Back
[00:00:04] <andypugh> Now here is a nice picture of the spherical seats. They must use a ball-shaped cutter.
http://www.kurtworkholding.com/double-lock-vise-replacement-parts-dl600a-replacement-parts-c-43_44_101_74-l-en.html
[00:03:52] <andypugh> It seems I could buy a new jaw for $670. I can see why the vice is not selling, it is just a paperweight without £1000 of parts.
[00:05:10] <louipc> haha what
[00:07:04] <andypugh> louipc: There is one of these on eBay for £30, but without the jaws (just the base, screws and actuator)
http://www.kurtworkholding.com/manual-doublelock-vise-p-1110-l-en.html
[00:09:27] <andypugh> They seem to trade a bit on "Made in the USA by Americans" which doesn't have quite the same effect on my purchasing decisions.
[00:10:30] <andypugh> Time I was asleep. (Long past time actually)
[00:29:18] <cradek> http://www.youtube.com/watch?v=eWitrmtqZ7I
[00:29:49] <cradek> skunkworks wanted a tool change video...
[00:33:03] <louipc> cool
[00:34:23] <louipc> I think I'm more interested in touchy than the tool changer
[00:35:55] <cradek> that's ok!
[02:00:59] <cradek> every time I look there are new emc videos!
[02:01:25] <cradek> like this one - not a trivial retrofit -
http://www.youtube.com/watch?v=2RFX2b5otcA
[02:04:39] <Jymmm> it's having sex at 1:15
[02:05:20] <Jymmm> lots of lube, but no protection
[02:05:52] <cradek> heh
http://innovative-rc.co.uk/EMC/leadwell/drives.jpg
[02:06:23] <cradek> the stage of a retrofit where you wonder what you've gotten yourself into
[02:08:29] <Jymmm> cradek: Not as bad as this (DO NOT skip the intro)...
http://www.patchsee.com/
[02:10:22] <Jymmm> SWPadnos:
http://www.datacomtools.com/catalog/patchsee/patchsee.htm
[02:10:29] <cradek> neat product!
[02:10:58] <Jymmm> cradek: Yeah, novel idea. It's how I test fiber cables.
[02:11:11] <cradek> did you see my new video?
[02:11:20] <Jymmm> Nuh uh
[02:11:22] <Jymmm> link?
[02:11:30] <cradek> http://www.youtube.com/watch?v=eWitrmtqZ7I
[02:12:48] <Jymmm> Nice, is that your new toy?
[02:13:01] <cradek> I've had it about a year?
[02:13:12] <Jymmm> very cool
[02:13:38] <Jymmm> the tool charger sounds like a Transformer (tm) lol
[02:13:53] <cradek> ha
[02:13:59] <Jymmm> (the robot that turns into a car/plane/etc)
[02:14:04] <cradek> right
[02:14:21] <ds2> the megatron tool changer?
[02:14:28] <Jymmm> What did you use for a probe?
[02:14:33] <Jymmm> ds2: lol
[02:14:48] <cradek> it's a renishaw
[02:15:15] <Jymmm> ah, thought you made one.
[02:15:36] <cradek> nope it's a commercial one. wireless
[02:15:50] <Jymmm> really, I'll be damn.
[02:16:01] <ds2> so too much interference and probe crashes?
[02:16:06] <cradek> otherwise it couldn't go through the tool changer
[02:16:23] <cradek> ds2: no, if it loses signal, it tells the control it's tripped
[02:16:25] <Jymmm> that's sweet
[02:16:55] <Jymmm> bbiab
[02:24:01] <Valen> making a contact probe, how would i use emc to test its repeatability?
[02:24:17] <cradek> probe a bunch of times and compare?
[02:24:29] <cradek> problem is you're testing your entire machine's repeatability too
[02:25:37] <Valen> true
[02:25:48] <Valen> though with the linear scales it shouldn't be too bad
[02:26:13] <cradek> yes if you're careful about how you do the test
[02:26:35] <Valen> big block going back to Z axis moving a mm or so off the switch back onto it
[02:26:49] <Valen> (our Y axis is better/smoother than Z)
[02:28:54] <Valen> where would I start looking at probeing?
[02:29:16] <cradek> you mean building a probe, or gcode, or ...?
[02:29:25] <Valen> gcode and EMC side of things
[02:30:04] <cradek> I posted the gcode I use here:
http://timeguy.com/cradek/01262579508
[02:30:35] <cradek> and you can find gcode docs from the good ole quick ref:
http://linuxcnc.org/docs/2.4/html/gcode.html
[02:30:53] <Valen> thanks lol there was a whole bunch i didn't recognise
[02:32:42] <cradek> I just do simple things with probing - hole measuring/finding, edge finding, distance measuring
[02:32:51] <Valen> how would i get the co-ords out of it when its tripped?
[02:32:56] <cradek> you could do much more
[02:33:08] <cradek> by reading the docs!
[02:33:09] <Valen> we are making a tool length measurement doohickey
[02:33:15] <Valen> but the docs are hard
[02:33:17] <Valen> your easy
[02:33:18] <Valen> ;-P
[02:33:26] <cradek> from the gcode quick ref click on "G38.2 ... straight probe"
[02:33:35] <Valen> yeah i can see it sets the variables
[02:33:46] <Valen> but how do i get it to tell me them?
[02:33:48] <cradek> that's how you get the results
[02:33:50] <Valen> print out somewhere
[02:33:52] <cradek> oh I see
[02:34:00] <cradek> you can log to a file, or display on the screen
[02:34:10] <Valen> ahh
[02:34:18] <Valen> sorry i didnt see probeopen and probleclose
[02:34:19] <cradek> (debug,I probed at X #5061 Y #5062)
[02:34:32] <Valen> that would be very handy
[02:34:59] <Valen> we could make a little gcode doohickey to probe a thousand or so times and then manipulate the data in excel
[02:35:04] <cradek> at the end of my video that's how it shows the diameter and hole location
[02:35:24] <cradek> yes you log a bunch of trials, and calculate the mean and std deviation for instance
[02:35:34] <cradek> you could
[02:35:50] <Valen> or open office? ;->
[02:36:09] <Valen> just spotted your pocket putty as well, that could be handy
[02:36:14] <cradek> key them into your hp calculator if you want
[02:36:54] <Valen> I had a sharp DAL back in the day
[02:36:57] <Valen> nothing so fancy
[02:38:31] <Valen> would be handy if you distributed it as a bare cab perhaps?
[02:38:56] <cradek> ?
[02:39:07] <Valen> pocket putty
[02:39:23] <cradek> ah, I don't know much about that
[02:39:34] <Valen> got your name on it lol
[02:39:49] <cradek> I mean cabs
[02:39:56] <Valen> ahh
[02:39:57] <cradek> it's just one file, you run it
[02:40:04] <cradek> easiest install ever (none)
[02:40:21] <Valen> it runs direct on the device? thats handyer
[02:40:40] <Valen> (normally when i see a .exe for a windows mobile, i assume its an activesync installer)
[02:40:52] <cradek> ah nope, it's just the program
[02:41:12] <Valen> only other thing i have noticed with the origional but don't know if its an issue with yours is when you connect to a new server the "do you want to trust this" pops behind the window itself
[02:41:30] <cradek> I haven't noticed that problem
[02:43:24] <Valen> no it looks all good with yours
[02:43:30] <Valen> you are a ledgend
[02:45:01] <Valen> http://www.youtube.com/profile?user=oldspice#p/u/34/OKTw7UqvwB4
[02:45:06] <Valen> all of those
[02:45:35] <cradek> ?
