Back
[00:04:54] <theorb> theorb is now known as theorbtwo
[00:25:19] <Jymmm> Anyone have any 4 or 8MB 30pin SIMMS?
[00:29:30] <Valen> I have a bag of 30 pin ram
[00:29:34] <Valen> nfi the sizes though
[00:36:38] <cradek> Jymmm: doing anything interesting?
[00:37:19] <cradek> Jymmm: I've got some 256k simms in the drawer under the bathroom sink - I don't know why but they've been there a long time.
[00:37:43] <Jymmm> cradek: Not really, want to upgrade the ram in the laser. It has 4MB now, and can go up to 32MB.
[00:38:06] <Jymmm> Valen: you in the US?
[00:39:08] <cradek> Jymmm: sometimes they were weirdo simms (if it's HP anyway)
[00:39:36] <Jymmm> cradek: No, the laser engraver uses them =)
[00:40:43] <Jymmm> cradek: I bought a laser...
http://www.engraversnetwork.com/uls/m300_big.jpg
[00:40:50] <Valen> australia
[00:40:59] <Jymmm> Valen: bummer
[00:41:30] <Jymmm> cradek:
http://www.engraversnetwork.com/uls/m300.html
[00:41:48] <Jymmm> 30W CO2
[00:42:01] <cradek> oh I thought you mean laser printer, duh
[00:42:27] <cradek> does it run on a 486 or something?
[00:42:31] <Jymmm> cradek: Easy mistake, I only said laser
[00:42:38] <skunkworks> Jymmm: I might have some at work....
[00:42:50] <cradek> can it take two 16s?
[00:42:54] <Jymmm> cradek: I think so, I haven't pulled out to board yet to take a closer look =)
[00:43:02] <Jymmm> cradek: Let me look
[00:43:21] <cradek> like skunkworks I'm sure I have some ... somewhere
[00:44:11] <Jymmm> I had them for 10 years, then just gave them away like 4 months ago to a local school. I asked them if they still had them and they said they recycled them *sigh*
[00:44:30] <cradek> there's a zillion on ebay - just pony up
[00:44:42] <Jymmm> 30 pin?
[00:44:46] <cradek> http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&item=380179202239
[00:45:06] <cradek> 4 fours for $20
[00:45:13] <alex_chally> heh, SIMMs
[00:45:26] <cradek> probably NOS if they have > 10 sets all the same
[00:45:30] <alex_chally> man, like being back in 8th grade all over again
[00:46:53] <cradek> when I started at my current job we were using a lot of 4MB 386 machines still
[00:47:48] <skunkworks> same here
[00:47:49] <cradek> Jymmm: forget my question - don't you have to put them in in sets of 4?
[00:48:11] <Jymmm> cradek: Right now, it only has one, and three open slots.
[00:48:13] <cradek> I can't remember
[00:48:16] <cradek> huh
[00:48:19] <cradek> what kind of cpu?
[00:48:22] <skunkworks> I still have one machine running simms
[00:48:38] <Jymmm> cradek: no idea, I haven't gotten into the machien that far
[00:48:46] <cradek> but you're sure it's a pc?
[00:49:33] <Jymmm> cradek: I'm sure it uses 30pin simms, not sure if it's parity or non-parity though.
[00:49:44] <cradek> count the chips
[00:50:08] <cradek> the auction I linked is parity
[00:50:39] <cradek> it won't hurt to put parity simms in a machine that doesn't use them
[00:50:54] <cradek> but I think almost all 386/486 machines needed parity
[00:53:11] <Jymmm> I can't recall if you could use a parity in a non-parity sstem
[00:54:17] <Valen> nah most 386/486s were non parity
[00:54:24] <Valen> it was just more popular
[00:54:57] <Jymmm> was it macs that used parity back then? I just can't remember
[00:55:29] <Valen> dunno
[00:57:36] <skunkworks> I think the machine that I have with simms is a pentium 100
[00:57:39] <skunkworks> iirc
[00:57:49] <skunkworks> it surely is a pentium
[00:58:13] <Valen> how does one tell the size of a simm?
[00:58:24] <skunkworks> google... ;)
[00:58:42] <cradek> Valen: it can be kind of hard
[00:58:43] <skunkworks> enter the part number and you will probably find out
[00:59:05] <Valen> perhaps later
[01:14:46] <hesperaux> does EMC support gerber or excellon?
[01:15:04] <cradek> emc reads rs274ngc gcode
[01:15:32] <hesperaux> ok
[01:15:54] <hesperaux> anyone know of some utilities to convert them to gcode?
[01:16:58] <cradek> google gerber to gcode looks promising
[01:17:26] <Jymmm> skunkworks: Pentium is too new, my 486 sitting behind me uses 72pin simms
[01:17:57] <cradek> I think some pentium boards would even take either size - like they had four small and two big sockets
[01:18:16] <cradek> remember that ram was a VERY significant investment at the time
[01:18:34] <Jymmm> cradek: Lets not go there =)
[01:19:26] <Jymmm> I think I paid $1200 for 512MB once
[01:19:36] <cradek> http://img.tomshardware.com/us/1997/12/01/review_of_socket_7_pci_motherboards/pa2011.jpg
[01:20:02] <Jymmm> cradek: That looks like 72pin and 144 pin slots
[01:21:01] <cradek> VIA Apollo VP2 chipset; 4x ISA, 4x PCI; 4x SIMM, 2x DIMM;
[01:22:33] <skunkworks> yep
[01:23:01] <skunkworks> this is a micron computer. but I did have some pentiums with both simms and pc133 ram
[01:23:27] <skunkworks> I even had a few motherboards that would let you use both at the same time
[01:27:19] <Jymmm> skunkworks: If you find some, let me know please
[01:28:02] <skunkworks> I will look tomorrow
[01:28:11] <Jymmm> thanks
[01:28:16] <skunkworks> n[p
[01:28:19] <skunkworks> np
[01:39:08] <Valen> I have seen 72 and 144pin on the same board
[01:39:12] <Valen> not 32 and 72 though
[02:34:45] <Guest447> clear
[02:34:50] <Guest447> cls
[02:34:53] <Guest447> ls
[02:35:16] <Valen> this isnt dos
[02:35:22] <Valen> its a chat room
[02:35:33] <Valen> wait wait, this is your computer talking
[02:35:37] <Valen> ooooooooeeoeeooo
[02:35:40] <Valen> ;->
[02:36:08] <Guest447> Sorry, I just new here.
[02:36:40] <Guest447> I want to learn more about EMC2, anyone can help?
[02:37:47] <Guest447> Hi Valen, can you help?
[02:38:34] <alex_chally> Guest447, anything in particular you want to know?
[02:39:16] <Guest447> Hi, Alex. I wanto to know about HAL.
[02:39:54] <Guest447> I have read a little about HAL, and confuse about it
[02:40:36] <Guest447> Do we can make a driver (like a driver for messa card) with HAL?
[02:44:32] <Guest447> Any one?
[02:45:19] <alex_chally> Guest447, you can use a card like the messa FPGA boards to get a large number of inputs/outputs for your computer. Then you can use the HAL to inform EMC what functions are happening on what pins, and how to deal with the input and generate the proper output
[02:48:20] <Guest447> Dou you mean with HAL we can configure our EMC2 to match the function of the card we choose (Mesa) to our proper need of each function of the card?
