Back
[00:01:09] <Valen> http://www.youtube.com/watch?v=9mnxwlvW81c
[00:01:12] <Valen> bigass printer
[00:01:25] -!-
theorbtwo has quit [Read error: Operation timed out]
[00:02:03] -!-
robh__ has quit [Ping timeout: 260 seconds]
[00:03:32] -!-
theorbtwo [theorbtwo!~theorb@91.84.53.6] has joined #emc
[00:08:35] -!-
sumpfralle has quit [Ping timeout: 276 seconds]
[00:15:19] <toastyde1th> is that a damn drum printer?
[00:15:29] <Jymmm> inkjet
[00:15:37] <toastyde1th> i know, but is it a revolving drum?
[00:15:39] <toastyde1th> it looks like it
[00:15:44] <Jymmm> yes
[00:16:01] <Jymmm> for printing business cards
[00:16:15] <toastyde1th> a lot of business cards
[00:16:23] <Jymmm> no, just one
[00:16:27] <toastyde1th> hahaha
[00:16:37] <atom1> or bilboard signs
[00:16:50] <atom1> those are done similar
[00:17:09] <Jymmm> those banners they put on sides of buildings
[00:17:18] <Jymmm> Nike, etc
[00:17:22] <Valen> i thaught billboards were done in smaller segments
[00:17:44] <atom1> some are one big tarp now
[00:17:53] <Jymmm> http://latimesblogs.latimes.com/.a/6a00d8341c630a53ef01348560f5e5970c-500wi
[00:17:59] <atom1> roll it up, attach at the top and let it drop in place
[00:29:36] <elmo40> evening room
[00:30:21] <elmo40> on a mill the G2 is a regular arc. what is the G command for helical interpolation (tool path like a spring?)
[00:31:13] <elmo40> or 'tornado boring' ?
[00:34:24] <atom1> http://www.linuxcnc.org/handbook/RS274NGC_3/RS274NGC_33a.html#1002442
[00:34:26] <atom1> A circular or helical arc is specified using either G2 (clockwise arc) or G3
[00:35:58] <Valen> there is a command for helix but EMC doesn't support it as I recall so its done as a set of G2 or G3's
[00:36:07] <Valen> I (think theres a helix)
[00:36:17] <Valen> I might be thinking of spiral
[00:36:37] <elmo40> there is a command that does it all in one line. radius, depth per cut, final depth... I would like to bore a hole 1" dia with a 3/4" endmill at a total depth of 1.25" and step it 0.1" per helf circle. I can do that with many G2 commands (or put them in a loop...) but I have heard of a helical interpolation g-code that will do it in one line.
[00:36:39] <cradek> you get a helix by just adding the third word (like Z when in G17 plane)
[00:40:19] <elmo40> in one line? G2 X-.125 R.125 Z-.1 gives me one half of a circular cut and a single step. do I add a P or Q or K or something to make it step?
[00:40:55] <cradek> you need one G2 per circle
[00:40:55] <toastyde1th> doesn't emc handle full circles?
[00:41:00] <toastyde1th> yar
[00:41:04] <toastyde1th> and then just do it in incremental
[00:41:08] <toastyde1th> and repeat that line
[00:41:13] <cradek> yes full circles are fine
[00:41:14] <elmo40> that is what I do now
[00:41:27] <atom1> G6.2 NURB Curve
[00:41:32] <elmo40> 15 lines to do what I want... but I am sure there is a 'tornado' command
[00:41:46] <cradek> there isn't
[00:41:59] <cradek> o100 repeat [10]
[00:42:03] <cradek> G91 G2 I-1 Z-.1
[00:42:05] <cradek> o100 endrepeat
[00:42:32] <atom1> The machine follows the specified curve at the current feed rate
[00:43:05] <atom1> Unlike most G codes, a NURB curve takes more than one line. The first line has the curve order (P), first knot (K), starting control point (X Y Z and weight R). The next lines contain consecutive knot values and control points.
[00:43:28] <elmo40> atom1: ya, got that part. also not what I was hoping for ;)
[00:43:29] <Valen> EMC can do nurb curves?
[00:43:33] <cradek> I don't think nurbs are related to this question
[00:43:40] <cradek> yes
[00:43:41] <toastyde1th> he's just boring a hole
[00:43:46] <cradek> right
[00:43:48] <toastyde1th> does emc have "reapeat this line"
[00:43:53] <cradek> good god
[00:44:00] <cradek> I already typed the simplest possible gcode
[00:44:00] <toastyde1th> sorry =(
[00:44:03] <atom1> it's not hat hard
[00:44:14] <atom1> or that hard either
[00:44:19] <toastyde1th> i didn't see your line, cradek
[00:44:23] <cradek> np, sorry
[00:44:26] <Valen> funky, though I don't know of any CAM packages that would output nurb curves :-< would make things nice
[00:44:29] <atom1> <cradek> G91 G2 I-1 Z-.1
[00:44:49] <atom1> Valen, mine translates it into line segments
[00:44:57] <Valen> same
[00:45:10] <Valen> it'd be nice if it did it as a curve though
[00:45:10] <atom1> you can specify how short
[00:45:23] <atom1> it just exponentially increases the code size
[00:45:25] <Valen> mine will output G2/3 on some operations
[00:45:33] <Valen> thats why I'd like nurbs curves lol
[00:45:42] <atom1> i can specify which to use
[00:46:18] <Valen> same, it just only does it for some operations not all and i need to be a little carefull
[00:46:30] <Valen> it makes the curve out of a bunch of lines then does a curve fit onto it
[00:47:46] <Valen> Ahh I was thinking of spiral, G15 which isnt part of EMC
[00:48:36] <Valen> actually you can use that for doing that helix cut
[00:49:05] <Valen> G14/15 is the command that elmo40 wanted to do, but its not supported by EMC
[00:50:26] <atom1> not listed in most references
[00:50:34] <atom1> probably not a widely used command set
[00:50:54] <Valen> http://www.cncplayer.com/main/coil.html
[00:50:57] <Valen> probably not
[00:51:38] <Valen> I think these days a controller that only supported G1 would suffice for industry
[00:53:43] -!-
Gurgalof has quit [Ping timeout: 252 seconds]
[00:55:16] <elmo40> Valen: only g1?
[00:55:33] <Valen> and G0 perhaps ;->
[00:55:52] <Valen> the CAM seems to do most of the work
[00:55:56] <atom1> that's 50% more commands already
[00:55:57] <atom1> :)
[00:56:13] <Valen> whats G0 except a lazy mans G1 ;-P
[00:56:31] <Valen> actually my cam package has an option to not use G0's
[00:58:45] -!-
Techrat has quit [Remote host closed the connection]
[00:59:07] -!-
Gurgalof [Gurgalof!~Gurgalof@m83-182-188-209.cust.tele2.se] has joined #emc
[00:59:39] -!-
Techrat [Techrat!~TRat@unaffiliated/techrat] has joined #emc
[00:59:48] -!-
aggrav8d has quit [Ping timeout: 248 seconds]
[01:06:16] <cradek> my lathe's original control had no G0. you were told to use G1 F8000
[01:10:24] -!-
crazy_imp has quit [Ping timeout: 258 seconds]
[01:12:22] -!-
crazy_imp [crazy_imp!~mj@a89-182-220-92.net-htp.de] has joined #emc
[01:19:50] -!-
tris has quit [Excess Flood]
[01:19:55] -!-
tris [tris!~tristan@173-164-188-122-SFBA.hfc.comcastbusiness.net] has joined #emc
[01:50:01] -!-
Gurgalof has quit [Ping timeout: 252 seconds]
[01:54:29] -!-
mhaberler [mhaberler!~mhaberler@extern-182.stiwoll.mah.priv.at] has joined #emc
[02:08:33] -!-
EDocTooR_ [EDocTooR_!~EDocTooR@75-119-246-181.dsl.teksavvy.com] has joined #emc
[02:11:21] -!-
EDocTooR has quit [Ping timeout: 258 seconds]
[02:15:01] EDocTooR_ is now known as
EDocTooR
[02:19:04] <elmo40> cradek: did it ever travel at 8000?
