Back
[00:59:21] <morfic> dgarr: what i meant to ask, why is this (ngcgui) limited to one sub? why can't it use the vars throughout a program, no matter how many subs the program has?
[01:14:52] <dgarr> you can catenate the same or different subfiles each time you create a feature; there is a button to "Retain values on next Subfile read" which will share
[01:15:01] <dgarr> variables with identidal names or you can use globals
[02:29:18] <Endeavour> Hello
[02:41:16] <morfic> dgarr: i think i make the program i want first the ungui way, then see which way i get it with ngcgui
[02:42:11] <dgarr> the gui isn't for making programs, it is for testing them -- so you can enter parameters easier
[02:43:19] <dgarr> the idea is if you write a subroutine file in a prescribed way, the gui can read it and prompt the user for parameters or supply defaults etc
[02:43:40] <dgarr> more than one subfile can be combined to do multiple features
[02:44:20] <morfic> how about s/testing/using/ ?
[02:44:38] <dgarr> that's fine too
[02:45:02] <dgarr> i took your example, modified it to conform to the requirements, and then it could be used by the gui
[02:45:47] <dgarr> i think not many folks use subroutines (yet) nor named parameters for that matter but they make things much more readable i think
[03:13:34] <Endeavour_> Endeavour_ is now known as Endeavour
[03:37:35] <Valen> coca cola copyrighted (trademark) the contour bottle
[03:48:23] <elmo40> that they did. so, make a different bottle ;)
[03:55:34] <Endeavour> Hello Valen.
[03:55:44] <Valen> sup?
[03:57:13] <Endeavour> Watching The Empire Strikes Back
[03:57:41] <Jymmm> Endeavour: I'm sorry.
[03:57:55] <Endeavour> Hm?
[03:58:22] <Jymmm> Endeavour: I'm sorry you're Watching The Empire Strikes Back
[03:58:32] <Endeavour> Don't like Star Wars?
[03:59:18] <Jymmm> Eh, it was ok. Not a fanatic or anything lke that.
[04:00:10] <Jymmm> Not something I would go "Hey, let's get Star Wars and watch it again"
[04:00:17] <Jymmm> :)
[04:00:23] <Endeavour> I like 'em alright.
[04:00:34] <Endeavour> Hadn't seen the Empire Strikes Back in a few years.
[04:00:52] <Jymmm> I haven't seen it in a few decades
[04:01:07] <Jymmm> It, being any of them
[04:01:11] <Endeavour> It's better than anything else on TV, so it works for me.
[04:01:15] <Endeavour> Heh.
[04:01:52] <Jymmm> No shit, thus why meida libraries are nice to have.
[04:02:03] <Jymmm> Not a dman thing at all on tv
[04:02:13] <Endeavour> Yeah, fairly sad really.
[04:02:34] <Jymmm> They are all running the same show back to back to back to back to back
[04:03:26] <Endeavour> Who was I talking with about stepper drivers here last night?
[04:04:21] <elmo40> Endeavour: are you looking to acquire some?
[04:04:33] <Endeavour> Looking at options
[04:05:43] <Endeavour> Some folks really dislike the A3997 drivers by Allegro
[04:08:04] <Endeavour> I was pointed at the GeckoDrive stuff, but I'm trying to find a qualitative comparison for it against other stuff. The 3D printing folks I spoke with thought the GeckoDrive was excessive, but most of those 3D printing folks don't really know what they're doing and are satisfied with pretty poor performance.
[04:10:16] <pfred1> the gecko 540 is pretty nice
[04:10:23] <pfred1> its an all in one solution
[04:10:32] <pfred1> port to motor
[04:10:59] <pfred1> http://www.geckodrive.com/product.aspx?i=14469
[04:11:26] <pfred1> people put them right inside the computer cases
[04:14:41] <Endeavour> pfred1: Yeah, that's what someone pointed me to yesterday.
[04:15:01] <pfred1> they're about the cheapest built real solution
[04:15:03] <Endeavour> Most folks here seem to dislike those chinese drivers.
[04:15:25] <pfred1> well i think they're better than the A3997
[04:15:44] <Endeavour> Hm
[04:15:47] <pfred1> but not better than a gecko
[04:16:05] <pfred1> to do better than the gecko you'd have to pay a lot more
[04:16:20] <Endeavour> Hm,
[04:42:07] <elmo40> is what this guy says true?
http://www.cnc-club.ru/forum/viewtopic.php?f=33&t=35&sid=bf7f8a77f3fa7d14e64a43ad07b6ba4c&start=80#p771
[04:42:14] <elmo40> EMC2 Lucid is still a ways off?
[04:47:06] <Valen> getting closer
[04:49:59] <Valen> its being worked on, some issue with RTAI and the kernel I hear
[06:55:37] <Valen> kicad schematic yay
http://www.vapourforge.com/AVR/bob/bob2.png
[06:58:07] <fragalot> * fragalot called his last project bob too
[06:58:08] <fragalot> :P
[07:00:44] <Endeavour> Anyone here ever try to dampen the sound of a stepper motor?
[07:07:43] <Valen> it is possible, but i think they chop down the torque in time with the torque ripple to make it stay constant
[07:07:51] <Valen> if thats the noise your talking about?
[07:09:54] <fragalot> Endeavour: it becomes more silent if you use microstepping, but its impossible to completely eliminate the noise.
[07:10:18] <Endeavour> Yeah
[07:10:23] <Endeavour> I was thinking mechanical dampening
[07:10:31] <Endeavour> Acoustic foam or something
[07:10:33] <Endeavour> * Endeavour shrugs
[07:10:41] <Jymmm> Whaaaaaat?!
[07:10:55] <fragalot> Endeavour: heat issues
[07:10:59] <Jymmm> Your spindle will cover ALL stepper noise
[07:11:20] <Endeavour> Yeah, I know, fragalot, was just curious if anyone had ever devised anything.
[07:11:37] <Endeavour> Jymmm: I'm making a 3D printer.
[07:11:47] <Endeavour> Stepper noise is the only noise. ;)
[07:12:00] <Jymmm> It's a shop, not a library
[07:12:22] <Jymmm> $0.99 ear plugs, cheap, quick, and easy
[07:12:47] <Endeavour> Ok. You're welcome to build your stuff however you like.
[07:13:14] <archivist> Endeavour, solid construction so it does not vibrate
[07:14:07] <Endeavour> archivist: Been planning on using metal extrusions for my framework, and possibly dampening things a bit with a rubber gasket between the motor and the panel it attaches to.
[07:23:18] <fragalot> <3 tv astronomers failing horribly
[07:23:37] <fragalot> astrologists*
[07:23:46] <fragalot> whatever, the pish-posh cardreader type
[07:23:54] <Valen> Endeavour look at epoxy granite
[07:25:35] <Endeavour> Interesting, Valen
[07:26:11] <fragalot> you could go all out and use silent DC motors and an encoder :P
[07:26:12] <fragalot> * fragalot runs
[07:28:56] <Valen> servo's dont need to be that much more expensive
[07:29:44] <fragalot> silent ones probably will
[07:30:23] <Valen> ours are pretty quiet
[07:33:12] <fragalot> I want a pet tiger
[08:39:52] <Xavier_H> Hi
[08:41:39] <Xavier_H> I have an (other) small problem. i would like to disable 3D redering in AXIS (small PC config) then would like to use "(AXIS, stop)" special comments :
http://linuxcnc.org/docs/html/gui_axis.html#r1_11_7
[08:42:14] <Xavier_H> But It doesn't seems to work, I have EMC2.4.1 version
[08:42:53] <Xavier_H> someone has already try this feature?
[09:05:24] <fragalot> did you use axis, hide?
[09:07:02] <Xavier_H> yes I also tried (AXIS, hide) (AXIS,show) but without results
[09:07:12] <Xavier_H> I will try again to be sure
[09:07:24] <fragalot> * fragalot boots up his EMC computer to test
[09:08:50] <fragalot> Xavier_H: it works, but it's space sensitive ( eg (AXIS,hide) and not (AXIS, hide)
[09:09:27] <Xavier_H> it does not work on my computer too
[09:10:40] <Xavier_H> ok thank you!
