Back
[00:00:46] <pfred1> here you go an $800 switch on ebay
http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&item=180534396542&rvr_id=172217094487&crlp=1_263602_304642&UA=L*%3F%3F&GUID=70765b5e1250a0437446fa46ffc7e6b9&itemid=180534396542&ff4=263602_304642
[00:01:55] <Jymmm> Oh, industrial controls that are oil proof and do 440VAC
[00:02:05] <pfred1> now thats an estop
http://www.galco.com/scripts/cgiip.exe/wa/wcat/itemdtl.r?pnum=800T-D6QB-ABGP
[00:02:23] <Jymmm> I like mine better, it's LEd lit
[00:02:34] <Jymmm> and wasnot $200
[00:02:42] <Valen> I am suprised that the switches are post runs into switch not a bypass type design
[00:03:09] <Jymmm> But for home CNC, I think arcade controls are goo if you dont have to worry about splashing
[00:03:12] <pfred1> Jymmm but is yours lockable?
[00:03:35] <Jymmm> pfred1: with a key?
[00:03:44] <pfred1> yeah $200 for a switch I think they should enter a detox program
[00:04:01] <Jymmm> and wtf is a lockable switch!? I wouldn't want to lock a estop
[00:04:10] <pfred1> lock it on
[00:04:25] <pfred1> or lock it off
[00:04:37] <Jymmm> Um thats what breaker boxes are for.
[00:04:53] <theorb> theorb is now known as theorbtwo
[00:05:03] <Jymmm> Another idiot that thinks estop is a shut off thing
[00:05:04] <Valen> sure its "lockable" not the twisty estop style?
[00:05:20] <Jymmm> AB being the idot here.
[00:05:40] <Valen> ever heard of defence in depth?
[00:05:44] <pfred1> Valen that is most likely what it is
[00:05:49] <Jymmm> Unless they want the supervisor to reset it
[00:05:53] <pfred1> I don't see a key hole
[00:06:00] <Jymmm> pfred1: padlick
[00:06:03] <Jymmm> padlock
[00:06:18] <pfred1> it is the classic red mushroom though they probably invented it
[00:06:50] <pfred1> but at that price i guess they don't want ot make too many
[00:32:19] <cradek> http://www.youtube.com/watch?v=aF7C8d4d0nc
[00:48:31] <andypugh> cradek: You know you can buy countersinking bits?
[00:50:13] <andypugh> Seriously, though, what is your B axis? I assume it needs to be very stiff?
[00:51:00] <cradek> it's an aluminum slab, it's about 1x2"
[00:51:19] <andypugh> I meant the rotary aspect
[00:51:19] <cradek> it's plenty stiff enough for the engraving type spindle that's on it
[00:51:35] <cradek> oh it's a little 4" rotary table with a stepper on it
[00:51:36] <cradek> they're both the same
[00:51:53] <andypugh> No roller bearings or similar then?
[00:51:58] <cradek> nope
[00:52:04] <cradek> it's a toy
[00:53:01] <andypugh> Perhaps a better rotary table than mine, where the rear face that the keeper plate bears on isn't square to the bore.
[00:53:27] <andypugh> So there is no way to get a consistent clearance.
[00:54:00] <cradek> yuck
[00:54:05] <andypugh> I guess the solution would be to set the whole thing up on a mandrel on a lathe and skim that face.
[00:54:21] <cradek> yeah I suppose...
[00:54:45] <cradek> either that or throw it out :-/
[00:54:56] <andypugh> Or I might sell it. :-) It's not really appropriate to the bigger mill.
[00:55:19] <andypugh> I spent a lot of time and effort making a stepper drive for it.
[00:55:42] <cradek> brb
[03:16:33] <KimK> installing
[04:16:23] <elmo40> KimK: how did the install go?
[04:21:28] <KimK> elmo40: Please remind me which install we're talking about. (Sorry, I've been doing a lot of stuff.)
[04:27:20] <KimK> * KimK does a scrollback search and slaps self on forehead
[04:28:04] <KimK> Yes the install (on the other PC, two keyboards, one monitor) went just fine, lol. Sorry about that.
[04:34:32] <elmo40> all you said was 'installing' ;)
[04:37:59] <KimK> Yes, I'm afraid it only takes two keyboards/mice to confuse me, lol. I should get the secondary PC running headless over the network or something, so I know what I'm looking at.
[05:38:24] <KimK_> KimK_ is now known as KimK
[07:52:06] <IchGuckLive> Good morning from germany
[07:52:30] <IchGuckLive> Does Emc accept this -> N20 G21 (Imperial Values) G61
[07:56:53] <IchGuckLive> YES
[07:57:20] <IchGuckLive> but does it process it ?
[08:01:15] <micges_work> yes
[08:01:22] <micges_work> G21 mm unit
[08:01:34] <micges_work> g61 set path mode
[08:04:31] <IchGuckLive> thanks its for the conversion python file the test file comes from Heekscad and has some Comments in it !
[08:07:19] <micges_work> I know
[08:07:50] <micges_work> good work
[08:08:45] <IchGuckLive> the new ocl toolpath simulations is great
[08:08:55] <IchGuckLive> thanks to awallin
[08:09:08] <micges_work> ocl?
[08:10:02] <IchGuckLive> thats the pthonTK generated by some good people here
[08:18:53] <IchGuckLive> some examples ->
http://www.youtube.com/results?search_query=opencamlib&aq=f
[09:11:00] <Valen> If I were to make a motor controller for a spindle, what would be the best way to interface it to EMC
[09:11:09] <Valen> serial would be really nice from my POV lol
[09:12:45] <IchGuckLive> mesa card
[09:15:20] <IchGuckLive> whats the maximum picture with for the WIKI ?
[09:15:47] <Valen> yes mesa card does interface with things but you haven't elaborated on the mechanism of interface that would be best
[09:16:09] <IchGuckLive> no clue
[09:19:06] <kvirdi> hi, ive been planning on retrofitting a cnc machine with an emc controller
[09:19:58] <kvirdi> one of the controller systems im interested in says it can control velocity servo drives
[09:20:31] <kvirdi> my drives have 3 different modes, absolute, velocity or torque control
[09:20:47] <kvirdi> any idea how i can tell which mode they are currently being controlled in
[09:20:56] <Valen> got manuals?
[09:21:00] <kvirdi> yes
[09:21:19] <Valen> if you put a signal into it (say 1V) then in absolute it will move to a position and stop
[09:21:30] <Valen> in velocity it should accelerate to a velocity and stay
[09:21:41] <Valen> in torque it should accelerate at a constant rate
[09:21:48] <kvirdi> that seems great
[09:22:01] <Valen> don't quote me on that
[09:22:07] <kvirdi> haha
[09:22:08] <Valen> its all theoretical lol
[09:22:44] <kvirdi> hm currently the machine is controlled by an older delta tau pc controller
[09:23:01] <kvirdi> and im trying to think of how i can give the drive direct voltage
[09:23:25] <Valen> I'd read the manuals myself and see how they are set
[09:23:47] <kvirdi> my manuals dont mention how they are set unfortunately
[09:23:57] <Valen> awesome
[09:24:00] <kvirdi> :)
[09:24:19] <kvirdi> they are panasonic drives, but seem custom tailored to their current operation
[09:24:49] <kvirdi> so they dont have the rs232 connection, or the led screen that allows some parameter setting
[09:26:36] <Valen> sucky
[09:26:56] <kvirdi> yup
[09:26:57] <Valen> unless its absolute, if you cant change it, it doesn't matter much
[09:27:46] <kvirdi> whys that?
[09:28:28] <Valen> EMC will work with either
[09:28:34] <Valen> torque would probably be best
[09:30:37] <IchGuckLive> Noww version 2 available and running for me !
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Converting_Tools
[09:31:01] <kvirdi> ok to recap, i have to make sure my drive isnt in absolute, and make sure whichever interface i use supports the mode
[09:31:06] <IchGuckLive> so good night to all see you this evening 19:00 MEZ
[13:14:17] <Bonn1> psha here?
[13:41:46] <psha> Bonn1: yea
[13:47:08] <psha> Bonn1: try installing camview-emc/python-camunits
[13:47:15] <psha> and libcamunits6 too
[13:47:20] <Bonn1> I did.
[13:47:31] <psha> i've posted screenshot from hardy livecd
[13:47:38] <psha> is it working or not?
[13:47:44] <Bonn1> not
[13:48:11] <Bonn1> If I type camview-emc in console I get working one
[13:48:23] <Bonn1> but from EMC doesn't work
[13:48:47] <Bonn1> Just plain canvas (not black window)
[13:50:23] <psha> what's your EMBED_TAB_COMMAND var from ini
[13:51:05] <psha> camview-emc -w {XID}
[13:51:12] <Bonn1> EMBED_TAB_COMMAND = camview-emc -wid {XID}
[13:51:55] <psha> -w
[13:51:57] <psha> not -wid
[13:52:32] <Bonn1> yep I change that and now image from cam magicaly shows
[13:52:32] <psha> you may type camview-emc -h to check avaliable flags
[13:52:47] <psha> great :)
[13:52:52] <Bonn1> not needed as starts to work now
[13:53:47] <psha> when you'll be satisfied with results please post screenshot of some real work using it on forum
[13:54:03] <psha> and if you need some additions - feel free to bug me :)
[13:54:50] <Bonn1> hmm is there some way to save default settings?
