Back
[00:04:30] <JT-Hardinge> I guess CaptainW wandered off to the CAM channel
[00:05:12] <theorb> theorb is now known as theorbtwo
[00:06:20] <JT-Hardinge> kinda neat having homing on a mill :)
[00:18:02] <JT-Hardinge> say goodnight Gracie
[01:41:01] <sparrF2> is there a way to skip to a particular instruction in a program?
[01:41:37] <sparrF2> I'm interrupting my job to raise the tool and do a manual tool swap, I'd like to start back up where I left off without having to hand-craft a truncated NC file
[01:44:54] <cradek> sparrF2: click the line you want, right click, run from here
[01:45:12] <cradek> be sure you start in a safe spot. it's best to put all modal codes and a safe entry move after the tool change.
[01:45:30] <sparrF2> can I do that mid-run?
[01:45:43] <sparrF2> run the first 20 lines for setup, then run from the target line?
[01:46:10] <cradek> I don't understand what you're asking
[01:46:19] <sparrF2> * sparrF2 is cutting at 0.3 inches per minute in a desperate attempt to finish a 4 hour job without a degrading bit causing the piece to catch fire
[01:46:53] <cradek> if you don't start at a full entry move, you have to be careful that what you do makes sense
[01:47:28] <cradek> often, a rapid above the work to a new place to cut is a fine restart point - just make sure you turn the spindle on, etc.
[01:47:52] <sparrF2> yeah, i'm handling all that manually right now anyway
[01:48:03] <sparrF2> thanks for the tip on right clicking the line, dunno why i didnt notice that option
[01:48:23] <sparrF2> is there a way to change homing data mid-run?
[01:48:33] <cradek> what do you mean by homing data?
[01:48:51] <sparrF2> edit absolute or relative tool position without actually moving the tool
[01:49:03] <cradek> you can move your origin with touch off
[01:49:13] <sparrF2> touch off?
[01:49:30] <cradek> yep
[01:49:30] <sparrF2> sorry, used to using the END hotkey... I already do that
[01:49:41] <cradek> right, same thing
[01:50:13] <sparrF2> so, I did that, and now that I'm cutting I realize I was about 10mil off. I could do it all over again, or I could do _____________________________ and convince the machine to keep running but step down 10mil
[01:50:19] <sparrF2> fill in the blank
[01:50:50] <cradek> move your origin 10 mils downward using touch off
[01:56:02] <sparrF2> cradek: I'm already cutting. I would have to stop, re-touch, re- find a safe place to start ...
[01:56:15] <sparrF2> I want the equivalent of turning the Z crank on my makerbot
[01:56:19] <cradek> yes you'd have to stop
[01:56:43] <cradek> unless you can move the work, like you could if you were on a knee mill
[01:57:03] <sparrF2> I'll just let it finish with the difference
[01:57:05] <sparrF2> I can sand it out
[02:01:06] <SteveStallings> SteveStallings is now known as steves_logging
[02:23:11] <Connor> Question, with slot style sensors for limits, do I need to use shielded wire?
[04:25:09] <Connor2> My Z axis keeps defaulting to 39.280mm
[04:25:19] <Connor2> Is there a way to zero that?
[04:25:24] <Connor2> and why does it keep defaulting to that.
[04:33:36] <elmo42> what do you mean defaulting?
[04:33:44] <elmo42> limit? location?
[04:33:48] <Connor2> I dunno.. my Z is acting really strange..
[04:33:56] <Connor2> I can jog it up and down just fine...
[04:33:59] <elmo42> is it missing stepps?
[04:34:04] <Connor2> No.
[04:34:10] <Connor2> if I issue a g0 z0
[04:34:21] <elmo42> elmo42 is now known as elmo40
[04:34:48] <Connor2> it starts moving.. even though it's already in home position. (Home being 0) table travel is -114.30 to 0
[04:35:26] <elmo40> depends on your work coordinate. to home Z you should g0 g90 g53 z0
[04:35:38] <MattyMatt> does the DRO in axis say it's 0?
[04:35:49] <Connor2> DRO ?
[04:36:12] <MattyMatt> the co-ords in the 3d window
[04:36:31] <elmo40> and home is only 0 for machine coordinates, not work coordinates (g54, g55...)
[04:36:56] <Connor2> Currently, X is 0, y is 0, and Z is 0.001
[04:37:13] <Connor2> and thats showing Machine position.
[04:37:33] <MattyMatt> are there little targets after the numbers? they signify that axis is homed
[04:37:53] <Connor2> relative postion shows 39.281
[04:38:05] <Connor2> yes. All Axis have targets
[04:39:20] <Connor2> I'm not understanding the relative vs machine position.. if it's homed.. should they not be the same?
[04:40:30] <MattyMatt> that was the most confusing bit to me, I was thinking in machine co-ords, but you mostly work in work-co-ordinates, which you set by touching off where the work is clamped
[04:41:26] <MattyMatt> I never home my machine
[04:41:48] <MattyMatt> except once when I turn it on, to get the limits well out of my way
[04:43:04] <MattyMatt> and the "home" as far as the work coords are concerned is at one corner of the workpiece, or wherever 0,0,0 is in the gcode
[04:43:45] <MattyMatt> that's set by touching off, not by homing
[04:46:42] <elmo40> if you don't use work coordinates then no need to home the machine physically at 0,0,0. Work coordinates are good on systems that have homing switches and fixtures/vices/dowel locations that don't move that often and are not at the physical 0,0,0 and you restart the system from time to time and want to keep the same locations active in your tool paths. In general learning to work with g54, g55... is a good practise si
[04:48:04] <kanzure> does anyone know
http://dave.org/ dave loffredo?
[05:13:34] <sparrF> I made a new tooltable for heekscnc and now all of my gcode is unacceptable to EMC because of this line "N60 G10 L1 P1 R4.763 Z63.500". the equivalent line from an NC generated with additions to the standard tools is thus "N60 G10 L1 P2 R1.500 Z15.000" or "N140 G10 L1 P10 R3.175 Z63.500". Any thoughts on what's going wrong here?
[05:15:37] <Connor2> okay, another question.. I'm adding hold-down rails (T-Track).. Y is 24" wide.. (spoiler board is 23.5") with a working area of 18" .. I wanted to put my rails at 3", 9", 15", 21", But, Like a idiot, that's the same spacing I used for the bolts that hold the spolier board... so.. I'm thinking put two of the T-Tracks on the very edge of the spoiler board and then 8" and 16"
[05:16:43] <Connor2> I'm about to pull my hair out.. and wondering if I'm over thinking things..
[05:21:19] <elmo40> Connor2: ok... what?
[05:21:44] <elmo40> can't you just offest your g54 >
[05:23:37] <Connor2> I figured out the Z problem.. I had to zero the coordinate system..