[02:56:43] <alex_chally> Guest447, I am not entirely sure I understand you. It is true that you can use a Mesa card with the HAL to interface with a lot of systems, covering a wide range of functions. A common use of this would be say, converting an old machine to a new EMC control. IF you have the wiring diagram from the old machine, you just have to wire it up to the mesa card and tell EMC what is plugged in to which input
[02:56:56] <alex_chally> Guest447, I am by no means an expert, but that is my understanding of it
[02:59:31] <alex_chally> Guest447, it is not the greatest hour to be in here, most of europe is asleep right now and most of america is having dinner. I know some others in here have used the MESA card specifically, you might hang around here if you want to talk to some of them
[03:14:12] <ichudov> Ubuntu Hadry does not install on my newly built PC. I will have to go with 10.04
[03:14:30] <Valen> there is a 10.04 cd image
[03:14:41] <Valen> for emc
[03:19:17] <alex_chally> ichudov,
http://linuxcnc.org/mozmck/
[03:19:26] <Valen> 's the one
[03:19:39] <alex_chally> i finally bothered to bookmark it
[03:28:32] <ichudov> I thuoght I had to install regular 10.04 and add packages from linuxcnc?
[03:28:48] <Valen> mozmck is your friend
[03:29:00] <ichudov> Is that different or the same as what I am diong?
[03:29:15] <Valen> its a live cd, ready to go, same as the 8.04 installer
[03:29:42] <ichudov> Btu I could nistall regular ubuntu and run the shell script from linuxcnc? The reason is I already started the install
[03:29:50] <Valen> presumably
[03:29:54] <ichudov> I can abort it
[03:29:57] <alex_chally> ichudov, sure
[03:30:03] <alex_chally> but damn, that sounds like alot more work
[03:30:06] <alex_chally> a lot
[03:30:06] <Valen> the livecd might just be easier
[03:30:08] <ichudov> I am a Linux guy
[03:30:16] <Valen> put cd in, press install, finished
[03:30:16] <alex_chally> http://hyperboleandahalf.blogspot.com/2010/04/alot-is-better-than-you-at-everything.html
[03:30:22] <ichudov> I do not have windows (except glass windows)
[03:30:43] <kanzure> alex_chally: technically most of america would be sleeping :P
[03:31:02] <eztam> hi
[03:31:03] <kanzure> although, strangely enough- although it's late, it's time for my dinner :/
[03:31:06] <kanzure> hi eztam
[03:31:11] <ichudov> GET
http://www.linuxcnc.org/lucid/emc2-install.sh|bash
[03:31:42] <alex_chally> kanzure, how many people really go to sleep before 11pm?
[03:31:50] <alex_chally> or even midnight
[03:31:56] <eztam> hello kanzure
[03:32:09] <alex_chally> my 65 year old parents stay up until at least 11 :p
[04:08:08] <L84Supper> http://cgi.ebay.com/2-Burgmaster-cnc-mills-/190431500613?pt=BI_Mills hmm 2 cnc mills, 1 working, 1 for parts
[04:12:40] <alex_chally> L84Supper I wonder what is wrong with the parts machine
[04:17:09] <alex_chally> L84Supper,
http://cgi.ebay.com/Lagun-FTV-3-Knee-Mill-/230512028143?pt=BI_Mills#ht_500wt_1154
[04:17:22] <L84Supper> I'm going to ask, might just be the controllers
[04:17:51] <alex_chally> that one I just linked look snice
[04:17:53] <alex_chally> looks nice
[04:17:58] <alex_chally> like someone gave a fuck
[04:18:16] <L84Supper> http://cgi.ebay.com/Kitamura-MyCenter-1-CNC-Machining-Center-Rigid-Tap-/250682299335?pt=BI_Mills might be worth it
[04:18:56] <L84Supper> http://cgi.ebay.com/Kitamura-MyCenter-1-CNC-Machining-Center-Rigid-Tap-/250682299335?pt=BI_Mills might be worth it
[04:20:16] <L84Supper> I'll see how high this is going for in the morning
http://cgi.ebay.com/CNC-Mill-Nasa-II-CNC-Vertical-Mill-No-Reserve-/220653327013?pt=BI_Mills
[04:20:34] <cradek> ew, bt35
[04:21:19] <L84Supper> too ugly for you?
[04:21:32] <cradek> oddball
[04:21:43] <cradek> 30 and 40 are common enough
[04:21:49] <L84Supper> yeah, can't seem to find it all
[04:22:15] <cradek> maybe I'm wrong - quite a bit of bt35 on ebay
[04:22:38] <L84Supper> thats where everyone dumps it :)
[04:22:48] <ichudov> L84Supper:
http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&item=220653327013
[04:23:01] <ichudov> Oh you saw it already. I saved it for you
[04:23:29] <ichudov> 6422 Run Hours.
[04:23:33] <L84Supper> thanks yeah, I'll look in 12 hrs
[04:23:46] <L84Supper> hardly broken in
[04:23:47] <cradek> erickson qc30 was on lots of bridgeports
[04:24:23] <L84Supper> I'm ready to just buy spindles and use all my leftover servo positioners
[04:25:19] <ichudov> i have erickson qc30
[04:25:36] <cradek> tooling is available for it but not super common
[04:26:55] <cradek> I had a huge pile of it but sold it with the mill :-)
[04:27:08] <ichudov> yes, but I would like a high speed spindle, and cannot find it
[04:27:27] <ichudov> too bad
[04:28:50] <L84Supper> i have a bunch of these in various lengths
http://cgi.ebay.com/PARKER-DAEDAL-Linear-Positioner-802-1493e-406LXR-NEW-/180397765033?pt=LH_DefaultDomain_0
[04:29:26] <cradek> woo
[04:29:28] <L84Supper> with ball screws + 5 micron repeatability
[04:31:14] <ichudov> My new 10.04 [future] CNC computer that I assebmled, boots in about 3 seconds after grub/
[04:31:45] <alex_chally> L84Supper, did you get them for any particular reason?
[04:32:02] <L84Supper> with coreboot it could go from power-on to login in only 5 sec
[04:32:59] <L84Supper> alex_chally: we build custom machines, there are always leftover parts from projects
[04:33:26] <alex_chally> heh, pretty spendy leftovers
[04:33:33] <L84Supper> ichudov: figure 1 sec for coreboot
[04:33:54] <L84Supper> plus your 3 sec from grub
[04:33:59] <ichudov> I use a solid state disk
[04:35:58] <L84Supper> ichudov: which disti?
[04:36:10] <L84Supper> ubuntu 10.04?