[13:57:44] <Bonn1> crosshair is barely visible until I click XOR
[13:58:25] <Bonn1> so maybe commandline switch to incorporate that
[13:58:40] <psha> saving state may be right idea
[13:59:25] <Bonn1> saving on exit and use that as default when next start ?
[13:59:35] <Bonn1> ... nice :D
[13:59:50] <psha> i think saving via some button
[14:00:04] <psha> so you may play with settings and exit without ruining previous setup
[14:00:37] <Bonn1> probably easyest as some undo functions
[14:01:32] <Bonn1> what -c does ? What pin? To handle EMC inputs?
[14:02:00] <psha> it was exeperiment with using hal pins to control xor/color/etc
[14:02:07] <psha> but without success
[14:04:13] <Bonn1> Ok the next should be center finder utility. Ie fix camera to approx center and set crosshair circle to aprox diameter of hole click some magic button and machine move to center image.
[14:04:33] <Bonn1> little futuristic!
[14:04:42] <Bonn1> but sme for edge finder.
[14:04:49] <Bonn1> but same..
[14:05:05] <Bonn1> just for lazy one operators.
[14:05:37] <psha> finding center of the hole is relatively easy
[14:05:50] <Bonn1> can you intercept image and do some math on it?
[14:05:51] <psha> if you already moved center of the image into the hole
[14:06:29] <Bonn1> I mean to jog machine to near center and to automaticaly center after that
[14:06:31] <psha> is there libcv2.1 package available in your repo?
[14:06:50] <psha> into the hole i mean somewhere inside the hole
[14:07:40] <Bonn1> libcv2.1 not alailable (in package manager)
[14:07:50] <psha> and libcv1?
[14:07:52] <Bonn1> Yes from inside the hole
[14:08:21] <Bonn1> libcv1 yes but not installed
[14:08:54] <psha> i libcv2.1 and libcv1 are compatible that it's simple
[14:09:01] <psha> if not then libcv2.1 have to be backported
[14:09:20] <psha> with it it's pretty easy to achieve
[14:09:46] <psha> there are builtin functions for edge (in terms of graphics) detection
[14:10:18] <kb8wmc> g'day to all
[14:10:29] <Bonn1> But do you can jog machine from camview?
[14:10:36] <Bonn1> g'day
[14:15:04] <psha> Bonn1: no, there is no sense in jogging from camview
[14:15:47] <psha> it's better to export marker position to emc and jog from it
[14:16:51] <Bonn1> http://imagebin.ca/view/Yidfa0l4.html
[14:17:29] <Bonn1> I don't understand what you think
[14:17:46] <psha> Bonn1: i think red crosshair will work for you without xor
[14:20:27] <Bonn1> did you see what size hole is?
[14:20:53] <psha> pretty small
[14:20:56] <Bonn1> so I need to adjust in range 0,5mm
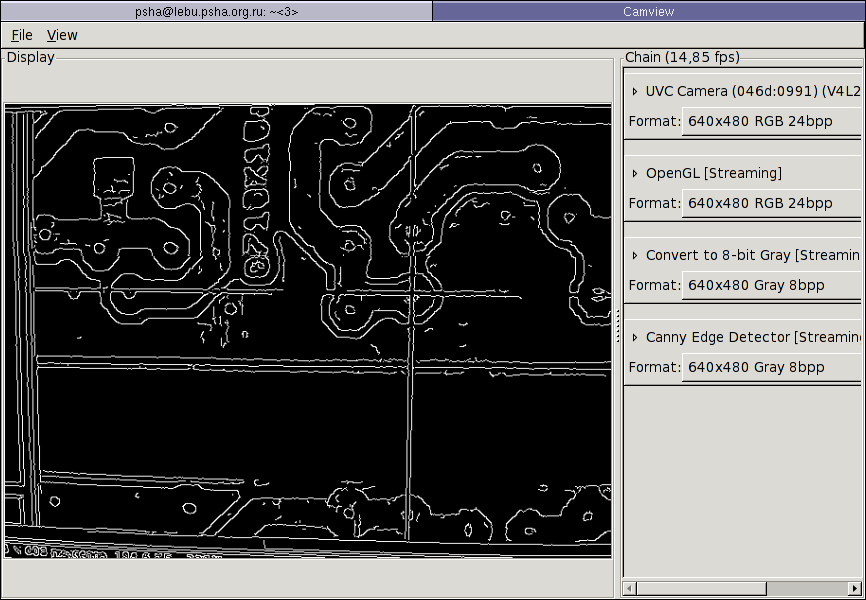
[14:22:59] <psha> Bonn1: i've tested regular Canny edge detection on your image
[14:24:02] <Bonn1> I wish to use something like
http://imagebin.ca/view/H2Z_2i.html
[14:24:44] <Bonn1> so the hole is inside crosshair circle but the center can be outside.
[14:25:28] <Bonn1> The hole in image is 0.3mm but the actual drill is 0.8mm I have just etched holes to ve used as centerpunchs
[14:26:48] <Bonn1> I think you need image without crosshair to not disturb Canny (what animal is that?)
[14:28:01] <psha> http://psha.org.ru/tmp/camview-canny.png
[14:28:28] <psha> crosshair is drawn only for user, image is not damaged
[14:29:22] <Bonn1> But don't understand how to make machine to go to center?
[14:30:24] <Bonn1> Hmm I think the hole is just too small
[14:30:39] <Bonn1> so for bigger one that make sense.
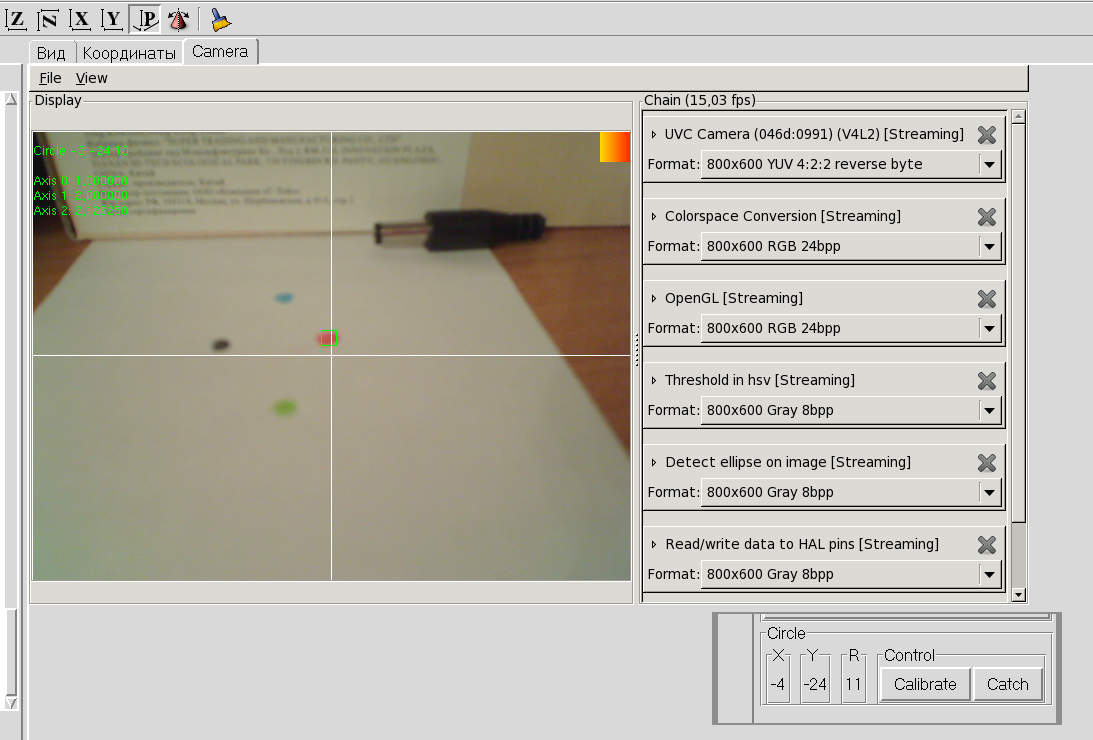
[14:30:44] <psha> camview exports to hal offset of marker (hole) from the center of image
[14:31:19] <Bonn1> I think is not possible.
[14:31:24] <psha> it's possible
[14:31:38] <Bonn1> as We don't know how big is the poxel.
