Back
[00:04:17] <theorb> theorb is now known as theorbtwo
[00:07:12] <lepton> Any tips on how to change the size of spinboxes? Mine are coming out unnecessarily wide
[00:09:53] <lepton> I figured it out, just use a "<width></width>"
[00:09:53] <lepton> :)
[00:10:49] <cradek> wow, I last updated emc on the lathe in '09
[01:04:35] <alex_chally> oh hai there
[03:02:05] <geo01005_home> geo01005_home is now known as geo01005
[03:19:01] <geo01005_home> geo01005_home is now known as geo01005
[05:36:17] <spasticteapot> Has anyone here ever made their own machinable wax?
[06:13:14] <dimas> spasticteapot, i have natural wax, could i make it machinable? :)
[06:13:22] <spasticteapot> I have no idea.
[06:13:30] <spasticteapot> I'm told you can mix it with hdpe.
[06:17:15] <dimas> thanks, interesting
[06:19:26] <Jymmm> http://bbs.homeshopmachinist.net/archive/index.php/t-28017.html
[06:19:37] <Jymmm> LDPE, not HDPE
[06:24:06] <Jymmm> Melting temp of pariffin is around 160F (hot water), it looks like LDPE is around 230F, so it might be possible to melt just using boiling water.
[06:25:00] <Jymmm> parrafin wax melting point is 117°F to 147°F
[06:26:01] <Jymmm> I've taken old candles and used a double boiler very slowly raising the temp to melt, but it "mold" you'll have to be careful or you'll get pockets of air.
[06:26:48] <Jymmm> you'll have to very slowly LOWER the temperature
[06:28:40] <dimas> Jymmm, thanks, will try some day
[06:28:55] <Jymmm> dimas: tomorrow bitch!
[06:29:04] <dimas> :)
[06:29:04] <Jymmm> get yourself a empty coffee can
[06:30:38] <dimas> glad you've not demanded it today or right now
[06:31:38] <Jymmm> * Jymmm kicks dimas in the machinable wax!
[06:31:48] <dimas> lol
[07:09:17] <alex_chally> spasticteapot
[07:09:21] <alex_chally> http://repraplogphase.blogspot.com/2010/06/nice-recipe-for-machineable-wax.html
[07:09:58] <alex_chally> looks like 4:1 paraffin:wax
[07:10:02] <spasticteapot> Yep.
[07:10:05] <spasticteapot> Looks interesting.
[07:10:09] <alex_chally> i think I am going to make some up this weekend
[07:10:15] <alex_chally> I have a bunch of scrap hdpe in my garage
[07:10:16] <spasticteapot> I'd wonder if it melts under machining, though.
[07:10:22] <alex_chally> * alex_chally will find out
[07:10:27] <spasticteapot> Maybe HSS endmills and a water bath could be used?
[07:10:42] <alex_chally> spasticteapot, I don't think it is going to generate that much heat
[07:10:43] <spasticteapot> Carbide and water is a bad mix, but then again...that's only if the carbide gets hot enough to cause problems.
[07:10:59] <alex_chally> the heat it does generate is going to just melt the wax, which will act as coolant
[07:11:02] <alex_chally> and lube
[07:11:15] <spasticteapot> I saw a fellow use standard "blue wax" for making casting blanks for miniatures. The resulst were pretty impressive.
[07:11:17] <spasticteapot> *results.
[07:11:23] <alex_chally> thus reducing the friction and heat until it cools down enough to start hardening
[07:11:25] <spasticteapot> The point of the water bath is to keep it from melting. :)
[07:12:13] <spasticteapot> Anyone here good with materials science?
[07:12:28] <spasticteapot> I'm trying to figure out what I need for a project, and I'm a bit lost.
[07:12:33] <alex_chally> spasticteapot, I am an enthusiastic amature!
[07:12:53] <spasticteapot> I want high tensile strength for making a nonresonant speaker enclosure, yes?
[07:13:35] <spasticteapot> Also, if I add a filler - say, calcium carbonate - to a resin, will the tensile strength go up or down?
[07:13:41] <spasticteapot> If so, by how much?
[07:14:02] <alex_chally> spasticteapot. iirc tensile strength scales as a result of hardness
[07:14:18] <alex_chally> and making something harder is not necessarily the best way to keep it from vibrating
[07:14:22] <alex_chally> see: glass
[07:14:51] <spasticteapot> Actually, glass is spectacularly nonresonant....if it's thick enough to push the resonant frequency above the highest frequency at which the transducer operates.
[07:15:12] <spasticteapot> If I can get the fundamental resonant frequency of the enclosure above ~1.8khz, I'm set.
[07:15:23] <spasticteapot> Actually, 1khz is probably enough.
[07:44:11] <L84Supper> spasticteapot: what application? PA, audiophile etc What power levels?
[07:44:34] <spasticteapot> Audiophile, ~40W (direct to driver), 70hz-1.8khz.
[07:46:02] <L84Supper> boy, this brings me back to the 70's
[07:46:44] <alex_chally> L84Supper, u r old!
[07:46:59] <alex_chally> actually, i wonder what the average age of this channel is vs my normal haunts
[07:47:06] <L84Supper> <looking for my teeth>
[07:47:40] <spasticteapot> L84Supper: So, any thoughts?
[07:51:01] <L84Supper> checking with my wayback machine .... it was easier to just tune the enclosure with ports
[07:52:55] <L84Supper> it would be interesting to try aerogel
[08:01:08] <L84Supper> http://stores.ebay.com/Asset-Exchange-Inc these guys have 2 of these available
[08:01:59] <alex_chally> L84Supper, one for parts :D
[08:02:16] <alex_chally> srsly though, if you bought the two of them you would have at least one working one forevar
[08:03:42] <L84Supper> 5 tons each, listed in Chicago but actually 200 mi away
[08:04:15] <L84Supper> they are both operational
[08:06:43] <alex_chally> I would love to see a good machine reseller's checklist of stuff they look at on a used machine..
[08:08:59] <L84Supper> most of these machines have great mechanical design, the controllers were so bad they didn't have a chance to wear out the rest of the machine
[08:10:28] <L84Supper> for $2500 what could come close? the worst case would be a new spindle or spindle motor unless the machine was left out in the rain for several years
[08:34:07] <L84Supper> spasticteapot:
http://www.cabot-corp.com/Aerogel
[09:04:04] <MrSunshine__> hmm, would gypsum grind down dremel engraving tools fast? :/
[09:09:35] <L84Supper> gypsum or gypsum board?
[09:10:16] <MrSunshine__> well that i cast myself =)
[09:11:01] <MrSunshine__> as in the white stuff =)
[09:11:37] <L84Supper> it's pretty soft, sheetrockers use roto tolls to cut out openings, they cut like butter
[09:11:52] <L84Supper> or a knife through it :)
[09:11:53] <MrSunshine__> roto tolls ?
