Back
[00:01:24] <Dave911_> Dave911_ is now known as Dave911
[00:03:53] <theorb> theorb is now known as theorbtwo
[00:13:02] <cradek> hmm, a #7 drill doesn't drill very deep at rapid
[00:14:05] <cradek> in case anyone was wondering...
[00:15:31] <DaViruz_> what happened to the first siz drills?
[00:22:38] <L84Supper> http://www.drillspot.com/products/489721/dayton_2lkr2_gear_head_mill_drill_machine somebody has these new for $1300
[00:34:49] <alex_chally> damnit
[00:34:54] <alex_chally> i think I broke my lathe :/
[00:36:47] <alex_chally> hurmph
[00:36:55] <alex_chally> how do I make new lathe parts without a lathe or a mill...
[00:44:48] <L84Supper> no spare?
[00:44:56] <cradek> seems like it's not a good night for machining
[00:45:23] <L84Supper> I could not find a decent mill for the life of me, today I found 3
[00:46:37] <alex_chally> L84Supper, not until late sept
[00:46:37] <L84Supper> I'm a bit leery of a new still in the bag mill for less than half price
[00:46:47] <alex_chally> I am annoyed by the design too
[00:47:06] <alex_chally> there is a acme threaded nut that is always engaged on the lead screw, and has a worm gear helix on the outside of it
[00:47:28] <alex_chally> when you engage the feed, the worm gear meshes with a geartrain that drives the pinion for the rac k
[00:48:15] <alex_chally> because the engagement has not positive locking feel to it(or maybe I am just stupid) , it was partially engaged when I started a cut
[00:48:26] <alex_chally> and I mangled the top 1/8" or so of threads on the worm gear
[00:48:39] <alex_chally> >.<
[00:48:42] <L84Supper> ouch
[00:48:53] <alex_chally> yeah, I am not so happy about it
[00:49:02] <alex_chally> the real problem is I was planning on doing a CNC conversion anyway
[00:49:11] <alex_chally> which would mean I was scrapping that portion of the saddle
[00:49:36] <alex_chally> replacing the leadscrew, lower saddle and gearbox with a servo, ballnut and ballscrew
[00:49:41] <L84Supper> yeah but you need a machine to fix the machine
[00:49:47] <alex_chally> right
[00:49:57] <alex_chally> I could buy the part, I have not found out how expensive it is
[00:50:05] <alex_chally> probably not very, I doubt more then $50 or so
[00:50:15] <alex_chally> I have a feeling that people run through them
[00:50:27] <L84Supper> well, it's probably worth it for your time
[00:50:52] <alex_chally> so is it even worth my time to do the careful measuring, cut a worm and a gear
[00:50:59] <alex_chally> and then acme thread the inside of the worm...
[00:51:04] <alex_chally> * alex_chally is lazy
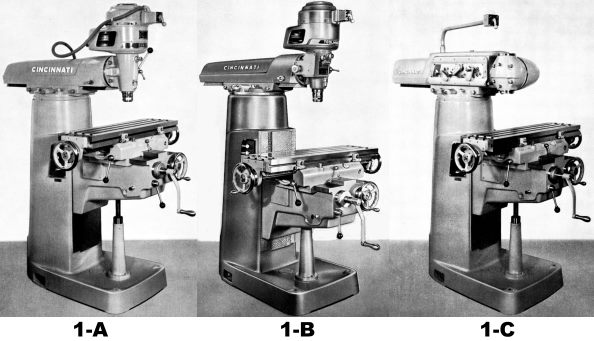
[00:53:29] <L84Supper> I found two of these today
http://ozarkwoodworker.com/images/AdPhotos4/toolmad.jpg cincinnati toolmaster
[00:54:35] <L84Supper> I'm not sure why people love the Bridgeports so much
[00:57:17] <L84Supper> alex_chally: if it makes you feel any better my forklift died today
[00:58:02] <L84Supper> well it's not really broken as long as all you need to do is go up and down :)
[00:59:12] <L84Supper> anyone know if the bridgport mills have a flywheel above the quill?
[00:59:22] <L84Supper> I don't think they do
[01:03:20] <ichudov> Does anyone know where I can buy parts for Cincinnati Toolmaster? ;-)
[01:05:26] <L84Supper> ichudov: what do you need?
[01:06:45] <L84Supper> bridgport parts are sold at most CVS and Walgreens etc
[01:23:04] <Dave911> Yeah.. but you have to ask the people at the back counter... they keep all of the parts in the back.. ;-)
[01:48:01] <morfic> so max jitter for servo thread went up from ~9500 to ~17900, base thread is still at the same ~22200 it was when i left ~3 hours ago
[01:57:54] <morfic> anyone got an idea on this: halsampler man page says: "halsampler prints data as fast as possible until the FIFO is empty, then it retries at regular intervals, until it is either killed or has printed COUNT samples as requested by -n." what is "as fast as possible" (like based on what measure in the system does it depend (trying to get some sort of X times/sec idea)) same for "regular intervals" every once per X/thing occuring, how often as a minimum, i
[01:57:54] <morfic> f it can be quantified
[01:59:14] <Valen> sounds like halsampler is actually just writing it out
[01:59:30] <Valen> the X/second would be from whatever is filling the FIFO
[01:59:50] <morfic> that's sampler
[02:00:35] <Valen> I'm just giving you an interpretation of that sentance from a programmers POV, I have NFI what halsampler etc actually is ;->
[02:00:56] <morfic> http://linuxcnc.org/docs/html/man/man9/sampler.9.html
[02:01:25] <morfic> neither explains how often per second/per unit.
[02:02:30] <Valen> I'd guess it'll be at one of the thread rates
[02:02:37] <Valen> have you tried either of them?
[02:03:18] <morfic> i have no machine to sample with, not sure how "real" whatever result i would get by trying it on sim would be
[02:03:22] <Valen> It might well depend on what you connect it to
[02:04:15] <Valen> if you connect it to something at the servo rate, it'll run at that rate
[02:04:26] <Valen> if you connect it to something slower then it'll run slower
[02:04:31] <morfic> i guess the bit i am missing is, how often does anything happen / time unit in HAL
[02:04:47] <Valen> they happen at the rates you define the threads to run at
[02:04:51] <morfic> what is "the servo rate"
[02:05:00] <Valen> user defined in the config file
[02:05:17] <Valen> base period i think its called?