[14:31:42] <Bonn1> pixel
[14:32:28] <psha> http://psha.org.ru/p/camera-pyvcp.png
[14:32:30] <psha> yes
[14:32:34] <psha> we need to calibrate it first
[14:33:05] <Bonn1> So as for my knowledge we should capture image, then move table some distance and get other image. With that we can calculate real offset.
[14:33:13] <psha> yes
[14:33:28] <psha> first - calculate pixel/mm ratio
[14:33:33] <Bonn1> I think fixed calibration is out of question
[14:33:36] <psha> second - move to desired poistion
[14:33:43] <psha> position
[14:33:52] <psha> calibration may be performed only once
[14:34:15] <Bonn1> as if object is not the same distance from lens every time the calibration is not good
[14:34:31] <alex_joni> psha: but you can also treat the edge detection as an imaginary probe-switch
[14:34:38] <alex_joni> then you don't need calibration at all
[14:34:53] <alex_joni> move slowly untill the crosshair touches circle-outside (remember position)
[14:34:58] <alex_joni> do the same in the other direction
[14:35:02] <psha> alex_joni: yes, it's possible
[14:35:09] <alex_joni> calculate the middle distance between the two, etc
[14:35:14] <alex_joni> that all can be done in g-code
[14:35:22] <psha> but 'touching center' instead of 'touching outside'
[14:35:45] <psha> if it's possible to detect hole edge then it's possible to detect it's center
[14:36:18] <psha> for one marker it's possible to use continous jog
[14:36:23] <Bonn1> I can't do that :) But you circle detect seems pretty nice.
[14:36:41] <psha> Bonn1: i have to do pretty same task for my customer :)
[14:37:38] <psha> only problem that i've no hardware to test it :(
[14:38:00] <Bonn1> No CNC?
[14:38:04] <psha> Bonn1: yes ;)
[14:38:09] <Bonn1> huh..
[14:38:51] <psha> so i'll try to write canny hole detection with HAL component for jogs
[14:39:06] <psha> hope overshoot will be small :)
[14:39:24] <Bonn1> I think using as probe switch is not good (or should be very slow motion) as image has decent lag over motion.
[14:39:39] <psha> calibration is better...
[14:39:58] <Bonn1> Fixed calibration?
[14:40:01] <psha> no, runtime
[14:40:09] <Bonn1> That's good.
[14:40:18] <psha> first calibrate, then move
[14:40:29] <psha> or calibrate as separate button
[14:40:37] <Bonn1> .. even better as it can in practice make Z touchoff to!
[14:43:44] <psha> but you need to test it :)
[14:45:57] <Bonn1> I belive that this is hard without real cnc
[14:46:30] <psha> not harder that working on nuclear plant simulator without real nuclear reactor :)
[14:47:12] <psha> you are using 2.3.0?
[14:50:40] <Bonn1> 2.5.0~pre
[14:50:46] <psha> that's better
[14:50:50] <Bonn1> .. have custom stepgen
[14:51:04] <psha> 2.5.0 on 8.04?!
[14:51:06] <psha> nice :)
[14:51:31] <Bonn1> but 2.5.0~pre on Hardy.
[14:51:55] <Bonn1> 10.04 refuse to work on this computer..
[14:52:11] <psha> run-in-place?
[14:53:00] <Bonn1> I don't want to make any change in EMC here as I need working machine :D so I'm in process to setup new computer to have two just to be sure :D
[14:53:09] <Bonn1> yes in place
[14:53:10] <psha> no
[14:53:25] <Bonn1> run-in-place !
[14:53:33] <psha> 2.5.0 have some improvements in python HAL module
[14:53:49] <psha> so writing python userspace components is a bit easy
[14:54:10] <Bonn1> 2.4.3 is installed one
[14:54:25] <psha> theese are not in 2.4 series :*
[14:54:26] <psha> :(
[14:55:07] <Bonn1> but I don't use 2.4 but slightly modified (and loooooong time not updated) 2.5.0~pre
[14:56:37] <psha> that's bad :) btw it 2.5 there is great gladevcp thingie for creating interfaces
[14:58:53] <Bonn1> I'm little afraid.
[14:59:51] <Bonn1> so when other computer will work I will go further with that. Don't want to lost working one build.
[14:59:52] <psha> i'll target 2.4 series then
[15:00:16] <Bonn1> That's my gizmo
http://www.cnczone.com/forums/diy-cnc_router_table_machines/84773-100%25_overhaul_d.html
[15:00:25] <Bonn1> ... build loog
[15:00:43] <Bonn1> but need update as now the table is metal too.
[15:01:57] <Bonn1> well how hard is to roll back to 'this' version if new one doesn't work (GIT)
[15:02:17] <psha> you don't need to update :)
[15:02:57] <Bonn1> I had problems before (maybe just bad knowledge) and had to start from fresh GIT sources..
[15:03:42] <Bonn1> My machine is happy just with 2.5.0~pre. Doesn't work with older.
[15:04:16] <Bonn1> And few time ago I had problem when invoke git -pull
[15:04:29] <psha> to test new version you may create new clone aside and try it there
[15:04:41] <psha> not to bother your main version
[15:04:54] <Bonn1> another run in place?
[15:06:00] <psha> yes, why not?
[15:06:22] <psha> you may ask git to use you existing version as reference so it lower needed download size
[15:06:51] <psha> it's better not to touch working one at all :))
[15:06:58] <Bonn1> git clone git://git.linuxcnc.org/git/emc2.git emc2-dev
[15:07:08] <Bonn1> that is command line I used.
[15:08:45] <Bonn1> I do to quick that.
[15:09:17] <Bonn1> now I downloading all the source with not so fast connection :(
[15:11:04] <psha> cancel it and look into git clone help
[15:11:07] <psha> for --reference flag
[15:12:36] <Bonn1> 10% I will wait as it's safer. Don't want to misuse some switch and kill working one.
[15:13:44] <psha> you'll save ~90% with this flag :)
[15:14:25] <Bonn1> What is real commandline ? I scared to make something bad.
[15:14:38] <Bonn1> now had 15%
[15:16:19] <psha> it only uses .git directory in another clone as reference
[15:16:26] <psha> nothing bad
[15:17:00] <psha> git clone --reference path-to-your-prev-version git://git.linuxcnc.org/git/emc2.git new-version
[15:17:03] <psha> something like this
[15:17:10] <psha> but git in hardy may miss this switch
[15:17:17] <psha> so you have to check if it's there before :)
[15:21:33] <Bonn1> seems that something is downloaded
[15:21:46] <Bonn1> and say that is done ?!?
[15:23:24] <psha> yes, run ./configure (some flags goes here) and you have another RIP environment :)
[15:23:31] <psha> and make of course :)
[15:23:53] <psha> hm
[15:23:57] <psha> runtime calibration is finshed
[15:24:34] <Bonn1> I make ./autogen.sh
[15:24:51] <Bonn1> ./configure --enable-run-in-place
[15:24:53] <Bonn1> and
[15:24:58] <Bonn1> trouble in paradise
[15:25:02] <Bonn1> checking for GL/glu.h... no
[15:25:02] <Bonn1> configure: error: Required OpenGL header missing. Install it, or specify --disable-python to skip the parts of emc2 that depend on Python
[15:25:02] <Bonn1> slavko@emc2:~/emc2-new/src$
[15:25:39] <Bonn1> but that is exact procedure I folow previous time
[15:25:44] <psha> libgl1-mesa-swx11-dev
[15:25:53] <psha> is needed
[15:26:40] <Bonn1> so probably the command line is sudo apt-get libgl1-mesa-swx11-dev
[15:29:03] <psha> yes
[15:29:16] <Bonn1> doesn't work
[15:30:36] <psha> same error?
[15:30:39] <psha> GL/glu.h?
[15:30:51] <Bonn1> no can't install
[15:30:55] <Bonn1> commandline is bad
[15:31:05] <psha> apt-get install
[15:32:47] <Bonn1> still same error OpenGl missing
[15:33:25] <Bonn1> checking for GL/gl.h... yes
[15:33:25] <Bonn1> checking GL/glu.h usability... no
[15:33:25] <Bonn1> checking GL/glu.h presence... no
[15:33:25] <Bonn1> checking for GL/glu.h... no
[15:33:25] <Bonn1> configure: error: Required OpenGL header missing. Install it, or specify --disable-python to skip the parts of emc2 that depend on Python
[15:33:25] <Bonn1> slavko@emc2:~/emc2-new/src$
[15:33:41] <psha> libglu1-mesa-dev
[15:35:35] <Bonn1> now the make
[15:39:12] <Bonn1> in mean time one more realistic hole...
http://imagebin.ca/view/YvoFhXt.html
[15:40:16] <psha> that's better :)
[15:40:43] <Bonn1> 8mm instead 0.4mm
[15:43:36] <Bonn1> One more trouble in paradise
http://imagebin.ca/view/x7qR7Lzq.html
[15:45:02] <psha> embedded tabs are already merged into 2.5~pre
[15:45:11] <psha> so with that you don't need .axisrc
[15:45:25] <psha> i think some test may be added to it
[15:46:39] <Bonn1> but the old one need that
[15:50:01] <psha> yes
[15:50:09] <psha> it was merged ~month ago
[15:50:36] <Bonn1> still doesn't work (I rename .axisrc to axisrc
[15:51:51] <Bonn1> http://imagebin.ca/view/lU9H6oa.html
[15:54:22] <Bonn1> hmm where .axisrc should be (maybe I have more of them :D)
[15:55:53] <psha> it lives in your home dir
[15:56:04] <psha> and still executed
[16:01:18] <Bonn1> hmm I had two ! one in ~ and one in ~slavko
[16:01:24] <Bonn1> the other one is right
[16:01:59] <Bonn1> now the new version work and behave different as old one (I mean machine)
[16:04:19] <psha> worse?
