Back
[00:04:20] <theorb> theorb is now known as theorbtwo
[00:20:05] <andypugh> most annoying typo in an ssh window... "sudo sutdown -r now" when you mean " -h now"
[00:35:29] <atmega> I'd think the 'sutdown' typo would negate the -h one
[01:20:10] <pfred1> [ 0.497381] Total of 4 processors activated (23467.30 BogoMIPS).
[01:20:38] <pfred1> I wonder how EMC2 would perform on this?
[02:14:06] <lepton> I'm trying to spec servo motors for a new machine build. Anyone have any faveriote suppliers? I'm looking for ~1000rpm at 20N-m
[03:03:32] <juri_> pfred1: check what the latency benchmarks say.
[03:05:06] <pfred1> juri_ I'm trying to figure out how to install an OS onto this box now
[03:05:30] <juri_> try the emc2 distro. ;)
[03:06:06] <pfred1> oh this is going to be my HTPC
[03:06:48] <pfred1> eventually i want to rig it up as a gypsy tivo
[03:48:50] <Valen> pfred1: mythbuntu ftw
[04:02:57] <pfred1> Valen I've thought about it
[04:03:20] <pfred1> Valen I think I'm just going to go with vanilla Debian for now
[05:13:31] <theorb> theorb is now known as theorbtwo
[09:17:09] <Bonny> Hello... Need help to compile GIT patch..
[09:21:31] <Bonny> Nobody can help?!?
[09:31:34] <Bonny> hello psha I have question right for you...
[09:31:56] <psha> ?
[09:32:00] <psha> hi
[09:32:00] <the_wench> hello psha, you have a question?
[09:32:03] <psha> hi bot
[09:32:12] <Bonny> I just try to make GIT patch for some my changes but your code appear.
[09:32:49] <Bonny> I was trying (sucesfuly) to add LOGAPPEND command.
[09:32:59] <psha> and?
[09:33:05] <Bonny> I start with git reset --hard
[09:33:09] <Bonny> git pull
[09:33:27] <Bonny> then make changes in all files (I think 6 or 7)
[09:33:41] <Bonny> then do git format-patch -M origin
[09:34:06] <Bonny> and get 0001-gladevcp-Backport-HAL-Led-to-work-on-Hardy.patch
[09:34:22] <psha> :)
[09:34:26] <psha> you have to commit first
[09:35:05] <psha> git commit [list of files]
[09:35:06] <Bonny> with that
http://pastebin.com/JYgSNAPj
[09:35:16] <psha> or git add [list of files]; git add [list of files]; git commit
[09:35:21] <Bonny> nothingmine here..
[09:35:49] <psha> git format-patch is formatting list of commits
[09:36:35] <Bonny> so GIT isn't smart enought to know what is changed?
[09:37:00] <Bonny> I must say that file and that file.. probably with all paths..
[09:37:36] <Bonny> I barely remember what all I changed?
[09:38:25] <psha> git is smart enought :)
[09:38:44] <psha> 'git diff' shows your diff with current HEAD
[09:38:57] <psha> 'git status' shows you list of changed files
[09:39:04] <Bonny> but I still need to add every file by hand?
[09:39:06] <psha> it's better to tell it what to commit
[09:39:08] <psha> no
[09:39:13] <psha> you may run git commit .
[09:39:18] <psha> and it will commit all changes
[09:39:26] <psha> but it's better to do manually
[09:39:41] <psha> to ensure that only needed fixes are commited
[09:39:46] <Bonny> git diff show what I changed?
[09:39:50] <psha> yes
[09:39:56] <psha> before 'git add'
[09:40:12] <psha> if you want to view diff with added files use git diff HEAD
[09:42:45] <Bonny> git diff seems to have right thing in it... so the git commit is safe?
[09:45:49] <psha> yes :)
[09:46:16] <Bonny> but now I had to add manualy listed files?
[09:46:27] <psha> you may run git commit .
[09:46:35] <psha> or git commit [files]
[09:47:46] <Bonny> http://pastebin.com/mNtws3Xx
[09:48:49] <Bonny> ahh git commit DOT
[09:49:37] <psha> yes
[09:49:40] <psha> base path for commit
[09:50:51] <Bonny> and now git format-patch -M origin
[09:50:55] <psha> yes
[09:51:57] <Bonny> and now to post that. What is best place?
[09:52:07] <Bonny> email list or something other?
[09:52:29] <Bonny> where respones is quickest?
[09:52:31] <psha> mail list
[09:52:36] <Bonny> thanks
[09:52:46] <psha> by attachment
[09:52:52] <psha> or as separate mail with git send-email
[09:56:20] <Bonny> I just send attachment in emc-developers mail list.
[10:53:14] <alex_joni> Bonny: you mean the estop / watchdog thing?
[10:53:27] <alex_joni> that has already been fixed in 2.4 a couple days ago
[10:53:29] <alex_joni> http://git.linuxcnc.org/gitweb?p=emc2.git;a=commitdiff;h=dc12848
[11:25:17] <Bonny1> alex_joni I had 2.5.0~pre in mind.
[11:26:02] <Bonny1> 2.4 doesn't support user step configuration's and it's not ussable for me.
[11:26:20] <Bonny1> so I had all the work in 2.5.0~pre
[11:26:45] <Bonny1> (stepgen type=15)
[11:40:55] <alex_joni> you need to cherry pick it
[11:40:59] <alex_joni> or to merge 2.4 into master
[11:41:14] <alex_joni> while on master: git cherry-pick dc12848
[11:48:06] <alex_joni> Bonny1: fixes which make sense on 2.4 get applied only there, from time to time 2.4 gets merged into master (all changes to 2.4 will be applied to master too)
[11:48:16] <alex_joni> if you need one change faster, you can cherry pick it
[11:59:19] <Bonny> alex I got
http://pastebin.com/pTaNt4Qt problem now. I'm not very familiar with GIT.
[11:59:50] <Bonny> just managed to have working copy...
[12:01:36] <alex_joni> the problem is that you have your local commit (which does the same thing) as the one you want to cherry pick
[12:01:57] <Bonny> and how to solve?
[12:03:44] <Bonny> btw did you know when the 'latest' release will support stepgen type=15? The option is added near year ago but still isn't in release. So I just MUST sit in prereleases..
[12:11:43] <Bonny1> I fin'd corspondance with Jeff Epler date february 26 2010..
[12:11:55] <Bonny1> ... for stepgen.
