Back
[00:01:04] <ries_> ries_ is now known as ries
[00:04:14] <theorb> theorb is now known as theorbtwo
[00:08:20] <pcw_home> Time for a nice glass of Cabernet an making spaghetti sauce...
[00:08:48] <andypugh> I am on glass 3, but can claim a timezone advantage
[00:10:22] <pcw_home> I'll catch up
[01:02:24] <DJSprocket> i need some help
[01:03:28] <DJSprocket> im running the emc custom iso for ubuntu 10.04 on a custom built computer and im trying to find the base address of the expansion parallel card i need to use
[01:04:08] <DJSprocket> i cant seem to find it and when i figure i have found it i use the address in the stepconf wizard to try it by testing the x axis i get a open pipe error
[01:05:15] <DJSprocket> i need to get this running asap for a proof of concept so i can get funds to build a dedicated pc
[01:06:48] <DJSprocket> anyone?
[01:07:48] <DJSprocket> this is the error i get Traceback (most recent call last): File "/usr/bin/stepconf", line 1911, in on_jogplus_pressed self.update_axis_params() File "/usr/bin/stepconf", line 1900, in update_axis_params halrun.flush() IOError: [Errno 32] Broken pipe
[01:08:20] <skinnypup> couldnt you check the port address in the bios ? 378h - 37FhUsual Address For LPT 1
[01:08:45] <skinnypup> I cant comment on the broken pipe though
[01:09:00] <DJSprocket> would the address be the same if i booted into win 7 or should i just go with the bios addresss?
[01:09:18] <skinnypup> i havent used m$ in over 10 yrs
[01:10:02] <DJSprocket> wow so could the broken pipe be caused by not having the correct parport address?
[01:12:58] <DJSprocket> well im going to reboot to see if i can get the parport address and see if it will fix my broken pipe error ill be back in about 5 minutes
[01:26:19] <andypugh> Any luck?
[01:26:31] <DJSprocket> i tried to find the address in the bios didnt work... i tried 3 different addresses that i thought might have been it but stil no go
[01:27:11] <andypugh> I think that lspci -v is meant to show you parport adresses, and you might also see them enumerated in dmesg
[01:28:04] <DJSprocket> lspci -v gave me a parport address of 0x9c00 didnt work
[01:29:02] <andypugh> In what sense didn't it work?
[01:29:23] <DJSprocket> i get an error when trying to test the axis
[01:29:35] <andypugh> (there are inumerable ways for EMC2 to not work, some more instructive than others)
[01:30:00] <DJSprocket> errno32 broken pipe
[01:30:36] <andypugh> What do you see in dmesg?
[01:30:38] <DJSprocket> PCI parallel port detected: 1407:8000, I/O at 0x9c00(0x0), IRQ 17
[01:31:05] <andypugh> Do you have a multimeter?
[01:31:11] <DJSprocket> many yes
[01:31:14] <andypugh> http://wiki.linuxcnc.org/emcinfo.pl?Parallel_Port_Tester
[01:32:02] <andypugh> With that, editing the HAL file to use the 0x9c00 address you can get a very low-level idea as to whether EMC2 can access a parport at that address.
[01:33:16] <DJSprocket> got it working on 0x9c00 for some reason now
[01:34:24] <andypugh> That's good, probably means that the error is not to do with the base address.
[01:34:57] <andypugh> Though it also means that whatever the problem is is just hiding in the background to bite you later.
[01:41:58] <DJSprocket> got it working
[01:42:33] <andypugh> Great,
[01:43:57] <andypugh> Bear in mind that Stepconf just gets you going. (and might well be enough in many cases). There is a vast richness of capability available by editing the HAL file directly. The various manuals explain further.
[01:44:03] <DJSprocket> got it fully running now all i have to do is figure out how to g-code for the tangential knife on A axis
[01:44:29] <andypugh> Have you found the master documentation page?
http://www.linuxcnc.org/docview/html/
[01:45:09] <DJSprocket> yeah
[01:45:11] <andypugh> Active-tangential? Rather than just a drag-knife?
[01:45:32] <DJSprocket> ive got the EMC2.4/ axis test plot running
[01:46:18] <andypugh> It is possible, but fiddly, to make the A-axis rotate automatically to folllow the tangent.
[01:46:22] <DJSprocket> and its running pretty nice actually
[01:46:42] <DJSprocket> is there any documentation that shows how to get the a axis to be tangential?
[01:46:52] <andypugh> No.
[01:46:56] <andypugh> Sorry,
[01:47:29] <DJSprocket> does anyone know how to do it?
[01:47:41] <andypugh> It would be a simplified case of a special kinematics file that a couple of us came up with to correct for kerf angle on a waterjet.
[01:49:22] <DJSprocket> how would i pass a goto x 0.0 y0.0 z0.0 command to the mdi in EMC?
[01:49:55] <andypugh> DJSprocket: It's not all that hard to do auto-tangent, but it is 2am here. email me (andy@bodgesoc.org) and I will get back to you.
[01:50:27] <andypugh> G0 X0 Y0 Z0 ?
[01:50:42] <skinnypup> if you want a rapid yes
[01:51:03] <andypugh> I am seeing x (surprised smiley)
[01:51:46] <skinnypup> or G1 X0 Y0 Z0 f20 to do same motion moving at f20
[01:52:16] <skinnypup> go read up on g0 g1 g2/3 g90 and g91
[01:52:36] <skinnypup> http://linuxcnc.org/docs/html/gcode.html
[01:53:09] <andypugh> Though, if you want to do it via a physical or UI button, you could put the same code in the INI file as an MDI_COMMAND (
http://linuxcnc.org/docs/html/gui_halui.html#sub:MDI )
[01:53:45] <DJSprocket> thanks skinny sent you and email andy
[01:54:25] <andypugh> Right, time to sleep.
[01:54:27] <andypugh> Night all
[01:54:30] <skinnypup> no prob
[01:54:39] <DJSprocket> now is there any way that i can have the z axis go all the way to the bottom or all the way to the top IE no in between?
[01:54:59] <pcw_home> 'nite andy
[01:55:15] <DJSprocket> would that be like setting z travel to between -.1 and .1
[01:56:25] <skinnypup> g1 z-.1
[01:56:32] <skinnypup> z.1
[01:57:09] <DJSprocket> is that within acceptable limits in emc?
[01:57:43] <skinnypup> whatever you set that axis' travel to in your config files
[01:58:54] <skinnypup> id suggest running sherline sim and let it copy the config files to your home
[01:59:33] <skinnypup> then go poke in the files and see the red work area box change in emc to the travels you put in the configs
[02:04:26] <DJSprocket> well ive got a machine profile setup already
[02:05:12] <skinnypup> ok didnt know where you were in setup
[02:05:34] <DJSprocket> ive got a functioning machine now but the z travel is out because my machine works on z either being up or down
[02:05:46] <DJSprocket> no real in between
[02:05:55] <skinnypup> what is it?
[02:06:47] <DJSprocket> its a gerber s750 old old machine built in 1991 and reconfigured by me in 2010
[02:07:41] <skinnypup> ahhh how is z up down controled ? stepper ?
[02:07:59] <DJSprocket> stepper yes but its a plotter so pen up or down...
[02:09:18] <skinnypup> right you'll just have to see what values you need to put the cutter where you want
[02:09:36] <DJSprocket> yeah ive been playing around alot
[02:09:50] <DJSprocket> ill have to jerry rig up a pen so i can see how its doing
[02:10:51] <skinnypup> if you touch off z with it touching the material anything +z is above and anything -z is in the material
[02:11:13] <skinnypup> guessing you may work with different thickness materials
[02:11:52] <DJSprocket> nope its always going to be the same thickness
[02:12:29] <skinnypup> I used the pen in the chuck of my mill when i had x&y and hadn't made z brackets yet
[02:13:02] <DJSprocket> dont have a chuck
[02:13:11] <skinnypup> had fun with circles and waves on sheetmetal
[02:13:54] <DJSprocket> nice
[02:15:05] <DJSprocket> now i just have to rig up a lifter
[02:19:52] <skinnypup> heh heh heh
[02:19:53] <skinnypup> http://ubuntuforums.org/archive/index.php/t-1585991.html
[02:20:33] <skinnypup> was in gerber 750 google results
[02:23:00] <DJSprocket> as noted by the poster name that was one of my posts
[02:23:25] <skinnypup> yeah saw that :)
[02:35:52] <DJSprocket> there running a test plot with a pen
[02:36:00] <DJSprocket> well marker with duct tape on it
[02:45:03] <atmega> I have a piece of pvc pipe, drilled out plug on the bottom, pen, spring, cap for testing
[02:48:12] <DJSprocket> made a couple tweaks lost my entire stepconfig file and had to redo... the usuall
[02:48:50] <DJSprocket> it seems to be runing really nicely
[02:49:05] <skinnypup> thats the important part , good
[02:49:07] <DJSprocket> i guess ill have to measure the final result and see how much i have to tweak my config by
[02:49:51] <DJSprocket> no lines connecting the letters the letters look really good and crisp
[02:50:19] <DJSprocket> i keep gettin g unexpected realtime delay on task 1 can i ignore this?