[16:04:35] <Bonn1> Not problematic...
[16:05:08] <Bonn1> The new version instantly turn on machine,
[16:05:31] <Bonn1> In old one I need to press F2 to start up (only the 1'st time)
[16:06:24] <Bonn1> Now It's seems that I have some unnecessary code in hal
[16:07:09] <Bonn1> but as I see the crosshair color doesen't work. It's always white.
[16:07:40] <psha> update camview-emc
[16:07:43] <psha> it's already fixed
[16:10:00] <Bonn1> slavko@emc2:~$ sudo apt-get install camview-emc
[16:10:00] <Bonn1> Reading package lists... Done
[16:10:01] <Bonn1> Building dependency tree
[16:10:01] <Bonn1> Reading state information... Done
[16:10:01] <Bonn1> camview-emc is already the newest version.
[16:10:01] <Bonn1> The following packages were automatically installed and are no longer required:
[16:10:01] <Bonn1> python-xml python-numarray
[16:10:02] <Bonn1> Use 'apt-get autoremove' to remove them.
[16:10:02] <Bonn1> 0 upgraded, 0 newly installed, 0 to remove and 3 not upgraded.
[16:10:03] <Bonn1> slavko@emc2:~$
[16:10:09] <Bonn1> and still doesn't work
[16:10:34] <psha> update
[16:10:37] <psha> apt-get update
[16:20:43] <Bonn1> work
[16:20:51] <Bonn1> I just had one idea.
[16:21:58] <Bonn1> As I have CAM in fixed mount on router (permanent) and cam has X and Y offset I think that when I click CAM tab to move (offset) machine by that offset.
[16:22:32] <psha> you may add 'move to cam' pyvcp/galdevcp button
[16:23:05] <Bonn1> so I center (jog with cam) and when leave CAM tab machine move with tool on hole
[16:23:56] <psha> two buttons (or one togglebutton) for tool -> cam and cam -> tools jogs will be much better
[16:24:03] <Bonn1> Hate that.
[16:24:06] <psha> :)
[16:24:13] <Bonn1> I think pyvcp
[16:24:20] <psha> try gladevcp :)
[16:24:34] <Bonn1> as get to much space on right and camwindow come small
[16:24:48] <Bonn1> never heard?!?
[16:24:52] <Bonn1> :(
[16:24:58] <psha> it's not in v2.4 even
[16:25:06] <psha> cmorley started it this summer
[16:25:38] <psha> http://wiki.linuxcnc.org/emcinfo.pl?GladeVcp
[16:25:47] <Bonn1> What about one (two) buttons on camview as it's very close releated?
[16:26:11] <psha> it hard :( why? camview is started somewhere from axis and we can not be sure when exactly
[16:26:19] <psha> so pins will not be ready on fixed time
[16:26:29] <psha> so you are not able to net them somewhere
[16:26:54] <psha> but i think it possible to include customp gladevcp panel with HAL file in control tabs
[16:28:56] <Bonn1> Hmm not sure. I think that this need constant offset for all machine les softlimts. Or I'm wrong?
[16:29:45] <psha> yes
[16:30:07] <psha> proper way (as i see it) is to use halui MDI commands
[16:30:15] <Bonn1> as I see gladevcp doesn't work with hardy
[16:30:36] <psha> it's not working or it's stated in docs?
[16:30:44] <Bonn1> stated in docs
[16:30:48] <psha> don't trust them :)
[16:31:07] <psha> they state that you need libglade project - don't trust it either :)
[16:31:20] <psha> btw i need to merge this fixes today...
[16:33:19] <Bonn1> I still think one (two) buttons right of controls tab is best plausible. The space is already occupied and we need it only if we have CAM turned on.
[16:34:51] <Bonn1> For example for now I jog (with cam) and when in correct position Make touch Off with camofset numbers.
[16:35:58] <Bonn1> So maybe in real we need only one pin to export (Use CAM offset checkbox) to HAL and then here add (in right place) needed offset.
[16:36:28] <Bonn1> Or I miss something very important ?
[16:42:57] <psha> as i mentioned problem is that it's not easy to determine when camview is ready :(
[16:43:41] <psha> will another tab in camview controls with custom buttons sutisfy you?
[16:45:30] <Bonn1> Hey :-X
[16:45:51] <Bonn1> I didn't mean hard!
[16:46:51] <Bonn1> I was thinking to have button like flipflop One for on and one for off. Not to just detect that I clicked cam tab
[16:47:20] <psha> no
[16:47:23] <Bonn1> (and somewhere in config option to save cam offset's)
[16:47:31] <psha> i mean there are tabs in camview
[16:47:48] <psha> i may load some gladevcp widgets into additional tab there
[16:48:49] <psha> why so long way to go? to allow user to add any stuff needed
[16:49:21] <Bonn1> for configuring offsets seems to be good place. But for On/Off I still think if there is possibility to put that right on place of Controls 'sign'
[16:49:50] <Bonn1> Don't understand me wrong
[16:50:08] <psha> on/off == camera on/off or touch off? :)
[16:50:20] <psha> it seem that i've lost a part of conversation %)
[16:50:38] <Bonn1> Just to make (unmake) that offset we need at less 3 clicks (or even more if we need to scrool tabs) to do the job
[16:50:56] <Bonn1> on/off ofset on/off
[16:51:44] <Bonn1> offset or touchoff
[16:51:53] <Bonn1> whatever we name that.
[16:52:44] <Bonn1> btw I find the bug in estop_latch component
[16:53:24] <Bonn1> I make change already far ago but seems that never come in sources.
[16:54:16] <Bonn1> As I know I posted that but nobody put that in source, and I don't want to make mees :D
[16:55:18] <Bonn1> The problem is that estop watchdog work all the time but should work only when estop_latch is true!
[16:55:42] <Bonn1> old line watchdog = !watchdog;
[16:55:59] <Bonn1> should be if ( ok_out ) {watchdog = !watchdog;}
[16:56:13] <Bonn1> in estop_latch.comp
[16:56:48] <Bonn1> That's reason why my machine run instantly when start EMC
[16:57:18] <Bonn1> The change is in line 2
[16:57:24] <Bonn1> sorry line 25
[17:11:35] <Bonn1> psha One more thing. I just realized that cam output is rotated 180 degrees. Not you error but I do that in my old gqcam as cam fit's better in that way onto new housing. So some rotation widget will be nice too. Maybe even mirroring for someone other.
[17:13:38] <psha> Bonn1: it's available for v4l2 cams :))
[17:14:10] <psha> Bonn1: for custom buttons in custom places you may take UI file of camview-ui and add gladevcp widgets there
[17:14:37] <psha> i'll add gladevcp.makepins calls soon and you'll be able to customize interface as you like :)
[17:16:09] <Bonny> Can you help to post error in estop_latch in right place?
[17:16:50] <Bonny> As I know I have v4l1 cam...
[17:17:32] <Bonny> for buttons I think I will still need a lot of help.
[17:24:21] <psha> you may post it either to dev mailing list or to sourceforge bugtracker
[17:25:23] <psha> other way is catch one of devs here
[17:25:31] <psha> micges, cradek for example
[17:26:12] <psha> Bonn1: may you update your new emc2 version?
[17:26:20] <psha> there are gladevcp fixes for gtkbuilder
[17:26:30] <Bonny> git pull?
[17:30:22] <Bonn1> http://pastebin.com/LH6k3b6y
[17:30:33] <Bonn1> A lot of warnings
[17:30:50] <Bonn1> and I see no difference
[17:30:58] <Bonn1> (inside EMC)
[17:31:27] <micges> Bonn1: do 'make clean && make'
[17:33:21] <Bonn1> running
[17:36:00] <psha> micges: may you check possible bug in estop_latch?
[17:38:05] <micges> psha: any more info?
[17:38:49] <Bonny> micges
[17:38:51] <Bonny> 5:54:28 PM) Bonn1: The problem is that estop watchdog work all the time but should work only when estop_latch is true!