[04:37:03] <ichudov> Yes, 10.04
[04:41:59] <L84Supper> heh... NSK must be hurting. They have tons of spindles on ebay
[04:47:32] <ichudov> but no NMTB30 spindles
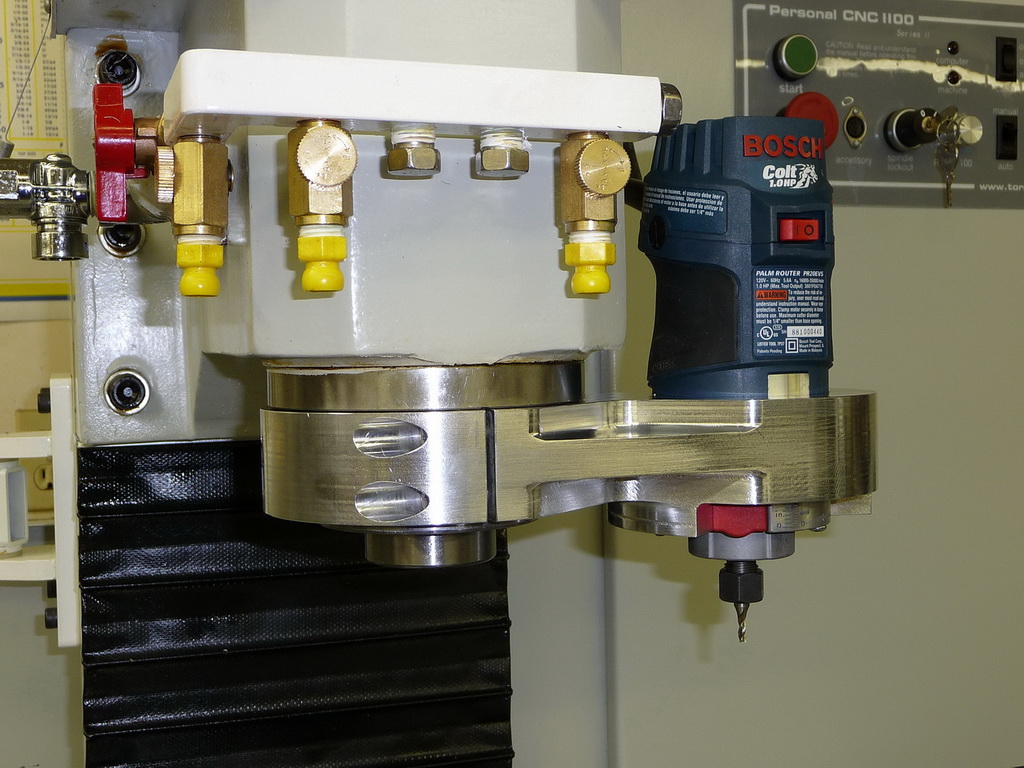
[04:47:58] <ichudov> I was thinking of adding this for a high speed spindle:
http://www.cnccookbook.com/img/OthersProjects/Tools/CoolantManifold_1.jpg
[04:50:51] <L84Supper> do they sell those in 3-5hp?
[04:52:38] <ichudov> No, but you can buy a 2 HP wood router. I have a Bosch 1613EVS (12-25k RPM or so). But it is harder to mount due to shape
[04:52:51] <ichudov> People use those too
[04:53:05] <ichudov> http://www.amazon.com/Bosch-1613AEVS-4-Horsepower-Electronic-Plunge/dp/B00005RHPG
[04:53:27] <L84Supper> I wonder how many you could burn out under warranty before they get wise? :)
[04:53:48] <ichudov> why burn them out
[04:54:11] <L84Supper> they don't cool them well
[04:55:05] <L84Supper> that is how they build in obsolescence to most consumer products
[04:55:18] <ichudov> Is that a question of duty cycle?
[04:55:18] <spasticteapot> Has anyone looked at the Lumenlab 3-axis CNC mill?
[04:55:28] <spasticteapot> I'm wondering what might be required to duplicate it.
[04:55:38] <L84Supper> ichudov: yes partly
[04:56:04] <ichudov> So I run it for 5 minutes and let it rest 5 minutes, right?
[04:56:14] <L84Supper> ichudov: i guess you could wrap the motor in cooling coils
[04:56:47] <L84Supper> or build a nice holder with cooling lines
[04:56:55] <ichudov> So realistically, what would be a duty cycle for it
[04:57:24] <L84Supper> who knows? You'd have to get a temp probe and do some testing
[04:57:47] <L84Supper> Bosch probably wouldn't share that info
[04:58:45] <ichudov> I agree
[04:58:49] <L84Supper> ichudov: anything with a qc30?
[04:59:05] <ichudov> I did not find any QC30/NMTB30 high speed spindles
[04:59:19] <L84Supper> do those routers use a set screw only?
[04:59:37] <ichudov> set screw for what?
[04:59:45] <L84Supper> the tool bits?
[04:59:51] <ichudov> collets
[04:59:58] <L84Supper> yeah in the collet
[05:01:10] <L84Supper> http://cgi.ebay.com/Water-Cooled-CNC-Spindle-Motor-3KW-Engraving-Milling-/290388495937?pt=BI_Tool_Work_Holding
[05:01:36] <ichudov> made in china sold from china
[05:02:20] <L84Supper> just like most products including the Bosch router
[05:02:40] <ichudov> At least it is a bosch, and this is a noname product
[05:03:06] <L84Supper> I have this conversation often
[05:04:25] <L84Supper> it all depends on if these came from the tested side of the production line or if they went out the backdoor after hours or were left in a damp garage for a year
[05:04:43] <ichudov> yes
[05:05:28] <L84Supper> that's why I usually stop by and visit before i buy for production
[05:06:27] <L84Supper> ER11 collets
[05:08:15] <L84Supper> what's the Bosch use for a collet?
[05:08:24] <ichudov> no idea.
[05:08:26] <ichudov> gotta go
[05:09:12] <L84Supper> http://www.amazon.com/Bosch-2610906284-Router-Collet-Chuck/dp/B000A8PIFE
[05:09:16] <L84Supper> see you
[05:12:58] <L84Supper> here's the ticket, just use the router motors
http://www.amazon.com/s/ref=nb_sb_noss?url=search-alias%3Dtools&field-keywords=router+motor&x=0&y=0&ih=9_2_1_0_0_0_0_0_0_1.114_250&fsc=8
[05:14:07] <alex_chally> L84Supper, does that include all the proper bearings in the motor housing?
[05:14:21] <alex_chally> it is more or less just that unit and the frame that makes up the router
[05:15:07] <L84Supper> some seem to include the bearings and collet
[05:15:16] <L84Supper> http://www.amazon.com/DEWALT-Heavy-Duty-4-Inch-Maximum-Electronic/dp/B0009E6JHK/ref=sr_1_3?ie=UTF8&s=hi&qid=1282194722&sr=1-3
[05:16:01] <L84Supper> wow, the whole router sells for less than just the motor
[05:17:33] <L84Supper> this could be fun to try.... build a nice holder with cooling channels for water or freon and walla
[05:18:11] <L84Supper> but you're stuck with the router collet
[05:27:57] <L84Supper> http://s109.photobucket.com/albums/n48/S_J_H/x3%20mill/?action=view¤t=cartridgespeedtest43500rpm.mp4
[05:35:04] <L84Supper> http://ixian.ca/gallery/albums/videos/banshee.wmv diy belt driven spindle 27k rpm
[07:16:04] <Guest447> Hi alex, sorry I have a power failure for last 2 hour. Can you please repeat your explaination about HAL?
[07:16:37] <archivist> logger_emc: bookmark
[07:16:37] <archivist> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2010-08-19.txt
[07:16:50] <archivist> Guest447, see above link
[07:17:15] <alex_chally> Guest447, I just sent you a PM with the text
[07:17:36] <alex_chally> Guest447. although I am not really here right now, so if you have any questions you should ask them in the channel
[07:22:45] <Guest447> Ok. Thanks for all of you.