[12:13:06] <alex_joni> Bonny1: feature request's don't get backported to 2.4
[12:13:26] <alex_joni> so the "new" feature (even if almost a year old) will be only part of 2.5 when it will be released
[12:13:46] <alex_joni> until then you can: a. backport it yourself to 2.4. or b. use 2.5~pre
[12:17:40] <Bonny> not sure how to do that. So I will stay in 2.5.0~pre as my machine happy work with that.. Just didn't realize that some feature can already patched in 2.4 but not in 2.5
[12:21:34] <Howard> psha Are you about :0)
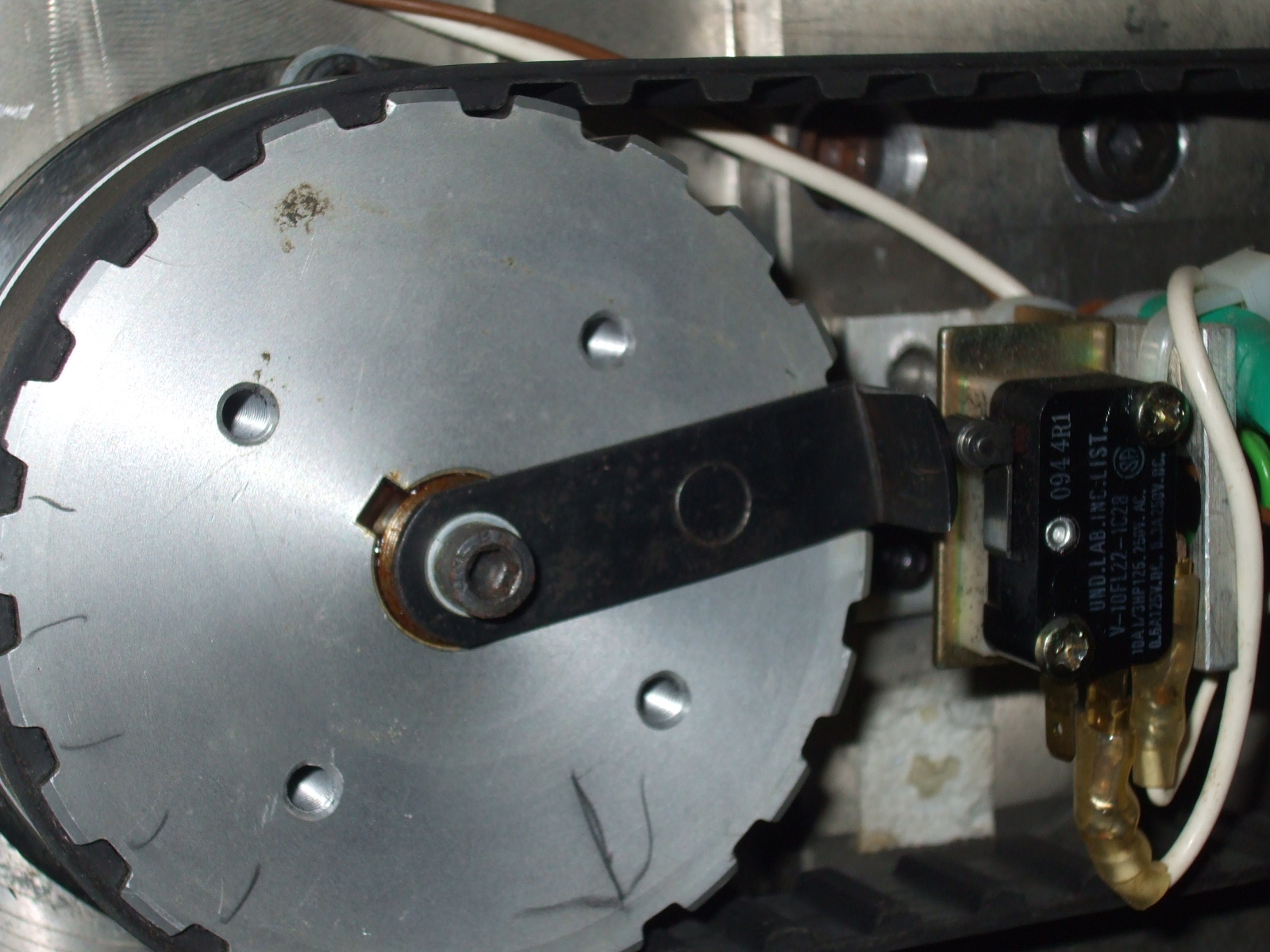
[15:32:18] <skunkworks> http://www.electronicsam.com/images/KandT/homesw.jpeg
[15:33:48] <rene_> hello is here anybody who speaks german?
[15:34:08] <SWPadnos> not many here
[15:34:43] <atmega> <-monolingual american
[15:35:17] <cradek> rene_: your english looks fine to me
[15:36:41] <Bonny1> skunkworks how many times that switch can be trigered?
[15:37:15] <skunkworks> every rotation :)
[15:37:19] <Bonny1> .. if this is some axis belt drive.
[15:37:43] <Bonny1> I think it wil wear quite fast.
[15:37:45] <skunkworks> click click click click click.
[15:37:56] <skunkworks> been running that way for a few years.
[15:38:25] <Bonny1> Just check junkbox to have replacment... :D
[15:40:21] <skunkworks> it could be mounted on a solinoid - so when the switch on the linear axis triggers - it pushes this switch in the patch of the tab :)
[15:40:38] <skunkworks> *path
[15:41:03] <Bonny1> What index that is? For homing?
[15:41:10] <skunkworks> yes
[15:41:44] <Bonny1> so you have another one in same axis
[15:41:47] <skunkworks> 2 switches - one on the linear slide - and this one. they are hooked in series
[15:42:01] <skunkworks> yes
[15:42:25] <SWPadnos> so you have to be sure the initial home velocity isn't fast enough that it can't stop before the actuator has passed the switch
[15:42:28] <Bonny1> ahh so no real index for EMC. just home switch
[15:42:33] <Bonny1> hardwired..
[15:42:37] <skunkworks> yes
[15:42:44] <skunkworks> SWPadnos: right
[15:42:54] <skunkworks> homing is slow. (like 10ipm)
[15:43:11] <skunkworks> but we usually jog it close
[15:43:12] <SWPadnos> that's actually a "wrong" home switch implementation, because it's possible for the output to be off "past" the switch
[15:43:32] <Bonny1> I had fast homing (rapid) and then backof to untrip switch goes slow)
[15:43:48] <skunkworks> SWPadnos: sure
[15:43:59] <atmega> I wouldn't call it wrong
[15:44:18] <Bonny1> No free pins to put that switch on own pin?
[15:44:48] <SWPadnos> I called it "wrong", not wrong :)
[15:45:30] <atmega> heh... I have several positioning systems where home is in the middle or at least not near an edge
[15:46:00] <SWPadnos> in those cases, you should have a cam that keeps the switch activated on one side of the switch and deactivated on the other side
[15:46:06] <atmega> the indexer takes care of homing fine though (compumotor 6kx)
[15:46:41] <SWPadnos> otherwise, the homing routine can go the wrong way until the end of travel (since it doesn't see the home switch, even when it's past it)
[15:47:10] <skunkworks> Bonny1: doesn't really help as there really is no homing to index on the software stepgen.
[15:48:50] <Bonny1> ???
[15:48:59] <Bonny1> I see it in docs?!?
[15:49:08] <Bonny1> not tested in real.
[15:49:16] <SWPadnos> stepgen, not encoder
[15:49:25] <SWPadnos> (unless it was added recently)
[15:50:14] <Bonny1> http://www.linuxcnc.org/docview/devel/html//config_ini_homing.html
[15:51:53] <skunkworks> Bonny1: that is general homing info - the software stepgen cannot do index homing.