[17:38:51] <Bonny> (5:54:52 PM) Bonn1: old line watchdog = !watchdog;
[17:38:51] <Bonny> (5:55:09 PM) Bonn1: should be if ( ok_out ) {watchdog = !watchdog;}
[17:38:51] <Bonny> (5:55:23 PM) Bonn1: in estop_latch.comp
[17:38:51] <Bonny> (5:55:58 PM) Bonn1: That's reason why my machine run instantly when start EMC
[17:38:51] <Bonny> (5:56:09 PM) nullie [~nullie@nullie.telenet.ru] entered the room.
[17:38:51] <Bonny> (5:56:28 PM) Bonn1: The change is in line 2
[17:38:52] <Bonny> (5:56:33 PM) Bonn1: sorry line 25
[17:41:54] <Bonny> psha I updated but no difference is viewable.
[17:42:49] <KimK> psha: I'm reading the gladevcp README from the GladeVcp wiki. What does it mean to "source" something? What directory am I in when working with ./share/glade (where's the dot)? Is that ~/emc2-dev/share/glade3 ? What do I do to "import" (I don't know Python)?
[17:43:19] <psha> KimK: what version? 2.4 or master branch?
[17:43:40] <psha> in master when it's in RIP mode you don't need to source anything
[17:43:44] <psha> except emc-environment
[17:43:50] <KimK> I have both, what do you recommend?
[17:43:53] <psha> master
[17:44:17] <psha> when RIP environment is in place everything gladevcp is working out of the box
[17:44:40] <psha> Bonny: it's normal, but it will be needed for custom buttons in camview
[17:44:50] <Bonny> ok
[17:45:03] <Bonny> I should go... I'm already late. See ya.
[17:45:24] <psha> good luck
[17:45:35] <KimK> But what does "source"(verb) mean? Man source didn't help, must be slang?
[17:46:21] <SWPLinux> it's similar to "include" in C (if you're talking about sourcing a shell script)
[17:46:27] <cradek> "source" is a shell command
[17:46:40] <cradek> to be more obscure though, in some shells it's spelled "." instead of "source"
[17:47:03] <cradek> because you can't pronounce "." some people say "source" to describe the "." command
[17:47:03] <SWPLinux> it makes the file run in and modify the existing environment, rather than executing in its own copy of the environment
[17:47:05] <KimK> Ah, the light slowly dawns
[17:47:08] <SWPLinux> bbl
[17:48:43] <KimK> This would have to be clarified for most EMC2 users, I think
[17:49:54] <cradek> most users don't have any reason to self-compile
[17:50:07] <KimK> People like me that have used PyVCP and want to give gladevcp a try
[17:50:19] <seb_kuzminsky> only self-modifying people need to self-compile ;-)
[17:53:39] <micges> psha: I agree with bonny
[17:56:01] <KimK> Thanks for your replies, gents. And the gladvcp wiki referenced README needs editing for the average EMC user, IMO.
[17:57:09] <KimK> s/gladvcp/gladevcp
[17:57:49] <IchGuckLive> Good Evening
[17:58:05] <seb_kuzminsky> hi IchGuckLive
[17:58:12] <seb_kuzminsky> but it's morning here ;-)
[17:58:30] <psha> KimK: README in source is more up to date
[17:59:09] <psha> micges: thanks
[18:01:55] <micges> psha: I've forwarded this bug report
[18:02:47] <IchGuckLive> id uploadet a new inch to mm version python today
[18:04:31] <IchGuckLive> for me it works perfech also on G2/G3 and G10
[18:04:51] <KimK> psha: I was talking about this README (from the wiki): "...see the READ ME in <EMC master folder name>lib/python/gladevcp." Which README are you recommending?
[18:15:09] <KimK> BTW, as long as I have cradek and seb_kuzminsky here, I have a minor problem. I'm working on a set of config files for a friend's machine, working out of a temporary folder on the desktop. I just made some ladder changes that when I click on a PyVCP ladder input, it freezes the whole machine. (?!) So I have to go back and revert some changes. As long as I have git installed, can I use it temporarily on a folder and then get rid of it later?
[18:16:15] <seb_kuzminsky> KimK: i dont know ladder very well, but when a config change freezes the machine it make me suspect it's using so much time in the realtime kernel that there's none left over for Linux, and the system becomes totally unresponsive
[18:16:34] <seb_kuzminsky> but to your actual question, yes, git works great in that mode
[18:16:58] <KimK> OK. Is there a display of time I can check?
[18:17:24] <seb_kuzminsky> use "git init" to create a new empty repo someplace (for example in the dir where your experimental configs are)
[18:17:34] <seb_kuzminsky> "git log" will show there's no history
[18:18:07] <seb_kuzminsky> use "git add" and "git commit" etc, as usual, and you'll be able to use full git revision control on all your files there
[18:18:31] <seb_kuzminsky> you'll have no git remotes in this setup, but you can add them if you want to push your repo anywhere
[18:19:10] <seb_kuzminsky> i don't think there's a clock or anything that you can check - the only way I can think of would be to see if the realtime code is doing something - for example, if it's a servo machine, see if the servos will fight back if you try to perturb their position
[18:19:32] <seb_kuzminsky> if so, it probably means the realtime pid etc are running, and the realtime part of the machine is not locked up
[18:21:27] <KimK> OK. I've only used git so far to read, so I'll have to study those "write" commands. When the machine freezes, I can't get ctrl-alt-F2 etc, screens. Does that help?
[18:21:28] <seb_kuzminsky> KimK: or maybe you've found a bug in ladder, i'd believe it's got plenty
[18:22:04] <seb_kuzminsky> no, ctrl-alt-f2 is handled by the linux kernel, which might not get to run if the realtime kernel is not letting it
[18:23:48] <seb_kuzminsky> KimK: you and i did some git commits in Ann Arbor i think, but not much
[18:25:04] <seb_kuzminsky> chasing bugs that lock up your computer is no fun
[18:25:24] <KimK> I have some other PLC GPIO that I might be able to check. I know how to make it happen again. And I have IRC on the my primary PC, so IRC won't crash. I'll go put my finger in the fan and see what happens.
[18:25:28] <seb_kuzminsky> but if you can isolate it (produce a minimal config & a procedure for reproducing the bug), that'd be very valuable
[18:25:49] <seb_kuzminsky> ouch
[18:27:19] <IchGuckLive> someone nows if there is a Deckel Dialog 4 manuel in the web available ?
[18:31:59] <KimK> seb_kuzminsky: Wait a minute, maybe git won't work? On the ladder/clp file, I mean? It's computer-generated, so I can tell it's changed, but I won't know what to do unless I hand-edit it? If I git-exclude(?) then I won't even know it's changed. What to do, what to do...?
[18:32:28] <frallzor> lo kids
[18:34:50] <IchGuckLive> B)
[18:36:38] <seb_kuzminsky> KimK: the .clp file is text, so git will be able to show you a diff of it
[18:36:46] <seb_kuzminsky> might not be a very intelligble diff ;-)
[18:37:10] <seb_kuzminsky> but having history of past versions of the file would probably be useful anyway
[18:37:33] <seb_kuzminsky> i have the clp for my bridgeport checked into my config git repo
[18:40:06] <frallzor> whatchyall doing?
[18:40:14] <KimK> OK, I'll give it a try. But I may be back in the future asking how to get git to shut up about it without going all the way to git-ignore, lol.
[18:40:58] <seb_kuzminsky> ok :-)
[18:41:11] <seb_kuzminsky> i think there's nothing but "ignore" or "dont ignore"
[18:42:49] <KimK> Ah, so no "git --tell-me-if-you-think-this-is-getting-to-look-too-bad", then?
[18:43:04] <seb_kuzminsky> hm, you might be able to use "git diff --ext-diff" to run an external diff program, and have that diff program make a pic of the two ladders and show them on your screen...
[18:43:48] <KimK> Oooh, could the diff program be CL? Twice?
[18:44:30] <KimK> A script that starts two CLs?
[18:44:43] <seb_kuzminsky> i think so
[18:44:51] <skunkworks> or print out the ladders...
[18:44:56] <seb_kuzminsky> look at "git diff --ext-diff" and gitattributes
[18:45:05] <KimK> * KimK is not even sure if you *can* start two CLs
[18:45:39] <seb_kuzminsky> they wouldnt have to be concurrent - if you can convince CL to spit out a png of the ladder, that might be good enough
[18:45:59] <seb_kuzminsky> png one, png the other, display them side by side
[18:46:46] <KimK> OK, thanks Seb, that sounds like it would work. I'll look into it if I get that far, or if I have to (hopefully not, lol!)
[18:47:00] <seb_kuzminsky> heh
[18:50:48] <IchGuckLive> Bye for e today :D B)
[18:54:39] <psha> KimK: yes, i was tellin about README in lib/python/gladevcp too
[18:56:02] <KimK> psha: OK, thanks.
