Back
[00:01:12] <KimK> Which version do you prefer?
[00:02:05] <Tom_itx> i'm not really sure which one i have but i think it's the non-gnome ver
[00:02:12] <Tom_itx> i'm not much of a linux guru really
[00:02:58] <KimK> I find the gnome-recommended version too far behind, so that it is lacking features compared to Xchat's own version.
[00:03:25] <KimK> Ha, I'm not a linux guru either, but I'm hoping to be, lol!
[00:03:35] <Tom_itx> how do you tell the diff?
[00:03:43] -!-
atom1 [atom1!~Tom@ip68-102-101-239.ks.ok.cox.net] has joined #emc
[00:04:08] -!-
theorb [theorb!~theorb@91.84.53.6] has joined #emc
[00:04:18] -!-
theorbtwo has quit [Ping timeout: 240 seconds]
[00:04:21] theorb is now known as
theorbtwo
[00:04:33] <atom1> xchat 2.8.6
[00:07:58] <KimK> One is listed in Synaptic as (Ubuntu Logo) xchat-gnome (version 1:0.26.1... ). The other one is (no logo) xchat (version 2.8.6... ), but you have to enable Universe to see it.
[00:08:45] <JT-Shop> one AC up and running :) in the new shop... just in the nick of time
[00:09:02] <Tom_itx> yep, close to 100 here today
[00:09:06] <KimK> JT-Shop: Ha, congratulations!
[00:10:40] <KimK> JT-Shop: Now you can set your beer in front of the air conditioner, lol.
[00:11:02] -!-
atom1 has quit [Quit: Leaving]
[00:17:50] <JT-Shop> beer is in the fridge
[00:18:17] <marcin_ose> JT-Shop - just to recap you can use an XYZ config and move all the steppers but with your XXYZ only one stepper moves on the X axis??? - Yes, that's correct.
[00:21:53] <JT-Shop> marcin_ose: if you swap the X steppers does only the X axis output work?
[00:31:09] <SWPadnos> I thought there was a problem with some older stepconf versions where it would only connect the first set of pins with a particular function (such as XStep and XDir)
[00:31:19] <SWPadnos> I also think that was fixed at some point, but I don't know for sur
[00:31:22] <SWPadnos> e
[00:31:45] -!-
elmo40 [elmo40!~Elmo40@CPE0017ee09ce6d-CM001bd7a89c28.cpe.net.cable.rogers.com] has joined #emc
[00:33:18] -!-
elmo401 has quit [Ping timeout: 240 seconds]
[00:40:49] <JT-Shop> SWPadnos: I looked at his .hal and it seemed to be correct
[00:41:12] <SWPadnos> is it somewhere I can see it?
[00:41:37] <JT-Shop> JT-Shop - torchtable.hal file -
http://pastebin.com/u02D6Uvn
[00:42:25] <SWPadnos> yep, looks like X steps should be on pins 2 and 4
[00:43:32] * JT-Shop wanders inside for some chow
[00:51:12] <aggrav8d> ugh. so I found the problem. my y and z axies are working perfect. on the x axis there are two sprockets with tiny screws that hold them onto the motor shafts. the screws don't hold tightly enough or keep coming loose.
[00:57:05] -!-
tom3p [tom3p!~tomp@74-93-88-241-Illinois.hfc.comcastbusiness.net] has joined #emc
[01:04:54] <Tom_itx> red loctite
[01:05:04] <Tom_itx> does it have a flat?
[01:09:38] -!-
phreak_ has quit [Remote host closed the connection]
[01:10:48] -!-
phreak_ [phreak_!~phreak@216.160.90.21] has joined #emc
[01:26:53] <Gensor> does ubunta support any type of esata pci express card?
[01:41:38] <ve7it> Jymmm, do you know if XP ever had something like a live cd image or usb stick bootable image?
[01:44:31] <jdhNC> there are bootable cd and stick images for 'mini-xp' that aren't msft things
[01:47:12] <ve7it> jdhNC, I will take a look..... I have a CAN bus analyzer package that only runs on windows.... and I dont really do windows... attempted a wine install, but things went downhill when it wanted to put .net v2 in
[01:48:16] <jdhNC> the mini things are for recovery mainly. If the app needs the CLR runtimes, you are probably out of luck for them. Could use vmware.
[01:50:44] <ve7it> time to reformat a laptop drive... I hate installing windows on old hardware..... linux has much better stock driver support
[01:52:00] <tom3p> how can i display the values of # vars during debugging? is print et al the tools? or can they be viewed thru axis or ...?
[01:54:43] -!-
tom3p [tom3p!~tomp@74-93-88-241-Illinois.hfc.comcastbusiness.net] has parted #emc
[02:01:58] <Jymmm> ve7it: yes and no
[02:02:46] <Jymmm> ve7it: M$ never released a LiveXP, but there is a way to create a LiveXP yourself if interested
[02:03:54] <Jymmm> ve7it: Once created, it works very well as long as you have 4+GB of ram
[02:04:05] <Jymmm> can burn ISO's and everything
[02:05:00] <jdhNC> can you 'update' it?
[02:05:25] <Jymmm> Sure, just before you rebuild it
[02:05:27] <Jymmm> again
[02:08:24] <Jymmm> ve7it: Here's a newer way to do it...
http://www.intowindows.com/create-live-xp-cd-how-to/
[02:08:37] <Jymmm> ve7it: The old way was via BartPE
[02:09:08] <Jymmm> ve7it: But, I'd slipstream your source first if I were you.
[02:12:30] <Jymmm> ve7it: Hmmm, that looks interesting actually. I've been meaning to update my slipstreamed XP build as I use it for my BASE VM's.
[02:21:22] -!-
rooks has quit [Ping timeout: 240 seconds]
[02:40:54] -!-
L84Supper [L84Supper!~ly@unaffiliated/l84supper] has parted #emc
[02:41:05] -!-
L84Supper [L84Supper!~ly@unaffiliated/l84supper] has joined #emc
[03:06:56] -!-
Dannyboy [Dannyboy!~Dan@ip68-101-102-133.oc.oc.cox.net] has joined #emc
[03:09:34] -!-
elmo40 has quit [Quit: Leaving.]
[03:26:11] <aggrav8d> Tom_itx - i'm going to try epoxy and if that doesn't work, spot weld it.
[03:27:57] <Tom_itx> weld might not be the best solution
[03:28:32] <aggrav8d> so... i have a 108"x52" table for my 96"x48" workspace. There are no holes in the surface, and it has yet to be levelled. I want to implement a system for easily holding down all my stock, and I'd like to avoid damaging the table if possible (with the bit while cutting). I'm willing to modify the table top if it gets results. What do you recommend?
[03:29:00] <aggrav8d> Tom_itx - sure, if i have to replace the sprocket or the rod I'm hooped.
[03:29:23] <aggrav8d> but atm i'm two months late on my projects and going broke fast. I'll do almost anything to get up and running.
[03:29:55] <Tom_itx> what materials are you cutting?
[03:30:19] <Tom_itx> err trying to hold
[03:31:14] -!-
awallin has quit [Quit:
http://quassel-irc.org - Chat comfortably. Anywhere.]
[03:31:24] -!-
awallin [awallin!~quassel@cs78199127.pp.htv.fi] has joined #emc
[03:35:38] <aggrav8d> woods, some plastics.
[03:35:43] <aggrav8d> i'm not brave enough yet to try metal.
[03:36:30] <aggrav8d> I have tried a few solutions. I'm not going to tell you which ones because I'd like a less biased opinion.
