Back
[00:04:58] <theorb> theorb is now known as theorbtwo
[01:59:43] <pcw_home_> pcw_home_ is now known as pcw_home
[02:22:11] <ichudov> I am writing a subroutine to make a spoked wheel wit any diameters and number of spokes in several depth passes
[02:23:31] <ichudov> Looks roughly like wheels on this:
http://upload.wikimedia.org/wikipedia/commons/e/ea/FREIGHT_STEAM_LOCOMOTIVE_SO17-2413_(9).jpg
[02:23:46] <ichudov> The point is to make aluminum wheels and make my mailbox look like a steal locomotive
[02:24:24] <ichudov> s/steal/steam/
[02:27:23] <ichudov> but w/o the counterweight
[06:42:44] <IchGuckLive> good morning from rainy germany
[07:05:29] <NTU> Hello! I was wondering if an RTAI or EMC developer could look at something for me. I do some kernel hacking myself, and simple tweaks in C and such, so feel free to be technical with me, but I came across an issue and I can't get EMC to really do much..
http://pastebin.com/UPYUBdX2 That contains EMC log, only useful info from dmesg, and all output of sudo depmod -eF /usr/realtime/modules/*.ko. also here is my kernel config:
http://aur.archlinux.org/pa
[07:05:29] <NTU> ckages/rtai-kernel/rtai-kernel/rtai-kernel.config If you need any more details, let me know. :)
[07:30:45] <eztam> hi
[07:31:21] <NTU> hello
[07:33:01] <eztam> hello ntu
[07:33:48] <NTU> do you need help?
[07:33:59] <eztam> currently not
[07:34:28] <eztam> but if someone knows how to add encoders to a stepper machine it whould be a great help
[07:35:14] <NTU> http://wiki.linuxcnc.org/emcinfo.pl?Steppers_With_Encoders
[07:35:52] <eztam> yep
[07:35:59] <eztam> found it some days ago
[07:36:07] <eztam> but the hal file is missing
[07:36:10] <eztam> well
[07:42:04] <NTU> in regards to my issue, EMC will not start, no matter what I pick in the sample configuration screen. I am off to bed, good night all.
[07:42:59] <eztam> does it produce an error dump ?
[07:43:09] <eztam> selfcompiled ?
[07:43:39] <L84Supper> he posted it all right before you joined the channel
[07:43:48] <L84Supper> http://pastebin.com/UPYUBdX2
[07:44:39] <L84Supper> That contains EMC log, only useful info from dmesg, and all output of sudo depmod -eF /usr/realtime/modules/*.ko. also here is my kernel config:
http://aur.archlinux.org/packages/rtai-kernel/rtai-kernel/rtai-kernel.config If you need any more details, let me know. :)
[07:44:56] <eztam> has emc been started as root ?
[07:46:01] <eztam> this line here : insmod: error inserting '/usr/realtime/modules/rtai_hal.ko': -1 Operation not permitted
[07:46:21] <eztam> maybe insertin the rtai_hal module by hand is an approach
[07:46:37] <eztam> just to see if it works
[07:49:40] <L84Supper> he had it working on an earlier kernel
http://neo-technical.wikispaces.com/emc2-arch
[07:50:42] <eztam> maybe he need to recompile the whole thing kernel + emc
[07:50:58] <eztam> but this is new terretory for me
[07:51:33] <eztam> i gave up the compiling thing and switched to the precompiled emc cd image
[07:52:06] <L84Supper> plus is was all 32b before, i think he's trying 64b now and smp
[07:52:30] <eztam> ah ok
[07:52:36] <eztam> good luck :)
[08:26:13] <Valen> NTU: are you running a RTAI kernel?
[08:26:38] <L84Supper> yes he is
[08:27:05] <L84Supper> he's gone for the next ~10 hrs
[08:27:10] <Valen> looked at
http://wiki.linuxcnc.org/emcinfo.pl?TroubleShooting
[08:27:28] <Valen> it sounds like emc is having trouble talking to the RTAI stuff
[08:28:04] <L84Supper> he had it working with 32b kernels a few months ago, i think he's trying to get 64b + smp now
[08:28:15] <Valen> ahh I c
[08:28:23] <L84Supper> http://neo-technical.wikispaces.com/emc2-arch
[08:28:25] <Valen> above my pay grade ;->
[08:28:31] <L84Supper> and ubuntu 10.10
[08:28:54] <Valen> think 10.10 will suck less than 10.04?
[08:29:16] <L84Supper> 10.04 picked a broken kernel and had to backport lots of stuff
[08:29:38] <L84Supper> Ubuntu devs don't listen
[08:29:39] <Valen> i'm still getting problems with upstart
[08:30:13] <Valen> the system boots so fast that it fails to start half the services
[08:30:52] <Valen> which is really good for boot speeds
[08:31:17] <L84Supper> I'm looking for adapters for router motors to use r8 collets or something common
[08:31:51] <L84Supper> http://www.amazon.com/Porter-Cable-75182-5-Speed-Replacement-Router/dp/B0035FI9VY/ref=sr_1_1?ie=UTF8&s=hi&qid=1282552292&sr=1-1
[08:31:54] <Valen> dunno if i'd bother with routers with those cheap chinese spindles around
[08:32:33] <L84Supper> yeah, I saw the water colled versions for ~$400
[08:32:40] <L84Supper> cooled even
[08:32:41] <Valen> i hear they are not too bad
[08:33:48] <Valen> though i havent heard of them being used on metal or at least for more than engraving
[08:34:02] <Valen> do you already have the router motor?
[08:34:08] <L84Supper> I wonder about the bearings and runout..... thought the stock router runout has been 5-6 thousanths
[08:34:55] <Valen> whats the work going to be for it?