[02:46:08] <Valen> you are a man and as swift as a coursing river etc
[02:46:38] <cradek> and slightly confused
[02:46:57] <Valen> lol
[02:47:22] <Valen> they be funny ads
[02:47:25] <Valen> its a meme
[02:49:10] <cradek> no, it's marketing
[02:50:31] <Valen> both
[02:50:35] <Valen> clever marketing
[02:52:18] <Valen> when you can get 100,000 people to voluntarily watch an add and laugh at it your doing pretty well
[02:52:39] <cradek> will old spice blend?
[02:52:48] <Valen> now theres a question
[02:57:35] <Valen> their channel is most viewed today on youtube
[02:57:49] <Valen> with 82000 subscribers
[02:58:07] <Valen> you couldn't pay for that (although they have, which is interesting)
[03:01:19] <Valen> now to learn enough hal to get the probe working ;->
[03:12:38] <ds2> old smoke
[05:29:23] <alex_chally> anyone here have a pair of safety glasses they really like?
[05:31:50] <L84Supper> http://racine.craigslist.org/tls/1796388020.html
[05:34:37] <alex_chally> L84Supper, that looks like it has been out in htat yard for a few years
[05:35:00] <L84Supper> heh... more oxide than iron
[05:35:37] <L84Supper> http://chicago.craigslist.org/wcl/tls/1834455150.html these don't look to bad
[05:37:51] <alex_chally> L84Supper, without more detail it ishard to be sure, but that is a good price for the pair
[05:38:05] <Valen> alex_chally: I got some from our local hardware
[05:38:16] <Valen> more like sunnies
[05:38:18] <alex_chally> dpeends on the way conditions. If I could still see the scraping I would probably buy em
[05:38:50] <Valen> (i actually got them to use as sunnies)
[05:40:12] <alex_chally> Valen, I have been thinking about finding a nice set of replacement lenses (that will be cheap to replace) and then building frames around them
[05:40:39] <alex_chally> * alex_chally was thinking about integrating a set of LED lamps in them, aimed at the focal point of his flip down loupe
[05:42:35] <Valen> these were like $10
[05:42:51] <Valen> lights on glasses seems like a not so good idea 90% of the time to me
[05:43:09] <Valen> I seem to wind up using shadows to see stuff
[05:43:23] <Valen> the other 10% it'd be indespensable lol
[05:43:25] <alex_chally> Valen, i would not do it unless it was very low profile
[05:44:35] <alex_chally> I think I could probably nest a 500mw white LED in one of the arms, and then stash the batteries in my pocket with a cord (I already have one cord for headphones going into my pocket under my shirt all the time in the shop anyway)
[05:52:19] <L84Supper> http://www.amazon.com/Panther-Vision%C2%AE-LED-Safety-Glasses/dp/B000NB75FE
[06:57:25] <redwizard-nb2> redwizard-nb2 is now known as redwizard-nb
[07:01:09] <ries_> ries_ is now known as ries
[13:15:52] <JT-Hardinge> * JT-Hardinge wonders what effect having the tool radius instead of the diameter in the lathe tool file has on the control point :?
[13:20:21] <herron_> redwizard-kde, so where in the UK :) /me is in Burton
[13:30:04] <cradek> jthornton: if you use cutter comp, arcs and tapers will be slightly in the wrong place
[13:30:43] <JT-Hardinge> cradek: thanks, I don't use cutter comp... yet
[13:30:58] <cradek> then your arcs and tapers are REALLY in the wrong places :-)
[13:31:12] <JT-Hardinge> but have the new habit of reading closer
[13:31:26] <JT-Hardinge> I have been wondering about my arcs being off
[13:32:56] <JT-Hardinge> for example a straight cut on x and z with a small arc <0.015" on the corner without cutter comp there was no arc...
[13:33:12] <JT-Hardinge> * JT-Hardinge opens up the manual on cutter comp
[13:33:29] <skunkworks_> * skunkworks_ never had a controller that had cutter comp.
[13:34:24] <cradek> if using a normal radiused turning tool, if the arc is smaller than the tip radius I don't think the tool will touch the corner
[13:34:55] <cradek> the controlled point (which is completely outside the tool) will be what makes the arc if you don't use cutter comp
[13:36:03] <cradek> run without and then with comp and compare the backplots - you'll be surprised how different they look
[13:37:39] <JT-Hardinge> so if I touched off on the radius of the tool for x and z but didn't adjust my touch off to the center... I can see now why the small arcs are off
[13:39:52] <JT-Hardinge> and with an "upside down" lathe like mine the cutter comp will be like arcs and "seem to be" backwards
[13:40:17] <cradek> yes beware "on the left" and "on the right"
[13:40:34] <cradek> I think you'll want G42 for front side turning
[13:40:54] <JT-Hardinge> I just lay on the floor and look up at the ceiling when I program arcs
[13:41:15] <cradek> and yes you could touch off for the center of the radius, but it'll be a constant pain
[13:41:21] <JT-Hardinge> and G41 for front side boring
[13:41:30] <cradek> yes
[13:41:41] <JT-Hardinge> I'd rather get used to cutter comp and see how well the manual explains it :)
[13:41:54] <cradek> yay :-)
[13:42:58] <JT-Hardinge> dang my little dry marker status board is running out of space to put important notes
[14:33:34] <cradek> skunkworks_: did you see
http://www.youtube.com/watch?v=eWitrmtqZ7I
[14:33:47] <JT-Hardinge> Darn, it won't cut my radius because it thinks it is an inside corner but it is not...
[14:34:02] <cradek> what's the error?
[14:34:26] <JT-Hardinge> Tool radius not less than arc radius with comp
[14:34:55] <cradek> you're on the wrong side of the arc then - if you're outside it, it doesn't matter
[14:35:12] <cradek> lay on the floor some more :-)
[14:37:37] <JT-Hardinge> ahh my back does feel better now :0
[14:37:50] <skunkworks_> cradek: thanks! that is awesome
[14:39:12] <cradek> JT-Hardinge: that's not your entry move is it? I see there are two ways you can get that error
[14:39:44] <cradek> inside the compensated (but not entry) arc with tool rad < arc rad, and ANY entry arc with tool rad < arc rad
[14:39:53] <JT-Hardinge> I was not sitting behind the spindle on my back so I chose the wrong comp... the bore is from inside to outside
[14:40:05] <cradek> JT-Hardinge: haha
[14:40:41] <cradek> inside bore going +Z to outside facing +X?