[07:23:26] <new2emc> hi
[07:23:42] <alex_chally> hello new2emc
[07:24:45] <new2emc> hi alex
[07:25:32] <new2emc> i very newbie to emc and cnc
[07:26:56] <new2emc> i want to go through the source code flow in emc
[07:28:11] <new2emc> any one
[07:29:16] <new2emc> or is any document available to understand the source code flow of emc
[07:32:29] <new2emc> people say something
[07:33:57] <new2emc> @alex: did u have any idea to go through the source code flow of emc
[07:34:57] <alex_chally> new2emc, I don't think any of the devs are around right now
[07:35:05] <archivist> download source ...read
[07:35:31] <archivist> but for a new user, thats a bit previous
[07:35:39] <new2emc> @alex thanks alex
[07:36:05] <new2emc> @archivist yep i have the source...but i dont know where to start
[07:36:44] <archivist> there is no need if you are going to just use it, what are you trying to do
[07:38:38] <new2emc> @archivist in my company they give me task to how emc read the mcode and how it's send the information to plc and from plc how to machine and back to mmi
[07:39:35] <archivist> read the integrators manual
[07:40:03] <new2emc> @arhivist thanks..but is it code level or operator level
[07:40:29] <archivist> thats the level of somebody making a machine using emc
[07:41:06] <archivist> you need to know that so you have an understanding of how emc works
[07:41:18] <new2emc> @archivist oh thanks
[07:41:45] <new2emc> @archivist so that's all about how the emc works
[07:41:54] <archivist> ie dont run before you can walk
[07:42:54] <archivist> you dont need source level understanding to build a machine
[07:42:55] <new2emc> @archivist u r correct ..thanks
[07:44:15] <new2emc> @archivist thanks archivist ...i will ping u later
[07:44:39] <archivist> not every machine needs a plc(most dont probably)
[07:45:16] <new2emc> @archivist i think emc use the classic ladder plc software
[07:45:31] <archivist> it uses classic ladder yes
[07:46:07] <new2emc> @archivist can u explain what is the use of plc within cnc
[07:46:40] <archivist> tool changer often
[07:48:10] <new2emc> @archivist how plc get the input and how it genereate the output
[07:48:44] <archivist> you decide
[07:48:53] <new2emc> @archivist don't mind it about i'm asking very basic question
[07:49:56] <new2emc> @archivist what about the plc within emc, i mean the input and output of plc within emc
[07:50:05] <archivist> read the wiki for examples too
[07:50:26] <new2emc> @archivist u mean the wiki for plc
[07:50:37] <archivist> no for emc
[07:51:36] <archivist> read the manual for a few hours before you ask too many questions
[07:51:42] <new2emc> @archivist u mean, emc dont use any i/o operation to plc
[07:52:28] <new2emc> @archivist thanks archivist , first read the manual , that's good for me
[08:09:02] <Fox_M|afk> Fox_M|afk is now known as Fox_Muldr
[08:34:59] <far> test
[08:36:00] <pjm> test ok
[08:38:14] <new2emc> what test ok
[09:01:12] <archivist> !wench learn test is fail <nick>
[09:01:13] <the_wench> I have learnt test is fail <nick>
[09:04:46] <tris-> tris- is now known as tris
[10:25:49] <jthornton> I must have offered too much... now I have to pay for it and pick it up.
[10:50:31] <CrabbyCoconut> CrabbyCoconut is now known as CoconutCrab
[11:48:56] <awallin_> anyone using emc2 with a reprap/3d-printer ?
[11:51:28] <jthornton> what determines the square wave of the charge-pump comp?
[12:02:58] <awallin_> depends on what hardware driver you are using I guess.
[12:20:06] <jthornton> I kinda thought it had something to do with the thread it was running in... but I'm not sure
[12:28:19] <micges_work> rooks: hi
[12:37:34] <maximilian_h> Hello, does somebody know how I can get to know the time that is needed for each function that I have added to a thread in hal layer ?
[12:38:36] <maximilian_h> I have the cols Time and Max-Time from show thread in halcmd
[12:38:56] <maximilian_h> but that is for the thread, not the different functions
[12:42:26] <maximilian_h> anybody please ?
[12:46:43] <elmo40> awallin_: I am (slowly) making my 3D reprap. they have their own software but I do like the thought of using EMC2 for it.
[12:47:11] <rooks> hello :)
http://www.youtube.com/watch?v=iQP9MwRm2Lg
[12:50:56] <micges_work> maximilian_h: each function connected to thread have tmax parameter, look into halmeter
[13:06:11] <pingufan> Hi, this GECKO INC. is really phantastic. I received my G251 modules today! :)
[13:06:49] <atmega> cool, send me one.
[13:07:11] <pingufan> Nedd them by myself... :P
[13:07:42] <atmega> ok, you can send me a G540 instead.
[13:08:43] <pingufan> what I want to ask: Can I connect power ground and signal ground together?
[13:10:00] <pingufan> My power supply makes 40V DC and 5V DC (for machine's side of the optoisolator board), both have same ground.
[13:12:08] <ichudov> you can connect power and signal ground, but in one point only, in a star configuration
[13:14:32] <atmega> or, you could read the Gecko FAQ: -> NEVER connect the COMMON terminal to POWER GROUND
[13:14:46] <pingufan> Well, this is a very thick wire 1.5 mm² from power supply passing along the stepper drives and ending in the breakout board. The wire is ~15cm in length.
[13:15:25] <pingufan> Well, this is _one_ power supply?
[13:16:17] <atmega> I did not write said FAQ, I merely pasted it. You are obviously free to interpret it however you like.
[13:16:59] <atmega> http://www.geckodrive.com/upload/Gecko%20FAQ.pdf
[13:23:31] <pingufan> :D
[13:26:06] <pingufan> Ok. Will a entirely missing stepper hurt the drive when it is powered together with another drive which has a stepper? I want to connect first only one stepper, but all drives are cabled to the supply.
[13:30:23] <pingufan> Anbd then I want to feed step pulses in by touching the input with a wire... Should let the stepper rotate (without a PC needed).
[13:55:42] <pingufan> Is this practical?
[13:56:14] <awallin_> the drive might want a pulse with a pretty sharp rising edge
[13:56:36] <atmega> heh... that's pretty much what I've done the first time I hook up anything like that
[13:57:17] <pingufan> Will the drive get hurt when absolutely nothing is connected to its output?
[13:57:52] <atmega> mine don't
[13:58:15] <pingufan> Fine. (Don't want tu hurt the new drives.).
[13:58:45] <atmega> but one broken wire or bad connection can fry the drive... I've heard geckos are much better at handling wiring problems than mine
[13:59:34] <pingufan> This is because the voltage peak at disconnection can shoot the drive, I assume.
[13:59:44] <atmega> yep
[14:00:47] <Jymmm> atmega: Marriss told me that is the #1 cause of drive familure and not even his "vampire" drives could survive a motor wire disconnect.
[14:01:07] <pingufan> How do I start emc2 the easiest way? I downloaded the latest ISO, will burn a CD, then install on a little PC. steppers are on parallel port pins 1..6 (X,Y,Z), Pin 14 is for switching on/off the spindle.
[14:01:46] <pingufan> 1,3,5=step 2,4,6=direction
[14:02:39] <pingufan> Also I do not really know what is best with end switches. Shall I interconnect them of bring them in separately?
[14:04:40] <atmega> install, run stepconf, read the homing faq 3 or 4 times, give up, ask here... be told to read the homin faq
[14:05:11] <skunkworks> :)
[14:05:12] <pingufan> So this is a little bit complex, right?
[14:05:35] <atmega> not really, but it seems that way until you have it working how you want it.