[03:41:14] <toastydeath> the two major methods of holding parts down are either a t-slotted table or an inserted table
[03:41:28] <toastydeath> where you drill either a hex or square pattern and plug the holes with threaded inserts
[03:42:19] <toastydeath> on top of this, you can then use vises, toe clamps, strap clamps, vacuum chucks, etc
[03:43:15] <Tom_itx> every app is a bit different but a threaded grid pattern is rather handy
[03:43:38] <Tom_itx> offset with some dowelpin holes for axis alignment
[03:44:01] <toastydeath> if your table is wood/mdf, threaded grid is really the best option, as wood doesn't enjoy being t-slotted for the purposes of part hold down
[03:57:53] -!-
i_tarzan has quit [Read error: Operation timed out]
[04:08:40] -!-
psha [psha!~psha@213.208.162.69] has joined #emc
[04:37:25] <Valen> you could vaccume table it
[04:37:54] <marcin_ose> JT-Shop - I checked one X axis by itself in the XXYZ setup, then the other X axis by itself - both worked. Then I checked both together. Then reversed the direction on one. It worked. I don't know what the problem was before, but it works now.
[04:39:09] <aggrav8d> threaded grid?
[04:39:40] <aggrav8d> you mean a grid of thread inserts?
[04:39:41] <marcin_ose> I think it was clearly operator error of some sort. Looking forward to CAM some of this tomorrow:
http://www.youtube.com/watch?v=8SCd9SLG7dg
[04:40:28] <toastydeath> aggrav8d, yeh
[04:42:25] <aggrav8d> i've been doing that. I guess I need more. I tighten the bolts so much they start to pull the inserts out of the table.
[04:42:41] <aggrav8d> guess I should have put in a drop or two of crazy glue first.
[04:42:51] <toastydeath> you're putting the inserts on the wrong side of the table
[04:42:55] <toastydeath> use t-nuts
[04:42:58] <aggrav8d> ??
[04:43:08] <toastydeath> that way when you tighen them down, they are being driven harder into the table
[04:44:19] <toastydeath> https://s3.amazonaws.com/ljimg/lg3f96b.jpg
[04:44:23] <toastydeath> those type of things
[04:44:26] <aggrav8d> i think I was just putting in the wrong kind of t nuts
[04:44:34] <aggrav8d> er, wrong kind of inserts.
[04:44:52] <aggrav8d> yeah, i can get a 100-unit bag for $5.50. definitely on my to-buy list.
[04:45:31] <toastydeath> also make sure you get them threaded in one of the standard strap clamp sizes
[04:46:05] <aggrav8d> strap clamp?
[04:46:27] <aggrav8d> i'z so ignant.
[04:46:38] <aggrav8d> http://www.leevalley.com/us/wood/page.aspx?p=42173&cat=1,45866 ?
[04:47:33] <Jymmm> aggrav8d: plumbers tape, long bolt and a wing nut
[04:47:33] <aggrav8d> is that what you mean?
[04:48:01] <toastydeath> aggrav8d, nah
[04:48:04] <toastydeath> i'll get an image
[04:48:05] <aggrav8d> jymm - that's my current solution.
[04:48:17] <Jymmm> KISS
[04:50:01] <toastydeath> http://i.imgur.com/pPs1V.jpg
[04:50:10] <toastydeath> see that clamp, with the stair looking thing and the bolt that goes down into the table
[04:50:13] <aggrav8d> yeah, i have a simple version of strap clamps - i cut some grooves in the end of a piece of 2x4 scrap.
[04:50:15] <toastydeath> that's called a strap clamp
[04:50:39] <aggrav8d> yeah. i'm definitely getting the t-nuts tomorrow.
[04:50:41] <aggrav8d> thank you!
[04:50:46] -!-
marcin_ose has quit [Quit: Leaving]
[04:50:47] <toastydeath> i think the standard strap clamp stud is like, 1/2 - 13
[04:50:50] <aggrav8d> (and the fly cutter to level the table)
[04:50:54] <toastydeath> or something like that
[04:51:07] <aggrav8d> i made my own with some hardwood and a router.
[04:51:25] <aggrav8d> gtg, bed time.
[04:51:30] <toastydeath> make your stuff to the standard, just a suggestion
[04:51:31] -!-
phreak_ has quit [Ping timeout: 241 seconds]
[04:51:32] <toastydeath> bai
[04:51:33] <aggrav8d> thank you, toasty & jymm.
[04:52:57] -!-
phreak__ [phreak__!~phreak@216.160.90.21] has joined #emc
[04:59:54] -!-
psha has quit [Quit: leaving]
[05:02:58] -!-
WesBaker has quit [Ping timeout: 240 seconds]
[05:14:14] -!-
jstenback [jstenback!~jstenback@dp.jstenback.com] has joined #emc
[05:15:34] -!-
fatpandas has quit [Read error: Operation timed out]
[05:25:12] -!-
fatpandas [fatpandas!~fatpandas@c-98-219-42-32.hsd1.ga.comcast.net] has joined #emc
[05:27:55] -!-
mrsunshine [mrsunshine!~mrsunshin@c-bc3de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #emc
[05:40:03] -!-
WalterN [WalterN!~walter@tiwake.com] has joined #emc
[06:19:41] -!-
cjdavis has quit [Ping timeout: 240 seconds]
[06:20:32] -!-
cjdavis [cjdavis!~cjdavis@cpe-71-67-99-208.cinci.res.rr.com] has joined #emc
[06:31:56] -!-
nullie [nullie!~nullie@dhcp249-214.yandex.net] has joined #emc
[06:42:13] -!-
ve7it has quit [Remote host closed the connection]
[06:47:14] -!-
e-jones [e-jones!~jkastner@nat/redhat/x-jvlxbgbaiwwvprpc] has joined #emc
[06:53:35] -!-
nicko [nicko!~nicko@125-237-79-227.jetstream.xtra.co.nz] has joined #emc
[06:57:16] -!-
Dannyboy has quit [Remote host closed the connection]
[07:00:52] -!-
cjdavis has quit [Ping timeout: 240 seconds]
[07:02:51] -!-
cjdavis [cjdavis!~cjdavis@cpe-71-67-99-208.cinci.res.rr.com] has joined #emc
[07:05:15] -!-
acemi [acemi!~acemi@unaffiliated/acemi] has joined #emc
[07:11:05] -!-
capricorn_one has quit [Remote host closed the connection]
[07:29:18] -!-
WalterN has quit [Quit: Leaving]
[07:31:53] -!-
robh__ [robh__!~robert@5ace706f.bb.sky.com] has joined #emc
[07:33:04] -!-
robh__ has quit [Client Quit]
[07:36:41] -!-
vladimirek [vladimirek!~vladimire@bband-dyn166.178-41-220.t-com.sk] has joined #emc
[08:10:34] -!-
OoBIGeye has quit [Ping timeout: 260 seconds]
[08:24:02] -!-
i_tarzan [i_tarzan!~i_tarzan@189.136.250.43] has joined #emc
[08:42:55] -!-
OoBIGeye [OoBIGeye!~kent@194-237-167-11-no48.tbcn.telia.com] has joined #emc
[10:34:53] -!-
acemi has quit [Quit: WeeChat 0.3.2]
[10:44:03] -!-
rooks [rooks!~rooks@102-bem-18.acn.waw.pl] has joined #emc
[11:08:56] -!-
WesBaker [WesBaker!~wes@68.67.115.73] has joined #emc
[11:11:49] -!-
Guest952 [Guest952!~Guest952@58.214.137.98] has joined #emc
[11:13:02] <Guest952> +cntz
[11:15:17] -!-
mhaberler [mhaberler!~mhaberler@imac.stiwoll.mah.priv.at] has joined #emc
[11:22:30] -!-
Guest952 has quit [Quit: Visitor from www.linuxcnc.org]
[11:25:37] -!-
acemi [acemi!~acemi@unaffiliated/acemi] has joined #emc
[11:27:28] -!-
psha [psha!~psha@195.135.238.205] has joined #emc
[11:33:50] -!-
nicko has quit [Ping timeout: 276 seconds]
[12:20:28] -!-
CapnKernel has quit [Quit: Leaving.]