[05:24:09] <Connor2> I'm trying to cut my channels for the T-Track.. and was trying to come up with the best spacing for a 23.5" wide spoiler board..
[05:24:42] <Connor2> avoiding 3",9",15",21" because, I have bolts holding the spoiler board down..
[05:29:53] <elmo40> then offset your work coordinate
[05:36:35] <elmo40> Connor2: know what I mean?
[05:37:01] <elmo40> if you don't use g54 then you can move your 'home' position up a little and start at a different location
[06:15:45] <Connor> okay, another question, how do you adjust for slight variations in depth of cut? I just milled out a rabbit in my spoiler board for the T-Track... and it's shallow by around 0.015 or so..
[06:15:55] <Connor> on one end.
[06:18:56] <elmo40> you could adjust the tool offset. but if it is only different at one end then something is moving or your table is not square.
[06:19:48] <Connor> I'm thinking it might not be level.. but, how on earth do you level it? The rails on the Y axis could be off a little.. I did the best I could when I positioned them..
[06:20:41] <archivist> machine its own bed
[06:20:50] <Connor> okay, and what's the deal with downcut spiral vs upcut spiral.. I'm using upcut.. but, just read you should use a downcut
[06:21:55] <Jymmm> downcut helps prevent chipouts
[06:22:27] <Connor> chipouts? I though upcut would help with removing the dust and chips..
[06:24:58] <Jymmm> re-read what I said
[06:27:31] <Connor> Yes. I did.. I don't know what a chip out is..
[06:27:42] <Connor> I'm kinda new to all this.
[06:30:14] <Jymmm> Chipouts
http://images.meredith.com/wood/images/p_wood_words5.jpg
[06:30:58] <Connor> okay. tearing of the grain.. I'm milling MDF.. no grain.. but.. I guess it could still flake layers...
[06:31:49] <Jymmm> be sure to wear a respirator, mdf is a big hazard
[06:32:12] <Connor> It's in a enclosure, with a vac attachement.
[06:32:21] <Jymmm> k
[06:32:46] <Connor> however, I've got MDF dust floating around in the shop.. I've been sneezing up a storm..
[06:33:10] <Jymmm> then your enclosure/vac aint doing their job
[06:33:28] <Connor> no, it's from doing stuff before I had the vac and enclosure up and working..
[06:33:46] <Connor> Drilling mostly.. except for when I was stupid enough to do some manual routing...
[06:33:53] <Jymmm> then youre not doing your job cleaning it up =
[06:33:57] <Jymmm> =)
[06:34:11] <Connor> yea. yea.. After I'm done building this thing..
[06:34:28] <Jymmm> Its your lungs, I dont care.
[06:35:31] <Jymmm> Mdf is nasty shit, I wouldn't leave any dust laying around.
[06:39:34] <Connor> Okay, So, If I surface my spoiler board.. what do I do about the areas that are outside the range of the router?
[06:40:27] <Connor> or, do I need to put a 2nd spoiler board on it.. and resurface that one... and leave the main deck alone?
[06:47:58] <elmo40> does Axis accept Trig functions? I want to make a sign that has a SIN wave in it, any way to say 'y=sin(x/2)' ? I guess it wouldn't be a straight g01, g02 or g03 command.
[06:48:23] <elmo40> you could shim the sliders to make it square
[06:49:23] <Connor> I need to get a dial indicator and do some checking..
[06:57:48] <elmo40> ;)
[09:19:25] <Guest336> hi
[09:24:41] <micges> hi
[10:17:35] <Dave911_> Dave911_ is now known as Dave911
[13:21:58] <acciera> hi
[13:22:16] <acciera> is 5975 a good value for the max jitter?
[13:36:07] <micges> acciera: yes its quite good
[13:37:37] <acciera> it is an c2d e5400
[13:37:45] <acciera> is it for such cpu good?
[13:38:17] <JT-Hardinge> * JT-Hardinge does a msbackup on the 308
[13:39:53] <micges> see
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Latency-Test
[13:42:12] <JT-Hardinge> hi micges
[13:42:20] <micges> hi
[13:50:01] <micges> JT-Hardinge: how it's going?
[13:57:33] <acciera> micges but what does this value tell me?
[14:00:22] <micges> jitter is max time between two realtime ticks
[14:00:46] <micges> it means depend what system do you have (servo, steppers)
[14:01:29] <acciera> i think i have to use steppers cause 2 of the original servos and the controller died
[14:02:01] <micges> if you use steppers read this:
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?TweakingSoftwareStepGeneration
[14:02:35] <acciera> i think 9Nm steppers are big enough
[14:02:50] <micges> those limit doesn't exist when you use hardware card which generates steps (mesa, pluto, etc.)
[14:03:21] <acciera> but they are expensive...
[14:06:57] <acciera> i think i will try lpt first, and if not fast enough i will use an io card
[14:10:17] <micges> if you use lpt, read carefully links I've pasted, will save you lot of guessing
[14:10:37] <acciera> ok
[14:10:47] <acciera> what i sice of steppe do i need?
[14:11:20] <skunkworks> http://www.youtube.com/watch?v=nbWoUr7f2u8
[14:11:33] <JT-Hardinge> micges: it's getting better :)
[14:12:24] <JT-Hardinge> just backing up all the files on the BP 308
[14:13:23] <acciera> looks like this one
http://www.a-j.com/aciera.jpg
[14:15:01] <JT-Hardinge> it is a DOS 6.22 operating system :)
[14:22:07] <Als> is there a way to enable lapic before running "live cd" ? I get install or try ,when I choose try, all I get is purple screen and install icon
[14:22:37] <JT-Hardinge> I have a router with wireless out here in the shop and two cables going inside can I just plug another wireless router into the lan to get wireless inside?
[14:23:07] <Als> try it
[14:26:10] <_AR_> hello
[14:26:20] <_AR_> im trying to control my death robot with emc
[14:26:45] <_AR_> it has 5 axis of movement which is fine, but how do i wire the gun triggers
[14:30:04] <JT-Hardinge> you want to fire the gun with g-code?
[14:30:43] <JT-Hardinge> or with a button?
[14:30:57] <_AR_> both
[14:31:11] <JT-Hardinge> http://www.linuxcnc.org/docview/html//gcode_main.html#sec:M62-to-M65
[14:31:27] <_AR_> thanks
[14:32:16] <JT-Hardinge> for a physical button you use HAL to connect it to your output with an or2 component
[14:32:24] <JT-Hardinge> http://www.linuxcnc.org/docview/html//man/man9/or2.9.html
[14:32:35] <_AR_> ok
[14:32:47] <JT-Hardinge> but you might want to read this first about HAL
http://www.linuxcnc.org/docview/html//hal_basic_hal.html
[15:01:03] <Als> is there a way to detect if I have a lapic?
