Back
[00:04:14] <theorb> theorb is now known as theorbtwo
[00:40:17] <Birdman3131> Birdman3131 is now known as birdman3131|zzzz
[00:47:24] <NTU> NTU is now known as NTU_brb
[01:50:25] <cradek> NTU: your stack full of sincos is sure bogus - I have no idea what would cause that. It seems more like a compilation problem than a bug in the emc code. it's not like the sincos function is complicated...
[01:52:59] <NTU> yeah in sincos.c all i see is void sincos(double x, double *sx, double *cx) { *sx = sin(x); *cx = cos(x); }
[01:53:19] <NTU> and the line that its complaining about is the "{" bracket...
[02:06:16] <NTU> didnt alex_joni add checks or something for sincos?
[02:08:12] <NTU> ah there we go... checking for __sincos... no
[02:10:24] <NTU> wow it magically worked again!! :D
[02:28:19] <cradek> ?
[02:44:18] <NTU> it worked all the sudden
[02:44:31] <NTU> EMC now launches GUI and i have no idea what did it..
[03:44:50] <The_Ball_> The_Ball_ is now known as The_Ball
[05:41:13] <Valen> having some difficulty touching off
[05:41:28] <Valen> set the coordinate system to G56
[05:41:43] <Jymmm> BINGO !!!!!!!!!!!!!!!!!!!!!!!!!!!
[05:41:45] <Valen> touch off in axis G56 with 0 offset
[05:41:56] <Valen> but the display in DRO doesn't change
[05:42:25] <Valen> however changing cordinate spaces does change the display
[05:43:38] <Valen> any ideas?
[05:50:27] <Jymmm> SWPadnos: Greetings
[05:51:00] <Valen> ey SWPadnos having difficulty with touching off
[05:51:35] <SWPadnos_> SWPadnos_ is now known as SWPadnos
[05:52:04] <Valen> I set G54 then touch off for G54 but the display in axis doesn't change
[05:57:46] <Valen> ran a G92 but it didn't seem to make a difference
[07:39:25] <elmo42> Jymmm: I can make collets such as that rotozip one.
[07:39:38] <elmo42> but see no need to have that taper at the ends.
[07:40:00] <Jymmm> That's probably to fit the tool in easily
[07:40:07] <elmo42> maybe a slight taper, 45deg and 0.060" or so but nothing as extreme as the ones in the photo.
[07:40:11] <elmo42> maybe
[07:42:10] <elmo42> but my collets will fit +/- 1/32". maybe less. They will be 1/2" O.D. therefore they won't flex all that much to squeeze on something too much smaller.
[07:43:23] <elmo42> I think I will go up the 1/32" scale and make 12 to 15 sizes.
[07:44:19] <elmo42> the main ones that people would use are 1/8, 1/4, 3/8. Typical router bit shanks and tiny PCB drill shank.
[07:44:23] <Jymmm> Why try to make one per size instead of a few that would cover a range of sizes?
[07:45:23] <elmo42> to cover the range would entail a tapered fitting. the more it is tightened the more the taper shrinks the collet. All I want to make is a simple straight shank sleeve to go into the collet.
[07:47:13] <Jymmm> Well, that's would I could buy 1/4 to 1/8 adapter, but it wouldn't hold various sizes of drill bits
[07:51:48] <Jymmm> elmo42: Have you seen the collets in a tapmatic?
[08:08:04] <elmo42> nope.
[08:08:42] <elmo42> ah, those rubber type ones.
[08:09:01] <elmo42> ya, we have a few in the shop. all squeezed to hell because people use the wrong sizes :P
[08:09:38] <elmo42> this what you are talking about?
http://spares.xyzmachinetools.com/media/STOCKIMG/00139FC3.BMP
[08:10:53] <elmo42> see, it uses a taper. my collets will be straight. can't tighten too much with a straight one since it relies on the main 1/2" to do the tightening.
[08:33:09] <Jymmm> sorta kinda, what I really meant is that it take a variety of sizes
[08:33:28] <Jymmm> It's also rubber between each metal piece too
[08:37:42] <Jymmm> elmo42: with two of those collets it can hold 4-40 to 1/4-20 taps.
[08:37:56] <Jymmm> the difference being the I.D.
[08:38:00] <cnc_valen> might have found a bug
[08:38:37] <cnc_valen> when doing a touch off, the offset is done on commanded position not actual position
[08:42:02] <micges_work> cnc_valen: ?
[08:42:17] <micges_work> cnc_valen: can you describe some more?