[09:11:10] <fragalot> Hm
[09:11:19] <fragalot> it seems that axis still shows the G1 toolpath though
[09:11:20] <Xavier_H> it disable just the path plot not all the 3D plot...
[09:11:23] <fragalot> yeah
[09:12:15] <fragalot> Xavier_H: you can go ton view in the AXIS menu and disable the things in there, and thten choose the 'DRO' tab instead of Preview.. see if that speeds things up
[09:12:16] <Xavier_H> there are option in menus to disable plot
[09:12:36] <Xavier_H> yes I just see them!
[09:13:12] <Xavier_H> but in fact, it is for a friend who want to run emc2 on a PII
[09:13:38] <Xavier_H> I don't have the computer here
[09:13:47] <fragalot> Xavier_H: I'm going to see if I can disable the preview window all together, hold on
[09:14:11] <fragalot> Xavier_H: there are other front-ends available other than axis for EMC2, you could try one of those
[09:15:27] <Xavier_H> Yes, I think about it. Pyvcp works with other fontends?
[09:19:17] <Xavier_H> The documentation only mention AXIS and pyvcp
[09:19:59] <Xavier_H> And no pyvcp in other fontend documentation too
[09:21:56] <Xavier_H> Thank you fragalot for your support!
[09:22:24] <Xavier_H> are you still in the place?
[09:23:32] <fragalot> hm?
[09:24:10] <fragalot> Xavier_H: there's tkemc
[09:24:54] <fragalot> Xavier_H: just go into the machine config, find the .ini file, and edit DISPLAY = axis to DISPLAY = tkemc
[09:25:20] <fragalot> it's not pretty, but it works on low spec computers
[09:27:09] <Xavier_H> ok thank you, I will advice him to use it
[09:27:37] <Xavier_H> but I think PII computer are too ol to run ubuntu
[09:27:50] <fragalot> Xavier_H: there's also xemc, yemc, emcjavaGUI, fpanel..
[09:27:51] <fragalot> :P
[09:28:12] <Xavier_H> hummm java
[09:28:14] <Xavier_H> ...
[09:28:25] <fragalot> don't think those are shipped with it by default though
[09:28:44] <alex_joni> xemc, tkemc, mini are
[09:29:17] <Xavier_H> ok I think tkemc or mini will do the job
[09:29:18] <fragalot> mini looks clean
[09:29:31] <Xavier_H> it is for a flycutter machine
[09:29:44] <alex_joni> there's also a new GUI in freepascal
[09:29:45] <Xavier_H> to machine gears
[09:31:56] <alex_joni> called Mocca
[09:32:11] <fragalot> well i've tried to run EMC on a Pmmx 200Mhz before
[09:32:21] <fragalot> it worked. just not really usable :P
[09:32:44] <Xavier_H> ok I will advice him to use an other PC
[09:37:36] <Xavier_H> because, he does not be confortable with linux/emc
[09:38:08] <Xavier_H> he isn't be confortable... (sorry for my very bad english)
[09:58:45] <fragalot> Xavier_H: what's wrong with linux?
[10:06:28] <Xavier_H> nothing for me but some persons are not confortable with It!
[10:06:43] <fragalot> because they've not tried it
[10:07:33] <Xavier_H> The friend who want run EMC on a PII aren't confortable with linux and emc2 because he doesn't used to them
[10:07:53] <fragalot> ubuntu is practically the same as windows to use really
[10:08:50] <Xavier_H> yes I know I have ubuntu on my machine for 6 years now
[10:10:33] <Xavier_H> but you can't defrag disk or enjoy with virus with ubuntu/linux ;-)
[10:11:22] <Xavier_H> Uses are often hard to change
[10:16:49] <Valen> you can put togther a rather nice EMC computer for ~ $100 US if you have some bits laying about
[10:18:35] <Xavier_H> Yes "old" PCs which are able to run EMC and AXIS are very cheap
[10:22:22] <Valen> thats for a new machine
[10:45:11] <fragalot> 'ndeed
[10:45:39] <fragalot> think about it, all you need is a mobo/cpu combo, PSU, and a cheap usb stick and you're set
[10:46:16] <fragalot> Xavier_H: you can defrag your harddisk on linux btw. but it's a hassle (it involves copying the whole filesystem elsewhere and putting it back :P)
[11:02:48] <Xavier_H> I read Linux FS try to doesn't frament the datas in them, moreover when you use the fs it will try to auto-defragment.
[11:04:32] <fragalot> it is designed like that, yes
[11:20:40] <andypugh> I wonder if it is worth trying to eBay this lot? (Or would it perhaps shift better on CNCZone). Or I could hang on to it.
[11:20:41] <andypugh> Now for the perfect cover letter
[11:21:18] <andypugh> Doh, wrong paste
[11:21:47] <andypugh> http://picasaweb.google.com/lh/photo/-Ra6URaCILYZ0x-Oh8x6IA?feat=directlink
[11:23:01] <archivist> or build something new with them
[11:23:46] <archivist> I need balls screw for me next project
[11:31:08] <andypugh> If I do any more conversions it will be something bigger, and those are spare due to me deciding I needed to add more Z travel to my existing machine.
[11:42:24] <archivist> Im slowly collecting bits for a larger travel mill
[11:43:02] <archivist> and trying to find cheap belting to fix the southbend
[11:43:47] <Valen> we are bolting a dremel onto the side of our mill ;->
[11:43:59] <Valen> any suggestions for bits for it?
[11:46:48] <andypugh> Cutter bits you mean?
[11:47:03] <fragalot> for what materials
[11:48:26] <andypugh> archivist: That kit with the longer screw fitted only gives 300mm or so travel, so I doubt it would be much use to you.
[11:48:32] <Valen> most of em lol
[11:49:09] <Valen> PCB, Al, perhaps a little steel
[11:49:21] <Valen> thinking carbide might be the place to go
[11:49:24] <archivist> andypugh, 300mm travel is enormous compared to what I did have
[11:49:29] <fragalot> Valen: generally is :P
[11:51:19] <fragalot> * fragalot wants to make a maglev-based mill a some point for the heck of it
[11:51:22] <fragalot> who wants to sponsor me?
[11:51:51] <archivist> you can sponsor yourself
[11:51:58] <fragalot> i'd have to win the lottery twice first
[11:52:02] <fragalot> ;p;
[11:52:37] <archivist> I need a job or the lottery to help
[11:52:42] <andypugh> I can't think of many less appropriate uses for maglev.
[11:52:54] <fragalot> andypugh: toilet seats.
[11:53:14] <andypugh> For a start, you would be limited to machining non-conductive materials.
[11:53:28] <andypugh> No, a maglev toilet seat would be hygenic.
[11:53:36] <fragalot> andypugh: it can't make you levitate.
[11:53:43] <fragalot> you'd still be sitting on a seat
[11:53:45] <andypugh> A maglev mill would just be stupid.
[11:54:01] <andypugh> And why not levitate the buttocks directly?
[11:54:48] <fragalot> because the only electro magnet capable of lifting a bio organism is the size of several houses and focusses all of it's energy to something the size of a coffee cup
[11:54:55] <andypugh> http://www.youtube.com/watch?v=A1vyB-O5i6E
[11:55:08] <fragalot> that, and if you have the flying sh*ts, things may levitate where you don't want it to.
[11:55:19] <andypugh> Yes. amd
[11:55:31] <Valen> we planned a maglev style mill once, for light weight milling of plastics
[11:55:38] <Valen> mainly a pick n place style applications
[11:55:39] <andypugh> Yes, and it _still_ makes more sense than a maglev milling machine!
[11:55:58] <fragalot> it doesn't have to make sense
[11:56:03] <fragalot> maglev is the future, everyone knws this.
[11:56:15] <fragalot> you're just narrow minded
[11:56:20] <fragalot> * fragalot runs
[11:56:22] <Valen> air bearing and linear motors is the way to make a mill
[11:56:35] <andypugh> I was about to type _exactly_ the same comment Valen
[11:57:18] <Valen> I wonder about making the slides out of glass and using optical techniques to make them
[11:57:52] <fragalot> you could apply chaos theory and rely on quantum mechanics to get a finished product
[12:07:44] <alex_joni> sim or no sim?