[14:41:03] <cradek> that's G42, G3
[14:41:26] <JT-Hardinge> yes g42, g3 boring
[14:41:57] <JT-Hardinge> with an angle step inside too :)
[14:42:19] <cradek> gcode is hard! </barbie>
[14:42:46] <JT-Hardinge> it's easy once you know how :)
[14:45:47] <cradek> skunkworks_: my videography skills are not very good, but at least my camera autofocuses so you can kind of see what's going on
[14:46:59] <JT-Hardinge> * JT-Hardinge needs to stop reading the forum and make some sparks or chips what ever comes first
[14:52:21] <skunkworks_> cradek: I think you did a great job. Gets the point across. :)
[14:57:17] <skunkworks_> cradek: kinda got off track...
http://www.practicalmachinist.com/vb/robots-automation-new-forum/would-you-consider-mach-3-simple-machine-automation-206575/
[14:57:43] <skunkworks_> but positive
[14:57:46] <skunkworks_> so far
[15:01:41] <cradek> the neat thing about
http://www.youtube.com/watch?v=qeQ2rooVrPU is the coolant nozzles don't move with the head, so different length tools don't mess them up
[15:02:08] <cradek> I didn't notice that the first time
[15:05:31] <skunkworks_> hmm - interesting. I don't know if that is good or bad... Cause it doesn't move with the table also.
[15:06:26] <cradek> that seems good, because it stays at the spot where the tool is cutting
[15:10:32] <JT-Hardinge> does it make any sense to use cutter comp for just straight line boring?
[15:11:28] <skunkworks_> cradek: you are right ;)
[15:19:47] <Jymmm> JT-Hardinge: I'd assume if you are boring a hole, something has to fit in the hole too.
[15:20:22] <JT-Hardinge> sometimes just a clearance hole
[15:21:40] <Jymmm> Then I'd suppose not, especially if you aren't using tooling with 30,000 hours on it or from HF =)
[15:21:52] <cradek> JT-Hardinge: the resulting path will be the same, so it doesn't really matter
[15:22:15] <JT-Hardinge> ok, just wondering
[15:23:27] <JT-Hardinge> I did notice that to do a bore you had to move > the tool diameter on X to make your retract move
[15:23:38] <JT-Hardinge> this is so much fun :)
[15:25:37] <cradek> yes you have to be careful with retracts etc if comp is on. think of the tool tip as a round tool, and think about keeping it on the correct side of the programmed path (even on rapids)
[15:26:32] <cradek> it's easy to forget to think about those corners as corners
[15:27:12] <JT-Hardinge> that is what I did think of it as a milling tool to sort out the error I got and then it made sense
[15:31:00] <Jymmm> Q: If you burn something, does that release CO2 ?
[15:31:22] <redwizard-nb> erm depends if its carbon based no?
[15:31:25] <redwizard-nb> like wood
[15:32:52] <Jymmm> Ok. What if you have a very hot light with a cooling fan; Is ANY CO2 produced just in the cooling factor?
[15:34:15] <Jymmm> likes those kind used in gyms or stadiums
[15:35:36] <Jymmm> I guess I should say concentrate the CO2 by burning off O2 due to the heat involved
[15:35:52] <Jymmm> ?
[15:41:28] <mrsun> gah my steppers that work alot becomes very hot very fast:/
[15:45:00] <celeron55_> steppers are supposed to be hot to the touch when used
[15:46:17] <mrsun> hmm
[15:46:17] <mrsun> :P
[15:46:21] <mrsun> sounds not good =)
[15:48:38] <celeron55_> if you drop water on them and it boils, they are too hot 8)
[15:57:07] <SWPadnos> actually, water boils at 100C, and motors can often go to 150C, so boiling water isn't even a good indicator :)
[15:57:16] <SWPadnos> maybe if solder melts on them or something
[15:57:55] <skunkworks_> heh
[15:58:22] <skunkworks_> I think if the case gets hot enough to melt solder - the connections within the stepper are suspect...
[15:59:22] <skunkworks_> :)
[15:59:49] <SWPadnos> probably - so it *is* a good indicator that something may be wrong :)
[16:05:43] <mrsun> wtf
[16:05:51] <mrsun> feels like the isolation on the windings would burn off ?
[16:07:15] <cradek> if my motor was rated 150C=death and it was operating at 100C I'd already be worried
[16:07:26] <cradek> so maybe the water test is still good
[16:20:16] <celeron55_> well, anyway, if water
[16:20:20] <celeron55_> +doesn
[16:20:22] <celeron55_> ...
[16:20:36] <Jymmm> http://pagingdrgupta.blogs.cnn.com/2010/07/15/romaine-lettuce-recalled-in-u-s-and-canada/?hpt=Sbin
[16:20:45] <celeron55_> well, anyway, if water doesn't boil, there is no heat problem
[16:44:44] <skunkworks_> cradek: what is the part for?
[17:18:07] <Fox_M|afk> Fox_M|afk is now known as Fox_Muldr
[17:27:17] <JT-Hardinge> this is odd, if I have a program that starts with tool #8 and #8 is all ready loaded it doesn't run past the load tool part while other stations do not have that problem...
[17:30:31] <cradek> is tool 8 loaded (emc knows about it because you previously loaded it) or is it just that the turret is at position 8 when tool load is called?
[17:31:54] <JT-Hardinge> tool 8 is loaded from the last time I ran the program
[17:33:30] <cradek> I think M6 will always do the move to tool change position, no matter whether the tool is already loaded
[17:33:44] <cradek> no idea why 8 would act differently except if it's something in your ladder
[17:34:20] <JT-Hardinge> that's what I'm looking at now, it doesn't seem to start the ladder logic step 1 for some reason
[17:36:53] <JT-Hardinge> I have my tool change request bit connected to a counter but it doesn't increment
[17:38:04] <JT-Hardinge> I can request other tools and the counter increments once each time
[17:38:53] <JT-Hardinge> so I know the counter works :)
[17:39:11] <JT-Hardinge> I did a t1m6 then t8m6
[17:42:20] <JT-Hardinge> looks like iocontrol.0.tool-change is not coming on when T8 is called when T8 is current
[17:49:06] <cradek> enco currently has 15% off everything and free shipping over $99 offers, combinable
[17:52:20] <JT-Hardinge> nice
[17:56:15] <elmo40> cradek: is that a renishaw probe?