[14:05:42] <skunkworks> you should read the homing faq
[14:05:45] <skunkworks> ;)O
[14:05:58] <atmega> afaict, there is no 'best' for limits/home
[14:07:57] <atmega> I'd like separate home/+/- for each axis, but in practice, it isn't really needed
[14:08:29] <IchGuckLive> hi all
[14:12:59] <pingufan> I think about adding a "tool sensor". I insert a new tool, and then the mill should move it above a micro switch and lower it slowly(!) with switched off spindle until it touches the switch. So it can auto-adjust the offset. Can EMC2 do that meanwhile?
[14:13:53] <pingufan> (I ask because for that I'll have to foresee another input to PC.
[14:13:56] <pingufan> )
[14:15:30] <atmega> I don't know if EMC will do that automatically... Mach3 does it
[14:15:57] <pingufan> What is Mach3 ?
[14:17:06] <pingufan> Ah I googled it. Is it commercial?
[14:17:12] <atmega> mostly
[14:17:49] <pingufan> I wonder why/if that is not in EMC, too?
[14:18:11] <atmega> it might be
[14:18:44] <pingufan> Well. last time I looked on EMC is 2 yrs ago. Surely much will have changed meanwhile....
[14:18:50] <atmega> is that better than using a tool height block?
[14:19:36] <pingufan> You mean: I place a block below the spindle, and stand the tool on it while I fasten it?
[14:19:54] <atmega> yes
[14:20:33] <atmega> you know where the spindle is, you know the height of the block
[14:20:36] <IchGuckLive> pingufan: you can configure any input pin to the sensor
[14:20:39] <pingufan> Hmm: Tool's diameter is somewhere around 0.2mm? Possibly with industrial diamonds? I think it does not overlive that often.
[14:21:10] <IchGuckLive> and then move the tool to this location after change and get the toollength info to the parameter
[14:21:11] <pingufan> Sensor is one part. But does EMC _support_ that by one G-Code command?
[14:21:36] <IchGuckLive> its a subroutine
[14:21:54] <pingufan> An existing one, or must I code it by myself?
[14:23:25] <cradek> http://git.linuxcnc.org/gitweb?p=emc2.git;a=blob;f=nc_files/tool-length-probe.ngc;h=8b41233d2afe19ef6b9f17706108d0eb356f066b;hb=HEAD
[14:23:35] <cradek> pingufan: ^ here is an example of how a program can measure tool lengths
[14:23:48] <cradek> this program is in the emc2 distribution
[14:23:53] <IchGuckLive> there are lots of depends on how you make the move see touch probe
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?ClassicLadderExamples#Single_button_probe_touchoff
[14:27:20] <atmega> cool
[14:27:52] <pingufan> cradek: I am a novice with GCODE. Do I understand right that I can - i.e. olace the sensor below the home position and insert one fixed code as some kind of prefix to every milling program, then call G30 and it does the rest?
[14:28:15] <pingufan> Or something like that...
[14:28:37] <IchGuckLive> G30 is the position of the sensor
[14:28:53] <IchGuckLive> G38.2 is the parameter
[14:29:08] <IchGuckLive> read the Documentation please
[14:29:11] <pingufan> One of you must teach me that. ;)
[14:30:31] <pingufan> What kind of sensor is recommendable?
[14:31:02] <IchGuckLive> it is your choice
[14:31:09] <IchGuckLive> hard switch
[14:31:22] <IchGuckLive> elektronic difference tool-part
[14:31:26] <IchGuckLive> optic
[14:31:32] <IchGuckLive> laserencoder
[14:31:54] <atmega> metal plate and wire?
[14:32:59] <pingufan> I would use a micro switch or a optical fork (light beam). But I am afraid that the second one will not be very accurate.
[14:33:12] <IchGuckLive> G30 uses the values in parameters 5181-5186 as the absolute values to make a rapid traverse move to from the current position
[14:34:35] <IchGuckLive> this move is only alowed under G40
[14:35:18] <pingufan> You are a German speaker, Ich GuckLive ?
[14:35:20] <IchGuckLive> please ->
http://www.linuxcnc.org/docview/html//gcode_main.html#sub:G28,-G30:-Return
[14:35:27] <IchGuckLive> ja
[14:35:41] <IchGuckLive> RLP ramstein
[14:35:53] <pingufan> Me, too. Can we enter private chat?
[14:36:19] <IchGuckLive> no problem
[15:03:32] <cradek> cutter comp fight!
[15:03:39] <cradek> :-)
[15:04:26] <skunkworks> pick your tool!
[15:04:37] <IchGuckLive> 4"
[15:04:45] <IchGuckLive> 9Carbits
[15:04:55] <IchGuckLive> Rectangular shape
[15:05:22] <IchGuckLive> chip breaker inlay
[15:05:36] <IchGuckLive> P20
[15:05:44] <IchGuckLive> B)
[15:05:51] <IchGuckLive> XD :d :DD
[15:06:34] <IchGuckLive> i dident see a metal that coudt resist up this numbers
[15:08:11] <Jymmm> What rigid emt connectors are outdoor safe?
[15:12:24] <L84Supper> jymmm: compression type are for outdoor and wet locations, set screw are only for indoor or dry locations
[15:13:02] <L84Supper> rigid is usually threaded so you can just use the threaded couplings
[15:13:18] <Jymmm> L84Supper: So you can still use 1/2" EMT, just need compression fittings?
[15:13:25] <L84Supper> rigid is not emt
[15:13:37] <Jymmm> say what?
[15:14:08] <L84Supper> 3 types of metallic tubing: emt, imc and rigid
[15:14:18] <L84Supper> in the US anyway
[15:14:59] <Jymmm> ok, cam EMT be used outdoors with compression fittings?
[15:15:02] <Jymmm> can
[15:15:26] <L84Supper> EMT may be used outdoors if you use compression connectors .... but it depends on your local electrical code
[15:15:34] <L84Supper> it has to be used above ground
[15:16:47] <L84Supper> no set screw conn or couplings outdoors
[15:16:51] <Jymmm> This is above ground. Tapping into an existing outdoor light fixture to have a outlet
[15:17:45] <IchGuckLive> today i searched 2hours for a encoder error what a miss
[15:19:55] <Jymmm> L84Supper: this is metal emt, isn't that rigid?
[15:20:00] <Jymmm> not plastic
[15:20:20] <L84Supper> well the NEC has it's own unique terms for each type of tubing
[15:22:12] <Jymmm> well, what would metal emt be considered as?
[15:22:26] <L84Supper> emt = electrical metallic tubing, thin wall
[15:22:41] <Jymmm> and the plastic emt?
[15:22:44] <L84Supper> pvc = nmc, non-metallic tubing
[15:22:59] <L84Supper> NMT sorry
[15:23:05] <Jymmm> k
[15:24:06] <Jymmm> Can you go straight down when running thinwall to a surface mountd box?
[15:24:28] <Jymmm> or does it need to have a curbe (drip loop) of sorts?
[15:24:34] <Jymmm> curve
[15:24:46] <L84Supper> IMC = Intermediate Metal Conduit, is heavier than emt but not as thick as rigid conduit
[15:24:47] <Jymmm> brb, coffee
[15:27:37] <L84Supper> it can go straight down, the general rule is 3 feet from a box to a strap or hanger and then within every 10'
[15:32:29] <L84Supper> Jymmm: they list the several types of conduit in the NEC here
http://en.wikipedia.org/wiki/Electrical_conduit
[15:32:40] <L84Supper> lots of tradition in the trade
[15:32:41] <bortreb> hi everyone, I'm setting up a lasercutter with emc2 and was wondering if there was a standard for dealing with two axes and a power-modulated laserbeam in hal. I'm using spindle-pwm right now but I heard that was a poor choice?