[12:43:39] -!-
skunkworks [skunkworks!447329d2@gateway/web/freenode/ip.68.115.41.210] has joined #emc
[12:48:27] -!-
dgarr [dgarr!~dgarrett@adsl-75-61-78-208.dsl.pltn13.sbcglobal.net] has joined #emc
[13:18:45] -!-
Gensor has quit [Ping timeout: 240 seconds]
[13:18:55] -!-
skunkworks_ [skunkworks_!~chatzilla@68-115-41-210.static.eucl.wi.charter.com] has joined #emc
[13:23:04] -!-
Valen has quit [Quit: Leaving.]
[13:24:54] <skunkworks_> This is how you rigid tap with the k-flop
[13:24:56] <skunkworks_> http://dynomotion.com/Help/Mach3Plugin/Mach3RigidTapping.htm
[13:30:59] <archivist> \o/ // in case there is significant spindle position error move there first
[13:33:35] <aggrav8d> so last night it was suggested I use t nuts in my table to hold my stock. I'm still a little confused about what's going to keep those t nuts IN the table when I tighten the clamp bolts.
[13:33:44] <aggrav8d> seems like they'd just lift right out.
[13:34:25] <archivist> not if your table has t slots to suit
[13:36:40] <skunkworks_> heh
[13:46:24] <aggrav8d> you're thinking of the wrong kind of t nut
[13:46:40] <aggrav8d> http://www.churchfurniturestore.com/tnut.jpg
[13:47:01] <jdhNC> I'd call that a blind nut
[13:48:32] <The_Ball> aggrav8d, this is what you want
http://www.worldofcnc.com/images/slot8tnut.JPG
[13:49:44] <archivist> iirc he has mdf table so the blind nut may be the right answer
[13:50:39] <The_Ball> oh, sure
[13:50:39] <jdhNC> I use 80-20 t-nuts in my MDF (slotted) table
[13:56:18] <jdhNC> perhaps you are thinking of putting your Tee/blind nuts on the wrong side of the mdf?
[14:01:54] <The_Ball> what a cool little tool changer:
http://www.worldofcnc.com/products.asp?recnumber=250
[14:06:05] -!-
acemi has quit [Ping timeout: 240 seconds]
[14:07:32] -!-
FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #emc
[14:08:16] <skunkworks_> The_Ball: How is it going?
[14:09:24] -!-
tom3p [tom3p!~tomp@74-93-88-241-Illinois.hfc.comcastbusiness.net] has joined #emc
[14:10:42] <The_Ball> skunkworks, good, been very busy, bought a house, built a shed, got a few dogs and a gf since I was last involved in the cnc hobby :)
[14:11:19] <The_Ball> converting my mill to a mesa 5i23 now
[14:11:35] <The_Ball> what have you been up to?
[14:11:39] <jdhNC> wow, linux/cnc AND a gf?
[14:12:01] <The_Ball> keep your voice down, she doesn't know!
[14:12:13] <archivist> hehe
[14:12:28] <archivist> they need some training
[14:12:29] <jdhNC> it's no problem until the wife finds out.
[14:13:02] <FinboySlick> CNC, the other mistress.
[14:13:15] <skunkworks> heh
[14:13:50] <skunkworks> The_Ball: got her running
http://www.youtube.com/watch?v=39q6kvrSBSk
[14:16:40] <FinboySlick> skunkworks: Wow.
[14:18:46] <skunkworks> it actually mills also :)
http://www.youtube.com/watch?v=RW6eXiMoFp8
[14:19:10] -!-
acemi [acemi!~acemi@unaffiliated/acemi] has joined #emc
[14:19:18] <skunkworks> http://www.youtube.com/user/samcoinc#p/u/1/1a0YpKfSGE8
[14:19:21] <FinboySlick> skunkworks: What was that little move after it was done tapping?
[14:19:38] <FinboySlick> Or was it a camera trick?
[14:20:12] <skunkworks> heh - the spindle accell/decel is pretty slow - so you see z move back to the rigid tapping starting position.
[14:20:25] <The_Ball> ah, that's really sweet!
[14:21:22] <The_Ball> it's a pain when they deliver you bent drills, I have a couple too
[14:21:34] <skunkworks> yes. still works for most things..
[14:21:35] -!-
nullie has quit [Quit: Ex-Chat]
[14:21:58] -!-
awallin_ [awallin_!~quassel@2001:708:110:1020:224:7eff:feda:7c7d] has joined #emc
[14:22:55] <The_Ball> I was actually looking for pictures of CNC taps, but now I know what they look like
[14:23:16] <skunkworks_> The_Ball: that is not really a cnc tap
[14:23:21] <skunkworks_> wait
[14:23:42] <The_Ball> It was a bit hard to tell from the video how the threads turned out, how was the quality?
[14:23:43] <skunkworks_> yes - that one is. (forgot what was in the machine)
[14:24:14] <skunkworks_> The_Ball: great as far as I can tell. no tearing considering the tap has had a live
[14:24:16] <skunkworks_> life
[14:26:25] <skunkworks_> you can see the tap push the aluminum a few thousands here
http://www.youtube.com/watch?v=Droa4ESvuP8
[14:26:35] <skunkworks_> when it starts.
[14:26:35] -!-
nullie [nullie!~nullie@dhcp249-214.yandex.net] has joined #emc
[14:29:00] <The_Ball> ah, is that from the tap not "biting" into the first thread?
[14:29:35] <skunkworks_> that is what I assume
[14:30:52] <skunkworks_> we have some taps that are strait - but are sharpened to run the shavings out the bottom also.
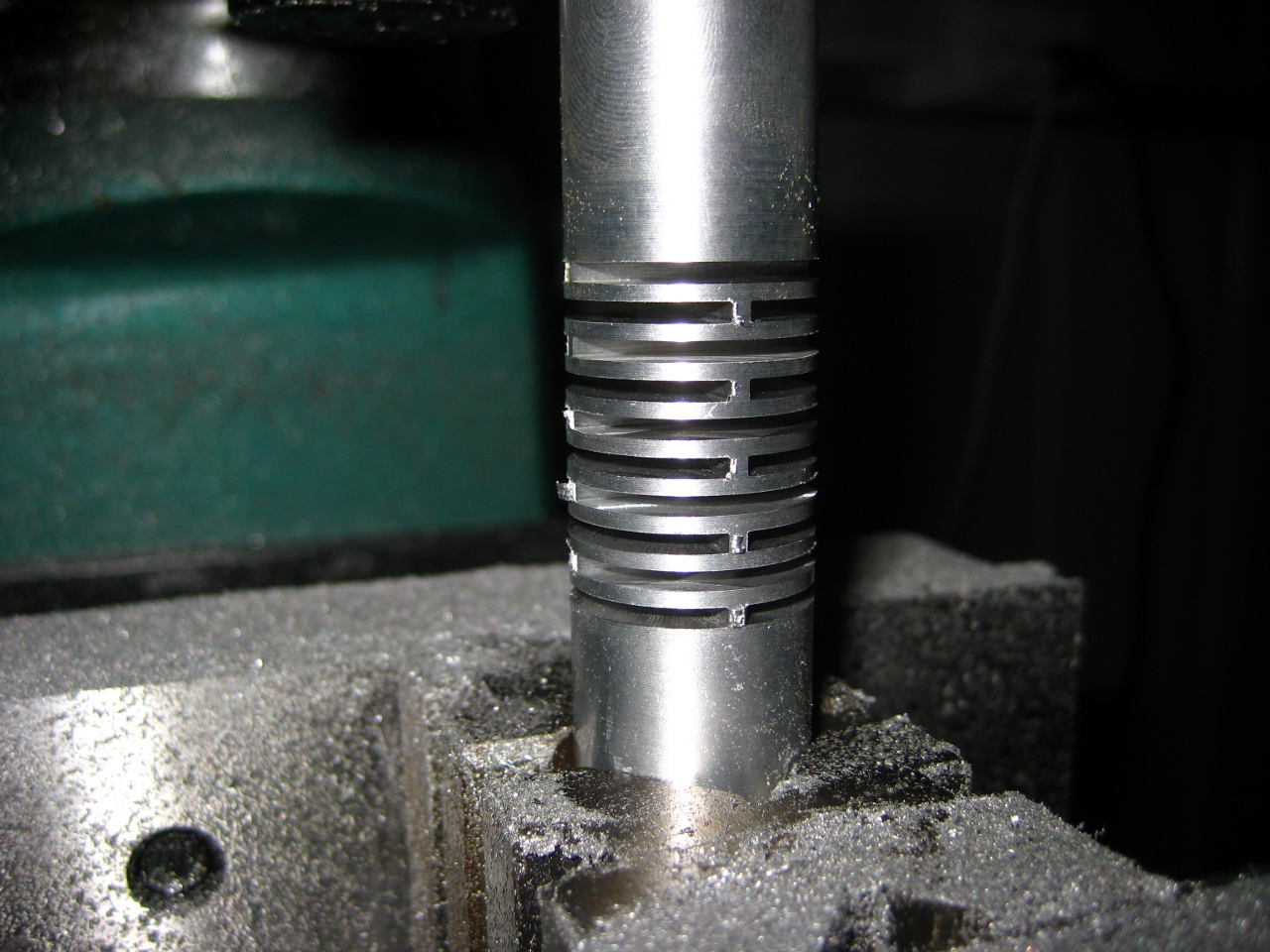
[14:34:26] <The_Ball> I made a flex coupler today:
http://wigen.net/workshop/cnc/20110510-1754asmall.jpg
[14:34:46] <The_Ball> Not sure if it will hold up though, 21.5mm diameter
[14:34:50] -!-
nullie has quit [Quit: Ex-Chat]
[14:35:34] -!-
acemi has quit [Ping timeout: 260 seconds]
[14:37:06] <skunkworks_> cool!