[12:07:54] <alex_joni> wrong channel
[12:09:37] <alex_joni> maybe you are trying a 2.3.5 config?
[12:19:10] <alex_joni> no, the information from there
[12:19:53] <fragalot> * fragalot tilts his head a bit and stares at alex_joni
[12:20:58] <alex_joni> fragalot: having issues with irssi :D
[12:21:06] <fragalot> hehe
[12:21:21] <alex_joni> I split my windows, and having problems getting used to it
[12:21:33] <fragalot> ah
[12:21:47] <alex_joni> ok.. undid it...
[12:27:59] <Valen> alex_joni: thats why god invented graphical clients ;->
[12:29:21] <fragalot> same confusion with multiple windows really
[12:35:25] <alex_joni> Valen: I'll wait for god to invent one that works under screen + ssh
[12:37:04] <fragalot> alex_joni: irssiproxy makes that possible
[12:37:08] <fragalot> :P
[12:37:14] <fragalot> but you don't get a /lastlog
[12:37:31] <fragalot> you could also do X-forwarding over ssh I guess
[12:38:11] <archivist> fragalot, lastlog is done in here by logger_emc: bookmark
[12:38:36] <fragalot> archivist: in this channel, yes.
[12:47:10] <Valen> alex_joni morfic was using some IRC proxy thingie
[12:56:04] <alex_joni> fragalot: my linux box doesn't have X installed
[12:56:57] <fragalot> none of mine, excluding the emc laptop, don't either
[12:57:12] <fragalot> but that laptops' screen is cracked, so it's pretty futile anyway
[12:57:12] <fragalot> :P
[14:05:53] <elmo40> andypugh: interesting, eh? if you have a strong enough magnet you can cancel out gravity
[14:12:33] <andypugh> Cavorite would be better
[14:34:26] <Xavier_H> Hi
[14:34:34] <Xavier_H> again ;-)
[14:37:08] <Xavier_H> I have a short question : Is there a way to output a gcode parameter (ex : #1) to a custom halpin?
[14:39:47] <Xavier_H> I think with a custom Gcode (M1xx) and a custom hal module...
[14:40:01] <Xavier_H> It is the good way?
[14:49:27] <cradek> try M67
http://www.linuxcnc.org/docs/html/gcode_main.html#sec:M67-Analog-Output
[14:50:24] <morfic> wonder what alex_joni needed that Valen mentioned my use of ZNC
[14:52:51] <Xavier_H> thanks cradek, I'll take a look
[15:03:29] <Xavier_H> ok it is what I am looking for, thank you again cradek :-)
[15:11:54] <fragalot> morfic: nothing important
[15:12:27] <morfic> fragalot: looks like it
[15:20:30] <Jymmm> I have no clue on AMD, is this an good?
http://newspaperads.mercurynews.com/ROP/ads.aspx?advid=32664&adid=9392684&subid=29809642&type=
[15:22:37] <fragalot> the x4 suggests it's a quad core, other than that, as clueless as you are, if not more ^_^
[15:22:51] <fragalot> haven't looked at AMD since I bought my x2 4600+ desktop
[15:31:30] <mikeggg> Is anyone using Anders' inverse deadband component
[15:31:32] <mikeggg> ?
[15:33:11] <fragalot> sounds painful, what is it
[15:34:40] <mikeggg> some servo drives don't respond to command signals within about 0.2 volts of zero
[15:35:04] <mikeggg> so you have to chop that portion of your command signal out to get a tight PID tune
[15:35:17] <MattyMatt> jymmm, that's a great chip & mobo
[15:35:25] <sealive> the milling robot is now live undersea milling and sawing at the structure
[15:35:38] <Jymmm> MattyMatt: Seems the reviews are mixed.
[15:35:58] <Jymmm> MattyMatt: do you have one?
[15:36:19] <MattyMatt> I have a 780G board with X2 chip
[15:36:27] <MattyMatt> previous generation
[15:36:56] <Jymmm> MattyMatt: reviews are iffy on this one...
http://www.newegg.com/Product/Product.aspx?Item=N82E16813130247
[15:37:15] <micges> mikeggg: sounds interesting
[15:38:35] <mikeggg> yeah, I'm trying to tune these servos, and you can grab the coupling and work it back and forth within the dead band.
[15:38:50] <mikeggg> once you hit either edge, the PID fights back like it should
[15:39:21] <mikeggg> using a multi-meter looks like i've got +/- 0.3 volts of deadband
[15:39:22] <MattyMatt> jymmm, dunno if MSi have quality issues. I thought they were considered a quality brand. mine is Gigabyte
[15:39:50] <fragalot> MSI don't have quality issues; but they do have performance issues
[15:40:01] <fragalot> when you compare the same graphics card between different brands,..
[15:40:25] <Jymmm> I seem to recall that MSI can be flaky
[15:40:25] <MattyMatt> I don't care about the last 10% of gfx performance
[15:40:49] <fragalot> MattyMatt: I did when I bought my last card.. paid enough for it at the time
[15:41:26] <MattyMatt> matrox G400 is the only expensive card I ever bought
[15:41:29] <fragalot> 7950GX2; first card with 2 GPU's on it, outperformed everything.. paid 600eur at the time for it.. it's still going strong after all those years so it's not too bad really
[15:42:05] <Endeavour> MattyMatt: Are you using EMC2 for something...?
[15:42:13] <MattyMatt> you are too young to remember Voodoo 3? :)
[15:42:42] <MattyMatt> Endeavour: for running my mill yeah
[15:42:44] <fragalot> MattyMatt: I used to have the G200, *AND* Voodoo 3 in my box!
[15:42:56] <Endeavour> You have a mill?
[15:42:57] <MattyMatt> not on this machine. emc is Athlon 1.2
[15:42:57] <fragalot> playing Incoming
[15:42:59] <fragalot> :3
[15:43:15] <fragalot> and Pod.
[15:44:00] <fragalot> I even had the graphics memory expansion module ^_^
[15:44:44] <fragalot> good god i've wasted a lot of money on those things >.<
[15:44:56] <MattyMatt> has mill
http://imagebin.org/98765
[15:45:40] <MattyMatt> and some finished chips :)
http://imagebin.org/98763
[15:45:56] <fragalot> making parts for another?
[15:46:12] <MattyMatt> that's 3 more
[15:47:13] <MattyMatt> Endeavour will recognise them ;)
[15:48:32] <Endeavour> Indeed.
[15:48:44] <Endeavour> Though if you have a mill at your disposal, why don't you make something better?
[15:49:00] <MattyMatt> I'm just learning
[15:49:14] <MattyMatt> mendel is a bunch of small jobs to practice on
[15:49:24] <Endeavour> I'm not talking about part quality, just a better machine than the Mendel.
[15:49:34] <Endeavour> (IE: Design your own)
[15:49:59] <MattyMatt> I have the STLs in blender. it was a no brainer. there's a good demand for mendels too
[15:50:16] <Endeavour> Cool
[15:50:23] <Endeavour> Either way, look forward to seeing your build.
[15:50:30] <Endeavour> Parts look nice.
[15:50:44] <MattyMatt> I'm not sure I will build. I'm planning to sell all 3 sets
[15:51:07] <Endeavour> Ah
[15:51:08] <MattyMatt> and putting the money back into the mill
[15:51:13] <Endeavour> Cool
[15:52:13] <MattyMatt> I was planning to step up production after I've stiffened the mill, but it takes so long
[15:52:45] <MattyMatt> those z-leadscrew bases is a lot of wood to mill away
[15:52:54] <MattyMatt> with a 3mm tool
[15:53:34] <MattyMatt> I actually like the mendel design anyway. it looks adaptable
[15:55:10] <MattyMatt> I may build up the machines and sell them complete. I'd propably only have to sell 2 then
[15:55:44] <fragalot> how much are you asking for it?
[15:55:46] <MattyMatt> but I'd rather swap the 3rd for a lathe :)
[15:56:23] <MattyMatt> they are worth a tidy little pile. Makerbot (a commercial derivative of the 1st gen" go for $1200
[15:58:28] <MattyMatt> I'll be selling on ebay. It's still a seller's market due to scarcity
[15:59:16] <MattyMatt> the scarcity is coming rapidly to an end now, I think
[16:00:23] <MattyMatt> Endeavour, how long until your molded ones hit the street?
