Back
[00:04:18] <theorb> theorb is now known as theorbtwo
[00:09:22] <Valen> bit of an aussie fest for you pfred1
http://www.youtube.com/watch?v=hiNZbcEzogU&feature=related
[00:09:38] <pfred1> Valen we just had our big fest here
[00:09:48] <Valen> I heard
[00:09:49] <pfred1> Valen Pumpkin Chunkin!
[00:10:04] <Valen> heh thats always cool
[00:10:07] <pfred1> that used to be held 2 blocks from my house
[00:10:18] <pfred1> but that field isn't big enough anymore
[00:10:20] <Valen> bigass air cannon or trebuchet style?
[00:10:33] <pfred1> the whole event up until 3 years ago
[00:10:44] <pfred1> was held 2 blocks south of me
[00:10:53] <pfred1> which is about 5 miles
[00:11:06] <pfred1> now its about 10 miles west of me
[00:11:36] <pfred1> it was too cold and windy for me this year
[00:11:50] <pfred1> I'll watch it on the Science channel
[00:12:08] <pfred1> my other neighbor seems to have a show on Discovery now too
[00:13:26] <pfred1> http://tinyurl.com/389knew
[00:13:27] <Jymmm> pfred1: your friend is on "I almost got away with it"
[00:13:51] <pfred1> I don't live too far from Sam Calagione
[00:14:17] <pfred1> we're just rolling out the TV shows here lately!
[00:15:36] <pfred1> he has a broken down military vehicle fetish
[00:15:59] <pfred1> little known fact
[00:22:23] <atmega> pfred1: I chucked it back in the lathe and polished it with 800 and 1000 grit wet/dry with a little silicone spray, came out perfect
[00:22:54] <pfred1> atmega sweet
[00:23:10] <pfred1> atmega yeah the torch trick is iffy at best
[00:23:20] <atmega> wouldn't have helped with this I don't think
[00:23:26] <pfred1> move a little too slow and its bubble city!
[00:23:36] <atmega> I've done it after just turning it and it looked nice, but not this good
[00:23:46] <jthornton> while the internet connection works I'm confused as why the pins 7-8 fail the tester... I've replaced the ends twice
[00:24:17] <pfred1> atmega well at least i inspired you to achieving a better finish right?
[00:24:27] <atmega> I'm going to go cut another one ~.050 oversize so when I clean it up on the lathe, it is still the right size.
[00:24:51] <atmega> pfred: yep, it's probably wasted in this case since it will get beat up, but for now, it is gorgeous
[00:25:06] <pfred1> atmega you'll always remember it that way
[00:26:20] <jthornton> did I miss a photo of it?
[00:27:23] <atmega> nope, I'll take a pic of it and the next one when I finish it.
[00:27:54] <jthornton> cool
[00:28:05] <atmega> the waterproof gland uses a 1/4" NPT pipe thread... tapping that in the acrylic is painfully hard
[00:28:25] <jthornton> why is it hard?
[00:28:38] <atmega> don't know.. perhaps my tap sucks?
[00:28:47] <jthornton> has the tap been used on metal before?
[00:28:58] <atmega> I don't know... no clue where I got it.
[00:29:15] <jthornton> for plastic I only use new taps that have never been used for metal before
[00:29:16] <pfred1> atmega could be your starter hole size
[00:29:35] <jthornton> 10x loup will tell the tale
[00:29:45] <pfred1> or just doing some tests
[00:29:49] <atmega> yeah, I made the hole the 'right' size, but no way it was cutting deep enough in there
[00:30:07] <jthornton> if your tap is not razor sharp it will melt the plastic instead of cutting it
[00:30:10] <atmega> I have the hole for the next run at .5 instead of .438 or wtf
[00:30:22] <pfred1> well right size with taps is dependent on materials taps lots of stuff
[00:30:59] <atmega> I coat the threads with clear RTV so it doesn't need to seal on the threads anyway
[00:31:18] <pfred1> pipe taps are tapered
[00:31:24] <atmega> yeah
[00:31:34] <pfred1> so depth plays a role
[00:31:35] <atmega> the gland is a modified NPT-tubing fitting
[00:31:57] <pfred1> what is it 5 threads for a tight seal?
[00:32:32] <atmega> that's fine for pressure, but I need it to be seated on the lid
[00:32:37] <pfred1> pipe threads are interference threads too
[00:32:51] <pfred1> like the threads are made to deform
[00:33:44] <pfred1> all of which is to say that pipe threads are an extremely special case when it comes to tapping
[00:34:13] <atmega> I've tapped plenty of NPT stuff... never had a problem until now
[00:34:18] <pfred1> so the right hole is not so easy to pin down
[00:34:36] <pfred1> the absolute right hole is most likely a taper drill
[00:35:12] <skunkKandT> what is a good company to get timing belts from other than mcmaster car
[00:35:23] <pfred1> I've a couple of pin taper drills but my taper drill collection is far from complete
[00:35:42] <jthornton> I use McMaster Carr
[00:35:56] <jthornton> do they not have the size you need?
[00:35:59] <skunkKandT> trying to find 5mm pitch 10mm width
[00:36:18] <pfred1> skunkKandT believe it or not I've seen a lot of timing belt junk on Amazon
[00:36:19] <skunkKandT> they seem to have 15mm
[00:37:22] <pfred1> skunkKandT I was sort of shocked when I first saw it all
[00:37:28] <jthornton> I found some googling and someone else had a favorite but I forget atm
[00:37:31] <skunkKandT> I will look
[00:37:48] <jthornton> I think it was jmkasunich that had a link
[00:38:05] <jthornton> try gates
[00:42:40] <atmega> msc
[00:45:05] <skunkKandT> well - now that I know they are usually 9mm in width (not 10mm) I am finding a ton on ebay ;)
[01:15:49] <Jymmm> jthornton: you rang?
[01:38:37] <atmega> my homing has been perfect for months...now my Z keeps getting "Home switch active before start of latch move"
[01:38:55] <atmega> Anyone have any suggestions?
[01:46:20] <andypugh> I suspect that your home switch is active before the start of the latch move.
[01:46:54] <andypugh> (Seriously, it is probably exactly what it says)
[01:47:12] <andypugh> Halscope should tell you the full story.
[01:47:41] <atmega> what's the latch move?
[01:48:08] <atmega> I was running halcsope. but, I'm not sure what it is telling me.
[01:49:24] <atmega> it goes up, hits the switch, starts coming down, then gives that msg.
[01:49:40] <atmega> instead of going down further until the switch goes off, then back up
[01:49:53] <andypugh> The latch move is the last slow move I think
[01:50:22] <atmega> well, it is definitely on, it hasn't gone down far enough for it to go off yet
[01:50:50] <andypugh> You might need to look at axis.N.home-state
[01:52:23] <skunkKandT> http://www.electronicsam.com/images/KandT/huh_not_carbide.jpg
[01:53:12] <andypugh> atmega: The docs here are useful, though perhaps a little unclear in spots.
[01:53:58] <andypugh> It seems that for some reason your homing sequence has changed from on - slow off to on, off, slow on.
[01:54:06] <andypugh> http://linuxcnc.org/docs/2.2/html/config_ini_homing.html
[01:54:08] <atmega> they were very useful configuring it
[02:00:36] <atmega> so, on the 23rd time I try, it homes ok
[02:01:04] <andypugh> atmega: Possibly noise on the homing switch lines?
[02:01:57] <atmega> perhaps, this one is backwards from my x & y switches
[02:01:58] <andypugh> skunkKandT: That picture looks like this to me:
http://www.twi.co.uk/portfolio?playlist=pl_friction (they are all interesting, but FSW-milling machine is the one I am thinking of)
[02:02:23] <andypugh> atmega: Try a debounce function in the HAL
[02:04:24] <skunkKandT> right - we did a bit of friction welding ;) when we stopped the machine after figuring out what was happening - the mill cooled off and went 'tink' as it broke away from the spindle
[02:12:47] <atmega> weird.. I doubled the home speed and it seems to work consistently now.
[02:14:33] <andypugh> A 2-cycle debounce in the homing switch might be good insurance. How far does the axis move in 30uS?
[02:15:36] <atmega> good question.
[02:15:52] <atmega> at homing speed?
[02:16:17] <atmega> it was .1 ipm? when it was failing (though it had worked for months)
[02:16:49] <skunkKandT> .1ips?
[02:17:14] <atmega> yeah
[02:17:19] <atmega> .95ips max
[02:17:37] <andypugh> So, 0.00000005" per base thread.
[02:18:09] <andypugh> You can probably afford a debounce on that signal.
[02:19:09] <atmega> I could afford hundreds... it is just for homing Z and it really just keeps it from overtraveling up
[02:21:03] <andypugh> My best guess is that the issue is noise. I suppose the question is why there is noise when there wasn't before
[02:21:38] <atmega> it's by the spindle
[02:23:14] <atmega> do I need to take the net home-z <- parport.0.pin-12-in-not out of the hal?