[02:05:51] <Valen> 1ms is default
[02:06:39] <Valen> might well be the hal file
[02:08:01] <John_f_> threads are defined in the hal file. you name them and define the period.
[02:08:51] <John_f_> I think sampler can sample at the defined period and halsampler runs in the user space and emties the FIFO as fast as possible
[02:09:12] <Valen> thats my reading of it
[02:09:22] <Valen> how do you tell sampler which thread to run in?
[02:09:53] <Valen> actually i seem to recall you do that in the halfile when you are loading it
[02:10:17] <John_f_> loadrt sampler ......
[02:11:00] <Valen> yeah, but which thread does that get put into, or is that defined by some higher line in the had
[02:11:01] <Valen> hal
[02:12:42] <morfic> so if my servo thread is 1ms, every 1ms sampler can get stuff from that thread, if it's faster more often, if it's slower, less often, but in short "as often as the machine updates a thread, the state can be sampled"
[02:12:52] <Valen> that'd be it
[02:13:14] <Valen> I run my servo thread at 8khz not 1khz though ;->
[02:13:15] <morfic> that's plenty good then
[02:13:22] <Valen> and i think i can push it to 12
[02:13:32] <John_f_> addf sampler.N mythread
[02:13:38] <morfic> no need to smaple more often than the machine updates stuff
[02:13:38] <Valen> thats the line
[02:14:00] <morfic> i think this is a perfect answer for my boss too :)
[02:14:40] <cradek> well isn't that nifty. my T slots are spaced right to mount a kurt 6" sideways
[02:15:15] <morfic> my latencies don't seem to go anywhere right now, glxgears died by switching to console and back, it's as if screensaver/dpms did it on the result i saw when i came home, sweet, machine wouldn't run screensaver/dpms
[02:15:40] <Valen> I find that *starting* GL stuff causes latency spikes
[02:15:49] <morfic> cradek: that's always great, our 12" 3 jaw chuck i can mount through to the table, on one machine, not the other
[02:16:08] <morfic> File "/usr/bin/pncconf", line 43, in <module>
[02:16:08] <morfic> import gnome.ui
[02:16:08] <morfic> ImportError: No module named gnome.ui
[02:16:41] <morfic> while i try to avoid gnome, i never am able to avoid gnome libs
[02:17:38] <morfic> now to reboot and break this working setup, so i can note which bios option (if any did it)
[02:18:37] <ds2> heh... for some of us, attempting to mount a 12" 3jaw chuck on a mill would mean they would no longer have a mill ;)
[02:18:44] <Valen> why avoid gnome?
[02:21:16] <morfic> ds2: it'll have a subplate soon, 3/4" steel, i saw it's already back from water jet, now just needs grinding and drill/tap
[02:21:58] <ds2> morfic: the 3J 12" chucks I have seen are bigger then some of our machines. let alone the weight!
[02:22:21] <morfic> Valen: personal preference? there is too much user convenience causing lags on a desktop
[02:23:36] <morfic> max jitter, servo 11ms and base 14ms since i restarted stats, makes me feel better about newer hardware in case there is no atom board with "enough pci slots" :)
[02:23:50] <morfic> cradek: got any snap jaws for your kurt vise?
[02:24:28] <morfic> cradek: FYI: now where it works: [ 876.968634] RTAI[sched]: hard timer type/freq = APIC/12555048(Hz); default timing: periodic; linear timed lists.
[02:25:11] <morfic> maybe it'll help debug the next random guy's problems, the /0(Hz) part of it
[02:25:29] <Valen> morfic 11ms max jitter is lots and lots?
[02:25:57] <Valen> also try running glxgears but reset the latency test after you have started it
[02:26:09] <Valen> (and ensure you have screen saver turned off)
[02:42:44] <morfic> hm, he left, 11ms is lots and lots? not with a mesa card i think
[02:43:29] <morfic> cradek: although all i read was "turn C1E off, it can cause an extra spike for max jitter" it's what causes my 0Hz issue
[02:47:01] <morfic> ds2: now where i reread my buffer, i do recall i meant to point out that most 12" chucks are 12" :P
[02:47:01] <pcw_home> Is it ms (bad) or uSec (good)
[02:47:19] <morfic> ouch, 1000 off
[02:47:28] <morfic> uSec yes, 11000 ns
[02:48:02] <morfic> i was too excited i found my "0Hz killing rtai" issue to watch that "little detail"
[02:49:17] <morfic> right now where i turned cool'n'quiet and all but C1E back on, i am at 17.7usec servo and 15.2usec base
[02:50:01] <morfic> this is with a IGP, a gfx in chipset (but does have sideport memory, so it's at least not sharing system ram), might put in my old old radeon to see what it does with a pci-e card
[02:51:50] <morfic> starting a second glx gears and shaking it like a mad man did nothing to the latency max, it's all file I/O (oh what surprise)
[02:54:09] <morfic> pcw_home: and say 25us for a 5i2X is nothing, right? (iirc, the number someone (you? SWPadnos?) gave me was in the hundreds)
[03:08:18] <morfic> stress: info: [3248] dispatching hogs: 4 cpu, 4 io, 4 vm, 4 hdd <--- does nothing to jitter yet \o/ impressive, it's one ting to hear "emc2 uses realtime kernel" and feel comfy about it, seeing it in action is better
[03:12:07] <morfic> ok, my noise is going to die off now, thanks guys :)
[03:14:07] <pcw_home> 100 usec is probably don-care for a 1 mS servo loop rate
[03:19:04] <morfic> thanks, good to know i remembered right
[03:19:58] <pcw_home> It would matter less if the velocity estimate from the encoder counter was used for the PID loops D term
[03:20:00] <pcw_home> instead of d/dt position
[03:20:11] <morfic> i gave stress enough workers and MB per worker to take down system with monster swapping, but RT threads didn't care, i guess i might not have to worry about endmills burried into parts too much
[03:21:55] <pcw_home> I think linux can pretty much come to a halt and the real time system keep ticking (until it needs some OS services)
[03:22:04] <morfic> d/dt? ddt is something i saw mentioned somewhere to create something synthetically if it's not really available (major paraphrasing from what i think to remember), or is this d/dt not at related to the ddt i think to remember
[03:23:44] <pcw_home> delta position/delta time is used in the PID loop for velocity estimation (at least I still think its done that way)
[03:23:46] <pcw_home> Both EMCs software encoder and HM2s encoder hardware have better velocity estimation than DDT
[03:24:29] <pcw_home> (but are not used yet for PID AFAIK)
[03:26:36] <morfic> the ddt i was thinking of was the hal component
[03:27:13] <pcw_home> its embedded in the PID component as well
[03:27:51] <morfic> pcw_home: what applications would you think would benefit from the better velocity estimation in particular?