[16:04:18] <MattyMatt> I'll need custom paint jobs to compete once they do :)
[16:05:35] <sealive> MattyMatt:
http://www.sammellothar.de/x_rahmen.mpg
[16:06:25] <MattyMatt> nothing plays. just a banner ad
[16:06:31] <MattyMatt> probably my browser
[16:06:55] <jlmjvm> same here
[16:07:39] <fragalot> Fail.
[16:08:52] <sealive> i just checkt my homepage its there but now with large letters does this metter?
[16:08:53] <elmo40> I see it
[16:09:12] <elmo40> looks like a CAD simulation
[16:11:10] <sealive> yes it is PRO/E animation
[16:13:16] <sealive> the real mashine is here elmo40
http://www.youtube.com/watch?v=lBMkT39LtEU
[16:14:33] <sealive> full emc to milling here
http://www.youtube.com/watch?v=WZotjleEtj0
[16:17:22] <fragalot> sealive: why did it look like you were running around like a madman about halfway the movie after you hit "R" ?
[16:17:47] <elmo40> I know.
[16:17:50] <elmo40> sit still! :P
[16:17:54] <elmo40> or get a tripod
[16:17:58] <MattyMatt> that's about the size of mine, though made of more expensive stuff :)
[16:18:39] <sealive> the plug for the deduction wars off
[16:19:07] <MattyMatt> I ought to try MDF mendels next, to see if they are tangibly better than plywood
[16:19:47] <MattyMatt> naaah. If I get a good price for these parts, I'm buying some refractory
[16:19:53] <sealive> hevy sawing now in 5000feet depth
[16:20:44] <fragalot> sealive: "deduction" ?
[16:21:13] <fragalot> MattyMatt: bear in mind that MDF only likes beeing compressed.. it fails horribly at all other forces beeing applied to it
[16:22:14] <sealive> the garbitch of the milling has to put away with a vacuum cleaner
[16:23:32] <fragalot> garbage*
[16:24:08] <sealive> chippings
[16:24:14] <sealive> shavings
[16:24:19] <fragalot> yeah I know what you meant :)
[16:24:30] <sealive> 3. scrapings
[16:24:31] <fragalot> just "garbitch" can get you kicked in certain channels :P
[16:24:57] <sealive> the clamp at the oilspill is now off!
[16:25:28] <fragalot> yeah that's a big mess isn't it >.<
[16:25:41] <MattyMatt> for dust control. I sit there with a 1/4" brewing hose and blow the dust out from the tool
[16:26:02] <fragalot> MattyMatt: dust control + blowing == you have the wrong idea of "dust control"
[16:26:03] <fragalot> :P
[16:26:14] <sealive> thats like Mars Rover 5Robots working on 1plug with Saw and milling and clamping and and
[16:26:32] <MattyMatt> I think I'll adapt that idea for permanent use
[16:26:47] <MattyMatt> I'm gonna enclose the whole machine to contain the dust :)
[16:27:12] <fragalot> MattyMatt: there's this invention they call a " vacuum cleaner " that you could attach to your machine
[16:27:13] <MattyMatt> but for keeping the tool clear a jet of air does nicely
[16:27:32] <MattyMatt> jet would be quiter
[16:27:36] <MattyMatt> jet would be quieter
[16:27:43] <fragalot> depends on the vacuum machine
[16:27:52] <sealive> no sucking is better then blowing !!!
[16:27:55] <fragalot> mine's quite silent, and it most certainly keeps the dust nicer
[16:28:13] <MattyMatt> they are all bloody noisy, I think a PC fan and a funnel will get a good enough jet
[16:28:21] <andypugh> MattyMatt: Need some ballscrews? 110540511061
[16:28:38] <MattyMatt> andypugh, all spent up until I sell these mendels now :)
[16:28:54] <fragalot> MattyMatt: I can't hear my vacuum cleaner over a dremel spinning without a tool at 15000rpm
[16:28:57] <fragalot> that's pretty quiet.
[16:29:25] <MattyMatt> it's all cumulative, to the neighbours
[16:29:33] <sealive> Dremel is not good for milling proxxon match better
[16:29:37] <fragalot> unless if I increase the power on it and the turbine spins up to full rev, then it's FUCKING LOUD
[16:29:40] <fragalot> lol
[16:29:46] <fragalot> sealive: I was just using it as a reference
[16:30:21] <fragalot> dremels are ok for what they're designed to do. beeing used in a CNC mill isn't one of them :P
[16:30:37] <MattyMatt> are dremels all 12V?
[16:30:47] <fragalot> mine's 230V o.O
[16:30:47] <sealive> no 23V and 40V
[16:30:57] <MattyMatt> mine has a dremel collet, but is 240V
[16:31:10] <sealive> also proxon has a IB/E with 230V
[16:31:30] <sealive> 400W
[16:32:07] <MattyMatt> mine is a good match to my machine atm. when I crash it, the Z flexes first
[16:32:30] <andypugh> How is this possible?
http://cgi.ebay.co.uk/1856s-Archaize-Bronze-Hollow-Mechanical-Pocket-Watch-/220613237588?cmd=ViewItem&pt=UK_Jewellery_Watches_Pocket_Watches_Accessories_ET&hash=item335d92db54#ht_3499wt_1008
[16:32:32] <MattyMatt> once my machine is stiffer, I may need a more powerful spindle
[16:33:46] <MattyMatt> 13 quid for a mechanical watch? not too hard
[16:33:51] <andypugh> I assume the real cost is factored into the postage, but it would be a cheap way to buy some jewelled bearings.
[16:34:48] <fragalot> downside of wireless keyboards
[16:34:51] <fragalot> where the hell did I put it
[16:34:59] <MattyMatt> where does it say jewelled bearings?
[16:35:03] <MattyMatt> * 100% made from pure coppervery ,beautiful,and very collection
[16:35:12] <fragalot> found it :D
[16:35:18] <andypugh> And some are £3.99 delivery. There is something very odd with international postage.
[16:35:30] <fragalot> I have a mechanical wristwatch, paid 12 usd for it including shipping.
[16:35:32] <andypugh> You can see the bearings...
[16:35:51] <sealive> this is just the income ing price if go for it it will say 299
[16:36:18] <fragalot> I got mine from dealextreme.com
[16:36:18] <fragalot> :P
[16:37:39] <andypugh> It really shouldn't be possible to get a mechanical watch from Hong Kong to the UK for £5 all in, individually posted, including manufacturing. I don't care how rubbish the materials and manufacturing is.
[16:37:50] <elmo40> andypugh: read the print... "this watch is antique looking "
[16:37:53] <elmo40> antique looking
[16:37:54] <elmo40> fake
[16:38:45] <elmo40> could be stolen... who knows. eBay is good for stuff like that
[16:38:50] <andypugh> Indeed, but second-hand would actually make more sense. The fact it is a new fake is what makes me question the economics.
[16:39:09] <MattyMatt> elmo, they steal a lot of watches, all the same, then :)
[16:39:17] <andypugh> There are hundreds of them, he looks to be listing one every few minutes.
[16:39:30] <fragalot> andypugh: dealextreme even ships 0.02usd items for free.
[16:39:34] <elmo40> some are $30, others not. could be a 'loss leader'.
[16:39:46] <andypugh> "Never mind that we lose $1 on each one, we will make it up on volume"
[16:39:53] <fragalot> andypugh: and tbf, that watch I got is pretty solid, i've had it for 3 years now, and nearly never take it off.
[16:40:08] <MattyMatt> a copper watch won't last long. the escapement etc would wear
[16:40:23] <fragalot> mine isn't copper though :P
[16:40:25] <fragalot> hold on
[16:41:21] <MattyMatt> it is a good looking pocket watch tho. shame I havnae a weskit
[16:43:23] <andypugh> I am trying to think who would most appreciate 250632811847
[16:44:52] <fragalot> http://www.flickr.com/photos/fragalot/3569649813/
[16:45:03] <fragalot> bit too close but that's the only pic I can think of that I have online somewhere :P
[16:46:03] <elmo40> gotta love translations:
http://img710.imageshack.us/f/engrishe.jpg/
[16:47:24] <elmo40> ever been to
http://engrish.com ? it is Hilarious!
