11:57:47] <Loetmichel> has a mill-export (in gcode or HPGL ) also
[11:58:12] <Loetmichel> jthornton: for example: it cant change tools based on colour
[11:58:39] <jthornton> why would you want to do that?
[11:58:52] <Loetmichel> (or i didnt found the fuction)
[11:59:17] -!-
The_Ball [The_Ball!~The_Ball@123-2-12-83.static.dsl.dodo.com.au] has joined #emc
[11:59:30] <Loetmichel> becvause you can export the Isolation and the driolls and the rubout and the outline all in one dxf
[11:59:43] <Loetmichel> ant make ONE gcode out of it
[11:59:59] <Loetmichel> <- sorts his fingers
[12:00:22] <archivist> awallin, I will try to dig out one of my old designs one day which has a serious amount of holes, has about 150-200 ics on it
[12:00:53] <jthornton> or just concatenate the three files after you generate them... but for my plasma cutter it will work great with a few modifications
[12:02:45] <Loetmichel> last PCB i did:
http://www.cyrom.org/palbum/main.php?g2_itemId=11957
[12:03:04] <Loetmichel> 0,1mm isolation groove
[12:03:11] <Loetmichel> 0,3mm traces
[12:09:40] <TekniQue> Loetmichel: what is that for?
[12:11:31] <Loetmichel> it an adapter for the displaycable of a gameboy advance
[12:11:48] -!-
SWPadnos has quit [Changing host]
[12:11:48] -!-
SWPadnos [SWPadnos!~Me@emc/developer/SWPadnos] has joined #emc
[12:24:54] <Jymmm> mornin
[12:25:06] -!-
stillme [stillme!~stiyke@41.206.12.75] has joined #emc
[12:25:51] <stillme> Hi all, does anyone know what could be making my emc not to move in z axis when i use image to gcode ??
[12:26:55] <stillme> i noticed it just moves in z axis once to penetrate the material to be cut and after that it just stays on that level on z axis
[12:27:31] <Jymmm> Can you paste your gcode
http://codepad.org
[12:28:59] <stillme> the gcode?? how do i get that out of emc/axis??
[12:29:55] <stillme> which compiler do i choose in codepad.org??
[12:29:58] <Jymmm> Did you save it to a file? It should just be able to open in a text editor.
[12:30:06] <Jymmm> Plain Text
[12:30:10] <stillme> no i didnt save it
[12:30:17] <stillme> ok a min let me do that
[12:32:28] -!-
e-jones has quit [Quit: Ex-Chat]
[12:32:28] -!-
mhaberler [mhaberler!~mhaberler@extern-184.stiwoll.mah.priv.at] has joined #emc
[12:33:52] <stillme> Jymmm am generating the gcode again give me few mins
[12:40:42] <The_Ball> Anybody have any experience gun drilling alu?
[12:41:01] <The_Ball> Say ~5mm x 150mm
[12:41:25] -!-
HazardX [HazardX!~HazardX3@pool-96-237-60-90.bstnma.fios.verizon.net] has joined #emc
[12:43:15] <archivist> there is a skill to it. gundrills have through tool coolant, most important use is swarf clearance from the hole, because its the swarf casing the drill to go off tru
[12:43:33] <archivist> causing
[12:48:20] -!-
nullie has quit [Quit: Ex-Chat]
[12:50:45] <The_Ball> Ah, is that the main reason normal drills sway?
[12:51:38] <The_Ball> That should have read: ah, so that's why normal drills sway
[12:52:11] <The_Ball> So being more careful with keeping the flutes clean a normal drill will drill more straight...
[12:56:26] <archivist> yes thats what peck drilling is about, getting the swarf clear
[12:56:54] <archivist> but the cutting edge has to be good
[12:58:55] -!-
skunkworks [skunkworks!447329d2@gateway/web/freenode/ip.68.115.41.210] has joined #emc
[13:02:26] <stillme> Jymmm here is the gcode
http://codepad.org/H6d5Zxoy
[13:03:27] <jdhNC> there are lots of Z moves in there
[13:03:48] <Jymmm> Z is moving, but it's very small. Are you sure it's not moving at all?
[13:04:58] <Jymmm> Maybe try it again now that you have saved the file. Even if just cutting air.
[13:05:34] <jdhNC> I'd try regenerating the gcode from the image with different z scaling?
[13:06:42] <Jymmm> I think he just did a few moments ago.
[13:08:12] -!-
Birdman3131 [Birdman3131!~quassel@ip70-178-238-227.ks.ks.cox.net] has joined #emc
[13:09:51] <jdhNC> it looks like it's only moving a few tenths of a mm
[13:11:40] <Jymmm> for engraving, that would be fine.
[13:11:54] <Jymmm> and is it mm or in
[13:12:26] <jdhNC> G21
[13:12:41] <Jymmm> well, then I guess that explains it.
[13:14:09] <stillme> its in mm
[13:14:42] <stillme> the problem is that when i give it a 3mm thick work piece, it first cuts right through the material
[13:14:53] <stillme> so i wouldnt know if its actually moving or not
[13:15:01] -!-
e-jones [e-jones!~jkastner@nat/redhat/x-gryxyytbgnkelmvr] has joined #emc
[13:15:34] <jdhNC> are you zeroing from the top of the work?
[13:21:02] <stillme> yes i am
[13:21:33] <stillme> i want to give it about 1mm above the work now and then zero it
[13:22:53] <stillme> i just tried to cut a 3d object from a vectric software, and it just finished cutting it
[13:23:48] <stillme> it cut through the 3mm work piece also but the wood under the work piece has the image engraved in it
[13:25:04] -!-
pjm [pjm!~pjm@uhfsatcom.plus.com] has joined #emc
[13:25:38] -!-
Valen has quit [Quit: Leaving.]
