Back
[01:22:44] <spasticteapot> BAAACON!
[01:22:52] <spasticteapot> Oops. Wrong channel.
[01:23:20] <genehacker> it's ok we like bacon here too.
[01:23:26] <spasticteapot> Oh. Good.
[02:10:31] <mikegg> shit guys, my linux box is DOWN
[02:11:03] <Jymmm> MS-DOS TO THE RESCUE!!!
[02:11:20] <mikegg> or maybe the paperclip from office
[04:18:15] <geo01005_home> geo01005_home is now known as geo01005
[06:39:02] <eztam> moin moin
[06:39:22] <eztam> or hello folks
[06:39:54] <eztam> anyone here ?
[06:40:03] <eztam> nope ?
[06:43:39] <eztam> i am thinking of adding encoders to my servo based milling cnc emc everything machine
[07:04:16] <alex_chally> I think I am going to be dreaming about crimping wires..
[07:18:30] <Jymmm> alex_chally: quit worrying about it, it's not that big a deal, just take your time.
[07:22:16] <alex_chally> Jymmm, I am not worrying about it, I just spent a large number of hours doing it
[07:22:23] <alex_chally> well, and figuring out the rest of the wiring
[07:22:34] <alex_chally> it actually went well today, got a lot done
[07:22:48] <Jymmm> just get one of these
http://www.homedepot.com/catalog/productImages/400/99/99a17e19-d775-4c4d-8627-2734ea5b3f97_400.jpg
[07:25:17] <Jymmm> And a crimper like this (for stakons)
http://www.google.com/products/catalog?q=T%26B+crimper&um=1&ie=UTF-8&cid=5060514751562393989&ei=v-ZLTOSVOpSisQP9xMnQCA&sa=X&oi=product_catalog_result&ct=result&resnum=4&ved=0CDYQ8wIwAw#
[07:25:35] <Jymmm> Best damn crimper ever, even beats my ratching ones
[07:26:09] <Jymmm> I've had ratching ones not securely crimp the connector properly
[07:27:04] <Jymmm> rathcing crimpers good for coax, not Sta-kons
[07:27:17] <alex_chally> Jymmm, that crimper looks almost exactly like the ones I have
[07:27:22] <alex_chally> I bought the "heavy duty" ones
[07:27:32] <alex_chally> only cost about $20 I think
[07:27:34] <Jymmm> Just make sure that it has the "dimple" and not flat
[07:27:55] <alex_chally> for pinching in the split part?
[07:28:04] <alex_chally> i got that
[07:28:51] <Jymmm> See the little nipple just below the cutter
http://www.labsafety.com/images/xl/Thomas-and-Betts-Pliler-LSS-_i_LBC145057S.jpg
[07:29:23] <Jymmm> NOT the flat curved part closest to the pivot point
[07:30:01] <Jymmm> Here you go.... this one has the double nipple
http://www.plumbersurplus.com/images/prod/6/Thomas-Betts-WT111M-rw-86623-151062.jpg
[07:30:13] <alex_chally> mine has two, for more tightness
[07:30:48] <Jymmm> You don't want the one that looks like this turned sideways ----> ( )
[07:31:10] <Jymmm> That just squish the connector
[07:40:42] <foxtrot> alex: one day I will have a status update for you
[07:40:52] <foxtrot> for now I've fried 2/3 of my motor drivers so im stuck
[07:46:42] <alex_chally> foxtrot, same problem both times?
[07:46:48] <alex_chally> what was it?
[07:46:58] <alex_chally> * alex_chally is guessing a disconnect on the motor side while running
[07:47:14] <alex_chally> mostly becuase I have done that... a couple times.