[16:50:19] <MattyMatt> Ah cool, you got your Z inside your pillar
[16:51:14] <MattyMatt> are you selling your old setup short? isn't it just as good as any standard minimill conversion?
[16:51:40] <andypugh> It probably is, but I am replacing it all for a reason.
[16:53:11] <andypugh> There are some low-quality pics of the new arrangement at
http://picasaweb.google.com/bodgesoc/Gibbs#5477167759873892978 and following
[16:53:33] <MattyMatt> first ballscrew I need is 600mm for my table
[16:53:55] <MattyMatt> I've got some fearsome backlash now
[16:54:38] <andypugh> It's all a bit of a chinese puzzle to assemble with the cover-strip and the fact that the leadscrew and ballnut have to be posted in through the 34mm hole in the top.
[16:54:39] <MattyMatt> I'll try a plastic nut first tho :)
[16:55:57] <MattyMatt> does that cover strip roll up?
[16:56:13] <andypugh> I ground to a halt yesterday when I found my shim steel was too short, and I couldn't think if anywhere to get more from at 8pm on a sunday (or at any time on a bank holiday, either)
[16:56:35] <MattyMatt> beer can? :)
[16:56:55] <andypugh> No, the strip slides round the back of the bracket that the ballscrew bolts to, you can see it in the next few pics.
[16:57:05] <elmo40> I have to post this. too damn funny!
http://qurl.org/P01
[16:57:22] <andypugh> And it would be a big beer can that you could get a 37mm x 425mm strip from.
[16:59:07] <lepton_> Anyone have experience with those boards on an intel core2 duo motherboard with Ubutnu 8.04/EMC2?
[16:59:21] <MattyMatt> party 7
[16:59:32] <MattyMatt> watneys red barrel
[16:59:44] <andypugh> lepton_: which boards?
[17:00:18] <bricofoy> Hi all
[17:00:29] <andypugh> Not that I can answer the question, I only have a core-duo and that's in a MAc.
[17:00:39] <lepton_> I've got my eye on the 5I22 PCI board right now
[17:01:09] <bricofoy> is it possible to lauch a program like a MDI_COMMAND ?
[17:01:09] <andypugh> Should just work, PCI is PCI.
[17:01:19] <lepton_> That's what I've been hoping
[17:01:52] <lepton_> I was reading some of the EMC2 docs on them last night, but I'm curious if there are any known issues that aren't listed, or something along those lines
[17:02:06] <andypugh> Yes. You can put the name of a sub in the MDI_COMMAND line ie, ake your G-code something like an O<filename> CALL
[17:02:56] <andypugh> The called file needs a O<filename> SUB and ENDSUB where the <filenames> match.
[17:04:11] <bricofoy> so what will my MDI_COMMAND line looks like ? something like MDI_COMMAND=Omifile.ngc CALL ?
[17:05:40] <andypugh> MDI_COMMAND = O<myfile> CALL
[17:05:54] <andypugh> And you need a relatively new version of EMC2 I think
[17:06:13] <andypugh> You need the < > characters.
[17:06:24] <bricofoy> I use 2.4.0~pre
[17:06:33] <bricofoy> ok thanks
[17:06:53] <andypugh> and inside myfile.ngc you need a O<myfile> sub and an O<myfile> endsub round the code to be executed.
[17:07:41] <sealive> on fanuc this is a M code M98P105 programm has then O105
[17:07:46] <bricofoy> ok
[17:08:23] <andypugh> You can use numbered files in EMC if you want, then the < > characters are optional.
[17:10:29] <andypugh> sealive: in this case the MDI_COMMAND lines in the INI file define bits of G-code to be executed when a pin goes high. I keep meaning to find an excuse to use it.
[17:11:14] <bricofoy> andypugh, I don't understand your last point. Does it means that if I use multiple files I don't need the <> ?
[17:11:51] <bricofoy> in fact what I have to do is turning OFF all motion.digital-out-xx outputs if the program is stopped before it ends itself
[17:12:05] <andypugh> No, I mean that you can use a file called 113.ngc and call the O113 SUB code inside it with O113 CALL
[17:12:15] <bricofoy> ok
[17:12:37] <sealive> ok
[17:12:41] <bricofoy> sorry for my poor english :P sometimes difficult for me to understand :/
[17:12:48] <sealive> i persenly do not like sutch coding
[17:13:42] <bricofoy> but I don't find any way to interact with motion.digital-out-xx without using an MDI command that runs a M65 Pxx instruction
[17:13:59] <bricofoy> I ther is another simpler way, I will be glad to use it !
[17:14:36] <andypugh> Actually, thinking about it, I already have a bunch of MDI commands on my lathe. I have pyvcp buttons to load individual tools which link to M6TnG43 lines in the INI file.
[17:15:37] <bricofoy> I use motion.digital-out to control glue flow, and thet MUST be turned OFF is the program is stopped for example with Estop o ranything else
[17:15:40] <andypugh> My lathe config runs the exact same G-code program all the time, which contains turning, facing, boring, threading and parting routines aiming for endpoints in other PYVCP controls.
[17:16:54] <andypugh> bricofoy: Why not use an AND2 function in HAL so that the output can only be high if the machine state is correct?
[17:17:01] <bricofoy> where do I need to put the file with my sub code ? in the same place with the INI file ?
[17:17:07] <bricofoy> Yes I do that for now
[17:17:13] <bricofoy> but the problem is
[17:17:33] <andypugh> In the default program prefix directory defined in the INI file
[17:18:04] <sealive> where all the nc-codes are
[17:18:20] <bricofoy> when you restart the program, the condition I use to turn OFF the outputs with some HAL logic turn back to a state that allow th output to ON
[17:18:26] <sealive> that comes up when you say open file
[17:18:39] <bricofoy> sealive, ok thanks
[17:19:03] <bricofoy> so when the program restart, as motion.digital-out-xx keep it's previous state
[17:19:21] <bricofoy> there is a moment when the outputs activates but it must not
[17:19:21] <andypugh> AND2 it with motion.program-is-auto ?
[17:19:40] <bricofoy> and the machine puts some glue somewhere it doesn't
[17:19:41] <andypugh> (or the similar pin that actually exists...)
[17:19:59] <bricofoy> and2 with program.is-running
[17:20:13] <bricofoy> I do this to turn off the glue flow when pausing
[17:20:49] <andypugh> That should work shouldn't it?
[17:21:03] <bricofoy> but If i stop the program before it ends (so before I turn the outputs off ), theoutputs remains in the state they are when stop
[17:21:30] <bricofoy> when I restart the program after a stop, program.is-running goes TRUE again
[17:21:34] <sealive> bricofoy: why dident you take a mcode out at the 7i43 to do this
[17:22:08] <bricofoy> and as the outputs kept their previous state, so they turn ON with program start.
[17:22:13] <bricofoy> I don not use MESA card
[17:22:19] <andypugh> bricofoy: Ah, I see your point.
[17:22:19] <bricofoy> only //port for now
[17:23:07] <bricofoy> so I thought using MDI_COMMAND to turn really OFF the outputs when program.is-stopped goes TRUE
[17:23:25] <bricofoy> but if there is a simpler way, I will enjoy using it :)
[17:24:23] <andypugh> I think you could do it with HAL components, but what you propose is probably easiest.
[17:24:42] <sealive> i go with andy
[17:24:54] <andypugh> But can't you turn off the glue with a single line?