[19:37:08] <ries_> ries_ is now known as ries
[20:15:37] <KimK> seb_kuzminsky: According to 3 GPIO bits (1 in to HAL and CL, 1 out from HAL only, 1 out from HAL via CL) HAL is freezing for sure, probably CL too, but can't verify since HAL is frozen. Now to see if I can find out more. Back soon.
[20:17:57] <seb_kuzminsky> KimK: do you mean you have some realtime process twiddling a physical output pin, and the crash stops the output pin wiggling?
[20:19:51] <KimK> Yes, I borrowed some GPIO bits as a test of the HAL/PLC internals. That is a valid real-time test, isn't it? Or have I misunderstood?
[20:20:22] <cradek> From: James <joelpeterson1977@gmail.com>
[20:20:23] <cradek> Hey. I am attaching a pic of my big boobs. Enjoy my love!
[20:20:33] <cradek> ... spam fail
[20:21:11] <KimK> cradek: Yikes!
[20:21:28] <skunkworks> man boobs!
[20:24:22] <seb_kuzminsky> KimK: no that sounds right
[20:24:25] <KimK> seb_kuzminsky: If I touch the input bit with a jumper clip, I expect two output bits to come on, one direct in/out via HAL, and one takes the longer route; GPIO-In > HAL > CL-in > CL-rung > CL-out > HAL > GPIO-out
[20:24:48] <seb_kuzminsky> sounds like you might have found a real bug, maybe in CL
[20:25:04] <seb_kuzminsky> cradek: well are you going to pastebin the pic???
[20:25:05] <KimK> Both work before freeze, neither work after freeze
[20:25:17] <cradek> seb_kuzminsky: sorry, it's an exe
[20:25:23] <seb_kuzminsky> heh
[20:25:27] <alex_joni> seb_kuzminsky: imagebin's have some kind of TOS
[20:25:32] <cradek> poor james/joel can't even get that right
[20:25:46] <alex_joni> it's an animated picture most likely :)
[20:26:03] <alex_joni> wobbly man boobs in an executable flash file?
[20:28:36] <KimK> I'll go keep looking for the bug. You guys let me know later if you ever got Joel's boobs to jiggle.
[20:28:53] <seb_kuzminsky> maybe his hal is crashed too
[20:29:02] <cradek> poor james/joel
[20:30:24] <KimK> At least I can chat now while waiting for the reboot.
[20:31:58] <KimK> Bah, "Your drives are being checked for errors..."
[20:35:57] <seb_kuzminsky> KimK: i wish it would check our code for errors too
[20:39:02] <KimK> Yeah, that would be great. But that code-checking service you mentioned a day or two ago must be a help?
[20:39:30] <KimK> You guys that program a lot must like that.
[20:40:13] <seb_kuzminsky> well i like it
[20:40:39] <seb_kuzminsky> it's not the only kind of testing we need, but i think it supplies a valuable part of it
[20:48:42] <motioncontrol> good evening. i thing see a bug when a speed command is used in exsternal file type o<prove> call . if in sub prove have a m3 s1000 , when the sub go out end the motion.spindle-speed-out is = 0. if thing because read m2.
[20:49:10] <cradek> is this in mdi or while running a program?
[20:49:30] <motioncontrol> while running a program
[20:49:48] <cradek> hmm
[20:51:09] <motioncontrol> o<m60> sub
[20:51:09] <motioncontrol> m3 s1000
[20:51:09] <motioncontrol> g0 x10
[20:51:09] <motioncontrol> x0
[20:51:09] <motioncontrol> m5
[20:51:09] <motioncontrol> y6
[20:51:11] <motioncontrol> m3 s300
[20:51:13] <motioncontrol> z60
[20:51:15] <motioncontrol> g0 x0y0z0
[20:51:17] <motioncontrol> o<m60> endsub
[20:51:19] <motioncontrol> m2
[20:51:36] <motioncontrol> when m60 is finisch the spindle not is 300 rpm but 0
[20:51:46] <cradek> what happens if you remove the m2?
[20:51:57] <motioncontrol> now prove
[20:53:23] <motioncontrol> is ok
[20:53:37] <cradek> hmm
[20:53:37] <motioncontrol> if don't use m2 the spindle have 300 rpm
[20:53:42] <cradek> ok thanks for trying that
[20:54:07] <motioncontrol> but m2 not is important for close the sub exsternal file ?
[20:54:19] <cradek> right, it's not needed
[20:54:47] <motioncontrol> ok good more thanks
[20:56:26] <cradek> welcome
[21:02:17] <andypugh> Slightly unexpected that execution reaches the m2 though. But G-code is not like other programming languages.
[21:03:35] <cradek> I agree it's unexpected
[21:07:27] <andypugh> I am writing a component that aims to take any conceivable motor feedback as input and provide any conceivable drive input as output. One option that is missing is taking an arbitrary Hall sensor pattern and outputting a different one. Does that seem like it might be worthwhile?
[21:09:22] <cradek> for what would that be used?
[21:10:51] <seb_kuzminsky> the docs imply you need m2 at the end of your o<sub> file:
http://linuxcnc.org/docs/devel/html/gcode_main.html#r3_7
[21:11:06] <andypugh> Using motors from one manufacturer and drives from another
[21:11:07] <seb_kuzminsky> at least the example shown has m2 at the ned
[21:12:41] <cradek> fwiw, I didn't mean to imply it's not a bug
[21:13:05] <cradek> I don't really know how the multi-file handling works
[21:14:17] <cradek> http://www.goantiques.com/detail,starrett-123-vernier,1072187.html
[21:14:35] <cradek> stuart had one of these he found at boeing surplus - I got tool envy pretty bad when I saw it
[21:15:15] <cradek> I have a 12" vernier but it sucks (it was cheap)
[21:19:06] <skunkworks> wow - pyvcp is fun. Is it bad that my only exsposure to xml is emc2?
[21:19:42] <archivist_attic> lucky
[21:20:07] <skunkworks> heh
[21:20:08] <seb_kuzminsky> xml can't decide if it wants to be human readable or machine readable - it's halfway in between
[21:20:19] <skunkworks> it looks like an html ripoff
[21:20:36] <seb_kuzminsky> haha
[21:22:14] <andypugh> So, Hall pattern translation or not?
[21:23:31] <archivist_attic> will the rest of the drive mismatch make it moot
[21:25:14] <andypugh> Not for a BLDC driver. I have actually had call to use it, except it involved removing a transistor on the drive board in my case. The Bodine drives invert Hall2 compared to conventional 60 degree hall signalling.
[21:26:15] <archivist_attic> not all will be up to modding
[21:26:42] <andypugh> Exactly. This will move the translation into software.
[21:26:57] <archivist_attic> true
[21:28:17] <andypugh> As you turn my motor you get 101 110 010 011 whereas the Bodine drive expects 111 101 000 001
[21:28:40] <andypugh> With most drives 111 and 000 trip errors.
[21:30:18] <grommit> I just got a repaired motor controller installed in my machine and am trying to understand setting parameters so that when I command a given speed it goes there. My motor is controlled by sending a step pulse (velocity mode) from my Mesa 7i47 to a board by Homann designs that takes that step pulse and converts it to a voltage 0-9 VDC. This is in turn fed to a KBIC controller that drive the...
[21:30:20] <grommit> ...spindle.
[21:31:17] <seb_kuzminsky> what kind of timing does the homann board expect on its input?
[21:31:31] <andypugh> I guess the Homann board contains at least an opto, a resistor and a capacitor.
[21:32:08] <grommit> Looking it up...
[21:32:20] <andypugh> Ah, actually, I am being unfair, it's a frequency-voltage isn't it?
[21:32:36] <grommit> 0-25KHz
[21:32:48] <andypugh> Any reason not to use PWM or PDM instead?
[21:33:23] <grommit> Yes, because I have a Homann board that takes step pulse ;-)
[21:33:25] <cradek> if it's f-v neither pwm nor pdm will work at all
[21:33:38] <cradek> you need stepgen in velocity mode (like he says)
[21:33:53] <andypugh> yes, I am just thinking that f-v is making the job complicated.
[21:33:59] <seb_kuzminsky> might not pdm work?
[21:34:14] <andypugh> PDM is fixed frequency
[21:34:26] <andypugh> (sort of)
[21:34:28] <seb_kuzminsky> fixed size pulse slots, but variable number of pulses per period
[21:34:29] <grommit> The homann doc says step/dir control signal
[21:34:47] <seb_kuzminsky> grommit: are you using hm2 stepgen?
[21:34:47] <andypugh> Yeah, if you have the kit, you might as well use it as designed
[21:34:56] <grommit> Yes, hm2
[21:35:10] <andypugh> 25kz is well within range then
[21:35:30] <grommit> It is working, I just don't understand the relationships of the variables
[21:35:44] <grommit> I can't get s1500 to go at 1500 rpm
[21:35:50] <grommit> it goes at say 1420
[21:35:57] <andypugh> That's not bad
[21:36:18] <andypugh> Better than that will need closed-loop feedback
[21:36:27] <andypugh> Which isn't difficult.