[13:26:41] <jdhNC> I see nothing in there that would cut 3mm deep
[13:26:52] <jdhNC> are your scales correct? how are you doing the zero/touchoff?
[13:28:17] <stillme> i have a small aluminium film on the work piece and using a conductivity meter
[13:28:35] -!-
pjm__ has quit [Ping timeout: 260 seconds]
[13:28:39] <stillme> right now its cutting and not cutting through the 3mm thick work piece
[13:29:00] <stillme> i zero it at least 1.5mm above the work piece this time
[13:29:50] <stillme> am wondering which setting i could have wrong, i used same thread on all the axis, ???
[13:35:43] -!-
The_Ball has quit [Ping timeout: 260 seconds]
[13:37:06] <jdhNC> jog it down to a safe spot, mark it, drive it up 5cm via MDI?
[13:37:14] -!-
The_Ball [The_Ball!~The_Ball@123-2-12-83.static.dsl.dodo.com.au] has joined #emc
[13:37:55] <stillme> whats MDI??
[13:38:12] <stillme> i will do that after its through with its current cut
[13:39:28] <jdhNC> you are doing a touch-off via the probe?
[13:44:11] -!-
mocas [mocas!~mocas@87-196-122-52.net.novis.pt] has joined #emc
[13:44:39] -!-
mocas [mocas!~mocas@87-196-122-52.net.novis.pt] has parted #emc
[13:49:21] * JT-Shop discovers that a BT30 spindle will not kick out the holder at 60psig
[14:29:42] -!-
mk0 has quit [Quit:
http://neo-technical.wikispaces.com/emc2-arch]
[14:33:35] -!-
HazardX has quit [Quit: This computer has gone to sleep]
[14:42:57] <The_Ball> this is what they call gang tooling right?
http://www.youtube.com/watch?v=yTnG8gjUkqM is this considered "old" technology now, this is the first machining center with this configuration I've seen
[14:46:59] <cradek> yes that is gang tooling. easiest/fastest tool change ever.
[14:49:15] <JT-Shop> neat live tooling too
[14:49:51] <archivist> closest to a cam auto for speed, except the cam auto never had the milling and tapping (not seen one)
[14:50:13] <archivist> I have seen that vid before
[14:50:44] <archivist> I feel I should do that to the sliding head I have here
[14:53:20] -!-
tsingi has quit [Ping timeout: 276 seconds]
[14:53:31] <archivist> cradek, that shows a need for another col in the tool table, centre height offset
[14:54:17] <cradek> archivist: not sure what you mean - you can have tool offsets in all axes now
[14:54:35] -!-
tsingi [tsingi!~Tsingi@CPE30469a09ac47-CM00195eefbbb8.cpe.net.cable.rogers.com] has joined #emc
[14:54:50] <cradek> that machine would have xyz offsets I think?
[14:55:14] <archivist> depends which gang of tools
[14:56:01] <archivist> I can imagine it could turn either direction too
[14:56:30] <cradek> that's true
[14:56:50] <cradek> and reverse X, or maybe change so X is vertical
[14:59:24] <cradek> you could run it with manual (or cam) consideration of x/y/z/m3/m4 but it'd be nicer if it handled it
[15:00:16] <anonimasu> if I made that I'd make a offset macro
[15:00:28] <archivist> there are aspects of the double headed Citizen that beat it though
[15:01:18] <archivist> back side boring, turning and milling
[15:06:38] <archivist> http://www.youtube.com/watch?v=XTNB_ZQ6G9w&feature=related
[15:13:23] -!-
WalterN [WalterN!~walter@tiwake.com] has joined #emc
[15:15:36] -!-
stillme1 [stillme1!~stiyke@41.206.12.19] has joined #emc
[15:15:41] <ssi> is there a good way to measure lathe tools for offsets?
[15:15:53] <ssi> I've been doing it with a tedious process of turning and measuring
[15:16:06] -!-
awallin_ has quit [Remote host closed the connection]
[15:16:17] <cradek> for X that's the best I've come up with
[15:16:36] <cradek> turn a little bit, measure with micrometer, touch off X diameter
[15:16:42] -!-
stillme has quit [Read error: Connection reset by peer]
[15:16:57] <cradek> Z is easier if you can get to a spindle feature etc
[15:20:09] -!-
stillme [stillme!~stiyke@41.206.11.7.vgccl.net] has joined #emc
[15:21:38] -!-
willburrrr2003 [willburrrr2003!~IceChat7@seadsl-d-207-244-147-16.dsl.w-link.net] has joined #emc
[15:22:14] -!-
stillme1 has quit [Read error: Connection reset by peer]
[15:22:50] <willburrrr2003> Good morning all! When using the gncgui , is there a file I have to put in for the custom tab to show...like I had t do with my other subroutines?
[15:23:54] <JT-Shop> you mean ngcgui?
[15:24:41] <willburrrr2003> yes I have all my tabs from the ngcgui except the custom tab
[15:25:37] <JT-Shop> in the README it tells you how to get the custom tab
[15:26:53] <JT-Shop> I forget exactly how
[15:27:18] <willburrrr2003> pulling it up nw, will look and see if I can find it in the readme
[15:27:36] <JT-Shop> ctrl f is your friend :)
[15:33:51] <willburrrr2003> found it , " #note: for a custom tab page, use NGCGUI_SUBFILE = "" "
[15:36:02] -!-
capricorn_one [capricorn_one!~capricorn@zima.linwin.com] has joined #emc
[15:36:34] <JT-Shop> there you go
[15:37:51] <JT-Shop> ssi same here on X
[15:38:28] -!-
crazy_imp has quit [Ping timeout: 250 seconds]
[15:39:14] -!-
crazy_imp [crazy_imp!~mj@a89-183-22-49.net-htp.de] has joined #emc
[15:42:26] <ssi> also do you guys have any suggestions on organizing tool offsets?