[02:23:29] <atmega> or will the debounced redirect in custom.hal override it?
[02:24:15] <andypugh> You can put an unlinkp in the custom hal if you prefer.
[02:25:04] <andypugh> That means you can use stepconf again and not mess things up. Or you can decide that you are done with stepconf and just edit the main hal directly.
[02:25:30] <atmega> heh, I'm pretty sure I'm not done
[02:27:41] <andypugh> Stepconf holds you back :-)
[02:28:02] <atmega> I can see that woudl be true for others, not for me at this point.
[02:28:51] <andypugh> But unlinkp parport.0.pin-12-in-not in the custom.hal will let you then rewire that signal through a debounce function.
[02:29:33] <andypugh> Don't forget that the debounce needs a loadrt to load it, and an addf to make it actually run.
[02:30:34] <atmega> loadrt debounce cfg=3
[02:30:34] <atmega> addf debounce.0 servo-thread
[02:30:35] <atmega> net zhome-raw <= parport.0.pin-12-in-not => debounce.0.0.in
[02:30:35] <atmega> net zhome-filtered debounce.0.1.out => axis.2.home-sw-in
[02:30:35] <andypugh> Right, time to sleep, 'tis 0230.
[02:30:50] <atmega> thanks for the assistance
[02:31:10] <andypugh> You might want it in the base thread, I am not sure
[02:31:28] <atmega> or soemthing... that didn't work at all
[02:31:54] <andypugh> I guess it is watched by servo-thread functions, to servo-thread is right
[02:32:14] <andypugh> You also need to setp the period
[02:33:05] <andypugh> setp debounce.0.period 3
[02:33:24] <atmega> period or delay?
[02:33:36] <andypugh> err, delay
[02:33:38] <andypugh> sorry
[02:44:10] <pfred1> does anyone make debounce circuits?
[02:44:10] <pfred1> I remember making those
[02:45:36] <andypugh> Software is so much easier.
[02:45:43] <andypugh> Right, sleep calls.
[02:46:20] <pfred1> aww whats a couple of NAND gates anyways?
[02:46:37] <atmega> should I be able to see the time delay in halscope?
[02:47:05] <pfred1> I have a tek 2336 is shows time delays pretty good
[02:47:40] <atmega> I don't think it would show this one.
[02:47:47] <pfred1> yeah?
[02:48:05] <atmega> the delayed one is software only (I assume)
[02:48:20] <pfred1> probably not it only goes to 100 MHz which is pretty slow today it shows switch bounce though
[02:49:34] <pfred1> it is pretty neat to check out the step pulses with thats for sure
[02:50:19] <atmega> I have a cheap chinese owon... I sold my Tek because it was too big to use
[02:51:00] <pfred1> this is the scope i have:
http://www.testequipmentconnection.com/images/products/TEKTRONIX_2336-YA.JPG
[02:51:04] <pfred1> wit hthe Y option
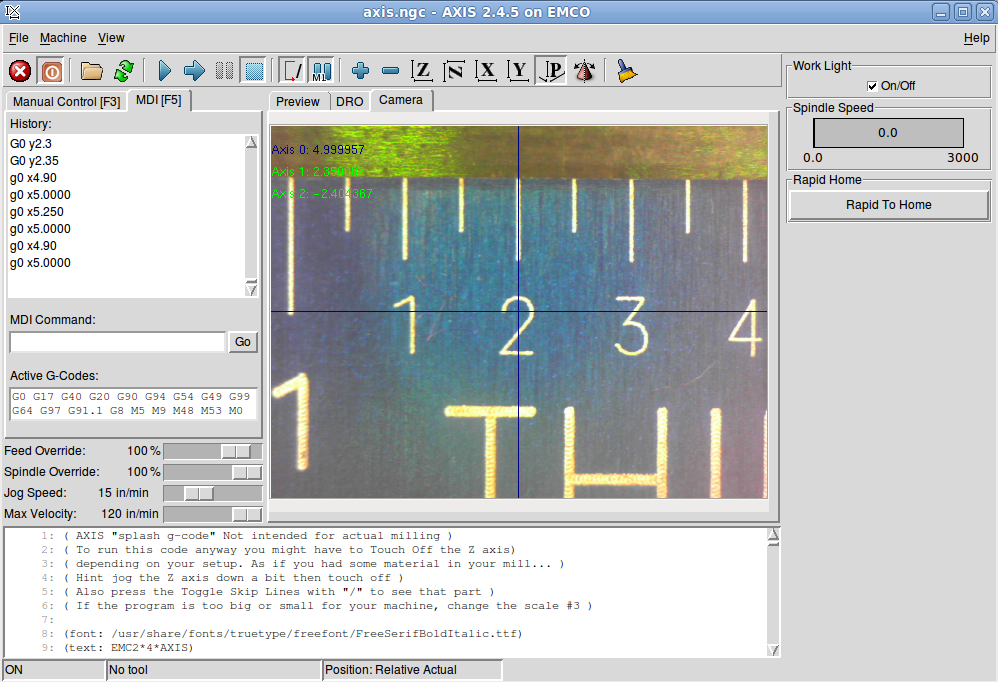
[02:51:25] <atmega> changed the debounce delay to 50 and it shows up clearly on halscope
[02:51:33] <pfred1> it's "portable"
[02:51:49] <atmega> my 468 was portable
[02:52:09] <pfred1> it had a handle and was militarized for 50 gs?
[02:52:51] <atmega> looked (and felt) that way
[02:52:56] <pfred1> cool
[02:53:08] <atmega> weighed a ton, loud fan
[02:53:34] <pfred1> mine probably weighs about 12 pounds?
[02:56:45] <pfred1> it most likely says in the pamphlet
[02:57:28] <pfred1> 19.5 pounds
[02:57:55] <pfred1> with acessories and pouch
[02:58:51] <pfred1> man it is rated for a 36" drop!
[02:59:09] <pfred1> thats crazy!
[02:59:20] <atmega> I have a tds2014? (I think) at work. For what I do, my cheap chinese scope would work as well
[02:59:32] <atmega> I'd like a 16channel MSO though
[02:59:44] <pfred1> and i was mistaken it can take 50 gs
[03:00:08] <pfred1> but only 18 times ;)
[03:00:44] <pfred1> that is the way i feel about my scope sure I'd like a nicer one but it seems to do the scope thing well enough for me
[03:02:06] <atmega> is there a friendly X screen grabber?
[03:02:13] <pfred1> print screen
[03:02:47] <atmega> guess I should have tried that first!
[03:02:57] <pfred1> that friendly enough for you?
[03:03:16] <pfred1> who says Linux isn't user friendly?
[03:03:48] <pfred1> that doesn't always work but I figured it would for you
[03:04:00] <pfred1> I think it is a gnome app
[03:04:40] <pfred1> xwd is usually friendly enough for me
[03:05:04] <pfred1> and xwd always works
[03:06:20] <pfred1> I think the gimp has a built in screen capture to it as well
[03:06:43] <pfred1> under file acquire
[03:07:52] <atmega> http://www.artichoke.org/debounce.jpg
[03:10:01] <pfred1> I don't know it just doesn't look very real to me
[03:10:15] <atmega> what doesn't?
[03:10:24] <pfred1> two bounces?
[03:10:32] <pfred1> pretty nice switch!
[03:11:10] <atmega> I've probablyhad that switch for 20 years
[03:11:27] <pfred1> it is like a fine wine it has gotten better with age
[03:11:36] <atmega> plain microswitch kind of thing with like a 2.5" arm
[03:11:45] <atmega> mounted at a 30 degree angle
[03:11:48] <pfred1> yeah I've a drawer of them here
[03:12:39] <pfred1> I think i got most out of cash register printers or something like that
[03:13:29] <pfred1> I also got a load of emitter detector F pairs
[03:13:55] <pfred1> that came out of printers
[03:14:02] <atmega> I got them out of a radio shack 'grab back' in the 80's
[03:14:15] <pfred1> man those were the days
[03:14:29] <pfred1> when you could go th the shack and it was't a phone kiosk
[03:15:03] <pfred1> gawd i used to love going to the shack and picking up some parts to mess around with
[03:15:28] <pfred1> coolest thing i ever bought at the shack was this thing called an SPO256 speech processor
[03:15:38] <pfred1> man was that thing ever so trippy!
[03:16:24] <pfred1> it could make the wildest oscillogram traces too
[03:17:04] <pfred1> I blew mine up though eventually with a flighty adjustable power supply
[03:17:11] <pfred1> bad trimmer pot
[03:18:12] <pfred1> that thing was like psychedelia in an IC though
[04:52:16] <jthornton_> jthornton_ is now known as jthornton
[12:49:34] <jthornton> dang link-master tester had a bad socket
[12:50:56] <jthornton> I wasted 2 RJ-45 Cat6 connectors before I fingered it out :/
[14:19:42] <jthornton> Jymmm: WAKE UP
[15:19:13] <jt-plasma> WEEEE! internet connections have been restored to all computers on this 9 acres (I think)
[15:22:59] <JT-Hardinge> Yep, works here too :)
[15:23:06] <JT-Hardinge> now to clean up the cables and mess
[15:49:15] <archivist> * archivist watches jt and his split personality :)
[16:16:30] <Jymmm> JT-Hardinge: I'm awake
[16:17:17] <Jymmm> JT-Hardinge: Are YOU awake?