[08:42:28] <cnc_valen> we are using linearscales
[08:42:37] <cnc_valen> forgive typing membrane keypad
[08:42:50] <cnc_valen> using axis as a dro o the lathe
[08:42:53] <cnc_valen> on
[08:43:34] <cnc_valen> when wemove the saddle around manually then press touch off the "actual" position reported does not change
[08:44:14] <micges_work> actual is position from 'outside' of emc
[08:44:18] <cnc_valen> if however i jog around in "commanded" mode (even though this causes no change in the actual position)
[08:44:34] <cnc_valen> then touch off the "actual"position changes
[08:44:44] <micges_work> ok
[08:45:04] <micges_work> can you pastebin.com your ini and hal files? I'll try to reporduce
[08:45:09] <cnc_valen> hence touchoff which resets the coords is using commanded position to set offset rather than actual position
[08:45:16] <cnc_valen> they are old and crap
[08:45:52] <cnc_valen> i'm trying to put 1004 on but usb creator sucks donkey balls
[08:46:05] <cnc_valen> pastebin soon
[08:46:12] <micges_work> cnc_valen: it's ok, I saw many strange configs
[08:47:23] <cnc_valen> 5i23.ini
http://www.pastebin.ca/1940361
[08:48:15] <cnc_valen> hm2-servo.hal
http://www.pastebin.ca/1940362
[08:49:07] <cnc_valen> you can test it if you can move the actual position without changing the commanded position
[08:49:08] <micges_work> cnc_valen: how is it possible that you have possible 5000mm of ferror?
[08:49:27] <cnc_valen> using it only for a DRO at the moment
[08:49:34] <cnc_valen> there are no motors connected
[08:49:40] <cnc_valen> manual lathe with glass scales
[08:49:47] <micges_work> I see
[08:50:11] <micges_work> cnc_valen: I think its not a bug
[08:50:25] <Jymmm> jepler: Is something like this possible with python?
http://www.frag-den-spatz.de/index.php?menue=/shop/menue.htm&page=/shop/boxgenerator/index.html
[08:50:30] <cnc_valen> we make really big shit 5m is within tollerence ;-P
[08:50:43] <micges_work> in normal cases command = actual
[08:50:57] <micges_work> cnc_valen: hehe
[08:51:02] <cnc_valen> on a servo system there will generally be an error
[08:51:08] <cnc_valen> it will be small but exist
[08:52:05] <micges_work> I'll try to reporduce it on free time
[08:52:19] <cnc_valen> this is on 2.3.3
[08:52:30] <micges_work> when usa will wake up then I'll ask about it
[08:53:12] <cnc_valen> your in pommyland arent you?
[08:53:56] <micges_work> imo this isn't a bug but I don't have machine with ferror larger that 0.4 ;)
[08:53:57] <cnc_valen> stepper systems wont see any difference from that change
[08:54:13] <micges_work> cnc_valen: I'm in Poland
[08:54:30] <cnc_valen> on our mill we run .1mm
[08:55:28] <cnc_valen> thing is ifyou are touching off a tool and you are at say .3 then your touchoff and everything after that will be off by .3
[08:56:02] <cnc_valen> I don't think i have ever knowingly spoken to somebody in Poland before
[08:58:11] <micges_work> cnc_valen: heh
[08:58:25] <cnc_valen> back in an hour or so
[08:58:25] <micges_work> and where are you from?
[08:58:29] <cnc_valen> australia
[08:58:52] <micges_work> heh so I can tell the same to you :)
[08:59:01] <micges_work> bbl too
[08:59:03] <cnc_valen> gotta pick the missus upfrom the station its raining cats and dogs
[08:59:12] <cnc_valen> should i file a bug?
[08:59:28] <cnc_valen> or post on the list perhaps
[08:59:51] <micges_work> sure, the it will be sure that other devels will see it
[09:00:09] <cnc_valen> so bug or list?
[09:00:28] <micges_work> bug
[09:00:34] <cnc_valen> will do
[09:39:25] <mk0> "Avoid anything nvidia" - from docs. that means i should _not_ use nvidia preferably?
[10:02:05] <Valen> I've used nvidia without issue but that was on a SMP system
[10:02:23] <Valen> 10.04 supports SMP by default so that advice may be out of date
[10:17:46] <morfic> missed him by 10 secs...
[10:22:46] <Valen> ahh, I don't see most join/leave anouncements, they were clogging things up
[10:22:54] <Valen> I see it if the person has spoken recently though
[10:23:12] <Valen> morfic did you see what I was saying about touchoff and the commanded vs actual position?
[13:16:20] <birdman3131|zzzz> birdman3131|zzzz is now known as Birdman3131
[14:36:15] <skunkworks> http://www.machsupport.com/forum/index.php/topic,13294.msg107181.html#msg107181
[15:33:06] <jthornton_> jthornton_ is now known as jthornton
[16:00:01] <skunkworks> who makes a good flexable coupling for 1.25 shafts? zero backlash?