[08:34:57] <Valen> wood/engraving?
[08:34:59] <L84Supper> I have the routers... used mainly for wood
[08:35:43] <Valen> ahh, if you already have it then yeh
[08:35:52] <L84Supper> was going to play with the motors to mill some 6061 and similar
[08:36:10] <Valen> I saw one guy machine the collet/whatever in the router to true it up
[08:36:18] <L84Supper> 3 1/4 HP my arse
[08:36:25] <Valen> 1/4 i'd believe
[08:37:06] <L84Supper> Think & Tinker has a precision nut 0.0005"... an order of magnitude better runout
[08:37:59] <Valen> if your doing wood how fine do you need it?
[08:39:04] <Valen> if your doing wood how fine do you need it?
[08:39:11] <L84Supper> http://www.k2cnc.com/shop/proddetail.asp?prod=TOOL-ER11-500&cat=31
[08:39:13] <Valen> the spindles are quiet too ;->
[08:39:32] <L84Supper> I meant I use the routers for wood, but I want to try the motors on 6061
[08:39:38] <Valen> ahh
[08:40:06] <Valen> the speed could be the problem, thats why we aren't getting one of those chinese spindle
[08:40:29] <Valen> for the tool holders, I really like the idea of heat fitting the tool into a holder
[08:41:49] <L84Supper> http://cgi.ebay.com/Water-Cooled-CNC-Spindle-Motor-4KW-Engraver-ER20-collet-/170513457028?pt=BI_Tool_Work_Holding
[08:42:30] <L84Supper> Runout off: less than 0.005mm
[08:42:54] <L84Supper> I'll have to visit these guys next trip
[08:43:00] <Valen> 4Kw thats getting into it
[08:43:18] <Valen> no provision for a tool changer though it seems :-<
[08:43:42] <Valen> and it'd run nicley off mains here i think ;->
[08:43:59] <L84Supper> see what they can do and how they have their plant set up
[08:46:15] <L84Supper> $500 for spindle and inverter
http://cgi.ebay.com/3KW-WATER-COOLED-SPINDLE-MOTOR-AND-MATCHING-INVERTER-/260642696194?pt=LH_DefaultDomain_0
[08:46:50] <Valen> plenty of those around
[08:48:09] <L84Supper> I wonder how they rate them. Power ratings on motors are sometime like audio amps
[08:48:22] <L84Supper> no spec on how they got that number
[08:48:41] <eztam> voltage x ampere
[08:48:49] <eztam> the easy way :)
[08:49:24] <L84Supper> no torque numbers
[08:49:47] <L84Supper> 4KV at 1 amp and it didn't blow up :)
[08:50:14] <L84Supper> "for the 1 sec it was applied"
[08:50:50] <Valen> thats why they are sposed to have durations on the power ratings
[08:50:51] <eztam> ok floks
[08:50:55] <eztam> folks
[08:50:58] <eztam> nee to go
[08:51:00] <eztam> cu
[08:51:05] <Valen> i would really like to see a torque curve on one of them
[08:51:14] <Fox_M|afk> Fox_M|afk is now known as Fox_Muldr
[08:51:19] <L84Supper> yeah, thats why I want to visit them
[08:52:37] <L84Supper> I'll see if they can send any specs first.
[08:54:01] <L84Supper> looks like one of them in action here
http://www.youtube.com/watch?v=2OZCviK0msg
[08:54:35] <L84Supper> http://www.youtube.com/watch?v=NVmpJxHIUmM&feature=related
[10:21:58] <Valen> heh alot better than that god damn router i had before
[10:22:29] <Valen> still fairly noiny actually
[10:22:40] <Valen> noisy
[10:45:59] <Mendelbuild> hi
[11:11:28] <Guest92863> hi all
[11:12:11] <Guest92863> what is the use of libnml in emc
[11:12:13] <Guest92863> ?
[11:19:52] <Guest92863> any one?
[11:20:29] <pjm> Guest92863 it may be worth asking on the mailing list
[11:24:13] <MattyMatt> Guest92863: are you Guest 834 with the HY-TB4DV-M
[11:24:18] <MattyMatt> ?
[11:25:22] <MattyMatt> "Sebastian Kuzminsky wrote: > Holy hell what's up with libnml? Looks like a dog puked in there. hey ..."