[07:47:30] <foxtrot> i resoldered the drivers and lifted a trace on 2 of them
[07:47:47] <foxtrot> i could probably fix it with some conductive paint
[07:47:55] <foxtrot> but its a super tiny driver, like 0.6"x0.8"
[07:48:17] <foxtrot> so i cant really solder a wire in, because the wire would be as thick as it is long
[07:49:18] <alex_chally> foxtrot, surface mount soldering with an iron is seriously tricky work
[07:49:35] <alex_chally> I encourage you to try it because it is not like that driver is gonna get any more broken if you accidently torch the shit out of it
[07:49:55] <alex_chally> but try taking a couple components off and putting them back on to get a feel for it
[07:50:12] <foxtrot> on one driver i lifted the Vcc pin, on the other i lifted the STEP pin
[07:50:24] <foxtrot> i wish it'd been one of the microstepping pins
[07:50:29] <alex_chally> http://www.amazon.com/SE-Forceps-Straight-Curved-Pieces/dp/B000W22O3W/ref=sr_1_1?ie=UTF8&s=hi&qid=1280044215&sr=8-1
[07:50:29] <foxtrot> something less vital :-/
[07:50:38] <alex_chally> buy a cheap pair of hemostats to help hold things
[07:50:45] <alex_chally> and try it
[07:50:47] <alex_chally> it can be done
[07:50:52] <foxtrot> the drivers were $12.95 each
[07:51:29] <foxtrot> its a bummer because I really have solved all of my issues with torque and everything
[07:51:30] <alex_chally> right, but some day hopefully you will be playing with drivers that are larger and more expensive, and on that day you will wish you had bothered to at least try to fix that $12.95 driver :p
[07:52:59] <alex_chally> foxtrot, here is a good guide on how to do surface mount with a standard soldering iron
[07:53:00] <alex_chally> http://www.sparkfun.com/commerce/tutorial_info.php?tutorials_id=36&page=1
[07:54:51] <alex_chally> foxtrot, besides, you would freaking amazed at how many broken electronics can be fixed by looking at the board and replacing the resistor that is a burnt out husk
[07:55:12] <alex_chally> I rescued a 28" LCD tv that way a few months ago
[07:55:40] <foxtrot> ive read that site
[07:55:45] <foxtrot> i mean im a pretty good solderer
[07:56:01] <foxtrot> last week I fixed an electric guitar and then fixed an amp
[07:56:11] <foxtrot> but my hands shake pretty bad unless im drinking
[07:56:17] <foxtrot> ive got that nervous tick
[08:05:01] <alex_chally> foxtrot, then have a drink and start soldering :D
[08:08:26] <foxtrot> im building a breathalyzer circuit first :)
[08:11:06] <alex_chally> foxtrot, I actually have one of those alcohol sensors
[08:11:15] <alex_chally> it is sitting it it's bag still
[08:11:19] <alex_chally> unloved and unused
[08:12:16] <alex_chally> foxtrot, arduino?
[08:13:06] <foxtrot> MQ3?
[08:13:07] <foxtrot> yup
[08:13:22] <foxtrot> i try to do it like a pro and do things with just the AVR in C
[08:17:58] <alex_chally> foxtrot, I am way more skilled with metal and analog electronics then programming, so I muck around with my arduino a bit from time to time.
[08:18:20] <alex_chally> but when I want something done right, my bff is a CS nerd
[08:18:30] <alex_chally> so I just get him to write it up for me
[08:18:39] <alex_chally> in return he gets to play with things I build for him
[08:21:30] <alex_chally> like robots
[08:26:53] <foxtrot> im CS
[08:27:05] <foxtrot> ive recently been trying to get into electronics and robots tho
[08:27:16] <foxtrot> i started with this cnc
[08:27:29] <foxtrot> which may one day make something besides the EMC2AXIS logo
[08:31:23] <foxtrot> really my cnc is just a tool for making robot parts
[08:31:31] <foxtrot> at least i hope
[08:31:47] <foxtrot> perhaps one day, with your help :)
[09:46:48] <Number> Hello
[09:47:13] <Number> What format does emc take 3d models in?