[16:03:02] <Jymmm> 1.25mm
[16:05:42] <skunkworks> "
[16:06:36] <cradek> everything is already flexible enough if it's 1.25 mm
[16:06:45] <Jymmm> =)
[16:07:53] <Jymmm> skunkworks: Just get five of these
http://cgi.ebay.com/Aluminum-Flexible-Coupler-Stepper-Motor-0-25-Shaft-/160469369152?pt=LH_DefaultDomain_0&hash=item255cb84140
[16:08:20] <Jymmm> That is a good price on those though
[16:08:31] <Jymmm> $5/ea
[16:10:53] <skunkworks> Jymmm: get your package?
[16:11:19] <elmo42> do they use a saw to cut the flexi part?
[16:11:24] <Jymmm> skunkworks: I think so, I have to goto the counter to pick it up.
[16:11:56] <skunkworks> ah :)
[16:12:05] <Jymmm> Hey, if you ever get a Honda EU1000 or EU2000 generator, get yourself one of these, they're awesome!!!
http://cgi.ebay.com/Honda-EU1000i-EU2000i-GENERATOR-NO-MESS-OIL-CHANGE-/230523249971?pt=BI_Generators&hash=item35ac41a533
[16:19:40] <Jymmm> skunkworks: Getting closer
http://cgi.ebay.com/Flex-Coupler-Shaft-Cross-Drive-Shaft-Fits-8-Cutters-/180435142737?pt=LH_DefaultDomain_0&hash=item2a02c5c851
[16:21:12] <elmo42> 8 foot cutter? this a bug-hog blade thing?
[16:22:07] <Jymmm> skunkworks: FOUND IT!
[16:22:12] <Jymmm> skunkworks: aluminum or SS ?
[16:22:25] <skunkworks> aluminium
[16:22:30] <Jymmm> http://www.rw-america.com/torque-limiters/torque-limiter-sk2_t.php
[16:23:25] <skunkworks> that is pretty
[16:23:32] <Jymmm> =)
[16:24:15] <skunkworks> I wonder how much...
[16:24:28] <Jymmm> skunkworks: Got Vaseleine?
[16:24:42] <Jymmm> skunkworks: Got Vaseline?
[16:25:23] <Jymmm> skunkworks: That lil interactive graphic in the corner just cost you an extra couple of digits
[16:25:24] <skunkworks> hmm - what is 40ft-lbs in Nm
[16:25:28] <skunkworks> * skunkworks googles
[16:25:54] <elmo42> a lot
[16:26:19] <Jymmm> 54.2Nm
[16:26:29] <Jymmm> http://www.thetoolhut.com/Torque-Conversion-English-Metric.html
[16:27:49] <elmo42> man, I like that page! highlighting the table is awesome. clicking on a box highlights the lines and holds it, awesome again. is that css2? or dhtml or something ?
[16:28:14] <elmo42> I guess it could be js
[16:28:35] <Jymmm> It's CSS + JS
[16:28:53] <Jymmm> Which just added another digit to skunkworks price
[16:29:03] <skunkworks> heh
[16:29:17] <elmo42> they do look rather expensive
[16:29:53] <elmo42> do you need that much fanciness? ;)
[16:30:19] <elmo42> wow: Series from 0.1 - 1,800 Nm
[16:30:29] <elmo42> wide range, eh?
[16:30:37] <Jymmm> skunkworks: Maybe you can find a non Torque Limiter version of it
[16:31:21] <elmo42> economy class :)
http://www.rw-america.com/bellows_couplings/bellow-coupling-bkl-t.php
[16:31:23] <Jymmm> skunkworks: unless that's a good thing (tm) for your machine.
[16:32:17] <elmo42> now, when you factor in shipping I think $14 for that drain tube is a good price.
[16:32:35] <Jymmm> drain tube?
[16:32:54] <elmo42> that no mess oil change eBay item
[16:33:14] <elmo42> the link YOU posted :P
[16:33:31] <Jymmm> Ah, It's awesome. and even snaps-in to the side so you dont lose it too
[16:34:32] <Jymmm> skunkworks: I like the "Load Holding" version, and even has automatic engagement when torque level drops
http://www.rw-america.com/torque-limiters/limiter-function-systems.html#holding
[16:35:48] <Jymmm> elmo42: I just keep soda bottles filled with pre measured amounts of oil, so it's super easy to do an oil change
[16:37:37] <Jymmm> Insert filler tube, dump old oil into 2L soda bottle, Fill with oil from pre-measured bottle, done. Total time: 4 minutes
[16:39:52] <Jymmm> 40 minutes if your sloppy (clean up)
[16:43:13] <tom3p> topsider oil filter unit? ( moves filters up to a manifold where you can can them easily )
[16:52:06] <elmo42> ok, going to try and reverse this: tableHover({colClass: 'hover'}); From that site. I like it so much! ;)
[16:53:09] <elmo42> woot, it is open source, MIT and GPL licensed.