[15:01:15] <Als> before install
[15:10:09] <IchGuckLive> hi from Germany sunny Day Today and Ozapft is since Yesterday 6mio liters of beer
[15:14:48] <jthornton> what kind of beer?
[15:15:10] <IchGuckLive> Special OKTOBERFEST beer
[15:15:32] <jthornton> yum
[15:16:14] <jthornton> I like Hofbrau and Weihenstephaner
[15:16:29] <IchGuckLive> live webcam ->
http://www.oktoberfest-tv.de/?PkId=388&LCID=1031
[15:22:32] <acciera> is it possible to write the value for spindle speed on rs232 port?
[15:23:12] <SWPLinux> yes
[15:23:26] <IchGuckLive> acciera: if u use 7i43 yes
[15:23:52] <SWPLinux> there is a simple python program in the THC sample config that writes something to the serial port
[15:24:00] <SWPLinux> using HAL and serial python modules
[15:24:41] <acciera> IchGuckLive nope not with a mesa card with the pc internel serial port
[15:24:43] <SWPLinux> ah, plasma-thc/mp1000_serial.py
[15:26:09] <IchGuckLive> acciera: look at swplin
[16:03:09] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/yaxis/yservomount.jpeg
[16:03:43] <skunkworks> ran into a snag - thought we could hard couple into the servo - but there is too much runout in the shaft we made.. So - couplers it is.
[16:04:00] <skunkworks> *flex
[16:04:52] <Jymmm> why so much runout?
[16:05:47] <skunkworks> bunch of things - on of which was that the shaft we used was not strait.
[16:06:04] <skunkworks> we assumed ;)
[16:06:08] <Jymmm> ah, bummer. Not going to do it over instead?
[16:06:28] <skunkworks> no - it was wishful thinking that it would work at all
[16:06:49] <Jymmm> Looks like you had to make a mounting plate too.
[16:06:58] <skunkworks> yes
[16:07:06] <skunkworks> that all fits together nice
[16:07:08] <Jymmm> 1" thick - ouch
[16:07:14] <skunkworks> yes - aluminum
[16:07:27] <skunkworks> the 'adaptor plate' ;)
[16:07:29] <Jymmm> still
[16:08:55] <skunkworks> the copper pipe coming out is for the hydraulic brake - (y axis is vertical)
[16:09:22] <Jymmm> skunkworks: What do you plan on making once you get it done? washers?
[16:10:03] <skunkworks> heh - lots of progects.
[16:10:17] <skunkworks> it has sucked not having the thing running. It is a pain doing things manually ;)
[16:10:53] <skunkworks> even though the old control was a pain - it did do a lot of work.
[16:11:27] <Jymmm> making washers?
[16:12:19] <Jymmm> skunkworks: Is it accurate enough to make micro mills with it?
[16:15:56] <skunkworks> yes
[16:16:32] <skunkworks> (what
[16:16:39] <Jymmm> skunkworks: There ya go, get a billet and make a solid micro mill =)
[16:16:45] <skunkworks> (What's a micro mill?)
[16:16:58] <Jymmm> like sherline
[16:17:33] <skunkworks> oh - yes - we had thought about making some decent quality ones and selling them.
[16:17:51] <skunkworks> but that is just one of the many projects...
[16:48:43] <L84Supper> if micro mills are just small sized mills, what are small mills designed for micro milling called?
[16:50:06] <elmo40_> mini mills?
[16:51:29] <micges> pico mills
[16:54:55] <Jymmm> L84Supper: I was just thinking of (terrorizing) you!
[16:55:59] <Jymmm> mini-me micro mills
[16:56:03] <L84Supper> Jymmm: I'm a parent, good luck
[16:56:16] <Jymmm> L84Supper: SW
[16:56:39] <elmo40_> ok, this is annoying. inkscape defaults to pixels. i set it up for inches but it always defaults to pixels.
[16:56:59] <Jymmm> elmo40_: That's correct
[16:57:41] <Jymmm> I keep telling you ppl that inkscape has issues, and has had them for 3+ years
[16:59:55] <jthornton> I found a small root ball while getting the ground ready for the shop addition
http://i47.photobucket.com/albums/f163/johnplctech/Shop%20Addition/Shop01.jpg
[17:01:02] <Jymmm> elmo40_:
[17:01:21] <Jymmm> There's been an issue in InkScape for years where if you drew something is in/mm (as opposed to it's native px), say 4 inches. Then looked at the raw SVG (which is really just an XML file renamed) in a text editor the dimension would be something like 4.0412345821 instead of 4.000
[17:01:21] <Jymmm> I spoke to a couple of the developers about it a ways back and recently too, there are still known issues when it comes to absolute values. Most of which are coming more from the WC3 SVG 1.1 Specification than from InkScape itself as I understand it.
[17:01:21] <Jymmm> Still a great program, just be aware that there might be some "gotchas" involved when using it as a CAD substitute.
[17:01:23] <Jymmm> Here are some of the nitty gritty details if you really care
[17:01:25] <Jymmm> ...
https://blueprints.launchpad.net/ink...pec/real-units
[17:02:05] <Jymmm> jthornton: smoke it!
[17:02:48] <jthornton> I'm thinking I'll just push it over the hill to my neighbors yard :P
[17:03:09] <Jymmm> Neighbor Bowling! I like it!
[17:04:08] <Jymmm> elmo40_: I can't say it any clearer than that.
[17:05:56] <jthornton> http://i47.photobucket.com/albums/f163/johnplctech/Shop%20Addition/Shop02.jpg
[17:06:58] <Jymmm> L84Supper: How do you move things in SW? I'm having a hell of a time with it. I made a part, then inserted another part. I want to move the inserted on to a particular position, but everything I try just fails.
[17:07:19] <jthornton> what version of SW?
[17:07:48] <jthornton> I assume by SW you mean SolidWorks Jymmm
[17:08:02] <Jymmm> jthornton: Solid Works 2004
[17:08:17] <Jymmm> jthornton: Solid Works 2004 SP4
[17:08:37] <jthornton> did you really mean you inserted two parts into an assembly and you can't move the first part
[17:09:34] <Jymmm> jthornton: I drew up a pseudo "Dust Collector" part. Then drew up a flange and wnat to add it to the existing DC part (not assembly)
[17:09:50] <jthornton> you don't add parts to parts/1
[17:09:52] <Jymmm> It's just a mockup for spacing purposes, so I really didn't care so much.
[17:10:10] <Jymmm> jthornton: It actually let me insert it, just not WHERE I wanted it.
[17:10:12] <jthornton> you make parts then drop them into an assembly and define the mates
[17:10:51] <jthornton> start and assembly and drop the two parts in there and you can move them about as you wish
[17:10:55] <Jymmm> jthornton: I do understand that, I was just trying to shortcut
[17:11:24] <jthornton> and see how much time you wasted :)
[17:11:30] <Jymmm> jthornton: Than can you explain why it let me?