[17:56:38] <cradek> yes an old model
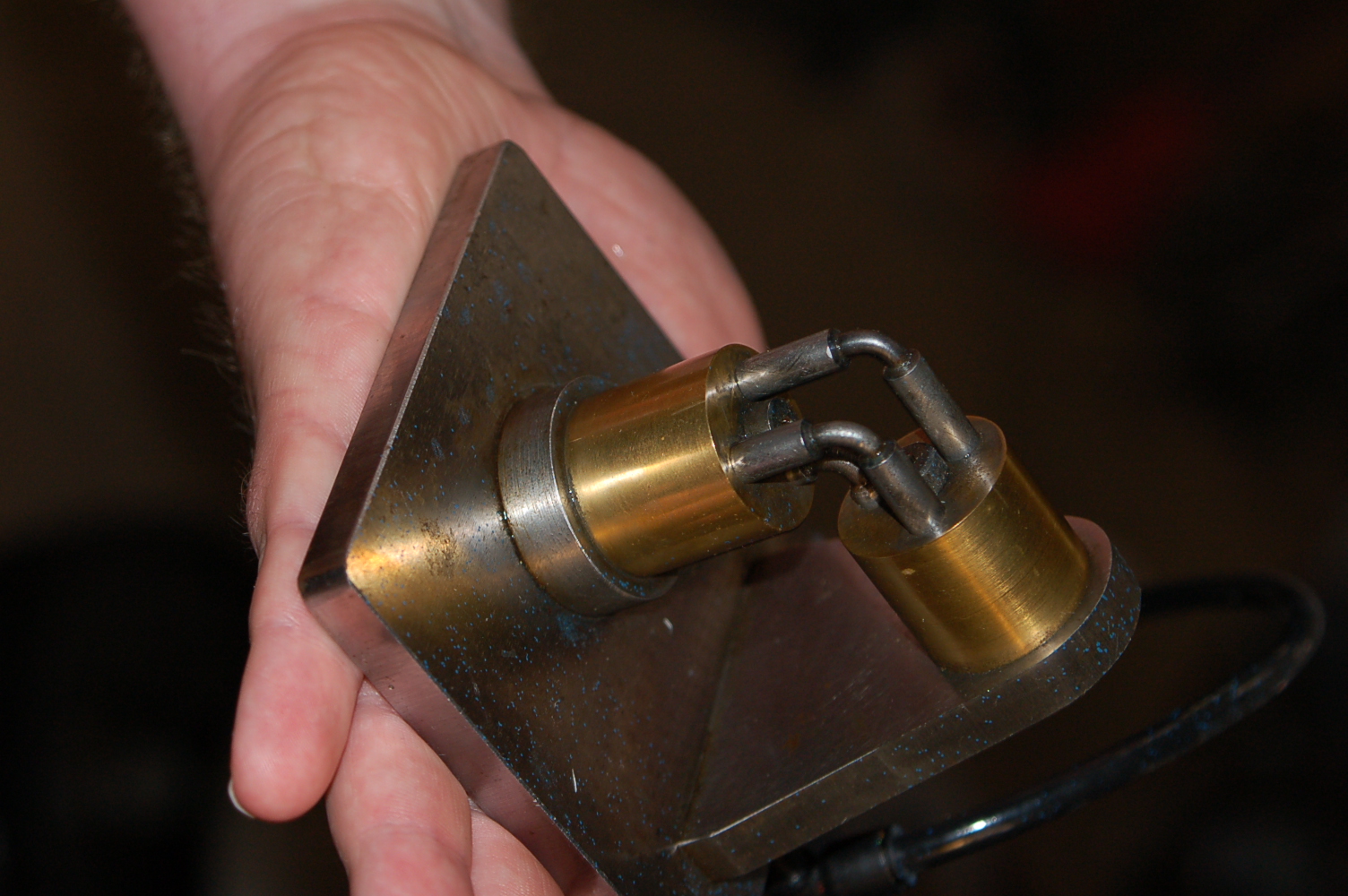
[17:57:28] <skunkworks_> cradek: what is the plate for?
[17:59:22] <cradek> I'm embarassed to say that it's going to be part of a sterling engine (if I actually finish it)
[17:59:29] <skunkworks_> aww - neat.
[17:59:46] <skunkworks_> That is one of the big plans for the K&T when it is up and running.
[17:59:55] <skunkworks_> multi cylinder stirling
[18:00:00] <cradek> neat
[18:00:09] <elmo40> why would you be embarrassed?
[18:00:21] <cradek> I've never built one before, and I'm bold enough to try to make my first one my own design
[18:00:28] <cradek> elmo40: because it's useless
[18:00:59] <cradek> 0 is the number of model engines anybody needs
[18:01:14] <JT-Hardinge> EMC Status says interp_state "waiting" now after a T1M6 then run every other time I run...
[18:01:30] <JT-Hardinge> * JT-Hardinge wonders what it is waiting for
[18:02:34] <JT-Hardinge> it says "waiting" all the time it seems like
[18:03:50] <Fox_Muldr> Fox_Muldr is now known as Fox_M|afk
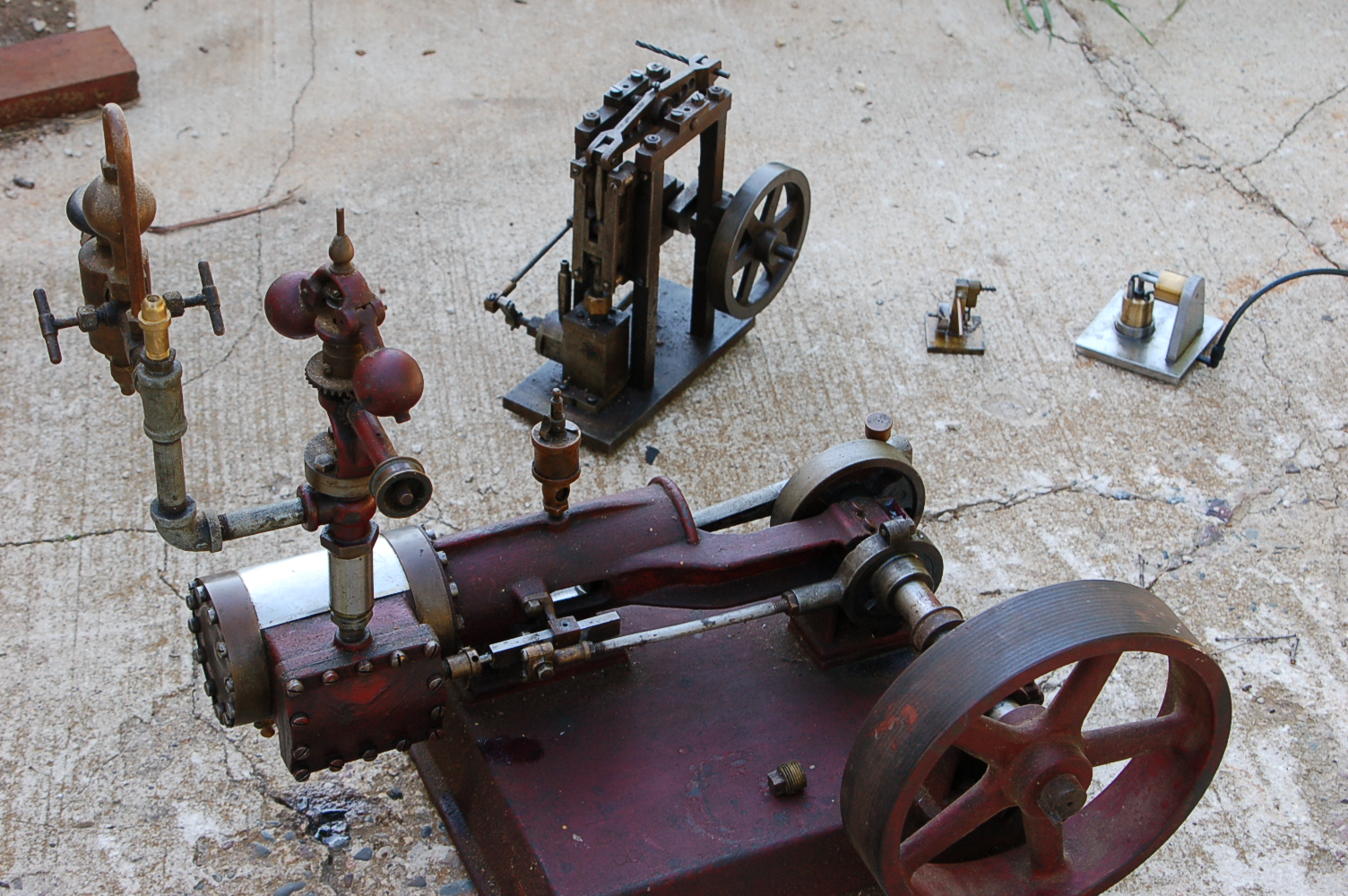
[18:05:13] <skunkworks_> you also need a few steam engines...
http://www.electronicsam.com/images/steam/DSC_3837.JPG
[18:05:43] <skunkworks_> http://www.electronicsam.com/images/steam/DSC_3844.JPG
[18:07:00] <ds2> making a V12 model?