[15:42:33] <ssi> seems like my list of tools is growing very fast
[15:42:48] <willburrrr2003> I can't wait to finish my toolpost mod, and get my lathe back together ...I'm dying to keep learning how to use it and make something cool :D maybe a flyreel or a fly tying vise to start with
[15:42:50] <ssi> or more specifically
[15:43:01] <ssi> is there a graceful way to handle drills and such?
[15:43:15] <ssi> right now I have to have a separate tool entry for every drill so they have a Z offset
[15:43:30] <cradek> ssi: how do they mount in the lathe?
[15:44:04] -!-
stormlight [stormlight!~jasonandt@c-71-202-13-101.hsd1.ca.comcast.net] has joined #emc
[15:44:13] <ssi> I have an MT2 and MT3 taper holder that goes on the front side of my QCTP, so they're parallel with spindle axis
[15:44:19] <ssi> and I have either a drill chuck on an arbor
[15:44:27] <ssi> or some MT arbors drilled out as drill holders
[15:44:35] <ssi> although all I've made for that so far is a spotting drill holder
[15:44:50] <cradek> I'd have one tool table entry for each holder, whether drilled MT or chuck
[15:45:10] <cradek> when you put a new drill in it, set the length for that tool, and that's it
[15:45:24] <ssi> set the length how
[15:45:26] <ssi> in the table? or in code
[15:45:35] <cradek> tool table touch off
[15:45:36] <ssi> or touchoff... or what
[15:45:38] <ssi> hrm
[15:45:48] -!-
IchGuckLive [IchGuckLive!~chatzilla@95-89-104-26-dynip.superkabel.de] has joined #emc
[15:46:02] <cradek> touch it to something (the spindle nose if you can?) and touch off tool table Z
[15:46:15] <IchGuckLive> Hi all how about homing a Rotary C-Axis
[15:46:23] <ssi> lemme try to open up emc so I can find what you're talking about
[15:46:40] <IchGuckLive> can i then rotate beond the homiing point
[15:46:48] <cradek> IchGuckLive: servo/encoder or stepper? does it have a home switch?
[15:47:05] <IchGuckLive> stepper home switch
[15:47:16] <cradek> then you can home it like any other axis
[15:47:26] <cradek> do you have a more specific question?
[15:47:54] <IchGuckLive> but it will press the home switch on every rotation
[15:48:10] <cradek> that does not matter. home switches are ignored except when homing.
[15:48:19] <IchGuckLive> ah
[15:48:23] <IchGuckLive> ok
[15:48:50] <cradek> many (all?) axes push their home switches during normal use because the home switch is inside the travel limits
[15:48:51] <IchGuckLive> so on the 5 Axis i go for home switch 1 parport for all 5 Axis
[15:49:35] <ssi> aw crap, lathe machine is shut down at home :(
[15:49:44] <cradek> yes you can wire many home switches together and use just one input. you will have to home one at a time then.
[15:49:52] <IchGuckLive> on the 3 Axis i use linit min as the homing
[15:49:54] <cradek> see HOME_IS_SHARED in the docs
[15:50:43] <IchGuckLive> cradek: thanks i got 14 mini routers already build now the next is a 5 Axis
[15:50:59] <IchGuckLive> as the TB6560HQ droppt in price
[15:51:23] <IchGuckLive> im gon build a big one
[15:54:23] <IchGuckLive> thanks
[15:54:34] -!-
IchGuckLive [IchGuckLive!~chatzilla@95-89-104-26-dynip.superkabel.de] has parted #emc
[16:07:26] -!-
kb8wmc [kb8wmc!~chatzilla@64.25.194.25] has joined #emc
[16:12:16] -!-
tom3p [tom3p!~tomp@rrcs-184-74-16-194.nys.biz.rr.com] has joined #emc
[16:21:51] <Loetmichel> re @ home
[16:23:48] <willburrrr2003> when using multiple home switches, if I home the x axis and leave it sitting at it's home point, then tell it to home m z axis...will it work with the x-axis sitton on home switch?
[16:25:05] <cradek> see HOME_IS_SHARED in the docs
[16:26:13] <skunkworks> willburrrr2003: homing doesn't 'sit' on the switch. it hits it - then backs off.
[16:26:38] <cradek> if you configure it that way, yes
[16:26:48] -!-
tom3p has quit [Quit: Ex-Chat]
[16:26:51] <cradek> which you'd be smart to, if sharing the input among several switches
[16:26:57] <skunkworks> ah
[16:27:07] <skunkworks> http://linuxcnc.org/docs/2.4/html/config_ini_homing.html
[16:27:20] <willburrrr2003> ahhh ok, am about to pull up the man pages. Is it in the integrators manual or the users manual?
[16:27:29] <willburrrr2003> wow Skunkworks you read my mind hehehe
[16:27:37] <willburrrr2003> thx for the link
[16:29:52] <The_Ball> skunkworks, somebody mentioned you had an opinion on the minimum spindle encoder resolution one should have for rigid tapping, and that value was around 360, was that indeed your opinion and if so what is that based on?
[16:32:15] <Tom_itx> wasn,t me but i'd guess one tick per degree of revolution
[16:33:40] <The_Ball> that's the obvious link, but I was more interested in any reasoning behind it
[16:40:54] <willburrrr2003> wow the hoome and limit config makes way moe sense now :D , I had not read it yet as I don't have them on my lathe yet. I bought the switches lastnight, and will be installing them over the reset of the week...