[17:11:43] <jthornton> not really
[17:11:46] <Jymmm> ok
[17:12:08] <jthornton> I never do that but I think there is some special reason you can
[17:12:25] <jthornton> do you know how to define mates?
[17:12:30] <jthornton> in an assembly?
[17:13:05] <Jymmm> jthornton: Yes, I've done that on the assembled box. Not sure if it's the "proper" way, box it works =)
[17:13:20] <Jymmm> jthornton: Yes, I've done that on the assembled box. Not sure if it's the "proper" way, but it works =)
[17:14:26] <jthornton> normally you create the base part what ever that is and drop it into an assembly then add the rest of the parts and use mates to make them be in the correct position
[17:14:51] <jthornton> if it is just a mock up you can do it all in one part just keep adding features to that part till your done
[17:15:43] <Jymmm> jthornton: I have the enclosure done. What I'm working on is the spacing of components for the inside. There is to be three "chambers", each of the chambers is divided by a piece of MDF that fits into a dado. Right now I need to move the dividers (and their features) to accommodate the contents.....
[17:16:11] <Jymmm> jthornton: So, when I move a divider, I need the dado to follow.
[17:16:42] <Jymmm> If I move a item that will be in the chamber, I need it's mounting holes to move too. etc
[17:17:02] <jthornton> make the divider mated to the dado in an assembly and when you move the dado the divider will follow
[17:17:21] <jthornton> mate the item to the mounting holes then move the mounting holes to move the item
[17:17:39] <Jymmm> Since there will be three dados per divider, it would be easier to move the divider.
[17:18:18] <Jymmm> (top, bottom, rear)
[17:18:53] <jthornton> no, that is backwards... if the dado is a feature in part 1 and the divider (part2) is mated to the dado. you move the dado
[17:19:10] <jthornton> and part2 follows suit
[17:19:22] <jthornton> http://i47.photobucket.com/albums/f163/johnplctech/Shop%20Addition/Shop03.jpg
[17:19:57] <Jymmm> bbq pit?
[17:21:12] <jthornton> stump hole
[17:21:18] <Jymmm> jthornton: Ok, but part 2 is also mated to the dado in part3
[17:21:25] <Jymmm> the rear wall
[17:21:36] <Jymmm> and the dado in part4 the top wall
[17:22:02] <cwmk577> Hi, sorry to interrupt. but I was wondering if anyone out there had ever run Axis in a debugger or IDE like PyDev
[17:22:11] <jthornton> and you need to move all three dados and the divider will follow
[17:23:01] <jthornton> I don't think there is an interrupt button here... don't you just ask your questions? :)
[17:23:09] <Jymmm> jthornton: ?! wouldn't it be easier to move the divider an have the dados follows?
[17:23:18] <jthornton> * jthornton is being sarcastic
[17:23:29] <jthornton> nope
[17:23:42] <jthornton> the dados are on three seperate parts
[17:23:55] <Jymmm> jthornton being sarcastic. never! </sarcasim>
[17:24:18] <cwmk577> Ha. I'm new here, figured I'd err on the safe side.
[17:24:22] <jthornton> however if you make the box one part and the position of the two dados are relative to the first then that works
[17:25:07] <jthornton> so why do you want to run Axis in a debugger?
[17:25:25] <jthornton> cwmk577: welcome aboard then
[17:25:55] <jthornton> just ignore the little man behind the curtain...
[17:27:04] <jthornton> Jymmm: you might be able to mate the dados to the divider but leave the position of the dado on the part floating...
[17:27:05] <cwmk577> Thanks! I'm trying to wrap my head around how Axis works. I thought running it in an IDE-type environment where I could step through things would be a good way to see how it all goes together.
[17:27:31] <jthornton> what's and IDE environment
[17:27:41] <jthornton> s/and/an
[17:27:51] <Jymmm> jthornton: Ok, lets back the fsck up a moment, I'm somewhat clueless with certain aspects of mating. there is: coincident, parallel, perpendicular (right angles to each other), tangent, and concentric. What is parallel for? It seems simular to coincident.
[17:28:32] <cwmk577> Integrated Development Environment - something like PyDev - a development tool
[17:29:22] <jthornton> parallel you might not want them touching but the two surfaces to be parallel like the flat on a bolt and the edge of a part
[17:29:33] <jthornton> ah, I see
[17:29:40] <Jymmm> ah, ok.
[17:30:13] <jthornton> Jymmm: you want to switch to the jt-sw channel?
[17:30:33] <L84Supper> jthornton: can I come down and play with your backhoe?
[17:30:34] <Jymmm> jthornton: sure
[17:30:50] <jthornton> sure but you have to fill it with diesel
[17:31:19] <L84Supper> 6oz onboard the rest I'll have to get locally
[17:32:08] <L84Supper> how big is that going to be?
[17:32:17] <L84Supper> the shop that is
[17:32:49] <jthornton> 24' x28'
[17:38:59] <elmo40_> Jymmm: THANKS FOR THE INKSCAPE INFO
[17:39:05] <elmo40_> err. caps lock ;)
[17:39:16] <elmo40_> but there is a flaw with EMC 10.04
[17:39:40] <Jymmm> elmo40_: np
[17:39:59] <elmo40_> when i start my computer and open a terminal to run irssi (which i am doing now) then i open Axis to run a part. When I close Axis i get this 'file system lock'
[17:40:19] <elmo40_> axis is now closed and i want to open firefox. no can do.
[17:40:28] <elmo40_> i cant even save a file i was editing !
[17:41:06] <elmo40_> since this session is already opened it will 'allow' it to stay. but if i try to open another terminal it gives me this file system lock error.
[17:41:21] <elmo40_> does axis lock the system to run? if so it is not releasing it.
[17:42:37] <elmo40_> moo?
[17:51:19] <micges> psha: go on
[17:52:13] <psha> I need "home all" button when homing sequence is disabled.
[17:52:31] <psha> So I've created button on pyvcp panel and connected it to halui.joint.*.home pins.
[17:52:46] <psha> All at once, one source, 3 listeners.
[17:52:57] <psha> When I press this button only first axis is homed.
[17:53:08] <psha> When I press and hold button - all axes are homed
[17:53:23] <psha> Is it coused by sequential homing of axes?
[17:53:45] <psha> Sorry for grammar, english is not my first language
[18:00:39] <acciera> is there a possibility to use 1signal for different nets?
[18:01:06] <awallin> yes, you just "net" the signal to many pins
[18:01:57] <acciera> so i could set net.xyz<== pin
[18:02:17] <acciera> then i can use or1 and or2 with the net xyz?
[18:02:54] <micges> psha: it's halui problem, you must add at least 100ms oneshot to those halui.joint * pins
[18:03:32] <psha> at least this is problem and not my shortcoming :)
[18:03:53] <psha> btw G28 is behaving strange...