[03:29:13] <pcw_home> A little cleaner and quieter servo in torque mode (where you are depending on EMCs PID loop D term for damping)
[03:30:36] <pcw_home> Its less important in velocity mode servos where most of the damping is handled (and tuned) in the drive
[03:37:57] <morfic> pcw_home: all i look at is velocity mode, i guess simplicity sake, but i keep hearing Torque mode when i talk about our spindle drive (use as spindle and "C Axis" for positioning for probing)
[03:40:33] <morfic> my goal right now is, get it all working in velocity mode, and since all drives support both velocity/torque modes, i can look into what gives us what when we have a basic working/known good config
[03:41:04] <pcw_home> Torque mode is nice for a number of reasons:
[03:41:06] <pcw_home> 1. EMC controlled torque limiting
[03:41:07] <pcw_home> 2. Actual torque is just PID output (not need for special measuring)
[03:41:09] <pcw_home> 3. Almost all tuning is done by EMC
[03:42:32] <pcw_home> But since most drives will do either, you have your choice
[03:45:00] <pcw_home> (maybe a better way to say #2 to say that load monitoring is built-in)
[03:52:32] <morfic> pcw_home: then i understood the Siemens guy right, when i asked about load metering and torque, that's when he suggested it
[03:52:48] <morfic> torque limiting might be majorly useful too
[03:54:00] <morfic> i will keep that in mind, maybe i'd be wrong to treat torque mode like the red headed step child, just because it's easier to find references to velocity mode easier (for me at least)
[03:54:21] <morfic> and ignore the double "easier" in there :/
[03:55:54] <morfic> i should go to bed, the sooner i go to bed, the sooner i know what "Just got a call from them, Once they crunched the numbers, the one option they had was out due to the 7500 Nm torque? He now has a call in to power tech and is going that route." really means
[03:57:08] <morfic> we don't diddle with 7500Nm, and no other metric is 7500 with another unit, i tell you, i should work 6 days, all day shift, this working 2 nights and being off 4 allows too much oddness to happen until i am back in on days :/
[03:59:18] <morfic> pcw_home: with torque mode it maintains a certain torque, instead of a certain velocity in most basic terms?
[04:02:59] <morfic> what i am wondering about is, maintaining a certain speed, no matter what the material condition seems easy, how does this loop react to varying depths of cuts, to constantly changing load, is that something to even worry about until i understand torque mode?
[04:09:43] <morfic> pcw_home: thanks, i'll try that again a little better formed some time this week, i'll have to read up on that, maybe that voids any questions
[04:09:45] <morfic> 'night
[04:43:36] <Mendelbuild> hi
[04:47:43] <ichudov> That "Milltronics mill" is the biggest fscking joke in IL. It cost $38k in 2000, and the "daughter" wants $25,000 for it. It is a second owner machine and is sold "as is".
[04:48:19] <ichudov> http://igor.chudov.com/tmp/Milltronics.jpg
[05:20:12] <ries_> ries_ is now known as ries
[05:25:53] <L84Supper> heh... does it at least come with a bowl of soup?
[05:29:12] <L84Supper> this one is an MB19, one more than the 18
http://cgi.ebay.com/2001-Milltronics-MB-19-CNC-3-Axis-Bed-Mill-13-x-50-/250686949042?pt=BI_Mills
[06:50:26] <ries_> ries_ is now known as ries
[07:18:15] <ries_> ries_ is now known as ries
[07:35:41] <eztam> hi
[10:33:03] <eztam> hi
[11:00:05] <Fox_M|afk> Fox_M|afk is now known as Fox_Muldr
[11:10:46] <jthornton> * jthornton thinks it is a good day to ride the blue scooter to work... only 18C outside this morning
[11:27:23] <mk0> * mk0 thinks boxter is more suitable for that
[12:24:09] <maximilian_h> has somebody somehow connected an adc to an parallel port card ? I need a feedback of an analog value to check ?
[13:16:51] <alex_joni> http://uploads.robcon.ro/schoenbrunn.jpg
[13:17:41] <cradek> maximilian_h: the motenc cards have adc
[13:19:27] <skunkworks> alex_joni: pretty :)
[13:27:42] <skunkworks> jeepers - I didn't notice it was still loading - very cool alex_joni !
[13:29:09] <alex_joni> 19476 x 1476 px
[13:30:04] <skunkworks> huge!
[13:32:12] <skunkworks> If you have an account with newegg - I think you should have gotten a email with the
http://www.newegg.com/Product/Product.aspx?Item=N82E16813121399&nm_mc=EMC-IGNEFL082410&cm_mmc=EMC-IGNEFL082410-_-EMC-082410-Index-_-MotherboardCPUVGACombo-_-13121399-L010C
[13:33:09] <skunkworks> dual core $69
[13:33:37] <Valen> they are the new ones i think
[13:33:41] <skunkworks> yes
[13:33:55] <skunkworks> totally passive heatsink
[13:34:10] <Valen> yeah they say that
[13:37:38] <elmo40> is the onboard Intel preferred to an onboard nVidia?