[15:35:03] <bortreb> is there a gcode filter for png, jpeg and the like to convert to a simple raster, back and forth motion or would I need to write that myself depending on my laser?
[15:39:06] <cradek> bortreb: image-to-gcode is distributed with emc
[15:48:31] <skunkworks> bortreb: emc doesn't do raster very well. Some have done it...
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Rastering_With_A_Laser
[15:48:52] <cradek> oh laser - sorry - my answer is probably irrelevant
[15:53:42] <ichudov> cradek: if you like the changes I made to ttt, I am thinking about extending it to do raised letters. (as opposed to sunk letters). I could probably do the work with a few hints from you. Let me know what you think.
[15:55:56] <bortreb> hmmm, it seems like graster is about what I need. I'll try it
[15:57:30] <IchGuckLive> bortreb: use incscape to vectorise the picture
[15:59:47] <bortreb> well, the vectors would be razor thin though, wouldn't they?
[16:00:35] <bortreb> I don't see how it's possible to cut lines with much thickness using the vector method. (although I am a fan of vectors)
[16:00:50] <IchGuckLive> try it
[16:01:49] <bortreb> heh I guess I should do that. Then, should I simply send the zdir signals directly to the laser emitter and use the standard image-to-gcode converter to try vector cutting?
[16:02:24] <bortreb> or is there a better, more accepted way to do this sort of plotting action?
[16:05:47] <IchGuckLive> depends on the picture
[16:08:21] <bortreb> well, ideally the picture would just be a simple svg file with nothing special, just a bunch of path elements
[16:08:58] <bortreb> they'd be outlines of letters with a fill
[16:09:38] <bortreb> (I'm etching some business cards on anodized aluminum)
[16:12:23] <skunkworks> if it is vector - I think emc will do just fine.
[16:15:10] <piasdom> hi
[16:15:39] <piasdom> is emc working in lucid ?
[16:16:21] <piasdom> people here think i may have better luck /w lucid. correct drivers and stuff
[16:18:02] <bortreb> skunkworks: Thanks for yor help. I don't see how it could know when to turn the laser on without me telling it,and I don't see a svg gcode-converter by default. Is there somethign I'm missing?
[16:20:11] <skunkworks> piasdom:
http://linuxcnc.org/mozmck/
[16:20:14] <micges_work1> piasdom: here on MSI P41-C31, G41 (dual PC3-6400U DDR3) (7610-050R), cpu intel e5300, 10.04 rt (first and second mozmck kernel version) work fine
[16:20:25] <piasdom> skunkworks: thanks
[16:20:39] <piasdom> micges_work1: u 2 :)
[16:20:42] <micges_work1> (works fine 6 times)
[16:20:53] <micges_work1> sorry 6 machines :)
[16:21:02] <piasdom> :) the seventh time ?
[16:21:04] <piasdom> oh
[16:21:27] <micges_work1> (11h at work ;)
[16:22:27] <piasdom> cool
[16:37:13] <IchGuckLive> piasdom: yes it is working
[16:37:59] <piasdom> IchGuckLive: thanks
[16:42:14] <IchGuckLive> piasdom: there is a install Docu on the wiki
[16:42:20] <IchGuckLive> first page
[16:43:21] <piasdom> IchGuckLive: thanks, d/l now
[16:43:54] <IchGuckLive> here it works but only in simulation mode no mashine
[16:51:24] <piasdom> "Upgrading from Ubuntu 8.04 to 10.04 will remove emc2" say better to do "fresh install" in case i want to go back to hardy
[16:52:12] <piasdom> but doesn't a "fresh install" completely formats the drive
[17:07:04] <piasdom> k
[17:11:35] <kanzure_> kanzure_ is now known as kanzure
[17:20:43] <rooks> is using a usb-lpt converter a big no-no when dealing with real time kernel and emc in general?
[17:21:15] <skunkworks> BIG no no.
[17:21:24] <skunkworks> it just won't work
[17:21:33] <rooks> ah, good to know :P
[17:26:16] <skunkworks> rooks: what are you trying to do?
[17:26:57] <elmo40> what else? control things ;)
[17:28:00] <rooks> skunkworks, with as little effort as possible something that will feed blender shape into something like openfoam, and will give me some idea about what drag/lift that shape will produce, and then something to put that shape from blender into real world,with as little hassle as possible, probably cnc'ed from stryrofoam block
[17:29:30] <awallin> rooks: full 3D simulations in openfoam can be challenging, the meshing is not trivial. 2D simulations are easier
[17:29:31] <rooks> iow, just fishing around for what might work for now since im at least a year from getting really into it :)
[17:30:13] <rooks> awallin, well, i just found something semi automatic that spews out 3d stuff from blender to openfoam
[17:30:29] <awallin> if you have a wind tunnel to get actual lift/drag data from your machined part then it will get interesting to compare simulation to reality
[17:31:03] <rooks> awallin, i have scaled-dynamics grade of wind tunnel, a car :P
[17:31:17] <rooks> erm, scaled composites
[17:31:26] <awallin> are you building model airplanes?
[17:31:39] <rooks> no, but im thinking on getting into it
[17:32:01] <awallin> ok
[17:32:59] <rooks> and i dont wanna follow regular path, but come to it from different angle, im thinkinkig on employing osme genetic algorithms to do few r&d cycles that will be graded against the lift/drag it will produce in virtual wind tunnel, before doing some real cnc'ing
[17:34:44] <awallin> for model boats, which I've been building, we use the low reynolds number foils developed for glider planes and they seem to work well
[17:35:56] <awallin> heres a pic of a mould
http://www.anderswallin.net/wp-content/uploads/2010/02/IMGP2152.jpg it's cnc'ed in steel and we mould the fin in carbon fiber with a balsa or foam core
[17:36:24] <awallin> length 500mm width 120mm at the widest point, thickness ca 6 or 7% of chord
[17:38:10] <rooks> looks pretty :)
[17:41:09] <rooks> im curious what shapes would evolve if letting some genetic algo do the work by adjusting the model, testing it in openfoam, evaluating and so on, hardware's cheap these days so building a small cluster for it wouldnt be that pricey i think
[17:43:15] <rooks> but as first step im thinking on just building a cnc machine that will work on styrofoam, and playing with it :) maybe covering that styrofoam with resins kinda like sufboards are made, im not really into big budget manufacturing so i guess that steel matrices are out of league for me :)
[18:09:04] <rooks> awallin,
http://www.imac.unavarra.es/Cursos/AyMFC/milano-training/abstracts/Mesh/blenderWithOpenFOAM.pdf this is how to feed blender mesh into foam readable format, but for now i have no idea how to run openfoam, nor i have resources to tackle this problem :)
[18:09:28] <bortreb> I'm trying to get the stuff described here:
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Rastering_With_A_Laser to work
[18:10:54] <bortreb> but it says that the python script M101 needs to be symlinked to the emc2/nc_files directory, however upon doing this, emc still says "unknown m command". can you really just plop scripts into nc_files to make new m commands?
[18:11:32] <salvarane> hello
[18:16:36] <bortreb> nm -- silly hardoced ini file paths
[18:17:50] <Fox_M|afk> Fox_M|afk is now known as Fox_Muldr
[18:19:12] <awallin> rooks: thanks for the link
[18:19:59] <rooks> youre welcome :)
[18:36:30] <cradek> ichudov: your last fix looks good to me. If you could make it work in reverse, that'd be awesome. It seem like a pretty hard problem to me.