[15:52:29] <skunkworks> our servo machine (K&T) uses index homing using mesa hardware.
[15:54:17] <Bonny1> I don't know nothing about that... I just remember when I try do do that (indexing) that works but I had no free pins so I abandon that.
[15:56:03] <SWPadnos> I think the pattern for stepgen homing-with-index was that the first time you home, you get a big THUNK. The second time, it works OK
[15:56:06] <SWPadnos> or something like that
[15:56:24] <SWPadnos> and I think there's a following error along with the THUNK
[15:57:25] <Bonny1> In 1'st time overshots but in 2'nd the sped is so small and it does not overshot's.
[15:57:50] <Bonny1> Same is without index for home.
[15:58:19] <Bonny1> When I start homing the machine moves as rapid (G00) until hit home.
[15:58:37] <Bonny1> ... and pass it as is to fast to make dead stopp.
[15:59:17] <Bonny1> so after thet I do reverse motion very slow to untrip home switch and got precise homing.
[16:12:54] <SWPadnos> were you using stepgen in position mode or velocity mode?
[16:16:59] <Bonny1> pos
[16:59:25] <lepton> Where are you guys getting your servo motors?
[17:00:36] <Bonny1> scrap yard...
[17:01:46] <lepton> haha, yeah...
[17:02:12] <lepton> I'm building an EMC based CNC machine for a client, so it'll all be new hardware bought with someone else's funding
[17:02:46] <lepton> I've been running oriental motor steppers on my own systems, but I need a better torque-speed curve, so I'm going servo for this system
[17:02:57] <lepton> I'm gonna need a good gear reduction stage, though
[19:25:35] <redwil> helo all, is this the right place to ask questions regarding the software development too or there is another channel? Thans.
[19:26:09] <cradek> just ask away - if it gets too technical we sometimes jump to #emc-devel
[19:27:21] <redwil> cradek: thanks. I was trying to figure out which is the minimal set needed to run a headless EMC2.
[19:27:44] <cradek> how do you want to control it?
[19:28:45] <redwil> basically. I have an old Wyse terminal (VIA C3) which I would like to use it as the controller for axis home made machine
[19:29:07] <redwil> sorry I do not understand the meaning of your question.
[19:30:02] <andypugh> I think he was asking how you want to tell EMC what to do.
[19:30:04] <redwil> I ran the LiveCD but I got stuck in the 'rtai_hal.ko' module not being loaded
[19:30:22] <cradek> there is actually a text-mode user interface for emc2 called keystick. Whether you can get it to work on a wyse terminal depends on whether you can find a proper termcap entry for it
[19:30:39] <cradek> oh VIA C3 - it's a pc?
[19:31:07] <redwil> I think I would run the EMC GUI on another machine and only the real time and io on the Wyse (EPIA M) board
[19:31:22] <redwil> no it is a processor. sorry
[19:31:32] <atmega> you got the live-cd to boot on it?
[19:31:44] <cradek> just using remote X will do that - but I kind of wonder - why bother using two PCs when you only need one
[19:31:47] <andypugh> That might need a custom-built kernel to run the rtai?
[19:32:00] <redwil> VIA made alot of boards for Wyse to be used as terminals
[19:32:28] <atmega> 'thin-clients' flopped yet again
[19:32:52] <redwil> well. I was afraid of that. so I was starting to look at T2 SDE
[19:33:18] <redwil> atmega: sorry what?
[19:33:28] <redwil> is that bad?
[19:34:41] <atmega> seems like every 5 or 6 years, there is a push to implement thin clients to reduce hardware and support costs... never seems to work... those wyse boxes were from the last era
[19:34:50] <redwil> cradek: I do not want to use any user interface on the client. just the real time control
[19:35:10] <skunkworks> where is the user-interface going to be?
[19:35:15] <atmega> why do you not want the UI there?
[19:35:43] <atmega> it's not windows... clicking and dragging isn't going to lock up the kernel
[19:36:13] <andypugh> Yeah, I watch Youtube videos during the dull bits of machining
[19:36:36] <atmega> I hold the vacuum cleaner nozzle
[19:36:41] <skunkworks> if your thinking that splitting the ui from the realtime because of stablility - with emc2 setup correctly - you don't have to worry about that.
[19:37:09] <skunkworks> it 'just works' tm
[19:37:11] <skunkworks> ;)
[19:37:27] <redwil> I wanted to use minimum of resourses (ram, flash, cpu)
[19:38:15] <atmega> what benefit would you get from using that whack wyse box vs. a normal one?
[19:39:02] <redwil> as far as I understood (maybe i am wrong) the ui will pull in tcl, python, etc which are not really necessary for running the real-time part of emc2
[19:39:50] <atmega> where will you run the UI then?
[19:40:25] <redwil> then would be easier for other to just use a low end board (not necessarily a pc)
[19:40:35] <redwil> remotely
[19:40:44] <redwil> over the net
[19:40:59] <atmega> go for it
[19:41:33] <redwil> atmega: thanks, was this a bit of mockery?
[19:41:38] <atmega> nope
[19:41:53] <andypugh> Is you hobby making stuff by CNC or making the CNC as interesting as possible to get working?
[19:42:15] <redwil> atmega: then I would need a bit of guidance and or hints.
[19:42:28] <atmega> what you are describing will probably work fine, it just isn't really needed IMO
[19:42:47] <atmega> unless the only box you have for controlling is that Wyse thing.
[19:43:07] <andypugh> You might want a pgysical e-stop that has _nothing_ to do with the network.
[19:43:15] <andypugh> (physical)
[19:43:37] <psha> redwil: what do you understand under 'minimal' ram/flash/cpu?
[19:43:54] <redwil> I am trying to help my brother buildin his own cnc. he is doing the mechanical parts and low level electronics an i am trying to reduce his costs and maybe contribute with something useful to the comunity.
[19:43:55] <psha> 2mb flash, 16mb ram?
[19:44:15] <redwil> maybe
[19:44:30] <psha> heh, good luck :)
[19:44:40] <redwil> it sounds lyke an embedded system
[19:44:49] <psha> if you are not using soldered flash there is no difference in 1gb flash and 256m one
[19:45:04] <psha> and nowdays 1gb is cheaper :)
[19:45:09] <andypugh> A $60 Intel Atom Mini-ITX board runs EMC really nicely. (OK, so you need to add ram and hd)
[19:45:17] <psha> andypugh: no hd
[19:45:20] <psha> just flash
[19:45:30] <SWPadnos> you will have a hard time building a realtime Linux kernel that will fit in 2M or 16M
[19:45:31] <atmega> the wyse things ran xp, they aren't that under-spec'ed, just the slow via and IO
[19:45:32] <psha> and then it's silent and without any mechanical parts
[19:45:37] <cradek> a free pentium 3 with a scrounged gigabyte of ram runs it perfectly too
[19:45:39] <SWPadnos> let alone all the stuff that makes up EMC and HAL
[19:45:43] <andypugh> Well, yes, I don't mean an actual mechanical HD, this is 2010
[19:46:01] <redwil> some processors now a days may contain a lot of ram/flash internally, hence they maybe eventually used as real time controllers.