[09:47:27] <archivist> gcode
[09:48:07] <Number> Oh dam. Thanks though
[09:48:48] <archivist> you need to post process your model with cam
[09:48:55] <Number> Know how to export rhino models to g-code?
[09:49:13] <Number> Thanks
[09:49:53] <archivist> rhinocam
[09:50:03] <Number> Thanks again googling now.
[09:51:23] <archivist> and see
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Cam for other methods
[09:58:39] <mikeplus64_> mikeplus64_ is now known as mikeplus64
[10:18:34] <mikeplus64_> mikeplus64_ is now known as mikeplus64
[11:14:39] <darren> darren is now known as redwizard-kde
[16:33:57] <geo01005_home> geo01005_home is now known as geo01005
[17:27:20] <IchGuckLive> hi all in the hot USA
[17:34:06] <L84Supper> cooled off today
[17:35:21] <Guest529> Hello all,
[17:35:30] <IchGuckLive> hi guest
[17:35:39] <Guest529> When using hostmot2 and 4 step generators and a base period I have had ferror problems. This problem seems to be uncommon but not unique to my set up. If I eliminate the base period the problem goes away. I did however find that with a base period if I adjust the stepgen velocity and the stepgen acceleration I can also eliminate the problem. Is there any problem with changing the stepgen velocity and stepgen acceleration from
[17:37:32] <IchGuckLive> maybe your baseperiod does not be stable
[17:38:46] <IchGuckLive> did you check on a oscilator that the base period is always the same at different velocities
[17:39:09] <Guest529> Have tried different settings, works fine without hostmot2 useing parallel port
[17:39:34] <IchGuckLive> that sounds as not enough power supplies
[17:42:53] <Guest529> I can try another power supply but doubt that is the problem. When stepgen velocity and acceleration are adjusted it seems to work fine.
[17:48:16] <IchGuckLive> Guest529: did you check the jitter
[17:49:03] <Guest529> That was my first step.
[17:49:05] <IchGuckLive> try jitter increase 20%
[17:54:43] <Guest529> A slower base period does help but not solve the problem. The machine works fine with software step generating and the current base period.
[17:58:25] <pcw_home> Why do you have a base period? it not needed with HostMot2
[18:01:44] <Guest529> That is what I originally thought and it may be true but from my reading it seems that to use a spindle encoder for rigid threading on a mill a fast thread is needed. Is that correct?
[18:02:18] <andypugh> Are you reading the spindle position with a software counter or a Hostmot counter?
[18:05:02] <Guest529> I have not gotten that far, still in planning stage, I hope to use hostmot counter.
[18:05:24] <andypugh> In that case, no need for a base thread
[18:05:57] <andypugh> Bear in mind that even the "slow" thread runs 1000 times a second.
[18:09:45] <Guest529> O.K. for now I will just assume a base thread is not needed and leave it out until some reason for it becomes apparent.
[18:09:51] <pcw_home> I also asked because whatever the bug is it seems to be triggered only by an empty basethread
[18:12:12] <Guest529> That is very interesting and would explain why it occurs rarely, in my case because noting is assigned to it, perhaps if I need it and assign it there will be no problem.
[18:12:42] <pcw_home> Well it will just waste time on a HostMot2 config
[18:14:01] <pcw_home> (unless you wnat a software encoder counter, stepgen or PWM gen)
[18:14:17] <pcw_home> (want)
[18:16:20] <Guest529> One reason I liked hostmot2 was not to have to worry about the speed of a base thread anyway.
[18:18:01] <Guest529> Thank you all, there is what looks and sounds like a heavy electrical storm heading here now so I need to turn everything off and close the windows. Maybe the heat will break.
[18:19:54] <andypugh> I need help with git. I think I have thrown away an afternoon's work
[19:37:14] <skunkworks> well - replacing the motherboard seems to have fixed the k&t
[19:38:50] <andypugh> Is that good, or bad?
[19:40:16] <skunkworks> good.