[16:55:10] <elmo42> found the source
http://p.sohei.org/jquery-plugins/tablehover/
[19:17:29] <skunkworks> do you think 192 quadature would be enough for rigid tapping?
[19:17:48] <skunkworks> 192ish
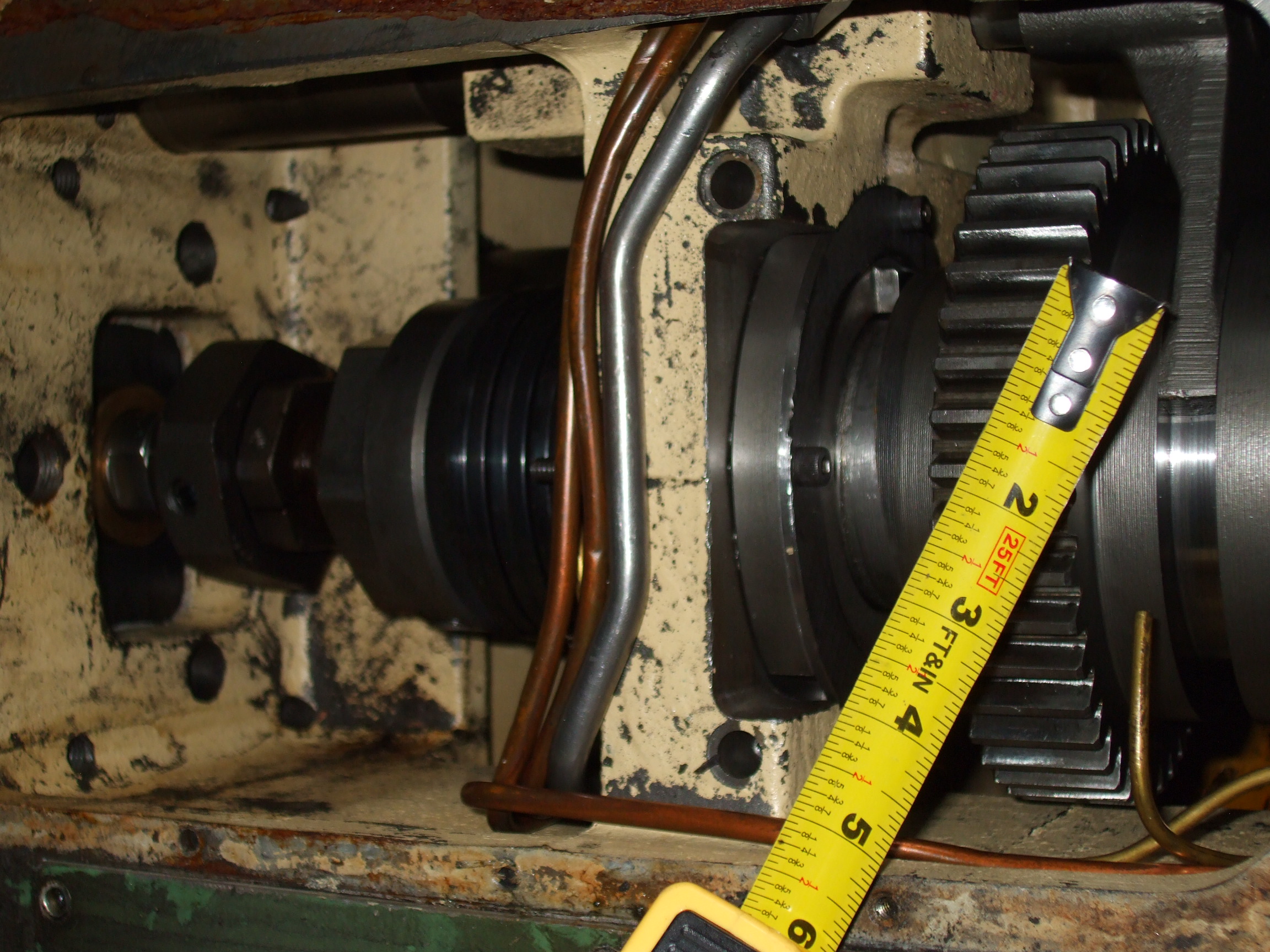
[19:20:15] <skunkworks> an easy solution of adding an encoder to the spindle is to do what JonE did to his bridgeport - using
http://search.digikey.com/scripts/DkSearch/dksus.dll?Detail&name=620-1328-1-ND
[19:21:14] <skunkworks> and mount them to count this gear
http://electronicsam.com/images/KandT/conversion/spindle/spindleguts.JPG
[19:21:37] <skunkworks> (and I would have to come up with an index tab)
[19:28:14] <cradek> doesn't it sling oil off that gear?