[09:12:03] <MrSunshine__> its very soft yes
[09:12:09] <MrSunshine__> so i thought it would be nice to mill in
[09:12:12] <L84Supper> heh roto-tools
[09:12:22] <MrSunshine__> but if its ebrasive it might grind down the edges pretty fast :P
[09:12:49] <MrSunshine__> hell they cost like $3 the bits so i guess i could just try :P
[09:12:54] <L84Supper> it's soft
[09:14:24] <L84Supper> just don't add any aluminum oxide or boron nitride particles to your mix :)
[09:14:41] <MrSunshine__> hehe al oxide is quite hard :P
[09:19:09] <MrSunshine__> tho it might be good if it was realy realy dry ...
[09:19:16] <MrSunshine__> if i cast it will take hours to dry it out :(
[09:19:28] <MrSunshine__> need a piece of dry wall to test on :P
[09:23:43] <L84Supper> sheetrock installers walk around with those palm type roto-tools and cut out the electrical box openings by just moving it against the steel box covers opening, they change bits every few days mostly due to the contact with the steel covers
[09:26:14] <L84Supper> http://www.youtube.com/watch?v=yQ2StdMO4R8
[10:32:06] <SteveStallings> SteveStallings is now known as steves_logging
[11:34:29] <darren> darren is now known as redwizard-kde
[12:38:47] <IchGuckLive> hi is it posible to edit a line in axis without edternel editor opening and relod ?
[12:51:25] <SWPadnos> no
[12:52:54] <IchGuckLive> thanks is there a clue to this it woudt be nice to mark a line maybe RightmouseBotton and a pop up with the line to edit appears
[12:54:26] <IchGuckLive> in manuel mode offcause
[12:55:50] <cradek> you can make file/edit run the editor of your choice - but that's the only way to edit
[12:55:52] <SWPadnos> I'm not sure what is involved in implementing that feature. I think the file would have to be saved and "reloaded", since the interpreter is not part of AXIS
[12:56:51] <IchGuckLive> ok
[12:59:33] <IchGuckLive> so 1 more quest is there anywhere a way to tell EMC a main Startup Sutch as "G17 G21 G90 G64P0.01" to use as default
[12:59:45] <SWPadnos> in the ini file
[12:59:54] <SWPadnos> RS274NGC_STARTUP_CODES I think
[13:02:30] <IchGuckLive> where do i find info in the Docu ->
http://www.linuxcnc.org/docview/html/
[13:04:44] <IchGuckLive> got it
http://www.linuxcnc.org/docview/html/
[13:04:53] <IchGuckLive> http://www.linuxcnc.org/docview/html//config_ini_config.html#sub:[RS274NGC]-section
[13:06:14] <IchGuckLive> This is not a substitute for specifying modal g-codes at the top of each ngc file, because the modal codes of machines differ, and may be changed by g-code interpreted earlier in the session.
[13:07:41] <SWPadnos> correct. it's best to fully specify everything in each G-code file
[13:07:44] <IchGuckLive> as i understand this if i load a file ,start from N170 this ->RS274NGC_STARTUP_CODE is in use or not ?
[13:08:05] <SWPadnos> the startup codes are executed once when emc2 starts, it is not per file load
[13:08:22] <IchGuckLive> ok
[13:08:47] <IchGuckLive> but i can Do MDI befor i start at N170 this will be in use
[13:08:59] <SWPadnos> yes
[13:09:38] <IchGuckLive> i broke now 2 parts without the G64 P0.01 it roundet the corners
[13:10:58] <IchGuckLive> if i change the tooldiameter and start from this block section i need all the parameter in place
[13:11:56] <IchGuckLive> i think i will modify my Postprocessor to output the Full Startup code at every Toolchange Block
[13:12:32] <SWPadnos> you should experiment with no cutter or workpiece. when you use "run from line", the entire program is interpreted up to that line, so some things will be as the program has specified and others will be as you left them (from MDI)
[13:12:39] <SWPadnos> that is an excellent plan
[13:14:28] <IchGuckLive> ok thank you for your Help from Germany and have a nice Day
[13:18:47] <skunkworks> it is friday!
[13:19:07] <skunkworks> * skunkworks need to go make some gcoffee
[13:19:13] <skunkworks> gcoffee?
[13:20:24] <SWPadnos> that's GNU/coffee
[13:28:26] <skunkworks> mmmm - someone already made a pot...
[13:28:30] <skunkworks> sweet
[14:20:38] <mrsun__> yey cutting gypsum boards was real nice with dremel addon and a engraving bit =)
[14:41:59] <skunkworks> that must be messy
[14:52:31] <mrsun__> skunkworks, not at all =)
[14:52:42] <mrsun__> tho a suction thingie wouldnt be to bad :P
[14:52:54] <mrsun__> i need to build a vacuum pump ...
[14:52:55] <mrsun__> hmm
[14:53:02] <mrsun__> anyone got blueprints on stuff to mill ? :P
[15:08:26] <skunkworks> http://www.franksworkshop.com.au/EMC/comp/comp.htm
[15:09:06] <skunkworks> well - that sucks. (links are broken)
[15:13:17] <pjm__> some interesting electronics projects on that there site
[15:35:06] <skunkworks> pjm__: how goes it?
[15:35:21] <pjm__> not bad thanks, u?
[15:35:33] <skunkworks> hangin in there
[15:35:37] <pjm__> jolly good
[15:35:55] <pjm__> i'm visiting the US next week
[15:36:04] <pjm__> which should be nice trip
[15:36:06] <skunkworks> cool - what for?
[15:36:11] <pjm__> a work 'conference'
[15:36:21] <skunkworks> * skunkworks still only has this video so far
http://www.youtube.com/watch?v=4nuRea6615s
[15:36:26] <skunkworks> ah
[15:36:35] <skunkworks> NY area?
[15:36:35] <pjm__> although its in Vegas
[15:36:39] <pjm__> so it should be amusing
[15:36:41] <skunkworks> oh - fun
[15:37:12] <pjm__> so i'm just scouring ebay seeing if people will post things to my hotel
[15:37:16] <pjm__> etc
[15:37:22] <skunkworks> I have only been there once. didn't really gamble much - saw red rock canyon and the grand canyon
[15:37:29] <skunkworks> heh
[15:37:48] <pjm__> ah yes i intend getting a heli trip to the GC
[15:38:28] <skunkworks> neat - the neighbor did that.
[15:38:50] <pjm__> my machine is doing pretty well, its in 'production' mode now
[15:38:59] <pjm__> all the electronics / etc are sort of finished
[15:41:31] <Jymmm> skunkworks: Got Panduit?