[02:20:02] <elmo40> our new machine says it can do 5000 though the acceleration is not fast enough to even reach that speed. if it had 100'
[02:20:07] <elmo40> it might
[02:22:15] <Valen> elmo40: your assuming your decelerating at the other end
[02:22:19] <Valen> just accelerate to the stop
[02:22:20] <Valen> ;-P
[02:22:29] toastyde1th is now known as
toastydeath
[02:41:50] -!-
WalterN [WalterN!~walter@tiwake.com] has joined #emc
[02:55:20] <elmo40> apparently you can add a P value to a G3
[02:56:01] <elmo40> and it is the number of helix's to do before the Z is reached
[02:57:00] <elmo40> eg: G3I-20.Z-30.P30 The P30 will make it go 1.0 in the Z for each full radius.
[02:57:02] <cradek> that sounds cool, but emc doesn't do it
[02:57:04] <elmo40> will test it out later
[02:57:07] <elmo40> k
[02:57:29] -!-
KimK has quit [Ping timeout: 252 seconds]
[02:57:30] <elmo40> would it really be that difficult to add that function?
[02:57:58] -!-
KimK [KimK!~Kim__@ip174-71-95-176.om.om.cox.net] has joined #emc
[02:59:24] <elmo40> looks like a simple dividing to me ;)
[03:01:08] -!-
cblack001 has quit [Ping timeout: 260 seconds]
[03:02:02] <Valen> need to ensure it works with all the other juju around it
[03:02:26] <Valen> in the end probably comes under the too much work/too little reward category
[03:06:08] <atom1> since it can be done other ways already i'd agree
[03:06:29] -!-
cblack001 [cblack001!~quassel@S010600179a7a7301.va.shawcable.net] has joined #emc
[03:06:44] * atom1 gives Valen his G1 back
[03:08:19] <elmo40> G7, Tangential Circular Interpolation/Helix Interpolation. Never heard of that one before!
[03:08:29] <elmo40> could be a custom
[03:08:34] <elmo40> http://www.machinemate.com/FullListCodes.htm
[03:12:30] <toastydeath> there is no definitive list of gcodes
[03:13:04] <atom1> fanuc is probably the defacto standard
[03:14:09] <toastydeath> as a fanuc guy myself, fanuc isn't even standard between models
[03:14:15] <elmo40> true
[03:15:14] <elmo40> we have 3 of them at our shop. 16i, 18i and 30i. they share a few things... but many codes are not compatible between them. I think the commands were never 'opened' for them to accept them.
[03:16:03] <elmo40> really drives me nuts when you know the controller can do anything but they want more money for certain features, even though you had the machine for 15 years you still need to pay more to open up the controller.
[03:16:46] <toastydeath> lol
[03:17:10] -!-
stormlight has quit [Quit: stormlight]
[03:30:36] <Valen> there is a standard for gcode
[03:31:01] <Valen> but its been so extended that whats in use today bears little resemblance to it
[03:42:13] -!-
_sh3 [_sh3!debian-tor@gateway/tor-sasl/sh3/x-62271040] has joined #emc
[03:43:51] <WalterN> Gcode needs a complete rewrite
[03:44:07] <WalterN> pretty much
[03:45:39] <EDocTooR> I am inviting you to ##diycnc ... because you rock
[03:49:11] <WalterN> too much cruft from 30 years ago when things were all done by hand
[03:52:44] <Valen> I dunno, what would you change?
[03:53:29] -!-
KimK has quit [Ping timeout: 276 seconds]
[03:53:38] <WalterN> like.. the only kind of curve thats defined is a circle, should be able to do any kind of curve
[03:53:40] <Valen> given that a tool offset and G1's do 90% of the job for production work these days
[03:53:54] <toastydeath> a lot of the shops I have been to still do it by hand
[03:54:11] <Valen> EMC supports nurbs curves aparently
[03:54:24] <Valen> we still tweak the gcode by hand
[03:54:26] <WalterN> and variables are fail in G/M code
[03:54:49] <Valen> it could do with some better syntax perhaps
[03:54:56] <WalterN> #1EQ0.03? lol
[03:55:09] -!-
KimK [KimK!~Kim__@ip174-71-95-176.om.om.cox.net] has joined #emc
[03:55:19] <Valen> I think what your saying is a rewrite of gcode would make it *more* amenable to doing stuff by hand
[03:55:19] <toastydeath> although I did play with a more modern fanuc control that had some insane gcodes for doing things by hand
[03:55:37] <WalterN> EMC probably can.. donno much about EMC its self, cant it work with python directly?
[03:56:56] <Valen> it has stuff to interact with python, I dont know to what level
[03:57:01] <Valen> but thats beside the point
[03:57:14] <Valen> what is the end result of your rewrite of gcode
[03:57:46] <toastydeath> i would like to see a return to something like APT
[03:57:48] <toastydeath> rather than gcode
[03:58:00] <Valen> APT?
[03:58:28] <toastydeath> automatically programmed tool
[03:58:44] <toastydeath> it's the predecessor to CAM
[03:58:51] -!-
stormlight [stormlight!~jasonandt@c-71-202-13-101.hsd1.ca.comcast.net] has joined #emc
[03:58:58] <WalterN> something more readable/useable, and leaving less things open to the controller devs to decide how to do things
[03:59:04] <toastydeath> it's a higher level language than gcode that allows you to program more complex curves by hand
[03:59:14] <toastydeath> and will handle things like multiaxis tool orientation
[03:59:33] <WalterN> interesting
[03:59:48] <Valen> WalterN: that's revamping the syntax, and specifying a feature set not really a "rewrite"
[03:59:53] -!-
KimK has quit [Ping timeout: 240 seconds]
[04:00:04] <toastydeath> back in NC days when they had 5 axis profiling mills that had to do lofting for wing spars
[04:00:10] <toastydeath> APT was how they did it
[04:00:49] <Valen> probably had a bunch of boffins to write it though lol
[04:00:50] <toastydeath> i think there are/were one or two APT open source projects?
[04:01:26] <toastydeath> but when you hear about "posts" in cam, that's APT lingo
[04:01:50] <toastydeath> because apt would be compiled into a more general language, which would be read by a specific machine's postprocessor
[04:01:55] <toastydeath> that translated it into NC for that specific machine
[04:02:09] <toastydeath> with CNC, there's no reason to not have a machine with it's own postprocessor onboard
[04:02:17] <toastydeath> that can handle a language like APT onboard
[04:05:38] -!-
stormlight has quit [Quit: stormlight]
[04:09:15] -!-
ve7it has quit [Remote host closed the connection]
[04:18:26] -!-
KimK [KimK!~Kim__@ip174-71-95-176.om.om.cox.net] has joined #emc
[04:51:46] -!-
mhaberler has quit [Quit: mhaberler]
[04:56:42] -!-
mhaberler [mhaberler!~mhaberler@extern-182.stiwoll.mah.priv.at] has joined #emc
[04:57:02] -!-
mhaberler has quit [Remote host closed the connection]
[04:57:09] -!-
mhaberler [mhaberler!~mhaberler@macbook.stiwoll.mah.priv.at] has joined #emc
[04:57:15] -!-
mhaberler_ [mhaberler_!~mhaberler@imac.stiwoll.mah.priv.at] has joined #emc
[05:05:19] -!-
stormlight [stormlight!~jasonandt@c-71-202-13-101.hsd1.ca.comcast.net] has joined #emc
[05:08:39] -!-
West0n [West0n!~West0n@173-126-133-216.pools.spcsdns.net] has joined #emc
[05:13:35] -!-
mhaberler_ has quit [Quit: mhaberler_]
[05:29:01] -!-
mhaberler_ [mhaberler_!~mhaberler@imac.stiwoll.mah.priv.at] has joined #emc