[16:43:22] <willburrrr2003> home* , guess I still have typing issues today ;)
[16:46:23] -!-
rooks has quit [Ping timeout: 252 seconds]
[16:47:08] -!-
rooks [rooks!~rooks@102-bem-18.acn.waw.pl] has joined #emc
[16:50:37] -!-
stillme has quit [Read error: Connection reset by peer]
[16:54:34] <willburrrr2003> Am I correct that the HOMEOFFSET is the point at which the switch releases on the way back after it trips when using Positive SEARCHVEL +Negative LATCHVEL+USEINDEX=FALSE ?
[16:58:41] <skunkworks> The_Ball: My opinion is - use the highest count you can count/afford.
[16:59:15] <skunkworks> that being said. It seems atleast 100line / 400quad seems to work ok
[16:59:31] <skunkworks> I am using a 1024 line on the k&t
[17:08:53] <The_Ball> skunkworks, cool
[17:10:10] -!-
krushia has quit [Ping timeout: 246 seconds]
[17:12:41] -!-
ve7it [ve7it!~LawrenceG@S0106009027972e37.pk.shawcable.net] has joined #emc
[17:17:10] -!-
krushia [krushia!~krushia@h69-131-92-179.cntcnh.dsl.dynamic.tds.net] has joined #emc
[17:19:47] -!-
FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #emc
[17:23:49] -!-
jstenback has quit [Quit: ZNC -
http://znc.in]
[17:25:00] -!-
factor has quit [Quit: Leaving]
[17:27:06] -!-
factor [factor!~factor@r74-195-188-223.msk1cmtc01.mskgok.ok.dh.suddenlink.net] has joined #emc
[17:27:21] -!-
jstenback [jstenback!~jstenback@2620:101:8003:200:224:e8ff:fe39:34c2] has joined #emc
[17:46:48] -!-
n2diy has quit [Remote host closed the connection]
[17:51:34] -!-
psha [psha!~psha@213.208.162.69] has joined #emc
[18:08:25] -!-
mozmck [mozmck!~moses@client-173.225.233.216.dfwtx.partnershipbroadband.com] has joined #emc
[18:09:09] <anonimasu> willburrrr2003: if you dont have them you will curse yourself forever
[18:09:15] <anonimasu> (when you realize what you've been missing)
[18:11:38] <willburrrr2003> <Anonimasu>, I am looking forward to having them installed, will make initial startup much easier and should be faster too
[18:11:39] <anonimasu> wow.
[18:11:50] <anonimasu> my servos should be able to push my machine as quick as the brother cnc's.
[18:12:17] <anonimasu> (half power):]
[18:12:51] -!-
e-jones has quit [Quit: Ex-Chat]
[18:13:02] <anonimasu> 1.3kw.. per axis.
[18:13:27] <anonimasu> can emc push them there..
[18:13:28] <anonimasu> next question :]
[18:15:24] <anonimasu> damn, rapids at 70m/min
[18:15:53] <anonimasu> 100mm/rev screws O_o
[18:17:03] <anonimasu> nvm.
[18:17:21] <anonimasu> that means my 5mm screws should push my machine to 35m/min.. wtf.
[18:22:31] -!-
tom3p [tom3p!~tomp@64-132-59-114.static.twtelecom.net] has joined #emc
[18:22:33] <Loetmichel> hmmm
[18:23:00] <Loetmichel> anonimasu: my last machine had 16*4mm ballscrews
[18:23:40] <Loetmichel> ther was @ 4200mm/min the point where the spindles got vibrating
[18:30:10] <factor> too a while to get a bug out of my asm . asm is such a pain.
[18:34:30] -!-
motioncontrol [motioncontrol!~i@host208-74-dynamic.11-87-r.retail.telecomitalia.it] has joined #emc
[18:37:52] <anonimasu> that's for my small lathe btw..
[18:37:54] <anonimasu> 35m/min
[18:45:40] -!-
acemi [acemi!~acemi@unaffiliated/acemi] has joined #emc
[18:51:23] -!-
vladimirek has quit [Remote host closed the connection]
[19:04:43] <ds3> whoa.... 35 meters/minute? holy crap, that is a nice rapid
[19:05:03] <ds3> steppers or servos?
[19:10:59] -!-
Loetmichel has quit [Ping timeout: 240 seconds]
[19:15:33] -!-
Loetmichel [Loetmichel!Cylly@p54B12C17.dip.t-dialin.net] has joined #emc
[19:18:47] -!-
e-jones [e-jones!~jkastner@ip-84-242-102-36.net.upcbroadband.cz] has joined #emc
[19:19:39] -!-
emc2-buildmaster has quit [Ping timeout: 240 seconds]
[19:24:04] -!-
Connor has quit [Quit: Leaving.]
[19:25:48] -!-
Connor [Connor!~Connor@75.76.30.113] has joined #emc
[19:30:30] <tom3p> emc2 linux with atom D410 (stepper)
http://blogs.saic.edu/axisofoutput/2010/09/17/cheap-cnc-linux-pc/
[19:30:31] <tom3p> wow, thats the art institute of chicago
[19:32:00] -!-
psha has quit [Quit: leaving]
[19:34:28] -!-
Techrat has quit [Quit: Leaving]
[19:51:49] -!-
n2diy [n2diy!~darryl@24.115.148.71.res-cmts.tv13.ptd.net] has joined #emc
[19:58:37] -!-
mrsunshine [mrsunshine!~mrsunshin@c-bc3de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #emc
[20:00:28] <JT-Shop> neat
[20:06:58] -!-
acemi has quit [Quit: WeeChat 0.3.2]
[20:07:16] <mrsunshine> hmm, maybe got a lathe to buy, an old one that is pulley driven (np i guess as i can hook up a vfd to it :P ) not very big, lots of tools etc for it ... i wonder what it can be worth :/
[20:07:22] <mrsunshine> as he wants me to name a price :P
[20:08:18] <mrsunshine> have to look at it first tho, as my last memory of it was when i was 13 years old :P
[20:08:53] -!-
willburrrr2003 has quit [Quit: OUCH!!!]