[02:53:48] <DJSprocket> it turned out really nice now i just have to get a real blade holder and knife holer
[02:53:54] <DJSprocket> and do the tangential thing
[02:54:26] <DJSprocket> well im on a dual boot system and im really missing that other OS im gonna catch you all alter
[02:54:30] <DJSprocket> later*
[03:00:38] <pcncx> woo woo I got the documents installed!
[03:01:09] <pcncx> does anyone know where I can get the stepconf wizard?
[03:11:40] <MattyMatt> id it install with emc2?
[03:11:54] <pcncx> if it did I do not see it
[03:12:17] <pcncx> I don't see it when I start up emc2 or in the scripts directory where I launch emc2 from
[03:13:00] <MattyMatt> it's in the Apps->CNC menu of the desktop
[03:13:07] <pcncx> huh?
[03:13:21] <pcncx> I installed emc2 from source
[03:13:45] <MattyMatt> ah OK, can't help then
[03:14:05] <pcncx> I'd imagine the files are somewhere
[03:30:11] <pcncx> parameter is spelt parameter not paremeter right?
[03:32:30] <pcncx> paulcnc@scnc:~/EMC2/emc2-2.4.5/scripts$ grep paremeter hal_demo
[03:33:35] <pcncx> gets 2 returns here
[03:33:47] <pcncx> http://dictionary.reference.com/browse/paremeter
[03:33:59] <pcncx> paremeter
[03:34:00] <pcncx> - no dictionary results
[03:35:36] <pcncx> http://dictionary.reference.com/browse/parameter does in fact return 7 dictionary results though
[03:38:19] <pcncx> hey they spelt it right on line 271!
[03:39:34] <skinnypup> http://en.wikipedia.org/wiki/Spelt
[03:40:21] <pcncx> http://dictionary.reference.com/browse/spelt
[03:41:09] <pcncx> skinnypup it is used as a verb not a noun
[03:41:36] <pcncx> in the past tense
[03:42:17] <skinnypup> never seen the word before lol
[03:42:33] <pcncx> skinnypup you've never seen the word spelt before?
[03:42:55] <skinnypup> nope
[03:43:06] <pcncx> skinnypup crack some books
[03:43:34] <skinnypup> dont guess pdf's count :P
[03:43:38] <pcncx> skinnypup is english your native language?
[03:43:54] <skinnypup> yeah , not a literature fan
[03:44:31] <pcncx> skinnypup actually I find most electronic media poorly edited
[03:44:56] <pcncx> even large publishing outfits seem to get it wrong in electronic form
[03:45:36] <pcncx> in 20 years nobody is going to be able to spell worth a damn so i guess it doesn't matter
[03:45:51] <skinnypup> lol you got that right
[03:46:26] <pcncx> shame we are raising a generation of functionless illiterates
[03:46:32] <qq-> in 20 years all will speak chinese
[03:46:59] <pcncx> qq- why is that all the Chinese speak perfect English
[03:47:11] <skinnypup> i see lots of people that can read but have never seen dirt under their nails
[03:47:25] <qq-> they .. 'crack some books'
[03:47:47] <pcncx> skinnypup I've probably shoveled a lot more dirt than you have
[03:47:56] <pcncx> a hell of a lot!
[03:48:25] <pcncx> thousands of cubic yards more in fact
[03:49:10] <pcncx> but if you are actually a professional ditch digger dirt is only found under the finger nails the rest of it is soils or materials
[03:49:26] <pcncx> we don't shovel dirt!
[03:54:19] <pcncx> skinnypup I've actually swung pick next to people who have PHds
[03:54:44] <skinnypup> hey there's nothing wrong with either
[03:54:54] <pcncx> I thought it was rather odd
[03:55:16] <pcncx> but if you've swung as much pick as i have everything is bound to happen eventually
[03:57:13] <pcncx> worts digging job I was ever on I had to quarry through virgin blue stone by hand
[03:57:33] <pcncx> man i was wishing for a shovel full of "dirt" on that one
[03:57:53] <pcncx> one day going like a mad man i got a whole 11 feet
[03:58:33] <pcncx> man i was begging the boss for a jackhammer
[03:59:03] <pcncx> he was like no if i get a jackhammer then I'll have to put an operator engineer on the job to run the compressor
[03:59:18] <pcncx> which isn't true BTW
[03:59:36] <pcncx> * pcncx can run up to a 250 CFM compressor
[04:00:18] <pcncx> but he got me one of those pathetic Bosch Brute things
[04:00:59] <pcncx> all it could do was sink the bull point into the rock then make these little puffs of dust
[04:01:10] <pcncx> so every time i needed a break I broke it out
[04:01:23] <pcncx> it'd have a smoke and so would I!
[04:02:24] <pcncx> then it'd be back to the sledge hammer and the shale bar
[04:02:55] <pcncx> I broke 3 sledge hammers that week didn't woodie any of them either just drove the handles right through
[04:03:56] <pcncx> but man you should have seen that trench I notched out it was beautiful!
[04:05:09] <pcncx> the funniest thing was when we finally did get an operator with a backhoe he said screw you go around these rocks I'm not wrecking my mahcine!
[04:05:54] <qq-> and so pcncx tell us his real story , tks
[04:06:12] <pcncx> qq- hey it ws a $60,000 machine
[04:06:19] <pcncx> it was his
[04:06:39] <pcncx> they went around the rocks too they broke out a hot box and bent their silly PVC
[04:07:20] <pcncx> qq- I worked with an electrician on that job that defied gravity
[04:08:08] <pcncx> qq- he was so drunk at 7 AM that by later in the day he'd be walking at such an angle that I swear you'd see him and lok for the wires that had to be holding him up!
[04:08:49] <pcncx> he'd be heeled over at least 45 degrees to the perpendicular
[04:10:33] <qq-> pcncx, that was in states?
[04:10:43] <pcncx> yeah check it out there are pics of the job
[04:11:04] <pcncx> http://www.phmeco.com/overlook_hospital.html
[04:11:44] <pcncx> man we used so much explosives on that job you couldn't take a step without walking on det cord
[04:11:48] <pcncx> they blew up a ram a day
[04:12:28] <pcncx> whole top of that mountain is solid blue stone
[04:12:57] <qq-> granite ?
[04:13:11] <pcncx> yes
[04:13:18] <qq-> heh
[04:13:32] <pcncx> but a particular kind blue stone is some pretty hard stuff
[04:13:51] <pcncx> you can see a big boulder in the back of the pic it gets worse as you go down
[04:14:52] <pcncx> that is also where I watched the WTC fall from well the parking garage
[04:15:25] <pcncx> how about that I'm famous "The majority of the excavation was made in granite rock."
[04:15:35] <pcncx> it sure was by me!
[04:16:15] <qq-> heh
[04:17:32] <pcncx> yeah that job was brutal
[04:17:50] <pcncx> I like to dig and all but not through solid rock
[04:18:40] <pcncx> we used to joke that on that one you were tired before yo ueven started they made us park at the bottom of the mountain then walk up it every day
[04:32:38] <pcncx> woo woo I passed with flying colors! Runtest: 36 tests run, 36 successful, 0 failed + 0 expected
[04:33:15] <pcncx> lets see what else I stumble across looking for the stepconf wizard
[04:37:35] <Connor> Hey Guys.. I'm looking to buy a mini-mill AND lathe.. (Individual machines, not a combo).. I'm looking at Microlux R8 and MT3 for the mill and the Microlux 7X16 Lathe. Looks to me that the Mills are Grizzle or Harbor freight look alikes, or same. Only question is R8 vs MT3, the lathe uses MT3, but, people look to favor the R8..
[04:37:38] <pcncx> ha ha what is this? stepconf.py
[04:38:20] <pcncx> Connor if it were me I'd get the same spindle on both so I could swap tooling
[04:38:45] <pcncx> evne if MT3 ain't quite as swift as R8
[04:38:58] <pcncx> which it isn't bad what is bad is having to buy two sets of tooling
[04:39:18] <Connor> I was reading about the diff in this thread...
http://bbs.homeshopmachinist.net/showthread.php?t=29250
[04:40:28] <pcncx> though I guess if you have a mill you won't mill much on your lathe
[04:40:53] <Connor> That was my next question... Do I really need a lathe if I have a mill ?