[05:48:06] -!-
mhaberler_ has quit [Quit: mhaberler_]
[05:52:20] -!-
mhaberler_ [mhaberler_!~mhaberler@imac.stiwoll.mah.priv.at] has joined #emc
[05:53:19] -!-
cblack001 has quit [Remote host closed the connection]
[06:00:29] -!-
Dannyboy [Dannyboy!~Dan@ip68-101-102-133.oc.oc.cox.net] has joined #emc
[06:13:40] -!-
KimK has quit [Ping timeout: 246 seconds]
[06:14:08] -!-
KimK [KimK!~Kim__@ip174-71-95-176.om.om.cox.net] has joined #emc
[06:14:23] -!-
mhaberler_ has quit [Quit: mhaberler_]
[06:18:03] -!-
maximilian_h [maximilian_h!~bonsai@ulmg-5d84566f.pool.mediaWays.net] has joined #emc
[06:26:15] -!-
nullie [nullie!~nullie@dhcp249-250.yandex.net] has joined #emc
[06:27:22] -!-
capricorn_one has quit [Remote host closed the connection]
[06:33:12] -!-
mhaberler has quit [Quit: mhaberler]
[06:35:45] -!-
pingufan [pingufan!~rainer@goliath.hantsch.co.at] has joined #emc
[06:37:32] -!-
awallin_ [awallin_!~quassel@2001:708:110:1020:224:7eff:feda:7c7d] has joined #emc
[06:43:40] -!-
mhaberler [mhaberler!~mhaberler@imac.stiwoll.mah.priv.at] has joined #emc
[06:43:57] -!-
mhaberler_ [mhaberler_!~mhaberler@macbook.stiwoll.mah.priv.at] has joined #emc
[06:44:57] -!-
toastydeath has quit [Read error: Connection reset by peer]
[06:45:25] -!-
toastydeath [toastydeath!~toast@c-69-140-223-139.hsd1.md.comcast.net] has joined #emc
[06:47:20] -!-
toastydeath has quit [Read error: Connection reset by peer]
[06:47:50] -!-
toastydeath [toastydeath!~toast@c-69-140-223-139.hsd1.md.comcast.net] has joined #emc
[07:07:17] -!-
mhaberler has quit [Quit: mhaberler]
[07:07:17] mhaberler_ is now known as
mhaberler
[07:10:33] -!-
mhaberler_ [mhaberler_!~mhaberler@imac.stiwoll.mah.priv.at] has joined #emc
[07:12:49] -!-
maximilian_h has quit [Ping timeout: 246 seconds]
[07:12:59] -!-
robh__ [robh__!~robert@5ace70bc.bb.sky.com] has joined #emc
[07:13:41] -!-
maximilian_h [maximilian_h!~bonsai@ulmg-5d84566f.pool.mediaWays.net] has joined #emc
[07:20:28] -!-
acemi [acemi!~acemi@unaffiliated/acemi] has joined #emc
[07:20:38] -!-
pingufan has quit [Remote host closed the connection]
[07:22:46] -!-
stormlight has quit [Quit: stormlight]
[07:35:51] -!-
Dannyboy has quit [Remote host closed the connection]
[07:50:16] -!-
sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #emc
[08:22:26] -!-
mhaberler_ has quit [Quit: mhaberler_]
[08:53:07] -!-
mhaberler has quit [Quit: mhaberler]
[08:55:33] -!-
atom1 has quit [Ping timeout: 248 seconds]
[09:03:07] -!-
maximilian_h has quit [Quit: Leaving.]
[10:05:59] -!-
wobblybootie [wobblybootie!4e973526@gateway/web/freenode/ip.78.151.53.38] has joined #emc
[10:16:01] -!-
pingufan [pingufan!~rainer@goliath.hantsch.co.at] has joined #emc
[10:32:43] -!-
psha [psha!~psha@213.208.162.69] has joined #emc
[10:40:35] -!-
mhaberler [mhaberler!~mhaberler@macbook.stiwoll.mah.priv.at] has joined #emc
[10:41:10] -!-
mhaberler_ [mhaberler_!~mhaberler@imac.stiwoll.mah.priv.at] has joined #emc
[11:19:53] -!-
atom1 [atom1!~Tl@unaffiliated/toml/x-013812] has joined #emc
[11:20:45] -!-
mhaberler_ has quit [Quit: mhaberler_]
[11:20:52] -!-
mhaberler has quit [Quit: mhaberler]
[11:39:23] -!-
acemi has quit [Quit: WeeChat 0.3.2]
[12:00:10] -!-
_sh3 has quit [Ping timeout: 246 seconds]
[12:03:31] -!-
_sh3 [_sh3!debian-tor@gateway/tor-sasl/sh3/x-62271040] has joined #emc
[12:09:33] -!-
awallin_ has quit [Remote host closed the connection]
[12:25:53] -!-
Paragon39 [Paragon39!~chatzilla@cpc13-bexl7-2-0-cust145.2-3.cable.virginmedia.com] has joined #emc
[12:35:30] -!-
mk0 [mk0!~x-ray@fiztech.basnet.by] has joined #emc
[12:35:36] -!-
awallin_ [awallin_!~quassel@2001:708:110:1020:224:7eff:feda:7c7d] has joined #emc
[12:44:33] -!-
skunkworks [skunkworks!447329d2@gateway/web/freenode/ip.68.115.41.210] has joined #emc
[12:50:44] -!-
emc [emc!~chatzilla@cpc13-bexl7-2-0-cust145.2-3.cable.virginmedia.com] has joined #emc
[12:51:15] emc is now known as
Paragon-WS
[12:52:29] <Paragon-WS> Hello All, What is the correct method of reversing the direction of a stepper motor from a connection point of view?
[12:53:13] -!-
Valen has quit [Quit: Leaving.]
[12:53:14] <Paragon-WS> These are 4 wire bipolar. Which are moving in the oposite direction than they should be when controlled via EMC.
[12:57:38] <archivist> just invertd the dir pin in stepconf
[12:58:23] <Paragon-WS> parport.0.pin-02-out-invert like so?
[12:58:37] <archivist> yes
[12:58:50] <Paragon-WS> Thanks archivist .
[13:04:15] -!-
mhaberler [mhaberler!~mhaberler@imac.stiwoll.mah.priv.at] has joined #emc
[13:04:37] -!-
mhaberler_ [mhaberler_!~mhaberler@macbook.stiwoll.mah.priv.at] has joined #emc
[13:07:30] -!-
FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #emc
[13:10:03] -!-
acemi [acemi!~acemi@unaffiliated/acemi] has joined #emc
[13:18:38] -!-
mkdutchman [mkdutchman!~mel@50-32-6-87.drr01.hrbg.pa.frontiernet.net] has joined #emc
[13:21:43] -!-
Paragon-WS has quit [Ping timeout: 246 seconds]
[13:21:56] <mkdutchman> Good morning, I have emc2 2.4.6 installed with ubuntu 10.04. I'm having some problems setting up the X and Z axis correctly.
[13:22:27] <mkdutchman> I am using a mesa 5i20 board with a stepgen on each axis
[13:23:24] <mkdutchman> The x and z axis do not move, even though emc2 indicates that they are
[13:23:55] <mkdutchman> checking with an oscilloscope confirms that the gecko drives are not seeing any pulses
[13:31:57] <cpresser> mkdutchman: use halscope to debug further
[13:35:03] -!-
Paragon-WS [Paragon-WS!~chatzilla@cpc13-bexl7-2-0-cust145.2-3.cable.virginmedia.com] has joined #emc
[13:41:40] -!-
Paragon-WS has quit [Ping timeout: 246 seconds]
[13:49:08] <mkdutchman> the axis.0.active (corresponds to X) indicates activity, stepgen.00.velocity-cmd indicates no activity
[13:53:32] <cradek> are you trying to set up stepgen in velocity mode?
[13:53:42] <cradek> usually stepgens are used in position mode.
[13:54:32] <mkdutchman> where is that setting set?
[13:55:24] <cradek> let's back up. are you writing a configuration from scratch for some special setup, or are you starting with the hm2-stepper sample configuration?
[13:56:03] -!-
skunkworks [skunkworks!447329d2@gateway/web/freenode/ip.68.115.41.210] has parted #emc
[13:56:14] -!-
skunkworks [skunkworks!447329d2@gateway/web/freenode/ip.68.115.41.210] has joined #emc
[13:57:01] <mkdutchman> I used pncconf to generate the hal file, as stepconf does not support the mesa 5i20 board
[13:57:30] <cradek> oh ok, so maybe you've found a problem with pncconf.
[13:57:44] <cradek> you might consider starting with the hm2-stepper configuration instead
[13:57:52] -!-
stormlight [stormlight!~jasonandt@c-71-202-13-101.hsd1.ca.comcast.net] has joined #emc
[13:57:57] <mkdutchman> ok, will try that
[14:12:53] -!-
tom3p [tom3p!~tomp@74-93-88-241-Illinois.hfc.comcastbusiness.net] has joined #emc
[14:13:42] <tom3p> hello, can "if/else" be nested in oword gcode?