[15:42:18] <skunkworks> nope
[15:45:35] <skunkworks> pjm__: cool
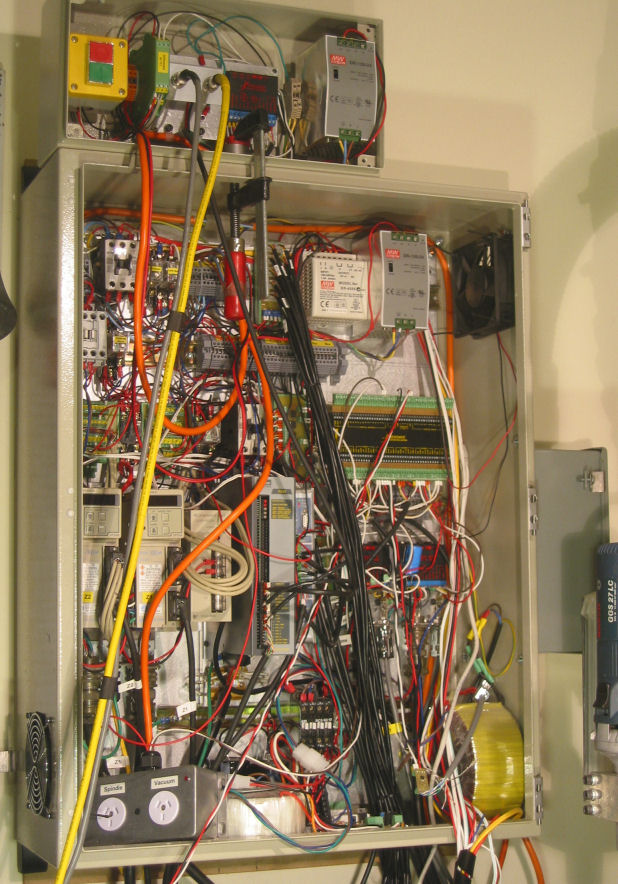
[15:45:44] <skunkworks> we are finally mounting the dc servos.
[15:46:13] <Jymmm> skunkworks: And the caption reads "Electrical Cabinet from hell"
http://www.franksworkshop.com.au/CNC/GantryMill/Electrical.jpg
[15:47:22] <SWPadnos> try the "hard hat tour" of Hoover Dam. That'll be at least as interesting as a GC helicopter tour (and a *lot* less expensive)
[15:49:08] <Jymmm> But this would be a lot more fun to visit...
http://pussycatranch.com/
[15:49:21] <SWPadnos> you never know
[15:49:50] <pjm__> skunkworks i think after the next paying job on my machine i'll either finish the 4th axis or replace the XY leadscrews with something new, i.e. not off the scrap yard
[15:50:07] <pjm__> SWPadnos ah yes the hoover dam tour is on the list also, its sposed to be an engineering marvel
[15:50:31] <SWPadnos> yeah. the hard hat tour is a lot longer, and you go places the normal tour doesn't
[15:50:56] <SWPadnos> (like the floor where the generator bodies are, a spillway control room, ventilation ducts, etc)
[15:51:28] <pjm__> i wonder if they show u the cryogenic chamber where MegaTron was stored
[15:51:39] <SWPadnos> no, that's top secret
[15:51:45] <pjm__> ah yes of course
[15:51:54] <Jymmm> and an extra $20
[15:52:07] <pjm__> cool
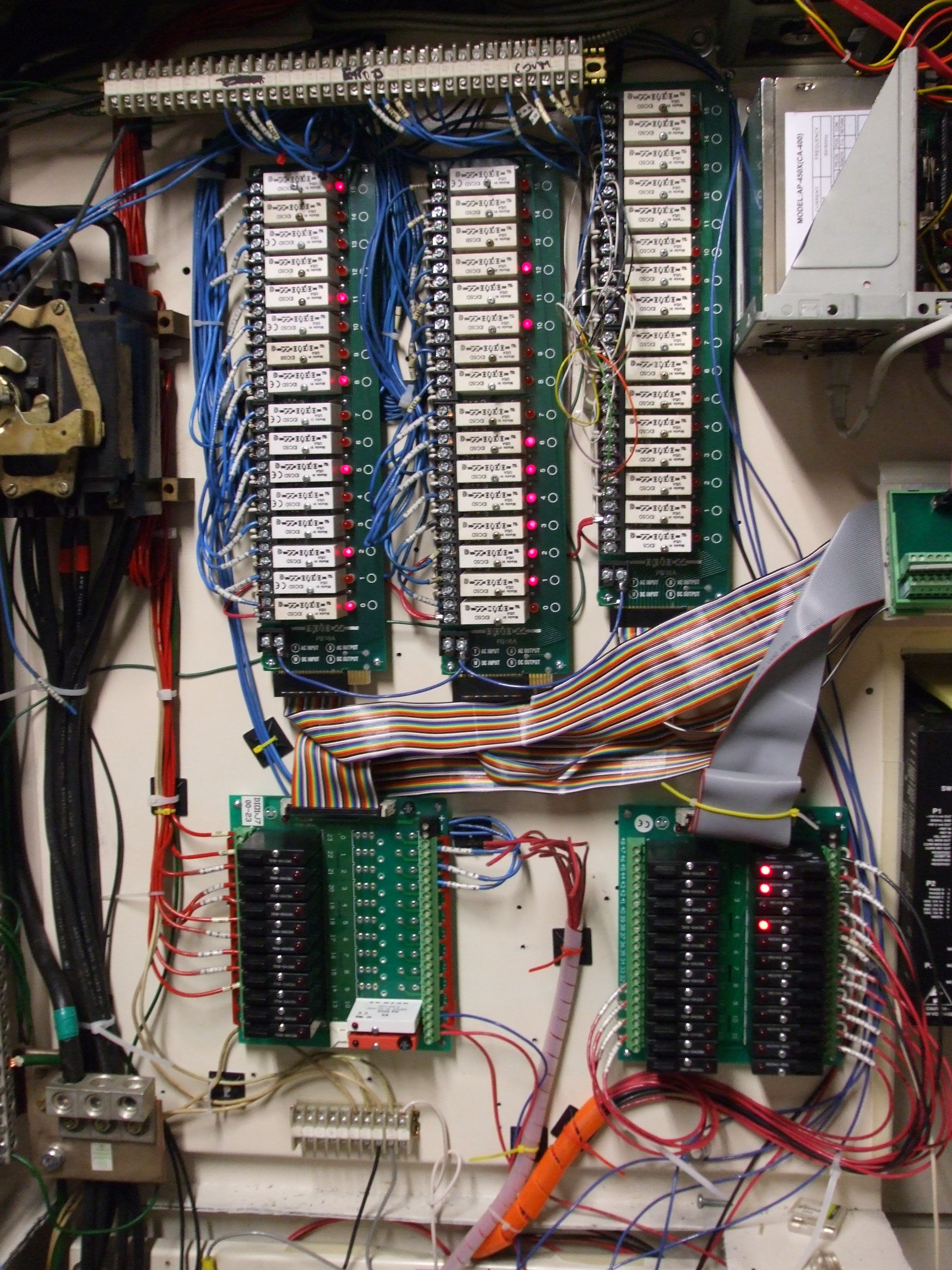
[15:59:56] <skunkworks> Jymmm: doesn't look that bad...
http://www.electronicsam.com/images/KandT/conversion/DSCF1184.JPG
[16:00:55] <Jymmm> skunkworks: How do you think it starts? =)
[16:01:07] <skunkworks> heh - well - that is all the i/o
[16:01:24] <cradek> sweet!