[11:25:27] <MattyMatt> :)
[11:37:45] <Guest92863> thanks pjm
[12:13:50] <Fox_Muldr> does anyone know a good selection guide (preffered in german) which describes the correlation of milling tool type/size/material, target material and spindle speed/feed rates? At the moment i have no idea which tool is good for which material and what rpm/feed rate. so i would like to learn about this to select the right tools and machining parameters for my selfmade cnc. :)
[12:14:57] <jthornton> a good place to start is with the tool manufacturers pages
[12:16:10] <Fox_Muldr> ok than i try to google to find manufacturers
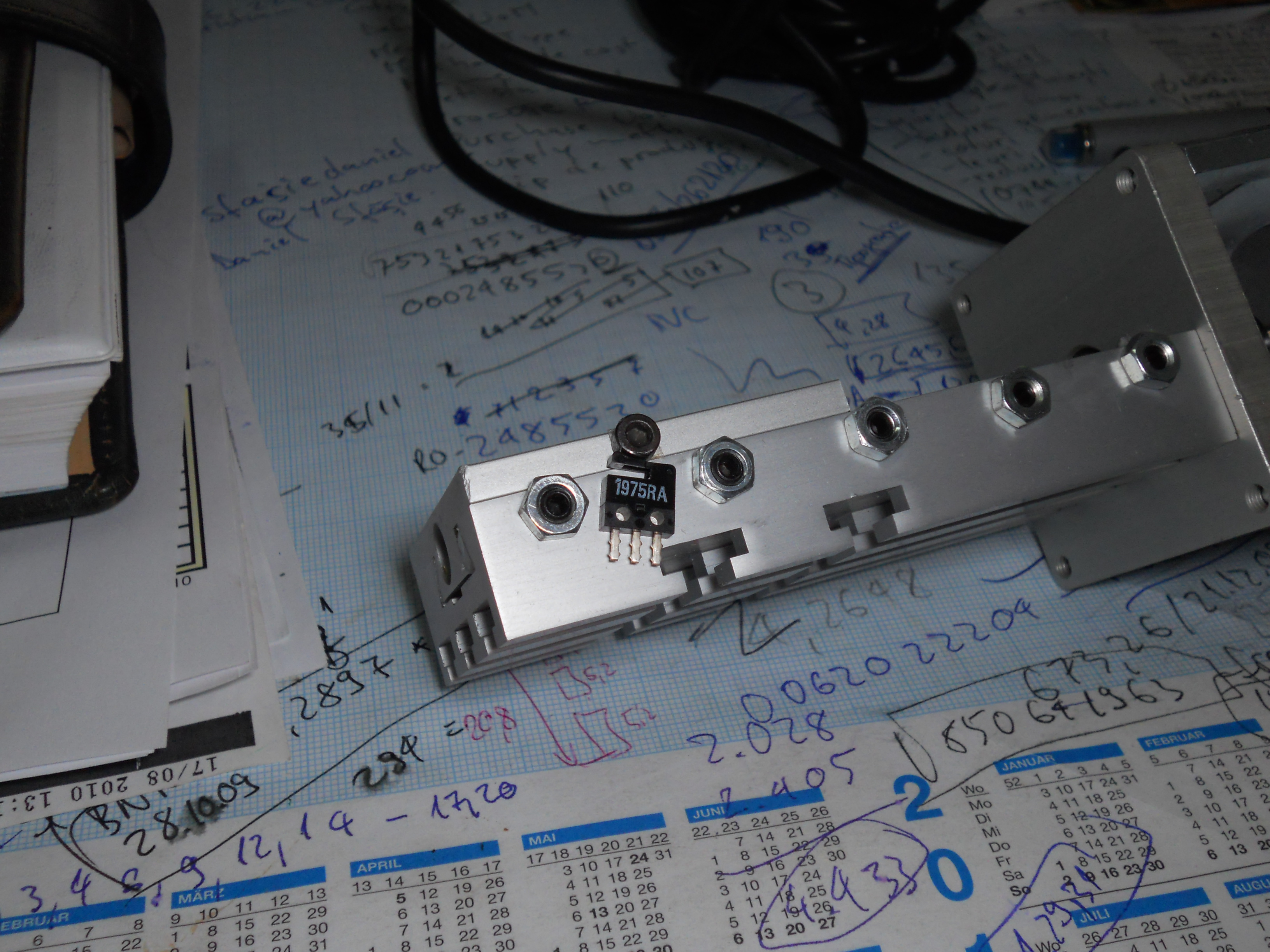
[12:16:19] <alex_joni> http://uploads.robcon.ro/DSCN0949.JPG
[12:16:29] <alex_joni> any ideas about this home/limit switch?
[12:16:46] <alex_joni> * alex_joni is trying to figure out how to best mount it
[12:18:11] <cpresser> Fox_Muldr: 'Tabellenbuch Metall'
[12:18:40] <cpresser> Fox_Muldr: 'Europa Lehrmittelverlag - 10609'
[12:18:54] <cpresser> it also contains a lot of other neat stuff
[12:18:57] <Fox_Muldr> foudn it at amazon
[12:19:34] <cpresser> i also got some tool-manufacturers cataloges.
[12:20:02] <cpresser> -> www.phorn.de the will send a free catalog
[12:20:47] <cpresser> but anyway, you will have to learn a lot by yourself. noting is better for learning than killing expensive tools :D
[12:20:50] <Fox_Muldr> lately i found "Garant Zerspanungshandbuch" as pdf but it is quite heavy with 876 pages
[12:21:17] <Fox_Muldr> exactly this is what i try to avoid. as a student my budget isn't that high ;)
[12:23:04] <cpresser> same here, but you _will_ kill tools :)
[12:23:51] <Fox_Muldr> i know but i want to decrease the number of damaged tools as good as possible
[12:24:45] <cpresser> keep in mind, that having a low feed-rate may not be the best option to preserve tools
[12:25:39] <cpresser> if the turns are to small, they dont transport enough heat
[12:26:01] <cpresser> so your tool may overheat and get destroyed
[12:26:24] <Fox_Muldr> and therefore i need to know which feed rate range is "optimal" for which tool and material.
[12:26:50] <jthornton> I would mount the switch to the flange looking part alex_joni
[12:27:10] <Fox_Muldr> but because i don't know this i need a good guide which explains this in an understandable way for en electrical engineer and no mechanic :)
[12:27:35] <jthornton> then put a target on the small moving part, spacing off the switch as needed
[12:28:33] <jthornton> Fox_Muldr: unfortunately there is no one good way because of all the variables involved in machine, tools, materials
[12:29:04] <jthornton> there are some general guides out there for sfm ranges for most common materials
[12:29:04] <Fox_Muldr> i found "Tabellenbuch Metall" in the shelf of my father. maybe i will get some hints out of it :)
[12:29:31] <cpresser> its a quite common book, I have 3 or 4 of them in my family :)
[12:29:37] <jthornton> and the variables with/without coolant
[12:30:12] <jthornton> * jthornton heads out but wonders what kind of gizmo alex_joni is working on?