[19:28:48] <skunkworks> it might.
[19:29:38] <cradek> not sure if that's a problem or not
[19:31:29] <skunkworks> The chip is designed for transmissions - I would think it could run in oil.
[19:31:47] <skunkworks> (hope it would run in oil)
[19:34:33] <cradek> if tapping 1/2-13 each encoder count would be 1/192 rotation or 1/(192*13) = 0.0004 of axial motion
[19:35:04] <cradek> so "a few" counts worth of following makes you stretch your tap 0.001 or so
[19:35:10] <cradek> might be fine
[19:35:16] <skunkworks> and would get worse with courcer taps.
[19:35:23] <cradek> yes
[19:35:38] <cradek> it seems right on the edge of maybe not good enough
[19:35:47] <skunkworks> yes
[19:35:48] <cradek> depends what you want to tap
[19:36:36] <cradek> actually it might be worse because I doubt you'll be able to get a nice 50% duty cycle
[19:36:53] <cradek> coarse + uneven is a bad combination
[19:37:16] <skunkworks> yes
[19:37:29] <skunkworks> I think you have convinced me
[19:37:32] <skunkworks> :)
[19:37:46] <cradek> if the signal was already there I'd say try it
[19:38:02] <cradek> but sounds like it would be expense and work both
[19:38:39] <skunkworks> we have a nice sealed 1000 line encoder that is allocated for this app. Just looking for an easier way. (that we need to belt drive some how)
[19:39:39] <cradek> is there a lot of room? I see a cover goes where we're looking - can you knock a hole in that cover? (I'm thinking about the pulleys being huge for 1:1)
[19:39:41] <skunkworks> *belt drive it.
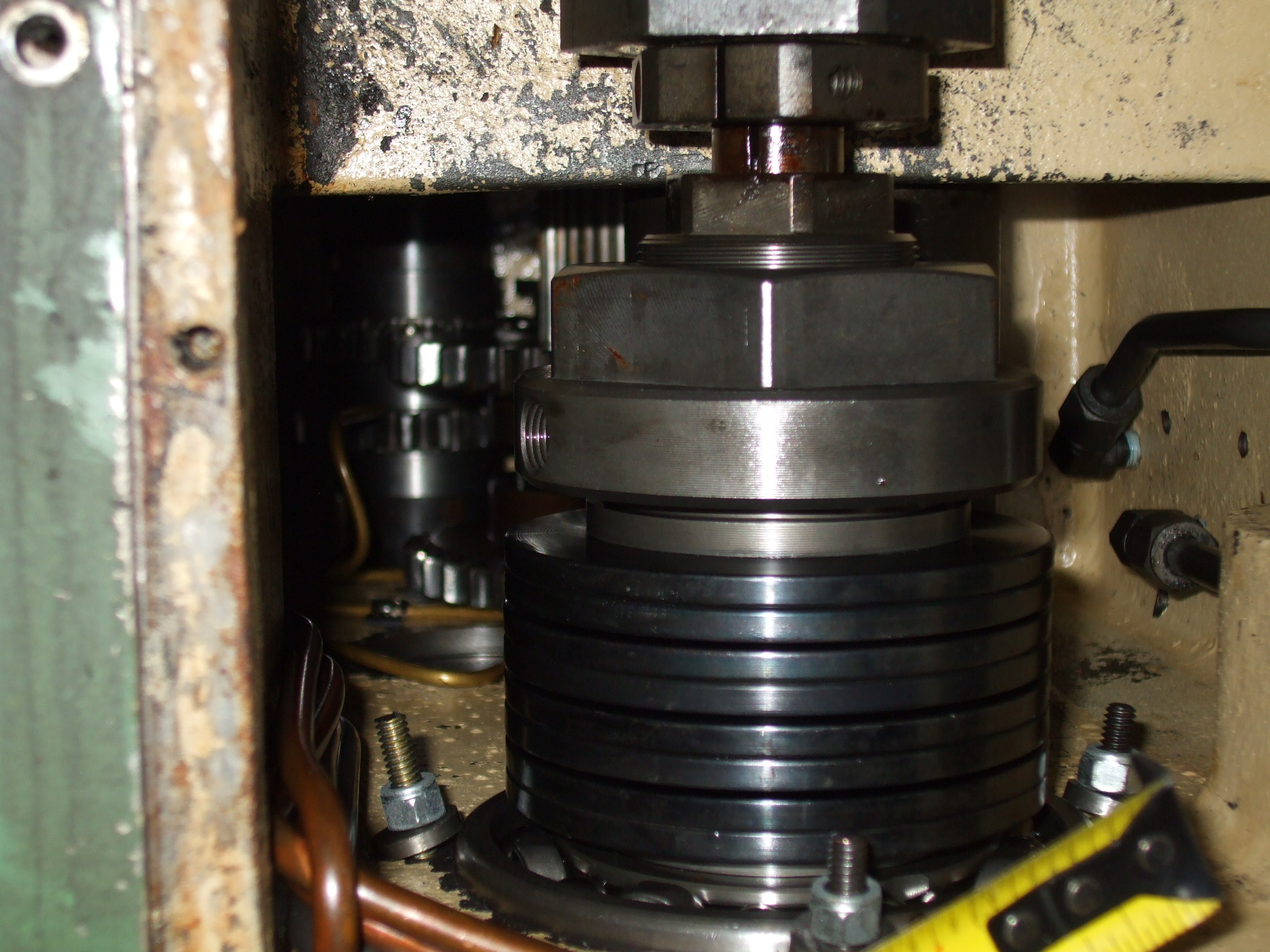
[19:40:57] <skunkworks> right - we think we can make a belt drive that the spindle pully mounts on this nut
http://electronicsam.com/images/KandT/conversion/spindle/belvel.JPG (the smallest hex)
[19:41:35] <cradek> how far does it move axially?