[18:07:34] <cradek> skunkworks_: final part:
http://timeguy.com/cradek-files/emc/yoke-pivot.jpg
[18:08:04] <skunkworks_> neat!
[18:09:26] <JT-Hardinge> a T0 M6 seems to make it work... now back to why can't I cut a 0.010" radius on that edge
[18:10:18] <cradek> I cut a lot of stuff that way: leave .003 of material at the bottom, cut full outline, whack with dead-blow and it pops out, with luck the flashing comes off with a deburring tool, otherwise file
[18:13:01] <JT-Hardinge> hmmm, my corner radius is 0.03125 so my "diameter" in the tool table is 0.0625" so that seems correct...
[18:13:58] <JT-Hardinge> * JT-Hardinge looks to see if orientation "7" is correct for that
[18:14:40] <JT-Hardinge> looks more like 3 than 7
[18:16:31] <JT-Hardinge> I had the front and back angle correct for orientation 3 but had 7 in the tool table... we will see if that makes any difference on this scrap part
[18:17:09] <cradek> strange - I thought the orientation picture was in the tool shape compensation help
[18:17:27] <JT-Hardinge> it's in the Lathe section
[18:17:39] <cradek> aha
[18:18:02] <cradek> yeah I bet it's 3
[18:18:33] <JT-Hardinge> yea, that shows a way different tool path
[18:18:49] <JT-Hardinge> fire in the hole!
[18:20:03] <cradek> snap
[18:20:34] <JT-Hardinge> hmm, looks like a 0.0075" radius but I'm happy with that
[18:21:25] <JT-Hardinge> oh, I started 0.0025 off the inside wall with my radius :)
[18:22:50] <JT-Hardinge> one last op and I'm ready to run parts
[18:23:47] <cradek> what's it supposed to be?
[18:24:34] <JT-Hardinge> 0.010"
[18:25:28] <elmo40> cradek: if I had your mill I would make a whack load of 'useless' models ;)
[18:25:56] <cradek> JT-Hardinge: oh the path is right now, but your offsets were not quite right?
[18:26:56] <cradek> hi ken!
[18:26:57] <JT-Hardinge> everything is right now, I started the arc 0.0025" off of the wall so I wouldn't leave a mark on it :)
[18:27:12] <cradek> yay
[18:27:49] <JT-Hardinge> my insert info doesn't tell me the included angle for a trigon insert... off I go looking so I can get that tool set up correctly
[18:28:27] <cradek> (it only uses those angles for the picture on the screen...)
[18:29:02] <cradek> aren't trigons 80 degrees?
[18:29:18] <JT-Hardinge> I think so
[18:30:22] <JT-Hardinge> yep iscar had the info they are 80 degrees
[18:33:45] <JT-Hardinge> * JT-Hardinge is ready to trade jobs with myself and be a button pusher/part loader for a while...
[18:34:54] <vikithakar> Hi everyone
[18:35:01] <Birdman3131> We have a plasma cutter and I was wondering if this software would possibly be a viable option to run it.
[18:36:03] <Birdman3131> Or is it more for mills?
[18:37:04] <JT-Hardinge> EMC is what I run on my plasma cutter
[18:37:27] <JT-Hardinge> and my lathe and...
[18:38:34] <elmo40> emc controls motors. doesn't matter what it is. robot, mill, lathe, laser, waterjet, fishing trolley... if it needs a repetitive task done accurately, EMC can do it ;)
[18:38:57] <Birdman3131> Ok. Reason why I was asking is the pmac board on it seemed to go out and I am looking at options to run it.
[18:40:14] <Birdman3131> It used to be a waterjet that was turned into a plasma cutter by about 3 different people that no longer work here so it is being a royal pain in the arse.
[18:40:29] <elmo40> fun times :/
[18:41:08] <JT-Hardinge> servo or steppers?
[18:42:09] <Birdman3131> Not sure. Ill go check. (The parts we have been working on don't really have need for us to know.)
[18:43:10] <JT-Hardinge> EMC can control "dumb" hardware like step-direction drives and servo amps that take velocity and direction etc.
[18:53:45] <Birdman3131> http://i28.tinypic.com/zxjpmq.jpg http://i30.tinypic.com/r8z3th.jpg http://i25.tinypic.com/65vksx.jpg Looks to be servos.
[18:55:28] <Birdman3131> It is an old ingersol rand water cutter that has been retrofitted with a thermal dynamics ultra cut 1000. The back cabinet is running allen bradly electronics.
[18:56:39] <Birdman3131> http://i32.tinypic.com/2akd1xv.jpg is the mess that the people who worked on it left with little documentation
[18:56:40] <cradek> did you find what you think are motor drives? I don't see anything identifiable in those photos.
[18:57:15] <cradek> ha! is the radio shack breadboard part of it??
[18:57:50] <Birdman3131> Sorry. I can grab a better camera but I just used my phone.
http://i28.tinypic.com/zxjpmq.jpg says servo controler on the bottom.
[18:58:20] <cradek> oh ok
[18:58:35] <cradek> maybe you could find specs for the servo amps online.
[18:58:38] <Birdman3131> Yes. It drove us batty for a while when the wire came out and the only photo was before it got rewired.
[18:59:54] <Birdman3131> Also. Is there a better channel for general CNC questions rather than ones about EMC specficly?
[19:00:23] <cradek> not sure. we're pretty tolerant of general cnc or machining questions here
[19:00:38] <archivist_attic> we dont bite much :)
[19:01:16] <cradek> we don't get too huffy unless someone wants help with their mp3 player or nonfree software
[19:01:17] <JT-Hardinge> Jymmm: does
[19:01:21] <JT-Hardinge> LOL
[19:02:00] <Birdman3131> Ok. I may be asking crazy questions in here off and on then. I work at a machine shop and they seem to like haveing the IT dude out fixing random custom made machines.
[19:04:33] <skunkworks_> heh - I am IT and usually involved with all kinds of plant problems. ;)
[19:05:54] <archivist_attic> we do become all rounders playing cnc
[19:08:43] <JT-Hardinge> when your a 2 man shop you do 60% of everything well and can do the other 40% when you need to and when your stuck you come here to get help from your friends
[19:09:55] <Birdman3131> Amen to that. I have done everything from writing VB programs to make a screw/auger cutter to fixed electric brakes on a trailer to making a dynamo for motorcycles to fixing all the computer problems.
[19:10:33] <Birdman3131> We are about a 25 man shop here.