[14:15:31] <cradek> yes, just use different O numbers
[14:17:59] -!-
pingufan has quit [Remote host closed the connection]
[14:18:40] <tom3p> thanks
[14:19:09] <tom3p> any chance of a case statement? ;)
[14:19:40] <cradek> not coming from me there isn't
[14:22:33] <tom3p> well thanks again
[14:22:45] <mkdutchman> in the pncconf generated file there is nothing concerning emcmot, is that a problem?
[14:24:10] -!-
crazy_imp has quit [Ping timeout: 276 seconds]
[14:24:35] -!-
crazy_imp [crazy_imp!~mj@a89-182-220-92.net-htp.de] has joined #emc
[14:27:22] -!-
mk0 has quit [Quit:
http://neo-technical.wikispaces.com/emc2-arch]
[14:33:48] -!-
nullie has quit [Quit: Ex-Chat]
[14:34:37] -!-
sumpfralle has quit [Quit: Leaving.]
[14:53:28] -!-
atom1 has quit [Ping timeout: 246 seconds]
[14:57:58] <mkdutchman> ok, in halscope the stepgens show signals, the motor pos-fb show signals, but the motors themselves still don't move
[14:58:36] <awallin_> how about a real scope on step and dir?
[15:00:16] <mkdutchman> I checked that, it shows no signal
[15:02:54] <awallin_> check without the motors connected. some parports give really low signals (<3V or something)
[15:07:08] -!-
mhaberler has quit [Quit: mhaberler]
[15:07:09] mhaberler_ is now known as
mhaberler
[15:11:25] -!-
mhaberler_ [mhaberler_!~mhaberler@imac.stiwoll.mah.priv.at] has joined #emc
[15:13:01] -!-
capricorn_one [capricorn_one!~capricorn@zima.linwin.com] has joined #emc
[15:16:53] -!-
Connor has quit [Read error: Operation timed out]
[15:19:20] -!-
Connor [Connor!~Connor@75.76.30.113] has joined #emc
[15:26:38] -!-
tom3p has quit [Read error: Connection reset by peer]
[15:27:57] -!-
sarariman_seb has quit [Quit: karoshi]
[15:30:33] -!-
sarariman_seb_ [sarariman_seb_!~seb@69.25.99.95] has joined #emc
[15:38:30] -!-
tom3p [tom3p!~tomp@74-93-88-241-Illinois.hfc.comcastbusiness.net] has joined #emc
[15:42:50] -!-
nullie [nullie!~nullie@nullie.telenet.ru] has joined #emc
[15:58:49] -!-
awallin_ has quit [Remote host closed the connection]
[16:11:24] -!-
logger[psha] has quit [Ping timeout: 264 seconds]
[16:12:43] -!-
logger[psha] [logger[psha]!~loggerpsh@195.135.238.205] has joined #emc
[16:16:48] -!-
pingufan [pingufan!~rainer@goliath.hantsch.co.at] has joined #emc
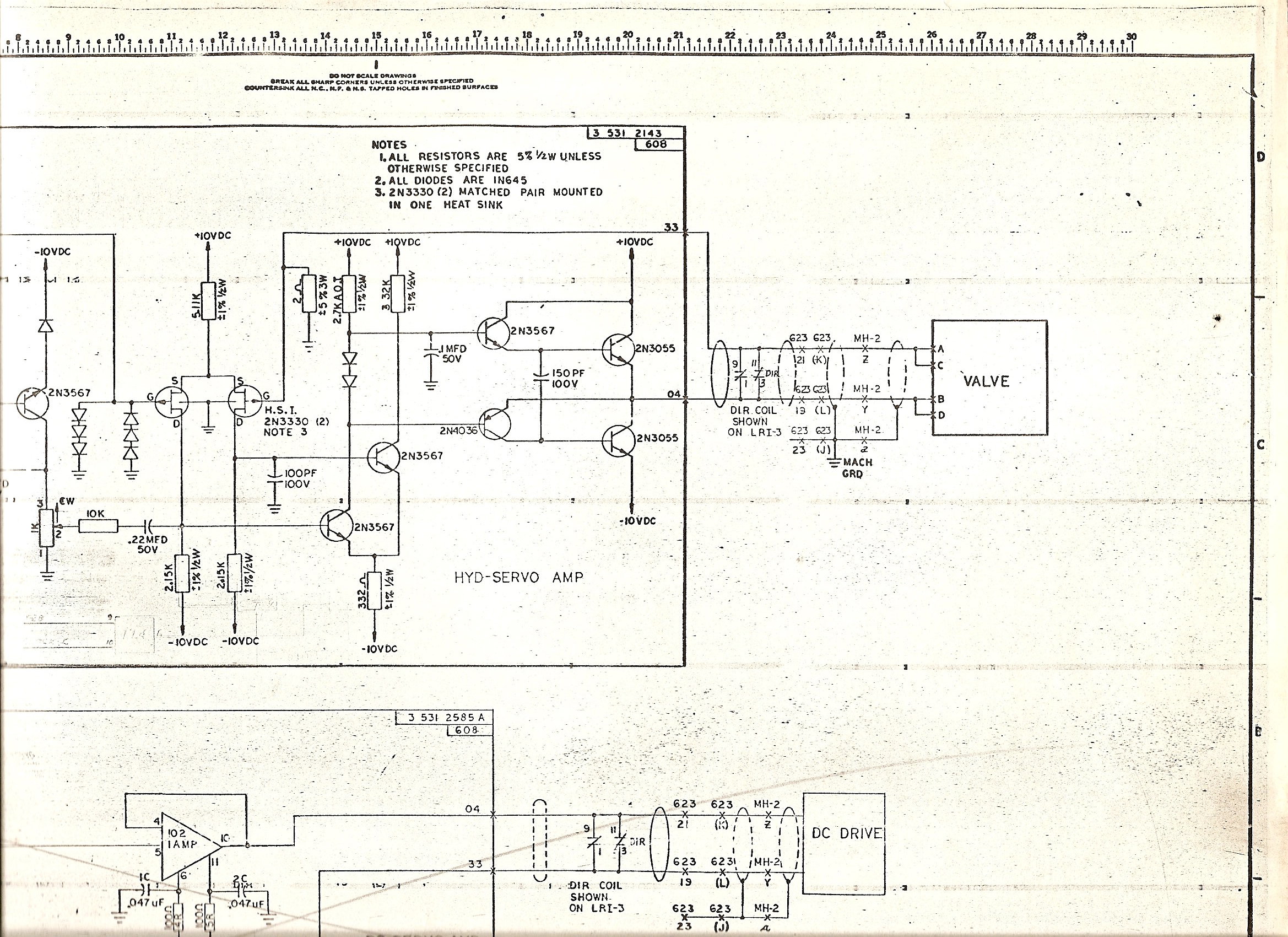
[16:21:09] <Paragon39> Feeling gutted as I think I have fried my dc motor drive. (
http://www.beel.ca/smc-00.html) In the process of retro fitting my Starmill I inervertably closed the door which I think touched the temporary speed pot a spark followed and tripped the rcd and blew the 13A plug fuse. After resetting the breaker and fuse and causiously testing the odd thing is the drive fuse did not blow and the led...
[16:21:10] <Paragon39> ...comes on but I have no motor output!
[16:24:10] -!-
anonimasu has quit [Read error: Operation timed out]
[16:24:45] -!-
anonimasu [anonimasu!~an0n@82.99.104.35] has joined #emc
[16:30:10] -!-
ve7it [ve7it!~LawrenceG@S0106009027972e37.pk.shawcable.net] has joined #emc
[16:31:58] -!-
unaHm has quit [Ping timeout: 260 seconds]
[16:36:16] <pcw_home> You may have busted something in the drives control (as opposed to power) electronics, since you shorted the speed pot
[16:40:20] -!-
isssy [isssy!~isssy@78-83-51-185.spectrumnet.bg] has joined #emc
[16:44:35] -!-
unaHm [unaHm!~unaHm@65-102-247-117.hlrn.qwest.net] has joined #emc
[16:45:05] -!-
awallin has quit [Ping timeout: 260 seconds]
[16:45:40] -!-
anonimasu has quit [Ping timeout: 260 seconds]
[16:46:11] -!-
anonimasu [anonimasu!~an0n@82.99.104.35] has joined #emc
[16:47:35] -!-
awallin [awallin!~quassel@cs27054080.pp.htv.fi] has joined #emc
[16:47:35] -!-
awallin has quit [Client Quit]
[16:47:41] -!-
awallin [awallin!~quassel@cs27054080.pp.htv.fi] has joined #emc
[16:47:42] <Paragon39> pcw_home: That's what I am thinking looking at the manual (can be seen from the previous link) there is a LM324 and a number of diodes. I have sent an email to BEEL (BICL) in the hope that they could put me onto the most likely component to fail in this situation. I hope they can as cash is in short supply :-(
[16:48:34] <West0n> Anything visibily smoked?