[14:38:38] <cradek> ooh that is cool
[14:38:47] <cradek> I bet you have to cut those slots in the right order :-)
[14:39:58] <Connor> That's a neat design.. Not subject to spring effect like most.. would be concerned with it breaking though if you flex it too much.
[14:40:00] <The_Ball> almost, I do the top cut, then go down and do the next cut 90 clockwise, then go back up for the next cut 90 clockwise, then go back down for the last cut
[14:42:35] <The_Ball> Connor, what do you mean by spring effect?
[14:43:06] <Connor> Helical flex coupler
[14:43:54] <Connor> They're cut spiral slits.. like a spring.
[14:44:08] <The_Ball> oh! I see
[14:45:17] <The_Ball> I'm afraid alu might be a poor material for this, would mild steel work better for bending over time?
[14:45:27] <jdhNC> probably
[14:45:29] <Connor> I would have cut less slots.. maybe remove a pair.. and use clampping vs set screw.. not sure which way your going your not done.
[14:45:38] <Connor> You want stainless.
[14:46:07] <Connor> and yes, Alum is very prone to stress fractures.. and with this design maybe more so.
[14:46:20] <The_Ball> The gcode has variables for number of cuts and how much material to leave where, so that's easy to change
[14:46:39] <jdhNC> how big are the slots?
[14:47:03] <The_Ball> The cutter is 1.5mm wide
[14:47:04] <Connor> because the stress is on each alum in it's most weakest place.. the spiral design the stress is mostly right at the start or end of the spiral.
[14:48:09] <Connor> http://www.huco.com/products.asp?cat=46
[14:48:57] <Connor> Multi Beam, Single Beam and Step beam.. Looks like yours is like a step beam, but with 2 vs 3 or 4
[14:49:15] -!-
acemi [acemi!~acemi@unaffiliated/acemi] has joined #emc
[14:50:18] -!-
psha has quit [Quit: leaving]
[14:52:55] <The_Ball> good selection
[14:53:08] <The_Ball> didn't know there was that many types
[14:53:41] <Connor> I like Odham slip disk style.. those are cool.. but they're good for offset, not flex.
[14:54:04] <ssi> lovejoy type work well for flex
[14:54:08] <ssi> or angular misalignment, rather
[14:54:40] <Connor> lovejoy can introduce backlash
[14:54:52] <ssi> so can any other type of coupler :P
[14:54:55] <ssi> like helical
[14:54:58] <ssi> or oldham
[14:55:07] <Connor> helical isn't suppose too.
[14:55:17] <Connor> oldham yes.
[14:55:18] <The_Ball> nor the_ball type coupler ;)
[14:55:36] <Connor> the ball might.. it can wear out the socket.
[14:55:39] <ssi> helical is a spring... it can "unwind" under load
[14:56:30] <The_Ball> Connor, wear out the socket on the drive shaft?
[14:56:33] <Connor> unwind how? If both the stepper motor and the screw are fixed.. the only way it could unwind would be as it broke.
[14:56:57] <awallin_> piece of garden water-hose with two pipe-clamps works too :)
[14:56:58] <Connor> Oh. You mean the one you just made
[14:57:08] <Connor> I was thinking of a ball joint.
[14:57:20] <The_Ball> hehe, sorry, bad joke
[14:57:46] <ssi> if the axis binds and the screw can't turn, putting torque on the motor end can cause that helix to open up or close down, and the motor will be at a different angle than the screw, that'd be backlash
[14:58:17] <ssi> it'd be the same thing as if the rubber spider in a lovejoy compressed enough to allow the motor to turn more than the screw
[14:58:30] <ssi> either way, it's likely not worth worrying about
[14:59:37] <The_Ball> ssi, my machine doesn't even have ballscrews so I'm not worried
[14:59:48] <ssi> that's the spirit ;)
[15:02:17] -!-
acemi has quit [Quit: WeeChat 0.3.2]
[15:04:38] -!-
JT-Shop has quit [Ping timeout: 240 seconds]
[15:05:56] -!-
jthornton has quit [Ping timeout: 276 seconds]
[15:15:34] <tom3p> how do you monitor # variables during a program run?
[15:15:47] <cradek> (debug, the value is #123)
[15:16:47] <ssi> yes, best feature ever
[15:17:40] -!-
e-jones has quit [Quit: Ex-Chat]
[15:19:16] <tom3p> thx, also found MAH had fed them to widgets
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?ActionWidgets
[15:31:34] -!-
awallin_ has quit [Remote host closed the connection]
[15:32:08] -!-
isssy [isssy!~isssy@78-83-51-185.spectrumnet.bg] has joined #emc
[15:35:39] -!-
capricorn_one [capricorn_one!~capricorn@zima.linwin.com] has joined #emc
[15:49:49] -!-
i_tarzan has quit [Ping timeout: 260 seconds]
[15:50:16] -!-
nullie [nullie!~nullie@nullie.telenet.ru] has joined #emc
[15:54:37] <cpresser> ssi: did you finish your vfd-setuo?
[15:59:57] -!-
psha [psha!~psha@213.208.162.69] has joined #emc
[16:02:04] -!-
L84Supper has quit [Read error: Operation timed out]
[16:04:16] <The_Ball> ssi, modbus vfd setup?
[16:04:45] -!-
isssy has quit [Quit: Visitor from www.linuxcnc.org]
[16:04:49] -!-
stormlight [stormlight!~jasonandt@c-71-202-13-101.hsd1.ca.comcast.net] has joined #emc
[16:06:26] <bzzzz> ugh, modbus
[16:06:56] <schwege> I'm about to finish one (modbus over tcp, actually)
[16:09:02] <The_Ball> schwege, for a vfd, with emc?