[19:40:35] <skunkworks> hoping it wasn't a mesa card. (pretty sure it wasn't)
[19:41:04] <skunkworks> It started randomly not booting. sometimes not even past the bios. sometimes while ubuntu was booting
[19:42:05] <skunkworks> sometimes when it would boot - it wouldn't see the mesa cards - sometimes it would.
[19:44:21] <andypugh> I guess motherboards are relatively cheap.
[19:46:26] <skunkworks> yes - replaced it with a asus
[19:46:29] <skunkworks> an
[19:46:50] <skunkworks> the original was an goal3 - I think it was made by ecs
[19:52:23] <alex_joni> andypugh: where in the UK are you?
[19:52:39] <andypugh> East of london
[19:52:56] <alex_joni> coo
[19:53:10] <alex_joni> * alex_joni might get a longer job to do in the UK, not sure where yet
[19:54:23] <andypugh> It's a fairly small place
[19:55:53] <archivist> big compared to the Isle of Man
[19:58:10] <skunkworks> huh - for some reason I thought andy was in au
[20:02:25] <archivist> Valen is au
[20:29:27] <jthornton> what is "tolerance mode arc substitution" ?
[20:30:01] <Jymmm> JT-Hardinge: what is created when you drive drunk
[20:30:21] <Jymmm> jthornton: : what is created when you drive drunk
[20:33:59] <andypugh> jthornton: What context? It sounds like something a bit G64-ish?
[20:34:16] <JT-Hardinge> it was a commit yesterday
[20:35:10] <JT-Hardinge> "fix and reenable tolerance mode arc substitution"
[20:35:35] <JT-Hardinge> something in emccanon.cc
[20:37:30] <JT-Hardinge> http://git.linuxcnc.org/gitweb?p=emc2.git;a=commitdiff;h=6e29f79f926e8d9410d17d2d844ae96f2851a76f;hp=856d4904c87ce7f9e2db49bbb1eeeea7398a20a7
[20:39:52] <JT-Hardinge> * JT-Hardinge goes back to the search for a simple way to find the xz center of an arc for a chamfer
[20:40:52] <micges> alex_joni: sounds cool
[20:43:25] <alex_joni> we'll see
[21:52:09] <eztam> hello folks
[21:53:31] <alex_joni> hi
[22:06:02] <eztam> hello alex
[22:06:38] <andypugh> This could be a slow conversation...
[22:08:34] <alex_joni> right
[22:09:39] <eztam> maybe
[22:09:45] <eztam> where are u from ?
[22:09:54] <eztam> here germany - hannover
[22:10:00] <eztam> ;-)
[22:10:05] <alex_joni> all over the place
[22:10:19] <alex_joni> some from europe. some US, some Australia, etc
[22:10:25] <eztam> ah ok
[22:11:07] <andypugh> I am chatting in Skype with a girl down the road from you, in Nörten-Hardenberg.
[22:11:21] <eztam> i am working on backlash compensation for my milling machine
[22:11:26] <alex_joni> andypugh: tmi
[22:12:18] <JT-Hardinge> I'm calculating angles and warming up the grill
[22:12:24] <andypugh> Rather late at night to be doing backlash compensation.
[22:12:36] <eztam> well thats true
[22:12:41] <eztam> cant sleep
[22:12:52] <eztam> till its compensated ;-)
[22:13:15] <andypugh> Are you using the simple or the complex version?
[22:13:35] <eztam> i am almost screwed up with the simple one
[22:13:47] <eztam> and trying the complex one
[22:13:55] <eztam> with the COMP_FILE thing
[22:14:01] <JT-Hardinge> new and improved and no broken links
http://www.linuxcnc.org/docview/html//config_ini_config.html#sub:[AXIS]-section
[22:14:26] <JT-Hardinge> eztam: ^^ more updated docs
[22:14:30] <eztam> currently fiddeling on an small cpp program to calculate the comp file
[22:15:13] <eztam> thx JT
[22:16:00] <andypugh> eztam: You might find Excel (or Open Office) is a simpler way to do it.