[04:41:21] <pcncx> the better question is do you really need a mill if you have a lathe
[04:41:34] <pcncx> lathes can mill but mills are crappy lathes
[04:42:31] <pcncx> if you can only have one a lathe is more useful
[04:42:33] <Connor> I guess for cutting threads and turning stuff down, lathe is the way to go.
[04:44:41] <pcncx> though I guess the case can be made that the ability to drill holes is the most common needed task
[04:44:58] <pcncx> and for that mills are better than lathes generally
[04:45:16] <pcncx> unless you need the hole centered
[04:45:33] <Connor> I have a CNC Router I built... It's more for cutting out 2d stuff
[04:45:53] <pcncx> planning on making another one?
[04:46:01] <Connor> Nah.
[04:46:09] <Connor> Just upgrade it as needed.
[04:46:13] <Connor> I just built the dang thing.
[04:46:15] <pcncx> what ae you planning on milling and or lathing?
[04:46:44] <Connor> I build robots and such.. Just would like to have them..
[04:46:44] <pcncx> I have an RF-32 which is a chinese bench top mill/drill
[04:47:18] <pcncx> I've also used "real" milling machines in a machine shop so I do know the difference
[04:47:28] <pcncx> and there is a vast difference
[04:47:55] <pcncx> the chinese bench top machines can mill but just barely
[04:48:03] <Connor> I played around with my dads lathe when I was kid, it was a JET..
[04:48:09] <Connor> never got to use his mill..
[04:48:33] <pcncx> they mill softer stuff great like if you plan on using aluminum or brass
[04:48:50] <pcncx> but when you do steel they're marginal
[04:49:43] <pcncx> I have a round column and it just isn't stiff enough
[04:50:16] <pcncx> its a heck of a drill press though!
[04:50:53] <pcncx> I got no complaints in the drilling department with it
[04:51:37] <Connor> Yea, I have two drill presses.. one is a craftsman. The chuck came off of it.. and when I put it back on.. it didn't go one straight. (Press fit) so, now I get rounded out trianguler holes.. the other is a cheap Harbor Freight one.. I'm using it right now because it at least drills clean holes.
[04:51:58] <pcncx> my mill drills sweet
[04:52:21] <pcncx> you know wit hthe X Y tee slot table and I got vises for it and what not
[04:52:37] <pcncx> so I can put them holes square right where I want them
[04:53:04] <pcncx> lock the table down and dril laway
[04:53:36] <pcncx> I've done some neat projects just because of that ability
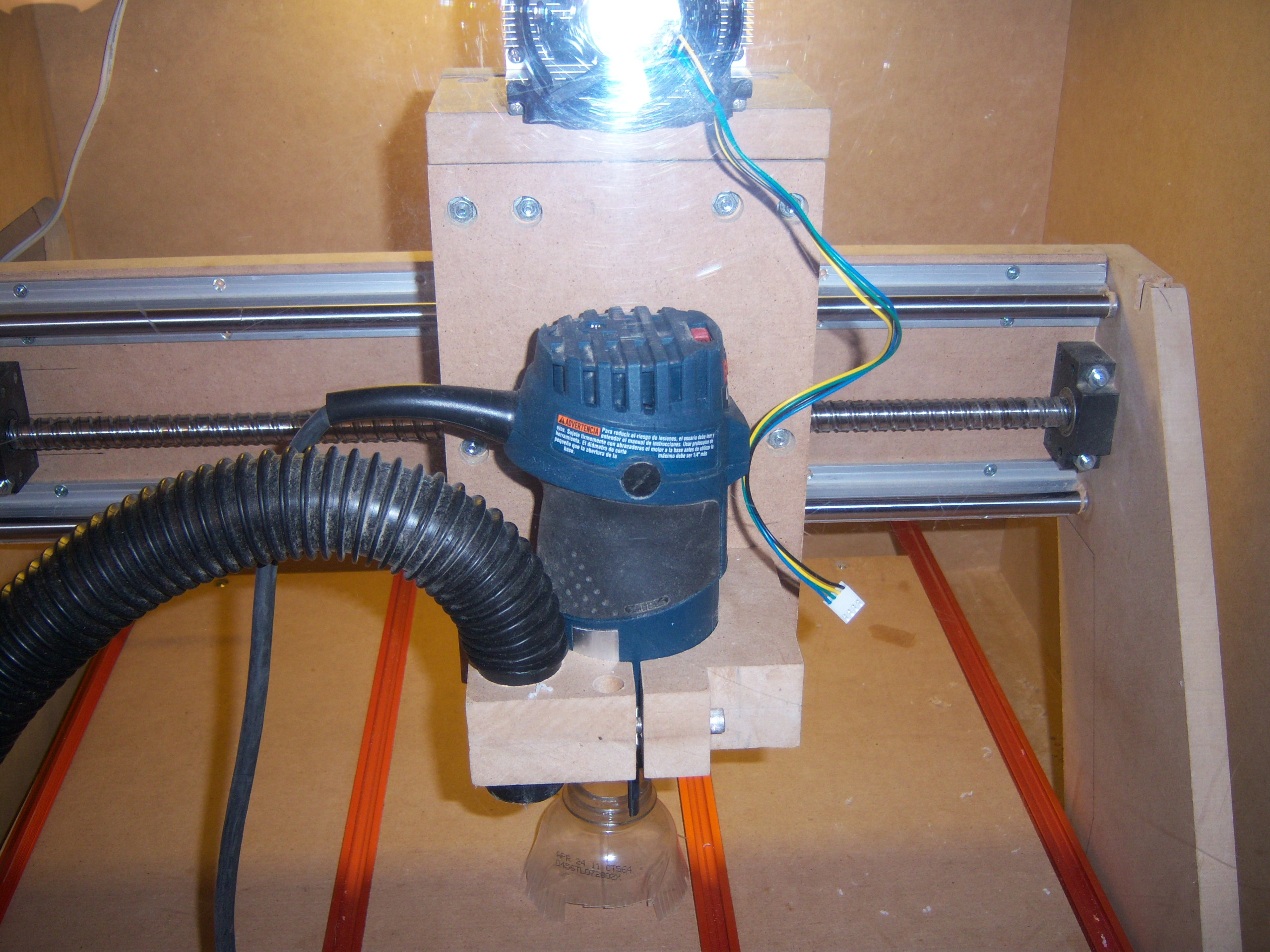
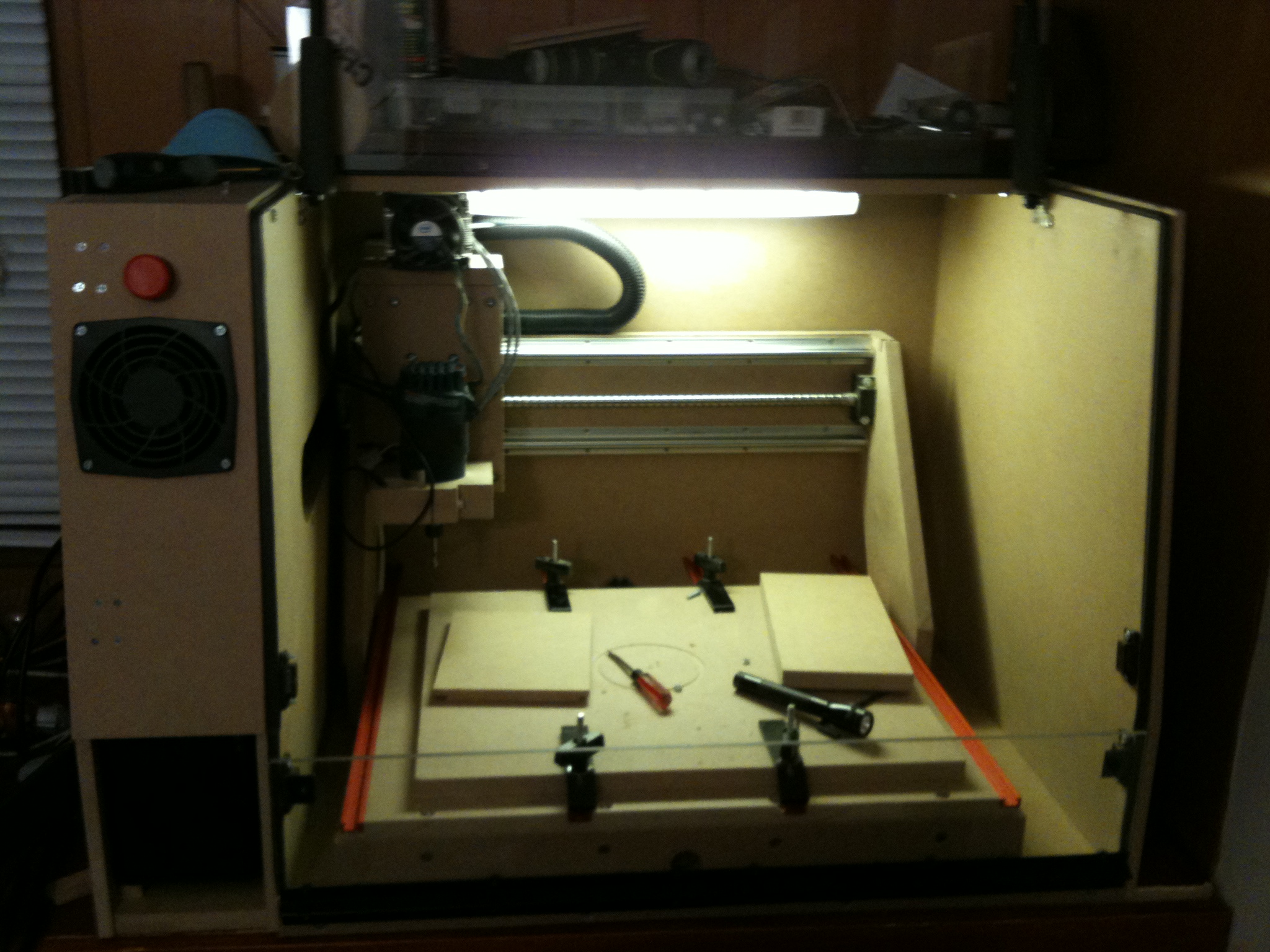
[04:55:41] <Connor> http://www.ivdc.com/cnc
[04:55:47] <Connor> pictures of my CNC router.