[21:36:37] <grommit> I suppose, but I am flailing when I try to set things.
[21:36:58] <andypugh> You have a spindle encoder?
[21:37:00] <grommit> I think I can get better than that if I understood what I was tweaking...
[21:37:04] <grommit> No spindle encoder
[21:37:19] <andypugh> How do you know you have 1420 rpm?
[21:37:26] <grommit> I have a tach
[21:37:33] <andypugh> Do you trust it?
[21:37:41] <grommit> well enough yes
[21:38:19] <seb_kuzminsky> grommit: look at figure 8.4 here:
http://linuxcnc.org/docs/devel/EMC2_Integrator_Manual.pdf
[21:38:20] <andypugh> I think you will find that the v-f is probably nonlinear.
[21:38:31] <seb_kuzminsky> it shows the meaning of the four main stepgen timing parameters
[21:39:02] <grommit> one specific question is how does setting SCALE in my .ini file relate to setting maxvel?
[21:39:07] <andypugh> I think that this should just come down to stepgen scale
[21:39:31] <grommit> I have STEPLEN and STEPSPACE both set to 20000
[21:39:48] <seb_kuzminsky> that sounds right
[21:39:57] <andypugh> Let me calculate, that sounds long
[21:40:02] <seb_kuzminsky> that's 25kHz
[21:40:13] <grommit> these are mapped to hm2_7i43.-stepgen.03steplen and stepspace
[21:40:29] <andypugh> That will _just_ manage 25kHz
[21:40:47] <seb_kuzminsky> scale converts between some arbitrary user units and actual steps
[21:40:57] <seb_kuzminsky> your_units = steps/scale
[21:41:00] <andypugh> I would try 10000, maybe 5000
[21:41:13] <andypugh> It isn't like a physical drive is trying to keep up.
[21:41:13] <grommit> 10,000 or 5000 for what?
[21:41:22] <andypugh> The steplen and step space
[21:41:43] <grommit> but then I will not be using the full 0-26KHz range will i?
[21:41:46] <seb_kuzminsky> why feed it more than its specs say it can handle? i think 20us on each is perfect
[21:41:56] <andypugh> At 20,000nS you can only just fit them both in at 25khz
[21:42:52] <andypugh> Will the stepgen manage to hit 25kHz whilst making sure that both step length and step space are _at_least_ 20,000nS
[21:44:28] <andypugh> Anyway, guessing that 9V is more than 1500rpm?
[21:44:43] <andypugh> So that probably isn't the issue.
[21:44:45] <grommit> Well, my spindle goes from 0 to about 2880
[21:45:01] <seb_kuzminsky> what voltage from the homann gives you 2880 rpm?
[21:45:18] <grommit> Well, I assume 9, but I haven't measured it for a while.
[21:45:29] <grommit> I did do that early on before I had a problem with the KBIC
[21:45:39] <grommit> I could do it again if necessary
[21:46:16] <grommit> I don't think there is a problem, per se, just my understanding of how to set up the .ini and .hal parameters to scale things (or so I thought)
[21:46:25] <andypugh> So, 25kHz = 2880. That's 8.681 Hz/rpm
[21:46:36] <seb_kuzminsky> rpm = (steps/second)/scale
[21:46:54] <seb_kuzminsky> so 2880 = 25000/scale
[21:48:03] <andypugh> The stepgen velocity is SCALE * input steps/second is it?
[21:48:13] <grommit> so does setting a scale of .1152 make sense?
[21:48:51] <grommit> sorry, 8.68 I mean
[21:48:57] <andypugh> Either .1152 or 8.681 or possibly either * 60 or divided by 60 :-)
[21:49:01] <seb_kuzminsky> grommit: right, scale = 25000/2880 = 8.7
[21:49:25] <grommit> ok, let me try that and see what comes out. I had it set to 10
[21:49:28] <andypugh> 8.7 is about as wrong as the mismatch he is worrying about :-)
[21:49:40] <grommit> because I didn't exactly understand it...
[21:50:28] <andypugh> (I exaggerate)
[21:50:57] <grommit> oh my it is spot on
[21:51:04] <grommit> funny how that works!
[21:51:11] <grommit> :-)
[21:51:16] <grommit> thanks!
[21:51:26] <seb_kuzminsky> life immitates xkcd once again:
http://xkcd.com/54/
[21:52:33] <grommit> nice :-)
[21:53:02] <seb_kuzminsky> you have a tach on your spindle, does it make it in to emc at all?
[21:53:27] <seb_kuzminsky> cause then you could set up a pid between the stepgen and the tach output and get load-independent spindle speed :-)
[21:53:50] <cradek> the kbic has tach feedback and is quite load independent by itself
[21:53:55] <grommit> :-) I have a piece of reflective tape on my spindle. It is a hand held tach I am pointing at the tape.
[21:53:55] <cradek> they work really great
[21:54:10] <seb_kuzminsky> ah ok
[21:54:18] <cradek> if it's the setup I'm thinking of, anyway
[21:54:26] <grommit> I don't recall there being a tach on my kbix
[21:54:29] <grommit> kbic
[21:54:38] <grommit> It is a KBPB-125 model
[21:54:44] <cradek> is this the motor and control sherline sells?
[21:55:10] <cradek> oh, it's different, never mind
[21:55:11] <grommit> That isn't where I got it, or the idea for it, so I don't know....
[21:55:56] <grommit> I got the idea from a person called Inexperience... Oh, wait, that was me! ;-)
[21:55:58] <andypugh> The KBIC will run at the commanded speed, but that assumes that the conversion is all linear.
[21:56:02] <cradek> kbic != kbpb
[21:56:04] <seb_kuzminsky> lol @grommit
[21:56:50] <andypugh> If you set up closed-loop feedback then S1000 will be exactly 1000rpm, even if the scale is wrong in the hal, or the Homann is non-linear
[21:57:12] <andypugh> There might be a tach output from the drive?
[21:57:19] <grommit> Yeah, that would be nice if I could put an encoder on my spindle.
[21:57:37] <grommit> Unfortunately that is a difficult (though not impossible) proposition
[21:57:39] <andypugh> One pulse per rev will work.
[21:57:51] <cradek> looks like kbpb-125 can use a tach too
[21:57:58] <grommit> I would really like to have one that I could use to do tapping...
[21:58:09] <grommit> That would require more then 1/rev
[21:58:13] <andypugh> Yes.
[21:58:22] <andypugh> Have you considered making one?
[21:58:24] <cradek> grommit: have a photo of it?
[21:58:31] <grommit> If I only needed 1/rev i could probably do something with a simple hall effect.
[21:59:08] <andypugh> I have home-made encoders on both lathe and mill spindles. By making them yourself you can get the bore size you want.
[21:59:23] <grommit> Yes, I have looked at it a few times. Taken apart the spindle head. it can be done. I found some really tiny optical type I could get in the space
[22:01:48] <grommit> check these out:
http://usdigital.com/products/encoders/incremental/modules/aedr/
[22:02:09] <grommit> emitter and pickup in one tiny package
[22:02:28] <_Poincare> _Poincare is now known as Poincare
[22:03:52] <andypugh> That is quite small.
[22:04:22] <andypugh> I think I have seen gap-type that small too
[22:04:56] <andypugh> Ooh, but, that does _quadrature_
[22:05:14] <andypugh> Now that is cool
[22:05:33] <grommit> Yep, and it is about the only thing that would fit in the space I have!
[22:05:53] <andypugh> Do you have any gears in the head?
[22:05:59] <grommit> I need to figure to figure out how to get an index pulse as well.
[22:06:07] <grommit> Yes, there is one/
[22:06:10] <andypugh> Is there a picture of your machine anywhere?
[22:06:22] <andypugh> Index is relatively easy
[22:06:46] <grommit> I have pictures of the head taken apart somewhere....
[22:07:13] <cradek> for just tapping, index pulse isn't very important
[22:07:22] <cradek> unless you want to peck tap or something else crazy like that
[22:07:39] <andypugh> If you look 20s in at
http://www.youtube.com/watch?v=ZhICrb0Tbn4 you can see my encoder.
[22:07:55] <skunkworks> http://imagebin.ca/img/Vbd5rqe.png
[22:08:18] <cradek> argggg, that dial thing is hideous
[22:08:36] <cradek> er did I say that out loud?
[22:08:58] <andypugh> Don't hold back Cradek, tell us what you think.
[22:08:59] <skunkworks> heh :)
[22:09:15] <seb_kuzminsky> skunkworks: are your pallets palleting now?
[22:10:26] <cradek> andypugh: I was curious why you decided to tip the head instead of the blank? seems like you could have avoided modifying the head.