[19:46:18] <psha> andypugh: i don't meen ssd even if it's 2010, just cheap usb stick :)
[19:46:26] <SWPadnos> some non-x86 ones do, yes
[19:46:39] <TeslaTony> I have two questions: Neither of my computers have parallel ports, so is it possible to have a reasonably precise machine over USB? Also, what's a good source for CNC controllers?
[19:46:41] <SWPadnos> but not a lot - like 2M or so max for some ARM chips
[19:46:57] <psha> redwil: what processors contain lot of flash?!
[19:47:09] <SWPadnos> TeslaTony, no USB, see
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Emc2HardwareDesign
[19:47:11] <psha> TeslaTony: no
[19:47:13] <skunkworks> TeslaTony: you can purchase pci printer ports.
[19:47:17] <cradek> TeslaTony: if you don't want to use a parallel port interface, consider the PCI products from Mesa
[19:47:25] <cradek> TeslaTony: (or get a suitable PC)
[19:47:27] <SWPadnos> or PCI based FPGA cards
[19:47:34] <SWPadnos> err, right, like the ones from Mesa
[19:47:35] <psha> TeslaTony: i've investigated USB controls a bit and it seem that you wont' get control faster then 500Hz
[19:47:42] <skunkworks> (mesa is awesome)
[19:47:57] <atmega> psha: that slow?
[19:48:09] <psha> atmega: that's slow
[19:48:30] <psha> and after that you need some hw on other side of cable :)
[19:48:36] <skunkworks> the default servo period in emc is 1kz
[19:48:55] <TeslaTony> Hah. Mesa looks like it's right around the corner from my place, too
[19:48:59] <andypugh> But that's the _slow_ thread
[19:49:24] <skunkworks> right
[19:49:37] <andypugh> TeslaTony: Quite a popular name, we mean www.mesanet.com
[19:49:59] <psha> redwil: netherless i'll agree with andy - great intel D510MO board is ~60$ and only needs ram and flash drive
[19:50:48] <TeslaTony> Any particular recommended set from Mesa? I'm looking to run 4 steppers.
[19:51:22] <andypugh> Do you have stepper drivers already?
[19:52:31] <TeslaTony> No
[19:53:50] <andypugh> 5i23 and 2x 7i32 looks interesting then. $89 for a 2-axis drive. or you can wire any normal stepper motor driver direct to the headers (I did)
[19:55:19] <andypugh> 5i20 is a bit cheaper than the 5i23, but won't run such complex firmwares. But then you won't need to for steppers.
[19:55:48] <andypugh> 7i32 is 3A and 48V.
[19:56:41] <skunkworks> plus with the mesa - your moving the step generation to hardware (instead of the computer creating the actual steps)
[19:57:13] <skunkworks> so instead of 30 to 50k step generation - you get it into the mhz.
[19:57:15] <redwil> psha: thanks. I was just trying to have it for 'free' (not including my time). this is a strictly hobby project
[19:57:55] <atmega> low end pc's are pretty much free
[19:58:12] <atmega> do you have this wyse box already?
[19:58:33] <redwil> psha: lots is relative but usually less than 1MB each
[19:58:52] <andypugh> redwil: Just so long as you keep clear in your head what is the hobby and what isn't. I fail at that, I have almost forgotten what I wanted a CNC machine for in the first place.
[19:59:08] <skunkworks> heh
[19:59:26] <redwil> andypugh: right
[19:59:57] <andypugh> I seem to have spent all the spare time for the last several weeks writing drivers for hardware I don't even intend to use. <confused look>
[20:00:12] <atmega> cnc doing stuff vs. making stuff for cnc is pretty much a perfect crossover
[20:00:46] <TeslaTony> andypugh: So would a 5i23 only control 2 stepper drivers at a time, meaning I need two, or can it run 4 at a time?
[20:01:25] <redwil> I have not dug in the code but i thought that even a relative low end system should be able to follow a precomputed list of instructions
[20:01:26] <psha> redwil: consider openwrt project for example
[20:01:34] <andypugh> One 5i23 can control something crazy like 12 steppers.
[20:01:44] <psha> redwil: they may fit into hard reqs (several megs of flash/ram)
[20:01:46] <redwil> psha: in which respect?
[20:01:53] <psha> but it's extremly stripped
[20:01:56] <psha> even kernel
[20:02:11] <psha> do you really suspect that it's possible to fit emc into such low reqs?
[20:02:22] <psha> ram is only half of problems
[20:02:28] <redwil> exctly: once you stripped everything to the bare bones it might be small enough
[20:02:36] <andypugh> But you can probably only plug in 3 of those 7i32 cards, so "only" 6
[20:02:49] <redwil> not entirely=just the real time part
[20:03:01] <psha> redwil: tiny projects are (at most) uclibc based
[20:03:21] <TeslaTony> Ahhhh. The 7i32s control 2 at a time, so that's a 4 axis machine there. I knew I was missing something
[20:03:32] <redwil> psha: usually yes, would that be a problem?
[20:03:40] <psha> i fear that it would be nigtmare to build emc against it
[20:04:10] <psha> uclibc is not drop in replacement for glibc and friends
[20:04:19] <SWPadnos> redwil, regarding a precomputed list of instructions - even a small low power computer may not be able to do that
[20:04:23] <redwil> psha: trhat is my point. not all just the needed parts. which i an not entirely susre waht they are
[20:04:28] <andypugh> TeslaTony: You have checked that your board doesn't have p-port on a header I assume?
[20:04:30] <SWPadnos> though it's irrelevant WRT EMC, since that's not how EMC works
[20:04:39] <cradek> redwil: what is the payoff for this? Or is it just that the work appeals to you?
[20:04:42] <SWPadnos> the trajectory planning is done in realtime, using floating point calculations
[20:05:01] <redwil> SWPadnos: depends on what each instruction is required to do.
[20:05:39] <SWPadnos> I'm trying to tell you that that's not how EMC is designed, so while you have a good idea as to what might be doable, EMC is not likely to be the best path to doing it
[20:05:54] <redwil> cradek: just an appeal. I am really fed up with the bloatness in almost every thing we see (no offence whatsoever)
[20:05:59] <TeslaTony> andypugh: Oh, but if the 5i23 is an "anything I/O card," does that mean I can also use it to control spindle speed for a mill? I think my desktop has a header, but I need to see what's wrong with the computer. I'm not opening my laptop like that until the warranty is out
[20:06:23] <SWPadnos> trajectory planning, PID, feed override, arcs, blending - all those calculations are done in realtime with EMC
[20:06:42] <psha> redwil: usually bloat is consequence of lot of requirements...
[20:06:44] <cradek> redwil: I understand, I think - but it's not an interesting fight for me - emc works great on lots of stuff. the hardware to run it is dirt cheap.