[12:30:20] <cpresser> a quite important fact is the roundnes of the tools cutting edge
[12:30:45] <Fox_Muldr> it seems to be a rather complex subject
[12:30:52] <cpresser> always be sure to have fz (pitch per tooth) greater than that roundnes
[12:32:00] <cpresser> its complex like hell, especially when milling metal since diffusion is about to occur
[12:34:05] <Fox_Muldr> my primary use of my cnc is only pcb routing. but i also want to try to mill some small 3d shape in an aluminium block if possible
[12:54:07] <MattyMatt> Fox_Muldr: FEA is probably the only long term solution to "try before you fry" :)
[12:55:12] <MattyMatt> my budget plan was buy one good carbide endmill, and stick to wood while I learn. the worst that happens to the tool is charcoal stains
[13:05:20] <alex_joni> jthornton: what flange looking type?
[13:06:12] <alex_joni> ah, on the right? .. that's a bit of a problem as for some machines that means Z down, and it would stick the spindle in the workpiece for homing
[13:08:41] <skunkworks> alex_joni: did you see -
http://www.youtube.com/watch?v=FgOqEz5Tk-Y
[13:16:54] <Al_Smt> skunkworks, its alive!
[13:21:08] <skunkworks> Al_Smt: :)
[13:21:18] <skunkworks> 1/3 of the axis
[13:21:39] <Al_Smt> :)
[13:31:10] <Fox_Muldr> in the free pdf "garant zerspanungshandbuch" are some really usefull formulas and tables which give me some nice hints from where to start with the machining parameters
[13:31:19] <skunkworks> dad is busy machining the rest of the servos to mount the encoders ;) (have to bore out the rear cover to make room)
[13:32:58] <skunkworks> KimK: we are planning to use one of the amt encoders on the spindle motor for rpm. we figure we can probably just glue it on. ;)
[13:33:35] <Fox_Muldr> i have another question: when i try to use the live-cd with emc within a vmware than emc runs but always complains about bad rtai timings. is it possible to disable these warnings? i just want to use emc in my vmware to experiment with generated gcode because the real emc pc is in another room.
[13:34:11] <cradek> Fox_Muldr: you could use a simulator build of emc
[13:34:42] <alex_joni> skunkworks: yay
[13:34:46] <Fox_Muldr> cradek: so i could build emc on my linux server without rtai to simulate my gcode?
[13:34:58] <cradek> skunkworks: to attach the encoder wheel to my spindle motor, I made an arbor shaped like the end of a center drill and glued it into the end of the motor
[13:35:08] <cradek> Fox_Muldr: yes
[13:35:41] <Fox_Muldr> cradek: thats nice. i will download the source package and try to figure out the compile parameter for that :)
[13:35:42] <cradek> Fox_Muldr: we have simulator mode packages for a few ubuntus, or you could build from source on any modernish linux
[13:36:21] <Fox_Muldr> cradek: i have suse 11.1 on my server where i could also use it over vnc :)
[13:38:30] <cradek> Fox_Muldr:
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Installing_EMC2#Building_emc2_simulator
[13:38:50] <Fox_Muldr> cradek: thanks
[13:46:32] <skunkworks> cradek: cool!
[13:46:45] <skunkworks> did you have pictures of that?
[13:49:00] <skunkworks> we need to mount 2 encoders. One at the servo motor and one at the spindle.
[13:49:09] <skunkworks> the one at the spindle is going to be belt driven
[13:53:35] <elmo40> kinda over price, don't you think?
http://www.mdaprecision.com/Products/5-axis.html
[13:53:42] <elmo40> $22k? OUCH.
[13:54:06] <Fox_Muldr> the emc2 configure script is not very good at finding needed dependencies ;)
[13:55:59] <awallin_> haas toolroom mill is 22k isn't it... ?
[13:57:18] <awallin_> http://truepositioninc.com/yahoo_site_admin/assets/images/HAAS_CNC_TOOL_ROOM_2_MILL.1473913_large.JPG
[14:04:48] <Fox_Muldr> when i try to compile emc simulator i got an error at some point which aborts the compilation with an error about mandb. anyone know what this could mean? exact error message is here
http://quakeman.homelinux.net/files/error.txt
[14:10:55] <alex_joni> Fox_Muldr: The /tmp directory's permission turned out to be mangled.
[14:10:56] <alex_joni> There should be a better warning message perhaps.
[14:11:07] <alex_joni> from
http://bugs.debian.org/cgi-bin/bugreport.cgi?bug=320495
[14:13:24] <Fox_Muldr> alex_joni: /tmp is 777 so i thought it would be no problem
[14:13:31] <cradek> elmo40: ouch
[14:15:34] <cradek> looks like a decent design though
[14:16:14] <cradek> looks like the work envelope is about 2" cube
[14:17:45] <skunkworks> wow
[14:19:43] <cradek> if that - look at it compared to the mouse
[14:49:39] <Jymmm> Jewler's Wax model?
[14:52:18] <Jymmm> Mornin btw
[15:13:08] <tom3p> are arrays possible in .comp files?
[15:13:23] <Jymmm> * Jymmm bumps SWPadnos
[15:13:39] <SWPadnos> ow!