[19:12:12] <skunkworks_> germany?
[19:12:31] <skunkworks_> 'dynamo' ;)
[19:12:33] <Birdman3131> USA.
[19:13:15] <skunkworks_> heh
[19:14:31] <Birdman3131> http://en.wikipedia.org/wiki/Dynamometer#Chassis_dynamometer but with a smaller drum for a motorcycle.
[19:16:49] <ds2> so... how does one use solidworks to design a MP3 file remover? ;)
[19:19:11] <Birdman3131> open solid works > open file > navigate to folder containing mp3's > int the file name put minus quotes "*.mp3" and hit enter.> Click on a file in the list of files. > press ctrl + a > Press delete.
[19:19:52] <JT-Hardinge> sounds like Solid Explorer LOL
[19:23:50] <Birdman3131> While it is not how I would ever reccomend it is feasible.
[19:26:41] <JT-Hardinge> lol
[20:05:26] <redwizard_kde> redwizard_kde is now known as redwizard-kde
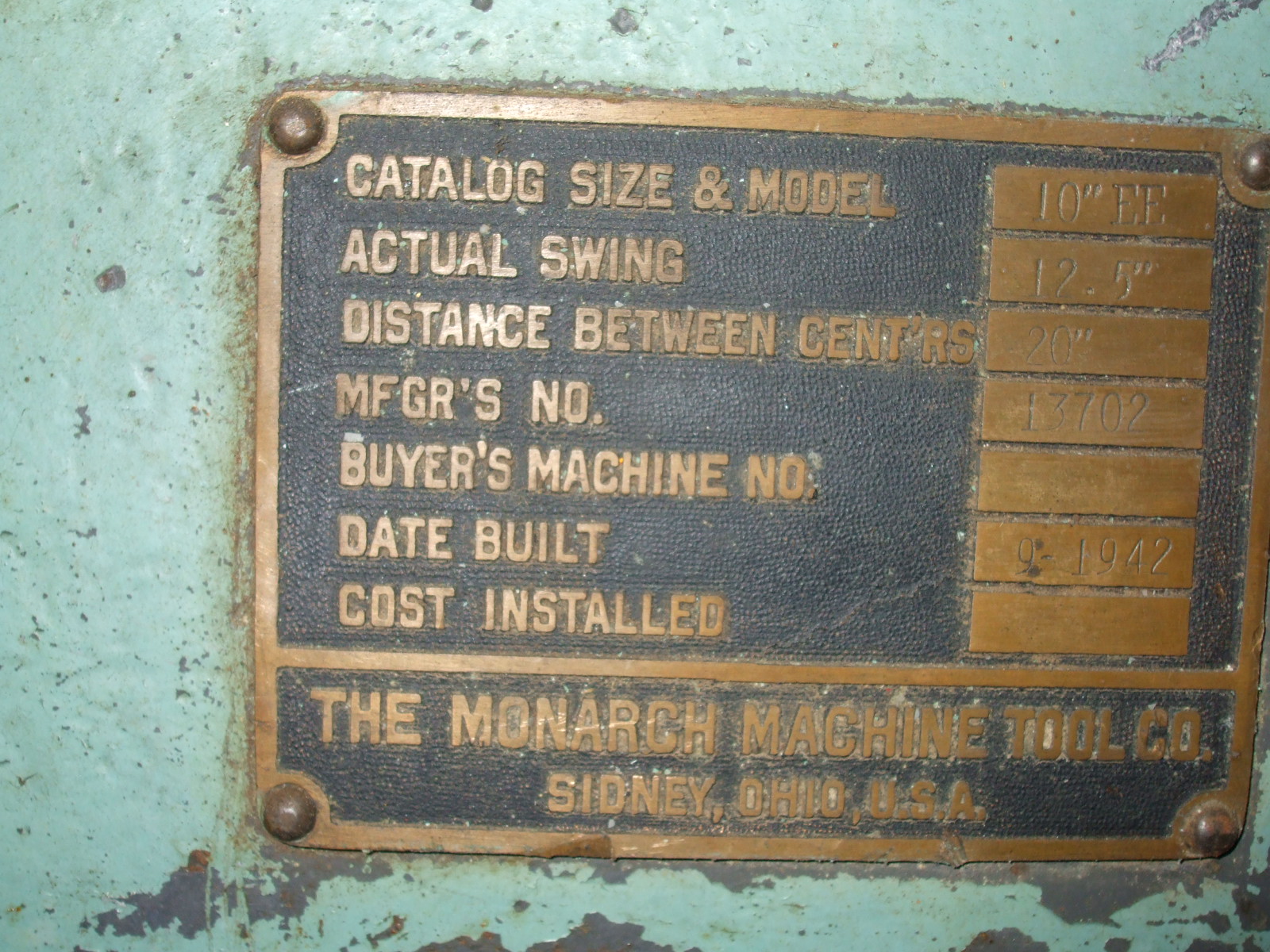
[20:09:45] <skunkworks_> http://www.electronicsam.com/images/monarch/Tag.JPG
[20:10:31] <cradek> lucky dog
[20:12:52] <skunkworks_> it is the one we have had. (was dumped off a truck so a bunch of the knobs where borked) finally found the tag. Was interested in info on it.
[20:13:25] <cradek> it survived a drop?