[16:01:24] <Jymmm> and in 6months? 18 months?
[16:01:33] <cradek> is the arm going yet?
[16:01:42] <skunkworks> no. Have not had time to work on it.
[16:02:04] <skunkworks> I need to take a week off and spend on it.
[16:02:39] <skunkworks> dad is making the servo mounting plate that will hold the z and x servos as we speak. 3/4 plate.
[16:03:34] <archivist> there will be a machine warming party at skunkworks place circa 2012 :)
[16:03:56] <skunkworks> I am rather confident that it will be 2010
[16:04:43] <skunkworks> the servos are the last 'hardware' issue. Y will probably be the easiest.
[16:06:16] <skunkworks> can't wait to see it move. The tachs on all the servos seem in great shape - so we will be using the amps in velocity mode. should make turning a bit easier
[16:06:30] <skunkworks> *tuning
[16:08:12] <skunkworks> cradek: did you get any further on the stirling engine?
[16:10:45] <cradek> skunkworks: yes - I still need to make cylinders/pistons/flywheel
[16:24:48] <Fox_M|afk> Fox_M|afk is now known as Fox_Muldr
[17:05:32] <moopy> is anyone working on an emc configuration gui?
[17:06:14] <skunkworks> there is one called stepconfig.
[17:06:29] <moopy> I was thinking of something universal
[17:06:45] <skunkworks> http://linuxcnc.org/docs/2.4/html/config_stepconf.html
[17:06:56] <skunkworks> and for mesa
http://linuxcnc.org/docs/2.4/html/config_pncconf.html
[17:07:25] <moopy> no stepconf only does stepper motors
[17:07:39] <skunkworks> then - no. :)
[17:08:00] <moopy> I need some help if anyone knows about configuration
[17:08:26] <skunkworks> ask away
[17:08:26] <moopy> I will tidy up the code I have done and release it so
[17:09:20] <Optic> do you know if anyone has drivena fdm/reprap style machine with emc2?
[17:09:37] <moopy> yes there is a load of reprap drivers
[17:09:53] <pjm__> ah i must try the mesa gui, sounds interesting
[17:09:56] <moopy> I should think you will find it with google
[17:11:46] <moopy> where is the mesa gui?
[17:13:46] <moopy> i dont see a mesa gui in the source tree?
[17:14:06] <jthornton> pncconf
[17:16:57] <moopy> pncconf is the mesagui
[17:18:10] <jthornton> if you have 2.4 just type that in a terminal window
[17:18:35] <skunkworks> http://objects.reprap.org/wiki/EMCRepStrap
[17:19:40] <jthornton> http://www.linuxcnc.org/component/option,com_kunena/Itemid,20/func,showcat/catid,39/lang,english/
[17:20:23] <moopy> I have started creating something like pncconf
[17:20:49] <moopy> but i was thinking much more configurable
[17:21:30] <alex_joni> here's a nice machine:
[17:21:41] <alex_joni> CNC-Table-Boring Mill . Manufacture CASTEL (FPT) . Type RED 1 T
[17:21:41] <alex_joni> Control Manufacture HEIDENHAIN . Type TNC 155
[17:21:52] <alex_joni> Spindle diameter 130 mm
[17:21:53] <alex_joni> Travels: X-axis 3200 mm / Y-axis 2000 mm / Z-axis 1500 mm
[17:21:53] <alex_joni> Table size ca. 1800 mm x 1250 mm / Table control 360.000 ° degree
[17:22:31] <alex_joni> http://www.maschinen-kistner.de/galerie/Fraes_CastelRED1T/GalerieFrame.htm
[17:22:39] <moopy> i have an error in pncconfig
[17:23:12] <moopy> AttributeError: 'module' object has no attribute 'is_sim'
[17:26:04] <moopy> is it true that genserkins could be used to create kinematics equivalent to all the other kinematics definitions in emc?
[17:26:15] <skunkworks> if you don't have a mesa card - I assume it won't work.
[17:26:44] <moopy> i unchecked the mesa option and checked the parallel port option instead
[17:27:51] <moopy> is my supposition about genserkins correct?
[17:28:58] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/servo/mount1.JPG
[17:29:10] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/servo/mount2.JPG
[17:29:19] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/servo/mount3.JPG
[17:32:55] <alex_chally> skunkworks, please tell me those servos really are ~2.5ft long and 8" in diameter
[17:33:02] <alex_chally> and it is not some trick of the angle
[17:35:31] <skunkworks> they are rather large - yes
[17:35:48] <SWPadnos> moopy, I don't think so. I believe genserkins assumes that each successive joint is rotated about the previous one ins ome way
[17:35:55] <SWPadnos> which is clearly not the case for a knee mill
[17:36:03] <mrsun__> hehe, the gypsum left my little engraving mill half sized when i was done :P
[17:36:11] <mrsun__> i guess its kinda ebrasive anyways ;P
[17:36:17] <SWPadnos> ... in some ...
[17:36:19] <alex_chally> skunkworks, whats the rating on those?
[17:36:51] <alex_chally> mrsun__, didja get that dremmel mount fixed?
[17:36:52] <skunkworks> alex_joni:
http://www.electronicsam.com/images/KandT/servotag.JPG
[17:36:56] <skunkworks> heh
[17:37:04] <skunkworks> alex_chally:
http://www.electronicsam.com/images/KandT/servotag.JPG
[17:37:11] <mrsun__> alex_chally, took me 5mins :P
[17:37:14] <alex_chally> lulz, 125 is the max speed
[17:37:17] <skunkworks> tab complete fail
[17:37:24] <mrsun__> a piece of mdf two holes and voila =)
[17:37:35] <skunkworks> it comes out to 1200 rpm
[17:37:38] <alex_chally> skunkworks, what kind of a gear ratio is that
[17:37:39] <skunkworks> or there abouts
[17:37:39] <alex_chally> ah
[17:37:47] <alex_chally> skunkworks, thanks for READING MY MIND
[17:38:01] <skunkworks> heh - that will give us about 200ipm rapids
[17:38:02] <mrsun__> but i burned the bit the first thing i did :P
[17:38:07] <mrsun__> kinda cut a bit deep ...