[18:36:56] <cradek> seems
[18:37:08] <cradek> it would at least require a fairly substantial rewrite
[18:37:23] <cradek> I guess you'd rasterize the whole string and operate on that, instead of one glyph at a time
[19:22:37] <Jymmm> Can you "speed control" a capictor start motor?
[19:22:42] <Jymmm> capaciot
[19:22:46] <Jymmm> bah
[19:22:51] <Jymmm> capacitor
[19:25:10] <archivist_attic> sensibly no
[19:25:53] <awallin> cradek: you are adding things to the truetype-tracer?
[19:27:31] <Jymmm> archivist: elaborate please
[19:28:42] <Jymmm> archivist_attic: I have this "router speed control", could I sue something like that?
[19:28:44] <Jymmm> use
[19:29:29] <archivist_attic> use the right tool for the job
[19:30:22] <atmega> where 'right' is 'right' or 'right' is 'workable and cost-effective'?
[19:30:32] <Jymmm> archivist_attic: That doesn't answer my question(s).
[19:31:44] <archivist_attic> how can anybody know what is in your "router speed control" start reading docs or explaining better.....
[19:32:16] <Jymmm> archivist_attic: Then simply elaborate on what you originally said
[19:32:18] <archivist_attic> do not blame others replies to a poor question
[19:33:58] <archivist_attic> single phase induction motors are not used that way, ther are designed for a single frequency
[19:45:12] <Jymmm> I'm on hold trying to find out details on the motor.
[19:59:05] <Jymmm> Ok, couldn't get much more info other than it's 115/230. Could I wire it for 230 but run it at 115, or would that draw twice the amperage?
[20:04:25] <KimK> Jymmm: Routers (and anything hand-held) are usually "universal" motors, so can be controlled (reduced) with SCRs/Triac in a "DC" manner. You "could" use a (severely derated) VFD on a single-phase induction motor, but you'll still have the same starting issues (start winding, capacitor, centrifugal switch, must start at base speed, etc.) and your available speed change up/down will be, well, probably not very much. So all in all, VFD isn't a good idea for a sin
[20:04:25] <KimK> gle-phase motor.
[20:04:35] <KimK> Oops, flooding again
[20:05:40] <Jymmm> KimK: This motor is 115/230. If I wire it at 230 but run it at 115 would that half the speed?
[20:05:58] <skunkworks> no
[20:06:14] <Jymmm> skunkworks: would it even start?
[20:06:19] <skunkworks> induction motors rpm is based on the frequency - no the voltage.
[20:06:27] <KimK> And yes, whatever it is, if you wire it for twice the voltage, it will draw half the current, or vice-versa. All the other characteristics (speed, torque, etc.) should stay the same.
[20:06:44] <atmega> heh
[20:06:56] <skunkworks> we run some 3 phase motors on 220 - wired for 480.. - when we don't need the hp.
[20:06:59] <Jymmm> KimK: you mean double the amperage?
[20:07:21] <skunkworks> I don't know how a single phase motor would react.
[20:07:29] <Jymmm> skunkworks: ok
[20:07:56] <Jymmm> skunkworks: So yours has the same rpm, just less balls?
[20:08:08] <KimK> If you wire it for 230V it will draw half the current it did at 115V.
[20:08:33] <Jymmm> KimK: but still the same rpm?
[20:08:44] <Jymmm> just less hp?
[20:09:08] <KimK> The total horsepower (RPM, torque, and everything else) will remain the same.
[20:09:38] <Jymmm> KimK: that doens't make sense to me. How can you have the voltage and expect everything to remain the same?
[20:09:44] <Jymmm> s/have/half/
[20:11:06] <KimK> Because there are two sets of windings in the motor that can be connected in series or parallel. With 3-phase motors there can be lots of wires taped up in the junction box.
[20:11:16] <skunkworks> kim is saying if you wire it for 220 and run it on 220 - you get the same HP/everthing as if you wire it for 110 and run it on 110.
[20:11:30] <skunkworks> just less current on 220vs 110
[20:12:06] <KimK> right
[20:12:09] <skunkworks> power is power (v*a)
[20:12:42] <KimK> I can chat more in a bit, got to run an errand right now, back in a while.
[20:12:44] <archivist_attic> 3phase you are swapping star connection to delta
[20:13:07] <Jymmm> skunkworks: Ah, ok.
[20:13:12] <awallin> if youre in the us just remember to divide everything by 25.4 (or was it multiply)
[20:13:20] <Jymmm> I was aksing wiring for 230, but running on 115
[20:14:51] <skunkworks> like I say - I don't know how single phase motors will react.. but we run some 3 phase motors wired for 480 on 220 when we don't need the hp. I am sure all don't work the same.
[20:35:18] <Jymmm> skunkworks: Where's jmkasunich when you need him =)
[20:35:31] <skunkworks> exactly :)
[20:52:56] <Gangsta> hey guys, having a good evening?
[20:54:15] <seb_kuzminsky> is touchy.abort like hitting Esc in Axis? it pauses the current program?
[20:55:18] <Gangsta> i have never used touchy. is it any good?
[20:55:31] <seb_kuzminsky> i've only used it a little bit - it seems really nice
[20:55:42] <seb_kuzminsky> i'm thinking of running my mill with it
[20:56:47] <Gangsta> i guess it depends on your layout, my screen is mounted above my lathes. could be awkward
[20:57:38] <cradek> seb_kuzminsky: touchy.abort is almost exactly like escape in AXIS
[20:58:36] <cradek> the feed hold switch is more like pause in AXIS
[20:59:12] <cradek> err touchy.single-block I mean
[20:59:27] <seb_kuzminsky> hmm
[20:59:34] <cradek> the switch gives you pause/step mode
[20:59:44] <seb_kuzminsky> single-block does?
[20:59:47] <cradek> yes
[20:59:52] <cradek> it's a toggle switch
[21:00:04] <cradek> you can even pause an mdi command with it - it works better than AXIS
[21:00:09] <seb_kuzminsky> cool
[21:00:59] <cradek> did you see stuart's panel picture?
[21:01:06] <cradek> http://www.mpm1.com:8080/machines/enshu/controlpendant.jpg
[21:01:07] <seb_kuzminsky> so single-block can be on or off, when it's off the machine runs whatever you throw at it (mdi or auto-mode program), but when it's on it immediately stops until, what, you hit cycle-start?
[21:01:19] <seb_kuzminsky> i saw stuart's pic, that's making me all excited to make my own touchy panel :-)
[21:01:47] <cradek> yes if it's on, motion is paused, cycle start button does a step
[21:01:56] <cradek> if you turn it off, motion resumes if there was anything paused
[21:02:43] <seb_kuzminsky> when you say "cycle start button does a step" you mean if it was paused in mid-move it finishes the move, otherwise it does the next move (next line in the program)?
[21:02:50] <cradek> exactly
[21:02:55] <seb_kuzminsky> nifty
[21:04:17] <seb_kuzminsky> what is stuart's feed hold button connected to?
[21:04:31] <cradek> nothing currently, I bet
[21:04:52] <cradek> he'll probably want to rearrange that so feed hold is a switch and the button is abort
[21:05:03] <seb_kuzminsky> is there a touchy man page or something with the hal pins available?