[04:56:56] <pcncx> Connor love the chip guard
[04:57:19] <Connor> The what? You mean enclosure?
[04:57:33] <pcncx> the soda bottle
[04:57:46] <pcncx> in
http://www.ivdc.com/cnc/100_2935.JPG
[04:57:46] <Connor> OH. I just threw that away.
[04:57:50] <pcncx> awww
[04:58:05] <pcncx> something i made with my mill:
http://a.imageshack.us/img838/5759/sideo.jpg
[04:58:15] <Connor> I'm reworking a new dust shoe
[04:58:25] <Connor> Cool.
[04:58:44] <pcncx> all that steel started out as rusty structural scrap stock
[04:58:47] <Connor> I got the enclosure completed.. so now, it's just easier to vacuum after the fact.. the soda bottle thing didn't work very well.
[04:58:55] <Connor> nice.
[04:59:29] <pcncx> keep cutting it and milling it and sanding it and I eventually hit something that'll shine
[04:59:42] <pcncx> Connor do you have a band saw?
[04:59:45] <Connor> I'm thinking of changing out the bed to 80/20 at some part.
[04:59:47] <Connor> err. point.
[05:00:17] <Connor> yea. a little one, from Skill
[05:00:24] <pcncx> Connor because if you're tooling up band saws are very handy handier than even mills and lathes have to be able to break down stock before you machne it
[05:00:35] <Connor> It sucks. the bed isn't true with the blade, and a Stripped out one of the bolts for the table too.
[05:00:39] <pcncx> oh i meant liek a horizontal vertical
[05:00:50] <pcncx> get a 4x6
[05:01:00] <pcncx> I've cut 90# railroad track on mine
[05:01:18] <pcncx> had to spin it around a couple of times but I went through it eventually
[05:01:43] <Connor> No. I don't. I use my sawsall for that.. or my 12" Compound with a cut-off wheel.
[05:02:13] <pcncx> another milling project
http://img294.imageshack.us/img294/2234/fenceside.jpg
[05:03:14] <pcncx> probably nicer than a $500 fence
[05:03:26] <Connor> That's a fairly old looking table saw.
[05:03:34] <Connor> but yea, nice fence.
[05:03:34] <pcncx> yes it is
[05:03:47] <pcncx> it is actually the second table saw Sears ever put out
[05:03:55] <pcncx> from 1946
[05:04:06] <Connor> My father'n law gave me one.. looks alot like that..
[05:04:11] <pcncx> and the priginal fence on it sucked!
[05:04:43] <pcncx> if my grandfather was alive today he'd have done cart wheels after i made that fence
[05:04:51] <pcncx> because it was his saw
[05:06:53] <pcncx> here is a loopy milling setup:
http://img231.imageshack.us/img231/89/p7150008.jpg
[05:07:09] <pcncx> I needed to notch out that piece of steel nothing critical
[05:07:25] <pcncx> http://img28.imageshack.us/img28/3923/p7160009i.jpg
[05:08:28] <pcncx> here is a big drilling job I lost count at 110 drilled and tapped holes:
http://img143.imageshack.us/img143/4736/pict0105y.jpg
[05:09:58] <pcncx> and Dave Gingery said it couldn't be done
[05:10:12] <pcncx> Ha!
[05:11:05] <Connor> you sure that's the right picture? Looks like a wood lathe..
[05:11:17] <pcncx> it is
[05:11:36] <pcncx> eventually I'll finish it to be a metal lathe though
[05:11:47] <pcncx> it is still accurate
[05:12:08] <pcncx> I don't know what he was carrying on about
[05:13:43] <pcncx> I never could quite figure out his cockamamy transmission setup either
[05:16:32] <pcncx> that is what the wood is is a pattern to cast a new drive pulley for it
[05:20:59] <pcncx> Connor is this a speaker?
http://www.ivdc.com/cnc/cnc8.jpg
[05:21:56] <pcncx> oh it is a fan i see it now
[05:22:25] <pcncx> Connor I thought you'd made the rocking CNC machine or something for a minute there
[05:23:31] <pcncx> Connor what is your spindle?
[05:24:28] <Connor> It's a Bosch colt.. and yea..it's a intake fan.. for the CPU and motor controllers.
[05:24:57] <pcncx> Connor yeah my browser starts out zoomed out and I couldn't tell until I zoomed in then I saw the grille
[05:25:11] <pcncx> zoomed out it looked like a 5 1/2" speaker
[05:25:45] <Connor> Picture was taken with my iPhone.. could be better.
[05:26:14] <pcncx> I had all these ideas of your machine pumping out all sorts of hard rock while it was working
[05:26:37] <Connor> Well.. It could do that anyway.. you can make steppers play music you know.
[05:26:38] <pcncx> either that or you were just really big for PC speaker
[05:27:19] <pcncx> yes i have heard CNC "music" a few times
[05:27:39] <Connor> http://wiki.makerbot.com/makerbot-music
[05:28:07] <pcncx> I must admit i am more impressed with printer symphonies
[05:29:39] <pcncx> I need to quiet up some of my stepper drivers
[05:29:56] <pcncx> I used inductive current sensing resistors in a few of them and man do they howl!
[05:30:02] <Connor> My Z stepper apparently drives my wife NUTS.
[05:30:58] <pcncx> http://www.youtube.com/watch?v=GU2GaSMPxNI
[05:31:41] <Connor> what stepper is that?
[05:31:54] <pcncx> the motor?
[05:31:58] <Connor> yea
[05:32:18] <pcncx> a Lin electronics I got for like $12.95
[05:32:24] <pcncx> 220 oz/in
[05:32:51] <pcncx> 2 amps per phase
[05:33:17] <pcncx> I'm only running it at 24 VDC in the video
[05:33:39] <pcncx> it goes into resonance and stalls at around 2,500 RPM
[05:34:45] <pcncx> those drivers can't really handle any more voltage than that
[05:35:29] <Connor> yea. that's the same driver I'm using.. I got one of those cheap boards from ebay.. along with my steppers.
[05:35:39] <pcncx> but they only cost me like $10 a piece to make
[05:35:42] <pcncx> I made my own
[05:36:07] <pcncx> the TB6560AHQs are $4.95 rest of the junk I had lying around mostly
[05:36:56] <pcncx> but I still have to get non inductive current sense resistors for them
[05:38:42] <pcncx> Connor oh so you have a manufactured board how many modes does it allow you to change? like steps and current regeneration?
[05:39:12] <pcncx> something I've always wondered about those made boards
[05:39:17] <Connor> Full step down to 1/16th step. 25,50,75,100% current.