[15:13:58] <Jymmm> I said bump, not body slam =)
[15:14:07] <SWPadnos> I'm fragile
[15:14:23] <Jymmm> ...as a spring flower
[15:15:09] <SWPadnos> in spring
[15:15:11] <SWPadnos> err
[15:15:29] <Jymmm> heh
[15:19:55] <NTU> SWPadnos: Hello! I am having a problem with RTAI, i posted the issue last night, I can't get the RTAI modules to load probably so EMC dies. here is the EMC log, and output of dmesg and output of depmod -eF /usr/realtime/modules/*.ko:
http://pastebin.com/UPYUBdX2 and here is the output of the /etc/init.d/realtime unloading and start script:
http://pastebin.com/j03JguyV btw good morning all
[15:20:34] <NTU> s/probably/properly
[15:22:08] <SWPadnos> NTU, did you boot the RT kernel?
[15:22:34] <NTU> yes im in it right now. 2.6.32.2 with latest x86 patch from rtai.org
[15:22:59] <SWPadnos> the same one that RTAI and EMC2 were compiled against?
[15:23:14] <SWPadnos> that looks like a classic kernel version mismatch
[15:23:26] <SWPadnos> or just a non-RT kernel
[15:24:29] <NTU> ah, its probably my 300th RTAI kernel.. i've been working on this for about 5 days doing re-compiling, i wasnt aware it had to be compiled against the exact same kernel
[15:25:23] <SWPadnos> yep, I think so
[15:25:41] <SWPadnos> ok, bbiab
[15:27:16] <NTU> thank you so much!
[16:11:00] <skunkworks> here we go - why am I messing around with emc? ;)
http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&item=220422153363
[16:12:01] <skunkworks> (it is only 3 axis)
[16:12:04] <alex_joni> yeah, but you forgot to add <xxx>h x 85$/h
[16:12:19] <alex_joni> for installing
[16:12:47] <alex_joni> here's a nice read (if you have the nerve for all of it):
http://www.softwarefreedom.org/events/2010/isoc-ny/FreedomInTheCloud-transcript.html
[16:12:48] <skunkworks> I can't install it myself? I suppose it voids the warrantee..
[16:13:35] <elmo40> only need warranty if you break it :P
[16:14:20] <skunkworks> wonder if it rigid taps... Doubt it
[16:16:52] <elmo40> that is a horrible control layout.
[16:16:54] <elmo40> tiny display
[16:17:13] <elmo40> need to supply your own rotary control?
[16:19:31] <elmo40> as for that freedom in the cloud page... what makes 'law enforcement' people so special? they are a PRIVATE corporation who get paid by enforcing someone elses strict rules on everyone who feels they need to comply. I am a private corporation, can I get access to that list?
[16:19:47] <Jymmm> SWPadnos: If I wire a motor to 220V but run it using 110V, what happens?
[16:19:56] <SWPadnos> depends on the motor
[16:20:16] <Jymmm> SWPadnos: This is on a portable dust collector.
[16:20:21] <SWPadnos> depends on the motor
[16:21:08] <elmo40> typically nothing will happen.
[16:21:11] <Jymmm> no idea, motor specifics aren't given.
[16:25:08] <morfic> o_O i am off over the weekend, i check work email from home, i see some email about "yaskawa is out due to the 7500Nm"....WHAT 7500Nm???? who came up with that number?
[16:31:49] <NTU> hmm.. still same error after two tries in a row. purged all modules, source, kernel images, etc. and re-compiled and re-installed, RTAI modules wont load from insmod as root. I keep getting unknown symbols.
[16:33:53] <Fox_Muldr> ok i found out what the problem was why emc wouldn't compile and puts an error about mandb. it is a problem with the rights structure within the source tarball :/
[16:35:48] <Fox_Muldr> the directory docs/man and the subdirs docs/man/man* have rights 755 and owner of the person who extracted the tarball. But mandb wants to write a temp files within these dirs and therefore has no rights to do it. when changing these dirs to 777 the compilation works without any problems
[16:42:03] <morfic> NTU: remove module versioning from kernel
[16:42:38] <NTU> the only thing i have on in modules section is module unloading. not forced.
[16:43:25] <morfic> did you patch the kernel, build it, install it, boot it, then build rtai source?
[16:43:33] <NTU> yes
[16:43:51] <NTU> twice, very carefully, just now.
[16:46:18] <morfic> mozmck suggested removing module versioning, now starting emc i don't fail on missing symbols, but the rtai latency test now no longer runs, while i could not start emc2 before, i could run latency test of rtai, emc times out during startup, ran out of time looking more into that
[16:47:18] <NTU> latency test wont even start for me
[16:52:43] <morfic> <alex_joni> [10:52:04] yeah, but you forgot to add <xxx>h x 85$/h
[16:52:43] <morfic> <alex_joni> [10:52:19] for installing
[16:52:47] <morfic> $200/h for Siemens
[16:52:55] <morfic> just sayin....
[16:55:24] <NTU> maybe something in my library routines should be changed... morfic: do you have a kernel config file that you know of that works? or one that you use?
[16:55:54] <morfic> insmod: error inserting '/usr/realtime/modules/rtai_calibrate.ko': -1 Unknown symbol in module
[16:56:04] <morfic> same boat, let's not have the blind leading the blind
[16:58:27] <morfic> othris modules # insmod ./rtai_hal.ko
[16:58:27] <morfic> othris modules # insmod ./rtai_lxrt.ko
[16:58:27] <morfic> othris modules # insmod ./rtai_fifos.ko
[16:58:27] <morfic> othris modules # insmod /usr/realtime/modules/rtai_calibrate.ko
[16:58:27] <morfic> othris modules #
[16:58:40] <morfic> NTU: hm, manually one by one it works
[16:59:16] <morfic> i loaded all based on what modinfo showed for rtai_calibrate, so we both good something up that it can't find them :/
[17:00:16] <NTU> [root@ntu-arch modules]# insmod rtai_hal.ko insmod: error inserting 'rtai_hal.ko': -1 Operation not permitted
[17:00:33] <NTU> as root.