[22:17:37] <eztam> good idea
[22:17:43] <eztam> excel
[22:18:20] <andypugh> I have written quite a lot of G-code with Excel. :-)
[22:18:27] <eztam> hihi
[22:19:14] <andypugh> skunkworks: There was a baby K&T on that eBay.
[22:19:22] <JT-Hardinge> I'm doing some g code right now with oo spreadsheet
[22:19:41] <JT-Hardinge> eztam: what do you need to calculate?
[22:19:51] <alex_joni> andypugh: haha
[22:19:53] <JT-Hardinge> each entry should be measured
[22:19:57] <skunkworks> andypugh: what?
[22:20:33] <eztam> well i am only able to measure 10mm with a resolution of 0.01mm
[22:21:03] <andypugh> skunkworks:
http://cgi.ebay.co.uk/KEARNEY-TRECKER-MILLING-MACHINE-/200497252216
[22:21:22] <eztam> want to interpolate the whole thing in the compfile
[22:21:28] <andypugh> It is only a baby in comparison to your monster, I admit.
[22:21:39] <skunkworks> andypugh: neat - I am not up on my manual mills from K&t
[22:21:42] <JT-Hardinge> eztam: if you can only take one measurement then use the simple comp
[22:21:43] <eztam> but a linear encoder for the full way whould be a dream
[22:21:55] <JT-Hardinge> the backlash one
[22:22:16] <eztam> well backlash is not the full story for my machine
[22:22:26] <JT-Hardinge> heh
[22:23:02] <eztam> the leadscrew pitch is different too, its not 1mm/turn its somewhat like 0.98
[22:23:16] <andypugh> skunkworks: Also:
http://cgi.ebay.co.uk/CVA-Kearney-and-Trecker-dividing-head-2452-/190421684218
[22:23:47] <andypugh> You can fix the pitch by changing the scale in the INI file.
[22:23:59] <eztam> but ok you are right modifiing the scale and backlash whould work too
[22:24:28] <JT-Hardinge> and that is the proper way to fix this
[22:24:40] <andypugh> It is probably a better way. Then perhaps make a compensation file to cope with nonlienarity and uneven wear.
[22:24:43] <eztam> but the complex backlash thing is much more sexier ;-)
[22:25:22] <JT-Hardinge> then play with cutter comp it is much sexier :P
[22:25:40] <JT-Hardinge> * JT-Hardinge hears the grill hollering
[22:28:10] <eztam> oh yes cutter comp and uneven wear
[22:28:51] <eztam> have you all linear encoders on your machines ?
[22:28:52] <skunkworks> andypugh: cool
[22:29:17] <andypugh> I think almost none of us have linear encoders
[22:29:29] <eztam> good answer
[22:29:31] <andypugh> Skunkworks has some that nobody knows how to work any more. :-)
[22:31:21] <eztam> i found a piece in the doc for encoders to read in the A and B channels with a software counter inside
[22:32:01] <eztam> but it sounds to be a hard work to get it working
[22:33:44] <skunkworks> they might work - some day!
[22:33:47] <andypugh> It isn't hard to get the data into EMC. It is slightly harder to know what to do with it.
[22:34:10] <skunkworks> andypugh: I could send you a scale and reader - I know you want to tinker.... ;)
[22:34:39] <andypugh> I think that something very similar to my Arduino-based resolver converter would work.
[22:34:43] <eztam> scale reader - here ;-)
[22:35:13] <andypugh> And yes, I do want to tinker, but at the moment I am rather snowed-under with other stuff.
[22:35:38] <andypugh> I have had my mill for a month and it still hasn't turned the spindle.
[22:36:06] <skunkworks> dad is making the servo mounting plate as we speak - for x and z.