[13:37:40] <skunkworks> wow - read the first few reviews and a lot are arriving doa
[13:37:48] <skunkworks> arriving doa?
[13:37:53] <elmo40> crazy!
[13:38:24] <Valen> unusual from intel
[13:38:26] <elmo40> the push from China is to great any more... people are moving back to the country side.
[13:38:48] <Valen> though they are probably selling like hotcakes and your just seeing the dead over represinted
[13:39:08] <elmo40> besides, it is a $70 mobo&cpu. get what you pay for.
[13:39:12] <skunkworks> could be. I have atleast 6 of the previouse atom board - no issues
[13:39:49] <skunkworks> one is running a little raid box with 8TB esata.
[13:39:58] <Valen> actually the intel mbo's are renowned for their reliability
[13:40:04] <Valen> at least in the server field
[13:41:16] <skunkworks> right
[13:43:29] <elmo40> still has a parport pin set. same with the msi Item#: N82E16813130281
[13:43:47] <elmo40> the MSI comes with a tiny fan, though...
[13:48:48] <elmo40> I think this little setup would be a great start to an at home Linux Theatre Box
http://www.newegg.com/Product/Product.aspx?Item=N82E16813131663
[13:49:01] <elmo40> DDR3, 8-channel audio, HDMI, nVidia ION, wifi and Gigabit.
[13:49:45] <elmo40> oohh, newegg screwed up, no wifi on this board. :/
[13:50:26] <skunkworks> neat
[13:56:39] <alex_joni> skunkworks: new one:
http://uploads.robcon.ro/schoenbrunn_park.jpg
[13:57:46] <SWPadnos> I have one of the MSI Wind D510 boards. it seems pretty nice
[13:58:17] <skunkworks> alex_joni: neat
[14:00:47] <L84Supper> Intel lowers the price on Atom to keep Arm from creeping up into the mini-ITX marketplace yet Atom netbooks are running in the ~$400 range
[14:12:21] <pcw_home> Where Atom fails in competition with Arm is integration. Intels never been very good at SOCs (the Atom SOC is dismal)
[14:14:24] <L84Supper> I'm waiting to see if Intel will use its muscle to get Atom into smartphones even though it will perform poorly against Snapdragon and Armada
[14:14:29] <skunkworks> wonder if our line drivers will be here today....
[14:20:37] <elmo40> the Arm chip is under utilized in the world today. Too bad they never made it big in the PC market... I am not a chip architect engineer but blogs, forums and such over the years have touted the superior computing power of the Arm over the x86 family. More efficient counts/Watts and stuff like that.
[14:28:15] <pcw_home> Not really under utilized, pretty much all cell phones use ARM
[14:28:56] <L84Supper> ARM is in most smartphones and tablets today. Intel dropped ARM and sold it to Marvell 5-7 years ago
[14:29:45] <SWPadnos> about the time they came out with XScale, I think
[14:29:53] <L84Supper> just after
[14:30:28] <L84Supper> they sold the PXA / Xscale + StrongArm to Marvell
[14:30:49] <L84Supper> Marvell just released 2GHz parts at ~1w
[14:31:00] <pcw_home> And marvel knew what to do with it...
[14:31:12] <L84Supper> 4 core 1-2GHz parts soon
[14:31:39] <L84Supper> mostly smartphones and network gear until now
[14:32:08] <L84Supper> TI and Freescale went with PowerVR for GPU's
[14:32:44] <L84Supper> Marvell has Vivante GPU cores, we're trying to get them to open the specs on and drivers Vivante
[14:32:53] <L84Supper> PowerVR is closed only
[14:34:17] <pcw_home> There has never been a x86 family chip that can compete on computing power/watt with ARM
[14:34:18] <pcw_home> Whether Intel can change this or not remains to be seen (could be the next Itanic)
[14:35:33] <L84Supper> I asked a marvell engineer to look at EMC2 on Kirkwood and Discovery, they have PCIe
[14:36:25] <pcw_home> They have an embeddded armada chip with at least a lane of PCIE also
[14:36:39] <pcw_home> (300?)
[14:36:48] <L84Supper> a nice 10" ARM tablet with PCIe for $100 would make for nice UI on a machine
[14:38:29] <pcw_home> Cabled PCIE is nice for fast real time I/O with no bloated software protocol stack like USB
[14:38:35] <L84Supper> 510 and 300/310
[14:40:45] <pcw_home> I think the 78100/200 have 8 lanes or so (but only 1 GHZ?)
[14:41:18] <L84Supper> I'm just trying to plan ahead for commodity ARM tablets and netbooks to be used for EMC2
[14:42:04] <L84Supper> the targeted at mobile the devices the fewer the PCIe lanes, since they are considered power hogs
[14:42:18] <L84Supper> the more targeted at mobile...
[14:42:25] <pcw_home> I dont think the Armada chips have floating point (the 78xx chips do)
[14:45:32] <L84Supper> some Armadas do have FPU's, not sure of all the part numbers, they keep adding :)
[14:46:46] <L84Supper> 500 and 600 series do, not sure of the 100's
[14:47:10] <L84Supper> then again who needs and FPU for a photo frame?
[14:47:18] <L84Supper> and/an
[14:47:25] <SWPadnos> scaling! :)
[14:47:36] <L84Supper> heh... they have a GPU for that
[14:47:44] <SWPadnos> oh. well in that case
[14:49:52] <Jymmm> Hola
[14:50:25] <JT-Work> it's the duct man
[14:50:31] <L84Supper> ARM uses uboot for firmware and has linux support for over a decade, now they are keeping the GPU's closed
[14:51:25] <L84Supper> the OLPC project is using Armada 610 so at least the drivers will be open, not sure about the specs
[14:51:29] <Jymmm> JT-Work: Not yet, still looking
[14:52:18] <L84Supper> how did EMC2 work out on the TI OMAP for the Beagleboard?
[14:52:27] <Jymmm> Wish I know more about it though.... like pushing vs pulling, etc.