[19:41:45] <skunkworks> about 1/8inch
[19:42:05] <skunkworks> (not ideal)
[19:42:22] <cradek> that might be fine for a longish belt
[19:42:29] <skunkworks> right
[19:42:50] <skunkworks> we have room as there is an empty chamber next to the spindle.
[19:43:11] <cradek> that's good at least
[19:43:25] <skunkworks> otherwise the spindle get large rather quick as you can see.
[19:43:29] <cradek> I ended up with mine on the motor because there was just no room
[19:43:43] <cradek> yeah you definitely want it here where it's sort of small
[19:48:23] <cradek> I'm regretting not finding a way, since I am thinking about making a hobbing setup
[19:48:35] <skunkworks> oooh - cool
[19:48:58] <cradek> I might make a pseudo-hob that's not helical, and do generation with ZA motion
[19:49:14] <skunkworks> I still watch the video from andypugh from time to time. ;)
[19:49:54] <skunkworks> what project? or just because it is neat? ;)
[19:50:48] <cradek> 15 years ago I thought I might learn enough about machining to make a clock or something...
[19:50:53] <archivist> use a rack cutter
[19:51:26] <cradek> yes that's what I'm thinking - make a rack, maybe even just one tooth (very easy to make on the lathe then)
[19:51:35] <archivist> I got some odd displays a week ago and thought of clock DM160
[19:51:56] <andypugh> My encoder is only (I think) 50 lines and hobs fine.
[19:52:21] <cradek> it's not resolution, it's tracking - my drive belt is not toothed
[19:52:45] <cradek> DM160 are vfd technology linear things?
[19:53:10] <andypugh> How big is the drive pulley?
[19:53:28] <archivist> http://www.r-type.org/3rdparty/3rd0003.htm
[19:53:48] <cradek> motor is maybe 2.5", spindle pulley maybe 4"
[19:53:54] <archivist> would have to be 7 seg using them I think
[19:54:39] <archivist> I have 16
[19:54:47] <skunkworks> cradek: not one to one?
[19:54:47] <andypugh> 4" sounds big enough to fasten an encoder wheel to, it is an inch bigger than mine
[19:55:37] <andypugh> I would suggest milling slots in the pulley, but there is an obvious catch-22 with that.
[19:55:39] <cradek> skunkworks: nope
[19:55:58] <archivist> I trashed an Ampex VPR2B last week and it gave up a spindle encoder :)
[19:56:11] <skunkworks> so no peck tapping - darn ;) When you tap those 5 inch deep holes... ;)
[19:56:34] <cradek> nope but seems like 90% of the holes I tap are 1/4-20
[19:56:39] <cradek> it has worked fine
[19:57:16] <skunkworks> neat
[19:57:40] <cradek> archivist: is a rack cutter something you can buy? I was thinking it'd be easy to make if I could get the geomerty right. just +- 20 degree flats I think?
[19:58:06] <archivist> yes racks are made for gear shapers
[19:58:13] <andypugh> You can buy spiral hobs pretty cheaply, but making them is more of a challenge
[19:58:43] <cradek> seems easy in general until you think about how to get relief everywhere you need it
[19:59:01] <archivist> I have a single tooth milling in rack form
[19:59:40] <cradek> did you file relief by hand, or did you cut the face of the tooth back from center?
[19:59:41] <andypugh> I guess with patience you could hand-relieve with a Dremel.
[20:00:08] <cradek> I was thinking I could cut back from center, which changes the angle a bit, which I could compensate for by making a different angle ... if I could figure it out
[20:00:39] <archivist> you have cnc!
[20:01:07] <cradek> will cnc figure out the angles for me?