[21:05:15] <cradek> I think it's in the lyx docs
[21:05:25] <cradek> http://www.linuxcnc.org/docs/devel/html/gui_touchy.html
[21:06:14] <cradek> but it's out of date. there's also a touchy.status (?) that goes to another indicator to show running/paused (on solid/blinking)
[21:06:20] <cradek> it's an important light to have I think
[21:06:54] <seb_kuzminsky> oh yeah it's in the EMC2 User Manual
[21:07:21] <seb_kuzminsky> hm, that's also pretty sparse
[21:08:13] <cradek> yeah
[21:08:19] <cradek> the screen shot is out of date too
[21:08:37] <cradek> I changed the startup tab because of this problem:
http://timeguy.com/cradek-files/emc/homehomehomehome.png
[21:08:54] <KimK> Jymmm: I'm back from my errand if you need anything. Hi Chris, Hi Seb.
[21:09:14] <cradek> hey
[21:09:34] <seb_kuzminsky> hi kim :-)
[21:09:49] <seb_kuzminsky> that's a lot of home
[21:09:49] <cradek> ... which for some reason I think is pretty funny, actually
[21:10:01] <cradek> yeah, maybe not the best design
[21:10:24] <cradek> fortunately touchy is perfect now :-)
[21:11:18] <seb_kuzminsky> oh good then i'll start using it :-)
[21:13:22] <cradek> actually I wonder if it should do homing with the axis jog buttons
[21:14:00] <cradek> that would go back to 100% no motion from touchscreen event only, which was an original design goal
[21:14:40] <cradek> but, it would make it unusable without continuous jog buttons
[21:15:21] <cradek> I'll have to let that idea bake for a while
[21:15:39] <cradek> bbl, time to go home - yay - weekend
[21:16:42] <skunkworks> hey! today isn't friday!
[21:18:24] <Jymmm> KimK: Still the same question..... What happens if a wire the motor for 230v, but run it on 115v ?
[21:23:40] <KimK> Well, just as an off the top of my head answer generally, I'd say P = E^^2 / R so I'd guess it would "work" but with half the voltage you'd get one-fourth the power. So I'd guess if it's a universal motor it would run quite a bit slower, if it's an induction motor it would run "normally" but would load/stall a lot easier.
[21:23:49] <KimK> YMMV as they say
[21:24:48] <Jymmm> KimK: 1/4 power? Not half?
[21:26:49] <KimK> Yeah, I think that's right due to the squared E. That's why things blow up so fast when you run them on twice the voltage, it's four times the rated power.
[21:27:45] <KimK> (Again this is assuming that R is constant, which is not always the case, but nevermind.)
[21:27:54] <Jymmm> heh
[21:30:56] <KimK> BTW, I heard someone once claim (I never looked into it) that the formula for power in the filament of an incandescent lamp contains a term of E^^12, and it's the highest exponent found so far in a real, natural, physical process. I don't know if this true, but it seems plausible.
[21:31:05] <archivist> ignore R its an inductive load most of the time
[21:31:56] <archivist> and back emf is speed and slip dependent...the motor is not designed for that abuse
[21:32:58] <archivist> and the wrong supply may not be able to induce into the armature properly
[21:34:45] <KimK> Jymmm: I missed the beginning of this, what were you starting out to do in the first place?
[21:35:01] <Jymmm> KimK: reduce the speed
[21:35:07] <KimK> On a router?
[21:35:15] <Jymmm> no
[21:35:24] <archivist> trying to speed control a capacitor start single phase induction motor
[21:37:35] <KimK> Ah, OK. Yeah, that's not really the greatest thing to do, but if you can find a three-phase motor that will fit in the same spot, you could run that 3-phase motor on a VFD (powered from 1-phase, and probably derated) in the usual manner. And that would work for sure. Would that help?
[21:38:17] <ichudov> cradek: you there?
[21:39:13] <Jymmm> KimK: In this case, no =) It's on a dust collector, and I'm just trying to reduce it down by 80-90% or so.
[21:40:06] <skunkworks> pullys!
[21:40:10] <KimK> You might have to buy a 2 HP VFD to run a 1/2 to 1 HP motor, or a 10 HP to run a 5 HP motor, would that be OK? Ah, I see your reply. Nevermind then.
[21:40:25] <archivist> Jymmm, dont even think of a 90% on single phase induction motor
[21:41:06] <KimK> Jymmm: Did you mean reduce speed to 90%?
[21:41:37] <Jymmm> skunkworks: It's not so much a performance issue as it is a power consumption and noise pollution one. I'm not using it as a dust collector, so there will never be any particals in it to eject
[21:42:29] <Jymmm> It does 650CFM@9"SP, I only need 250CFM@6"SP
[21:43:03] <Jymmm> and iiuc, as rpm go down, sp goes up.
[21:43:37] <ichudov> cradek: anyway, I would like to chat with you in email about the "inverse", that is, milling raised lettering. I would start working i=on it but I would like to see a new version released with my changes, so that we are not working off a forked code base. What I am thinking about, is as follows: your removal of internals amounts to splitting your vertical intervals into 24 or whatever levels, and on every level, you mill seve
[21:43:38] <Jymmm> I need the SP, not the CFM so much.
[21:44:48] <KimK> OK. Well, a VFD would have no problem reducing speed to 80-90% of base RPM, if that is what you need to do. You just need a 3-phase motor in there. You might even be able to feedback static pressure to automatically control or at least moderate the static pressure. Would that be useful?
[21:45:27] <Jymmm> KimK: The VFD would cost 3 to 4 time more than the dust collector =)
[21:46:00] <KimK> Ha, OK. Welcome to browsing eBay, lol.
[21:46:09] <skunkworks> a couple hp vfd are pretty cheap on ebay
[21:46:19] <skunkworks> heh
[21:46:50] <Jymmm> skunkworks: like $40 cheap including shipping?
[21:47:11] <skunkworks> maybe.. but your going to need a motor too
[21:47:51] <Jymmm> has anyone seen jmkasunich in a while?
[21:47:58] <alex_droid> Sweer, glut mod
[21:48:19] <alex_droid> Whoa, soft keyboard fail.
[21:49:25] <KimK> Since this is a vacuum-type deal I'm guessing it's a two-pole (~3600 RPM) motor? (3450 to 3525 or some such)?
[21:49:47] <Jymmm> 3450 RPM, correct
[21:50:13] <KimK> OK. Just find yourself a 3-phase motor to match.
[23:14:34] <jthornton> anyone know what determines the charge pump frequency?
[23:17:34] <cradek> the thread it's in - it just toggles
[23:17:44] <cradek> if you're talking about the charge pump component
[23:17:47] <jthornton> yes
[23:18:03] <jthornton> one cycle on, one cycle off
[23:18:41] <cradek> http://git.linuxcnc.org/gitweb?p=emc2.git;a=blob;f=src/hal/components/charge_pump.comp;h=3a612d1ae2a0a6313b24a8ab6f7df0947adc55c5;hb=HEAD
[23:18:49] <jthornton> so the frequency is twice the thread length
[23:19:30] <cradek> the period is two thread periods
[23:19:52] <cradek> your use of length and frequency aren't suitable precise for me to agree with you :-)
[23:20:03] <cradek> suitably even
[23:20:13] <jthornton> then I know not what I am asking :)
[23:21:40] <cradek> the frequency would be 1/(2*thread period)
[23:36:08] <Fox_Muldr> Fox_Muldr is now known as Fox_M|afk
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}