[17:38:13] <mrsun__> the bit was black when it came up from the material ;P
[17:38:36] <alex_chally> skunkworks, is this on that mill with the tool chain that was about as big as a gen1 xbox controller
[17:38:41] <skunkworks> yes
[17:38:58] <alex_chally> i wanna play with some big machines :(
[17:38:59] <mrsun__> 508mm/min rapids?
[17:39:10] <alex_chally> although we are getting two MORE new haas's in the shop in a couple weeks
[17:39:22] <alex_chally> thats 4 new machines this year at the school
[17:39:26] <alex_chally> yay for grant money
[17:39:37] <alex_chally> fuck knows where we are going to put it though
[17:40:05] <IchGuckLive> alex_chally: How big they shoudt be ? B)
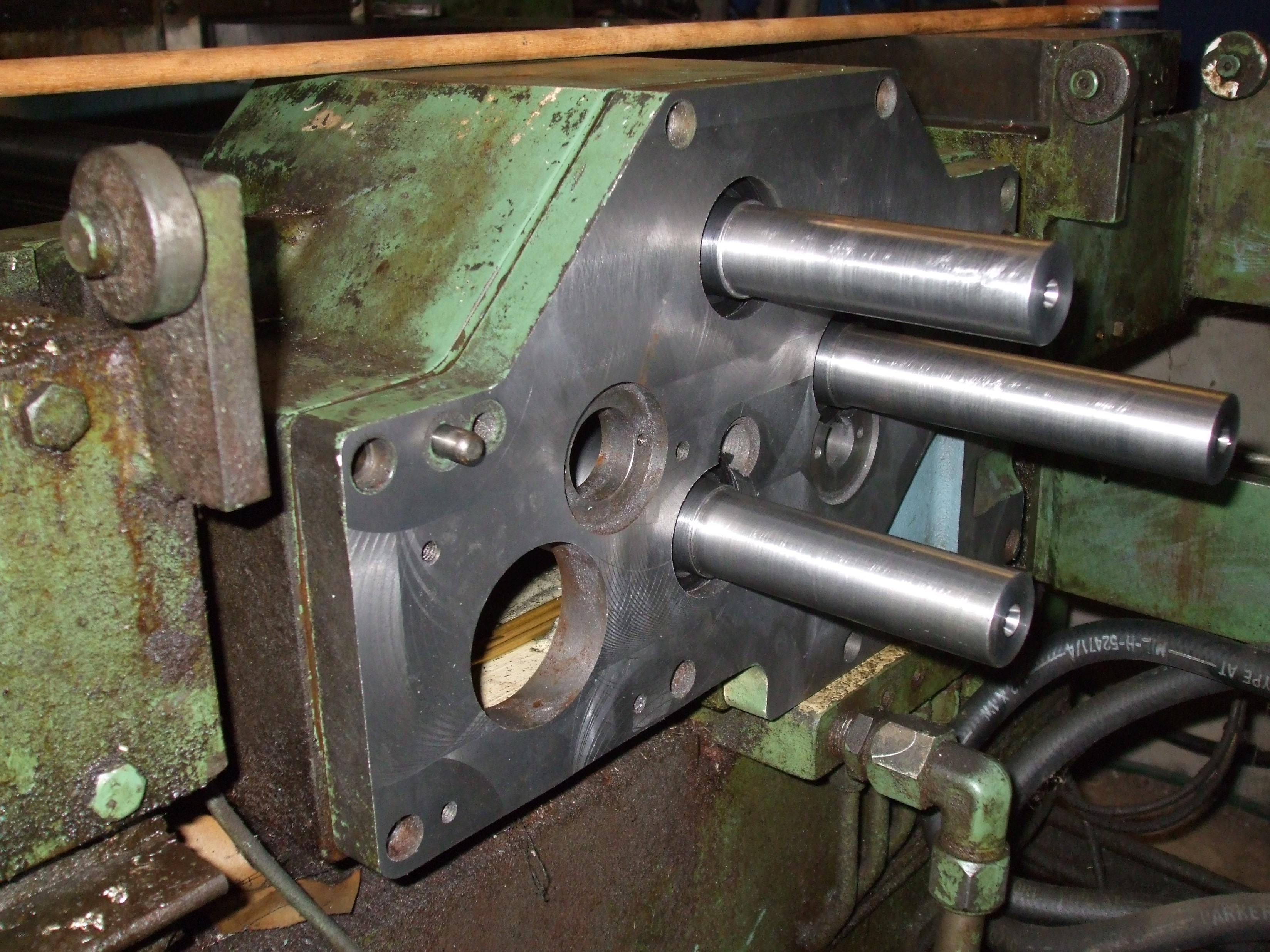
[17:40:14] <skunkworks> Those servos get coupled into this
http://www.electronicsam.com/images/KandT/conversion/xaxis/3shafts.JPG
[17:41:07] <alex_chally> skunkworks, I have been making the motor mount/bearing block for my mill, and seeing yours I feel so... tiny
[17:41:35] <skunkworks> (we still have to figure out what we are going to use that will drive B - but that can be phase II ;)
[17:42:04] <IchGuckLive> a lot of factories in the USA are selling there minimill1 to get the VF2 for at least 35kDollars
[17:42:06] <skunkworks> like this?
http://www.electronicsam.com/images/KandT/conversion/xaxis/ballscrew.JPG
[17:42:07] <skunkworks> ;)
[17:42:26] <alex_chally> skunkworks, 3" od?
[17:42:28] <IchGuckLive> i saw last week inimill for 2,5K$
[17:42:42] <mrsun__> skunkworks, small one :P
[17:42:45] <skunkworks> I think so. (don't really remember - 3 turns per inch)
[17:42:54] <moooop> are there any example configs showing genserkins using linear motion?????
[17:43:10] <skunkworks> moooop: why?
[17:43:39] <skunkworks> serialkins is for rotating stacked axis.
[17:43:44] <mrsun__> hmm
[17:43:49] <mrsun__> 32mm thick ... wtf :/
[17:44:14] <mrsun__> 16mm thats better =)
[17:44:23] <mrsun__> 16mm with 5mm pitch ... wasnt so expensive
[17:44:26] <mrsun__> the damn ballnuts are tho /:
[17:44:27] <skunkworks> it will do the transforms to give you xyzabc motions...
[17:44:41] <mrsun__> and they are not premachined
[17:45:00] <alex_chally> has anyone here made a Z axis quill feed setup for a bridgeport style mill?
[17:45:19] <alex_chally> after I finish these bearing blocks and then my X axis ballnut holder I need to start on that...
[17:46:01] <moooop> no serial kins is for serial stacked motion, the motion can be either linear or rotary
[17:46:05] <moooop> http://groups.google.com/group/openmanufacturing/browse_thread/thread/96c0c4ba59895d3f
[17:47:14] <moooop> maybe i am misunderstanding genserkins though, i am really too much of a newbie to have any authority
[17:48:06] <moooop> but seems the genserkins does not define a theta angle?