[16:19:41] <UncleG> How do I send a 5v signal out of the mesa 5i20 to trigger a relay?
[16:34:13] <UncleG> Just an example line of code would be fine.
[16:42:36] <pcw_home> setp hm2_5i20.0.gpio.040.is_output TRUE
[16:42:37] <pcw_home> net KA1 motion.spindle-reverse => hm2_5i20.0.gpio.040.out
[16:42:39] <pcw_home> (stolen from smithy/1240.hal)
[16:42:40] <pcw_home> If you really need 5V signals (vs 3.3V) you need to set the output into open drain mode
[17:03:29] <UncleG> pcw_home thank you, I really just needed to know how to signal 5 relays with 3-5vdc and put them into the program, 5 onscreen switches would be great. The signals are momentary correct? So it just stays on for a second then clicks back off?
[17:26:41] <pcw_home> In the example, the physical pin is driven by a HAL defined signal(KA1), the behavior of the physical pin will follow the HAL signal
[17:28:32] <UncleG> yeah
[17:28:47] <UncleG> so how do I configure said hal signal?
[17:29:02] <UncleG> Im really no good at this programming stuff.
[17:29:37] <UncleG> I have the entire rig built and ready to be put on the machine, and plug the airlines in and the two servos then tune it...
[17:30:05] <UncleG> I just have no idea how to tell my air cylinders to engage for .75 seconds and then shut back off.
[17:30:36] <pcw_home> Whats starts the time?
[17:30:42] <UncleG> Im sure somebody has hal ini I can just copy and paste
[17:30:51] <UncleG> what do you mean?
[17:31:32] <pcw_home> when should the air cylinders activate? is this from gcode?
[17:31:39] <UncleG> yeah
[17:32:13] <UncleG> I want to type M12 or something and the air cylinder activate then go to the next command
[17:34:05] <andypugh> Would you be happy to use M62 P1 ?
[17:34:33] <UncleG> I don't know, I have 5 air cylinders I just need 5 mcodes to activate them
[17:34:56] <andypugh> OK, You can use M62 P0, M62 P1, M62 P3 etc
[17:35:37] <andypugh> How accurate do you want the 0.75 seconds?
[17:35:39] <pcw_home> andy is there a one-shot comp? maybe that would do the timing an be simpler than CL
[17:36:12] <andypugh> Yes, there is a one-shot
[17:36:39] <UncleG> I have the 5i20, with a 7i33 daughtberboard connected to the P2 I have P3 and P4 open,
[17:36:43] <andypugh> http://www.linuxcnc.org/docview/html//man/man9/oneshot.9.html
[17:37:57] <UncleG> I don't understand those things.
[17:38:01] <andypugh> M62 P1 followed by G4 P0.75 followed by M63 P1 might well do all that is needed
[17:39:01] <pcw_home> Thats even better
[17:39:52] <Jymmm> It always annoys me when the give the syntax of a command but no examples of it's usage.
[17:40:30] <andypugh> Are there any output drivers on the 7i33?
[17:40:42] <pcw_home> No
[17:40:49] <UncleG> Okay so, If I type M60 - M65 in the gcode and I need the air cylinders to activate for .75 sec. what do I need to place in hal?
[17:41:46] <andypugh> Your G-code needs to turn off the output anyway, so you might as well use a G4 P0.75 to time it.
[17:42:22] <andypugh> I am guessing you don't want the program to continue during the cylinder movement?
[17:42:32] <UncleG> I do not.
[17:43:30] <UncleG> okay, so what do I need to put in hal to align G4 P0.75 to xpin on 5i20 board?
[17:43:46] <andypugh> The oneshot would only trigger on a rising edge, so you need to reset the output with a M63 before the oneshot will work again, so unless you are particularly interested in timing accuracy you can do it all in G-code.
[17:44:01] <UncleG> I do not care about timing accuracy.
[17:44:22] <andypugh> So, that M62 G4 M63 sequence is ideal
[17:44:23] <Jymmm> UncleG: Would 2.0 instead of 0.75 work for you?
[17:44:27] <motioncontrol> good evening.one question please about tool compensatio in lathe with emc.in table the tool have radius the tool.for activate it i active g42 or g41 or when have a g2 command the radius is active always ?
[17:45:06] <UncleG> Okay so what do I need to type into Gcode and also hal in order to make said air cylinders function?
[17:48:30] <frallzor> hello kids
[17:49:14] <andypugh> UncleG: Then all you need in HAL is... net cyl1 motion.digital-out-00 => hm2_5i20.0.gpio.NNN.out
[17:49:29] <frallzor> * frallzor cuddles with andy
[17:49:37] <UncleG> Awesome thank you for making it so simple
[17:50:31] <UncleG> So, adding that to hal, choosing a pin to use will make it function?
[17:50:46] <frallzor> when making a model with foldable attributes, and its supposed to be "used" folded, make it simple and just make the part as 1 part with the folded part? when its actually 2
[17:50:49] <UncleG> What would I need to type into gcode in order to trigger then event in the?
[17:50:52] <andypugh> By default there are only 4 digital outputs from G-code. You will need to add a num_dio=5 to the loadrt motmod line in the hal too.
[17:52:12] <andypugh> You can actually have up to 64 digital outputs. So, perhaps 10 would leave more headroom.
[17:52:26] <UncleG> As you can probably tell I am absolutely clueless as to what to do on the programmng end of things. Can you tell me what to type into gcode and and what to type into hal in order to make it work?
[17:53:13] <andypugh> I think I already did. The hal was at 17:49 my time, and the G-code at 17:38 :-)
[17:53:36] <Jymmm> andypugh: GMT dude, GMT
[17:53:50] <andypugh> My time _is_ GMT
[17:54:17] <andypugh> Heck, I even polished the meridian once.
[17:55:19] <andypugh> motioncontrol: Radius compensation is sticky I think, but I think it is rarely used on lathes.
[17:55:36] <UncleG> I dont know what you said when?
[17:56:06] <andypugh> G-code: M62 P1 followed by G4 P0.75 followed by M63 P1
[17:56:23] <andypugh> hal: net cyl1 motion.digital-out-00 => hm2_5i20.0.gpio.NNN.out
[17:56:29] <UncleG> thank you.
[17:57:11] <andypugh> You will have to choose which DIO pins you use. You might also need to set the pins to output (though I _think_ that is the default?)
[17:57:32] <andypugh> (I mean on the Mesa card)
[17:57:50] <UncleG> You are very helpful, I wish I wasn't in such a stressed mood, I know I am making this more difficult than it is.
[17:58:08] <andypugh> Also, some interface electronics will definitely be needed between the 5i20 pins and the solenoid valves.
[17:58:23] <UncleG> I have those already built and applied
[17:58:41] <Jymmm> UncleG: Stress: The urge to strangle the shit of of someone who really deserves it!
[18:00:08] <motioncontrol> andypugh, more thanks
[18:00:46] <andypugh> UncleG: Probably worth experimenting and seeing how it goes and what further questions arise.
[18:01:36] <UncleG> Im just typing those commands into hal and connecting the relays it should only take me about 15 minutes
[18:01:41] <andypugh> I am not sure if M62 P1 turns on motion.digital-out-01 or motion.digital-out-00, for example.
[18:01:56] <frallzor> http://www.flickr.com/photos/frallzor/sets/72157625383326578/ latest project :P some issues as seen
[18:01:57] <UncleG> ughh
[18:02:06] <andypugh> So a bit of experimentation with halmeter might be needed.
[18:02:13] <frallzor> never mill with tools that barely can be fastened :P
[18:02:37] <UncleG> If I ever figure this damned thing out Im writing documentation.
[18:04:13] <UncleG> It will say "drop this code into your hal file" hook relays to these pins on mesa 5i20 type M20 in gcode, done..
[18:05:32] <andypugh> I would assume that M62 P0 turns on digital-out-00 but it is never wise to assume. Specifically C-coders always start counting at zero, and machinist don't
[18:12:32] <UncleG> What does "{0}" in --------> hm2_5i20.{0}.gpio.nnn.out signify?
[18:13:02] <UncleG> Is that which 50pin cable connector it is going to attempt to use?
[18:13:48] <Jymmm> I could be wrong, but might specifc which card to use incase you have more than one.
[18:13:58] <UncleG> oh, I bet you are correct.
[18:14:29] <Jymmm> I don't have any mesa cards, so I'm just guessing here.
[18:14:45] <andypugh> It is definitely which of your several Mesa cards to use
[18:15:19] <andypugh> If you type dmesg in the terminal there will probably be a full list of all the pins there
[18:27:34] <UncleG> Emc wont start now.