[14:53:07] <Jymmm> Or like when you go from 4" to 8" duct
[15:03:26] <pcw_home> the Armada 510 looks pretty decent 1.2 GHz. CPU, floating point, GBE, and 2 PCIE lanes
[15:22:54] <IchGuckLive> hi all nice day in Germany
[15:25:18] <IchGuckLive> someone has checkt the grid generator ?
[15:25:27] <IchGuckLive> awallin: ?
[15:27:26] <morficmobile> L84Supper: you plan on cross compiling or building natively?
[15:42:53] <Jymmm> 40GB SSD $99
[15:43:12] <Jymmm> Intel 40GB SSD $99
[15:51:05] <Dave911> Jymmm: Tigerdirect?
[15:51:39] <Jymmm> Dave911:
http://newspaperads.mercurynews.com/ROP/ads.aspx?advid=32664&adid=9755299&subid=30860522&type=
[15:51:44] <Dave911> Intel is coming out with a 600+ gig SSD this fall I heard...
[15:52:52] <Jymmm> This isn't bad feature wise....
http://newspaperads.mercurynews.com/ROP/ads.aspx?advid=32664&adid=9753073&subid=30857452&type=
[15:53:15] <Dave911> So time to toss out our stick drives and just slide a SSD in our pocket.. :-)
[15:53:48] <Jymmm> ether/wifi, two-sided printing, cd/dvd printing
[15:54:35] <Dave911> That is nice.. I hate paying for inkjet cartridges though... plus they dry up.. But that does look nice
[15:56:54] <Jymmm> $30 get you two sets of NON-OEM cartirdges
[15:59:20] <ichudov> My CNC PC boots under 3 seconds from an SSD
[15:59:25] <elmo40> sweet
[15:59:47] <Jymmm> ichudov: Why so slow?
[16:08:49] <elmo40> our Mazaks take FOREVER
[16:09:26] <elmo40> I would guess 1min for the fastest one, 3 for the one with only 64Mb RAM and a 288MHz? CPU
[16:09:38] <elmo40> but they all run windows!
[16:12:42] <skunkworks> the K&T computer boots very fast.
[16:21:10] <skunkworks> (lucid)
[16:21:30] <JT-Work> skunkworks: ready to mill anything yet?
[16:21:39] <skunkworks> heh - no
[16:21:43] <skunkworks> getting there.
[16:22:03] <skunkworks> did you see the indicator video? huh? did ya?
[16:22:13] <JT-Work> I might get my little VMC later this week
[16:22:17] <JT-Work> no, I missed it
[16:22:36] <Jymmm> VMC?
[16:22:49] <JT-Work> Vertical Machining Center
[16:22:53] <skunkworks> http://www.youtube.com/watch?v=FgOqEz5Tk-Y
[16:23:06] <Jymmm> Oh, you're new toy? I thought you already had it?
[16:23:39] <JT-Work> skunkworks: nice
[16:23:58] <skunkworks> JT-Work: that is .0001" per div indicator..
[16:24:27] <Jymmm> skunkworks: Why does it lag half segment at the end of each move?
[16:24:37] <skunkworks> overshoot.
[16:24:43] <Jymmm> ah
[16:24:44] <skunkworks> not tuned. still very good.
[16:25:05] <Jymmm> Cool, as long as you're aware of it and know the solution =)
[16:25:11] <skunkworks> overhoots .00005 ;)
[16:25:41] <Jymmm> goo gawd man, that's like a mile!
[16:25:58] <skunkworks> hardly worth machining anything with it! ;)
[16:26:00] <JT-Work> Jymmm: no, I'm making arraignments to have it shipped
[16:26:10] <Jymmm> you could carve the grand canyon in that
[16:26:44] <cradek> JT-Work: what kind?
[16:26:54] <skunkworks> something with pallets.... ;)
[16:27:14] <Jymmm> BIG ASS pallets
[16:27:24] <JT-Work> http://www.gnipsel.com/Bridgeport/bridgeport-pics.htm
[16:27:53] <skunkworks> JT-Work: what does it have for a control now?
[16:28:11] <Jymmm> JT-Work: Are they going to pallet or crate it?
[16:29:03] <Jymmm> The bottom front-end does look THAT strong
[16:30:03] <Jymmm> Maybr if they bolted some 4x4's to it
[16:30:12] <JT-Work> it has .... crap I forget
[16:30:40] <JT-Work> Jymmm: strap it down and tarp it I suspect
[16:30:55] <Jymmm> JT-Work: Ah
[16:31:10] <morficmobile> JT-Work: how much travel does it have?
[16:31:58] <JT-Work> I wish I had my sheet here but X about 20 Y about 16 and Z 16"
[16:32:27] <JT-Work> 60 to 6000 rpm bt30 holders 8 station tool changer
[16:32:38] <JT-Work> 72" x 75" footprint
[16:32:44] <JT-Work> 7.5hp
[16:32:44] <skunkworks> your thumbnails don't work here. (On IE or firefox)
[16:33:00] <JT-Work> hmmm
[16:33:21] <Jymmm> not here either
[16:33:50] <Jymmm> skunkworks: How do YOU know they don't work in IE ????????
[16:34:11] <Jymmm> ;)
[16:34:13] <JT-Work> this one works
http://www.gnipsel.com/Bridgeport/eBayISAPI.dll.htm
[16:34:17] <skunkworks> heh
[16:35:00] <skunkworks> that is funny - looks like a normal crt cut into the case. :0
[16:35:40] <skunkworks> is it posible to re-use the servo drives?
[16:36:07] <JT-Work> BRIDGEPORT dx 32 CONTROL
[16:36:19] <cradek> is that already retrofitted once?
[16:36:34] <JT-Work> no, it is orignal
[16:36:38] <cradek> weird
[16:36:50] <JT-Work> why is that?
[16:37:04] <cradek> the pc monitor and keyboard
[16:37:38] <JT-Work> that's the way my Anilam is too
[16:37:49] <cradek> huh ok
[16:39:18] <JT-Work> feed rate .5 - 295
[16:39:24] <JT-Work> "/min
[16:39:39] <JT-Work> rapid 472"/min
[16:39:46] <skunkworks> JT-Work: do you think you can reuse the drives?