[17:48:40] <IchGuckLive> alex_chally: how many axis woudt you like to use on Trump Mill Model 3VHG
[17:49:49] <alex_chally> IchGuckLive, I am having trouble parsing what you just said
[17:50:12] <IchGuckLive> there are more then 3 axis
[17:50:50] <alex_chally> IchGuckLive, this is the machine I am converting
[17:50:51] <alex_chally> http://farm3.static.flickr.com/2796/4263848415_3dc3d15ca7_b.jpg
[17:50:59] <alex_chally> only 3 axis
[17:51:07] <alex_chally> if I wanna do more I am going to make a trunion table
[17:51:35] <skunkworks> alex_chally: I am sure cnczone has examples of what others have done for z
[17:52:35] <IchGuckLive> alex_chally: thasts then a normel 4axis
[17:53:28] <alex_chally> skunkworks, I was hoping someone had some drawings I can look at
[17:53:33] <alex_chally> mostly just so I don't re-invent the wheel
[17:53:52] <IchGuckLive> if you go for another B axis it woudt be perfect 5-axis
[17:54:07] <IchGuckLive> with less work to do
[17:54:21] <alex_chally> http://www.cnczone.com/forums/attachment.php?attachmentid=19412&d=1151711731
[17:54:35] <alex_chally> I have never seen parts on all 4 sides of a trunion like that
[17:54:38] <alex_chally> freaking cool
[17:55:18] <IchGuckLive> alex_chally: thats my VF2 mill from HAAS
[17:55:28] <IchGuckLive> with the 4th Axis mounted
[17:56:40] <alex_chally> IchGuckLive, as in, that is your picture? or you have the same mill?
[17:57:20] <IchGuckLive> http://www.katzenmeier-gmbh.de/unternehmen/showroom.shtml
[17:58:20] <skunkworks> http://cnczone.com/forums/showpost.php?p=730194&postcount=7
[17:59:01] <skunkworks> alex_chally: ^
[18:00:52] <IchGuckLive> skunkworks: this is for the pinmole to drill a nice feture
[18:02:06] <IchGuckLive> dident the table move up and down ? or is it to heavy to get it move
[18:02:53] <skunkworks> IchGuckLive: if I where to do one - I think I would raise and lower the table....
[18:03:54] <IchGuckLive> skunkworks: agree with a gear between the motor and the table
[18:04:13] <alex_chally> IchGuckLive, the table is quite heavy
[18:04:25] <skunkworks> big servo!
[18:04:35] <alex_chally> also, a ballscrew for the knee is $$$$s where as one for the quil is cheap
[18:04:46] <alex_chally> skunkworks, actually servo size is not the issue in this case
[18:05:06] <alex_chally> a have 1hp servos, plenty to drive the knee with a 2:1 reduction
[18:05:11] <alex_chally> s/a/I
[18:05:26] <alex_chally> but I just really don't like the idea of shifting all that weight around for no good reason
[18:05:27] <IchGuckLive> get a meter for 20Dolars to Rent at the local dealer and messure the force that is needet
[18:07:01] <IchGuckLive> 25in7lbs are what 3Nm
[18:07:17] <IchGuckLive> that makes you 150dollar and its done
[18:08:31] <IchGuckLive> all that weight will insure the preciseness
[18:10:01] <IchGuckLive> on these mashines often the Nut is of Bronze so you can get a new one at it is as good as new
[18:11:15] <IchGuckLive> if the machine did not fall of a truck the lead screws will hold forever
[18:13:55] <alex_chally> do I want fast blow or slow blow fuses for between the drivers and the PSU and then from the PSU to the wall?
[18:16:16] <IchGuckLive> sluggish
[18:16:48] <IchGuckLive> german "Träge"
[18:17:24] <IchGuckLive> thats what the translator gave me for it ->sluggish
[18:17:53] <IchGuckLive> http://translate.google.de/?hl=de&tab=wT#de|en|tr%C3%A4ge%0A 18 more words on these !
[18:18:44] <IchGuckLive> im off for today
[18:20:22] <madsci44> Is G41 supposed to disable a G64 P## setting?
[18:22:20] <Jymmm> SWPadnos:
http://v3.tinypic.com/player.swf?file=2ldxhsi
[18:44:39] <micges> madsci44: no, why?
[18:45:03] <madsci44> because it seems on my machine it does
[18:45:23] <micges> describe please
[18:45:34] <madsci44> with G41 active it behaves exactly as if m64P0,
[18:45:45] <madsci44> running trivkins emc2.4.1
[18:46:19] <micges> pastebin.com example gcode, I'll try check it
[18:46:51] <madsci44> ill have to reconnect it to the lan
[18:49:20] <madsci44> but basically its an XYZ gantry in inches, at the beginning of the program there is a G17G64P0.010 and before each feed there is a G41, without the G41 M64P# works fine, but when I include the G41 before the feed path, It behaves as if M64P0.0 The radius comp works fine otherwise and behaves properly
[18:50:16] <cradek> are you generally cutting outside or inside a feature?
[18:51:08] <cradek> I ask because having cutter comp on will give you a path that uses arcs to go around corners. because of the extra arc, they will not get cut as short as the sharp corner you programmed manually
[18:51:09] <madsci44> Both - I just reverse the path direction to choose and always use G41
[18:51:37] <cradek> inside corners I'd expect to get rounded off by about the same amount whether using g41 or not
[18:51:49] <madsci44> Its plasma I'm using it as kerf width compensation
[18:51:54] <cradek> outside corners will not get rounded off as much, maybe not at all
[18:52:23] <madsci44> yeah I understand that
[18:52:37] <cradek> ok
[18:52:57] <cradek> do you still have another question then?
[18:53:03] <madsci44> wait maybe i dont - will it get rounded more than just the tool diameter?
[18:53:30] <cradek> I don't understand that question - which case are you talking about?
[18:54:13] <madsci44> actually i reread your comment it makes perfect sense
[18:54:35] <madsci44> but my problem isnt with G41 behavior - it is that G41 behavior seems to disable the effect of G64 behavior
[18:54:35] <cradek> yay, sometimes I get lucky and say what I mean :-)
[18:54:50] <madsci44> hah sometimes I only have to read everything twice :)
[18:55:09] <cradek> no, my suggestion is that changing the path to contain arcs at the corners is what causes less diversion from the path
[18:55:20] <cradek> if you'd make a path like that manually, and not use G41, I suspect you'd see the same thing
[18:56:26] <cradek> path has pointy corners made of lines (can be easily rounded by G64P) -> you use G41 -> G41 makes arcs for you -> path no longer has pointy corners made of lines -> G64P has less effect because of the arcs
[18:56:35] <madsci44> My path is made of short straight line segments approximating arcs, as long as I have a loose enough tolerance factor the velocity is maintained adequately, but if I have a tolernace factor of zero, it slows down WAY too much
[18:57:21] <madsci44> I solved that for the time being with the M64 and that works great - but when G41 is active, it behaves exactly as if M64P000 and I am back to the reduced velocity issue
[18:57:54] <cradek> you said you're using 2.4?