[20:09:28] <Connor> Who's is it? A relative or something?
[20:10:07] <mrsunshine> nop, but he lives quite close to me :P
[20:11:48] -!-
e3m [e3m!~IceChat7@217.96.27.167] has joined #emc
[20:11:50] -!-
scanf has quit [Quit: Leaving]
[20:15:58] -!-
motioncontrol has quit [Quit: Sto andando via]
[20:16:55] -!-
vladimirek [vladimirek!~vladimire@bband-dyn166.178-41-220.t-com.sk] has joined #emc
[20:23:36] <JT-Shop> I sold a small sears/atlas one for $150 a couple of years back
[20:25:46] -!-
stillme [stillme!~stiyke@41.220.69.40] has joined #emc
[20:26:20] <Tom_itx> old as mine?
[20:26:53] <JT-Shop> it was pretty old, had to change gears to thread so it was the basic model
[20:28:01] <Tom_itx> yup, i don't think i've ever used the gears
[20:28:21] <JT-Shop> I put out a local ad "first one with more than $100 gets the lathe and I'll match what ever you give and donate it to the food bank"
[20:28:32] <JT-Shop> it went fast :)
[20:29:12] <Tom_itx> http://tom-itx.dyndns.org:81/~webpage/sumo_files/lathe3.jpg
[20:29:14] <JT-Shop> a friend gave it to me and I had fun fixing it up and making it work then it was in the way...
[20:29:32] <cradek> heh I've got one of those too
[20:29:47] -!-
phreak_ has quit [Remote host closed the connection]
[20:29:58] <JT-Shop> yep, like that one with a back gear and all
[20:30:07] -!-
phreak_ [phreak_!~phreak@216.160.90.21] has joined #emc
[20:30:17] <cradek> $150 is probably about right if it has all the change gears and the back gear isn't broken etc
[20:30:40] <JT-Shop> had a 3 and 4 jaw chuck and a few HSS tools too
[20:30:42] <cradek> the reverser gears are often plastic, check 'em
[20:30:55] <Tom_itx> i just have the 4 jaw
[20:31:17] <JT-Shop> I prefer a 4 jaw and seldom use my 3 jaw on the Samson
[20:31:18] <Tom_itx> these are pot metal i think
[20:31:31] <JT-Shop> the ones I had were pot metal too
[20:32:20] <Tom_itx> there's stuff in the box i've never used
[20:32:34] <Tom_itx> i got it used from some engineer quite a few years ago
[20:33:25] <cradek> they're not great lathes, but you can use them to make parts if you're desperate enough
[20:33:37] <JT-Shop> and have time...
[20:33:51] <Tom_itx> it's gotten plenty of use
[20:39:55] <JT-Shop> anyone have any tips on cutting grooves with a grooving insert for an o-ring? it's a tiny little sucker about 0.075" wide and maybe 0.050" deep...
[20:40:56] <Tom_itx> they make inserts that small?
[20:41:24] <Tom_itx> but then i haven't done near as much with a lathe..
[20:42:15] <JT-Shop> I have some coming that are 0.039" wide and some 0.062" wide
[20:42:51] <Tom_itx> i'd just make a couple plunge cuts
[20:42:57] <Tom_itx> slowly :D
[20:43:19] <Tom_itx> make sure they blend good so it doesn't cut the o-ring
[20:43:44] -!-
skunkworks has quit [Ping timeout: 252 seconds]
[20:43:54] <Tom_itx> or undercut the plunge then make a final pass and move in x while it's in the groove a bit
[20:44:09] <Tom_itx> to clean up the bottom
[20:44:20] <JT-Shop> https://www1.mscdirect.com/CGI/NNSRIT2?PMPXNO=26705323&PMTERM=53439436
[20:44:50] <Tom_itx> hmm
[20:44:52] <JT-Shop> it does not seal on anything but picks up a stove leveling foot
[20:44:58] <Tom_itx> we always used sanvick inserts
[20:45:38] <JT-Shop> they fit my holders :)
[20:45:51] <Tom_itx> those look the same as sanvick relly
[20:45:54] <Tom_itx> really*
[20:46:54] <JT-Shop> I usually buy most of that kind of stuff from MSC cause it is easier... if I did more volume I'd have a tool monger come by the shop
[20:47:13] <Tom_itx> they're kinda nice sometimes
[20:47:31] <Tom_itx> they helped us get up to speed on titanium and tungsten
[20:50:18] <DaViruz> sanvick? you mean sandvik?
[20:50:27] <Tom_itx> yeah
[20:50:33] <DaViruz> (not trying to be an ass, just want to clarify)
[20:50:38] <DaViruz> ok
[20:50:46] <Tom_itx> been quite a while since i was there
[20:51:12] <Tom_itx> i had their insert catalog here somewhere
[20:51:59] <DaViruz> i live pretty near the city "sandviken" in sweden where they make them :)
[20:52:13] <Tom_itx> good stuff i think
[20:54:16] <DaViruz> a bit expensive but well worth it imo
[20:55:41] -!-
HazardX [HazardX!~HazardX3@pool-96-237-60-90.bstnma.fios.verizon.net] has joined #emc
[20:58:04] <anonimasu> Tom_itx: how's it going?
[21:00:23] -!-
e3m has quit [Quit: REALITY.SYS Corrupted: Re-boot universe? (Y/N/Q)]
[21:07:20] <bzzzz> jtag works! :'D
[21:14:43] <Tom_itx> anonimasu, good.. what's up?