[18:28:01] <UncleG> iocontrol.0.user.-enable-out does not exist
[18:28:02] <andypugh> Not really a surprise ;-)
[18:28:26] <andypugh> That dot after user looks wrong
[18:28:44] <UncleG> well that is a typo
[18:29:03] <andypugh> In the HAL or just here?
[18:29:06] <UncleG> iocontrol.0.user-enable-out does not exist
[18:29:11] <UncleG> here
[18:29:53] <andypugh> That sounds like motmod didn't load. Which probably means that there is something wrong with the way you added num_dio
[18:30:22] <andypugh> Can you paste your loadrt motmod line?
[18:30:52] <andypugh> (It might actually be loadrt [EMCMOT]EMCMOT servo_period_nsec=[EMCMOT]SERVO_PERIOD num_joints=[TRAJ]AXES )
[18:31:00] <andypugh> Or something like that
[18:31:48] <UncleG> So I assume I dont just type num_dio=5 in hal?
[18:32:16] <andypugh> No, it needs to be a parameter in the loadrt motmod line, probaly before num_joints
[18:32:52] <andypugh> It tells the motion controller (motmod) to create the required number of motion.digital pins
[18:32:59] <UncleG> ohhh
[18:35:40] <UncleG> motion-digital-out-00 does not exist
[18:40:20] <UncleG> How about "net enable => hm2_5i20.0.gpio.NNN.out
[18:42:31] <UncleG> setp hm2_5i20.0.gpio.068.out output true
[18:42:50] <UncleG> net enable => hm2_5i20.0.gpio.068.out
[18:44:51] <asru> I've a question about differences in behavior between stepconf and axis. Anybody care to take a shot at the problem?
[18:46:06] <jmk-mcfaul> asru: don't ask to ask, just ask
[18:46:42] <jmk-mcfaul> if someone can answer, they will - but if they don't know the question, they won't know if they can answer
[18:46:46] <asru> stepconf says that my Y table is capable of running at 60 ipm (I ran the test for about half an hour). When I attempt to get any speed
[18:47:21] <asru> over 30ipm under axis, I get stalls. The system is an out-of-the-box xylotech system. Any guess why the difference in behavior?
[18:54:30] <UncleG> I have the silliest problems, it tells me I can't run an mcode unless the system is homed, There arent even any motors attached to it, all home positions = 0 and the encoder all read 0 can it NOT be homed?
[18:55:05] <KimK> asru: What kind of machine?
[18:55:23] <UncleG> How do I just disable the requirments of it being homed?
[18:55:50] <asru> It's a home built, but that doesn't really have anything to do with the problem. What does is the fact that it's an unmodified xylotech 3-axis system, with
[18:56:44] <KimK> UncleG: You can't disable the requirement for being homed, but you can change to the "home where I say, when I push the button" mode.
[18:56:54] <asru> 250 oz-in stepping motors, and emc2 axis 2.3.0.
[18:57:35] <KimK> asru: Don't be so sure. I can tell you some interesting stories.
[18:57:50] <UncleG> Thank you KimK, how do I " home where....."
[18:57:59] <UncleG> mode.
[18:58:05] <asru> if it had something to do with the machine, then the drag should show up in stepconf as well as jog.
[18:59:31] <KimK> UncleG: See Integrator_Manual on Homing, Chap 4.3. It will tell you what to change in your ini file.
[18:59:39] <UncleG> thank you
[19:05:40] <KimK> asru: Recently I was working on a big knee mill with steppers. We found that just by a quick test we could get good speed. But when we ran cradek's & jepler's "cloud test" (random arcs, mostly) we would get stalls.
[19:05:50] <KimK> asru: We ended up with maybe about half the speed we thought we should get. So I wouldn't worry too much about any of stepconf's pronouncements. Run the cloud test and reduce speeds and accels until it really works.
[19:06:06] <pfred1> KimK sounds like your latency was too high?
[19:06:10] <pfred1> well too low
[19:06:15] <UncleG> KimK I do not understand, it doesnt even tell me how to assign home to be 0
[19:06:36] <UncleG> When the encoders read 0, that should be home yes?
[19:06:47] <pfred1> KimK or were the steppers just losing torque at higher speed?
[19:07:08] <asru> kimk: I'm not worried about it, since I can live with 30ipm, but it would be interesting to know why the difference in behavior.
[19:07:54] <asru> kimk: If I were getting speed differences on anything but straight, single table motion, the change in speed limits would be understandable. . . .
[19:08:33] <KimK> pfred1: No, we were OK on latency. It was just a lot of mass to accel/decel and stay within the speed/torque curves without losing steps. Fortunately we had an "odometer" style counter on our ballscrews, so we could tell when we lost steps. But we could have used a dial indicator, I suppose.
[19:08:34] <pfred1> asru how large a work area do you have?
[19:08:56] <pfred1> KimK yeah the fater steppers run the less power they have unless you over volt them more
[19:09:07] <pfred1> faster even
[19:09:09] <asru> 9x12. Tests run on 6" total y motion.
[19:09:20] <pfred1> KimK steppers are bass ackwards
[19:09:20] <KimK> Ha, yes we had fatter steppers too, lol
[19:09:44] <pfred1> well bigger steppers generally just run slower than smallers ones do too
[19:09:47] <KimK> Nema 42 with big heat sink fins
[19:10:08] <pfred1> but they make more torque
[19:10:29] <KimK> Heat sink fins not needed as much since the R-L drivers are long gone.
[19:10:51] <pfred1> you have drives that cut current on hold?
[19:11:17] <KimK> pfred1: Is that for me or asru ?
[19:11:23] <pfred1> KimK you
[19:11:36] <KimK> Yes, we had that feature, but we disabled it.
[19:11:37] <pfred1> hold is about the only time steppers will warm up
[19:11:51] <pfred1> because it is when they draw the most current
[19:12:06] <KimK> Let the "green" folks shake their fists at us.
[19:12:18] <pfred1> nah you do it to save your equipment
[19:12:35] <pfred1> why'd you disable it?
[19:12:45] <pfred1> it is a great feature
[19:12:49] <KimK> Nah, save energy. But that's OK, let the energy flow, lol
[19:13:03] <pfred1> well if the motors aren't heating up all is good
[19:13:34] <UncleG> If I rephrase my question would it be easier to answer? How do I make 0 home for XYZ axis since I want 0 to be home?
[19:13:35] <pfred1> but generally you cut current on hold so you can run higher currents running
[19:13:38] <KimK> We wanted to use it as a "real" CNC machine, so we *absolutely* could not afford to lose steps. Not any.
[19:13:52] <pfred1> you're not stepping when you're holding
[19:14:30] <pfred1> though i could imagine a drive that doesn't come out of hold properly and could mess you up
[19:14:44] <pfred1> if it just isn't implemented properly
[19:15:05] <pfred1> but if it works I'd use it myself
[19:15:24] <pfred1> because then you can over current more on run
[19:15:39] <KimK> Yeah, we just weren't interested in having that worry. We'll add encoders to be sure, eventually, then we'll at least get a following error if something goes wrong.
[19:15:42] <pfred1> well over volt which leads to more current
[19:16:01] <KimK> We were already maxed out on current anyway.
[19:16:22] <KimK> Drives and motors both at max.
[19:16:31] <pfred1> but higher volts at the same current should net you fater top speeds
[19:16:35] <pfred1> faster
[19:16:47] <pfred1> especially with a big motor
[19:16:51] <andypugh> UncleG: Sorry, I got distracted by something else I am working on
[19:17:06] <KimK> Yeah, we were maxed out on voltage too. Unless we wanted to build our own "hot" drives or something. No.
[19:17:33] <pfred1> oh OK then if you're all the way up you're all the way up what you running 200 volts?
[19:18:08] <KimK> No, Keling drives, I think they were what, 80V?
[19:18:15] <andypugh> UncleG:
http://linuxcnc.org/docs/2.3/html/config_ini_config.html#sub:%5BTRAJ%5D-section
[19:18:21] <pfred1> if your motors aren't heating up on hold I'd think you could run higher
[19:18:31] <pfred1> because they should get cooling holding
[19:18:34] <pfred1> cooking
[19:18:39] <UncleG> Thank you andy, I just keep getting stumped by things I do not understand and then people tell me to RTFM which I just do not understand what the manuals mean
[19:18:41] <pfred1> like make tea hot
[19:18:42] <andypugh> NO_FORCE_HOMING = 1 in the [TRAJ] section of the ini file
[19:18:59] <pfred1> over 200F hold temp is not unreasonable
[19:19:17] <KimK> Hey, thanks, Andy, I forgot about that one.
[19:19:59] <UncleG> Yeah, that makes sense to me.
[19:20:18] <pfred1> KimK do you know what your top reliable motor RPM is now?
[19:20:44] <pfred1> KimK like the fastest you're asking it to drive?