[18:58:05] <madsci44> yes 2.4.1
[18:58:11] <skunkworks> is it because there is a g41 at each move?
[18:58:41] <cradek> I think 2.4 is supposed to do naive cam detection for arcs like that - please do get us some sample gcode to try
[18:59:09] <madsci44> no, one at the beginning of a feed sequence of moves, and g40 ffor traverse to next start
[18:59:19] <madsci44> ok
[19:00:26] <cradek> (fwiw I think it's an error to turn on comp when it's already on)
[19:00:45] <skunkworks> ok
[19:01:03] <cradek> madsci44: is your active coordinate system rotated?
[19:01:23] <madsci44> no
[19:02:14] <madsci44> I expected it should have maintained the tolerance setting with comp turned on
[19:02:53] <madsci44> I'll double check a simple example and get the code pasted for you guys to check out
[19:03:04] <cradek> great, thanks
[19:30:05] <Jymmm> I'm looking for aluminum sheet that's thin as you might find on roof edges or duct work or thinner. Would that still be called sheet? plate? foil?
[19:30:17] <cradek> yeah, sheet
[19:30:26] <Jymmm> k
[19:30:27] <cradek> or if you're asking a roofing guy, it's called flashing
[19:30:39] <Jymmm> yeah that's the word I couldn't remember =)
[19:31:16] <cpresser> in german, all metal with a cuboid form is called 'blech'. it really doesnt matter if its only 0.5mm or 120mm thick :)
[19:33:15] <cpresser> when using a translator to english, it tells me a sheet is thinner than 5mm, a plate thicker.
[19:36:46] <fragalot> http://www.vectric.com/WebSite/Vectric/vcp/vcp_index.htm or
http://www.vectric.com/WebSite/Vectric/cut2D/c2d_index.htm
[19:40:08] <lepton> Hello all. I'm trying to display a number on pyvcp that is one signal (s32) minus another signal (also s32)
[19:40:29] <lepton> is there an easy way to do this in HAL? I've considered doing it via classic ladder, but that's seem unnecessarily complex
[19:40:55] <mrsun__> http://www.youtube.com/watch?v=2WJVHtF8GwI&feature=related thats how my brain feels today :
[19:41:08] <fragalot> for the reference, I was wondering which one of those 2 I should get for simple engraving use :P
[19:41:26] <fragalot> seems to be much less hassle than truetype trace -> dxf etc
[19:41:50] <cpresser> fragalot: I own VCP and are quite happe with it
[19:42:02] <cpresser> if has a lot of really nice features.
[19:42:09] <cradek> lepton: all we have is sum2, which works on floats. I think ladder is the only way to do it without writing a new comp.
[19:42:22] <lepton> I was afraid of that
[19:42:25] <fragalot> cpresser: aye it looks awesome. I'm just wondering wether I could 'do' with just cut2d.. I kinda miss the V-carve function of vcarve pro though for text
[19:42:31] <cradek> lepton: one difficulty of writing this comp is if you add two s32, the result might not fit in an s32
[19:42:42] <cradek> I'm not sure how you'd want to handle that case
[19:42:42] <lepton> Fortunatelly I already have a bunch of things to do in classic ladder today, so I can slip that in
[19:42:49] <lepton> Indeed! I could turn them into floats
[19:43:10] <cradek> yes, if you use conv_s32_float to convert them first, you could add them with sum2
[19:43:25] <lepton> I need to subtract them, though
[19:43:33] <lepton> Could I multiply by a negative one, easily?
[19:43:44] <cradek> yes sum2 has float gains for each input
[19:44:04] <cradek> gain0 = 1.0, gain1 = -1.0, out = in0 - in1
[19:44:11] <lepton> Nice, so that's an easy path to do what I need
[19:44:20] <lepton> I don't have much attachment to being in s32, that's just what it already is
[19:44:44] <alex_joni> skunkworks: genserkins can support liner joints aswell
[19:44:47] <lepton> I'm making a gauge for the difference between the encoder counts of the two motors that drive my gantry
[19:44:55] <alex_joni> it's just a matter of config that's not fully done, but it should work
[19:45:29] <lepton> I implemented a fairly simple version of it already (two meters, no subtraction), and it's already very interesting to watch how the machine behaves in different conditions
[19:53:17] <cradek> lepton: ah, interesting. kind of like a differential following error.
[19:53:36] <cradek> do you have separate pids but tuned the same?
[19:53:47] <cradek> brb
[19:54:43] <skunkworks> alex_joni: interesting. Cool
[19:56:13] <lepton> cradek: It's a stepper system (but it involved encoder feedback and closed loop control of current through the windings, controlled by the stepper drivers, not EMC)
[19:56:29] <lepton> It's been discussed in here a few times over the past week, if you weren't around for that
[19:56:48] <lepton> But yeah, I'm making a differential following error in effect
[20:04:16] <madsci44> Example with tolerance and no radcomp;
http://pastebin.com/4GFsmDik identical except with tolerance AND radomp;
http://pastebin.com/BFNsGaRP
[20:05:15] <madsci44> ugh idonno why the got doublespaced.
[20:58:33] <lepton> Using conv_s32_float and sum2 worked out really well for what I was trying to do :)
[20:58:35] <lepton> thanks cradek
[20:59:07] <cradek> welcome
[21:38:50] <cradek> madsci44: what diameter on tool 1?
[21:39:07] <madsci44> 0.050
[21:39:15] <madsci44> i have also tried other values
[21:39:24] <madsci44> i think up to 0.1
[21:40:14] <cradek> you don't know how tickled I am to see cutter comp work on such a crazy complicated path
[21:41:22] <madsci44> hah im sorry i just made a squiggly line to start to show where it was most prominent, then added the angular thing where it might be easier to see variations in the path
[21:42:11] <cradek> F180 is in inches?
[21:42:13] <madsci44> where the segment density is high - i suppose depending on your acceleration settings - there is a very noticeable difference in velocity
[21:42:20] <cradek> I have to speed up my sim config a lot then!
[21:42:20] <madsci44> ipm yes
[21:42:33] <cradek> what's your maxvel and maxaccel on xy?
[21:43:53] <madsci44> maxvel on x and Y are both 4.8 , acceleration on X is 18.5, on Y is 21.0
[21:52:02] <cradek> huh, I get almost identical velocities and total execution time
[21:53:02] <cradek> http://timeguy.com/cradek-files/emc/tolcomp.ngc
[21:53:37] <cradek> http://timeguy.com/cradek-files/emc/comp.png
[21:53:37] <cradek> http://timeguy.com/cradek-files/emc/nocomp.png
[21:54:47] <cradek> that's running tolcomp.ngc with and without block delete
[21:56:01] <madsci44> hmm
[21:57:03] <madsci44> my machine is running on stepgen, and trivkins - could that be part of it?