[18:04:20] <psha> G28 Z1 just moves to Z1 and then to Z0
[18:04:40] <psha> and not to X#5161 Y#5162 ...
[18:05:03] <micges> you must set them in var file
[18:05:29] <psha> setting them with G28.1 is not enough?
[18:05:49] <psha> G0 X [#5161] works just fine
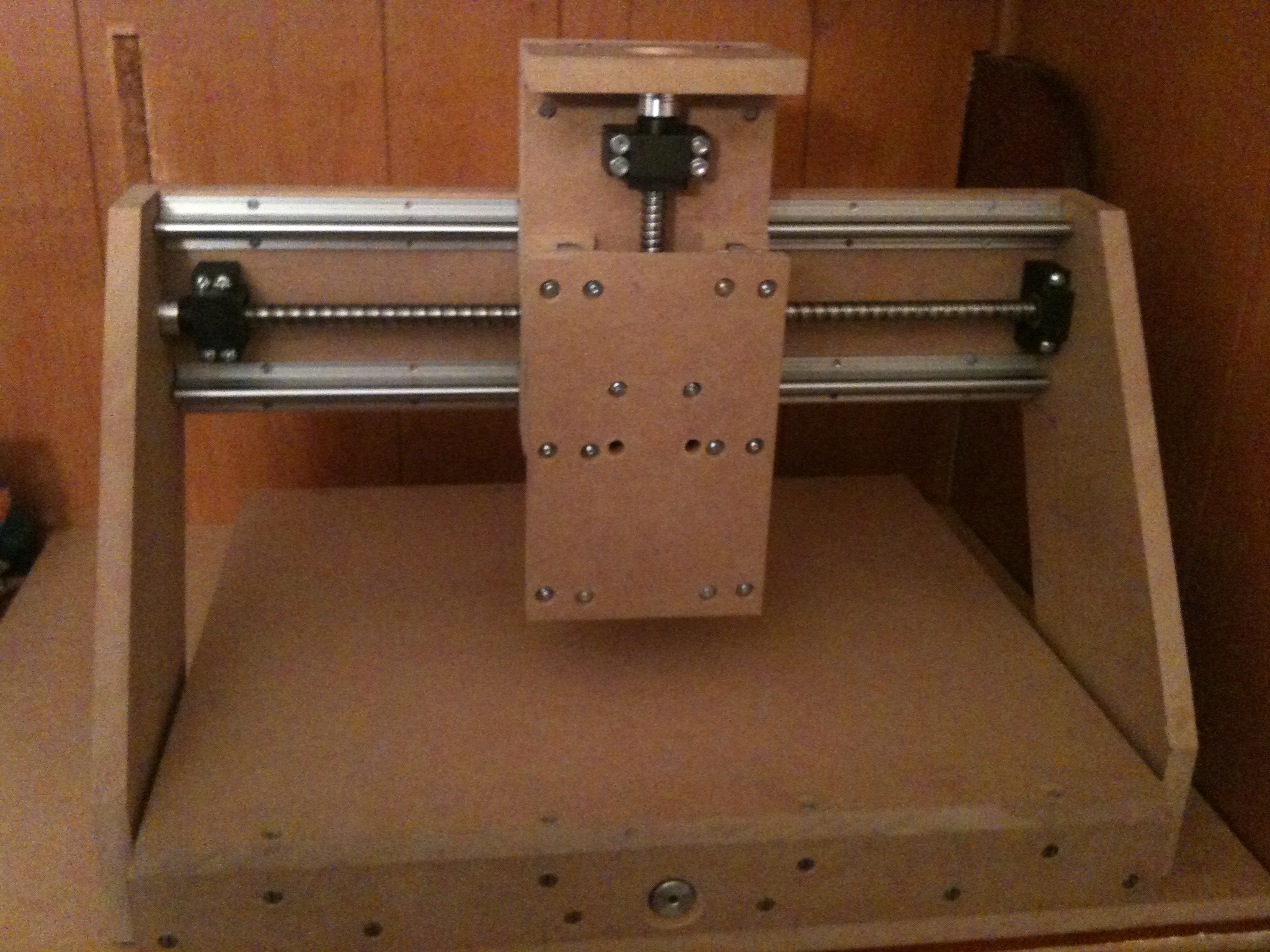
[18:06:07] <Connor> question guys.. How do most of you have your routers setup.. I have a 3/4" Deck, that I'm putting clamping bars on.. Would that be the spoiler board? Or, another board on top of that? I'm tyring to get it all leveled out and everything, because it's not cutting depth accurately.
[18:06:53] <micges> psha: should work
[18:07:13] <psha> I'll try with *.vars file and report back
[18:08:33] <cwmk577> Connor: how inaccurate are talking about?
[18:09:59] <Connor> Well.. I used it to route out it's own rabbit for the T-Channel last night.. and.. raning from 0.052" to 0.072" depending on where it's at on the board.
[18:10:43] <psha> micges: pretty bad, setting them in emc.var does not help
[18:10:45] <cwmk577> How large is the table?
[18:11:16] <micges> psha: what emc version?
[18:11:24] <micges> I'll check later, I
[18:11:25] <psha> 2.4.4 or HEAD
[18:11:37] <micges> ok
[18:11:39] <Connor> 19.5" x 23.5" cutting envelope iis 12" x 18"
[18:11:45] <psha> So maybe ';' separator is not so useless? :)
[18:12:01] <micges> heh
[18:12:09] <micges> will see
[18:12:56] <cwmk577> Connor: Is this a DIY design?
[18:13:02] <Connor> Yes.
[18:13:08] <Connor> Gantry style.
[18:13:23] <psha> micges: maybe I'll show your a patch so You may deside what to do with it - send it to trash or try to improve?