[21:15:19] <Tom_itx> bzzzz, what target chip?
[21:15:26] -!-
FinboySlick has quit [Quit: Leaving.]
[21:15:34] <Tom_itx> the xilinx stuff or something else?
[21:15:40] <bzzzz> Tom_itx: lpc1769
[21:16:27] <bzzzz> Tom_itx: i ripped out the solder bridges on the lpcxpresso and attached it to a wiggler
[21:17:30] -!-
e-jones has quit [Quit: Ex-Chat]
[21:19:19] -!-
crazy_imp has quit [Ping timeout: 240 seconds]
[21:21:23] -!-
micges [micges!~ddd@abex91.neoplus.adsl.tpnet.pl] has joined #emc
[21:21:24] -!-
crazy_imp [crazy_imp!~mj@a89-183-69-41.net-htp.de] has joined #emc
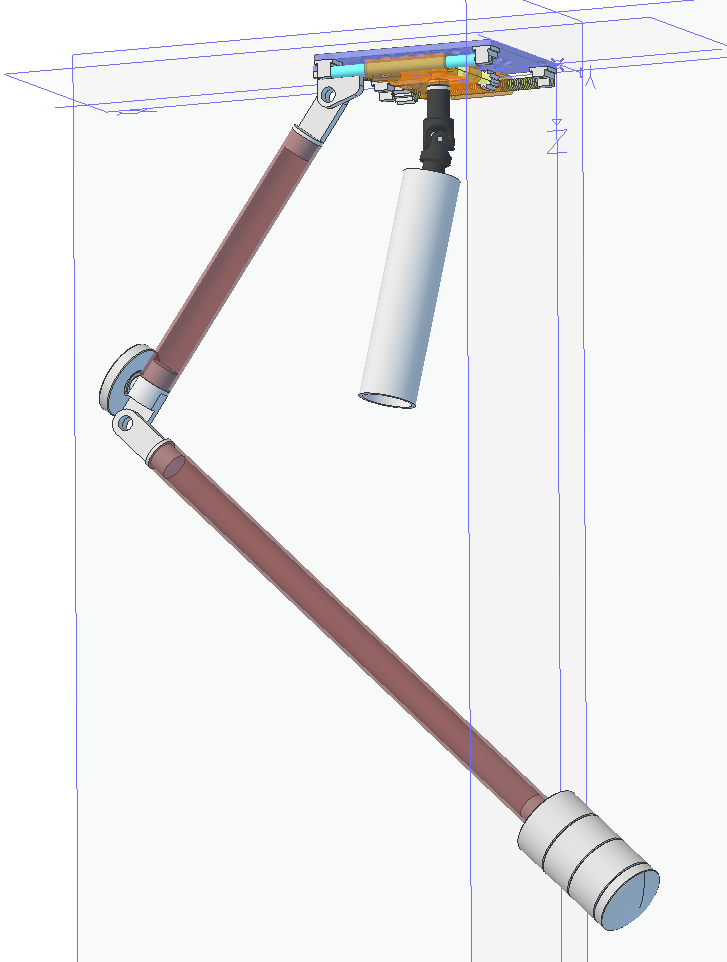
[21:22:27] <alex_joni> http://juve.ro/blog-files/projects/01298803577/version4_x_final.PNG
[21:22:33] <alex_joni> http://juve.ro/blog-files/projects/01298803577/version4_xxb_01.JPG
[21:24:24] <bzzzz> alex_joni: yours?
[21:24:44] -!-
phreak_ has quit [Remote host closed the connection]
[21:24:45] <alex_joni> bzzzz: yup
[21:24:53] <alex_joni> bzzzz:
http://juve.ro/blog/projects/01298803577
[21:24:55] <tom3p> nice, now wheres the move of you running with the bulls?
[21:25:04] -!-
phreak_ [phreak_!~phreak@216.160.90.21] has joined #emc
[21:25:06] <alex_joni> tom3p: hold your horses
[21:25:13] <alex_joni> errm ... bulls
[21:25:32] <alex_joni> just finished building it this evening
[21:25:49] <alex_joni> still have to mount the camera on it, then balance it, then we can try some tests ;)
[21:26:14] <JT-Shop> alex_joni: neat
[21:28:08] -!-
tom3p has quit [Quit: Ex-Chat]
[21:28:22] <alex_joni> JT-Shop: thx
[21:29:23] -!-
factor has quit [Read error: Connection reset by peer]
[21:31:30] -!-
JT-Shop_ [JT-Shop_!~chatzilla@216-41-156-49.semo.net] has joined #emc
[21:31:45] -!-
JT-Shop has quit [Ping timeout: 248 seconds]
[21:31:55] JT-Shop_ is now known as
JT-Shop
[21:37:56] -!-
AC-130H has quit [Read error: Connection reset by peer]
[21:38:10] -!-
AC-130H [AC-130H!~Martian@69.169.134.174.provo.static.broadweavenetworks.net] has joined #emc
[21:47:05] -!-
factor [factor!~factor@r74-195-188-223.msk1cmtc01.mskgok.ok.dh.suddenlink.net] has joined #emc
[21:54:05] -!-
Fox_Muldr has quit [Ping timeout: 276 seconds]
[21:55:31] -!-
Fox_Muldr [Fox_Muldr!quakeman@frnk-5f741fe0.pool.mediaWays.net] has joined #emc
[21:55:53] <JT-Shop> WoHo one more item checked off that long list...