[16:09:26] -!-
nullie has quit [Ping timeout: 276 seconds]
[16:09:37] <bzzzz> dunno about tcp, but modbus over rs232 is quite a hassle
[16:10:24] <The_Ball> I'm waiting to receive a vfd, but I can't make up my mind if I'm going to use modbus or analog
[16:10:37] <schwege> The_Ball: yes
[16:10:54] -!-
nullie [nullie!~nullie@nullie.telenet.ru] has joined #emc
[16:10:58] <schwege> bzzzz: libmodbus.org libraries simplify the mess enough for us :)
[16:11:28] <bzzzz> schwege: not if malloc isn't a viable path
[16:11:37] <bzzzz> schwege: but yeah, it's good reference code
[16:11:55] <schwege> bzzzz: well due to network stuff we had to take it to userspace anyway
[16:12:57] <schwege> The_Ball: today I found out that feeding speed values at a 100 Hz rate caused timeouts, but 50 Hz works fine
[16:13:14] <schwege> didn't debug further, as 50 Hz is plenty for my application
[16:13:29] <schwege> so if you need more, maybe you'd look at analog options
[16:13:32] -!-
i_tarzan [i_tarzan!~i_tarzan@189.136.250.43] has joined #emc
[16:13:38] <The_Ball> isn't there a 50ms silence required between transmits?
[16:14:20] <schwege> not sure if that applies to tcp mode, too
[16:14:59] <The_Ball> Who knows how it's implemented, could be a tcp-to-serial bridge
[16:15:09] <The_Ball> what sort of drive is it?
[16:15:17] <schwege> emerson commander sk, with an ethernet add-on
[16:17:18] -!-
L84Supper [L84Supper!~ly@unaffiliated/l84supper] has joined #emc
[16:18:51] <The_Ball> I just want spindle pid control, and my spindle is acc/dec really slowly so even 10hz update is probably fine for me
[16:19:20] <schwege> yeh
[16:19:25] -!-
phreak__ has quit [Read error: Connection reset by peer]
[16:19:35] <schwege> I've got a d=6m dome to rotate...
[16:28:15] -!-
phreak [phreak!~phreak@216.160.90.21] has joined #emc
[16:28:32] <The_Ball> sweet, building a telescope?
[16:29:13] <jdhNC> or death ray?
[16:29:28] <jdhNC> death ray is much cooler, everyone has telescopes
[16:29:31] <ssi> cpresser: no, I can't make the stupid C41 pwm to 0-10v board work properly
[16:29:40] <ssi> I'm thinking I might do it with an arduino instead :P
[16:32:29] <The_Ball> If I'm going the analog route I was thinking of making a fiber pwm driver for dir + 0-10V
[16:32:30] -!-
icarusfactor has quit [Quit: Leaving]
[16:33:08] <The_Ball> I've heard bad things about voltage potentials in cheap vfds (which mine is)
[16:33:17] -!-
icarusfactor [icarusfactor!~factor@r74-195-188-223.msk1cmtc01.mskgok.ok.dh.suddenlink.net] has joined #emc
[16:33:58] <ssi> I'm gonna pull the C41 board down and bring it upstairs to test it on the bench tonight
[16:34:08] icarusfactor is now known as
factor
[16:34:15] <ssi> I have no clue why it won't work...
[16:38:16] -!-
psha has quit [Quit: leaving]
[16:41:59] <cpresser> ssi: do you own a function generator?
[16:42:03] <ssi> yup
[16:42:31] <cpresser> i guess the board is nothing more than a RC-Lowpass with a operational amplifier
[16:42:46] <ssi> imma have to look at it tonight... I'm honestly not sure what it's doing
[16:42:51] <cpresser> you should be able to debug it using the function-generator and your scope
[16:42:57] <ssi> yeah, that's the plan
[16:44:10] <ssi> I emailed Arturo about the problem I was having... the first thing he responded was that the pwm freq was too high
[16:44:11] -!-
ve7it [ve7it!~LawrenceG@S0106009027972e37.pk.shawcable.net] has joined #emc
[16:44:13] <ssi> I was using 20khz
[16:44:24] <ssi> turns out the C41 datasheet specifies 20-100 HZ, not KHz
[16:44:37] <ssi> but even at 100hz, still has the same issue
[16:44:56] <ssi> his second email said that the input signals need to be buffered
[16:45:26] <ssi> I haven't tried that yet, but I'm scoping the signals at the inputs while loaded, and voltage and squareness are good, so I can't imagine that being the problem
[16:45:32] <ssi> no response to that yet
[16:49:34] <cpresser> buffers would have been my next advice; but considering the signal itself is fine... is the power-supply to the C41-Board fine? perhaps try to measure the input-colate at the op-amps
[16:50:04] <ssi> I'm feeding it 3v3, but that should be ok
[16:50:10] <ssi> it's an opto input, and spec is 2-5v
[16:50:17] <ssi> or 2-5v5 rather
[16:50:32] -!-
stormlight_ [stormlight_!~jasonandt@c-71-202-13-101.hsd1.ca.comcast.net] has joined #emc
[16:51:45] <cpresser> so how is it supposed to output 10v?
[16:51:57] <ssi> sorry, talking about the pwm input
[16:52:07] <ssi> the board's power is 12v off the computer power supply
[16:52:57] -!-
stormlight has quit [Ping timeout: 252 seconds]
[16:52:58] stormlight_ is now known as
stormlight
[16:56:36] -!-
nullie has quit [Quit: Ex-Chat]
[16:59:18] <pcw_home> ssi: how is the OPTO connected? since you have 3.3V signals the OPTO should be cathode to ground or anode to 3.3v but if the OPTO anode
[16:59:19] <pcw_home> is returned to 5V it probably will not work (it will on slightly when it should be off)
[17:01:01] <The_Ball> mesa card? set is_opendrain to true
[17:08:43] <pcw_home> That will work on the PCI cards but the 7I43 has no pullups to 5V so sinking from 5V source is not the best option
[17:08:45] <pcw_home> (unless their is an external 5V pullup or resistor across OPTO LED)
[17:09:01] <pcw_home> s/their/there
[17:12:10] <ssi> hrm
[17:12:19] <ssi> I'm honestly not sure
[17:13:00] <schwege> The_Ball: for now it's just a dome :) university project, they say they're planning to install a telescope later, but our team would rather put a skylight or sth similar there ;)
[17:13:18] <schwege> death ray would be nice as well
[17:13:30] <ssi> I had assumed that the pwmgen would be sourcing
[17:14:01] <ssi> and I believe the opto inputs on the C41 board are cathode to ground and the 3v3 pwmgen output to anode
[17:17:39] -!-
motioncontrol [motioncontrol!~i@host16-74-dynamic.11-87-r.retail.telecomitalia.it] has joined #emc
[17:20:52] -!-
JT-Shop [JT-Shop!~chatzilla@216-41-156-49.semo.net] has joined #emc
[17:29:28] -!-
dgarr has quit [Read error: Operation timed out]
[17:34:55] -!-
jthornton [jthornton!~chatzilla@216-41-156-49.semo.net] has joined #emc
[17:46:49] <FinboySlick> That's a very long shot, but anyone here owns a Syil Speedmaster?
[17:49:52] <jdhNC> Not Me!
[17:50:13] <FinboySlick> jdhNC: The exclamation mark has me worried ;)
[17:50:19] <FinboySlick> Are they that bad?
[17:50:23] -!-
billhome has quit [Ping timeout: 276 seconds]
[17:50:39] -!-
billhome [billhome!bill@grind.protovision.com] has joined #emc
[17:50:46] <jdhNC> I'e be happy to take one.
[17:51:41] <FinboySlick> I haven't even hooked mine up yet but if it all works as it should, looks very nice. They even have an electric oil pump circulating lubricant through all linear bearings.
[17:52:20] <jdhNC> you could ship it to me, I'll try it out for you.
[17:52:25] <jdhNC> which model?
[17:52:47] <FinboySlick> X5. It's sold as a 'benchtop' but you'd need a pretty sturdy bench.
[17:53:12] <FinboySlick> That's part of my problem actually. Still haven't managed to dig out an engine hoist to put it on its stand.
[17:53:50] <FinboySlick> It's going in a standard home so i have no real ceiling support for a hoist.
[17:54:34] <archivist> jack and pack
[17:55:46] <FinboySlick> archivist: I'm not sure I could make it all that stable.