[22:36:06] <eztam> hard at work ;-)
[22:36:07] <andypugh> (But the autommatic drawbar seems to work nicely)
[22:36:11] <skunkworks> heh
[22:36:34] <JT-Hardinge> andypugh: you get the custom cylinder done?
[22:36:43] <andypugh> Yes.
[22:37:04] <eztam> i am using a cnc converted proxxon mf70
[22:37:06] <skunkworks> http://electronicsam.com/images/KandT/conversion/servo/mount2.JPG
[22:37:12] <andypugh> I spent yesterday making a retraction spring (and have the scars to prove it, 1/4" piano wire puts up a fight)
[22:37:47] <andypugh> In fact, I ended up giving up on the 1/4" and using 4.5mm stuff.
[22:38:29] <JT-Hardinge> 1/4 is tough to deal with... I made a spring winder for my manual lathe and the spring back on bigger stuff is scary
[22:38:32] <andypugh> skunkworks: Brush motors?
[22:38:56] <eztam> a water pump ?
[22:39:01] <eztam> or two
[22:39:03] <andypugh> Or is that a feedback device?
[22:39:17] <eztam> its his reader
[22:39:31] <skunkworks> andypugh: yes - brushed with tachs and encoders.
[22:39:50] <skunkworks> 8 brush
[22:39:59] <andypugh> eztam: No, I think that they are his axis motors. Each of which is bigger than your Proxxon. EMC2 doesn't care how big the machine is.
[22:40:04] <skunkworks> low rpm - high torque. (1200 max)
[22:40:28] <skunkworks> gives us about 200ipm max
[22:40:41] <eztam> good stuff
[22:40:49] <andypugh> So you can get from one extreme of travel to the other in under a miute :-)
[22:41:02] <Fox_M|afk> Fox_M|afk is now known as Fox_Muldr
[22:41:29] <JT-Hardinge> SWEET! my angle spreadsheet gives me the correct answer :)
[22:41:40] <JT-Hardinge> * JT-Hardinge wanders back to the grill
[22:42:25] <skunkworks> yes - the longest axis is 38"
[22:44:19] <andypugh> eztam: This is skunkworks' machine
http://www.youtube.com/watch?v=4nuRea6615s
[22:46:15] <eztam> holla die waldfee is the tool changer driven by the classic ladder thing ?
[22:47:39] <JT-Hardinge> most tool changers are driven by classicladder
[22:48:10] <skunkworks> yes. You can see it in the video.
[22:49:06] <skunkworks> this was the old controller
http://electronicsam.com/images/KandT/conversion/frntcontroller.JPG
[22:49:12] <alex_joni> g'night all
[22:49:14] <skunkworks> needed a little updating.... ;)
[22:49:22] <skunkworks> night alez
[22:49:22] <alex_joni> (including die waldfee)
[22:49:24] <skunkworks> heh
[22:49:27] <skunkworks> night alex
[22:50:07] <eztam> ah ok general electric
[22:50:18] <eztam> good n8 alex
[22:50:40] <alex_joni> viel glueck beim einrichten vom spiel
[22:50:48] <eztam> yo dankeschön
[22:50:52] <skunkworks> http://electronicsam.com/images/KandT/conversion/rearcontrller.JPG
[22:51:28] <eztam> an analog computer ?