[20:01:24] <archivist> maths does that :)
[20:01:49] <cradek> you just scan in the drawing to the cnc and push the button and it spits one out, right?
[20:02:03] <andypugh> My dad was trying to explain to me how they used to make big one-off worm wheels with a single-point hand-ground cutter. It was a straight-sided cutter apparently, and the secret was something to do with gearing at 51:1 to cut a 50 tooth wheel. Unfortunately it was about 50 years ago that he last did it, and just did what he was told without getting in to the theory.
[20:02:19] <archivist> I wish, scan to inside rear of skull...compute...make
[20:02:21] <cradek> wonder what that DM160 is meant to be if you can't vary the length of the readout - that's super weird
[20:02:46] <archivist> it was just an indicator for 60's computers
[20:04:07] <cradek> is there a grid?
[20:04:31] <cradek> (wondering why switching 50v of anode is any easier than just switching a neon bulb)
[20:05:18] <archivist> yes it has a grid
[20:05:36] <cradek> oh I finally see - the phosphor is painted on the spiral of wires which are the anode
[20:05:39] <archivist> pdf is at bottom of page
http://www.r-type.org/exhib/aai0056.htm
[20:05:40] <andypugh> I wimped out of modifying my milling machine motor for 240V and dropped it off to a motor rewinds company today. I probably could do it, but by the time I have tooled up with the right wire, sleeving and lacquer, they are probably cheaper. And will probably get it right.
[20:05:52] <cradek> ok, that makes more sense then (still kind of weird)
[20:07:16] <cradek> archivist: 7 segment is not faithful to the era - I'd do something based on ring counters
[20:07:51] <cradek> hm, with 16 you don't have enough for hours + even 5 minute increments
[20:08:17] <archivist> hex
[20:08:25] <cradek> yeah maybe binary.
[20:08:28] <archivist> binary even
[20:08:45] <andypugh> I was thinking binary.
[20:09:11] <archivist> but if you follow the links one of the pages has a close up of the heater movement
[20:09:51] <andypugh> You have enough bits of resolution to show seconds of the year :-)
[20:10:40] <andypugh> Ah, sorry. I thought you had 26.
[20:15:19] <cradek> wow, 30mA at 1v. not much more than an LED.
[20:16:30] <cradek> I assume Vbg = -3 is the cutoff value. bet you could run the grids directly from a 5v uC
[20:17:29] <archivist> I got some early logic too but not enough
[20:17:59] <archivist> OMY121 and OMY122
[20:18:24] <archivist> circa 1967
[22:53:05] <Jymmm> http://finance.yahoo.com/news/Fastest-Net-Service-in-US-nytimes-1307064484.html?x=0
[22:54:28] <andypugh> Want! No, wait, Need!
[23:05:11] <Jymmm> lol
[23:05:42] <Jymmm> andypugh: You get dialup or nothing!
[23:06:45] <Valen> crap gigE to the home
[23:06:47] <Valen> noice!
[23:06:55] <Jymmm> =)
[23:07:28] <Valen> though we are sposed to be getting fiber to the home soon and some poly was boasting about making it "10 times faster" again
[23:07:28] <Jymmm> I've been saying for decades.... fiber to the desktop
[23:07:33] <Valen> so i'm guessing that might be gig
[23:07:49] <Valen> nah, inside a house things move too often, copper is good enough for that
[23:08:09] <Valen> but crap i only upgraded my home network to gigE in the past year
[23:08:09] <Jymmm> bullshit
[23:08:59] <Jymmm> Heh, I'm getting ready to replace the gig switches I have here
[23:09:04] <Valen> why?
[23:09:37] <Valen> I reckon we will be getting 100mbit to the door, but as they say its not hard for them to stick a gig transponder on your port if your willing to pay for it
[23:10:01] <Valen> thing is in australia all our bandwidth charges are done by transfer not by speed
[23:10:08] <Valen> or both at the same time
[23:10:11] <Jymmm> I move to much traffic as it is, I need to setup some vlans
[23:10:18] <Valen> lol
[23:10:24] <Valen> i have a 10 gig a month plan
[23:10:30] <Valen> and this is the first month i've gone over it
[23:10:47] <Jymmm> I have 20Gbps/2Gbps
[23:10:55] <Jymmm> err make that 18
[23:11:11] <Valen> sure thats gig not megabit?
[23:11:29] <Valen> and are you talking speed or transfer?
[23:13:02] <Jymmm> my bad...
http://www.speedtest.net/result/953544926.png
[23:14:23] <Jymmm> unlimited transfer, just limited on speed
[23:17:20] <Jymmm> Valen: In transfer, I've received 38GB in 38 days, so roughly a GB per day.
[23:18:11] <Jymmm> Valen: and transmitted about 130MB/day
[23:18:24] <Valen> what do you download lol?