[16:48:39] <Paragon39> Additional they are located in Canada whereas I am based in the UK.
[16:48:47] <West0n> Powere electronics go out with a band
[16:48:49] <West0n> *g
[16:49:27] <Paragon39> No smoke but there was a spark and a pop. But I could not see as my view was obstructed.
[16:50:22] <Paragon39> It also tripped the 13A breaker (RCD) and blew the 13A fuse... So it could be the power side.
[16:50:23] <West0n> Was the pop the fuse?
[16:50:46] <West0n> This is a servo system?
[16:51:22] <West0n> Not stepper?
[16:52:06] <Paragon39> It may have been it was of the small 10mm type that are located inside the mail 3 pin kettle plug. No it's a stepper based system but the motor spindle is 90V DC from memory. It's the spindle driver that has blown.
[16:52:24] <Paragon39> mail = male
[16:53:29] <Paragon39> The odd thing is the fuse on the driver board did not blow and the led still lights up.
[16:53:38] -!-
mk0 [mk0!~Geissler@178.120.137.18] has joined #emc
[16:54:26] <West0n> And the spindle is dc?
[16:54:34] <West0n> Just brushed motor
[16:54:37] <West0n> Not stepper?
[16:55:24] <Paragon39> DC brushed motor
[16:55:48] <West0n> The control ic could of turned on both legs of the h bridge at one
[16:56:00] <West0n> And shorted the ps
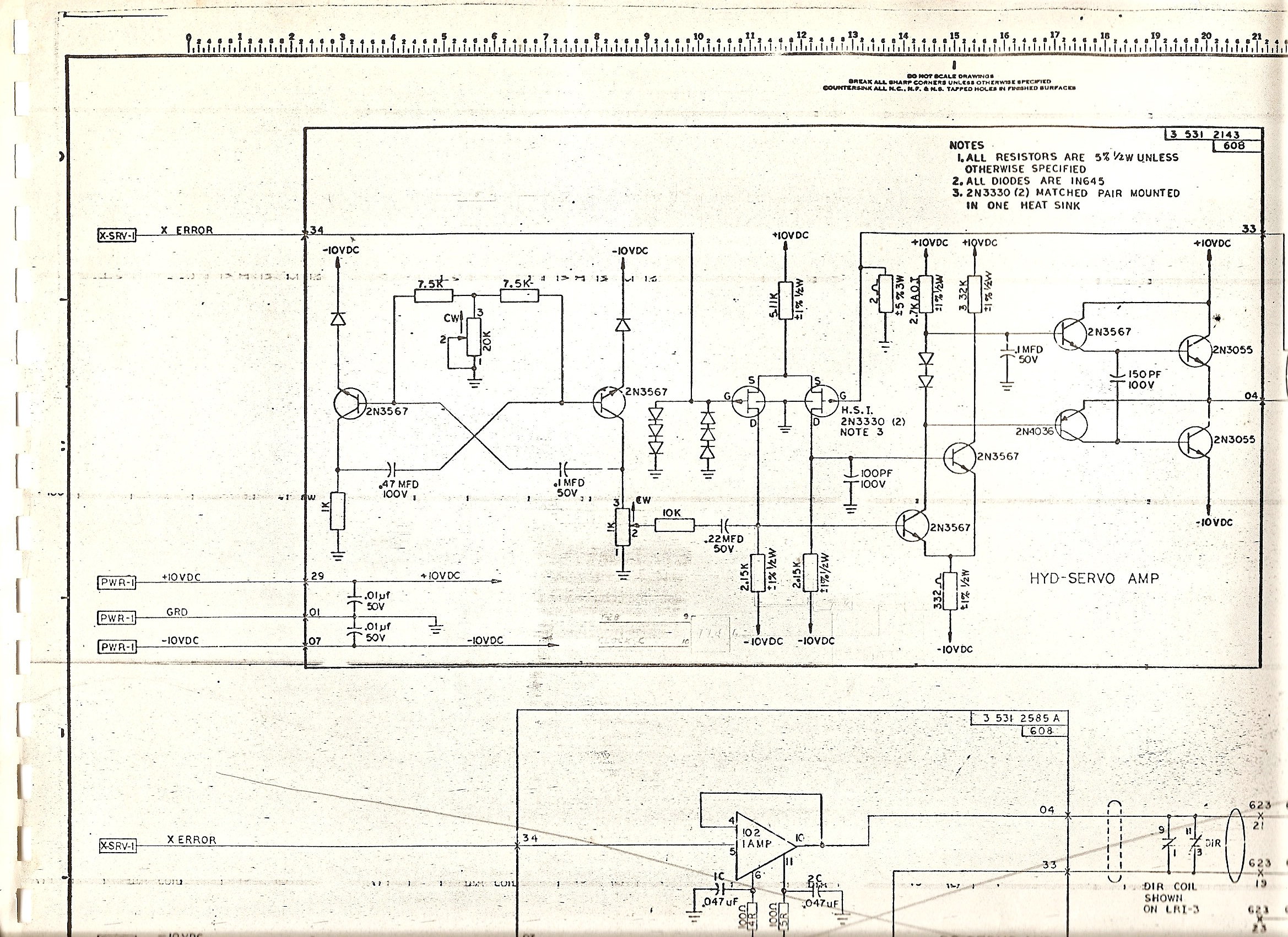
[16:59:31] <Paragon39> Not sure if this uses the h-bridge topology it maybe triac based. The circuit diagram is poor quality
http://www.beel.ca/SMCM.pdf
[17:00:06] <Paragon39> Thought I post this if anyone is interested
http://www.youtube.com/firstorbit
[17:01:10] <West0n> Is it a dc spindle supply?
[17:02:59] <Paragon39> I believe so.
[17:04:15] -!-
IchGuckLive [IchGuckLive!~chatzilla@95-89-104-26-dynip.superkabel.de] has joined #emc
[17:04:20] <West0n> Then it can't be triac based
[17:06:08] <Paragon39> oh ok...
[17:08:39] <pcw_home> Looks like SCR bridge. Id take a look at the 11V power supply (with a floating meter because every thing is "hot"), that looks most vulnerable
[17:11:30] <Paragon39> pcw_home: Yep I think your correct it is SCR I got mixed up when I said triac. Can't use my oscilloscope then!
[17:12:35] <pcw_home> If the max speed pot was all or most of the way up you may have shorted the 11V zener
[17:13:58] <Paragon39> D7 on diagram?
[17:14:21] <Paragon39> No ... Sorry D4?
[17:14:24] <pcw_home> fuzzy but yes looks like D7
[17:15:52] -!-
acemi has quit [Ping timeout: 246 seconds]
[17:16:29] <archivist> I wonder if my motor board is the same
[17:16:55] <Paragon39> I have an isolation transformer and a variac at hand would testing it with the isolation and at a lower power supply be benificial? Would be safer...
[17:17:02] <pcw_home> Yeah I'd measure from local ground (TB1/7?) to the speed pot wiper (TB1/10) and see if you still have a adjustable 0-10V or so
[17:18:08] -!-
micges [micges!~ddd@ceu155.neoplus.adsl.tpnet.pl] has joined #emc
[17:18:25] <pcw_home> Yes that would allow you to earth ground the local DC ground, making poking about with a scope a lot safer
[17:18:57] <pcw_home> But a plain old voltmeter ought to get you started
[17:19:02] <Paragon39> It's hard to read isnt it. TB1/7 (P) to TB1/10 (O) ... OK
[17:20:48] <pcw_home> Well just across your external speed pot should do
[17:21:47] <IchGuckLive> is a encoder 500ppr for a jogwheel on a adruino to mutch ?
[17:21:55] <pcw_home> Zeners have a tendency to short if overloaded
[17:22:55] <Paragon39> pcw_home: I will give it a try. If there are no volts then I will move onto the zeners. Thanks for your advice guys!