[20:13:29] <cradek> wow
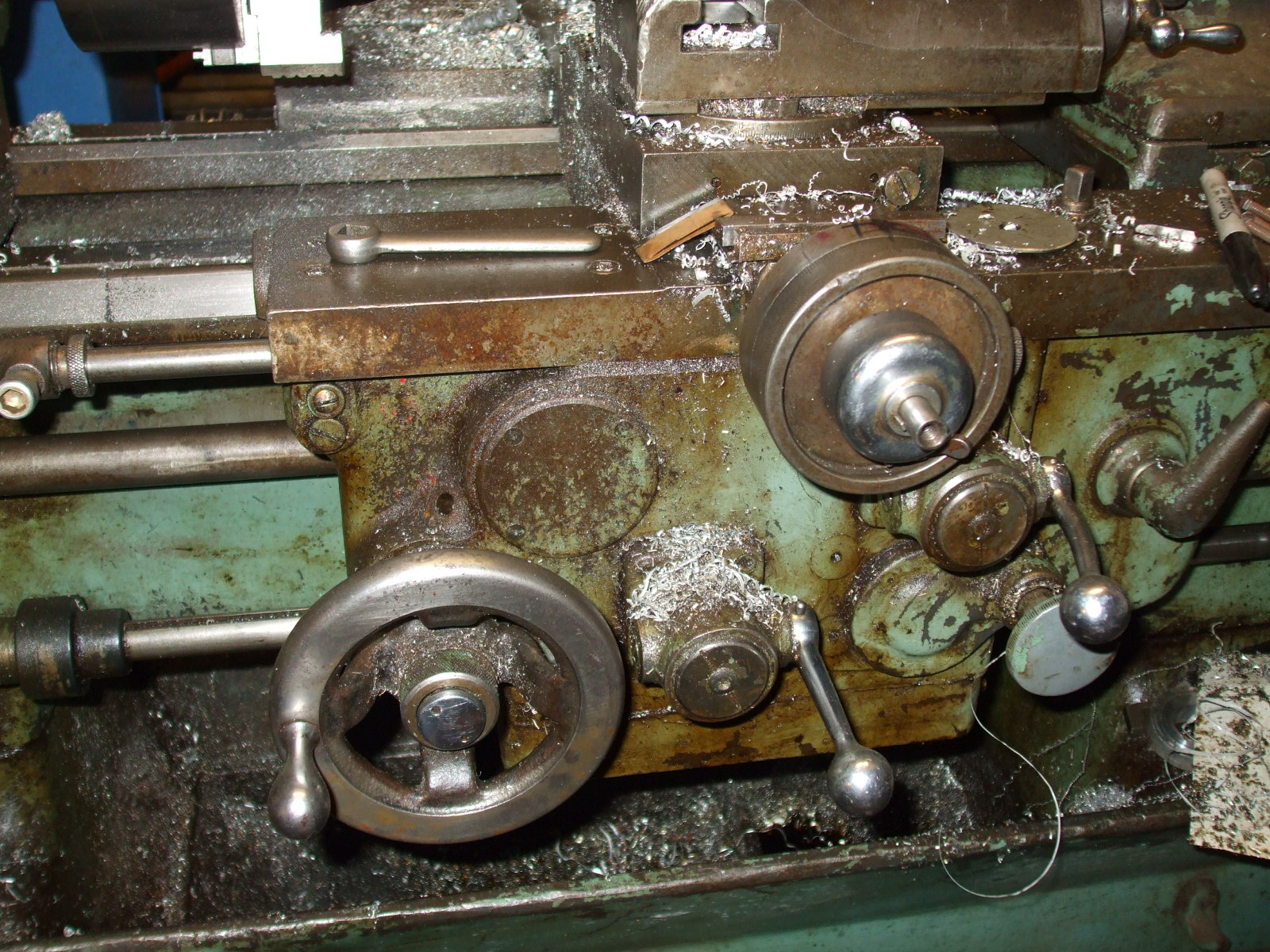
[20:14:14] <skunkworks_> http://www.electronicsam.com/images/monarch/gearbox.jpg
[20:15:24] <skunkworks_> I think it requied making a new cross slide lead screw and gib.
[20:15:42] <skunkworks_> http://www.electronicsam.com/images/monarch/saddle.jpg
[20:16:00] <skunkworks_> (needs to be cleaned up...) ;)
[20:16:03] <Birdman3131> We have a bunch of lathes within about 10 years of that one. They are extremely solid from that era.
[20:16:29] <skunkworks_> yes - the saddle is huge - great footprint
[20:23:39] <skunkworks_> http://www.electronicsam.com/images/KandT/conversion/servo/rotor1.JPG
[20:28:04] <mikegg> is anyone else getting the parport mode 4 error since upgrading to 2.4 ?
[20:28:38] <mikegg> I just swapped over to another newer Dell, and I still get the error
[20:29:48] <cradek> some dells seem to have this problem. if you update to the latest 2.4 version it is changed into a warning instead of a fatal error
[20:32:15] <Birdman3131> We have at least one 14" monarch from1950. And a few other lathes that people are useing so I can't really go randomly checking but are the same era.
http://i29.tinypic.com/14izais.jpg crappy pic.
[20:32:15] <mikegg> prior to 2.4 it wasn't a fatal error though.
[20:33:43] <cradek> mikegg: 2.4 uses an entirely different approach to finding and using parallel ports
[20:34:17] <skunkworks_> Birdman3131: cool
[20:34:37] <cradek> yes, nice machine
[20:36:57] <mikegg> ah, ok. cool. I can surely live with it. Just frustrating when you swap boxes hoping to make an error you otherwise know nothing about go away, and it doesn't :)
[20:37:22] <cradek> what 2.4 version are you using?
[20:37:28] <mikegg> 2.4.2
[20:37:37] <Birdman3131> welcome to the wonderful world of compter/electronics diagnosing.
[20:37:43] <cradek> maybe that is not the only error then. pastebin?
[20:37:50] <mikegg> of dmesg?
[20:37:53] <cradek> are you using ppmc or hal_parport?
[20:38:24] <mikegg> hostmot2 / probe_parport
[20:38:59] <cradek> I don't think you need to use probe_parport anymore. did you make sure the system bios is set for EPP parport?
[20:39:15] <mikegg> yes
[20:39:58] <mikegg> http://pastebin.com/0F6BVaDv
[20:40:53] <cradek> #
[20:40:53] <cradek> [ 389.333221] hm2_7i43.0: board at (ioaddr=0x0378, ioaddr_hi=0x0778, epp_wide ON) found
[20:40:59] <cradek> well that sure looks right
[20:41:22] <cradek> what problem are you having?
[20:41:41] <mikegg> ...not necessarily a problem. just the warning message
[20:41:57] <cradek> oh it's working fine?
[20:42:00] <mikegg> yes
[20:42:11] <cradek> by all means ignore the message. it's some problem with the dell parport.
[20:42:21] <mikegg> ok :)
[20:42:32] <cradek> #
[20:42:33] <cradek> [ 68.103352] parport0: PC-style at 0x378 (0x778) [PCSPP,TRISTATE]
[20:42:51] <cradek> see this? normally it should say [...,EPP]
[20:43:04] <cradek> the dell bios probably doesn't report it correctly for linux to see
[20:44:00] <mikegg> that would make sense
[20:44:04] <mikegg> i guess.
[20:45:20] <mikegg> I don't need probe_parport though? it's not hooked into any threads I note. was in the stock config file for a 7i43
[20:46:14] <cradek> I don't think so. That previously gave us access to PnP parports (yours is not one anyway). Now we just rely on the linux kernel to do that for us.
[20:46:59] <mikegg> cool
[20:56:59] <mike> mike is now known as Guest84479
[20:57:08] <Guest84479> Guest84479 is now known as mikegg
[21:37:35] <andypugh> I seem to be falling at the first fence with this Atom board. I don't seem to be able to get an OS onto it.
[21:44:36] <JT-Hardinge> andypugh: 8.04?
[21:45:33] <JT-Hardinge> well this has been an EMC edumacation today... and parts are flying off the lathe all the right shape too!
[21:49:00] <andypugh> I hav tried 8.05 and 10.whatever
[21:49:11] <cradek> JT-Hardinge: funny that you wrote the docs on cutter comp but had never really used it
[21:49:25] <andypugh> I think I finally have it booting from the USB drive (had to tell it to treat USB drives as hard drives)
[21:50:45] <JT-Hardinge> yea, I really didn't have any machines that it was useful with
[21:51:38] <cradek> I've been using it more and more, like for cutting around that part I showed earler today. it's really useful.
[21:51:42] <JT-Hardinge> that does make it hard sometimes... I used a sim when ever I could to try and make sense of it all
[21:52:58] <JT-Hardinge> I still wonder why it waits for a spindle-at-speed before a M3 is programmed...
[21:53:08] <JT-Hardinge> and not after
[21:53:37] <cradek> I gotta go read the docs...
[21:54:00] <cradek> before the first feed move after each spindle start or speed change;
[21:54:08] <foxtrot> how do you simulate a milling session?