[17:00:45] <morfic> try with ./ ?
[17:01:03] <NTU> same thing
[17:02:05] <cradek> did you look in dmesg for a better error?
[17:03:37] <NTU> every single time i insmod rtai_hal.ko i get RTAI[hal]: RTAI CONFIGURED WITH LESS THAN NUM ONLINE CPUS.
[17:03:43] <NTU> in dmesg... a new line
[17:03:58] <morfic> make menuconfig
[17:04:21] <morfic> change 2 to match your cores
[17:04:35] <cradek> oh ok, that's what's wrong then :-)
[17:05:14] <NTU> RTAI pipelines or in SMP support change to 2? btw im on a 4 core CPU.
[17:06:00] <morfic> finally modprobe -l lists the modules, but i guess might think it is in /lib/modules/2.6.34-magma/modules
[17:06:41] <NTU> domains... sorry, not pipelines
[17:06:52] <morfic> lrwxrwxrwx 1 root root 22 Aug 17 05:14 modules -> /usr/realtime/modules/ \o/
[17:07:14] <morfic> NTU: in make menuconfig in rtai source
[17:07:17] <morfic> not kernel source
[17:07:31] <NTU> oh! i didnt run make menuconfig in rtai source.
[17:08:05] <morfic> 2nd option from top where you see your arch, in there change 2 to 4
[17:08:35] <NTU> uh it is 2
[17:08:38] <NTU> oh 4
[17:08:40] <NTU> gotcha
[17:10:04] <NTU> if you guys want, I can write a patch for RTAI that probes the number of CPU cores and changes the config to whatever number of CPUs it returns to help make a commitment :)
[17:10:29] <NTU> i think that would help people like me in the future
[17:12:38] <morfic> bbl, lunch with kid > *
[17:32:16] <NTU> well thanks for all the help guys, im going to take a break. i still need to get EMC working though but at least RTAI works somewhat.
[17:34:47] <ichudov> Check this out:
http://igor.chudov.com/tmp/Milltronics.jpg
[17:36:29] <skunkworks> ichudov: that looks nice - what is the story?
[17:37:52] <ichudov> someone is selling it localling 30 miles west of Chicago. Not sure for how much
[17:37:57] <ichudov> locally
[17:39:28] <skunkworks> I have seen that before... Don't know where - but I remember seeing the nasa sticker.
[17:40:33] <elmo40> morfic 7500Nm what? what is it for? yaskawa device is capable of powering that?
[17:44:18] <ichudov> you saw nasa sticker on the ebay auction for a different mill
[17:58:14] <elmo40> anyone need a spindle?
http://qurl.org/v31
[18:09:19] <morfic> elmo40: no, it is an indication that someone is messing up, our spindle is 172Nm, or the one of the machine we copy the specs from for the Mori Seiki
[18:14:58] <L84Supper> yes, the NASA sticker on the side is familiar, I wonder if that mill is a dog and just keeps getting passed around
[18:26:00] <morfic> so if i tell rtai 4 cpus, it tries to use "all 4", not "max 4" ? (i have 3 cores)
[18:29:51] <elmo40> can't you tell it 3?
[18:31:11] <morfic> just did
[18:31:45] <morfic> just saw it try to use 4 in dmesg, at the end of some module dying
[18:37:02] <L84Supper> anyone have experience with the Colombo air cooled spindles? 10KW is hefty for air cooled
[18:38:49] <L84Supper> reliability should go up if i add a chiller plate and circulate water
[19:06:41] <andypugh> Has anyone had any luck with the Inkscape G-Code extensions and and Lathe code?
[19:07:06] <cradek> I keep meaning to try it.
[19:08:15] <andypugh> I can't work out if I am using it wrongly, whether it doesn't actually work on a Mac, or if it is broken. That is in decreasing order of likelyhood.
[19:08:36] <andypugh> It appears to create engraving code OK
[19:11:32] <ichudov> I have a dual core machine running 10.04. How can I tell it to dedicate one core solely to realtime EMC tasks?
[19:12:10] <andypugh> you put isolcpus=1 on the kernel definition line in Grub
[19:12:29] <ichudov> Is that all? No changes to EMC2 .ini files?
[19:12:43] <andypugh> No.
[19:13:07] <cradek> GRUB_CMDLINE_LINUX_DEFAULT="splash isolcpus=1"
[19:13:17] <cradek> in /etc/defaults/grub
[19:13:23] <cradek> then run update-grub and reboot
[19:13:40] <ichudov> great.
[19:13:57] <andypugh> cradek: That's the Grub2 way?
[19:14:00] <ichudov> I will try it when I get memory for it back (had to return memory)
[19:14:17] <cradek> andypugh: yes
[19:14:41] <andypugh> I ought to try it that way then. I don't know enough to know if the way I did it worked.
[19:42:33] <skunkworks> chris - when you where commanding a long slow move to adjust the loop gain of the amps to get the lowest folling error - did you just have P set to 1?
[19:42:45] <skunkworks> *following
[19:43:58] <skunkworks> I wouldn't think you could zero out the pid as there would be no ouput
[19:45:55] <awallin> play with ff1 and ff2 first on the long slow move
[19:46:02] <awallin> then probably I
[19:46:08] <awallin> P will not help much (I think)
[19:46:53] <skunkworks> but what would you set the pid initally?
[19:47:18] <skunkworks> or can they be 0 if ff1 is set to 1
[19:47:46] <skunkworks> I suppose I could test it in sim ;)
[19:48:10] <awallin> D=0, I and P to something very low
[19:48:25] <awallin> what is low depends on your units and system...