[16:40:08] <JT-Work> it's plug and play just add power
[16:40:16] <JT-Work> all things work
[16:40:27] <skunkworks> oh - well - that sucks ;)
[16:40:41] <skunkworks> I thought it was a retrofit canidate.
[16:40:49] <JT-Work> the drives are analog siemen drives so I assume when the time came yes
[16:40:53] <JT-Work> not yet
[16:41:17] <Jymmm> skunkworks: LOL
[16:41:33] <JT-Work> I got tired of looking and this one came along for a good price and close to me to boot
[16:41:42] <JT-Work> $500 to get it delivered
[16:41:57] <Jymmm> "It works perfectly as is, lets retrofit it!" -- skunkworks
[16:42:30] <JT-Work> if the control sucks then I'll rip it out lol
[16:42:32] <skunkworks> I guess I probably wouldn't buy a working machine.. L)
[16:42:35] <Jymmm> JT-Work: Tha'ts not bad at all, unless it's 2miles away
[16:42:48] <JT-Work> 350 miles away
[16:42:55] <Jymmm> JT-Work: great price imo
[16:43:49] <Jymmm> 400lbs palleted from CA to NY was quoted $400
[16:43:53] <morficmobile> cradek: pc monitor looks like "$500? screw that, let's cut the case and buy one for $50" fix
[16:44:17] <Jymmm> the crt looks like it was "shoved in" the hole =)
[16:45:49] <Jymmm> JT-Work: Looks like you could toss in a LCD and still have enough roof for PC etc
[16:45:58] <Jymmm> s/roof/room/
[16:49:58] <JT-Work> looks like it to me too
[16:50:00] <skunkworks> that reminds me - we need to get a E-stop button at the computer console.
[16:51:06] <Jymmm> skunkworks: That's a tad excessive your your tiny machien dont ya think?
[16:51:32] <skunkworks> well - yes. But you know me and safety
[16:51:57] <Jymmm> skunkworks: Yes, and your excessive use of panduit too!
[17:00:30] <skunkworks> panduit? waht is that?
[17:04:55] <Jymmm> You take a pan and DO IT!
[17:21:59] <Birdman3131> Take a look at the boomarang I found in the shop.
http://www.42isalwaystheanswer.com/photos/boomarang/
[17:22:22] <Birdman3131> It is a part off one of the doall saws for the auto feed mechinism. But it looks just like a boomarang out of a horror show to me.
[17:23:23] <IchGuckLive> Hi all
[17:58:32] <elmo40> JT-Work: that bridgport is nice. well wired. decent components.
[18:03:21] <elmo40> I need to find something similar near me (toronto ontario)
[18:03:32] <elmo40> seems as though everything runs through the South.
[18:05:10] <SWPadnos> elmo40, know any good Ethiopian restaurants in Toronto?
[18:05:21] <SWPadnos> (or Asian or Italian, for that matter)
[18:05:33] <elmo40> there are a plethora of italian places here
[18:05:40] <elmo40> we have Little Italy
[18:05:56] <SWPadnos> we went to one last time - by the lake, can't remember the name
[18:07:06] <elmo40> so many asian restaurants. we have 4 china-towns
[18:07:12] <SWPadnos> heh
[18:07:13] <elmo40> 1 corea-town
[18:07:22] <elmo40> and I think 2 vietnamese-towns
[18:07:34] <SWPadnos> yeah, too many choices, which is why I asked for a recommendation :)
[18:08:03] <elmo40> there is a nice place on Yonge St. You cook your own meat ;)
[18:08:22] <SWPadnos> Korean?
[18:08:40] <elmo40> ya
[18:08:47] <IchGuckLive> German and french also !
[18:08:55] <elmo40> Korean Grill House. Near the Brass Rail ;)
[18:08:59] <SWPadnos> I wonder if there's enough vegetarian stuff there
[18:09:06] <piasdom> hi
[18:09:32] <elmo40> http://qurl.org/z31
[18:09:46] <elmo40> SWPadnos: vegy-what? people still eat plants?
[18:09:58] <SWPadnos> huh. I probably walked past that place last time I was in town
[18:10:07] <SWPadnos> yeah, one of our guys is vegetarian
[18:10:12] <piasdom> i'm cutting 4 pockets in alum and having trouble getting the same measurement for each pocket, is this my latency(42000) ?
[18:10:46] <cradek> not enough information
[18:10:48] <elmo40> maybe. how long is the tool? how deep of a cut? what is the dia. ?
[18:10:52] <SWPadnos> piasdom, could be. software stepgen?
[18:10:56] <elmo40> cradek: I was asking...
[18:11:08] <IchGuckLive> piasdom: did you check the steps and the main thred
[18:11:30] <elmo40> climb or conventional cut? are the chips being cleared?
[18:11:34] <elmo40> so many variables
[18:12:02] <piasdom> 1/4" endmill final depth .8"
[18:12:09] <IchGuckLive> piasdom: THEREFORE the new grid python is perfect to check all the backlash and moving
[18:12:19] <piasdom> conventional
[18:13:02] <SWPadnos> piasdom, does the tool return to the correct spot once machining is done?
[18:13:09] <piasdom> IchGuckLive: don't know about grid python
[18:13:17] <elmo40> JT-Work: did you write this? or is it a 'recipe' script of some sorts?
http://www.gnipsel.com/jtr/
[18:13:24] <piasdom> elmo40: cleaning as it goes
[18:13:42] <IchGuckLive> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Simple_EMC_G-Code_Generators#Grid_Rectangular_Circular_SpiderNet_G_code_Generator
[18:13:53] <elmo40> piasdom: why conventional? is there play in your screw drive to not be able to climb mill?