[22:02:22] -!-
syyl has quit [Quit: Leaving]
[22:03:28] -!-
mikegg has quit [Ping timeout: 246 seconds]
[22:05:11] <adb> alex_joni, you may update your � 'Copyright � 2005-2009 Alex Joni'
[22:12:27] <alex_joni> adb: thanks, done
[22:12:42] -!-
mikegg [mikegg!~mike@c-71-56-61-208.hsd1.ga.comcast.net] has joined #emc
[22:12:47] -!-
pfred1 [pfred1!~pfred1@unaffiliated/pfred1] has joined #emc
[22:12:59] <adb> alex_joni, np
[22:19:24] -!-
GaryR [GaryR!~GaryR@99-90-218-109.lightspeed.iplsin.sbcglobal.net] has joined #emc
[22:20:08] <GaryR> well, i got this far....lol
[22:21:13] <GaryR> fresh meat here(total newbe) , who's awake
[22:22:58] <micges> many, ask away
[22:23:26] <GaryR> nothing yet, only just got the cd burnt today
[22:23:42] <GaryR> should be fun
[22:24:44] <micges> surely it will :)
[22:24:47] <GaryR> what challenge there is , will setting up for 3 axes gantry mill
[22:25:30] <GaryR> find out if my skills are what i think they are....lol
[22:26:37] <GaryR> played with cnc but not under linux
[22:27:21] <GaryR> had everything but the software
[22:27:23] <pfred1> the CD is easy install from source code
[22:27:48] <GaryR> yea, read where you just put it in the slot
[22:27:54] <GaryR> and turn it on
[22:28:05] <pfred1> dang I sure wish my base thread stayed like it is now
[22:28:33] <pfred1> let me fire up glxgears and crash the system out
[22:29:13] <GaryR> on a win pc at the moment , linux will be on it's own machine
[22:29:29] * pfred1 doesn't do Windows
[22:29:33] <GaryR> lol
[22:29:57] <GaryR> i mite not after i play with linux a bit
[22:29:58] <pfred1> managed to avoud it these past 16 years or so now
[22:30:31] <GaryR> hate having my paralle port locked up
[22:30:52] <pfred1> what does that mean?
[22:31:09] <GaryR> very low user priority
[22:31:35] <GaryR> can't run stuff from the printer port directly
[22:31:45] <pfred1> right now my max jitter base thread is 9121 ns
[22:31:54] <GaryR> have to use a dll file
[22:32:21] <pfred1> and that is on a Pentium 3 1 GHz machine
[22:32:34] <pfred1> that I fished out of someone's trash pile
[22:32:48] <GaryR> think this is too, not sure, son cooked it up for me
[22:33:11] <pfred1> and what Windows do you run on it?
[22:33:22] <GaryR> it's year old gamer's machine
[22:33:37] <GaryR> stuck with xp
[22:33:50] <pfred1> you run XP on a pentium 3?
[22:33:59] <GaryR> maybe go to 7 sometime later
[22:34:10] <GaryR> yea, it's fast
[22:34:17] <pfred1> hmmm
[22:34:51] <pfred1> this fast?
http://img87.imageshack.us/img87/2250/wedoct27bootchart.png
[22:35:31] <pfred1> warm boot in 16 seconds
[22:35:39] -!-
GaryR46953 [GaryR46953!~GaryR@99-90-218-109.lightspeed.iplsin.sbcglobal.net] has joined #emc
[22:35:45] <pfred1> my i3 does it in 5
[22:36:06] <GaryR46953> wiffi is acting funny
[22:36:16] <pfred1> oh what was the last thing you saw?
[22:36:36] <pfred1> did you see this? this fast?
http://img87.imageshack.us/img87/2250/wedoct27bootchart.png
[22:36:40] <GaryR46953> don't remember , didn't miss much
[22:37:29] <GaryR46953> don't think it's that fast
[22:37:47] <pfred1> my i3 can do it in 5 seconds
[22:37:59] <GaryR46953> i just use it for image editing and chat
[22:38:35] <pfred1> all Linux boots up fairly quickly out of the box I think that P3 booted in 21 seconds
[22:38:40] <GaryR46953> wife is the gamer in the family
[22:38:45] -!-
GaryR has quit [Ping timeout: 260 seconds]
[22:39:08] <pfred1> but with a little tweaking I managed to shave a few more off of it
[22:39:27] <pfred1> you can only make a box go as fast as it can go though
[22:39:48] <GaryR46953> i'm in my shop playing with my toys most of the time
[22:40:01] <pfred1> me too
[22:40:10] <GaryR46953> machine shop
[22:40:13] <pfred1> that is why i have this clunker in here
[22:40:35] <pfred1> another dumpster diver special a P4 2Ghz
[22:40:52] <GaryR46953> the steppers have been setting in a box for 10 years....lol
[22:41:07] <pfred1> it took me about that long to get mine running
[22:41:33] <GaryR46953> used to run 'em with qbasic
[22:41:46] -!-
Valen [Valen!~Valen@ppp121-44-145-254.lns20.syd7.internode.on.net] has joined #emc
[22:41:48] <GaryR46953> wasn't yesterday
[22:42:02] <pfred1> used to run mine with a 555 timer
[22:42:17] <GaryR46953> wow that is bear foot
[22:42:21] <pfred1> here it is running with EMC2
http://www.youtube.com/watch?v=cgbeyNNBZ68
[22:43:24] <pfred1> and on a 555 timer
http://www.youtube.com/watch?v=GU2GaSMPxNI
[22:44:05] <pfred1> http://www.youtube.com/watch?v=GU2GaSMPxN
[22:44:10] <pfred1> stupid youtube
[22:44:32] <pfred1> wait thats not it
[22:47:23] -!-
emc2-buildmaster has quit [Ping timeout: 276 seconds]
[22:47:53] -!-
micges has quit [Quit: Ex-Chat]
[22:51:57] <GaryR46953> catch you all later ( when i run into trouble) lol
[22:52:19] -!-
GaryR46953 has quit [Quit: Visitor from www.linuxcnc.org]
[23:08:20] -!-
Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #emc
[23:27:36] -!-
Tom_L has quit []
[23:32:39] -!-
stormlight_ [stormlight_!~jasonandt@c-71-202-13-101.hsd1.ca.comcast.net] has joined #emc
[23:32:40] -!-
mrsunshine has quit [*.net *.split]
[23:32:40] -!-
stormlight has quit [*.net *.split]
[23:32:43] stormlight_ is now known as
stormlight
[23:39:13] -!-
mrsunshine [mrsunshine!~mrsunshin@c-bc3de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #emc
[23:39:44] <AC-130H> good evenin
[23:45:24] * pfred1 is painting Stilson wrenches this evening
[23:45:38] <Jymmm> painting WHAT?