[05:39:33] <pcncx> oh cool so it does allow all the modes
[05:39:35] <Connor> also has acceleration built in.
[05:39:40] <pcncx> ?
[05:39:57] <pcncx> EMC2 does acceleration for you
[05:40:03] <Connor> Yea. board can too.
[05:40:25] <pcncx> hmm sounds complicated the both of them going
[05:40:35] <Connor> I have it turned off.
[05:40:38] <pcncx> I didn't really have accel issues too much
[05:40:49] <pcncx> http://www.youtube.com/watch?v=cgbeyNNBZ68&feature=related
[05:41:08] <pcncx> I can't remember but i never found an upper limit where it wouldn't start
[05:41:15] <Connor> http://cgi.ebay.com/4-Axis-Nema-23-stepper-motor-425-oz-in-CNC-Router-Mill-/270656511153?pt=LH_DefaultDomain_0&hash=item3f04629cb1
[05:41:24] <Connor> link to the people I got my steppers and board from.
[05:41:41] <pcncx> whoah!
[05:42:16] <NTU> hey guys! im working on a guide for nvidia users for getting nouveau working considering xf86-video-nv (the OFFICIAL BRANDING of the driver) is very slow (comparable to vesa) and was wondering if anybody could test it on an nvidia GPU before i push it into
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Installing_EMC2#Nvidia_Card_configuration_issues keep in mind that the actual guide will be on neo-technical.wikispaces.com since its going to be quite long
[05:42:39] <NTU> test as in "see how bad latency is"
[05:42:48] <Connor> I got 2 x 354oz/in, 1 x 287oz/in and 1 x 68oz/in ... all nema 23.. plus the driver board... for $209.00 + 78.50 sipping
[05:43:01] <NTU> we all know nvidia blobs have severe issues with RTAI ;)
[05:43:12] <pcncx> Connor and your board is TB6560 based?
[05:43:21] <pcncx> they're only good to like 3 amps
[05:43:24] <Connor> yea. look at that link.
[05:43:43] <pcncx> and i hear none of the chinese boards even ship with sense resistors to push that
[05:43:57] <pcncx> they're usually sent out to do an amp and a half
[05:44:30] <pcncx> you ever run your motors with an ammeter?
[05:44:40] <pcncx> steppers are funny with current draw
[05:44:48] <pcncx> the faster you go the less they draw
[05:44:51] <Connor> nope.
[05:45:01] <pcncx> til finally they draw so little they can't run anymore
[05:45:03] <Connor> oh, and my big steppers don't even get ot..
[05:45:10] <Connor> err. hot.
[05:45:13] <Connor> my Z does though..
[05:45:21] <pcncx> if you hold they don't get hot?
[05:45:26] <Connor> nope
[05:45:32] <pcncx> you board must do disable then
[05:45:40] <Connor> nope
[05:45:41] <pcncx> steppers draw the most at rest
[05:45:51] <pcncx> then your board is setup really low current
[05:46:06] <Connor> I'm running the big ones at 75%
[05:46:08] <pcncx> because stopped they should get cooking hot
[05:47:43] <pcncx> I spent a lot of time screwing around with stepper motors and drives while i built mine
[05:47:52] <pcncx> I actually built a lot of different drives
[05:48:09] <Connor> one of two things.. either they're so big that the casing can dispate the heat.. OR, the docs are wrong and I'm running them at 25% instead of 75%
[05:48:26] <pcncx> the regen doesn't matter cept running
[05:48:39] <Connor> t he what?
[05:48:43] <pcncx> but yeah you should check your current draw out
[05:49:18] <pcncx> the TB6560 offeres two different current settings
[05:49:24] <pcncx> output and regeneration
[05:49:39] <pcncx> regeneration really amps them up
[05:49:53] <pcncx> output i just leave at 100%
[05:50:13] <pcncx> but regen pushes reverse voltage through the opposite coils
[05:50:34] <pcncx> makes your field collapse faster
[05:50:50] <pcncx> I set that at 100% as well
[05:51:02] <pcncx> it makes a HUGE difference in perfoemance
[05:51:11] <Connor> I blew one of the chips by accident by miss plugging a stepper (off by one pin).. I had to replace it.. best way to do it, clip all the leads to the bad chip, then heat the pins up and flick them off.
[05:51:31] <pcncx> indeed that is the proper technique for reworking a PCB
[05:51:46] <pcncx> too many idiots try to "save" the burnt out part
[05:52:06] <pcncx> then ruin the board in the process
[05:52:40] <Connor> When I'm salvaging parts from a useless PCB, that's a different story... :)
[05:52:54] <pcncx> heh yes that is different then the board doesn't matter
[05:53:50] <pcncx> lots of people can't seem to shift gears when it comes to rework and salvage
[05:54:38] <pcncx> I have a mad method for stripping boards I use this gizmo called a solder pot put the board over it just pull parts out
[05:54:57] <pcncx> cooks the hell out of the board but the parts come out like new
[05:55:26] <pcncx> I can pull a 64 pin DIP as easily as a test point terminal
[05:56:24] <pcncx> I rotate boards when I do it so parts don't get too hot I'll pull a part then put the board down to cool work on another board
[05:56:37] <pcncx> I usually do a 5 board rotation
[05:57:09] <pcncx> and I'll strip bare 5 dense packed boards in 45 minutes
[05:57:39] <pcncx> which is more parts than a typical Radio Shack stocks
[05:59:52] <pcncx> when I got my first mini computer to gut for parts i had to step up my game a little
[06:04:41] <Connor> dang it.. I hate when I get my power supplies mixed up..
[06:06:16] <pcncx> Connor so how high an RPM can you drive your motors?
[06:06:48] <Connor> I can do 55-60 mm/s on my X axis, about 35 mm/s on my Y
[06:06:58] <Connor> I have ball screws that are 1 in 10mm
[06:07:55] <Connor> Don't know what the no-load RPM is.. never tested it.
[06:08:16] <pcncx> my motors don't make torque much past 800 RPM
[06:08:39] <pcncx> up to there they give usable power though
[06:09:18] <pcncx> in the second video they're doing 800 RPM
[06:09:32] <pcncx> and reversing
[06:09:53] <pcncx> I think i set the acceleration at 60?
[06:10:11] <pcncx> it is pretty much snap action
[06:10:54] <pcncx> to the point where it might not be obvious by just watching the video that they even are reversing
[06:13:46] <pcncx> the inductance and resistance ratings on these motors are so high they don't look like they'd run very fast to me
[06:14:28] <pcncx> that is the other trade off with steppers either they're powerful or they're fast hard to have both
[06:15:31] <pcncx> these strike me as the more powerful sorts of motors
[06:15:43] <pcncx> which may be why they don't heat up
[06:15:58] <Connor> Which ones, Mine?
[06:16:10] <pcncx> the ones on this ebay page you posted the link to
[06:16:34] <Connor> those are a little more beffy, mine are 343, I think those were 425... but still yea.. lots of power.
[06:16:56] <pcncx> well power is a funny thing
[06:17:39] <pcncx> they're 19.2 watts
[06:17:50] <pcncx> watts is a measure of power
[06:18:49] <pcncx> volts times amps equals watts
[06:18:53] <NTU> ill be back in a bit. hopefully be back with a nouveau guide :)
[06:19:27] <pcncx> there went Mr. Anderson
[06:23:34] <pcncx> toshiba really doesn't give a very straight answer just how many watts the AHQ is good for
[06:25:04] <pcncx> without doing the calculations I can assume somewhere under 40 watts though
[06:25:30] <pcncx> so the motor is a good fit for the driver
[06:27:15] <Connor> I wouldn't think they would sell it as a kit if it wasn't
[06:27:17] <pcncx> Connor still if you're interested in if yo uare getting the performance you should be checking the current draw would tell you
[06:27:39] <Connor> Yea, I'll throw a amp meter on it at some point.
[06:28:01] <pcncx> it is enlighting
[06:28:10] <elmo40> ok, this is just TOO funny!
http://www.amazon.com/Denon-AKDL1-Dedicated-Link-Cable/dp/B000I1X6PM
[06:28:18] <pcncx> best way to check is at rest too
[06:28:42] <pcncx> that is when you will draw the most
[06:29:06] <pcncx> but check it out running too it is funny to watch it drop
[06:29:43] <pcncx> of course an analog meter if available shows trends the best
[06:30:32] <Connor> TB6560 3.5A,16 micsteps
[06:30:41] <Connor> http://www.ioffer.com/i/3-axis-nema-23-stepper-motor-354oz-in-cnc-router-mill-164933965
[06:30:48] <Connor> has info on my exact motor.