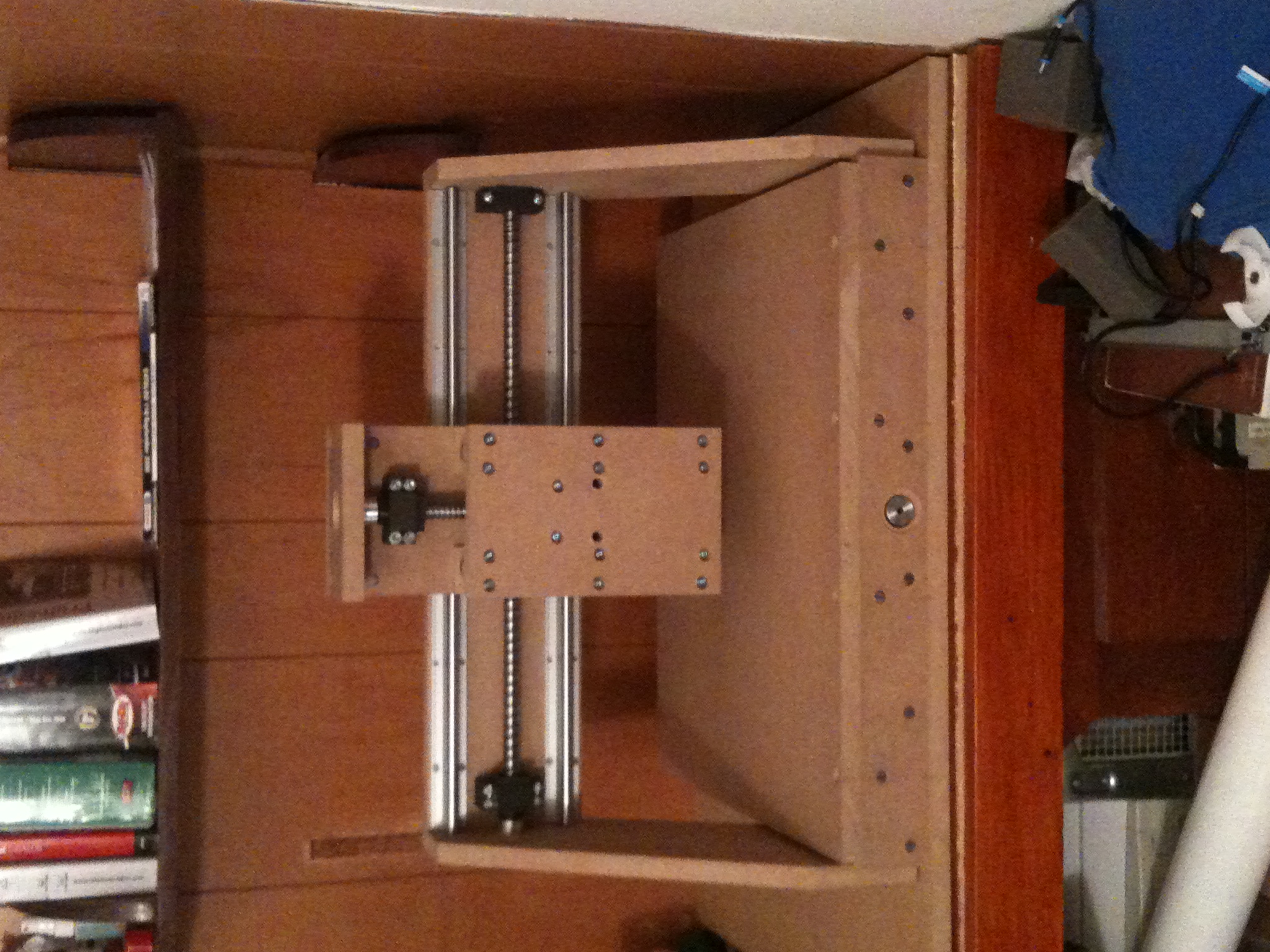
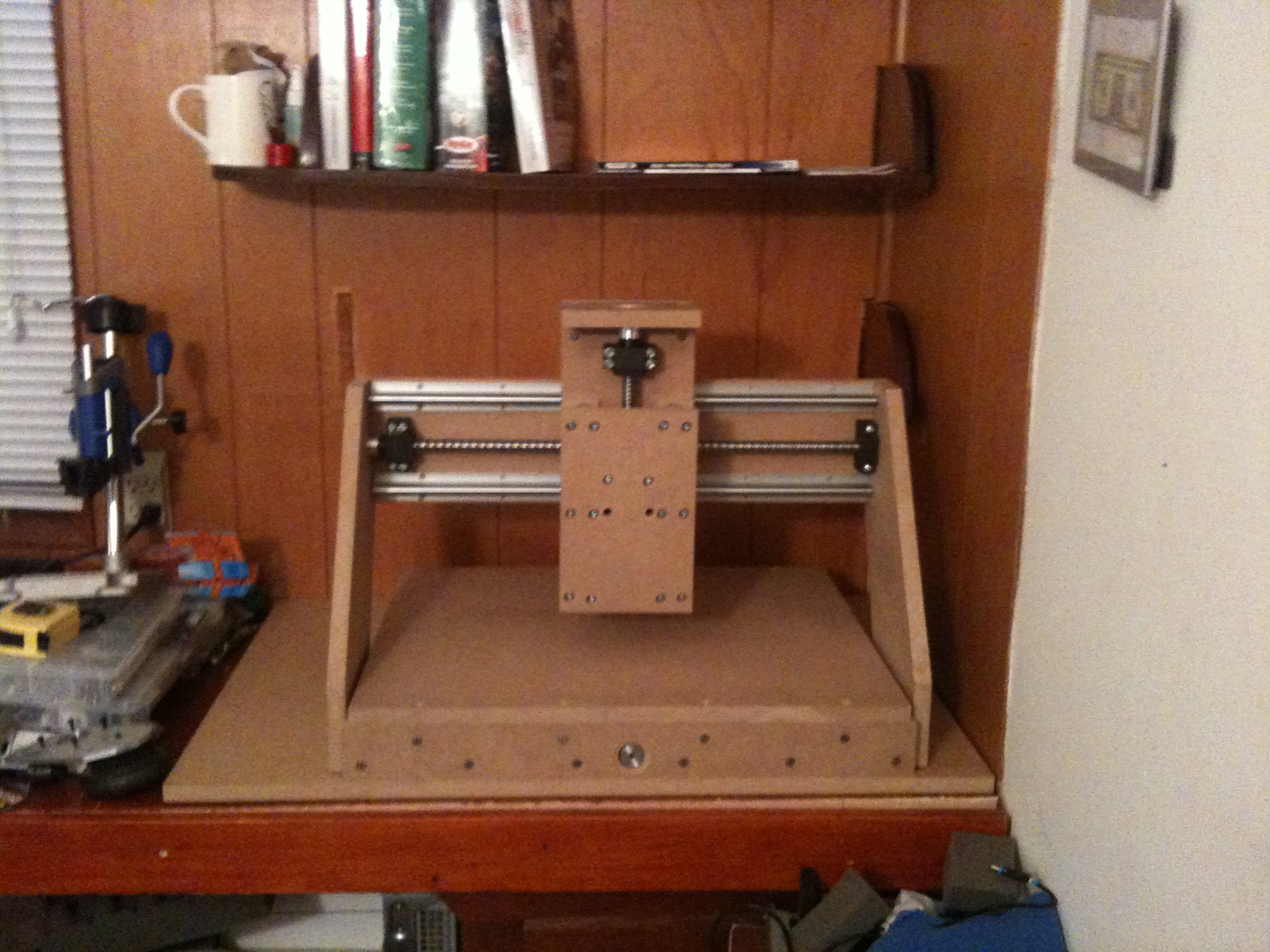
[18:13:49] <Connor> http://www.ivdc.com/cnc/cnc1.jpg
[18:13:51] <Connor> http://www.ivdc.com/cnc/cnc2.jpg
[18:13:54] <Connor> http://www.ivdc.com/cnc/cnc3.jpg
[18:14:01] <cwmk577> Connor: is there any way for you to adjust the deck, e.g. by shimming at the corners?