[17:25:13] <andypugh> (ie I am not sure why you need the subroutine call)
[17:25:22] <bricofoy> I need to turn off 3 motion.digital-out lines
[17:25:45] <bricofoy> I tried to use more than one M65 Pxx call on the same line but it fails
[17:25:48] <andypugh> That answers that question then
[17:25:52] <bricofoy> got an error
[17:26:05] <bricofoy> ok
[17:26:10] <bricofoy> There is also something annoying with halui.program.pause behaviour
[17:26:35] <bricofoy> I have a magnetic switch beside my glue tank
[17:26:44] <andypugh> Running some "housekeeping" code on machine-stop sounds like a perfectly good use of MDI_COMMAND
[17:27:25] <bricofoy> when glue level goes low, the swich trigger an input, that is linked to halui.program.pause
[17:27:43] <bricofoy> so it pause the program to allow refilling of glue, then restart
[17:28:09] <sealive> M00
[17:28:42] <bricofoy> but I noticed if "pause" is clicked in axis while the input is still TRUE, program continues
[17:29:06] <bricofoy> is there a way to make pause persistent as the input stays high ?
[17:29:17] <andypugh> Probably.
[17:29:40] <bricofoy> or at least to desactivates th axis "pause" button
[17:29:54] <fragalot> bricofoy: put in a manual pause switch
[17:29:56] <elmo40> I was testing Mach3. fresh install of tinyXP. When you press Pause it still reads 3 or 4 lines! such latency issues it is unbelievable.
[17:30:02] <bricofoy> as I will use a custom pyvcp button for unpausong after glue filling
[17:30:07] <fragalot> elmo40: awesome!
[17:30:36] <bricofoy> elmo40, realtime on XP :)
[17:30:51] <elmo40> only if you get an embedded version.
[17:30:55] <fragalot> doesn't mach3 cost money?
[17:30:56] <elmo40> and I have yet to find them
[17:30:59] <bricofoy> fragalot, what do you mean ?
[17:31:27] <bricofoy> fragalot, in fact my switch acts like a manual pause switch
[17:32:06] <bricofoy> and I don't see how can I do this otherwise than using the halui.program.pause pin
[17:32:07] <fragalot> bricofoy: yeah but instead of using the software button, use another physical switch on that same input... that way yu can pause when you want without having to modify the software
[17:32:09] <sealive> the robot is broken at trhe oilspill he is coming up lost its Saw and 4 Lights
[17:32:24] <elmo40> nice... :/
[17:32:34] <elmo40> sealive: they should Nuke it and get it over with!
[17:32:38] <elmo40> that was one of the thoughts
[17:32:44] <bricofoy> fragalot, yes, but so I need to desactivate the button in axis
[17:32:49] <andypugh> bricofoy: You could wire the low glue to motion.feed-hold That might work
[17:33:46] <andypugh> fragalot: I think his point is that the onscreen pause button over-rides the physical button
[17:33:58] <fragalot> andypugh: ah I thought it was the other way 'round
[17:34:13] <bricofoy> andypugh, if I do this, as soon as the low_glue input turn off, the program will continue ?
[17:34:23] <andypugh> Probably.
[17:34:25] <elmo40> pause is pause. it should be either-or/both
[17:34:38] <andypugh> You might need more logic, perhaps toggle2nist?
[17:34:38] <bricofoy> andypugh, fragalot, yeah exactly, th problem is the axis button overrides the pause state
[17:34:43] <fragalot> andypugh: if he starts filling it then, it will continue the minute the level is high enough again
[17:35:09] <bricofoy> so this will not work :/
[17:35:31] <bricofoy> as the feeding is manual, it wil start with glue tank open
[17:35:38] <andypugh> Maybe plain "toggle" actually.
[17:36:40] <andypugh> You can wire some HAL so that the feed-hold goes true only on a rising edge of the glue level detector, and only goes low on a rising edge of a pyvcp button
[17:36:56] <bricofoy> In fact I will have a remote pendant with 4 buttons : cycle start, pause, resume, and stop
[17:37:26] <bricofoy> andypugh, ho yeah sounds great
[17:38:23] <bricofoy> but is there a list somewhere of all the available HAL components with some docs for using them ?
[17:38:34] <andypugh> Look at the list near the bottom of
http://www.linuxcnc.org/docview/html/ I am sure some combination of latch, toggle, edge, etc will do the trick
[17:38:59] <bricofoy> just a Dlatch will do it I think
[17:39:00] <andypugh> Yes, actually, I am psychic :-)
[17:39:08] <bricofoy> grat :)
[17:39:11] <bricofoy> great
[17:39:13] <bricofoy> LOL
[17:39:58] <andypugh> flipflop is the D-latch
[17:40:04] <bricofoy> ok
[17:40:59] <bricofoy> * bricofoy saving this chat session before forgetting all the great ideas
[17:41:18] <andypugh> setp the data pin to "true", net the .clk pin to the glue level switch, and net the resume button to the .reset pin and you should be set
[17:42:07] <bricofoy> yes that's it
[17:43:25] <andypugh> OK< back to soldering.
[17:43:33] <bricofoy> thanks a lot !
[17:44:09] <bricofoy> so bad there is not something to graphically show HAL configuration like a schema
[17:47:27] <andypugh> http://wiki.linuxcnc.org/emcinfo.pl?Eagle2HAL
[17:48:30] <andypugh> http://wiki.linuxcnc.org/emcinfo.pl?Crapahalic
[17:48:36] <andypugh> And at least one more :-)
[17:49:04] <bricofoy> arghhh
[17:49:29] <bricofoy> why can't I found such a great piece of software for myself ?
[17:49:37] <bricofoy> thanks again :)
[17:49:50] <andypugh> I am not totally sure that either work properly.
[17:50:36] <bricofoy> the second link is exactly what I was looking for
[17:50:52] <bricofoy> I will try getting it to work
[17:52:02] <bricofoy> I started a gedit syntax-highlighting rule for HAL files, does someone is interested with it ?
[17:52:26] <andypugh> Yes.
[17:52:51] <andypugh> I have also looked into HAL tab-completion which is a bit of a help.
[17:52:51] <bricofoy> Quite basic for now as I've no time for all :/ derivated from the INI rule
[17:54:06] <sealive> By till tomorrow
[17:54:56] <andypugh> I used
http://sourceforge.net/projects/gedit-autocomp/ . If you do a halcmd show all into a text file, then open that file, gedit-autocomp gives drop-down completion of pin names.
[17:55:25] <bricofoy> wow, great thing !
[17:55:32] <bricofoy> I will try this
[17:56:25] <andypugh> Right, really off to solder now
[17:56:47] <bricofoy> bye andy
[17:56:50] <bricofoy> thanks again
[18:08:37] <Dave911> sealive: What are you watching??
[18:24:17] <fragalot> Dave911: he's not here anymore
[18:24:42] <Dave911> ok
[18:58:47] <salvarane> #gentoo-python
[18:58:52] <fragalot> fail
[18:59:20] <salvarane> hello
[19:00:09] <fragalot> hey
[19:00:48] <bricofoy> hey
[19:38:53] <MattyMatt> 2 hours to drill 24 holes. not bad
[19:39:22] <MattyMatt> mill is slow, but even with backlash it drills a neater hole than I can :)
[19:39:55] <cradek> are these superduper holes of some kind?
[19:40:13] <MattyMatt> yes 8mm x 20mm deep
[19:40:26] <MattyMatt> which is quite a challenge for deremel :)
[19:40:36] <cradek> ahh
[19:42:23] <MattyMatt> with vanishingly thin walls in places, so it got a bit ugly just doing the middle with a brace and bit
[19:44:02] <MattyMatt> it could be worse. these repraps can print stuff that's utterly unmillable on any machine in any material
[19:44:32] <frallzor> reprap? how dare you!
[19:44:51] <MattyMatt> I'm not reprapping. I'm just milling parts
[19:45:14] <MattyMatt> for cash to spend on my mill :)
[19:45:23] <MattyMatt> and maybe a smallish lathe
[19:45:26] <frallzor> link to whatcha milling? fun to see
[19:45:27] <odiug> Matty: which machine do you have? DIY?
[19:45:56] <MattyMatt> yeah DIY, no vids
[19:46:06] <frallzor> but the parts themself
[19:46:09] <frallzor> where from? =)
[19:46:18] <frallzor> dxf etc etc to glare at
[19:47:41] <MattyMatt> http://filebin.ca/wjmard/mendel.blend
[19:47:59] <MattyMatt> I got all the parts in a version of that file
[19:48:33] <MattyMatt> I added an assembled machine, which has proved quite popular as a visualisation
[19:49:21] <MattyMatt> and now I'm producing gcode from a later version of that same file
[19:49:46] <frallzor> is that blenderstuff?