[17:56:49] <archivist> once you learn the jack and pack technique you can move mountains
[17:56:50] <jdhNC> hire some more finboys.
[17:57:12] <archivist> sturdy pole and helpers and rope
[17:57:27] <FinboySlick> archivist: Yeah, that was one of the planned alternatives.
[17:58:37] <archivist> Im happy to move a ton or few on my own with a jack some planks and rollers
[17:59:00] <FinboySlick> archivist: I had a lot of fun just getting it in the house.
[17:59:27] <archivist> I have a mill upstairs and a lathe in the kitchen
[17:59:34] <FinboySlick> archivist: I'm just aware of my inexperience and as such, I'd feel terrible if someone (with likely no more experience) got hurt trying to give me a hand.
[18:00:09] <FinboySlick> It's not monstruous, but 770lbs is still not something to kid around with.
[18:00:13] <jdhNC> I thought the lathes went in the dining room and the surface grinder went in the kitchen
[18:00:45] <ssi> archivist: how does one go about learning the jack and pack technique without wading through 40% of the porn on the internet? :D
[18:00:54] <archivist> hehe
[18:01:03] <archivist> thats extra ssi
[18:01:16] <aggrav8d> so about these t nuts in my MDF table... the table is a torsion box. I can't put t nuts on the underside.
[18:01:52] <jdhNC> use a little epoxy and a lot of hope?
[18:02:14] <jdhNC> skip the t-nuts and use helicoils
[18:02:18] <archivist> aggrav8d, there are fixings for blind holes
[18:02:20] <ssi> put a bunch of them on the underside of a spoilboard and fasten the spoilboard down to your table?
[18:02:46] <skunkworks_> aggrav8d: you built a joes2008 or whatever it is called?
[18:10:02] <aggrav8d> buildyourcnc.com
[18:10:06] <aggrav8d> blacktoe 8x4
[18:10:16] <aggrav8d> joes would probably have been easier.
[18:14:43] <jdhNC> I have some Weidmuller DK0 5V TTL optocouplers. Can I drive these straight from a parallel port pin or do they need some sort of current limiting?
[18:16:38] <archivist> the parallel port expects a limited load current wise
[18:18:50] <jdhNC> I see no current specs for input on it.
[18:19:31] <archivist> jdhNC, now you speak of input, direction matters
[18:21:06] <jdhNC> I want to drive it from a p-port output pin
[18:21:32] <jdhNC> the opto itself will switch 100mA, 5-48V
[18:21:35] <archivist> does your opto include a current limiting resistor, if not add one
[18:21:58] <jdhNC> I don't see one in the spec sheet
[18:22:21] <archivist> output of the opto has no relevance to the inputs driving
[18:22:35] <jdhNC> I know
[18:22:54] <jdhNC> that's why I said I saw no specs for input
[18:23:26] <jdhNC> it does say power rating 50uW though
[18:23:49] <archivist> ttl says the data sheet while Im waiting for the download
[18:24:04] <jdhNC> 10uA then?
[18:26:38] <skunkworks_> where is the spec sheet
[18:27:02] <archivist> more like 10ma, note the parport is 20ma max often
[18:27:20] <jdhNC> isn't it only 20ma sinking?
[18:28:33] <archivist> yes that means you use a pull up to 5v you supply
[18:29:27] <archivist> I effin hate pdfs...
[18:29:57] <jdhNC> and magic pdf downloaders
[18:30:43] <FinboySlick> I prefer pdfs to damn word documents ;)
[18:31:00] <archivist> some of the optos have a bridge in front they dont care about polarity
[18:31:40] <archivist> but there is no way I can seek to your model...not enough info
[18:35:14] <archivist> ok found it ttl in and will need a pull up of x k ohm
[18:36:19] -!-
motioncontrol has quit [Quit: Sto andando via]
[18:36:42] <archivist> page 27 of the pdf
[18:37:30] <archivist> input current is specified at 1ua
[18:37:36] <jdhNC> I only have a 3 page pdf
[18:38:17] <jdhNC> so I can just source it off the p-port pin
[18:39:50] <jdhNC> so where do people normally mount pullups?
[18:40:08] <archivist> http://www.archivist.info/cnc/Weidmuller-Optocouplers.pdf
[18:40:18] <ve7it> on the breakout board
[18:40:33] <jdhNC> on my router, I have some terminal blocks with shrinkwrapped resistors for limit switches and spindle control
[18:42:48] -!-
izua_ [izua_!~izua@unaffiliated/izua] has joined #emc
[18:43:32] -!-
izua has quit [Read error: Operation timed out]
[18:48:33] -!-
izua_ has quit [Ping timeout: 252 seconds]
[18:49:13] <jdhNC> so, what's the +5Vcc for?
[18:49:45] -!-
izua [izua!~izua@188.26.129.27] has joined #emc
[18:49:46] -!-
izua has quit [Changing host]
[18:49:46] -!-
izua [izua!~izua@unaffiliated/izua] has joined #emc
[18:49:56] <archivist> because its a real ttl device in the item you are not driving the opt diode directly
[18:50:30] <archivist> so its voltage switched not current as others are
[18:50:41] -!-
izua has quit [Client Quit]
[18:50:57] -!-
izua [izua!~izua@188.26.129.27] has joined #emc
[18:50:58] -!-
izua has quit [Changing host]
[18:50:58] -!-
izua [izua!~izua@unaffiliated/izua] has joined #emc
[18:51:17] <archivist> Im assuming your parport is open collector by the way
[18:54:57] -!-
WalterN [WalterN!~walter@tiwake.com] has joined #emc
[19:04:21] <anonimasu> the glass scale works again ^_^
[19:06:24] <skunkworks_> http://www.cnczone.com/forums/benchtop_machines/89210-x3_build_-_kflop_snapamp-11.html#post938983
[19:07:56] <cradek> "Does anyone have any thoughts on this?"
[19:07:57] <cradek> Yes
[19:07:58] <anonimasu> it fixed the ~ of the y axis also :)
[19:09:19] <skunkworks_> cradek: :)
[19:10:24] <tom3p> anonimasu, cool, was it the alco or the reader head or ???
[19:10:31] -!-
motioncontrol [motioncontrol!~i@host16-74-dynamic.11-87-r.retail.telecomitalia.it] has joined #emc
[19:11:37] <anonimasu> the alco
[19:11:41] <anonimasu> it was full of coolant
[19:11:51] <anonimasu> on rapids in servo lag it's 0.8 behind
[19:11:55] <anonimasu> err 0.08mm
[19:12:18] <anonimasu> should be like +/- 0.003 with feedforward
[19:12:23] <anonimasu> just gotta hook the scope up and tune it
[19:13:13] <anonimasu> ^_^
[19:13:26] <anonimasu> and I have a spare heid scale for the lathe :]
[19:13:35] <tom3p> lets hear it for cheap lithuanian vodka. cures linear scales :)
[19:13:46] <anonimasu> haha, I had idopropyl alcohol
[19:13:55] <anonimasu> isopropylene
[19:14:13] <tom3p> look for it with less than 7% water
[19:14:35] <anonimasu> like 95% alcohol
[19:14:47] <tom3p> yah, good goin
[19:15:18] <archivist> skunkworks, not enough axes in the flop iirc :)
[19:15:56] <anonimasu> now just to fix the worn gib :)
[19:24:42] -!-
tom3p [tom3p!~tomp@74-93-88-241-Illinois.hfc.comcastbusiness.net] has parted #emc
[19:28:59] -!-
isssy [isssy!~isssy@78-83-51-185.spectrumnet.bg] has joined #emc
[19:34:51] -!-
isssy has quit [Quit: Visitor from www.linuxcnc.org]
[19:40:12] -!-
acemi [acemi!~acemi@unaffiliated/acemi] has joined #emc
[19:40:19] -!-
kbarry [kbarry!~chatzilla@173-13-173-249-sfba.hfc.comcastbusiness.net] has joined #emc
[19:40:58] -!-
cjdavis has quit [Ping timeout: 240 seconds]
[19:42:37] -!-
cjdavis [cjdavis!~cjdavis@cpe-71-67-99-208.cinci.res.rr.com] has joined #emc
[19:54:41] -!-
isssy [isssy!~isssy@78-83-51-185.spectrumnet.bg] has joined #emc
[19:57:18] -!-
motioncontrol has quit [Quit: Sto andando via]
[19:58:26] -!-
Jymmm has quit [Remote host closed the connection]
[20:00:36] -!-
isssy has quit [Quit: Visitor from www.linuxcnc.org]
[20:07:49] -!-
willburrrr2003 [willburrrr2003!~IceChat7@seadsl-d-207-244-147-16.dsl.w-link.net] has joined #emc
[20:08:50] <willburrrr2003> can anyone recommend a good book on learning a cnc lathe?