[21:54:16] <foxtrot> maybe that will help me
[21:54:18] <cradek> tool change causes spindle off = speed change
[21:54:25] <cradek> your g1 is the first feed move after that
[21:54:26] <foxtrot> i keep breaking my machine because i miscalculate offsets
[21:54:30] <cradek> so it waits
[21:55:24] <cradek> Fox_M|afk: simulation won't help you much with that
[21:55:25] <cradek> errr
[21:55:31] <cradek> foxtrot: ^
[21:56:03] <archivist> foxtrot, I test parts of my code on the machine without tools and parts
[21:56:34] <JT-Hardinge> so is the tool change wrong or is the assumption that the spindle is running after the tool change wrong?
[21:57:01] <cradek> foxtrot: use maxvel limit to control the entry move of a tool the first few times after you mess with its offsets
[21:57:26] <cradek> JT-Hardinge: neither, IMO. if emc says spindle off, and your spindle is not turning, your setup ought to be asserting at-speed
[21:57:51] <JT-Hardinge> foxtrot: after I set up my tools I first do a chicken check to make sure that when I load the tool and move it manually to some spot where I can expect a certain position on the dro then see if it is real close
[21:58:28] <cradek> I slow down the entry move and pause it an inch before it gets to the work, then I look at DTG and see if it says about an inch
[21:58:54] <cradek> this is very easy with touchy (plug plug)
[21:59:39] <JT-Hardinge> and use G4Pn to give you time to look at the tool and see if you got things right
[21:59:43] <cradek> IMO you simply have to check that offsets are right the first time you use them. it's foolish to trust a new offset and let the machine rapid
[22:00:03] <JT-Hardinge> Yep!
[22:00:17] <archivist> for gear cutting my touch offs are in a sensible sequence so I know its in the right ballpark
[22:00:25] <cradek> unless it's a very slow/weak machine anyway :-)
[22:02:55] <foxtrot> i dont have any optoswitches on mine
[22:02:55] <foxtrot> and mine is a very slow/weak machine
[22:02:56] <foxtrot> 1/4" threaded rod
[22:03:43] <JT-Hardinge> +-0.0005" on length for the second op with a collet stop... I'm a happy guy
[22:04:11] <JT-Hardinge> cradek: I understand the logic now if the commanded speed is 0 and your at 0 your at speed
[22:04:44] <cradek> yeah I'm not sure why your setup doesn't give you that result - what are you using to generating it?
[22:05:34] <JT-Hardinge> http://www.pastebin.ca/1901370
[22:05:40] <Fox_M|afk> Fox_M|afk is now known as Fox_Muldr
[22:06:38] <cradek> oh you did it on purpose :-)
[22:06:54] <cradek> just nuke the "and spindle-enable" part?
[22:07:22] <JT-Hardinge> yep, I did not knowing all I know now about it :)
[22:07:47] <cradek> I love when removing code fixes a problem
[22:07:55] <JT-Hardinge> me too
[22:36:16] <Jymmm> Hey, other than the sparkplug, can you get electricity out of a lawnmower somehow?
[22:36:30] <SWPadnos> put a generator on it
[22:36:49] <Birdman3131> What harebrained scheme you trying to do?
[22:36:49] <Jymmm> No, I mean like tapping into "something".
[22:37:06] <archivist> there is no something unless you add it
[22:37:15] <SWPadnos> probably not, unless it has a headlight
[22:37:34] <Jymmm> Then how does it get juice for the sprkplug?
[22:37:57] <redwizard-kde> isnt that what the rip cord is for
[22:37:59] <archivist> a coil and a magnet in the flywheel
[22:38:29] <Jymmm> Ok, so that has to be what, 5KV ?
[22:38:38] <Birdman3131> You could try rigging this up to it somehow.
http://www.amazon.com/Bullet-Headlight-Taillight-Bike-Generator/dp/B000N8ES7U
[22:39:00] <redwizard-kde> oh yes i must read up on flywheels i saw one last night on a gas powered engine that was fantastic - was outputting 12v
[22:39:03] <Birdman3131> attach it to the center of the flywheel
[22:39:47] <Birdman3131> this is a push mower right? and no electric start right?
[22:40:18] <Jymmm> sure
[22:44:36] <archivist> top of the page
http://en.wikipedia.org/wiki/Ignition_system the magneto
[22:50:38] <andypugh> If you take any energy out of the magneto, you won't have any spark.
[22:50:53] <archivist> shh dont spoil the fun
[22:51:13] <andypugh> You could potentially swap the stator for one from a scooter or offroad bike that has a seperate coil for lighting.
[22:51:18] <archivist> its Jymmm and his imagination
[22:51:57] <andypugh> And I guess, if you can find the space, you could just add a coil. It's not rocket science.
[22:53:09] <archivist> v belt from the starting v pulley to a generator
[22:53:38] <andypugh> They still sell bicycle dynamos? That's insane when LED lights last literally years and don't slow you down.
[22:53:46] <archivist> which can double as a starter...patent the idea
[22:56:07] <andypugh> Hmm, eBay 120593692636
[22:56:23] <andypugh> Treadmill controller. SIngle phase in, 8A 3-phase out.
[22:56:34] <andypugh> £18
[23:01:30] <Fox_Muldr> Fox_Muldr is now known as Fox_M|afk
[23:19:42] <skunkworks> jepler:
http://www.cnczone.com/forums/showthread.php?t=104553
[23:19:44] <skunkworks> :)
[23:25:59] <Valen> http://www.youtube.com/watch?v=qTOveh6FK6Y&feature=related
[23:26:03] <Valen> guy is funny
[23:32:46] <andypugh> I suspect coolant on the holder might not hurt.
[23:41:31] <Jymmm> http://sfbay.craigslist.org/sby/tls/1845011524.html
[23:42:34] <ries> Jymmm: I wish I was living in the USA now :)
[23:43:19] <Jymmm> ries: Sorry man, I find so much stuff off of CL anymore.
[23:43:57] <ries> Jymmm: you know.. it's almost good business tpo import it here, and sell it (Ecuador)
[23:44:04] <ries> even the oldest crap is worth a lot of money
[23:44:26] <Jymmm> ries: But is there money down there to buy it
[23:44:57] <ds2> Jymmm: how much commission would you charge to find a machine on CL? :)
[23:45:03] <ries> Jymmm: yes--- the problem is the import fees are extremely high for anything > 4KG
[23:45:10] <Jymmm> ries: ah
[23:45:46] <ries> and there are hardly no machine factories here... so new stuff is even more expensive because there is no technology to build here
[23:45:58] <Jymmm> ds2: Depends, am I brokering the whole deal including logistics?
[23:46:15] <ds2> Jymmm: nope, just finding the contact info...i.e. locating the listings
[23:46:27] <Jymmm> ds2: then it's not worth it.
[23:46:35] <ds2> Okay
[23:46:49] <Jymmm> ds2: I'm easy, just not cheap.
[23:46:53] <ds2> don't have time to keep looking to see if there is certain machine in this area
[23:47:13] <ds2> Jymmm: okay, what about brokering the whole thing?
[23:47:16] <ries> Jymmm: here is a good example of prices they ask :
http://articulo.mercadolibre.com.ec/MEC-6666020-cnc-para-tallar-y-modelar-en-piezas-de-24x24-_JM
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}