[17:22:58] -!-
Vladimirek has quit [Remote host closed the connection]
[17:23:54] <skunkworks> pcw_home: did you see
http://electronicsam.com/images/KandT/cincinnatimi/ampright.jpg
[17:23:55] <skunkworks> http://electronicsam.com/images/KandT/cincinnatimi/ampleft.jpg
[17:30:54] <pcw_home> I like the wobbulator
[17:33:29] <pcw_home> IchGuckLive if the Arduino uses software counting it depends on how fast its interrupt rate is
[17:36:05] <IchGuckLive> im gone check it for 5Euro there is no money lost
[17:37:08] <pcw_home> if 500 PPR is 2000 counts per rev you would need to sample faster than 20 KHz to follow 600 RPM = 10 RPS
[17:37:10] <pcw_home> not sure how fast is a reasonable maximum for hand spinning the jog wheel
[17:37:52] <IchGuckLive> no 500 counts per rotation
[17:38:29] <IchGuckLive> A and B channel as a encoder is A leads B CW B leads A CCw
[17:43:04] <pcw_home> OK so only 5KHz sample to go pretty fast so probably not hard for Arduino
[17:44:55] <West0n> Skunkworks!!
[17:47:41] <pcw_home> skunkworks: so pretty standard current output amplifiers (500ma/Vin) but with a wobbulator
[17:49:39] <tom3p> Paragon39, go go Yuri thx for the link
[17:50:54] <Paragon39> tom3p: Glad you like it. I'm watching as we speak.. on 27:31 :-)
[17:52:33] <Paragon39> tom3p: Not Mhz but Megacycles :-)
[17:53:45] <tom3p> i always wanted a Harley :)
[17:53:54] <skunkworks> pcw_home: yes.
[17:54:48] -!-
IchGuckLive [IchGuckLive!~chatzilla@95-89-104-26-dynip.superkabel.de] has parted #emc
[17:55:15] <skunkworks> I was wondering if a 500hz pdm signal would have the same effect
[17:55:49] <skunkworks> or 250
[17:56:59] <pcw_home> I would think a square wave (with suiitable amplitude) would be fine
[17:57:01] <pcw_home> do you have the original amps?
[17:57:44] <skunkworks> now
[17:57:52] <skunkworks> no
[18:00:05] -!-
atom1 [atom1!~Tl@unaffiliated/toml/x-013812] has joined #emc
[18:00:59] <pcw_home> Too bad, the probably would have worked fine with +-10V into a 10-1 divider
[18:01:39] <atom1> logger[psha]
[18:01:40] <cradek> when will people learn to NEVER THROW ANYTHING AWAY
[18:02:27] <JT-Shop> but I have to throw something away for each new thing I want to save
[18:03:18] <JT-Shop> the Ardunio clock speed it 16MHz if that means anything
[18:03:25] <JT-Shop> it/is
[18:04:25] <skunkworks> cradek: my parents had to clean up my grandfathers estate. now they are really cleaning up thiers.
[18:25:05] -!-
psha has quit [Read error: Connection reset by peer]
[18:25:23] -!-
psha [psha!~psha@213.208.162.69] has joined #emc
[18:26:15] -!-
nullie has quit [Quit: Ex-Chat]
[18:29:48] -!-
mhaberler_ has quit [Quit: mhaberler_]
[18:32:44] -!-
andypugh [andypugh!~andy2@cpc2-basl1-0-0-cust1037.basl.cable.virginmedia.com] has joined #emc
[18:32:52] -!-
mhaberler has quit [Ping timeout: 246 seconds]
[18:46:25] <FinboySlick> Oh boy... luci config for dnsmask doesn't like being given too many interfaces to serve.
[18:46:43] -!-
West0n_ [West0n_!~West0n@173-126-133-216.pools.spcsdns.net] has joined #emc
[18:47:05] -!-
West0n has quit [Ping timeout: 240 seconds]
[18:52:21] -!-
mhaberler [mhaberler!~mhaberler@extern-182.stiwoll.mah.priv.at] has joined #emc
[18:52:25] -!-
mkdutchman has quit [Quit: Ex-Chat]
[19:01:44] -!-
OoBIGeye [OoBIGeye!~kent@194-237-167-11-no48.tbcn.telia.com] has joined #emc
[19:12:21] -!-
acemi [acemi!~acemi@unaffiliated/acemi] has joined #emc
[19:13:07] -!-
mkdutchman [mkdutchman!~mel@50-32-6-87.drr01.hrbg.pa.frontiernet.net] has joined #emc
[19:13:15] <FinboySlick> Wow, ~50 seconds for dnsmasq to start start.
[19:14:52] <FinboySlick> Duh, sorry guys, wrong channel.
[19:17:05] -!-
West0n_ has quit [Ping timeout: 240 seconds]
[19:17:48] <mkdutchman> I'm a little bit stumped with my 5i20 + 7i42TA + geckodrives configuration. I'm getting just the faintest bit of an output signal on the 7i42. And what's the purpose of having two 50 pin connectors on the 7i42?
[19:28:52] <PCW> How are your Gecko drives wired? The input common (for step+dir) should connect to +5V from the PC and the step /dir pins connected to the 7I42TA terminals
[19:32:21] <andypugh> Opto-isolated inputs?
[19:34:50] <PCW> for SVST8_4, the 7I42TA should connect to P4, with 7I42TA I/O 0 being STEPX and I/O1 being DIRX
[19:34:52] <PCW> (yes most Geckos have OPTOS with common anode but maybe this should be checked)
[19:34:53] <PCW> mkdutchman: What Model Gecko drives do you have?
[19:35:32] <mkdutchman> I have a G210 and a G201X
[19:36:27] <PCW> Do they have a common V+ for the step+dir?
[19:36:46] <mkdutchman> I'll check
[19:38:43] <mkdutchman> for the 201X pertaining to the common pin it says "Connect the controller’s +3.3VDC, +5VDC or GND to this terminal."
[19:39:54] <mkdutchman> and for the 210 it gives me the option of configuring it for common anode or common ground
[19:41:24] <PCW> OK so it should work either way, so how is it wired now?
[19:41:42] <mkdutchman> common ground (-)
[19:42:48] <PCW> OK thats not appropriate for open drain
[19:43:15] <PCW> (I saw some of this discussion on the forum)
[19:43:44] <mkdutchman> ok, so it should be wired for positive common?
[19:44:38] <PCW> so for open drain mode to guarantee full 5V OPTO drive, you would wire for positive common (common connected to PCs 5V)
[19:45:03] <mkdutchman> I'll try that
[19:45:10] <PCW> The 5I20 has a 5V output terminal block that can be used for this power source
[19:47:05] <skunkworks> boy - I want to make a hexapod!
http://www.youtube.com/watch?v=G_UmhUjZhNo
[19:47:09] <skunkworks> (from the mailing list)
[19:48:21] <skunkworks> (it actually does some cutting too)
[19:51:30] <FinboySlick> skunkworks: That is one awesome machine.
[19:57:06] -!-
Vladimirek has quit [Remote host closed the connection]
[19:59:53] -!-
isssy has quit [Quit: Visitor from www.linuxcnc.org]
[20:00:59] <andypugh> Am I right in thinking that it ought to be 5-axis too?
[20:01:20] <cradek> from the video, it looks like he has 6 axis control
[20:01:33] <cradek> he shows it rotating around the tooltip all 3 ways
[20:02:59] <andypugh> I rather like this hexapod router
http://www.youtube.com/watch?v=quN37YskoaM
[20:05:06] <andypugh> Ah, I missed the tilting part.
[20:07:33] -!-
crazy_imp has quit [Ping timeout: 248 seconds]
[20:08:19] -!-
crazy_imp [crazy_imp!~mj@a89-182-220-92.net-htp.de] has joined #emc
[20:09:38] -!-
pcw_home_ [pcw_home_!~chatzilla@ip-66-80-167-54.sjc.megapath.net] has joined #emc
[20:10:47] -!-
pcw_home has quit [Ping timeout: 252 seconds]
[20:10:49] pcw_home_ is now known as
pcw_home
[20:12:56] <TekniQue> skunkworks: that's a nice machine
[20:13:47] <skunkworks> I have always had a thing for hexapods.. someday...