[22:52:06] <skunkworks> eztam: mope. digital. (all descrete componats - germanium transistors)
[22:52:23] <skunkworks> tons and tons of counters and flipflops
[22:52:37] <skunkworks> 60's vintage
[22:53:00] <eztam> advanced stuff
[22:53:21] <skunkworks> replaced with
http://electronicsam.com/images/KandT/conversion/All_i-o.JPG
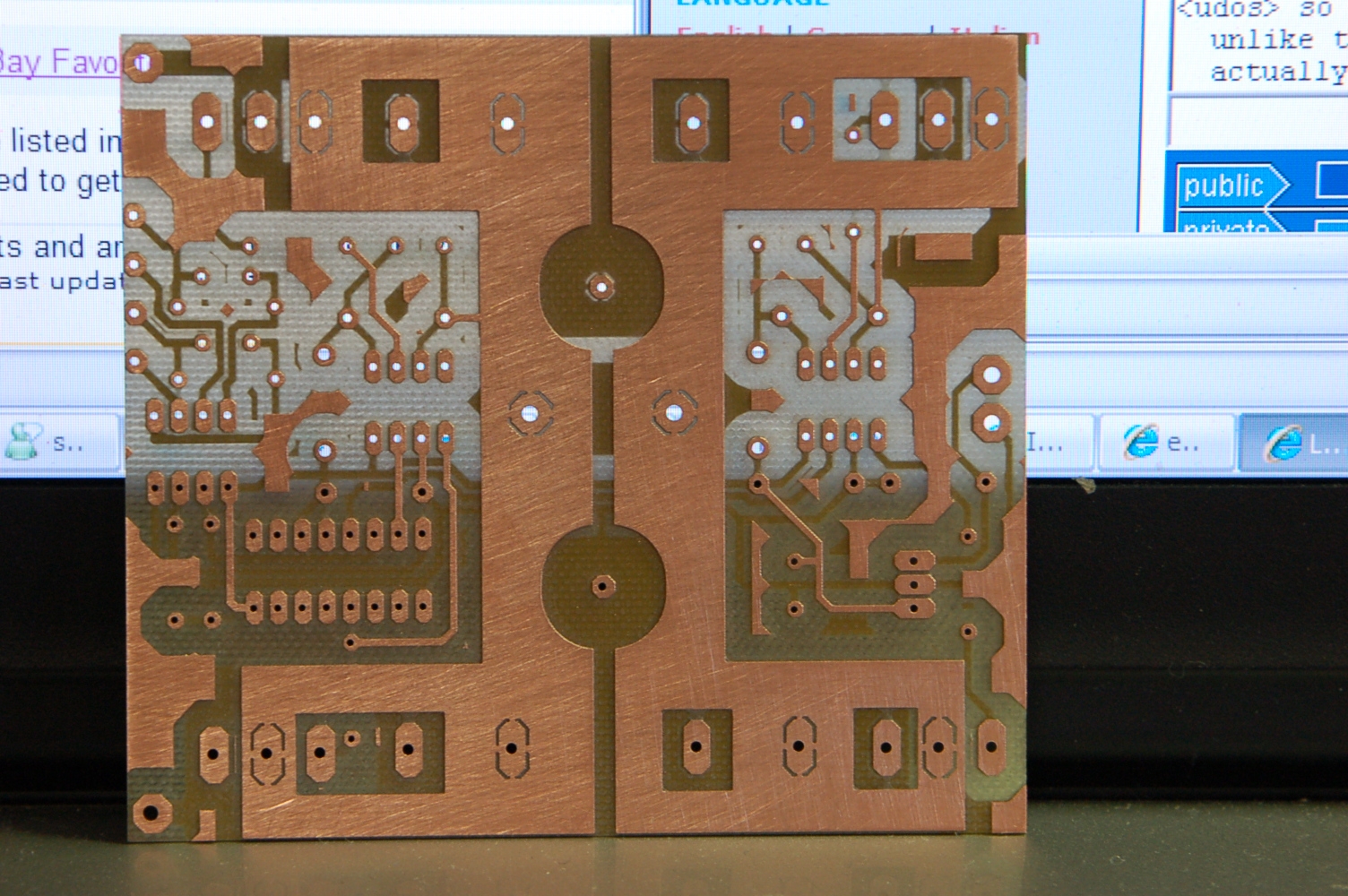
[22:53:31] <eztam> want to see a fresh work from my milling machine ?
[22:53:54] <eztam> smart cabinet
[22:54:10] <skunkworks> sure
[22:54:29] <eztam> http://www.pic-upload.de/view-6415932/ADS1271-solder.jpg.html
[22:55:00] <skunkworks> Nice!