[19:50:40] <cradek> skunkworks: if it helps, my tunings are X and Y P=300 D=2 FF1=1, Z P=20 D=0.1 FF1=1
[19:51:02] <skunkworks> heh
[19:51:08] <cradek> I think you definitely want some P
[19:51:47] <skunkworks> one of those things I need another day just to play with tuning.
[19:51:49] <cradek> but once your amps and FF1 agree on scaling P won't do much
[19:52:04] <cradek> (because the error is small when everything's going normally)
[19:52:58] <skunkworks> well - when you had calculated my output scale - instantly my postioning went to 10ths. that was awesome. I had preset the amps with the masa card outputing a voltage and measuring the rpm.
[19:53:32] <skunkworks> and adjusting the gain of the amp for the rpm/IPM I wanted.
[19:53:56] <skunkworks> so they are probably pretty close to calculated.
[19:53:56] <cradek> ah excellent
[19:53:59] <cradek> yes
[19:54:15] <cradek> if you watch ferror during a steady move you can fine tune the amp to zero it
[19:54:38] <cradek> then watch feedback position while stopped and adjust the offset
[19:55:00] <skunkworks> awallin: did you see this (Yes I am a proud papa ;))
http://www.youtube.com/watch?v=FgOqEz5Tk-Y
[19:55:15] <skunkworks> cradek: that makes sense
[19:55:57] <awallin> skunkworks: that looks good. you should post some screenshots from halscope from your tuning session!
[19:56:35] <skunkworks> awallin: what tuning session? ;)
[19:56:41] <skunkworks> I have not halscoped it yet.
[19:56:47] <skunkworks> ran out of day.
[19:57:02] <skunkworks> awallin: that is a tenths indicator.
[19:57:58] <awallin> so the move is 0.1" ?
[19:58:36] <skunkworks> .05
[19:59:17] <awallin> pretty good then without any tuning
[19:59:24] <skunkworks> yes - very happy.
[19:59:51] <awallin> these are some old +/-10V velocity amps driven from a mesa card?
[20:00:23] <skunkworks> yes - well - I don't know how old. You can still buy them from amc - they are B40A40 amps
[20:00:43] <skunkworks> velocity amps using the original tachs.
[20:00:45] <cradek> did you fix your bad tach?
[20:01:22] <skunkworks> driving these servos
http://www.electronicsam.com/images/KandT/DSC_0242.JPG
[20:01:29] <skunkworks> cradek: no - not yet.
[20:01:46] <skunkworks> I have not gotten a price either. I do have options though :)
[20:02:14] <andypugh> Not toys, those servos
[20:02:48] <skunkworks> Take your arm off!
[20:07:18] <skunkworks> some little issues to fix - like the single ended encoders don't like driving a 15' cable. Have some line drivers coming.
[20:14:29] <skunkworks> limits the speed to somewhere under 60ipm. ;)
[20:16:23] <cradek> what's the length of the longest axis?
[20:16:26] <cradek> travel I mean
[20:16:57] <skunkworks> 38
[20:17:01] <skunkworks> 38"
[20:17:12] <cradek> ahh, you want to go a little faster then!
[20:17:37] <skunkworks> well - it will peak out at 200ipm when we get the transformer mounted and such.
[20:17:52] <skunkworks> so not a speed demon
[20:18:36] <cradek> 11sec is not bad
[20:20:49] <cradek> I had jr going 750 but it was scary enough that I backed it down to 450
[20:22:00] <cradek> it really doesn't make much difference in the runtime of a real program
[20:23:56] <skunkworks> right
[20:29:05] <morfic> my current state of running emc on gentoo (64bit) with 2.6.34-magma: "it compiled, it compiled! now, what's a segfault?" (old #c++ "calc", maybe i am the only one chuckling right now)
[20:33:23] <morfic> http://pastebin.com/iAnvzj9K line 14. is that a direct result of line 10. ? this is after 'latency-test' but i get that pretty much any time loading rtai_hal
[20:36:51] <cradek> fault in count2nano - seems likely a result of the 0Hz
[20:37:34] <morfic> [ 0.003999] ..MP-BIOS bug: 8254 timer not connected to IO-APIC
[20:37:45] <morfic> relating to that? </wildguess>
[20:38:15] <cradek> [495751.468649] RTAI[sched]: hard timer type/freq = APIC/8277652(Hz); default timing: periodic; linear timed lists.
[20:38:23] <morfic> any idea where the 0Hz is from (tell me it's user error, not hardware)
[20:38:26] <cradek> this is what my smp machine says
[20:39:11] <cradek> sorry, no clue
[20:40:18] <LawrenceG> Jymmm,
http://www.harborfreight.com/8-inch-portable-ventilator-97762.html?utm_source=rustoleum&utm_medium=email&utm_campaign=3410A
[20:42:42] <morfic> CONFIG_TICK_ONESHOT=y
[20:42:42] <morfic> CONFIG_NO_HZ=y
[20:43:07] <morfic> cradek: let me rebuild that right quick, it's great for a desktop, not great for the machine i guess :)
[20:43:21] <morfic> Dyn Ticks inserts the above two when chosen
[20:43:41] <cradek> if it helps - this is the config from mozmck's lucid kernel:
http://timeguy.com/cradek-files/emc/config-2.6.32-22-rtai
[20:44:46] <morfic> it might help confirm this, but yeah, dynticks is the very likely cause
[20:45:47] <morfic> rebuilding kernel right now
[20:47:12] <morfic> while this builds i could read this mini touchscreen email
[20:49:19] <morfic> not using cpurfreq anymore i idle about 50W higher (while this is nothing on a machine, it's almost double, a lot at home ;)
[20:57:08] <KimK> Jymmm: Did you get a chance to chat with skunkworks about running motors at half-voltage? I believe skunkworks said that they do that where he works sometimes if they don't need the horsepower but want to keep the same speed. (I assume he was talking about induction motors).