[19:21:46] <KimK> No, we didn't worry about it in that way, we only worried about pass or fail on cloud tests, plus a little margin.
[19:22:18] <KimK> It would creep in without stalling, maybe come up .001" short or something.
[19:22:21] <pfred1> KimK well one should expect a certain peak performance out of a system
[19:23:08] <pfred1> although with big nema 42 motors that might only be 200 RPM I don't know it is outside my experience
[19:23:27] <pfred1> but that might be reasonable for the motors I was just curious
[19:23:46] <KimK> So for that reason we weren't trying to get close to max speeds we were trying to get close to perfect reliability on step count.
[19:24:01] <pfred1> well yes your max speed is where you have reliable steps
[19:24:15] <pfred1> past that it doesn't matter
[19:24:34] <pfred1> or at least it doesn't do you any good
[19:26:22] <KimK> We should probably ask asru and UncleG how they're doing. Any news, guys?
[19:26:35] <frallzor> yo ries!
[19:28:41] <asru> Nope. I'm looking for the cloud test--where can I get it?
[19:30:25] <pfred1> sounds like this network is going to be possibly cutting off some of its users tonight
[19:31:56] <KimK> asru: looking...
[19:32:10] <asru> Kimk: thank you.
[19:36:35] <UncleG> Well, NO_FORCE_HOMING = 1 worked great now I can issue M codes. Now I need to figure out how to trigger any 5 pins on connector P3 or P4 on the mesa 5i20 with an mcode.
[19:37:03] <UncleG> The commands I attempted to use did not allow EMC to start.
[19:37:19] <andypugh> Which ones?
[19:37:50] <UncleG> Well, I added the num_dio=5
[19:38:06] <andypugh> Is it in the right place now?
[19:38:36] <UncleG> then tried to setp hm2_5i20.0.gpio.068.out output true
[19:38:36] <UncleG> <UncleG> net enable => hm2_5i20.0.gpio.068.out
[19:38:39] <asru> Kimk: if you haven't found a copy of the cloud test yet, don't worry about it. I'll survive--my machine works and it's making things (although not too well,
[19:38:40] <pfred1> didn't Dio die?
[19:39:11] <asru> Kimk: but I know the reasons for that, and I'll deal with those problems eventually.
[19:39:12] <UncleG> now I have emc running and can issue a command.
[19:39:40] <andypugh> UncleG: That first one needs to lose the "output" word
[19:39:51] <UncleG> ok
[19:40:07] <andypugh> Ah, no, wait.
[19:40:27] <UncleG> k.
[19:40:29] <andypugh> It needs to be setp hm2_5i20.0.gpio.068.is-output true
[19:40:50] <ChanServ> [#emc] "This is the #emc channel - talk related to the Enhanced Machine Controller and general machining. Website:
http://www.linuxcnc.org/, wiki at
http://wiki.linuxcnc.org/"
[19:40:56] <UncleG> Emc starts.
[19:41:38] <andypugh> That's odd, it should complain as we really need setp hm2_5i20.0.gpio.068.is_output true
[19:41:58] <UncleG> I did an example pncconf and stole the code from there
[19:42:01] <andypugh> (sometimes emc2 uses hyphens, sometimes underscores)
[19:42:13] <UncleG> I dont know when to use them anyhow
[19:42:32] <andypugh> No, it's inconsistent and you just need to look in the docs.
[19:43:42] <frallzor> yesterdays wip
http://www.lolz.se/uploader/pics/vapen1.jpg http://www.lolz.se/uploader/pics/vapen2.jpg :P
[19:44:42] <andypugh> Looks architectural?
[19:45:02] <frallzor> nope =P
[19:45:08] <frallzor> its scale 1:1
[19:45:10] <psha> looks like gun
[19:45:19] <frallzor> thats more like it
[19:45:36] <psha> with picattiny rail on top?!
[19:45:59] <andypugh> UncleG: Which pin do you want to connect to the G-code output?
[19:46:03] <frallzor> yup
[19:46:12] <frallzor> its le AK5
[19:47:09] <psha> looking nice :)
[19:47:22] <pfred1> is it a mold?
[19:47:37] <frallzor> all done, just a simple model for show, will make some proper one with some luck
[19:47:40] <frallzor> nope
[19:47:46] <frallzor> not a mold
[19:48:01] <pfred1> jig of some kind?
[19:48:18] <frallzor> one side of the gunm
[19:48:21] <frallzor> *gun
[19:48:34] <frallzor> 2x sides = complete gun =) making it that way
[19:48:36] <pfred1> but its not a mold?
[19:48:40] <frallzor> nope
[19:48:44] <UncleG> andypugh I do not know what you want to know.
[19:48:45] <frallzor> just a regular milled model
[19:49:12] <pfred1> frallzor it looks ah indented here for lack of a better word
[19:49:37] <frallzor> ?? :P
[19:49:50] <andypugh> UncleG: Which 5i20 GPIO pin do you want to connect to the cylinder you intend to operate with M62 P0 ?
[19:50:00] <frallzor> thats just the roughing phase =)
[19:50:57] <UncleG> any pins on P4 or P3, feel free to decide for me.
[19:51:04] <UncleG> I will wire it accordingly
[19:55:03] <andypugh> Well, it's not hard to change, but if you want to use 069 (on P4) you need
[19:55:58] <KimK> asru: There is one instance (already generated) of a cloud test in the example gcode files as tort.ngc . I can't find a copy of the generator itself right now.
[19:55:58] <andypugh> setp hm2_5i20.0.gpio.069.is-output true
[19:56:36] <UncleG> I did that one line for 065-069
[19:56:55] <KimK> Oops, I'll fix it.
[19:57:13] <andypugh> net cyl1 motion.digital-out-00 => hm2_5i20.0.gpio.069.out
[19:58:00] <andypugh> Then in the MDI window G62 P0 should set the pin high, and G63 P0 should set it low
[19:58:10] <KimK> !later asru (sent via !later) There is one instance (already generated) of a cloud test in the example gcode files as tort.ngc . I can't find a copy of the generator itself right now.
[19:58:40] <UncleG> Will the line read cyl2 motion.digital-out-00 =. hm****
[19:59:15] <andypugh> The first word after "net" can be anything that suits you.
[19:59:52] <andypugh> And the => stuff is ignored by hal too, it's just there for humans.
[20:00:46] <UncleG> okay, so all I have to do it type net cyl1 motion.digital-out-00 => hm2_5i20.0.gpio.069.out into hal exactly like that for each pin and cylinder it will work?
[20:02:32] <andypugh> It ought to...
[20:03:36] <UncleG> thank you, I will finish the code , test it and after it fails <.< I will let you know what it does.
[20:16:34] <PoppaBear> Greetings.......... Campers, from Mach to EMC trying it out!!
[20:18:35] <pfred1> PoppaBear what kind of machine?
[20:18:51] <awallin> a MACHine...
[20:19:20] <pfred1> well now it is an EMChine
[20:20:02] <pfred1> I was reading a bit about mach recently it sounds like their chief developer retired
[20:20:51] <pfred1> how they get realtime out of Windows I just can't even imagine
[20:23:09] <jmk-mcfaul> their chief developer was/is very good
[20:23:29] <jmk-mcfaul> but even he can't keep up with the rate at which microsoft was changing things
[20:23:46] <pfred1> jmk-mcfaul apparently if he got the stuff to work with windows
[20:24:01] <andypugh> Didn't somebody else pay him money and take over development?
[20:24:26] <andypugh> Then find that it was a lot more work than he thought?
[20:24:47] <pfred1> andypugh well duh it is a major piece of software
[20:25:26] <pfred1> probably a quarter million lines of code or better
[20:26:20] <archivist> someone did buy it yes
[20:26:52] <UncleG> andypugh unknown gcode used
[20:26:56] <andypugh> Who was it who said that Mach GUIs tended to look like slot-machines?
[20:27:06] <pfred1> andypugh ha ha!
[20:27:16] <pfred1> now that you mention it it sort of does
[20:27:21] <andypugh> UncleG: Which G-code was that
[20:27:33] <UncleG> g62
[20:27:50] <andypugh> G62 P0 ?
[20:27:54] <UncleG> yes
[20:28:17] <andypugh> Ah, yes. M62 is what you need. Sorry.
[20:28:51] <pfred1> UncleG now you know the trick if G doesn't work swap in M and vice versa ;)
[20:29:08] <UncleG> Thats what I originally tried and also used t "HAL Configuration" to "watch" the "out" and no lights changed
[20:29:19] <UncleG> were they supposed to?
[20:33:28] <andypugh> yes, you should certainly see changes in motion.digital-out-00
[20:33:32] <awallin> you should at least see motion.digital-out-00 change state to have any hope...