[20:07:05] <skunkworks> or free!
[20:07:09] <andypugh> TeslaTony: Yes, you can set up PWM to control spindle speed, encoders to read the spindle speed, then emc2 can give you closed-loop spindle speed.
[20:07:21] <redwil> SWPadnos: i see
[20:07:22] <cradek> yeah, I don't buy hardware anymore :-)
[20:07:37] <skunkworks> and rigid tapping!
[20:07:48] <SWPadnos> additionally, there's no guarantee that a small, lean machine can even do the job. You'd think that it could, but if you want to do software step generation,. software PWM, software encoder counting, then you need a machine with very good RT latency numbers
[20:07:55] <psha> cradek: you don't like shopping?! :)
[20:08:05] <SWPadnos> and AFAIK the VIA chips don't have that :)
[20:08:10] <redwil> psha: i wnderstand that and not complaining. I appologize deeply did not want to start a war
[20:08:13] <cradek> psha: I'm too cheap
[20:08:21] <skunkworks> * skunkworks is an emc cheerleader
[20:08:39] <SWPadnos> skunkworks, as long as you don't put on a bathing suit and start waving pom-poms
[20:08:41] <psha> cradek: so cheap shopping! :)
[20:08:50] <skunkworks> * skunkworks goes to change
[20:08:54] <cradek> redwil: no need to apologize - it's just that we get a lot of people who come here and say they wish EMC was totally different - and then they want us to do the work for them
[20:09:00] <SWPadnos> * SWPadnos goes to - err - something
[20:09:15] <TeslaTony> SWPadnos: Thank you for the nightmare-fodder.
[20:09:19] <SWPadnos> heh
[20:10:03] <cradek> redwil: (often without even trying it as-is first, or studying the issues)
[20:10:06] <atmega> emc seems to work perfectly well with cheap hardware... you can't possibly save any money by trying to force fit emc to anything cheaper even if your time is completely valueless
[20:10:28] <redwil> cradek: I am not asking for peple to do the jb for me. just for information that might need a lot of digging to get by.
[20:11:10] <andypugh> TeslaTony: The 5i23 (and the much cheaper 7i43, if you can find a p-port to use) or the slightly cheaper 5i20 basically runs modular firmware onboard, that can consist of various combinations of step generators, PWM generators (normal and 3-phase linked), encoder counters, and other more specialist modules to control specific external hardware. In addition any pins not allocated to one of those functions can be used as a ge
[20:11:10] <andypugh> IO pin to sense switches or control relays etc.
[20:11:20] <redwil> cradek: or ideas. ypu know you can get stuck with some fixation without a valid real reason
[20:11:31] <SWPadnos> redwil, here's what you need to do, to see how much pain you're in for ;)
[20:11:55] <SWPadnos> 1) get a vanilla kernel, and patch it with the RTAI/ADEOS patches
[20:12:12] <SWPadnos> 2) see how small that can be
[20:12:40] <SWPadnos> 3) build a minimal set of RTAI modules (I don't know which ones are required and which are optional)
[20:13:01] <TeslaTony> andypugh: What's the advantage of the 5i23 over the 5i20 and 7i43?
[20:13:14] <redwil> SWPadnos: I appreciate, any particular host distribution (I am running suse as my main devel machine)
[20:13:20] <SWPadnos> you will want to remove any drivers you don't expect to need - SCSI (may not be possible if you want to use USB flash drives), ISDN, ...
[20:13:22] <andypugh> For you, nothing, I suspect. A bit of future-proofing.
[20:13:57] <SWPadnos> TeslaTony, the price difference is $30, so it doesn't make much sense to me to get the "lesser" card
[20:14:08] <redwil> SWPadnos: i can start with all rtai modules and remove the ones that may seem unneeded later
[20:14:34] <andypugh> 7i43 plugs into the p-port and only has 48 IO pins. It's a great basis for a stepper or simple servo machine, but you don't have a p-port so that's a non-starter.
[20:14:46] <TeslaTony> Well, I'd like to be able to run a 3 and 5 axis CNC machine, and I'm eyeballing adapting some of the stuff from the RepRap to use a more standardized setup with higher precision
[20:15:01] <SWPadnos> redwil, sure, it seemed that you were in a bind for not only memory, but also storage. if that's not true then just build the whole thing
[20:15:06] <psha> redwil: have you played with *wrt distributions?
[20:15:13] <psha> some opkg/ipkg based?
[20:15:21] <redwil> psha: yes
[20:15:22] <psha> familiar, OE, ddwrt, openwrt?
[20:15:24] <atmega> mesa should trade some HW to someone with web sk1llz
[20:15:41] <psha> so you'd better start from one you are common with
[20:15:46] <psha> and then just expand it
[20:15:47] <andypugh> 5i20 is pretty much identical to the 5i23 but with a smaller FPGA. Having said that, no mainstream EMC-compatible firmwares need the bigger FPGA as far as I know. (Possibly the 12-channel servo one..)
[20:15:54] <SWPadnos> step 4 is to boot the target hardware with the kernel you built, and check latency (you will need the RTAI testsuite for this)
[20:16:30] <andypugh> atmega: www.mesanet.eu chap would be a good start.
[20:16:36] <SWPadnos> andypugh, apparently. later versions of the Xilinx tools no longer support the Spartan2
[20:16:37] <skunkworks> I should be making some ladder.
[20:16:57] <SWPadnos> you can still use older versions, so it's not a problem yet, but it's likely to be sooner than for the Spartan3
[20:17:02] <atmega> the wyse thin terms had like 256 or 512 ram and the same flash.. and serial and p-ports, but they had VIA's
[20:17:15] <redwil> psha: yes, buildroot and T@ as the latest including LFS
[20:17:20] <TeslaTony> Well, if it can run, say, 8 steppers, does that mean I could use a single card to run two or three machines?
[20:18:18] <SWPadnos> not really, at least not at the same time
[20:18:29] <andypugh> TeslaTony: Not at the same time, no. But you can certainly start up EMC2 using different config files and run a different machine without any hardware rearrangeent.
[20:18:36] <SWPadnos> you could have three machines connected to the hardware, and load different software configurations to drive each machine
[20:18:43] <SWPadnos> yeah, what he said
[20:19:17] <andypugh> So one config file could use steppers 0 1 and 2, and the lathe could use stepgesn 3 and 4, and then the plasma cutter 5, 6 and 7.
[20:19:40] <TeslaTony> OK, then if I had multiple 5i23s, would I be able to run several machines at once? Or should I consider using several computers, too?
[20:20:19] <skunkworks> several computers.
[20:20:25] <andypugh> In fact, i do that. My multi-purpose machine renames axes and enables different numbers of motors depending on if I click the "lathe" icon or the "mill" icon.
[20:20:59] <andypugh> TeslaTony: Back to the interleaved conversation. The computers are the cheap bit.
[20:21:08] <redwil> the biggest problem with the VIA C3 cpu is that (even if it is 100% i686 clean room implementation) lacks some instructions that were implelemted in the intel 686 chips which became the norm.