[20:14:21] <TekniQue> it looks stable and accurate
[20:14:39] -!-
sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #emc
[20:14:44] <TekniQue> I've seen some home made hexapods before that were just crap, far from accurate
[20:14:46] <skunkworks> It should be
[20:15:10] <skunkworks> if the joints are tight - the thing should be very rigid and stable
[20:15:20] <TekniQue> yeah
[20:15:28] <TekniQue> those things must be a pain in the arse to calibrate
[20:15:33] <skunkworks> it is a bunch of triangles
[20:15:39] <skunkworks> Yes
[20:15:51] <skunkworks> I would not lknow where to start
[20:25:46] -!-
mhaberler has quit [Quit: mhaberler]
[20:26:05] <JT-Shop> Rats! a B broach won't work with a B1 bushing :/
[20:29:46] <andypugh> I think that the kinematics does the hard work, it just needs to know the geometry.
[20:35:08] <mkdutchman> argh, I'm still not getting a signal into my geckodrives
[20:35:10] <FinboySlick> skunkworks: Hehe, for more range, you make it a dual hexapod, one for the table, one for the head.
[20:36:15] -!-
mk0 has quit [Quit: Ухожу я от вас (xchat 2.4.5 или старше)]
[20:36:34] <mkdutchman> I rewired it for common anode as described above
[20:36:49] <TekniQue> andypugh: yes but they must be well synchronised, I mean, if you get one stepper slightly out of phase the whole assembly would lose a lot of torque
[20:36:59] <TekniQue> or that's my feeling for it
[20:37:50] <TekniQue> *shrug*
[20:38:07] <TekniQue> I don't even know how you'd reliably home something like that
[20:38:18] <andypugh> No, you can move any actuator by itself, and the system won't lock up, it will just find a different solution.
[20:39:01] <andypugh> If you imagine moving one arm, leaving the rest stationary, you will get a bit of a rotation and a bit of a tilt.
[20:39:05] <TekniQue> yeah I figured that out when I traced it out in my head
[20:39:08] <TekniQue> again
[20:40:13] <TekniQue> because the pods are all on ball joints
[20:40:54] <PCW> mkdutchman can you try the 5I20 hm2-step hal file with nothing changed but the open drain setting?
[20:41:08] <Connor> Hey guys, I'm getting a Cannont unhome while moving, Joint 1
[20:41:37] <Connor> I don't understand why it's trying to unhome.. I didn't tell it too.. I'm just jogging the Axis..
[20:41:46] <TekniQue> but how does one home a hexapod? 6 home sensors?
[20:42:18] <cradek> Connor: is it homed? anything unusual going on during the jog?
[20:42:39] <Connor> I had just homed the Y.
[20:42:53] <Connor> I haven't homed the Z or X yet.
[20:43:05] <cradek> is it a real machine or a simulated one?
[20:47:38] <Connor> real
[20:54:55] <Jymmm> SWPadnos:
http://www.stealth.com/littlepc_670_standard.htm
[20:55:47] <Connor> my estop pin sing is bouncing while the axis moves... Im thinking I have a loose connection or a bad opto or something.. For what ever reason (pin 10) I couldn't pull low using opto's.. Only direct contact with ground would pull it low...
[20:55:48] <Connor> strange.
[20:57:08] <mkdutchman> PCW I did that just now, now my X axis moves in the one direction, but nothing else moves
[20:57:52] <andypugh> Moving in one direction can mean that the step and dir are swapped.
[20:58:23] <andypugh> (or possibly step and enable)
[20:58:57] <andypugh> Out of interest, what step timings do you have?
[20:59:37] <PCW> OK so next I would check the X direction signal
[20:59:38] <PCW> (I think the HM2 step demo file has very slow timings)
[20:59:41] -!-
FinboySlick has quit [Quit: Leaving.]
[21:00:13] <mkdutchman> nothing is connected to the enable connections
[21:00:51] <PCW> if you jog back and forth the direction signal should be high in one direction. low in the other
[21:00:59] <mkdutchman> I left the default timings in the file
[21:01:12] <andypugh> Is it OK to not connect the enables?
[21:03:10] <andypugh> (After checking, yes it is)
[21:03:50] <andypugh> What about the motors?
[21:04:42] <andypugh> You can get very odd effects with 8-wire motors when the wires are paired up wrong. (and the documentation isn't necesarily correct)
[21:05:34] <mkdutchman> I had previously tested the motors and both of them worked ok, that was with just a step generator
[21:06:27] <andypugh> OK.
[21:07:14] <andypugh> Ribbon cable mirrored?
[21:10:33] <mkdutchman> double checked and verified correct
[21:13:08] <mkdutchman> is there a way to set a gpio pin high and then verify it with an o'scope
[21:13:13] <andypugh> Well, you haven't made any of _my_ stupid mistakes then.
[21:13:39] <andypugh> Halrun
[21:13:47] <mkdutchman> I think I must be making a stupid mistake somewhere
[21:14:02] <andypugh> I didn't exclude you inventing a mistake all of your own
[21:14:18] <andypugh> halrun
[21:14:25] <mkdutchman> how is halrun used? (dense question)
[21:14:26] <andypugh> loadrt hostmot2
[21:15:05] <andypugh> loadrt hm2_pci config="firmware={firmware} num_encoders=0, num_stepgenes=0" (etc etc)
[21:15:29] <mkdutchman> ok
[21:15:32] <andypugh> Then you can setp hm2_5i23.0.gpio.001
[21:15:55] <andypugh> You might need to configure the pins to output and/or open drain.
[21:16:17] <andypugh> Basically anything that you can put in a hal file can be typed at halcmd
[21:16:56] <andypugh> (and, actually, you can type the same things in the Machine->Show Hal Config window, if you have Axis loaded)
[21:19:49] <andypugh> Don't forget (if you don't have Axis running) that you also need to loadrt threads to get a thread, then addf the .read and .write hostmot2 functions to the threads, then start the threads or nothing at all will happen.
[21:20:26] <andypugh> You can use "source" to run a HAL file at the halcmd prompt.
[21:22:31] <andypugh> Here is the test HAL file I am using at the moment.
http://pastebin.com/eB97igBg
[21:22:49] <andypugh> (You will have to change it, you won't have that bitfile)
[21:30:49] <mkdutchman> ok, will try that
[21:32:29] <tom3p> which was more informative last year? cnc wkshop in Mich or dev fest at Stuarts?
[21:36:35] -!-
MOGLI [MOGLI!~MOGLI@210.212.179.136] has joined #emc
[21:40:53] -!-
tom3p [tom3p!~tomp@74-93-88-241-Illinois.hfc.comcastbusiness.net] has parted #emc
[21:44:33] -!-
acemi has quit [Quit: WeeChat 0.3.2]
[21:47:37] -!-
psha has quit [Quit: Lost terminal]
[21:57:07] -!-
tlab [tlab!~tlab@c-69-243-187-136.hsd1.in.comcast.net] has joined #emc
[22:04:26] -!-
MOGLI12 [MOGLI12!~MOGLI@210.212.179.136] has joined #emc
[22:05:01] -!-
MOGLI has quit [Ping timeout: 276 seconds]
[22:07:06] -!-
mkdutchman has quit [Ping timeout: 246 seconds]
[22:14:09] -!-
MOGLI12 has quit [Quit: Visitor from www.linuxcnc.org]
[22:15:02] -!-
Valen [Valen!~Valen@ppp121-44-184-217.lns20.syd7.internode.on.net] has joined #emc
[22:25:04] -!-
mkdutchman [mkdutchman!~mel@50-32-24-197.drr01.hrbg.pa.frontiernet.net] has joined #emc
[22:43:23] <mkdutchman> ok, I'm back again. I can set and clear the output pins on the hardware, no problem. So my issue has got to be in EMC2 configuration somewhere.
[22:45:03] <mkdutchman> the motor.00.pos-fb changes when I move the axis, but still no movement out of the axis itself
[22:46:22] <JT-Shop> move the axis by hand?
[22:47:27] <mkdutchman> that's the funny thing, it moves in one direction but not the other
[22:48:53] -!-
micges has quit [Quit: Ex-Chat]
[22:49:14] <JT-Shop> I've not been following the conversation... stepper?
[22:49:59] <mkdutchman> PC + 5i20 + 7i42TA + Geckodrives + stepper
[22:50:05] <PCW> I tried duplicating this here (with 2.4.3) and everything works as expected
[22:50:06] <PCW> 5I20 P4 --> 7I42TA (cable power = W1 up so green LED on 7I42TA)
[22:50:08] <PCW> canned HM2-STEP demo HAL file
[22:50:09] <PCW> STEPX is on I/O0 DIRX is on I/O1 STEPY is on I/O6, DIRY is on I/O7, STEPZ is on I/O12 DIRZ is on I/O13
[22:50:32] <mkdutchman> I should mention that I'm using a lathe
[22:51:15] <JT-Shop> step and direction drives?