[20:36:44] <andypugh> Tr
[20:36:50] <andypugh> Try M64 P0
[20:37:00] <UncleG> They did not turn from red to yellow or green
[20:37:01] <UncleG> okay
[20:37:22] <UncleG> that worked thanks you
[20:37:34] <andypugh> M62 is synched to motion and so needs a move nearby
[20:38:31] <UncleG> you hit the nail on the head with M64 P0 as it signals both gpio and digital out
[20:38:43] <andypugh> Yes, G62 P0 then G1 x1 works
[20:39:13] <UncleG> and M65 kills the signal
[20:39:22] <PoppaBear> Really digging the Kienematics
[20:39:33] <ries> Hey frallzor !
[20:39:47] <PoppaBear> Looking to interface "Flash" Machine screens into emc
[20:40:02] <andypugh> PoppaBear: Kinematics allows some pretty cool tricks
[20:40:38] <pfred1> what does EMC support 9 axis?
[20:40:38] <PoppaBear> and trying to convert a "PoKeys" to work with the mnl for more IO, and Operators panel controls, Pendants etc.
[20:40:57] <SWPLinux> didn't someone else here have a pokeys at some point?
[20:41:00] <andypugh> PoppaBear:
http://www.youtube.com/watch?v=Nn1bJ3YAQdI
[20:41:53] <andypugh> What's impressive about that video is that that is a leadscrew machine, with careful compensation
[20:42:25] <pfred1> andypugh even if it does have a bit of a bang going on with it
[20:42:41] <PoppaBear> I am at the EMC2 mini convention, at Stuart, Jeff, Steve, Seb, etc........
[20:42:57] <andypugh> Well, that machine is behind you then :-)
[20:43:01] <pfred1> PoppaBear in kansas?
[20:43:09] <PoppaBear> Got to see Stuarts 5 axis on the Z Cinci
[20:43:42] <PoppaBear> sitting at the EMC "Geek Table" at this time, picking the brians of the masters.......
[20:44:45] <andypugh> Is Brian there :-)
[20:45:03] <archivist> the life of brians
[20:45:03] <SWPLinux> braaaainzzzzz
[20:45:26] <pfred1> was Bian the guy who would get drunk then change all the words in the code to English spelling?
[20:45:28] <PoppaBear> Jim Flieg just got here....... Lots of very, very nice and knowledgeble people, who didnt make to much fun of me for being an SI for Mach3 since 2001
[20:45:31] <Jymmm> Send more developers!!!
[20:45:35] <pfred1> Brian even
[20:46:18] <Jymmm> SWPLinux: (get it?)
[20:46:25] <PoppaBear> Stuart has sever EMC powered machines, he uses in Real World "making cash" applicaitons
[20:46:54] <SWPLinux> Jymmm: no, but then again I haven't had lunch yet
[20:47:06] <PoppaBear> They where screwing around with a 6 axis robot, still pokin at that one
[20:47:25] <SWPLinux> it's only 5 axis, until Stuart finds that last stepper drive :)
[20:47:42] <Jymmm> SWPLinux: Night of the living dead (circa 1980's) s/"Send More Paramedics"/"Send more developers"/
[20:47:51] <SWPLinux> haven't seen it actually
[20:48:00] <SWPLinux> I just know Braaaaaaaainzzzzzzz!
[20:48:02] <Jymmm> SWPLinux: WHAAAAAAAAAAAAAT??!!!!!!!!!!!!!!!!!!!!!!!!
[20:48:19] <Jymmm> SWPLinux: You HAVE to see it!!!
[20:48:26] <SWPLinux> I'll make a note
[20:48:26] <Jymmm> SWPLinux: Seen RHPS?
[20:48:29] <pfred1> I went to a flea market today and all I got was 4 video tapes
[20:48:39] <SWPLinux> Red Hot Panty Stealers?
[20:48:49] <Jymmm> SWPLinux: Rocky Horror Picture Show
[20:48:54] <SWPLinux> oh, no
[20:49:11] <pfred1> SWPLinux I'd have probably been better off with that title than what i picked up but hey they were a quarter a piece you know?
[20:49:39] <PoppaBear> Currently, my status has been regulated to: "JAFO"
[20:49:50] <pfred1> I got Failsafe Jerimiah Johnson Waterworld and Bananas
[20:49:59] <pfred1> just because i wanted to make it an even dollar
[20:50:12] <PoppaBear> "Just Another F**king Observer"
[20:50:31] <pfred1> PoppaBear if you're there I'd say you are seriously interested
[20:51:24] <PoppaBear> always interested in a machine controller that has major up time, down time = service/warrenty call = losing money... not good
[20:52:10] <PoppaBear> Dave or "Dave Controls" (x-mach user), told me about some of his emc that have been running production for months with no down time!!!!
[20:52:11] <pfred1> PoppaBear I've been running Linux for 15+ years so the only kind of time I know is uptime
[20:52:27] <pfred1> I expect nothing less
[20:53:06] <PoppaBear> I usually run PLCs/HMIs in industrial stuff, Mach is cool, but it wont handle industrial production usuage (realy at the bottom, it is a windows issue).
[20:53:30] <PoppaBear> so it was good to hear of a Open source industrial level machine control system!!
[20:53:51] <pfred1> and EMC is mature it has been around for quite some time now
[20:54:05] <PoppaBear> From what I have learned so for, even writting drivers is MUCH, MUCH easier than stupid-a$$ed Window
[20:54:07] <PoppaBear> s
[20:54:25] <pfred1> apt-get install whatever you need ;)
[20:54:44] <UncleG> andypugh everything appears to work perfectly however the pin sits at a constant 5v during regardless how I signal it
[20:55:20] <andypugh> It is set to output?
[20:55:31] <UncleG> yesh?
[20:55:39] <UncleG> How do I know?
[20:55:43] <pfred1> could it be an open collector output issue?
[20:56:06] <andypugh> So, it all looks good in halmeter (or similar) but you don't see the expected result with the multimeter?
[20:56:13] <UncleG> right
[20:56:39] <pfred1> andypugh what was that port test thing you had me do?
[20:56:39] <andypugh> I have a 5i23 on the floor behind me, let me experiment...
[20:56:44] <UncleG> the voltage is 5.??hahaha
[20:56:49] <pfred1> oh it isn't even a parallel port
[20:56:52] <andypugh> pfred1: That's parallel port
[20:57:15] <pfred1> there is no similar utility for that hardware?
[20:57:22] <UncleG> no no
[20:57:30] <pfred1> vi vi!
[20:57:31] <UncleG> I lied, the voltage is -5vdc
[20:57:43] <pfred1> flip the probes around ;)
[20:58:10] <UncleG> it reads a constant -5vdc
[20:59:59] <KimK> PoppaBear: Welcome to EMC2
[21:00:32] <PoppaBear> thanks!!!!!!!!!
[21:00:51] <PoppaBear> I am TOTALLY pegging my own Geek-Meter!!
[21:01:44] <pfred1> mach is OK for people willing to settle for what they get but I would think anyone interested in the peak utility the effort involved with EMC is worth it
[21:02:29] <pfred1> all depends what you want to invest
[21:02:31] <PoppaBear> each has its advantages/disadvantages
[21:02:35] <pfred1> yes
[21:02:46] <PoppaBear> depends on what your wanting to do
[21:03:49] <PoppaBear> In Mach, I like the screen designer, and VB macros that can be custom and run motion, and lots of easy user customization/power....
[21:03:50] <PoppaBear> BUT
[21:04:13] <PoppaBear> in EMC, I can do the kienatics, ridgit tap, robots, and UPTIME!!
[21:04:32] <pfred1> andy has a pretty tricked out display from what I've seen
[21:04:55] <celeron55> user customization is possible in emc too
[21:05:05] <celeron55> don't really know if it's harder or easier though
[21:05:26] <PoppaBear> yes, I do flash screens for it, for when clients have monkeys on the machine tool pushing buttons, so you can embed Audio/visual help/movies
[21:06:05] <skinnypup> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Simple_EMC_G-Code_Generators
[21:06:11] <skinnypup> if you've not seen those
[21:07:00] <PoppaBear> Like any CNC control, if you work with one long enough, that you know what it can and cant do, and/or what you can or cant do with it, sometimes dictates which one you use for the application, mostly, alot of that is driven by what the customer wants or is willing to accept.