[20:21:48] <TeslaTony> Computers are cheap. Monitors get pricey, though
[20:22:45] <skunkworks> eh - decent ones under $100
[20:24:27] <TeslaTony> I could probably just invest in a KVM switch or two
[20:24:38] <SWPadnos> the C3 has either a pitifully small or no cache, which is likely to push latencies through the roof
[20:25:14] <SWPadnos> since filling cache lines for all the data that has to be accessed takes a lot of time relative to the time it takes to actually manipulate the data
[20:26:27] <redwil> SWPadnos: aha, i see
[20:26:42] <cradek> monitors are free - folks keep throwing them away so they can buy LCDs
[20:27:31] <SWPadnos> that's why I suggested making a pretty bare-bones test kernel. I suspect that you'll find the C3 units to be unsuited for CPU-based step or PWM generation
[20:27:32] <TeslaTony> Sorry. I would rather not have anything larger than my machine on the desk...or using more power
[20:27:33] <redwil> SWPadnos, I have not been able to run any tests yet to get the numbers.
[20:27:44] <SWPadnos> yep - that's one of the hard parts :)
[20:28:01] <SWPadnos> unless you can add RAM to one of them so you can boot some RTAI CD
[20:28:27] <SWPadnos> I think there's a Knoppix-based RTAI boot CD, and you can also try an older EMC2 CD (I think those are around somewhere)
[20:28:46] <atmega> is there no more rt-linux? just rtai?
[20:28:57] <redwil> I've added a hard drive and installed the live cd (found on linuxcnc) but got stuck into rtai_hal.ko not being loaded
[20:29:05] <SWPadnos> RT-Linux went pseudo-commercial 8 or 9 years ago
[20:29:18] <redwil> yes, the gui is dead slow but...
[20:29:26] <SWPadnos> try the RTAI latency test instead of the EMC one
[20:29:44] <SWPadnos> in /usr/realtime-<something>/testsuite/kern/latency/
[20:29:48] <SWPadnos> or something similar
[20:30:32] <redwil> SWPadnos: is on the installation cd. sorry when you refer to RTAI CD are you refering to the cd found on linuxcnc or something else?
[20:30:48] <TeslaTony> What is a good linux to run for EMC2? Normally I use Ubuntu, but I'm a big boy and can learn something new
[20:31:03] <SWPadnos> if you have a hard disk install from the EMC2 CD, then you have the RTAI test suite as well, I think
[20:31:10] <atmega> tesla: ubuntu
[20:31:22] <SWPadnos> there are (or were) other liveCDs with RTAI as well
[20:31:34] <redwil> swpadnos: ok i will search for it right now.
[20:31:46] <SWPadnos> TeslaTony, you can install packages directly with Ubuntu 8.04 or 10.04
[20:32:01] <SWPadnos> or you can download and install from our Ubuntu-based liveCD
[20:32:15] <SWPadnos> (which has EMC2 and the realtime kernel already installed)
[20:32:18] <TeslaTony> I notice both RTAI and xenomai are available from the repositories, but can't find EMC2, but then again I'm using 10.10 right now
[20:32:34] <atmega> http://i.imgur.com/zZ3fC.png
[20:32:39] <SWPadnos> the RTAI install from the standard repos only fetches a tarball, IIRC
[20:32:39] <atmega> <urk>
[20:32:48] <atmega> Linux weld5cj 2.2.18-rtl #5 Wed Dec 19 11:56:34 EST 2001 i686 unknown
[20:32:53] <TeslaTony> bleh
[20:33:02] <atmega> that has been running for a long time
[20:33:58] <skunkworks> atmega:
http://www.snopes.com/military/reinwald.asp
[20:34:28] <SWPadnos> interesting:
http://issaris.org/rtai/
[20:34:39] <SWPadnos> an 8M RTAI testsuite download CD !
[20:34:41] <atmega> yeah, wrong paste... when I click on anything in putty it seems like it stick it in the cut buffer
[20:39:02] <redwil> SWPadnos: so. this is thge problem I cannot run the tests. 'insmod: error inserting ... rtai_hal.ko' operation not permitted. dmesg say: rtai[hal] error local apic configured but not available/enabled
[20:39:21] <SWPadnos> from our 10.04-based liveCD install?
[20:40:47] <redwil> yes
[20:41:00] <andypugh> redwil: That's a BIOS / boot paramter issue
[20:42:21] <redwil> SWPadnos: i've tried to add lapic as boot parameter to the kernel as suggested somewhere. the next step would be to rebuild the kernel on that machine with the appropriate cpu variant
[20:42:24] <SWPadnos> http://www.linuxcnc.org/component/option,com_kunena/Itemid,20/func,view/catid,9/id,4082/limit,6/limitstart,12/lang,english/
[20:43:55] <redwil> swpadnos: thanks. i m reading it right now. will come back with results
[20:44:04] <SWPadnos> you can try it out by getting to the grub menu and adding
[20:44:14] <SWPadnos> "lapic" to the kernel line
[20:44:21] <atmega> if my system works ok with pport only, would I gain anything by getting a mesa pci or pport card?
[20:44:29] <SWPadnos> if that works, then go through the steps to add it to the GRUB_DEFAULT line
[20:44:36] <redwil> I already did it before popo=ing in this channel
[20:45:02] <SWPadnos> atmega, you would gain speed and smoothness, as well as more I/O and the ability to run the servo loop faster if you want
[20:45:25] <SWPadnos> redwil, so you're running with lapic on the command line, and it still doesn't work?
[20:45:31] <SWPadnos> (the kernel command line, that is )
[20:45:33] <redwil> my /proc/cmdline shows the lapic as being passed to the running kernel
[20:45:38] <redwil> yes
[20:45:40] <SWPadnos> hmm
[20:45:47] <redwil> right, hmmm
[20:46:14] <atmega> ok, I'd buy one, but that seems to be impossible to do in the normal manner.
[20:46:15] <SWPadnos> well, unless that's spelled wrong (ie, there's another option that I don't remember), you may need to install an older version of the EMC2 liveCD (or something else with RTAI)
[20:46:42] <redwil> SWPadnos: i usually try to figure it out by myselfe before starting asking for help.
[20:46:44] <SWPadnos> atmega, they don't have web ordering, if that's what you mean
[20:46:49] <SWPadnos> you can call or email though
[20:46:55] <SWPadnos> makes sense
[20:47:06] <atmega> wow, and it's practically 2011
[20:47:35] <atmega> I think I went through this 6 months ago
[20:47:50] <SWPadnos> if you like, I can make an eBay auction with whatever you want (that I happen to have on hand), so you can order and pay for it online
[20:48:19] <atmega> I want a 7i43?
[20:48:52] <atmega> or a 5I20 if it is any better
[20:49:06] <atmega> or 22 or 23
[20:49:44] <SWPadnos> I believe I have all those in stock, if I can find the 7i43 ;)
[20:49:52] <andypugh> atmega: If you are truly happy with your p-port I wouldn't bother. But I am amazed you have not run out of pins yet.