[19:50:13] <MattyMatt> it's a .blend file, if that's what you mean
[19:50:22] <frallzor> is that for blender? =)
[19:50:40] <MattyMatt> yep, something between 2.43 and 2.49
[19:51:00] <fragalot> blender confuses me
[19:51:03] <frallzor> ah found proper dxfs nog
[19:51:05] <frallzor> *now
[19:51:10] <frallzor> woow, its really made for laser :P
[19:51:24] <frallzor> no space between parts whatsoever =D
[19:51:25] <MattyMatt> the flat parts are
[19:52:09] <frallzor> whatcha milling then
[19:52:40] <fragalot> frallzor: still is possible to mill out the parts seperately if you really want to
[19:52:59] <MattyMatt> http://imagebin.org/98763
[19:53:20] <frallzor> seems like a bad idea if you want the parts to fit without loads of extra work =) considering tool radiuses
[19:53:35] <MattyMatt> I'm still doing most of the separately, because I always need to test the gcode on 1 first anyway
[19:53:38] <frallzor> unless you got lots of spare time to "make fix" :P
[19:53:47] <odiug> Wow
[19:54:12] <frallzor> interesting
[19:54:19] <frallzor> which parts of the reprap is that?
[19:55:03] <MattyMatt> about half of them, for 3 machines
[19:55:57] <odiug> Are you generating gcode from the STL files, or is there a good "millable" dataset available for Mendel?
[19:56:17] <MattyMatt> I'm generating the gcode
[19:57:08] <odiug> With what? Do you already have DXFs?
[19:57:10] <MattyMatt> it's all hacky atm. the gcode I've made is all harcoded for my machine
[19:57:32] <MattyMatt> blender scripts exports gcode
[19:57:51] <odiug> Ah, OK.
[19:58:26] <frallzor> how many tools for that?
[19:58:27] <frallzor> 2?
[19:58:59] <MattyMatt> yeah I use the ballmill do to the semicircle grooves
[19:59:00] <odiug> I am still playing around with my mill, but a RepRap might be the next project. Or probably converting the mill to a RepStrap.
[19:59:29] <MattyMatt> mill the parts for an extruder :)
[20:00:04] <odiug> If that is possible... good!
[20:00:07] <frallzor> are thery plain stls available?
[20:00:14] <frallzor> *there
[20:00:16] <fragalot> anything is possible if you put your mind to it :P
[20:00:33] <MattyMatt> the plain STLs are in the reprap package
[20:01:03] <fragalot> I wonder if you could use a glue gun and a small linear actuator as an extruder
[20:01:10] <frallzor> I downloaded one but it seems there are only solidfiles
[20:01:12] <MattyMatt> this blend file has them rotated and positioned for easy printing
[20:01:18] <fragalot> (read: glue gun + weight)
[20:01:24] <frallzor> could you export it as stl? :P
[20:02:07] <MattyMatt> that blend file came with a special STL exporter which plays extra-nice with reprap
[20:03:13] <MattyMatt> don't see what can wrong with STL tho. it's rather basic
[20:04:58] <MattyMatt> fragalot. I bet the first ones were exactly that
[20:05:00] <frallzor> ah found stls =)
[20:07:11] <frallzor> ahh to much work, ill stick with milling my cola sign
[20:08:10] <odiug> :-)
[20:08:14] <frallzor> http://pici.se/p/GqkEFrLwF/ which version?
[20:08:41] <frallzor> both will be painted and the one to the left will have 5 different caps from different times
[20:08:52] <MattyMatt> frallzor, wait until I've laid them out into one-pass sheets
[20:09:27] <MattyMatt> and use #1 and #2 for feedrate and toolsize everywhere :)
[20:09:41] <odiug> Which sheet size are you aiming at?
[20:10:01] <MattyMatt> well A3 describes my machine quite well
[20:10:17] <MattyMatt> 13" x 16"
[20:10:35] <odiug> Mine is similar 300x200mm
[20:10:42] <MattyMatt> I reckon a complete mendel would be 4 of those
[20:11:34] <odiug> 11.8x7.9, well, not that similar. :-/
[20:11:40] <MattyMatt> with the web of sprues left on, for easy shipping & handling
[20:12:29] <MattyMatt> some repraps are 100mm x 100mm, so no parts are bigger than that :)
[20:13:05] <odiug> Good! Would have been good to mill multiple parts in one go
[20:13:32] <MattyMatt> odiug, that's only useful once you've got all the gcode debugged
[20:13:45] <odiug> Yes, true
[20:14:00] <MattyMatt> so my next batch will be more than 3 machines :)
[20:14:54] <MattyMatt> the simple parts I do 12 in a row already, but mostly I clamp one, mill one
[20:15:30] <odiug> What material are you using for your parts. I saw on the picture you used wood. Or was that just for testing?
[20:15:41] <MattyMatt> wood is good :)
[20:16:56] <MattyMatt> I use oak plywood where strength is important, but the design of the machine tolerates so-so printed parts
[20:17:25] <MattyMatt> so wood will be a step up from what some people use
[20:18:34] <MattyMatt> I may mill a mild steel one, although it's a lot of milling to do
[20:22:12] <MattyMatt> my plan was to do rough milled plywood sets cheap, and fine milled oak sets for connesieurs
[20:22:54] <MattyMatt> but even rough milling takes ages on my machine
[20:23:37] <odiug> I know, my machine is also not that rigid.
[20:24:10] <MattyMatt> I think 1mm deep furrows is close to what my spindle can take
[20:24:21] <odiug> What depth can you mill in one go?
[20:24:30] <odiug> IC
[20:24:45] <MattyMatt> so even when I stiffen the machine, I'll still really be limited to 1mm cuts
[20:25:21] <MattyMatt> a bigger spindle would be necessary to make this economical
[20:25:46] <MattyMatt> a 4mm collet on this one would help tho
[20:26:34] <MattyMatt> realistically I need to handle 6mm shanks, or I'm paying too much for tiny tools
[20:28:51] <frallzor> kress is good
[20:28:57] <odiug> Yes, I have a 800W router. Collets for 3.175, 6 and 8mm.
[20:28:58] <frallzor> best for bang
[20:29:05] <frallzor> *best bang per buck
[20:29:08] <odiug> Yes, mine is the 800W Kress
[20:29:18] <odiug> But loud
[20:29:29] <MattyMatt> I think my 20gbp one is hard to beat per buck, it's just too small :)
[20:29:30] <odiug> at least on 30000U/min
[20:30:42] <MattyMatt> * MattyMatt puts 4 x cheapo spindles on and mills 4 parts that way
[20:31:05] <odiug> heh heh
[20:31:19] <odiug> Mass production!
[20:31:57] <MattyMatt> I'm working towards it
[20:32:40] <odiug> Where are you located?
[20:32:42] <MattyMatt> it's not really a product until you're selling millions :)
[20:32:56] <MattyMatt> UK
[20:34:16] <MOGLI> helllo can anyone guide How to make installer from modified EMC2 code???
[20:34:25] <MOGLI> m using Debian Lenny
[20:35:19] <MOGLI> helllo anybody here?????
[20:35:23] <MOGLI> SWPadnos
[20:35:30] <MattyMatt> If I could I woulda done it myself. I run Lenny on this machine
[20:35:41] <odiug> Yes, but do not know an answer to your question.
[20:35:49] <MOGLI> :(
[20:36:09] <MattyMatt> it's supposed to be something simple
[20:36:29] <MOGLI> is there any package which can make installer or something like that...
[20:36:34] <MattyMatt> somebody told me it's a single apt command
[20:37:08] <odiug> I would guess that there is something in the source package, isn't there?
[20:37:11] <MOGLI> thanks MattyMatt , if you find any more info please update..
[20:37:28] <MOGLI> no i dint find anything like that in source package..
[20:37:46] <MattyMatt> when I have time. I think learning to make packages needs careful attention to details
[20:38:14] <MattyMatt> to make sure you don't break anything :)
[20:38:44] <MOGLI> hmmm.. may be its simple but i am new to linux so m not knowing...