[06:31:07] <Connor> 3amps @ 6.4v
[06:31:43] <pcncx> yes I'm seeing that
[06:31:53] <pcncx> I'm starting to wonder if they're not just making numbers up
[06:32:02] <Connor> who?
[06:32:07] <pcncx> because it is the same as the other motors
[06:32:44] <Connor> Hmm.. same length too.
[06:32:49] <pcncx> same volts same current same mH only difference is the holding torque
[06:33:01] <Connor> part number is same too.
[06:33:07] <Connor> might be a typo on the ebay then.
[06:33:25] <pcncx> yeah I'd take all of these numbers with a grain of salt
[06:33:40] <pcncx> hey man they run good right?
[06:34:08] <pcncx> thing is if you check it out you might just get them to run the best they can or maybe they already are
[06:34:23] <pcncx> but at least if yo ucheck it out you'll know for sure
[06:34:52] <pcncx> and with that it isn't flipping the switches you have to change the current sense resistors
[06:35:13] <pcncx> they're what set the output current
[06:35:36] <Connor> Then what is the switches for then?
[06:35:44] <pcncx> that is where the chinese boards get a little iffy
[06:36:17] <pcncx> the other switches give you a percentage of the total putput current
[06:36:26] <pcncx> but the sense resistors set the current
[06:36:43] <Connor> Adjustable drive current settings for each axis - 25%,50%,75%,100% of full current can be set for different stepper motors .
[06:37:08] <pcncx> yeah but the chinese boards never give you sense resistors past 1.5 amps or at least so I've heard
[06:37:28] <pcncx> so you're getting up to 1.5 amps most likely
[06:38:05] <pcncx> which means you are only using half of your motor's performance
[06:38:06] <Connor> where do you hear that at?
[06:38:11] <pcncx> everywhere
[06:38:23] <pcncx> I've done an awful lot of research about TB6560s
[06:38:54] <pcncx> and one thing I ran into time and time again was no chinese boards have good sense resistors on them
[06:39:09] <pcncx> which makes sense good sense resistors are expensive
[06:39:23] <pcncx> about a buck a pop you need two a driver
[06:39:51] <pcncx> so you're talking $8 in parts a 4 axis board
[06:39:56] <Connor> In the picture then, that would be the two each just to the right of the heat sink.
[06:40:00] <pcncx> I can see people sliming there
[06:40:18] <pcncx> they're probably a baby bluish color
[06:40:27] <pcncx> and a little on the large side like 2 watters
[06:40:40] <Connor> yea.
[06:40:49] <pcncx> those are teh current sense resistors
[06:40:54] <Connor> what it looks like from the picture (mine is mounted.. can't get to it right now)
[06:41:01] <pcncx> and you need precision resistors
[06:41:23] <pcncx> there is a formula in the data sheet to figure out what resistance yo uneed for what amperage
[06:41:31] <pcncx> but it is mighty low
[06:41:44] <pcncx> like .22 of an ohm or something to net you 3 amps
[06:41:59] <pcncx> but do use the data sheet and do the math
[06:42:16] <pcncx> and you want non inductive ones
[06:42:37] <pcncx> that is what makes them hard to get and expensive
[06:43:05] <pcncx> digikey has really sweet ones but they're like 2.90 a piece
[06:43:31] <pcncx> but they'd go right into your board and look sweet
[06:43:33] <Connor> I'll check into it a bit later.
[06:44:02] <Connor> It's working pretty good right now.. if I can get more speed/torque out of it.. great!
[06:44:12] <pcncx> yeah if what i think is right yo ucould double your performance with this mod
[06:45:09] <Connor> one thing I have noticed.. on one of my axis.. they switches are wrong for the stepping count..
[06:45:15] <Connor> they're backwards or something.
[06:45:35] <pcncx> you mean the direction input is inverted?
[06:45:39] <Connor> no.
[06:45:56] <Connor> I set it to like 1/2 stepping.. and it ended up being 1/16 or something.
[06:46:18] <pcncx> oh I know what you mean I don't totally understand the stepping modes myself really
[06:46:37] <pcncx> the data sheet doesn't really make it too clear who is what and I haven't measured travel on my motors
[06:47:11] <Connor> past time for bed.. Big day tomorrow. Party time!
[06:47:14] <pcncx> I figure when I measure travel I should be able to sort all of that out
[06:47:42] <pcncx> yes it is late I'm heading out as well
[06:47:51] <pcncx> bye
[07:58:49] <Guest229> Anyone using a physical jogweheel with mesa5120?
[08:04:41] <micges> Guest229: what is your problem?
[08:05:46] <Guest229> Can I use this extra encoder I have here for a jogweheel?
[08:05:53] <Guest229> Thats all./
[08:07:47] <micges> yes you can
[08:07:59] <Guest229> micges: I have the 7i43 card as well.
[08:08:08] <Guest229> uh
[08:08:10] <Guest229> 7i33
[08:08:17] <micges> I don't know much about 7i43
[08:08:43] <Guest229> Yeah I'm using that daughterboard 4/ the 4 servo axis connected to the 5i20
[08:09:09] <micges> oh
[08:09:26] <micges> I have that card but not connected it to 5i20 yet
[08:09:33] <Guest229> I just am not sure how to use rewrite hal and how tot know what pins on the 5i20 and that daughterboard to use
[08:09:44] <micges> there wasn't any problem using 7i33?
[08:10:02] <Guest229> no
[08:10:05] <Guest229> like what kinds?
[08:10:31] <micges> don't know
[08:10:43] <Guest229> k.
[08:11:53] <micges> I think you can connect it as a 5th encoder to 5i20
[08:12:17] <micges> and then connect that encoder to axis/axes you want to move it
[08:12:26] <Guest229> I have plenty of extra ecoder places on the 7i30
[08:12:56] <Guest229> I just need a way to direct one of those to = a jogweheel
[08:13:50] <micges> what type of signals this encoder have?
[08:13:57] <micges> ttl or differential?
[08:14:03] <Guest229> abz abz-not
[08:14:14] <Guest229> uh
[08:14:17] <Guest229> lemme look lol
[08:14:42] <micges> so differential
[08:14:53] <micges> so you must use 7i33 to connect it
[08:15:11] <Guest229> Absolute?
[08:15:30] <micges> ?
[08:15:39] <Guest229> they look expensive, got them on ebay for cheap
[08:15:58] <Guest229> Would you like to see the datasheets for the encoder and the 7i33?
[08:16:50] <micges> I don't have enough electronic knowlege to check it
[08:17:35] <micges> when someone told you how to connect it to mesa, I can show you how to use it as a jogwheel in hal
[08:18:25] <Guest229> I can connect it to mesa, I just need to know how to make hal work.
[08:18:29] <Guest229> Thanks you =D
[08:22:17] <micges> to jog by this axis X
[08:23:03] <micges> net jog-counts hm2_5i20.0.encoder.nn.counts => axis.0.jog-counts
[08:23:13] <micges> where nn is encoder number you connect it to mesa
[08:23:36] <Guest229> got ya~ which in my understanding is 09 and 10
[08:24:00] <micges> and you must net or set axis.0.jog-enable to make it work
[08:24:15] <micges> and set axis.0.jog-scale
[08:24:17] <micges> thants all
[08:24:23] <Guest229> thats it?
[08:24:28] <micges> yes
[08:24:30] <Guest229> No making extra files or nothin
[08:24:57] <micges> yes thats all
[08:25:17] <Guest229> Amazing. I assumed it was some noob programmers nightmare
[08:26:57] <micges> heh
[08:27:24] <Guest229> http://www.myspace.com/index.cfm?fuseaction=vids.individual&videoId=54858345
[08:27:39] <Guest229> Thats the state my machine was in when I was using lpt :P
[08:27:47] <Guest229> about a year ago I suppose
[08:28:06] <Guest229> I just got the mesa cards and am getting my head straight again on this stuff
[08:29:03] <micges> yes mesa saved us too
[08:29:22] <Guest229> What are you building?
[08:30:11] <micges> we're building machines with emc
[08:30:20] <micges> plasma and oxygen cutters
[08:30:39] <Guest229> nice
[08:30:55] <Guest229> DO you have images, videos?
[08:31:32] <micges> not now
[08:32:38] <micges> have some pics at work
[08:33:10] <Guest229> We should all move to the same town and open a machine shop.
[08:33:39] <micges> hehe yes
[08:33:46] <micges> where are you from?
[08:33:49] <Guest229> Indiana
[08:33:55] <Guest229> Youself?
[08:34:10] <micges> I'm from Poland
[08:34:13] <Guest229> LoL
[08:34:15] <Guest229> damn.