[21:07:30] <pfred1> PoppaBear EMC ships with source so whatever you want to do is possible given the effort
[21:08:13] <pfred1> though it wouldn't suprise me if EMC didn't just do what you want it to out of the box so to speak I just don't know how to do it personally
[21:08:19] <PoppaBear> understood, and not aurguing that at all, just saying, time is also an issue that clients may or may not be willing to pay for
[21:08:34] <psha> PoppaBear: some level of customization is achieved with custom controls (but scripting is a bit harder i suspect)
[21:09:31] <PoppaBear> I have the Dev code, but realize I probably will have to fool with it for several months or more before I feel comfortable offering it to my clients as an alternate machine control........ you have to support what you sell at a Deep level
[21:10:34] <PoppaBear> I can program in C, C++ and several windows langs (not applicable to EMC), but the Brain trust here says, I should look into TK, and Phython for doing things with EMC, so will poke at those as well
[21:11:01] <pfred1> python seems to be the biggie today
[21:11:15] <psha> PoppaBear: it seem that you don't need deep knowledge of tk
[21:11:21] <pfred1> this is the best mach3 video!
http://www.youtube.com/watch?v=7XwM_azm1so
[21:11:23] <psha> python is used excessively
[21:11:31] <PoppaBear> I really, really, also love you can add multiple non-interpolated motor controls for accessory motion stuff, that is very cool indeed
[21:11:58] <skinnypup> yeah that was a nicely finished out router
[21:12:28] <pfred1> skinnypup no it is when he knocks his limit switch off
[21:13:48] <psha> also you are too pessimistic about 'months' to understand code
[21:14:15] <KimK> PoppaBear: Yes, I have heard that Mach is easy to customize the display. I don't know anything about it. But here's a PyVCP panel I'm currently working on, not quite done tinkering yet:
http://imagebin.ca/view/9vrVf7.html And don't miss Andy's EMC2 gear hobbing:
http://www.youtube.com/watch?v=ZhICrb0Tbn4
[21:15:08] <pfred1> guy just took out his limit switch
[21:16:19] <UncleG> andypugh
[21:16:33] <andypugh> Yeah, I get the same as you
[21:16:39] <UncleG> I think I just figured out the issue, the evens are all grounds :P
[21:16:53] <PoppaBear> http://www.youtube.com/user/poppabear1111#p/a/u/1/YcfzbLqG-VA
[21:17:02] <UncleG> jaahahaha what do you think about that?
[21:17:12] <andypugh> Yes, but even knowing that I am not seeing what I expect
[21:17:30] <UncleG> atleast you have expectations :)
[21:17:44] <andypugh> I am thinking about wiring up an led I can hook on.
[21:18:17] <andypugh> There is something about the outputs and how 5v mode is handled that I am not totally clear about
[21:18:31] <PoppaBear> this vid is for a 5 axis VMC running a Flash screen on Mach...... but it rans a turnion table, ATC, pallet changer, handles IO on Ethernet TCP modbus otu to a ADC DL205 PLC, 5 one KW AC servos, and a serial Modbus going to a Pendant
[21:19:07] <andypugh> if only pcw_home was here. He might know if you would expect to see pin voltages change with just a multimeter
[21:19:17] <PoppaBear> KimK: I do like the looks of the PyVCP
[21:19:33] <pfred1> andypugh if it changes the meter should see it
[21:19:44] <andypugh> You can embed Glade UIs in tabs in Axis now
[21:19:57] <andypugh> pfred1: I think there might be weak pull-ups.
[21:20:11] <PoppaBear> I think one of the issues that keeps EMC out of more use, is the lack of an easy screen disigner, that PyVCP looks like it is well on the way to rectify that
[21:20:26] <pfred1> andypugh well OK as long as the meter is sensitive enough they all should see like a half a milliamp or so though
[21:20:40] <psha> PoppaBear: there is gladevcp that uses Glade to created panels
[21:20:56] <psha> but it's not that mature as pyvcp
[21:21:10] <PoppaBear> Really!! where do I download the gladevcp??
[21:21:15] <PoppaBear> ohhhh
[21:21:19] <psha> in current HEAD
[21:21:27] <PoppaBear> ok, so stick with pyvcp
[21:21:29] <psha> or use packages build from master
[21:21:38] <PoppaBear> ok
[21:21:45] <PoppaBear> thanks for the info
[21:21:53] <psha> there is buildbot running and building them on regular basis
[21:22:37] <PoppaBear> I haven fooled with Linux since the Redhat 5.2 era, just now trying to relearn all this stuff...
[21:22:49] <psha> lot changed since then :)
[21:22:49] <PoppaBear> Old guy here, so got to re-stuff the noodle
[21:23:01] <pfred1> PoppaBear forget RH with Ubuntu
[21:23:04] <PoppaBear> yeap
[21:23:24] <pfred1> ubuntu is way better BTW 5.2 RH wa pretty horrid stuff
[21:23:25] <KimK> I believe the Mesa card outputs do totem pole to 3.3V or open drain external pullups to 5V. But you have to specify "open-drain" in the hal file for each "5V" output. (And "not-output" maybe?)
[21:23:44] <psha> pfred1: to be honest every distro was pretty horrid on that time :)
[21:23:49] <PoppaBear> fooled around with the Suse stuff here and there, a while back, but it was the european version of Redhat in my opinion (at that time)
[21:23:58] <pfred1> psha I ran slack back then it wa a bit better at the time
[21:24:09] <pfred1> my S is dying!
[21:24:15] <PoppaBear> Yes, I tried back then the EMC
[21:24:22] <pfred1> BDI back then
[21:24:31] <PoppaBear> there was no brian deads, or other disk, it was all learn by pain
[21:24:34] <skinnypup> i still have a bdi somewhere in a disc case
[21:24:34] <pfred1> brain Dead Install
[21:24:41] <andypugh> KimK: Can you explain what that means to a guy laid on his living room floor prodding at a Mesa card with a multimeter?
[21:25:36] <pfred1> KimK ah I felt is was an open issue but I just assumed open collector though it did seem reversed to me
[21:25:46] <andypugh> Though I think that it might be worth UncleG hooking up his interfaces and solenoids and seeing what happens.
[21:25:57] <PoppaBear> so, do you have the source for the pyvcp that your doing? or is it in the source?
[21:26:53] <andypugh> PoppaBear:
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?GladeVcp might be interesting
[21:27:12] <psha> andypugh: but it lacks some widgets
[21:27:13] <psha> btw
[21:27:20] <psha> small poll :)
[21:27:27] <psha> what widgets are missing from gladevcp?
[21:28:08] <andypugh> I won't know till I miss them, and I have not even fiddled with GladeVCP yet.
[21:28:23] <andypugh> (I intend looking at embedded video too)
[21:28:57] <psha> andypugh:
http://bgp.nu/~tom/pub/tenths-color.png
[21:29:02] <pfred1> I was thinking EMC should have some video tutorials
[21:29:06] <KimK> Well, for instance, I want output 071 to be 5V, and it's going to an Opto-22 board, so it's inverted logic. So in the hal file, I have to say "setp hm2_5i22.0.gpio.071.is_output true" and "setp hm2_5i22.0.gpio.071.is_opendrain true" and "setp hm2_5i22.0.gpio.071.invert_output true". Does that help?
[21:29:56] <KimK> This is all before I say anything about sending out a 1 or a 0.
[21:30:18] <andypugh> KimK: Not really. My question is what do you see with a "totem pole" or an "open drain" when you poke at it with a multimeter?
[21:30:55] <pfred1> open drain is disconnected ground isn't it?
[21:30:56] <PoppaBear> ok............. LOVING!!! the GladVCp stuff!!!
[21:31:22] <andypugh> I am not seeing the state of the pin change with a multimeter, and neither is UncleG . What I don't know is whether I should expect to.
[21:31:37] <KimK> Oh, a totem pole 1 should be near 3.3V lightly loaded. An open collector 1 should be near the pullup voltage which should be 5V unless you don't have a pullup. In that case, zero.
[21:31:37] <PoppaBear> now THAT is a nice screen design IDE!!! Nice work to who ever does it, do you think they would appreciate another screen design guy helping him out?
[21:31:58] <pfred1> PoppaBear of course all submissions are appreciated
[21:32:16] <andypugh> I think psha over there does it?
[21:32:17] <PoppaBear> who do I get ahold of to offer help? for that app?
[21:32:17] <psha> PoppaBear: feel free to contribute :)
[21:32:37] <psha> cmorley is main dev for gladevcp
[21:32:42] <pfred1> psha you don't have a README file with contact info?
[21:32:45] <psha> i'm cleaning/fixing/patching/etc
[21:32:52] <PoppaBear> psha, you work on it also?
[21:33:00] <PoppaBear> if so, that is some really nice work
[21:33:03] <andypugh> KimK: So, under no load an OC output will be 5V regardless of pin state?
[21:33:10] <psha> pfred1: README where?
[21:33:25] <pfred1> psha with your package you are cleaning/fixing/patching/etc
[21:33:26] <KimK> pfred1: yes, open drain is a disconnected ground. Or a switchable pull-down to ground if you prefer.
[21:33:34] <psha> gladevcp is cmorley's project :) i'm just tuning it :)
[21:33:55] <pfred1> KimK but basically it is like if you are connected to it you aren't connected to anything
[21:34:16] <pfred1> KimK the whole open part of it
[21:34:17] <PoppaBear> psha, any chance you could put me in touch with him?
[21:34:47] <psha> he's available only via mailing list
[21:35:01] <andypugh> PoppaBear: Are you subscribed to the mailing list and the dev mailing list?
[21:35:04] <pfred1> psha on linuxcnc.org /
[21:35:07] <PoppaBear> dev
[21:35:08] <psha> that's sad since communications are very slow (we have large time shift)
[21:35:12] <KimK> andypugh: An open collector 1 would be "no connection to common" (voltage gets pulled up to some value), an open collector 0 would be "pulled down to common" (voltage near common).