[20:10:04] <willburrrr2003> I have the navy manul for machining with a manual lathe not foud ne for cnc yet.
[20:12:18] -!-
vladimirek has quit [Read error: Connection reset by peer]
[20:13:57] -!-
Jymmm [Jymmm!~jymmm@unaffiliated/jymmm] has joined #emc
[20:18:56] -!-
Guest376 [Guest376!~Guest376@78-83-51-185.spectrumnet.bg] has joined #emc
[20:36:21] -!-
billykid [billykid!~billykid@host61-121-dynamic.8-87-r.retail.telecomitalia.it] has joined #emc
[20:36:43] <billykid> hello
[20:38:10] -!-
acemi has quit [Quit: WeeChat 0.3.2]
[20:38:19] <bzzzz> sloccount ./
[20:38:55] -!-
WalterN has quit [Read error: Connection reset by peer]
[20:41:17] <billykid> http://pastebin.com/RGfLWLjV here is the error when loading the file to clear the height tool
[20:42:41] <cradek> I answered this question yesterday
[20:43:53] -!-
grommit [grommit!~chatzilla@adsl-99-69-199-126.dsl.sfldmi.sbcglobal.net] has joined #emc
[20:44:49] <billykid> say it is the different version of EMC2?
[20:44:52] <grommit> I have a gantry machine I am trying to make move. Jogging works, however, when I try to issue an MDI command (g0 x24) it goes verrrrrry sllllooowww. What parameter am I missing?
[20:45:18] <cradek> what's your max velocity slider say?
[20:45:22] <grommit> In AXIS it tells me we are moving at 1000 ipm, and we are if we jog, but with MDI it is so slow
[20:45:44] <grommit> max velocity slider says 1000 in/min
[20:46:13] <cradek> wait, are you saying that velocity on the DRO says 1000 when you do the G0, but you know it's not going 1000?
[20:46:23] <grommit> yes, exactly
[20:46:52] <cradek> and when you jog, it also says 1000, but it's going faster?
[20:47:27] <grommit> no, it doesn't tell me in axis the velocity when I jog, but it is moving right along - pretty sure it is going 1000ipm
[20:47:51] <cradek> what's the AXIS DRO say the velocity is when you jog?
[20:48:22] <grommit> there is no velocity readout when I jog (in DRO or in the Preview screen)
[20:48:40] <Connor> That's very ODD.
[20:48:58] <cradek> are you using a gantry kinematics or just normal trivkins?
[20:49:17] <grommit> gantry I think. That is in hal, yes?
[20:49:38] -!-
i_tarzan has quit [Ping timeout: 260 seconds]
[20:50:02] <cradek> yes in hal, loadrt somethingkins
[20:50:28] <grommit> gantrykins
[20:50:39] <grommit> it is in kinematics.hal
[20:50:53] <cradek> what emc version?
[20:51:00] <grommit> 2.4.6
[20:51:25] <cradek> I'm guessing gantrykins is why it's weird. can you just connect your two motors together in hal and use trivkins? is it steppers or servos?
[20:51:51] <grommit> It is servos with Gecko drivers (step dir)
[20:52:15] <cradek> ok, so it's not like you have index homing or any other features that make this hard anyway
[20:52:23] <cradek> I'd switch to using trivkins
[20:52:26] <grommit> Not yet :-)
[20:52:35] <grommit> We will have index but it isn't working yet
[20:52:45] <cradek> no you wont, with step/dir drives
[20:52:49] <grommit> The encoders A,B go into Geckos
[20:53:00] <grommit> Index will be fed to parallel port on EMC
[20:53:18] <cradek> you're using software stepgen?
[20:53:26] <grommit> yes
[20:53:42] <grommit> Intel ATOM D510MO...
[20:53:44] <cradek> unfortunately you can't home to index with software stepgen. you need a real servo setup to do that.
[20:54:05] <grommit> Now you tell me! ;-)
[20:54:11] <cradek> you didn't ask
[20:54:20] <grommit> you noticed that did you?
[20:55:35] <grommit> but that isn't the problem now....
[20:55:52] <grommit> I'll ring you with that one later :-)
[20:56:49] <cradek> sigh, I don't get paid enough for this.
[20:57:03] <grommit> I didn't realize you got paid anything
[20:57:27] -!-
West0n [West0n!~West0n@unaffiliated/west0n] has joined #emc
[20:57:56] <cradek> exactly!
[20:58:02] -!-
Guest376 has quit [Quit: Visitor from www.linuxcnc.org]
[20:58:44] <grommit> Why would it lie in Axis, telling us we are moving at 1000ipm?
[20:59:52] <grommit> could I just not have something defined in my hal file that is defaulting to a lower value? But then why would jogging work...?
[21:00:51] <cradek> world mode jogging doesn't really work right - I still suggest you switch to using trivkins. there is no advantage to using gantrykins with your step/dir setup.
[21:01:16] <grommit> Even though we have two motors on Y axis?
[21:01:28] <grommit> I thought that was the point of the gantrykins
[21:01:59] <grommit> Also, in our case, jogging seems to working fine, it is MDI that appears broken...
[21:03:02] <grommit> In trivkins is the second Y motor tied to A axis then?
[21:03:13] <billykid> Cradek, if you please repeat the answer of yesterday so that it can
[21:03:15] <billykid> better understand ... my version is 2.4.6
[21:03:17] <billykid> thanks
[21:03:52] <FinboySlick> Noob Q here: what does 'home to index' do?
[21:05:40] <FinboySlick> Actually, I can sort of guess that. I'm more curious as to why it can't be done on software stepgen.
[21:09:17] <grommit> Good question. Once close to home, why can't you just move, check for index, move, check for index, etc etc...
[21:10:33] <FinboySlick> grommit: Well, I think you need an encoder to check for index, no?
[21:11:29] <FinboySlick> Though I don't see why you couldn't have a quadrature encoder on a stepper. It wouldn't really help in terms of performance but it'd let you detect if you skipped steps or what not.
[21:19:45] <grommit> You can have a quadrature encoder on a stepper (and I do on my mill). I get a fault (following error) if I miss steps. Though in the real world I don't lose steps
[21:20:41] <grommit> Yes, you need an encoder for index. The encoders we have on the servos do have index and I have them fed back into EMC on the parallel port. But I haven't tried to do anything with them yet. And apparently I shouldn't even try...
[21:26:17] -!-
FinboySlick has quit [Quit: Leaving.]
[21:30:08] -!-
Valen [Valen!~Valen@ppp121-44-231-147.lns20.syd7.internode.on.net] has joined #emc
[21:31:24] -!-
e3m [e3m!~IceChat7@217.96.27.167] has joined #emc
[21:33:26] -!-
e3m has quit [Client Quit]
[21:33:57] -!-
willburrrr2003 has quit [Quit: Why is the alphabet in that order? Is it because of that song?]