[08:34:53] <Guest229> Well, we should buy one of those chinese shipment rigs and automate it
[08:35:48] <Guest229> One giant ass self supporting machine shop + spa and on an aircraft carrier.
[08:36:40] <Guest229> Sounds like a very cheap overhead cost to me.
[08:37:25] <micges> hmm
[08:37:36] <micges> you're up late or early?
[08:38:00] <micges> usa sleeps right now iirc
[08:38:52] <Guest229> oh
[08:38:53] <Guest229> yeah
[08:38:57] <Guest229> I dont sleep normal
[08:40:07] <Guest229> Thanks again, Im going to go smoke some guys in UnrealTournament99 and then back to the machine =D
[08:40:45] <micges> I liked Starcraft better :)
[08:40:48] <Guest229> ahahha
[08:41:00] <Guest229> I would pwn you in starcraft LoLz
[08:41:13] <micges> last time I played was 2005
[08:41:15] <Guest229> SCBW
[08:41:32] <Guest229> yeah I dont know the last time I played
[08:41:48] <micges> maybe sometime if I have windows somewhere to use
[08:42:03] <Guest229> Its ported anyhow I believe
[08:42:29] <Guest229> I havent used windows in about a year now
[08:42:41] <micges> 3 years here
[08:42:59] <Guest229> I kinda just quit booting to it and then one day formatted and never turned back :P
[08:43:42] <micges> I'm just sometimes ports some programs to windows and test it
[08:43:56] <Guest229> I do miss the BSOD a lil. Whenever I got one I saw it as an omen that I should take a break from the pc and now... I dont even reboot...
[08:44:20] <Guest229> aye
[08:44:57] <Guest229> ok UT99 time, Later bro.
[12:25:39] <Valen> http://thereifixedit.failblog.org/2010/10/29/white-trash-repairs-mr-and-mrs-the-hutt-make-a-compromise/
[14:24:43] <Guest951> One of the machines I run EMC2 on is a Dell Optiplex GX520 using a Pent 4 CPU 3.00. Some time ago I installed the Live CD with 8.04. I made some adjustments (such as smi) and it tested at around Servo 10,500 and Base 11,000 which are fine for what I am doing. When I test 10.04 I get a Servo of 320,400 and a Base of 25,400 The Base number doubles with Hyper thread on to about 640,000. I have tried a different video card, turn
[14:25:50] <Guest951> What I am wondering is what changed between 8.04 and 10.04 that could cause this problem and does anyone have a solution? For now I have reinstalled 8.04.
[14:26:11] <Guest951> Today with 8.04 installed I tried running the latency test from the live CD on this machine and if I run the "CPU hog" (while true ; do echo "nothing" . dev/null ; done) in a separate terminal the numbers change to Servo 8,100 and base 25,000. This shows a 100% CPU use in the system monitor. If I reinstalled I could probably improve the Base number with video settings and smi off but the Servo number is confusing.
[14:47:17] <elmo40> Guest951: good question. I don't remember what my values were with 8.04 but my 10.04 are REALLY high. 3.8M >_<
[14:49:38] <Guest951> I also have a gateway that test better with 10.04 than 8.04
[15:23:23] <Jymmm> boo
[15:36:35] <elmo40> moo
[15:36:45] <elmo40> americans are too funny...
http://www.tvsquad.com/2010/10/30/signs-rally-to-restore-sanity/
[16:05:13] <Jymmm> I dont get it, Why would one material at 4PCF have better sound absorption rating than the same material at 8PCF ???
[16:11:44] <L84Supper> more cells per volume
[16:12:19] <Jymmm> Ok, 1" thick @ 4PCF = 0.29, 1" @ 8PCF = 0.50
[16:12:25] <Jymmm> Yet, 2" @ 4PCF = 0.92 and 2" @ 8PCF = 0.80
[16:12:41] <Jymmm> look at the 1" compared to 2". the performance is better on 8pcf when 1" and better at 4PCf when 2"
[16:15:31] <L84Supper> are they measuring sound transferred through the material or reflected off of it?
[16:16:54] <Jymmm> absorption
[16:18:14] <L84Supper> yeah, but I'm sure it varies based on reflection vs conduction
[16:22:17] <L84Supper> plus I wonder if your spec is based on a certain frequency or an average across a wide range
[16:23:54] <skinnypup> http://www.sears.com/shc/s/dap_10153_12605_DAP_Zombie?origin=zeta
[16:36:16] <Jymmm> L84Supper: No, that was at 250Hz I was giving numbers for. The chart goes up to 4000Hz
[16:38:47] <Jymmm> skinnypup++
[16:42:47] <Jymmm> http://www.youtube.com/watch?v=3zKEf8PhCbo&feature=related
[16:43:44] <Jymmm> http://www.youtube.com/watch?v=h0DZEjgTlbI&feature=related
[16:46:27] <skinnypup> mmmmmmmm zombies :P
[18:13:47] <andypugh> Bah! I hate sitting in the dark so as not to be troubled by short beggars dressed as the undead.
[18:13:58] <pcncx> ha ha
[18:14:11] <pcncx> Halloween is dead here
[18:15:38] <andypugh> It used to be nothing at all here, then kids watched too much American TV and got the idea that they had an excuse for begging and/or mayhem and adopted it with gusto and an imaginative take on the "trick" aspect.
[18:16:01] <pcncx> be happy you don't live in Detroit
[18:16:16] <andypugh> Because?
[18:16:17] <pcncx> google hell night
[18:17:11] <pcncx> they burn anywhere from 1,000-2,000 properties in an active year
[18:17:35] <andypugh> Ah, yes. When I was a kid we had "Mischief Night" which was the night before Bonfire Night, and tended to involve fireworks. Like Trick or Treat but a few days later, and without the protection racket / extortion aspect.
[18:18:14] <pcncx> as I understand it though hell might has calmed down some but when I read about it I was pretty shocked
[18:19:05] <pcncx> this ought to dissuade any trick or treaters
http://img638.imageshack.us/img638/6593/flood2x.jpg
[18:19:14] <pcncx> unless they show up with boats!
[18:19:40] <andypugh> http://en.wikipedia.org/wiki/Mischief_night
[18:20:45] <pcncx> well I've a choice learn python or learn the EMC config scripts
[18:21:47] <andypugh> What are you trying to do?
[18:21:51] <pcncx> because it doesn't look like stepconf.py wants to run for me here
[18:22:12] <andypugh> Working in raw HAL is fun and flexible.
[18:22:32] <andypugh> Take the nearest demo config and edit it.
[18:22:56] <pcncx> I get this when I try to run it:
http://pastebin.com/ZgMwKUfS
[18:23:15] <pcncx> and I've tried changing directories all over the place
[18:23:34] <andypugh> I wrote a very short description of how to do that on the forum yesterday.
http://www.linuxcnc.org/component/option,com_kunena/Itemid,20/func,view/catid,16/id,3535/lang,english/#4973
[18:25:18] <andypugh> Hmm, if it is looking in the src directory for the stepconf file, something is a bit odd.
[18:25:45] <pcncx> skinnypuppy ran into the problem in 2006 I saw it in a logfile
[18:25:46] <andypugh> Are you running a self-compiled (run-in-place) version?
[18:25:50] <pcncx> yes
[18:26:21] <andypugh> have you done . ./emc***/scripts/emc-environment ?
[18:26:21] <pcncx> but I haven't seen a solution to it yet
[18:26:30] <pcncx> oh sure
[18:26:33] <micges> pcncx: you're running stepconf from emc /bin directory?
[18:26:43] <andypugh> Then start stepconf from the same terminal window
[18:26:47] <pcncx> micges I haven't tried there yet
[18:27:29] <pcncx> oh wait no I have tried it from the dir it is in and the scripts dir under src and the dir over that as well
[18:27:46] <andypugh> (note that is a dot - space - dot - slash combo, which baffled me the first (and second) times)
[18:27:59] <micges> yes
[18:28:04] <micges> ./stepconf
[18:29:35] <pcncx> andypugh set | grep EMC returns a lot of junk in this console
[18:29:58] <pcncx> EMC2VERSION=2.4.5 EMC2_EMCSH=/usr/bin/wish8.4 EMC2_HOME=/home/paulcnc/EMC2/emc2-2.4.5 etc. etc.
[18:30:31] <pcncx> so I'd say I am good on emc-environment
[18:31:33] <pcncx> I wonder what smoking a slightly moldy cigar does to you?
[18:32:21] <pcncx> micges you think run it right in the dir it is in?
[18:32:37] <micges> yes
[18:32:43] <pcncx> nah same error
[18:33:19] <micges> you entered ./steconf ?