[18:14:11] <Connor> take a look at the pictures.
[18:14:21] <micges> psha: sure
[18:14:28] <micges> pastebin.com it
[18:15:48] <psha> micges:
http://pastebin.org/961768
[18:15:48] <cwmk577> Connor: Could you unscrew the deck and place shims anywhere in there? Or is it glued up?
[18:16:10] <Connor> all screws.
[18:16:11] <psha> micges: excessive printf
[18:16:18] <Connor> err. 1/2" bolts that is.
[18:17:17] <psha> micges: maybe back to -dev?
[18:17:51] <micges> psha: I'm quite busy atm
[18:18:18] <psha> micges: ok, I have at least week to implement safe homing :)
[18:18:27] <Connor> I guess I can finish off the rails by hand.. and then shim..
[18:18:37] <cwmk577> Connor: OK. Have you put a straightedge on it to see how flat the MDF is?
[18:18:45] <Connor> it was so cool watching it mill it's own rabbits though.
[18:19:12] <Connor> yeah.. I can use a standard metal carpenter's level.
[18:19:23] <cwmk577> Because if it's not flat you'd be chasing your tail
[18:20:03] <cwmk577> If it's flat, your choices are shimming (cut-up soda can, sheet metal, tin foil are good), or mill the surface flat with the router
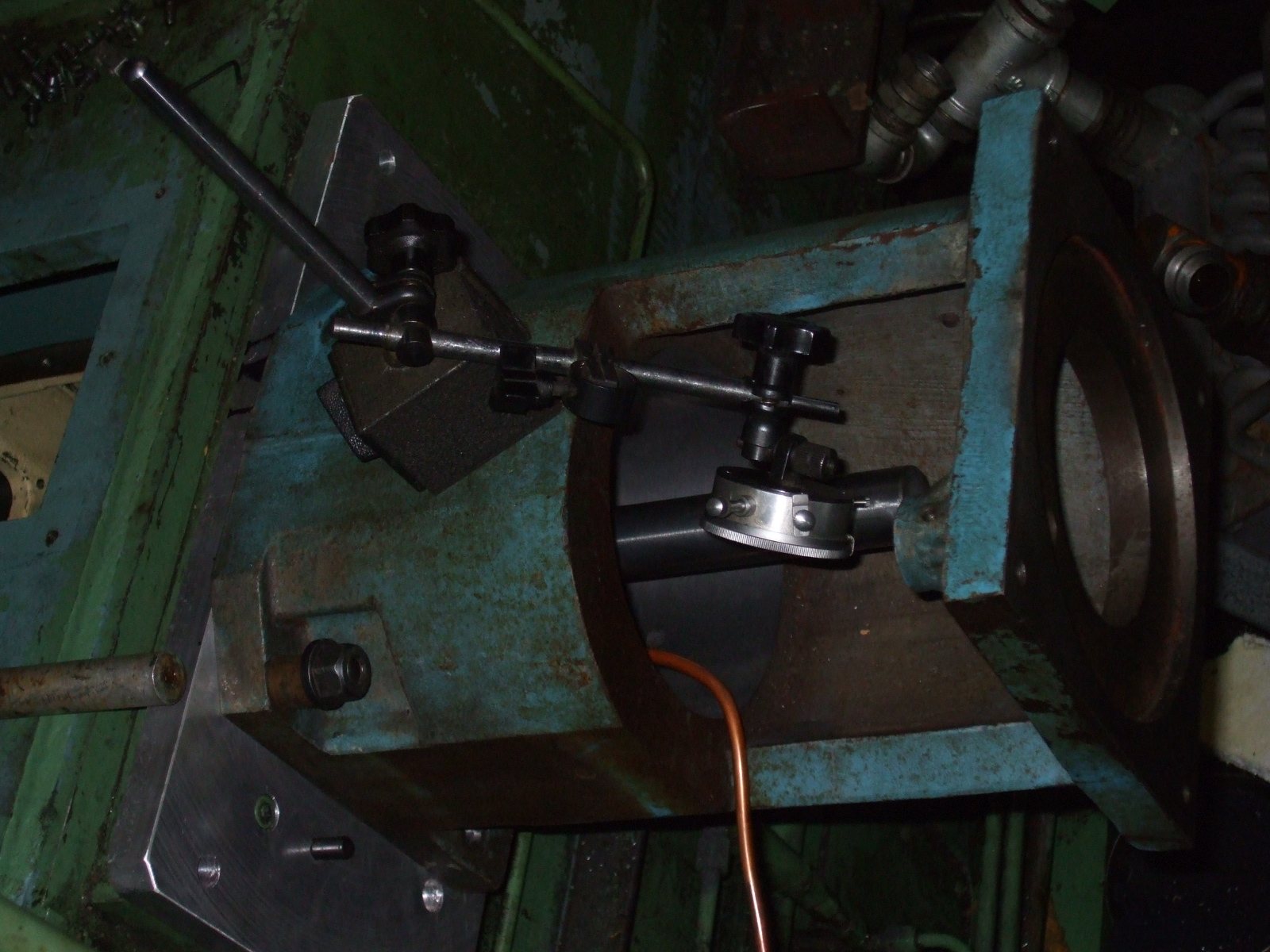
[18:23:04] <Connor> Hmm.. it's crowned in the middle left-to right.. looks good front to back..
[18:23:37] <cwmk577> Do you have a dial indicator?
[18:23:37] <Connor> I loosened the bolts on the outside edge and the crown went away.. so.. it might be my support's
[18:23:46] <Connor> No.. Just a Digital Caliper.
[18:24:13] <cwmk577> You could attach a pencil to the gantry and use it to mark the high spots
[18:25:29] <Connor> I'm starting to think I need to finish the complete build of the machine.. (still working on it's enclosure) and do the t-slots by hand.. then make sure the surface the machine is on is nice a smooth and then start trying to level out the bed.
[18:26:13] <cwmk577> Maybe. Leveling is important, but my first concern would be that the MDF table is flat (which is different)
[18:26:30] <Connor> the wood itself is flat when not bolted down.
[18:26:47] <cwmk577> If tightening the bolts is bending the table then you might need to do some sanding
[18:26:58] <Connor> which tells me that the ends that support it.. or the board that they're mounted too isn't.
[18:27:33] <Connor> yea, I've done Zero sanding on this thing.. all done with table saw and rip fence..
[18:28:03] <cwmk577> yeah, perhaps, though if things are properly fitted the table should be flat even if you have it nailed to the wall on its side
[18:28:18] <Connor> yea.