[20:50:44] <andypugh> I didn't gain any speed as the limits were elsewhere, but it did mean I had enough pins for an e-stop :-)
[20:50:53] <atmega> andypugh: I would like some more pins... and I have lots of 50pin terminal boards
[20:51:17] <andypugh> 7i43 is nice. Makes for easy cabling.
[20:51:44] <atmega> I have a dual-pport card somewhere, but they just seem wrong
[20:52:04] <andypugh> The bandwidth is theoretically a lot more limited than the PCI cards, but that seems irrelevant.
[20:53:40] <andypugh> If only someone from Mesa lurked in this forum, they might hear us complaining about the lack of online ordering. I wonder if it would be worth their while putting cards up on eBay?
[20:54:07] <cradek> heh
[20:54:26] <atmega> I'd be happy with an auto-responder that sent out a paypal request
[20:54:28] <cradek> yeah - calling and making vibrating-meat noises at them feels silly
[20:55:21] <atmega> mainly I don't like calling from work and reciting my CC#
[20:56:10] <andypugh> I have managed to order by email alone.
[21:25:26] <Tired_2> hello.
[21:25:53] <Tired_2> I have a question... is anyone using mastercam to generate gcode for emc2 for a VMC/router?
[21:26:21] <Tired_2> I'm curious if there is a suitable post processor out there for Mastercam, or if I'll need to make a custom one
[21:30:00] <Tired_2> ...found one for mcam9 i can probably convert
[21:38:54] <Tired_2> is mach3 based on emc2 code? I feel like I read that...
[21:39:21] <SWPadnos> the Mach3 interpreter is based on very old EMC (version 1) code
[21:39:47] <Tired_2> might be a good starting point at least
[21:39:56] <SWPadnos> here's a little information on CAM pots:
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Cam_Post
[21:39:57] <Tired_2> similar gcode syntax I imagine?
[21:40:30] <SWPadnos> there have been changes in both programs since the "split"
[21:41:00] <Tired_2> sweet, thanks
[21:41:08] <Tired_2> i was at that link but i skimmed it and missed a part
[21:48:13] <packrat> anyone here familiar with the logic of thread dial indicators?
[21:49:39] <cradek> not sure what tool you're talking about
[21:49:52] <cradek> I've seen thread micrometers (thread-pitch measuring tools)
[21:50:04] <Tired_2> http://www.tpub.com/content/engine/14076/css/14076_169.htm
[21:50:05] <andypugh> packrat: Yes
[21:50:06] <Tired_2> ^like that?
[21:50:25] <cradek> oh threading dials
[21:50:25] <packrat> oh, derp, on a lathe
[21:50:33] <cradek> heh
[21:50:44] <cradek> what do you mean the logic of them?
[21:50:49] <cradek> are you asking how to use it?
[21:50:54] <packrat> now to make one
[21:50:56] <packrat> how*
[21:51:00] <Tired_2> Thanks for the help SWPadnos, trying to run the programs tonight :)
[21:51:13] <packrat> we have a lathe with a 4tpi, 25mm dia lead screw
[21:51:26] <andypugh> packrat: It's just a gear that fits into the thread of the leadscrew.
[21:51:38] <packrat> uh
[21:51:40] <packrat> thanks
[21:51:44] <packrat> thats all i needed
[21:51:46] <packrat> seeya folks
[21:51:51] <cradek> ok, 1" - 4 leadscrew
[21:51:53] <packrat> (nah, not really)
[21:52:03] <packrat> well, the mfg says its 25mm, not 1"
[21:52:14] <packrat> thats kinda beside the point i gues
[21:52:29] <andypugh> You need to decide how many graduations to put on the dial, I guess?
[21:52:30] <cradek> well not really - it means you can cut multiples of 1/4" thread pitches
[21:52:41] <packrat> yeah, andypugh
[21:53:17] <cradek> inch lathes will have 8 - mark them so you can tell them apart
[21:53:22] <andypugh> I _think_ is it one for each tooth on the gear.
[21:53:36] <andypugh> Yes, that has to be the case.
[21:53:43] <packrat> what number of teeth and dia for the gear, is what im trying to figure out
[21:54:00] <andypugh> Ignoring the logic, the marks show that you _can_ engage the leadscrew at that point.
[21:54:40] <andypugh> The more teeth you have, the more marks, and the more confusing it gets.
[21:54:50] <packrat> hm
[21:55:06] <cradek> andypugh: I don't think you're right that marks and teeth have to be the same
[21:55:28] <andypugh> There has to be a tooth for each mark.
[21:55:31] <packrat> yeah. 8tpi leadscrews have 32 teeth gears, typically
[21:55:34] <cradek> for instance you could have 8 marks (normal) and 16 teeth
[21:55:43] <andypugh> You could have more teeth than marks
[21:55:48] <cradek> right
[21:56:25] <cradek> you could have any number of teeth
[21:57:00] <cradek> I recommend copying an existing design :-)
[21:57:10] <packrat> heh, wouldnt that be choice
[21:57:21] <andypugh> OK, so if its 32 teeth and 8 marks then each division is 4 pitches, or an inch in the case of the 4tpi screw.
[21:57:26] <packrat> cant really find anything to go on though
[21:57:26] <SWPadnos> the number of teeth must be a positive integer multiple of the number of marks :)
[21:57:38] <andypugh> That means any integer number of tpi can engage in any mark. Job done.
[21:57:38] <cradek> yes I think that's right
[21:58:20] <cradek> andypugh: are you sure? what about 13 tpi? I think you'd always have to use the same one mark
[21:59:08] <cradek> packrat: are you sure you don't have a 6mm screw or something else crazy? 25 mm/.25 in makes me suspicious
[21:59:41] <packrat> http://www.mfgequip.net/catalogs/acer/lathes/dyn1340g-1440e.htm
[21:59:44] <packrat> we have the 1440g
[22:00:19] <andypugh> The way to think about them is to forget that the leadscrew is rotating. Consider it as a device that measures how far the saddle moves relative to the groove you are cutting in units of leadscrew pitch.
[22:01:46] <andypugh> In theory you can stop the lathe, wind the saddle back an integer number of teeth that also happens to coincide with a leadscrew pitch, re-engage the nut and re-start.
[22:01:49] <packrat> maaaaan, my brain is just not processing this shit
[22:02:03] <cradek> packrat: have you used one before?
[22:02:14] <packrat> attempted once, failed pretty hard
[22:02:25] <cradek> packrat: you should have someone show you how - then you will understand it
[22:02:33] <andypugh> So, back to cradek's point with 13tpi.
[22:02:46] <packrat> yeah, cant seem to find anyone
[22:03:06] <packrat> in my hackerspace, im the most informed in machining processes
[22:03:14] <packrat> (scary i know)
[22:03:33] <cradek> we all love not having to cut threads manually anymore :-)
[22:03:39] <andypugh> if you move back a whole inch, then you move 13 full work-threads and 4 leadscrew threads, so they both line up.