[22:10:41] <skunkworks> seb_kuzminsky:
http://www.youtube.com/watch?v=9xDPqFXo_5w
[22:10:52] <cradek> you would have had to program a diagonal move of course
[22:10:58] <grommit> nice encoder. I wish my was so readily available (aka exposed)
[22:11:26] <cradek> andypugh: (either way, that setup is very neat)
[22:11:55] <seb_kuzminsky> skunkworks: nice :-)
[22:12:10] <seb_kuzminsky> i kept waiting for the soda pop to fall over
[22:12:18] <skunkworks> heh
[22:12:19] <seb_kuzminsky> i guess you have accel turned down to a safe level :-)
[22:12:31] <andypugh> Tipping the blank doesn't have quite the right effect, as the direction of feed is not parallel with the cutter helix. You could fix that in software by mixing a proportion of X into the A but that seemed difficult to get right.
[22:13:09] <cradek> right you'd have had to make a diagonal in XZ (?) matching the angle of the blank
[22:13:23] <cradek> or I see what you mean - you might have been able to do it in A
[22:13:44] <cradek> ... maybe
[22:13:51] <skunkworks> seb_kuzminsky: all hydraulic
[22:13:52] <cradek> the tooth form would end up different, maybe
[22:14:01] <Valen> need to make a spindle sensor of some description
[22:14:06] <andypugh> Quite. That way seemed easier, and might be useful for other stuff.
[22:14:10] <cradek> right
[22:14:48] <Xavier_H> Hi all
[22:14:52] <andypugh> Hi
[22:15:08] <Xavier_H> Hi andy :-)
[22:15:41] <frallzor> hello
[22:15:42] <Xavier_H> No questions today just being there...
[22:15:57] <Xavier_H> ;-)
[22:16:07] <Xavier_H> hello frallzor
[22:16:24] <frallzor> hello Xavier_H!
[22:17:18] <grommit> andypugh: is the spindle head tipped sideways so the threads can be cut parallel to the table but still end up spiralling down?
[22:17:41] <cradek> it's tipped to match the helix angle of the hob
[22:18:25] <frallzor> finally my new little machining vid for my "blog" is upping!
[22:18:28] <grommit> * grommit shows his inexperience.....
[22:18:32] <grommit> what is a hob?
[22:18:45] <andypugh> A gear cutter.
[22:18:52] <andypugh> It is a lot like a tap.
[22:19:01] <grommit> gotcha
[22:19:04] <skunkworks> http://www.youtube.com/watch?v=nqQPnLbd6rI\
[22:19:58] <andypugh> Just like a tap it has straight-sided teeth. As the gear rolls into and out of mesh with the hob the teeth generate the correct tooth profile. That means that one hob can cut correct-geometry teeth for any size of gear.
[22:20:58] <cradek> speaking of fun emc setups, did everyone see
http://www.youtube.com/watch?v=aF7C8d4d0nc
[22:22:04] <grommit> so you have carefully sync the turning of the piece and hob I assume?
[22:22:10] <andypugh> In fact. you can make perfectly good gears with a tap, but you end up with a rather unusual pressure angle.
[22:22:31] <cradek> heh is it 30 degree then?
[22:22:43] <andypugh> Yes. Luckily CNC makes that part really easy. Synching the spindles is really difficult otherwise.
[22:23:22] <andypugh> 27.5 degrees if you use a _proper_ thread.
[22:23:50] <cradek> heh
[22:23:54] <skunkworks> cradek: again - awesome video.
[22:24:06] <cradek> skunkworks: thanks
[22:24:07] <skunkworks> how long was that program?
[22:24:23] <cradek> skunkworks: 20 lines or so, it's just a drill cycle and then arcs
[22:24:40] <cradek> helical arcs rather
[22:24:46] <skunkworks> wow - I don;t know if I could wrap my head around that.. :)
[22:25:06] <andypugh> You don't need to, kinematics does the hard sums.
[22:25:14] <cradek> yep it's easy
[22:25:15] <skunkworks> right - still :)
[22:25:50] <cradek> g3 [quarter circle] a+90 b-90 etc etc
[22:26:03] <cradek> if it was AC or BC you could do full circles
[22:26:34] <cradek> er not 90, 20 in this case
[22:26:48] <cradek> during the quarter circle one of A,B loses 20 and the other gains 20
[22:27:14] <grommit> so what was cut in the end?
[22:27:25] <cradek> read text, click link
[22:27:34] <cradek> bbl
[22:27:40] <grommit> ah
[22:29:44] <andypugh> My component now translates Hall signals :-)
[22:30:00] <skunkworks> andypugh: cool!
[22:30:19] <andypugh> It was less trouble than I expected
[22:33:09] <grommit> ngcgui2 looks interesting...
[22:34:03] <andypugh> I am not sure what it is.
[22:34:20] <seb_kuzminsky> conversational programming for axis
[22:34:21] <andypugh> Is it based PyVCP and embedded tabs?
[22:34:39] <grommit> basically a tabbed view within axis that makes a bunch of common operations available
[22:34:44] <seb_kuzminsky> it's a front-end for calling subroutine files
[22:34:46] <andypugh> Ah, rather more than I thought then
[22:35:28] <andypugh> In that case, conceptually similar to my Lathe setup, but cleverer.
[22:35:34] <grommit> mach3 has "wizards" to do various tasks, it is kind of like having wizards in tabs...
[22:35:40] <skunkworks> the extra tabs in axis sure opens up neat ideas
[22:36:08] <grommit> I am setting up an Axis app store as we speak ;-)
[22:36:16] <skunkworks> heh
[22:36:21] <andypugh> http://www.bodgesoc.org/lathe/lathe.html
[22:36:57] <andypugh> But I have not figured out a way to get a preview of the operations.
[22:37:29] <grommit> cool, pyvcp wizard :-)
[22:38:13] <andypugh> I foresee it getting a lot tidier in the future.
[22:38:59] <andypugh> You could have a tab for each operation, and a diagram where you just fill in the numbers for diameter, length, feed, cut...
[22:39:08] <andypugh> Ooh!
[22:39:17] <grommit> I like the tap idea as it keeps stuff that might be "busy" off the main view.
[22:39:18] <skunkworks> so - I am not the only one to use the rpm meter... :)
[22:39:27] <grommit> tap==tab
[22:39:34] <andypugh> Mine became a bar to make more space
[22:39:41] <skunkworks> heh
[22:39:46] <grommit> I use the rpm bar
[22:40:57] <skunkworks> I could see making up a tab that is used for poking solinoids and such. (like estoping half way through a pallet change gets harry trying to figure out what needs to happen.
[22:41:14] <andypugh> I am using "h" or "H" in the modparam to say that Hall input is required. I wonder what I could use to indicate Hall output?
[22:41:46] <grommit> I'll fall for it... ho?
[22:41:59] <andypugh> Single character tags
[22:42:33] <skunkworks> o
[22:42:52] <grommit> H with an umlaut? :-)
[22:43:22] <andypugh> loadrt bldc cfg=ih,6ba would mean two motors, one with an incremental encoder and hall sensors, one with an absolute encoder where the required output is 6 bits to drive gates direct.
[22:43:50] <andypugh> Yes, I think o wins
[22:45:23] <grommit> have to go, thanks again for the help with spindle all!
[22:54:03] <Jymmm> SWPadnos: ping
[23:11:16] <Xavier_H> andypugh: for the ngcgui script preview, I think it is only screen shoots to explain paramaters
[23:11:35] <Xavier_H> not path preview
[23:11:50] <frallzor> http://www.youtube.com/watch?v=92uu_-GGPqU& todays fun
[23:11:55] <andypugh> Possibly, I wasn't so much saying that he had it working, as that I had not figured out a way.
[23:11:57] <Jymmm> SWPadnos: SWPLinux PING!
[23:13:18] <andypugh> frallzor: That's quite some feedrate
[23:13:56] <Xavier_H> I must leave, good bye all
[23:14:03] <frallzor> its ok I assume =)
[23:14:15] <andypugh> No idea.
[23:15:09] <andypugh> What's the spindle speed?
[23:15:13] <frallzor> 18k
[23:18:20] <andypugh> 6x what my machine will manage, so the chip loading is probably about the same
[23:20:31] <frallzor> fun to machine when I got the ability to record nice too now :P
[23:34:00] <DaViruz> seems to cut pretty smoothly for a router at that feed, albeit a pretty sturdy router
[23:48:58] <JT-Hardinge> did I miss a video or something?
[23:50:28] <andypugh> http://www.youtube.com/watch?v=92uu_-GGPqU&
[23:50:44] <JT-Hardinge> thanks Andy
[23:53:41] <JT-Hardinge> interesting path is that high speed machining?
[23:57:26] <Jymmm> SWPadnos: SWPLinux Hey you bastard, I got something you might be interested in for 360
{kind=link}
{kind=link}
{kind=link}