[23:46:47] <JT-Shop> where do people come up with this stuff?
http://www.linuxcnc.org/component/option,com_kunena/Itemid,20/func,view/catid,30/id,9922/lang,english/#9922
[23:47:12] <JT-Shop> Jymmm: is painting rocks with atoms
[23:47:40] <Tom_itx> wtf is a LUDL MAC 2000?
[23:47:48] <JT-Shop> dunno
[23:48:22] <pfred1> Tom_itx it is what they use to make the T-1000 with
[23:48:22] <Jymmm> http://www.kitmondo.com/ViewListing.aspx?lid=156030&prodName=Ludl_MAC-2000
[23:48:35] <JT-Shop> I used to use a 72" Stilson wrench
[23:48:36] <Jymmm> wafer inspction robot
[23:48:57] <pfred1> JT-Shop I just painted little ones tonight
[23:49:10] <Tom_itx> i'd like to go dumpster diving with him
[23:49:22] <Jymmm> JT-Shop:
http://docs.google.com/viewer?a=v&q=cache:ZUbr26dEm2sJ:www.rad-electronics.com/Downloads/90M002.pdf+LUDL+MAC+2000&hl=en&gl=us&pid=bl&srcid=ADGEESjod2vCaRFwVZ3-MNqgIUjKAiHxafEaaGoaK80ResYT2opM_TInnDb_0Yefev9jTREwMCkEs1yUeaWpCc7cX_QzT1Wv5vwmBU7foh1eoczwq93zfX4bY1h95ev-4DpEkg1CrWqa&sig=AHIEtbTIcXD9T03r_qygZyGQwwQfVvQnnQ
[23:49:28] <pfred1> yeah the guy should just sell it and get somethng that works
[23:49:37] <JT-Shop> biggest I have anymore is a 36"
[23:49:51] -!-
Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #emc
[23:50:07] <Tom_itx> oh now you're just bragging
[23:50:09] <pfred1> you could make a nice CNC machine for 27 grand
[23:50:26] <JT-Shop> crap, I can buy one for 6k
[23:51:06] <Jymmm> Yeah, but that thing is for precision micro movements
[23:51:06] <JT-Shop> Tom_itx: the 48" is too big to pick up anymore so I got rid of it
[23:52:03] <JT-Shop> some sob stole my 24" aluminum Stilson at a job site a few years ago
[23:52:38] <pfred1> I have 2 rigid 2 foot cast iron ones
[23:52:54] <pfred1> and pipes to fit on them too
[23:53:11] <JT-Shop> them be nice ones, do you know you can get replacement jaws for them...
[23:54:08] <JT-Shop> one more piece of Oh Shitty Board to go on the top wall
[23:54:21] <pfred1> I should take a picture of my monkee wrenches
[23:54:24] <Tom_L> you got any left with no holes in it?
[23:54:35] <JT-Shop> pfred1: you mean the cheater pipes
[23:54:37] <pfred1> I fell into a few nice ones of those
[23:54:54] <JT-Shop> Tom_L: LOL I got a new truck load today
[23:55:05] <Tom_L> i bet they love to see you comin
[23:55:32] <JT-Shop> cutting up the fusked up ones for the top row, it's only 27.5000000" high
[23:55:52] <JT-Shop> so I'm only scrapping small bits really
[23:56:03] <Tom_L> fire starter
[23:56:34] -!-
mhaberler has quit [Quit: mhaberler]
[23:56:55] <JT-Shop> not now that it is closed in, I won't burn OSB inside the glue is formaldehyde based
[23:57:07] <Tom_L> i should be figuring out these stepper signals
[23:57:24] <JT-Shop> neighbor has a big burn pile going for the 4th
[23:57:34] <pfred1> I should try to figure out why glxgears crashes the latency test here
[23:57:48] <JT-Shop> you mean you don't have any chips yet Tom
[23:58:07] <Tom_L> this is an upgrade
[23:58:12] <JT-Shop> I should go do the last piece for tonight
[23:58:12] <Tom_L> the mill works as it is
[23:58:19] <Tom_L> i'm collecting pieces
[23:58:25] <JT-Shop> yea, I'm just poking at you
[23:58:37] <Jymmm> Tom_L: you play with the tiny avrs?
[23:58:39] <Tom_L> but i'll likely hook the mesa boards up to the old drivers to test
[23:58:45] <Tom_L> some of them yes
[23:58:52] <Tom_L> 2313 t10
[23:58:55] <Tom_L> for a couple
[23:59:14] <Jymmm> Tom_L: need to control one 4 pin RGB LED, suggestions?
[23:59:34] <Tom_L> to do what? just blink?
[23:59:41] <Tom_L> the t10 has 4 io
[23:59:55] <Jymmm> Tom_L: Can it iface with a PC ?
[23:59:59] <Tom_L> asm only though
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}