[21:34:17] -!-
cevad has quit [Quit: Leaving]
[21:34:29] -!-
West0n has quit [Ping timeout: 264 seconds]
[21:35:02] -!-
skunkworks has quit [Ping timeout: 252 seconds]
[21:35:38] -!-
West0n [West0n!~West0n@unaffiliated/west0n] has joined #emc
[21:36:18] <West0n> Anyone here used emc^2 for a laser cnc?
[21:36:32] -!-
billykid [billykid!~billykid@host61-121-dynamic.8-87-r.retail.telecomitalia.it] has parted #emc
[21:37:25] -!-
crazy_imp has quit [Read error: Operation timed out]
[21:40:37] -!-
crazy_imp [crazy_imp!~mj@a89-183-46-218.net-htp.de] has joined #emc
[21:47:23] -!-
grommit has quit [Quit: ChatZilla 0.9.86 [Firefox 3.6.17/20110422054454]]
[21:53:04] <Jymmm> West0n:
http://www.andrewkilpatrick.org/?p=laser_cutter
[21:53:12] <Jymmm> that personhas
[21:53:29] -!-
Fox_Muldr has quit [Ping timeout: 276 seconds]
[21:54:49] -!-
Fox_Muldr [Fox_Muldr!quakeman@frnk-5f74748a.pool.mediaWays.net] has joined #emc
[21:58:51] <JT-Shop> http://www.linuxcnc.org/component/option,com_kunena/Itemid,20/func,view/catid,38/id,9685/lang,english/#9701
[21:59:44] <aggrav8d> jymmm - so... those t nuts you suggested? won't work.
[22:00:24] <aggrav8d> I didn't understand that you wanted to put them on the underside of the table and drill through. my table is a torsion box so I'd need 8" bolts. not happening. :T
[22:00:54] <West0n> I wonder what he generated his gcode with
[22:01:03] <West0n> As I am building a lase cnc
[22:01:18] <aggrav8d> I'm still looking for a good way to make sure my work piece stays still while cutting. Any suggestions welcome.
[22:01:23] <West0n> And wondering if anything would benifit from adjustible focus
[22:01:33] <aggrav8d> West0n - building it? for how much?
[22:01:35] <West0n> A vice aggrav8d?
[22:01:51] <West0n> Or double sided sticky tape/carpenters tape
[22:01:53] <aggrav8d> West0n - chain drive, can't vice where the gantry will move.
[22:02:26] <West0n> I don't see why you can't use a vice
[22:02:33] <West0n> how will it get in the way?
[22:02:37] <West0n> Clearence issue?
[22:02:40] <aggrav8d> yes
[22:03:01] <West0n> Ah
[22:03:07] <aggrav8d> the gantry rides on rails on the edges of the table. if i clamp the work they will block the gantry
[22:03:26] <West0n> use a smaller vice?
[22:03:35] <West0n> Best option is double sided tape
[22:03:45] <West0n> They make strong stuff for carpeting
[22:03:52] <West0n> To stick it to the floor
[22:04:07] <West0n> Basicaly just adhesive between two removable strips
[22:05:36] <aggrav8d> carpenter's tape. ok, i'll give it a shot.
[22:05:47] <West0n> The budget for my cnc is $500
[22:05:53] <West0n> But I think its gonna go over
[22:06:01] <aggrav8d> you can get a laser at that price?
[22:06:04] <West0n> Proubaly $700
[22:06:12] <West0n> The laser was $160
[22:06:17] <West0n> 40 watt co2 :)
[22:06:22] <aggrav8d> huh.
[22:06:32] <West0n> The optics are $$ tho
[22:06:34] <aggrav8d> what do you use for bearings? rolamite?
[22:06:55] <West0n> Right now $50 for optics. But I need another mirror
[22:07:00] <West0n> So its gonna be $80
[22:08:14] <West0n> For optics
[22:08:27] <West0n> The metal for frame is around $80
[22:08:40] <West0n> And still need linear bearings and slides
[22:08:44] <West0n> And leadscrew
[22:08:53] <West0n> What do you mean by for bearings?
[22:30:19] -!-
kbarry_ [kbarry_!~chatzilla@173-13-173-249-sfba.hfc.comcastbusiness.net] has joined #emc
[22:31:27] -!-
kbarry has quit [Ping timeout: 240 seconds]
[22:31:30] kbarry_ is now known as
kbarry
[22:34:07] -!-
West0n_ [West0n_!~West0n@unaffiliated/west0n] has joined #emc
[22:34:13] -!-
West0n has quit [Read error: Connection reset by peer]
[22:47:35] <JT-Shop> http://www.linuxcnc.org/component/option,com_kunena/Itemid,20/func,view/catid,10/id,9698/lang,english/#9698
[22:52:21] <JT-Shop> archivist:
http://www.linuxcnc.org/component/option,com_kunena/Itemid,20/func,view/catid,47/id,9694/lang,english/
[22:55:20] <JT-Shop> is a Boxford an English machine?
[23:01:05] <TekniQue> yes
[23:01:17] -!-
i_tarzan [i_tarzan!~i_tarzan@189.136.250.43] has joined #emc
[23:03:04] -!-
aggrav8d has quit [Ping timeout: 260 seconds]
[23:12:51] -!-
marcin_ose [marcin_ose!~marcin_os@174-125-72-90.dyn.centurytel.net] has joined #emc
[23:14:10] <marcin_ose> Does anyone know of a good tutorial on converting DXF files to G-Code in Ubuntu?
[23:16:27] -!-
aggrav8d [aggrav8d!~aggrav8d@S0106000b6a15cda1.vc.shawcable.net] has joined #emc
[23:19:51] -!-
West0n_ has quit [Read error: Connection reset by peer]
[23:20:34] <marcin_ose> Ok. I just ran the dxf2gcode script on Ubuntu - and it works. Next step - generate the gcode.
[23:20:40] <JT-Shop> marcin_ose: you might look at REALIZE
[23:20:48] <JT-Shop> if you have ACAD?
[23:27:56] <JT-Shop> marcin_ose: are you cutting complicated parts or geometric shapes?
[23:30:59] <Tom_itx> spheres
[23:32:55] <adb> spheres inside spheres ...
[23:38:09] -!-
factor has quit [Ping timeout: 240 seconds]
[23:41:24] -!-
Tech_Talk [Tech_Talk!~quassel@ip70-178-238-227.ks.ks.cox.net] has joined #emc
[23:43:05] <ssi> 332
[23:43:45] -!-
Birdman3131 has quit [Ping timeout: 240 seconds]
[23:44:53] <JT-Shop> machinist cube
[23:45:43] -!-
Tech_Talk has quit [Read error: Connection reset by peer]
[23:45:47] -!-
factor [factor!~factor@r74-195-188-223.msk1cmtc01.mskgok.ok.dh.suddenlink.net] has joined #emc
[23:47:09] -!-
Birdman3131 [Birdman3131!~quassel@ip70-178-238-227.ks.ks.cox.net] has joined #emc
[23:47:45] <Tom_itx> i'd like to make one of those sometime
[23:47:52] <Tom_itx> if it's what i think it is
[23:48:00] <JT-Shop> yea, that one
[23:48:54] -!-
West0n [West0n!~West0n@unaffiliated/west0n] has joined #emc
[23:50:14] -!-
Tech_Talk [Tech_Talk!~quassel@ip70-178-238-227.ks.ks.cox.net] has joined #emc
[23:50:56] <JT-Shop> Tom_itx: I got an AC up and running in the new shop yesterday... what a difference. All I need now is a garage door :)
[23:51:26] <Tom_itx> cool
[23:51:37] <Tom_itx> literally
[23:51:57] <JT-Shop> yea :)
[23:52:33] -!-
Birdman3131 has quit [Ping timeout: 240 seconds]
[23:53:12] <Tom_itx> looks like it could rain here
[23:54:50] -!-
cevad [cevad!~davec@host-174-45-229-40.bln-mt.client.bresnan.net] has joined #emc
[23:57:28] <JT-Shop> slight chance for rain most of the rest of the week here with temps going down YEA
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}