[20:59:53] <KimK> skunkworks: I saw your post about using an AMT10x on your spindle, OK, that will work. Just keep in mind that those are "kit" encoders (no bearings). Something not supplied has to keep the disc aligned with the body.
[21:02:14] <skunkworks> KimK: right
[21:32:53] <morfic> still /0Hz
[21:40:02] <morfic> cradek: do you have mozmck's ./rtai_config or is it defaults?
[21:42:20] <morfic> nah, can't be default, it's crying for math now :)
[21:43:15] <cradek> is it this?
http://timeguy.com/cradek-files/emc/config-rtai-3.8.1
[21:46:13] <morfic> thanks, yes
[21:57:10] <morfic> halsampler man page says: "halsampler prints data as fast as possible until the FIFO is empty, then it retries at regular intervals, until it is either killed or has printed COUNT samples as requested by -n." what is "as fast as possible" (like based on what measure in the system does it depend (trying to get some sort of X times/sec idea)) same for "regular intervals" every once per X/thing occuring, how often as a minimum, if it can be quantified
[21:57:45] <morfic> trying not to forget i meant to get some rough numbers there, while i have some more rtai fun
[21:59:42] <morfic> right now nothing oopses, but now i get: "[ 1430.123877] motmod: Unknown symbol acos" acos looked like math, but since the above rtai config didn't do math, i left it out still
[22:04:36] <morfic> ah, and building in math again, i reach the oops
[22:20:16] <morfic> trying jepler's ./configure line rather than doing a 'make menuconfig' *shrug* not sure i can "outconfigure my hardware"
[22:38:09] <Jymmm> LawrenceG: You think that could pull 6" of static pressure?
[22:38:22] <Jymmm> KimK: skunkworks mentioned about 3ph, not 1ph iirc
[22:40:57] <Jymmm> LawrenceG: it's 3600rpm at zero load.
[22:43:03] <morfic> thanks jepler!
http://axis.unpy.net/01181319466 (i think that's yours)
[22:44:40] <Jymmm> LawrenceG: Here's the specs for an 8" inline fan, 250CFM@2" I need 250CFM@6". MAybe the HF could, but the duct on the laser is 4"
[22:45:16] <morfic> i admit, it's a case of do too many things at once to be certain it's your config, i turned off a million things in bios, i guess next step is to enable them for desktop use and see what this now working setup breaks :)
[22:45:36] <Valen> whats the attraction of EMC on x64?
[22:45:57] <Jymmm> Valen: twice the pr0n you can machine
[22:46:15] <Valen> 4gb jpeg would be pretty detailed ;-P
[22:46:28] <Jymmm> you would be surprised
[22:46:50] <Jymmm> TIFF would be better I believe
[22:46:53] <Valen> it does need to be in a single process
[22:46:59] <Valen> FITS lol
[22:48:25] <morfic> Valen: i have a 64bit userland, to "just test emc+rtai real quick" i'd need a 32bit userland too
[22:49:14] <Valen> multi boot ftw, otherwise your adding an additional layer of problems ;->
[22:54:50] <Fox_Muldr> Fox_Muldr is now known as Fox_M|afk
[23:05:52] <JT-Hardinge> To exchange pallet shuttles and then end a program, program M30.
[23:06:22] <JT-Hardinge> does M30 turn on some pin and wait for done when the pallet shuttle is done changing?
[23:22:27] <andypugh> JT-Hardinge: It sounds like it, but I have not turned up any mention of which pin yet.
[23:22:41] <skunkworks> JT-Hardinge: I looked a bit ago and didn't find anything
[23:22:58] <skunkworks> (I something also. I was just planning on using m1XX codes
[23:23:02] <skunkworks> for now
[23:32:01] <jthornton> I wonder if the docs are outdated on that or if that was never implemented?
[23:32:29] <andypugh> I can't see any likely pin.
[23:32:43] <andypugh> I assume it would be straightforward to add the pin though.
[23:32:48] <jthornton> I could not find one either
[23:32:52] <andypugh> (as much aas anything is)
[23:41:00] <andypugh> emccannon.cc line 1997
[23:41:10] <andypugh> void PALLET_SHUTTLE()
[23:41:16] <andypugh> /*! \todo FIXME-- unimplemented */
[23:41:30] <skunkworks> heh
[23:42:48] <skunkworks> I would think it needs to be in / out - like the tool change - so emc knows the pallet change was successful
[23:43:33] <andypugh> Your K&T has pallets? Submit a bug report :-)
[23:46:16] <cradek> we give and we give, and all you ever want is more more more
[23:48:05] <andypugh> I am guessing it would be relatively easy for someone intimately familiar with the way EMC fits together. But I don't even know what language .cc files are in. :-)
[23:48:22] <jthornton> c++
[23:48:37] <andypugh> I thought that was .cpp?
[23:48:50] <skunkworks> heh
[23:48:53] <andypugh> In any case, 'tis all greek to me.
[23:49:20] <jthornton> I don't know it is qpuyrtnqwrb to me
[23:51:03] <jthornton> dang cold front moving in...
[23:52:32] <andypugh> Night all
[23:53:46] <DaViruz_> i thought andy was playing around with arduino?
[23:53:48] <jthornton> good night andy
[23:53:59] <DaViruz_> i hope he realizes that it is essentially C
[23:54:11] <DaViruz_> with bastardized terminology..
[23:59:47] <skunkworks> I am waiting for cradek to get something with pallets ;)
.jpg){kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}