[23:18:50] <Jymmm> Valen: Mostly streaming content, iso's, graphics, video, etc.
[23:19:16] <Jymmm> I have Netflix, so there's watch instantly, hulu, etc
[23:19:43] <Valen> i can see the NBN (national broadband network) bringing all sorts of TV on demand stuff here
[23:20:02] <Jymmm> where's here? Sydney?
[23:20:20] <Valen> check for a decent use of some downloadhttp://www.rcgroups.com/forums/showthread.php?t=1279141&page=24
[23:20:23] <Valen> last post on it
[23:20:24] <Valen> yeah
[23:20:55] <Valen> govt is doing fiber to the home, opposition is pushing for fiber to the node, pussies
[23:22:14] <Jymmm> what is that, an aerolite?
[23:23:03] <Valen> flying wing of some kind
[23:23:31] <andypugh> Thing is, 1Gbyte per day is 10 _seconds_ of 1Gbit Broadband.
[23:23:53] <Jymmm> oh, fuck that... if I can't be strapped in, screw it!
[23:27:01] <Valen> your gig E must be faster than mine
[23:27:16] <Valen> i get 60mbytes/second across my network ;-<
[23:28:38] <Jymmm> full duplex?
[23:28:52] <Valen> never needed to send anything much the other way at the same dime
[23:28:55] <Valen> time
[23:29:10] <Valen> i only really use that when i move a DVD/ISO from one machine to another
[23:29:50] <Jymmm> Eh, I have many too many systems in here. Just transferring files between them is a pita.
[23:29:58] <Valen> netcat ftw
[23:30:15] <andypugh> That rcplane thing is great. What a wonderful way to explore the mountains. I cwonder if anyone has used one (maybe a helicopter) to survey for cave entrances?
[23:30:19] <Jymmm> Hell, my HDHR can suck up 60Mbps by itself
[23:30:55] <Valen> I want to make a flying wing now in stealth black and investigate the night life of my city ;->
[23:31:39] <Valen> I wonder what the camera/remote setup he is using is
[23:31:39] <andypugh> Gig broadband would be handy for backing up the Internet.
[23:31:43] <JT-Hardinge> andypugh: without an autopilot you won't get far with a RC helicopter
[23:32:22] <andypugh> Does EMC2 do helicopters?
[23:32:30] <Valen> dont see why not
[23:32:49] <Valen> though it'd probably be easier to just get one of the open source autopilots ;->
[23:33:07] <Valen> size of a deck of cards, though I'm not sure if they have been done for helis yet
[23:34:29] <Valen> found this one too
http://www.rcgroups.com/forums/showthread.php?t=1279141&page=14
[23:34:35] <Valen> bout half way down
[23:34:39] <Valen> havent watched it yet
[23:36:39] <Valen> they have way more geography than here lol
[23:37:33] <andypugh> I am jealous of the geography too. Austria at a guess?
[23:37:41] <_AR_> are you a maniac
[23:37:43] <_AR_> maniac
[23:37:44] <_AR_> on the floor
[23:37:46] <_AR_> ?
[23:38:11] <andypugh> What they need for more endurance is:
http://www.newscientist.com/article/dn19389-laserpowered-helicopter-hovers-for-hours.html
[23:39:54] <Valen> must not read
[23:41:19] <Valen> gotta wait for my magasine to get here
[23:45:30] <Jymmm> Valen: as in dead trees or holds 17 rounds?
[23:45:48] <Valen> dead tree format
[23:46:06] <Jymmm> ah, thought you were gettign ready to go postal
[23:46:08] <Valen> missus organised a new scientist subscription for my christmass present
[23:46:10] <_AR_> they are now making magazine paper from pressed feces
[23:46:21] <_AR_> the fibers in the feces form perfect paper
[23:46:22] <Valen> if i'm going postal i'm getting some Cmags
[23:46:28] <Valen> 100 round clips FTW
[23:46:51] <Jymmm> _AR_: I believe it, but such a waste of good manure/fertilizer.
[23:47:32] <_AR_> you can eat your feces up to 3 times before depriving it of nutrients, saving up to $4500 a year in groceries
[23:47:33] <Jymmm> Valen: you are such a pussy
[23:47:56] <Valen> oh mr belt feed is so superior
[23:48:03] <Jymmm> Valen: If I go postal, I'm making explosives
[23:48:14] <Valen> well i mean thats a given
[23:48:56] <Jymmm> Nah, you said you getting cmags, screw that, you gotta load em all. one cigar is all it takes =)
[23:49:20] <Jymmm> Or a bunch of receivers =)
[23:49:20] <Valen> geez dude, smoking will kill you
[23:49:49] <Jymmm> so does one dropped greneade =)
{kind=link}
{kind=link}
{kind=link}
{kind=link}