[18:14:23] <piasdom> elmo40: about .003 to .005
[18:14:58] <piasdom> IchGuckLive: thanks
[18:15:05] <IchGuckLive> B)
[18:15:23] <piasdom> don't know how to use py :)
[18:15:30] <piasdom> but i'll try
[18:15:40] <IchGuckLive> open axis open the python and its done
[18:16:37] <IchGuckLive> on saturday i workd 4hr on messuring and fittig all the parameters of a Turning mashine with Fadal8055TC
[18:17:28] <piasdom> IchGuckLive: THANKS
[18:18:23] <IchGuckLive> if all yout parametes are right the mashine schodt move back and forth 0.002 on a meter at one click
[18:18:52] <piasdom> cool
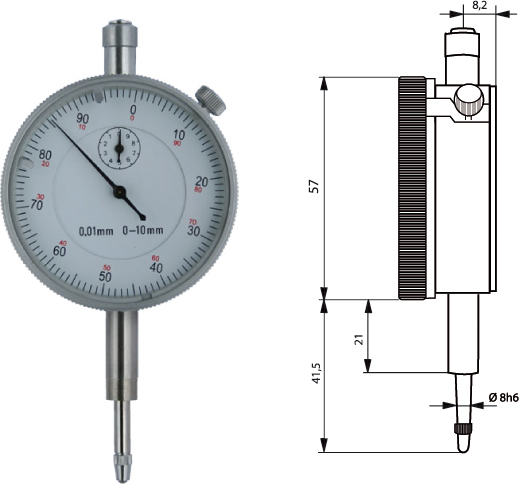
[18:20:03] <IchGuckLive> http://www.mw-import.de/images/big/05-10-0-1.jpg what is this callt in the usa
[18:21:00] <piasdom> IchGuckLive: i call it an indicator
[18:21:16] <IchGuckLive> do you have one
[18:21:23] <Jymmm> IchGuckLive:
http://en.wikipedia.org/wiki/Dial_indicator
[18:21:25] <piasdom> yes
[18:21:47] <IchGuckLive> so is this a 3Axis nmill
[18:21:49] <Jymmm> IchGuckLive: DTI, Dial Test Indicator
[18:21:59] <IchGuckLive> Jymmm: Thanks
[18:22:50] <alex_chally> YOU ARE ALL NOW BREATHING MANUALLY
[18:23:02] <alex_chally> AND ARE NOW AWARE OF YOUR TONGUE
[18:23:05] <alex_chally> pwned.
[18:23:23] <IchGuckLive> LOL
[18:23:29] <alex_chally> :)
[18:23:33] <piasdom> pink elephants
[18:23:37] <alex_chally> got my little bit of trollin' in for the day
[18:23:38] <IchGuckLive> :D XD :DD
[18:23:40] <alex_chally> whats up guys
[18:24:03] <IchGuckLive> calibrating piasdom Mashine
[18:24:21] <CaptainW> That isn't a real indicator. It doesn't say inches.
[18:24:40] <IchGuckLive> im German so it fits
[18:24:53] <piasdom> IchGuckLive: tanks
[18:25:02] <CaptainW> mm's are too small.
[18:25:05] <CaptainW> l
[18:25:06] <CaptainW> lol
[18:25:08] <IchGuckLive> piasdom: §axis mill or ?
[18:25:53] <piasdom> IchGuckLive: what ? something weird before your word axis
[18:26:10] <IchGuckLive> 3
[18:26:37] <piasdom> IchGuckLive: yes, 3 .. table top mill from sherline.com
[18:26:45] <IchGuckLive> oh i got a different kbord then you folks
[18:26:49] <IchGuckLive> ÄÖÜ
[18:28:16] <IchGuckLive> so messure the Right move amount first if this is correct your steps/thread are correct
[18:29:06] <piasdom> IchGuckLive: you mean the backlash ?
[18:29:06] <IchGuckLive> then bet the lowest value to the Manuell move and press back and forth so it is showiung you the backlash
[18:29:34] <IchGuckLive> first you got to be shoure that the step and the tread is corecct
[18:29:54] <piasdom> IchGuckLive: ok i'll have to wait til this run is over
[18:30:26] <IchGuckLive> ok
[18:30:41] <piasdom> IchGuckLive: step and thread have worked great til now .... had machine about 2 years now
[18:30:47] <IchGuckLive> you got to check this for eatch axis
[18:31:02] <piasdom> IchGuckLive: will do
[18:31:16] <IchGuckLive> so i guess the Nut is not fixt
[18:31:51] <IchGuckLive> i do calibration every 6month on the HAAS VF2
[18:32:04] <piasdom> IchGuckLive: i adjust it about once a month
[18:32:23] <IchGuckLive> then YOU shoudt no the problem
[18:34:18] <piasdom> IchGuckLive: thanks again
[18:34:34] <IchGuckLive> FOLKS its late here please can you if it is please check the grid python on siomple g-code if there are misspathes
[18:35:05] <IchGuckLive> By till tomorrow Germany
[18:38:55] <piasdom> Thanks
[19:52:35] <ries_> ries_ is now known as ries
[20:01:16] <Dave911> skunkworks: Hey, there is a K&T machine on Youtube and it is moving back and forth!! ;-) Looks nice! Becareful.. at this rate you will soon be done with that machine and you have to look for something even bigger to convert! :-)
[20:02:33] <alex_joni> lol @ Dave911
[20:03:27] <awallin> big iron fever ?
[20:03:53] <Dave911> The bigger the better!
[20:04:09] <awallin> no doubt...
[20:04:35] <alex_joni> that's a myth
[20:06:31] <awallin> http://www.youtube.com/watch?v=mxxdq6y8z8M
[20:06:37] <awallin> that's pretty big
[20:06:53] <alex_chally> oh wow, that is a beast awallin
[20:07:24] <awallin> atc == stuart s ??
[20:07:28] <alex_chally> lol, no auto toolchanger on that machine?
[20:12:01] <alex_joni> awallin: yeah, that's stuart
[20:12:22] <awallin> his toys are bigger than mine :(
[20:13:29] <alex_joni> http://www.youtube.com/watch?v=RV8Dq6mslnE&feature=fvw
[20:13:43] <alex_joni> now that's a stupid path
[20:16:39] <archivist> hehe, I have met him alex_joni
[20:16:44] <skunkworks> heh
[20:17:34] <skunkworks> stuart has some gantry machines that are just huge.