[22:55:00] <andypugh> Any idea how much that machine cost new? That original controller alone must have cost more than the space programme.
[22:55:21] <eztam> thx
[22:55:24] <skunkworks> heh - no clue.
[22:55:42] <skunkworks> eztam: milled?
[22:56:04] <eztam> well milled i need to look up the word
[22:56:11] <eztam> it is done with a needle
[22:56:19] <eztam> with photoresist
[22:56:24] <eztam> but not developed
[22:56:38] <skunkworks> oh - so you scrape the resist off?
[22:56:44] <eztam> the needle removed the photoresist
[22:56:47] <eztam> yep
[22:56:52] <skunkworks> huh - interesting
[22:56:59] <andypugh> Interesting idea.
[22:57:20] <eztam> i takes a bit longer than engraving
[22:57:32] <andypugh> Another interesting idea was spark-eroding PCBs (you have to raster)
[22:57:59] <eztam> funny thing
[22:58:07] <skunkworks> I have milled a few - I have been happy with the results
http://electronicsam.com/images/KandT/servostart/amp.JPG
[22:59:01] <eztam> good work - double sided i guess ?
[22:59:04] <skunkworks> http://electronicsam.com/images/KandT/servostart/top.JPG
[22:59:14] <skunkworks> yes
[23:00:14] <JT-Hardinge> DANG it took 2 hrs to write a g code program with a 56 second cycle time... thanks for the cycle timer andypugh
[23:00:47] <Fox_Muldr> Fox_Muldr is now known as Fox_M|afk
[23:02:23] <andypugh> skunkworks: What did you use to produce the G-code?
[23:03:19] <skunkworks> eagle and the script that jepler/cradek wrote
[23:04:11] <skunkworks> andypugh:
http://git.unpy.net/view/eagle.git
[23:04:26] <eztam> eagle rulez - on my side too
[23:04:55] <skunkworks> it works awesome - it is made for a tool length sensor. touchoff the first tool - the rest get referenced from the first
[23:04:57] <andypugh> I have Eagle, but I am tempted by the new free (bit not Free) software from RS components.
[23:05:23] <skunkworks> once you get around eagles funky way of doing things - it is very powerful
[23:05:35] <eztam> conrad is offering the target one for free too
[23:07:16] <skunkworks> One of the cool things about eagle is it works both on linux and windows. I did a lot of the drawing on both platforms. sometimes on windows and sometimes on linux. what ever I had handy.
[23:07:38] <andypugh> I think that the reason RS have launced DesignSpark is that Farnell bought Eagle (or so I heard)
[23:08:10] <eztam> ah ok
[23:08:12] <andypugh> But yes, the fact that Eagle works on my Mac is a big plus.
[23:08:39] <andypugh> But, I need to sleep now.
[23:16:16] <rob_melb> pin assigns on mach3 and emc2 dont seem to match, it must be me
[23:16:51] <skunkworks> ?
[23:16:55] <rob_melb> have one axis working tho!!
[23:17:03] <skunkworks> sweet! ;)
[23:20:52] <madsci44> how does "axis.N.motor-pos-probed IN float" from motion.hal work? the manual says "The joint position for this joint when the probe input last changed." but I see it is an IN value, ?
[23:26:37] <eztam> good n8 folks
[23:26:43] <eztam> need to sleep
[23:28:23] <cradek> madsci44: I thought we took that back out. it was an attempt at supporting high resolution probing
[23:28:35] <cradek> I think we never got it to work correctly
[23:29:23] <madsci44> ah - I guess was supposed to allow the probe to actually set the physical position?
[23:31:18] <cradek> yes for example the mesa firmwares can capture the encoders when the probe triggers
[23:31:35] <cradek> you can get full resolution with much faster motion that way
[23:33:13] <cradek> bbl
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}