[18:28:33] <acciera> are there any other io cards useable with emc2 than the mesa card? cause of they are expensive...
[18:29:08] <cwmk577> Ultimately though, if you want ultra-accurate Z, it's hard to beat milling the surface (i.e. spoilboard)
[18:29:38] <cwmk577> Thats what I do on the machine I use for PC board engraving, which needs to be accurate to .001-ish to work well
[18:29:44] <Connor> yea. but, how do you do that over the whole board, and not just the envelope.. ?
[18:29:52] <cwmk577> You don't :P
[18:30:01] <Connor> that sucks.
[18:30:47] <cwmk577> I think you should be able to get it to within .01" or so without too much suffering
[18:32:11] <cwmk577> Without a dial indicator (even the $10 harbor freight ones would do), the easiest way to go about it might be to level the machine, then work on getting the table level when clamped down
[18:33:21] <Connor> well.. I'm going to go cut 3 3/4" rabbit's with a 1/4" bit.. fun fun..
[19:03:53] <Connor> okay, the desk the machine is own has a crown in it.. and the weight of the machine is causing it to crown.
[19:04:11] <Connor> and that's translating into the work surface too.
[19:04:21] <Connor> own/on
[19:06:50] <JT-Hardinge> shim it up
[19:07:03] <Connor> yea. looking into that now.
[19:29:50] <Jymmm> Can a rotary table on a mill go continously 360 degrees, or does it have to reverse direction to get back to 0 ?
[19:33:20] <cwmk577> Jymmm: mechanically speaking, it can rotate continuously
[19:40:06] <Jymmm> k
[19:53:17] <Jymmm> JT-Hardinge: ping?
[19:56:02] <ries_> ries_ is now known as ries
[19:59:09] <acciera> how does it work, if i have a 5axis mill
[19:59:16] <acciera> 1 axis is turning the part
[19:59:23] <acciera> 1turning the tool
[19:59:33] <acciera> and the other 3 are xyz is this possible?
[20:16:26] <Connor> you don't count the tool as a axis.. that's the spindle.
[20:16:41] <Connor> so, you have just 4 axis.. X,Y,Z AND A
[20:24:19] <acciera> Connor i dont mean the tool
[20:24:28] <acciera> i mean rotating the head
[20:24:32] <acciera> dont know in englisch
[22:32:02] <MattyMatt> acciera: yes that's a common 5 axis config. the the spindle can tilt left & right that's the B axis
[22:32:23] <MattyMatt> ^if the spindle can....
[22:33:26] <MattyMatt> it's one of the plans for my machine, if I can make it stiff enough
[22:34:08] <MattyMatt> so I'll need to make my mill a bit stiffer first, so I can make steel parts for that 5th axis :)
[22:34:47] <andypugh> iron castings may be cheaper than mild steel blanks. You can make the wood patterns.
[22:35:56] <MattyMatt> good point, I'd want long HT steel bolts through it to stop the whole thing snapping off tho :)
[22:36:48] <MattyMatt> the whole casting would have to be quite light, on my Z
[22:37:43] <andypugh> Hollow is easier with casting than machined parts too. CI is also easier to machine than steel.
[22:37:47] <MattyMatt> I think aluminium extrusion is on the cards.
[22:38:18] <MattyMatt> www.misumi-eu.com
[22:38:33] <MattyMatt> hmm not right
[22:39:55] <MattyMatt> http://uk.misumi-ec.com/eu/CategorySearchView/103_29000000_29010000_29010100.html
[22:40:04] <MattyMatt> excellent prices
[22:42:05] <MattyMatt> with summer fading, my backyard foundry plans are on hold I think
[22:42:54] <Valen> put it in the garage
[22:42:57] <Valen> keep it warm
[22:43:01] <MattyMatt> no garage
[22:43:19] <Valen> :-<
[22:43:29] <MattyMatt> momma has a brick shed, but it's very damp and I'd have to evict all her stuff
[22:43:48] <andypugh> Their price is about the same as RS for a 3m length with no mods. But the fact that they supply to length with end modifications is interesting.
[22:44:21] <MattyMatt> online price calculation is a plus too
[22:44:41] <MattyMatt> I haven't seen RS prices TBH, I didn't think they did it
[22:45:10] <andypugh> http://uk.rs-online.com/web/search/searchBrowseAction.html?method=retrieveTfg&Ne=4294957561&N=4294954327
[22:45:30] <MattyMatt> misumi looks good value for the fancy stuff and larger sections. IIRC 1m of 80x40 is ~7.60
[22:46:52] <Valen> andypugh: casting iron isn't paticularly easy though?
[22:47:16] <Valen> I am planning aluminium/mild steel base backed by epoxy granite and another layer of al/steel
[22:47:40] <andypugh> No, but making patterns is fairly easy, and I know a foundry that will make (for example) 6" x 6" CI parts for £25 for one-offs
[22:48:00] <MattyMatt> there is a small founder in town I've heard
[22:48:41] <andypugh> This is the parts I had made, next picture is the patterns (MDF and red-oxide primer)
[22:48:43] <andypugh> http://picasaweb.google.com/bodgesoc/Gibbs#5511282568768390018
[22:48:46] <Valen> I'm after 600mm a side
[22:49:02] <Valen> look good
[22:49:27] <MattyMatt> but anyway, I want CI legs & pillars on my mill before I make a superheavy Z & B axis :)
[22:49:31] <Valen> though perhaps for the gantry
[23:02:34] <skunkworks> a local foundry here said they would do one off - not a bad price either iirc
[23:04:10] <skunkworks> (cast iron and aluminum)
[23:04:13] <Valen> what sort of $ for what?
[23:04:37] <skunkworks> I don't recall exactly - but it was by the pound
[23:05:48] <Valen> thats probably not too bad then
[23:06:51] <andypugh> Sand castings are all one-offs so there is not much discount on volume. Then consider that castings are used _beacause_ they are cheap.
[23:08:22] <Valen> yeah I have done some back yard stuff
[23:09:46] <Valen> with CnC mill lost wax casting becomes easier ;->
[23:10:02] <andypugh> Lost polystyrene is very easy too.
[23:10:17] <Valen> probably easier
[23:10:30] <Valen> dont have to muck about with casting the wax in the first place
[23:11:05] <andypugh> Or the ceramic coating. Just pack the polystyrene in sand, then pour molten metal on top.
[23:11:47] <Valen> ceramic coating?
[23:12:12] <Valen> I was under the impression for lost wax they just packed the wax in sand then melted it out
[23:13:18] <andypugh> I have not seen lost-wax done with sand.
[23:18:11] <Valen> I could be completley wrong, I've never done it in the pro field
[23:27:55] <andypugh> I associate lost-wax with "investment" casting (see "Investment" here
http://en.wikipedia.org/wiki/Investment_casting)
[23:30:15] <Valen> cool
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}