[18:33:37] <pcncx> bash: ./stepconf: No such file or directory
[18:33:54] <pcncx> I entered ./stepconf.py
[18:33:55] <micges> in bin directory?
[18:34:00] <pcncx> that gives me the error
[18:34:48] <micges> if you don't have /home/paulcnc/EMC2/emc2-2.4.5/bin/stepconf then you didn't compiled emc successfully
[18:34:59] <andypugh> and you already did the . ./emc2-dev/scripts/emc-environment?
[18:35:01] <pcncx> micges no no it is there
[18:35:09] <pcncx> and I think it is working
[18:35:48] <andypugh> (where emc2-dev needs to be changed to suit your particular directory name)
[18:35:58] <pcncx> micges thanks this did it!
[18:36:20] <pcncx> micges someone ought to put a comment into the python file to execute it from the bin dir doh!
[18:37:02] <micges> no
[18:37:50] <micges> it can be exexuted from everywhere, but you must execute stepconf program that is in bin dir not installed on /usr/bin
[18:38:32] <micges> you're tried to run installed stepconf program that have some wierd path problems
[18:39:01] <pcncx> micges no i was trying to run the python script not this executable in the bin dir
[18:39:10] <micges> oh
[18:39:32] <pcncx> micges I did a locate and that was what locate found I didn't know about jusr stepconf in bin
[18:39:47] <pcncx> this is what I want!
[18:39:57] <pcncx> man this cigar tastes funky!
[18:40:13] <micges> ok
[18:40:18] <micges> glad it works
[18:40:25] <pcncx> not half as glad as I am
[18:41:07] <pcncx> oh i think i just came up with a pithy name for my machine
[18:41:11] <andypugh> I want to order pizza, but how will I tell pizza from Trick-or-Treat?
[18:41:32] <pcncx> instead of my-mill I think I'll call it myth-mill being as I havne't built it yet :)
[18:42:11] <pcncx> but I want to get a stepper running today
[18:45:46] <pcncx> I don't know how well this works for anyone else but I think dmesg | grep parport works a lot better than lspci -v does for finding add on parallal port cards
[18:47:29] <pcncx> so someone might consider adding that to the documentation of it just works
[18:47:59] <pcncx> if it just works rather
[18:48:14] <psha> for it works
[18:48:30] <psha> but i think there might be better one solution to look into /sys
[18:49:09] <pcncx> with lspci -v i have to sift through all sorts of junk then it still gives me 5 results of which only 2 are actually right
[18:51:21] <pcw_home> andypugh: Secret pizza knock?
[18:52:01] <andypugh> It's an idea
[20:21:28] <andypugh> Is there any way to make a script run in an SSH session when I open it?
[20:22:31] <andypugh> ie, when I ssh into my emc2 machine, would like the . ./emc2-dev/scripts/emc-environment script to run in the context of the new window, as if by magic.
[20:25:25] <pcncx> would ~/.bashrc work for you?
[20:25:38] <andypugh> possibly
[20:25:51] <pcncx> I think it executes on new shell
[20:26:25] <pcncx> but then you might get that app every time you started a new shell too
[20:27:34] <pcncx> might have to put in a if blah != or something to make it only execute once
[20:27:58] <pcncx> bit out of my realm of experience though
[20:28:44] <andypugh> it needs to run in each new hell, so that's fine
[20:28:57] <pcncx> ok then get a fortune example
[20:29:08] <pcncx> like set it up like the classic fortune was setup
[20:29:11] <andypugh> and seems to work
[20:29:25] <pcncx> oh you got it to work?
[20:29:33] <andypugh> yes
[20:29:42] <pcncx> congratz
[20:30:42] <pcncx> I'm getting this ratty step timing pulse I had it cleared up then the Test this xis button grayed out
[20:30:59] <pcncx> its like I can't win for trying over here
[20:33:16] <andypugh> No idea why testing the axis might be greyed out, but I would guess it might be due to the step/dir pins not being defined in the port screen?
[20:33:42] <pcncx> I know why it got grayed out
[20:52:47] <pcncx> note if you want your motor to run do not mix up the step and dir inputs on the drive
[20:56:14] <mendelnight> mendelnight is now known as Chef_Mendel
[20:56:29] <pcncx> Chef_Mendel whats cooking?
[21:04:59] <pcncx> does anyone know what it means that I cannot get a square step if I set my Step Time below 5100 ns?
[21:05:47] <andypugh> presumably something to do with capacitances anf impedances?
[21:07:04] <pcncx> yeah best i can seem to get is a 50 us step clock
[21:07:35] <andypugh> 50uS or 5uS?
[21:07:52] <pcncx> 50 us fifty microseconds
[21:08:20] <pcncx> I go below that and there is a clock but it is raggy and my driver will not fire on it
[21:08:20] <andypugh> That's the base period?
[21:08:40] <pcncx> under Driver Timing Settings Step Time
[21:08:45] <andypugh> Are you using "reset"
[21:08:59] <pcncx> good question I don't know
[21:09:21] <andypugh> It might get better with a longer base thread
[21:10:37] <andypugh> I think that "reset" means that it toggles the pins at the beginning _and_ the end of the base thread, but that might leave you with very short pulses if nothing is happening in the meantime.
[21:10:58] <andypugh> (By "longer base thread" I mean one that takes longer to excute)
[21:11:04] <pcncx> is that something I have to hand edit in the ini file?
[21:11:29] <andypugh> Probably. I think it might assume that it is a good idea.
[21:11:48] <pcncx> like i have a default?
[21:11:58] <pcncx> a "safe" default
[21:12:14] <pcncx> I think I remember reading something about it somewhere
[21:12:15] <andypugh> Pass. I last used stepconf rather over a year ago, and a lot has changed since then.
[21:13:00] <andypugh> If you look at the generated .hal file, do you see a mention of "reset" on the step pins?
[21:13:01] <pcncx> I guess it is OK just seems like I ran up against a limitation and just wondered why
[21:13:23] <pcncx> my motor driver goes faster than this just I can't seem to get EMC to run it any faster
[21:13:48] <pcncx> probably because my base period is so high
[21:13:49] <andypugh> What is your base thread period?
[21:13:54] <pcncx> 20000
[21:14:18] <andypugh> Hmm, odd.
[21:14:39] <pcncx> I guess you don't get every pulse
[21:14:40] <andypugh> I would expect that to go to a 20uS pulse time.
[21:15:07] <pcncx> well I get shorter duration pulses just they're not square if I drop Step time below 5100
[21:15:13] <andypugh> It is critically important that you _do_ get every pulse.
[21:15:23] <pcncx> and my driver doesn't seem to want to run on them
[21:15:46] <pcncx> I drop step time one more click and my driver won't run
[21:16:05] <pcncx> though step space doesn't even seem to matter
[21:16:16] <pcncx> I have it at 100 ns
[21:16:26] <andypugh> I doubt is actually matters on practice. You will probably hit stepper motor limits (when under load) before pulse frequency limits.
[21:16:52] <andypugh> Try inverting the puls pins.
[21:16:54] <pcncx> well so far it is passing the pinch test :)
[21:17:05] <andypugh> (just tick the box in the setup screen)
[21:17:29] <pcncx> OK will try
[21:17:36] <andypugh> My drivers ran a lot better on inverted signals.
[21:17:53] <pcncx> dude!
[21:18:06] <pcncx> it ran below 5000
[21:18:17] <pcncx> on a really ugly clock
[21:19:29] <pcncx> I can stall it now though
[21:21:17] <pcncx> I think i have to learn to live with this
[21:21:55] <pcncx> this is as fast as my motor wants to go and still deliver torque
[21:26:57] <pcncx> well it is progress I got EMC driving my motor today
[21:56:12] <ries_> ries_ is now known as ries
[22:16:55] <DaViruz> http://vimeo.com/16372336
[22:16:58] <DaViruz> yay, finally!
[22:17:11] <DaViruz> (pretty crappy and boring video, though)
[22:20:57] <DaViruz> stupid hydraulic pump, single most loud thing on the mill..
[22:22:57] <atmega> put it outside
[22:23:23] <DaViruz> hmm, i just might
[22:30:22] <Chef_Mendel> Chef_Mendel is now known as Mendelbuild
[22:35:29] <atmega> it has to be purely subjective, so... not likely.
[22:55:01] <UncleG> Can someone point me to some documentation on how to {configure hal for using an extra encoder as a jogwheel}?
[23:54:56] <Mendelbuild> * Mendelbuild got instant bored here
[23:58:53] <andypugh> UncleG: Are you still there?
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}