[22:51:38] <mkdutchman> and also using the canned hm2 hal and ini file
[22:51:40] <JT-Shop> Hi Peter!
[22:51:52] <PCW> Hi JT
[22:52:01] <mkdutchman> yes, step and dir
[22:52:17] <mkdutchman> using emc 2.4.6
[22:52:35] <JT-Shop> so you can jog the axis only one way?
[22:52:45] <PCW> W1 up and no other connections other than I/O on 7I41?
[22:52:57] <PCW> 7I42
[22:53:04] <mkdutchman> yes
[22:53:12] <PCW> Green LED on 7I42
[22:53:16] <PCW> ?
[22:53:30] <JT-Shop> have you tried to unlink the direction pin and set it on and off to test?
[22:54:13] <PCW> You can just jog and read it with a voltmeter (Just tried that)
[22:54:29] <mkdutchman> green led on 7i42 yes
[22:54:44] <JT-Shop> I know at least once and old fart like me has connected the wrong wire to the wrong terminal...
[22:55:02] <PCW> Step on I/O 0 and DIR on I/O 1
[22:55:52] <PCW> ?
[22:56:07] <mkdutchman> step on 0 and dir on 1 yes
[22:56:25] <mkdutchman> have not tried unlinking, will do that now
[22:56:50] <PCW> can you measure the voltage on I/O 1 whilst jogging either way?
[22:58:23] <mkdutchman> measured with a VOM the voltage goes up to 1.5
[22:58:41] <PCW> OK thats wrong
[22:59:09] <PCW> how about with nothing connected
[22:59:22] <PCW> (no step drives)
[22:59:23] <andypugh> It should definitely manage 5V, there is 5V connected to it..
[23:00:29] <mkdutchman> with nothing connected to i/o 1 it stays at zero
[23:00:43] <JT-Shop> andypugh: did you figure out your touchy issue?
[23:00:58] <andypugh> Yes, by changing the Gnome DPI.
[23:01:04] <JT-Shop> cool
[23:02:11] <andypugh> The Status window is fixed height, set by the size of a fixed font. That was giving the area of GUI under the DRO a hard limit on height.
[23:02:39] <JT-Shop> weird
[23:03:23] <andypugh> I think it might need documenting somewhere, 1024x768 isn't a tiny touchscreen.
[23:04:18] <mkdutchman> whoops, messed up here. I disconnected and tested i/o 0 instead of i/o 1
[23:04:56] <mkdutchman> with i/o one disconnected it moves whether jogging forward or back
[23:05:17] -!-
tlab has quit [Quit: Leaving]
[23:05:54] <mkdutchman> and if the wire isn't connected I see 3.5 volts in one direction on the (on the 7i42)
[23:06:02] <PCW> What is the voltage on I/O 1 when jogging forward and when jogging backwards?
[23:06:59] <JT-Shop> where do you change the Gnome DPI?
[23:07:06] <PCW> and ~0 in the other direction?
[23:08:11] <andypugh> JT-Shop: in the Appearance section of the setting, under font, under details. It also means that you can shrink (or grow) the menu bars.
[23:08:59] <mkdutchman> in the neg dir it's 3.25 in the + dir it's 0
[23:09:15] -!-
robh__ has quit [Read error: Connection reset by peer]
[23:09:17] <andypugh> Sounds like 3.3V to me.
[23:09:40] <PCW> OK now what does it do when the gecko is connected
[23:09:43] -!-
robh__ [robh__!~robert@5ace70bc.bb.sky.com] has joined #emc
[23:10:54] <JT-Shop> I'll put something in the Touchy section to not futz about with the settings :)
[23:10:58] <mkdutchman> now it only goes up to 1.7 in the neg dir and doesn't move at all in the + dir
[23:11:51] <PCW> This means (at least) that you do not have the Geckos wired for + common
[23:12:01] <andypugh> Do the gecko inputs have current-limiting resistors?
[23:12:29] <PCW> Supposed to...
[23:13:05] <andypugh> What do you measure on the Gecko inputs with the 7i42 disconnected?
[23:13:44] <andypugh> They should be being pulled up to 5V (assuming some leakage in the opto LEDs, I suppose)
[23:14:32] <andypugh> Where is the +5V coming from? Is it referenced to the same ground as the other cards?
[23:14:42] <JT-Shop> mkdutchman: what Gecko drives are you using?
[23:15:44] <mkdutchman> G201 and G210
[23:15:48] <andypugh> Not gecko drives, actual Geckos. Those sticky feet can push a tool slide surprisingly well when you electrocute them.
[23:16:36] <JT-Shop> LOL
[23:17:37] <TekniQue> that's oldschool
[23:17:38] -!-
robh__ has quit [Ping timeout: 260 seconds]
[23:17:53] <JT-Shop> common is +5vdc on the 201...
[23:17:57] <TekniQue> that's the Galvani method
[23:18:15] <TekniQue> the first instance of an electrical linear actuator
[23:18:20] <TekniQue> frog legs in Galvani's lab
[23:18:26] <mkdutchman> ok I'm so mad I could spit. PCW hit the nail smack on the head. The wiring inside the lathe switches colors and just happens to reverse + and - to the inputs......and effectively makes it common -.
[23:18:31] <andypugh> Something to consider later is that you might want to invert the step signals later, as common + is low-to-step logic.
[23:18:54] <JT-Shop> mkdutchman: don't be mad, be glad
[23:19:04] <JT-Shop> btw, what kind of lathe are you converting?
[23:19:16] <mkdutchman> I've been beating my head against this problem for days.....
[23:19:31] <mkdutchman> feeling better now....
[23:19:37] <mkdutchman> a JET 1430
[23:19:53] <JT-Shop> was it CNC?
[23:21:12] <mkdutchman> no, a fairly modernized manual lathe, as manual lathes go
[23:21:17] <PCW> So now with real 5V common you _will_ want to set the outputs in open-drain mode
[23:21:25] <mkdutchman> gotcha
[23:22:08] <JT-Shop> I have a Samson 14x40 something manual that I'd like to convert some day
[23:23:21] <JT-Shop> mkdutchman: do you have any photos of your conversion?
[23:23:23] <mkdutchman> would love to see that...
[23:25:49] <JT-Shop> my Samson
http://i47.photobucket.com/albums/f163/johnplctech/Machine%20Shop/HPIM2631.jpg
[23:26:43] <mkdutchman> I don't have any photos.......yet. Soon
[23:26:49] <atom1> you can cart that over here if you get tired of it
[23:30:52] <JT-Shop> the Samson?
[23:31:10] <JT-Shop> this is my next conversion to EMC
http://i47.photobucket.com/albums/f163/johnplctech/Machine%20Shop/HPIM0599.jpg
[23:33:17] <atom1> well i'd be happy with either one
[23:35:36] -!-
mhaberler [mhaberler!~mhaberler@extern-182.stiwoll.mah.priv.at] has joined #emc
[23:35:39] <andypugh> There is a fair chance that EMC2 will move the knee of my Harrison tomorrow.
[23:36:03] <andypugh> (Or it will fail to move it, proving that I need a counterbalance, a ballscrew, or both)
[23:36:26] <atom1> the netsplit killed me today, was there any more discussion about pendant design?
[23:36:51] <andypugh> Night all
[23:36:56] -!-
andypugh has quit [Quit: andypugh]
[23:37:11] <JT-Shop> goodnight Andy
[23:37:30] <atom1> i thought you talked to Gracie
[23:39:24] <atom1> wow, he put an avr32 on that thing
[23:44:51] <PCW> 'Night andy
[23:45:42] <JT-Shop> sometimes it is Gracie sometimes Norma Gean :)
[23:45:50] <JT-Shop> Jean
[23:46:39] -!-
mkdutchman has quit [Quit: Ex-Chat]
[23:46:40] -!-
brendanjerwin [brendanjerwin!~brendanje@75-131-206-186.dhcp.gwnt.ga.charter.com] has joined #emc
[23:48:54] <JT-Shop> and no excused for the misspelling as that is my parents name
[23:49:54] -!-
mhaberler has quit [Quit: mhaberler]
{kind=link}
{kind=link}
{kind=link}
{kind=link}