[22:04:20] <cradek> andypugh: ahhh you want one turn to be a full inch (or multiples inches), don't you
[22:04:26] <andypugh> Yes. put the numebers in the spinboxes, press the button and watch that 14.75 x 0.6mm thread happen.
[22:04:46] <andypugh> cradek: That is what I am thinking, yes.
[22:04:54] <cradek> andypugh: I think you're right
[22:05:09] <Tired_2> cnc is nice :P
[22:05:20] <cradek> andypugh: and never mind that we have some 11.5 tpi threads
[22:05:42] <packrat> so by that logic if i have a 4tpi thread leadscrew, my gear should basically have 4 teeth?
[22:06:18] <andypugh> packrat: Yes. But that would be difficult.
[22:06:32] <packrat> exactly
[22:06:46] <cradek> packrat: or 8, or 16, etc
[22:07:08] <packrat> so say, yeah, i go with a 16 tooth gear. how many notches is that going to be
[22:07:15] <andypugh> So you have 16 with 4 marks and on each mark can engage thread pitches ending in 0, .5 or 0.25
[22:07:39] <packrat> ok
[22:08:10] <andypugh> But I think a 16 tooth one will move a bit fast on a 4tpi screw, so you might go for 32 teeth and 4 marks.
[22:08:11] <cradek> or make a 508 tooth one and it'll work with mm threads too
[22:08:32] <packrat> well, 32 teeth would be a really big diameter
[22:08:46] <cradek> yeah that's a coarse screw
[22:09:13] <andypugh> with a 4tpi screw, by the way, you can engage 4, 8, 16 or 32tpi threads anywhere that the nut will actualy engage.
[22:10:38] <andypugh> packrat: What you can't do, unless you are using cradek's 508 tooth gear, is ever disengage a metric thread on an imperial leadsrew or vice-versa. You need to stop the lathe, reverse it up, and switch to forwards again.
[22:11:23] <packrat> fun
[22:11:52] <packrat> actually, i dont think thats entirely accurate
[22:11:56] <andypugh> If you are not feeling confident in the thread counter it is the safest way.
[22:12:12] <cradek> fwiw, I'm not very sure 508 makes it work
[22:14:12] <andypugh> packrat: It is close enough to true for practical purposes.
[22:14:25] <skunkworks> I just always used the same mark... ;)
[22:14:38] <andypugh> Unless you plan on counting multiple rotations of the thread counter.
[22:14:43] <skunkworks> I have more time than material
[22:14:43] <cradek> skunkworks: but I don't think that would work...?
[22:14:54] <cradek> oh you mean for inch threads
[22:15:05] <skunkworks> * skunkworks hasn't threaded manually for years
[22:15:06] <skunkworks> yes
[22:15:18] <cradek> yeah I always just used the #1 mark too
[22:16:52] <andypugh> You can always hurry it along by winding the saddle back further :-)
[22:17:13] <cradek> yep
[22:17:20] <skunkworks> yes ;)
[22:18:08] <cradek> andypugh: wait - would 20 teeth work for both mm and inch threads?
[22:18:34] <cradek> then each full turn is 5" = 127mm
[22:19:16] <cradek> 20 would probably be a not-too-inconvenient size to make
[22:19:17] <andypugh> 127mm is not necessarily an integer number of metric threads.
[22:19:49] <cradek> true
[22:20:08] <cradek> how does a threading dial on a mm lathe work then?
[22:20:21] <cradek> what distance is one turn on it?
[22:20:41] <andypugh> Would work for 1mm and 0.5, Not for 0.6, 0.75, 1.25, 1.5...
[22:20:47] <cradek> right
[22:20:52] <cradek> but how do those ever work?
[22:21:02] <andypugh> I don't actually know.
[22:21:13] <cradek> hmmmmm
[22:21:23] <cradek> THE PLOT THICKENS
[22:23:05] <andypugh> If you multiply each pitch you want to cover by itself, then take the inverse, that id your common-factor-length?
[22:24:27] <cradek> metric lathes such as Shaublin, Weiler and others, used the nuts always locked mode. No threading dial.
[22:24:33] <cradek> ^ random internet search
[22:24:40] <andypugh> 36mm is good for a fair number of pitches. Not 1.25 or 3.5 though.
[22:25:07] <andypugh> My metric lathe had a dial. I still have it somewhere.
[22:26:15] <cradek> hahahaha
http://v3.espacenet.com/publicationDetails/biblio?CC=US&NR=4218942&KC=&FT=E
[22:26:42] <andypugh> Oh my
[22:26:48] <cradek> nothing like brute force
[22:27:25] <cradek> click "Mosaics" and get nice drawings
[22:32:17] <andypugh> Ah! I remember now! My lathe had a choice of two gears for the threading dial dependent on what pitch you were cutting.
[22:32:43] <andypugh> It was 1.5mm leadscrew pitch and had 56 and 60 tooth gear options.
[22:36:34] <andypugh> If anyone cares, this is the spreadsheet I used to work it all out. It turns out that despite what the table on the plate on the lathe would have you believe, most threads can be cut with several gear combinations.
[22:36:35] <andypugh> https://spreadsheets.google.com/ccc?key=0AhjJW1-T6n7CdFFSbTQwTjFmWlg3ZXVtUnNxSHo0dlE&hl=en
[22:37:23] <andypugh> Like 14 combinations for 24tpi and that was on a metric lathe.
[22:41:07] <cradek> cool
[23:01:13] <alex_joni> micges: still cool over there?
[23:02:22] <micges> yes -12 for now
[23:10:45] <micges> alex_joni: and you?
[23:19:07] <alex_joni> micges: about +8 still
[23:19:50] <micges> here temp drops from -1 to -18 in two days :|
[23:20:03] <andypugh> +6 here. That's inches of snow though.
[23:20:12] <micges> and snow everywhere
[23:20:21] <andypugh> Which is basically unheard of at this time of year.
[23:20:48] <andypugh> I borrowed a 4x4 from work, and have been behaving like a hooligan :-)
[23:21:03] <alex_joni> andypugh: haha
[23:22:00] <alex_joni> andypugh: here's a 4x4 (if you can call it that)
http://tractorphoto.blogspot.com/2009/11/worlds-biggest-tractor-john-deere-9620.html
[23:23:18] <tom3p> re: GladeVcpSetup, i get "error: Untracked working tree file 'lib/python/touchy/__init__.py' would be overwritten by merge. Aborting"
[23:23:30] <andypugh> This is just a little soft-roader, but it does seem to work remarkably well.
[23:24:54] <LawrenceG> and I was stressed buying 4 snow tires!
[23:25:19] <tom3p> alex_joni,
http://www.farmcollector.com/uploadedImages/FCM/Blogs/First_Things/LCM-6-24-Big-Bud.jpg
[23:25:56] <alex_joni> heh, good night all
[23:26:10] <micges> gn
[23:26:26] <tom3p> good night
[23:27:28] <tom3p> anyone used these instructions for gladevcp?
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?GladeVcpSetup (no joy here)
[23:35:40] <ries_> ries_ is now known as ries
{kind=link}
{kind=link}
{kind=link}