[20:18:00] <awallin> 5-axis code with a filleted endmill isn't so trivial to do... (well I haven't tried yet)
[20:18:29] <awallin> skunkworks: any pics of all his machines online?
[20:19:12] <awallin> here's something
http://jmkasunich.com/cgi-bin/blosxom/shoptask/wichita-trip-02-20-08.html
[20:20:54] <awallin> those kurt vises alone cost more than most peoples machines...
[20:20:55] <archivist> awallin, if you can apply your mind to put the endmill where the rack form should be and rotate with a linear move its not too bad, I have done a gcode to generate a normal involute spur
[20:21:52] <skunkworks> awallin:
http://mpm1.com:8080/machines/viper-BCbridge/pictures/S1030246.JPG
[20:22:16] <alex_joni> archivist: I didn't say he was.. just that the path was stupid
[20:22:28] <alex_joni> and it's CAM generated .. so I blame the CAM
[20:22:35] <awallin> skunkworks: but is it EMC'ed?
[20:22:48] <alex_joni> not yet ;)
[20:23:05] <archivist> alex_joni, I have tried to get him to move to emc
[20:23:05] <alex_chally> to the UK people here, thank you for having strange strange humor
[20:23:08] <alex_chally> you know, in general
[20:23:08] <alex_joni> but any of stuarts machines that breaks down will eventually be emc'ed :P
[20:23:10] <awallin> archivist: for a general purpose CAM-function you would need to figure out the local slope of the surface, while avoiding local+global collisions
[20:23:12] <alex_chally> i submit as evidence
[20:23:13] <alex_chally> http://www.rathergood.com/bagger288
[20:25:42] <archivist> awallin, maybe not, as it can be generated rather than work from surface normals, so you know in advance that as long as the endmill is narrower then the smallest space it will work
[20:26:52] <awallin> archivist: sure if you mean a special purpose cam-script for gears or impellers, that is another thing than working from an STL-file where you have to expect any shape
[20:28:51] <skunkworks> Dave911: very happy with the performance of those old servos..
[20:57:05] <Dave911> Skunkworks: That is great... did you use some older AMC drives to control those motors ???
[20:57:31] <Dave911> Does Stuart have any 5 axis gantry mills?
[21:02:05] <skunkworks> that is what the viper is - 5 axis
[21:02:50] <skunkworks> Dave911: They are supposidly current product - B40A40AC. They will do brushless - but we are using them for the brushed servos
[21:04:11] <Dave911> Oh... ok.. and you got those off Ebay? Nice.
[21:04:23] <skunkworks> yes
[21:04:50] <skunkworks> they are 40Amp peak 400v max. ;)
[21:06:17] <MattyMatt> Can you run 2 machines (own instances of emc2) on one PC?
[21:08:02] <Dave911> MattyMatt: I don't think so... that question has been asked before..
[21:08:18] <Dave911> skunkworks: Nice :-)
[21:10:09] <MattyMatt> thought not
[21:12:02] <alex_joni> MattyMatt: nope, you can't
[21:12:30] <alex_joni> you can run 2 GUIs for the 2 machines on the same PC though
[21:13:24] <MattyMatt> that wouldn't help much, except with embedded controllers
[21:14:27] <MattyMatt> I'll just have to configure a machine with 2 of everything :)
[21:14:39] <MattyMatt> and interweave the gcode
[21:16:49] <MattyMatt> there's a project for GSoC next year, a version of emc2 with 2 or more independent gcode streams through the same stepper core
[21:18:10] <Dave911> MattyMatt: If you put two PCs on the same machine, you could link both PCs with ModbusTCP also via Classic Ladder.. I've been wanting to try that. All of the pieces are there.
[21:18:17] <archivist> they should not be independent on the same machine if they can hit each other
[21:18:55] <MattyMatt> they're not on the same machine :)
[21:19:41] <MattyMatt> if they did interact (moving work from one to another etc) I guess it would need conditional gcode
[21:19:55] <alex_joni> I don't see the issue with using 2 PCs..
[21:20:10] <MattyMatt> only the cost
[21:20:21] <alex_joni> did you see skunkworks's link?
[21:20:31] <alex_joni> 69$ for an atom..
[21:20:34] <MattyMatt> this is for reprap scale machines
[21:20:37] <alex_joni> mobo+cpu..
[21:20:50] <alex_joni> or you can just pick up some scrap machine
[21:20:59] <alex_joni> a 800+ PIII will do
[21:21:07] <alex_joni> surely that's less than 20$
[21:21:30] <MattyMatt> yeah my A1.3 was scrap
[21:23:42] <alex_chally> ok, final batch of electronics is on its way
[21:24:13] <alex_chally> * alex_chally is excited
[21:25:30] <MattyMatt> nice Atom, but NewEgg still don't ship to UK afaics
[21:27:28] <MattyMatt> and I'd still need a PCI parport card :)
[21:28:03] <skunkworks> MattyMatt: it has a parport header.
[21:28:21] <alex_chally> i just picked up one of thoes d510s
[21:28:31] <alex_chally> bought a $3 paraport header
[21:28:45] <MattyMatt> ah it has one header? cool
[21:28:54] <alex_chally> have not tried it out for realz, but I ran the latency tester and it never peaked 17000
[21:29:03] <alex_chally> even while watching youtube vidoes and shit
[21:30:44] <skunkworks> alex_chally: sounds about right - that is about what my older 330 atom did. (sounds like if you do smp and isolcpu - you get better.
[22:42:03] <Fox_Muldr> Fox_Muldr is now known as Fox_M|afk
[23:10:58] <andypugh> I am confused by "touch off". I thought I understood it, then it all went wrong.
[23:14:20] <andypugh> If I have a tool mounted which has a tool offset, and touch off a new diameter into the G54 system, I expected the current "X" value to become what I just typed in, ie G54 is offset by whatever amount it needs, taking into account the tool offset. So, if i find that the last rehome is leaving things a bit big, touching off into G4 will bring all the tools in a bit?
[23:15:13] <andypugh> What actually happened was that I touched off to 16.4 and the displayed X became something like 43. Which I can't explain.
[23:15:33] <andypugh> (Cost me an insert, too)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}