[21:57:07] <cradek> I'm running v2.4_branch which is just like 2.4.2 + a few things that are irrelevant to this
[21:57:25] <cradek> sim is trivkins, and I don't see how stepgen would be relevant
[21:57:48] <cradek> maybe try my program with and without block delete, and make the same plots?
[21:58:45] <madsci44> ok
[21:58:52] <cradek> http://timeguy.com/cradek-files/emc/tolerance-mode-working.png
[21:59:05] <cradek> you can see very clearly here that tolerance mode is working with and without comp
[21:59:22] <cradek> the two red lines are backplots from running that same program with and without block delete (/G41)
[22:01:05] <ries_> ries_ is now known as ries
[22:01:40] <cradek> I notice your two programs have small differences on most or all lines - that's why I ran the same one for with and without comp
[22:02:50] <cradek> too hungry to test more - bbl
[22:29:18] <Casainho> hello :-) -- I am trying to build EMC 2.4.1 on Ubuntu 10.04, just for simulator... and I get this error while on "make": ln: a criar ligação simbólica `../lib/libemcini.so': Operação não permitida
[22:29:46] <Casainho> it says operation not permited while trying to make that link...
[22:30:30] <madsci44> yes with the block delete im getting no difference at all in velocity either
[22:30:40] <madsci44> i am loosing my mind?
[22:31:01] <madsci44> im going to work on it till i can see it in halscope
[22:31:09] <alex_chally> madsci44, in that electrical drawing you sent me, were those fuses fast blow?
[22:31:51] <madsci44> hm id have to think about that - its possible the startup surge might blow fastblow ones
[22:32:00] <madsci44> i would try fastblow first tho
[22:32:48] <madsci44> if its fastblow you have to have it rated at your max acceptible surge current, slow blow you should rate it at your normal operating current
[22:33:32] <madsci44> (i mean above acceptable max in each case)
[22:36:53] <madsci44> how many watts/volts was that supply again?
[22:48:53] <madsci44> alex_chally; what was the input volts and power rating of that supply?
[22:54:43] <Jymmm> Bah where's skunky
[23:06:35] <madsci44> the block delete has no effect
[23:06:56] <madsci44> i tried via commenting out only the G41 line and it showed the effect
[23:07:12] <madsci44> uploading halscope images now
[23:13:33] <Fox_Muldr> Fox_Muldr is now known as Fox_M|afk
[23:15:13] <madsci44> cradek;
http://imagebin.ca/view/AxWbNo.html , - example 1 nocomp
[23:15:32] <madsci44> http://imagebin.ca/view/OCoPfj.html example 2 with comp
[23:16:23] <madsci44> http://imagebin.ca/view/YTOfJsO.html from your paste, without comp- via commenting G41 as (G41)
[23:17:07] <madsci44> http://imagebin.ca/view/lMdwVg.html from your paste, with comp - via uncommenting G41
[23:20:24] <spasticteapot> Hello, all!
[23:25:03] <andypugh> Can anyone think where I might find a 2" OD x 2" long really very stiff spring. (On a saturday)
[23:25:35] <madsci44> auto wreckers?
[23:26:17] <andypugh> I don't know where you would find one in a car. A section of a motorcycle fork spring might work.
[23:29:26] <spasticteapot> What are you using it for?
[23:29:43] <andypugh> It's a retraction spring for a pneumatic cylinder
[23:30:19] <spasticteapot> Interesting.
[23:30:41] <spasticteapot> Is anyone here familiar with laser cutters?
[23:30:54] <spasticteapot> I'm curious if some of those 1W+ laser diodes could be used to cut through very thin materials.
[23:31:13] <spasticteapot> E.G. very thin plywood, balsa, CF, etc.
[23:32:44] <andypugh> Would a 1W router cutter do the job?
[23:33:26] <spasticteapot> If you had an infinitely thin bit.
[23:33:46] <spasticteapot> I'm not sure what can be done with lenses, etc.
[23:33:49] <spasticteapot> Hence my asking. :)
[23:33:52] <madsci44> didnt some of the older vehicles used to have big springs for the hood?
[23:34:27] <andypugh> You cant't focus to less than a wavelength. (and the practical limit ti spot size is a lot bigger)
[23:34:57] <cradek> is a garage door torsion spring too big around?
[23:35:07] <spasticteapot> andypugh: I'll take that as a "No" then.
[23:35:11] <cradek> madsci44: I can't explain the differences we are seeing
[23:35:34] <spasticteapot> I still wonder how much energy could be pulled out of one of those with c02 cooling or the like.
[23:35:41] <andypugh> I have thought about the garage door spring, but it is fairly useful where it is :-)
[23:36:00] <cradek> ha
[23:36:07] <cradek> I mean a different one, actually
[23:37:03] <andypugh> I think they are quite expensive. The alternative is to switch to vacuum to retract.
[23:37:30] <andypugh> I rather suspect that the space I have left is too small, really.
[23:39:29] <madsci44> did you try via commenting?
[23:40:14] <andypugh> There is a shop within walking distance of my house that should have these in stock:
http://www.cromwell.co.uk/static/publication/778/pages/1222.pdf
[23:40:20] <andypugh> But none of them fit.
[23:40:40] <andypugh> I should have planned further ahead..
[23:40:59] <madsci44> perhaps i should try another exampe
[23:42:57] <cradek> madsci44: please do exactly the same test I did - use my gcode - run it once with block delete on - turn off block delete - run again
[23:44:30] <madsci44> let me make sure i understand block delete because I have never used it - preceeding a block with a forward slash - the block is ignored/deleted? such as "G41" is effective and /G41 is not
[23:44:52] <cradek> yes it means "just skip over lines starting with /"
[23:45:58] <madsci44> ok thats what i did - in that case the result was the same both times at first i accidentally ran the same file in both cases then did with teh block delete and had no differences still - ill try again to make sure
[23:46:19] <cradek> maybe take the same pic of the backplot I did, after you do the two runs
[23:46:46] <madsci44> ok
[23:50:04] <cradek> difference must be: something you are doing - something about your config - something about emc version
[23:50:46] <madsci44> yes im kind of getting paranoid now i would HATE to have wasted anyones time
[23:52:42] <madsci44> i just realized something - my version says 2.5.0~pre - i forgot all about that - this one was from a git pull a couple weeks ago
[23:52:54] <andypugh> This is what I need, I wonder how feasible it would be to make one?
http://www.smalley.com/wave_springs/about_springs.asp
[23:53:01] <cradek> madsci44: arrrgh
[23:53:30] <madsci44> ill switch it to 2.4.1
[23:54:22] <cradek> that'll fix it
[23:54:56] <madsci44> I totally forgot I changed it
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}