[21:35:56] <andypugh> Sorry, I got confused. Mesa cards are wither Open Drain or not.
[21:35:58] <KimK> This is before we start monkeying around with extra inversions to help the reversals make more sense.
[21:36:24] <KimK> wither?
[21:36:35] <pfred1> whether
[21:36:48] <andypugh> Yeah, ignoring inversions, my only question is whether I should be able to see a difference between "on" and "off" with a multimeter
[21:37:00] <andypugh> either
[21:37:01] <psha> PoppaBear: as for me i'm hanging here always ~20:00-24:00 MSK
[21:37:13] <KimK> Yes, if you have a pullup to +5V on your meter lead
[21:37:26] <PoppaBear> ? is MSK?
[21:37:30] <psha> timezone
[21:37:36] <PoppaBear> where?
[21:37:37] <andypugh> Well I don't have anything on my meter lead
[21:37:45] <psha> GMT+3 (Moscow)
[21:37:54] <PoppaBear> ahhh
[21:37:56] <andypugh> But all I see is +5V
[21:37:59] <pfred1> psha you live in Moscow?
[21:38:19] <andypugh> He's not on the map, you know.
[21:38:27] <psha> pfred1: yes
[21:38:38] <KimK> Is your circuit already pulled up to 5v? I didn't think the Mesa cards did that internally, but maybe they do?
[21:38:49] <pfred1> psha wow that is so exotic like red square and lenins tomb
[21:39:21] <andypugh> KimK: I don't _have_ a circuit. I have a bare header on the mesa card.
[21:39:29] <pfred1> KimK is there a schematic anywhere with how to do the connection?
[21:40:03] <andypugh> As I say, I am laid on my belly prodding at a card to see if my instructions to UncleG were wrong, or whether I am missing something.
[21:40:05] <pfred1> * pfred1 wants the whole picture 1000 words thing
[21:40:24] <KimK> andypugh: What did you set the "is_output" and "is_opendrain" and "invert_output" to?
[21:40:37] <pfred1> andypugh I don't think it works without a pullup or pull down of some kind
[21:40:39] <andypugh> is_output is true
[21:40:58] <andypugh> I tried both versions of is_opendrain
[21:41:30] <andypugh> I have forgotten how I wired my 7i34 (as that works)
[21:41:39] <andypugh> (7i43 I mean)
[21:42:26] <KimK> The short answer is yes, you should be able to see it change with a voltmeter, *provided* all is set up correctly.
[21:42:42] <andypugh> All is not set up at all hardware-wise
[21:43:01] <psha> andypugh: how user map is rendered? what's source of info?
[21:43:23] <andypugh> psha: I don't know.
[21:44:09] <andypugh> Probably the "my profile" link above the map link?
[21:44:13] <pfred1> psha now i read you with a russian accent ;)
[21:44:32] <KimK> andypugh: OK, well, for now why don't you use "is_opendrain"=false so you'll at least have the totem pole voltage, whatever it is. And keep "is_output"=true. The "invert_output" is just an annoyance since you're flipping by hand.
[21:46:16] <andypugh> I imagine him as that hacker guy on the James Bond film :-)
[21:46:37] <psha> http://psha.org.ru/~psha/maslennica.jpeg
[21:47:34] <andypugh> Of course, I could be poking at completely the wrong pin on the header
[21:47:45] <andypugh> UncleG: Are you getting anywhere with this?
[21:48:49] <psha> from celebration of winter end
[21:49:40] <PoppaBear> gotta go
[21:51:08] <skinnypup> http://xoscope.sourceforge.net/
[21:51:21] <UncleG> andypugh am currently checking my pinouts to be certain they are correct
[21:52:03] <UncleG> I am using 071 which is pin 47 on P4 of the mesa. still reading a constant 5v
[21:52:06] <andypugh> psha: Winter doesn't really look to be ended there...
[21:52:41] <psha> it's better to celebrate it when there is still some snow :) otherwise you'll sink in mud :)
[21:53:20] <andypugh> You'd look silly if the snow stayed and winter didn't end
[21:53:34] <UncleG> andypugh invert jumper w4
[21:53:56] <andypugh> Does that do the trick?
[21:54:25] <UncleG> yesh ;0
[21:54:28] <UncleG> :)
[21:56:15] <andypugh> You sure? It just gives me a steady 3.3V instead
[21:56:37] <pfred1> winter hasn't even started here
[21:57:28] <psha> andypugh: in some regions you may wait till june :)
[21:57:42] <pfred1> psha winter has always been Russia's best defence
[21:58:35] <grindel1138> good afternoon
[21:58:40] <pfred1> hi
[21:59:18] <psha> snow is needed when celebrating maslenica since there must be snow castle
[21:59:19] <psha> like this
[21:59:21] <psha> http://photofile.ru/users/ik78/3729677/84591386/#mainImageLink
[21:59:38] <psha> ~4m in height
[22:00:19] <grindel1138> stupid question time. I tried the ubuntu/EMC liveCD but I get to a username login screen which I wasn't expecting. Any help on what I have to type to get past it?
[22:00:39] <grindel1138> I didn't see anything in the getting started documentation
[22:01:17] <psha> ubuntu/empty password
[22:01:39] <andypugh> Seems odd that there even is a login box.
[22:08:00] <grindel1138> psha: didn't work andy: I'll restart and see if it is still there
[22:10:16] <KimK> grindel1138: maybe try just hitting enter?
[22:12:20] <grindel1138> I did...I'm also not entirely sure everything burned ok, it was an old disc I had in a drawer.
[22:12:33] <psha> grindel1138: you'd better try USB flash
[22:12:36] <psha> it's more reliable
[22:14:11] <KimK> grindel1138: did you try the "verify this disk" option? I like that because it checks the whole string, the burner, the burned disk, and the reader.
[22:15:02] <KimK> Here's a link to Mesa's 5i22 manual, if it helps:
http://www.mesanet.com/pdf/parallel/5i22man.pdf
[22:15:36] <andypugh> I have the 5i23 manual open. I just don't understand what the words mean.
[22:16:06] <KimK> The 5i22 does have built-in pullups, and there are options for setting jumpers for different pullup voltages, etc.
[22:16:15] <andypugh> Also, if UncleG has his working now, I am happy to move on to other things.
[22:16:20] <KimK> How can I help?
[22:17:22] <andypugh> Well, I am a little bugged if the internal pull-ups mean that the pins never change voltage. That seems a bit counter-intuitive.
[22:17:28] <grindel1138> HAHA, you don't want to know what I just did
[22:17:49] <KimK> Ah, you know you want to tell us, lol
[22:18:28] <andypugh> I hope it is related to EMC2, a comment like that could be about _anything_
[22:19:05] <grindel1138> I've been transfering my dvd writer back and forth between machines to write and boot the disk
[22:20:07] <grindel1138> on one machine, for convenience, I am running a USB adaptor...anyway, I wasn't paying attention and apparently you can plug the power plug from that upside down
[22:20:33] <grindel1138> and lit copious amounts of magic smoke out
[22:20:38] <andypugh> Is that bad?
[22:20:40] <grindel1138> lit=let
[22:20:47] <UncleG> andypugh thank you so very much, I have got it fully functional the cylinders are turning on and off w/ a M64 and M65 soon, you will have a fully automatic cnc turret lath with barloader at your disposal ask if you need some free things made =D
[22:21:03] <KimK> OK, I now have the 5i23 manual open too:
http://www.mesanet.com/pdf/parallel/5i23man.pdf
[22:21:17] <andypugh> UncleG: Free until they got posted half-way round the world?
[22:21:23] <KimK> grindel1138: Yow, that's too bad. Hope everything else is OK.
[22:21:38] <andypugh> grindel1138: Aye, which things blew up?
[22:22:59] <UncleG> I don't pay shipping yo :p
[22:23:39] <grindel1138> the dvd drive...which is fine, I've got another one, hmmm does this bode well for my CNC experimentation, or what?
[22:24:27] <UncleG> yeah I cant believe they made those connectors so you can plug em upside down on accident, I have done the same thing before
[22:24:56] <Jymmm> SWPLinux:
[22:25:02] <KimK> UncleG: Congratulations, and sorry if it seemed like I was telling you to RTFM, I did not mean to come across that way. I'll tell you (in brief) why I wanted you to look at the homing manual. There are four basic ways to home, using a home switch (or not), and using the index pulse (or not). Most people want to choose one to home in some way to have recoverable positioning after power-off.
[22:25:43] <Jymmm> SWPLinux: This is definitively for you
http://www.tripit.com/
[22:33:11] <pfred1> what connectors?
[22:39:02] <andypugh> KimK: I agree on the homing, but when there are no motors hooked up, and the computer is on the kitchen table, it's annoying, especially if the config does include switches which just aren't even there.
[22:40:07] <KimK> Ah, yes. That could be annoying.
[22:40:46] <psha> bb
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}