[20:38:57] <odiug> I am currently working with HeeksCAD, and they have a "debian" subfolder, which looks like having the definitions for generating the debian package for HeeksCAD.
[20:39:01] <MattyMatt> I don't intend to start to learn until I have a machine for a permanent server
[20:39:13] <odiug> So I guess this is handled similar.
[20:40:45] <MOGLI> hey there is debian folder in EMC source tree..
[20:41:26] <MOGLI> hey odiug can you tell me procedure for HeeksCAD.. i will try it on EMC
[20:41:56] <odiug> No, I have not done that for HeeksCAD either.
[20:42:12] <Dave911> Does anyone use MO drives any longer (magneto optical) and if so... what for? I took an olympus MO drive out of a SCO Unix system years ago ... lost ... and then found it 7 years later
[20:42:35] <odiug> I just remembered that those package systems often use some additional files or directories for their definitions.
[20:42:44] <MattyMatt> they are better for backups than optical drives. more reliable
[20:42:46] <cradek> Dave911: I've got some (very) old backups I'd like to read, but my MO drive is dead
[20:43:02] <MattyMatt> ^the disks are anyway :)
[20:43:06] <cradek> haha
[20:43:18] <odiug> But if you have a look at the debian package system, you should find this information.
[20:43:20] <frallzor> wonder If one should dare try the slice funktion in Aspire...
[20:43:59] <Dave911> Wanna borrow a MO drive? This one is a SCSI 230 MB version.. Not an external ...
[20:44:44] <Dave911> I might have an ISA SCSI card for it around here also ..
[20:44:59] <MOGLI> hey cradek if you are free plz guide
[20:45:06] <MattyMatt> I have an MCA scsi card that'd probably work :)
[20:45:34] <cradek> Dave911: let me see tomorrow if that's what my media say on them... I don't remember what they are.
[20:45:36] <MattyMatt> that's running the 270MB hdd in my 386
[20:46:05] <MOGLI> helllo can anyone guide How to make installer from modified EMC2 code???
[20:46:26] <MattyMatt> MO were most popular when they were ~600MB iirc
[20:47:07] <Dave911> This one is an Olympus Model MOS320E 230 megabytes ... Those figures were impressive at one time ... ;-)
[20:47:23] <MattyMatt> I was quite impressed with zip100
[20:47:41] <cradek> brb
[20:47:52] <Dave911> As I recall this drive was $1000+ way back when ... now ... well ..paperweight
[20:48:29] <MattyMatt> It probably has a fantastic laser focussing mechanism
[20:49:47] <MattyMatt> with proper glass lenses that'll handle a 50W laser
[20:50:25] <MattyMatt> in short bursts :)
[20:51:20] <Dave911> Hmmm.. never thought about that ... So they don't use decent lense in the DVD drives these days?
[20:51:33] <odiug> Hey, I also have a ZIP100 in my electronics junk. Unconnected since >10 Years.
[20:51:43] <MattyMatt> it's all done with gratings and waveguides now
[20:52:02] <Dave911> Didn't know that ...
[20:52:07] <alex_joni> MOGLI: what kind of installer?
[20:52:12] <odiug> So I should not throw it away...
[20:52:17] <MattyMatt> fresnel gratings that focus and turn through 90 deg in one
[20:52:58] <MattyMatt> zip100 are just so obsolete in a world with flash & USB
[20:53:18] <Dave911> I installed some zip drives in a number of computers just a year ago or so ... I bought them used of Ebay ... I had to buy a large number of them to get enough that still actually functioned..
[20:54:33] <odiug> What for?
[20:54:33] <MattyMatt> I don't bother with floppy drives unless I need to flash a bios on an old machine now
[20:54:48] <Dave911> Yes.... I've very glad that the days of full height 5 megabyte hard drives are gone.. I don't miss them at all..
[20:54:52] <odiug> My PC does not have a floppy
[20:55:47] <Dave911> They needed zip drives since the software they were using was archived onto zip drives and when it was moved to USB drives it would become corrupted ... no one knew why and no one had the source code
[20:56:15] <odiug> Nice problem...
[20:56:24] <MattyMatt> probably falure to unmount the USB drives
[20:56:35] <MOGLI> hey alex_joni sorry i was not at desk
[20:56:44] <Dave911> Fortunately there is no shortage of Zip drives on the used market
[20:56:45] <odiug> So, fingers crossed that the ZIP100s last for another couple of years.
[20:57:02] <Dave911> Just buy more for spares :-)
[20:57:19] <MattyMatt> A zip100 is still a good companion for a 386 or 486 machine :)
[20:57:27] <Dave911> The disks themselves seems to last a very long time
[20:57:45] <MattyMatt> yeah they were good backups
[20:57:59] <MattyMatt> I never lost a file on one
[20:58:22] <MOGLI> .deb package. installer kind of ...
[20:58:39] <MattyMatt> yeah I assumed you meant .deb
[20:58:49] <MattyMatt> synaptic is my installer :)
[20:59:38] <MattyMatt> this is why I assume you need to be careful, if you are making a .deb that everybody will use
[21:00:22] <MOGLI> ok MattyMatt i will take care before creating it...
[21:00:30] <MOGLI> hey alex_joni u there???
[21:00:39] <MattyMatt> MOGLI, what cpu?
[21:00:50] <MOGLI> intel Atom N230
[21:01:08] <MattyMatt> are you running 64 bit linux?
[21:01:24] <MOGLI> no it has IA_64 support but dint tried it..
[21:01:36] <morfic> IA_64? not x86_64 ?
[21:02:01] <MattyMatt> debian does amd64 and ia_64
[21:02:20] <MOGLI> i compiled Kernel using ICC, i read somewhere it is 8-40% faster than GCC so tying it..
[21:02:41] <MattyMatt> that's risky :) good luck
[21:03:03] <MattyMatt> I don't have the nerve to use ICC
[21:03:09] <morfic> IA_64 is itanium
[21:03:23] <MattyMatt> it's only worth the effort on good intel chips tho, and I have none
[21:03:33] <MOGLI> my mainboard says IA_64, m not sure...
[21:04:12] <MattyMatt> morfic yeah, but core 2 also runs IA_64 at a source level at least I think
[21:04:22] <alex_joni> MOGLI: if you are talking about emc2 packages, it's described in the wiki how to build new packages
[21:04:23] <MOGLI> ATOM IS RUNNING JUST FINE...WITH MINIMAL INSTALL LIKE DEBIAN BASE SYSTEM AND OPENBOX ONLY
[21:04:36] <alex_joni> however that doesn't cover a custom compiler
[21:04:49] <MOGLI> alex_joni can you please give me the link??
[21:04:59] <alex_joni> there is a search box in the wiki
[21:05:36] <alex_joni> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?BuildingUbuntuPackages
[21:05:40] <MattyMatt> icc is fairly easy to substitute for gcc, it's worth it for packages made specifically for intel chips
[21:05:44] <alex_joni> might be outdated, but it's a start
[21:05:46] <morfic> em64t and IA_64 is not the same, more intruiged he says his mobo claims IA_64 :)
[21:06:05] <alex_joni> morfic: might be time for memtest ;)
[21:07:14] <MOGLI> alex_joni
http://wiki.linuxcnc.org/emcinfo.pl?Installing_EMC2
[21:07:15] <MOGLI> ??
[21:07:52] <alex_joni> MOGLI: ^^
[21:08:14] <alex_joni> or this:
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?EMC_With_Custom_Kernel#Build_and_Install_EMC_packages
[21:10:41] <MOGLI> alex_joni it gives error, your kernel is not known
[21:12:04] <MOGLI> sorrry my mistake
[21:12:09] <MOGLI> its warning only not error..
[21:19:26] <MOGLI> debuild trying to find RT at /usr/realtime-2.6.30.5-rtai while my realtime system is at /usr/realtime
[21:19:48] <MOGLI> :( can you tell me which file should i change
[21:20:15] <MOGLI> k got it...
[21:36:07] <andypugh> Well, that's me baffled.
[21:37:16] <andypugh> My BLDC motor driver does nothing at all, but then almost works when I connect the scope earth lead. It's running from an isolated benchtop supply, so I don't understand that.
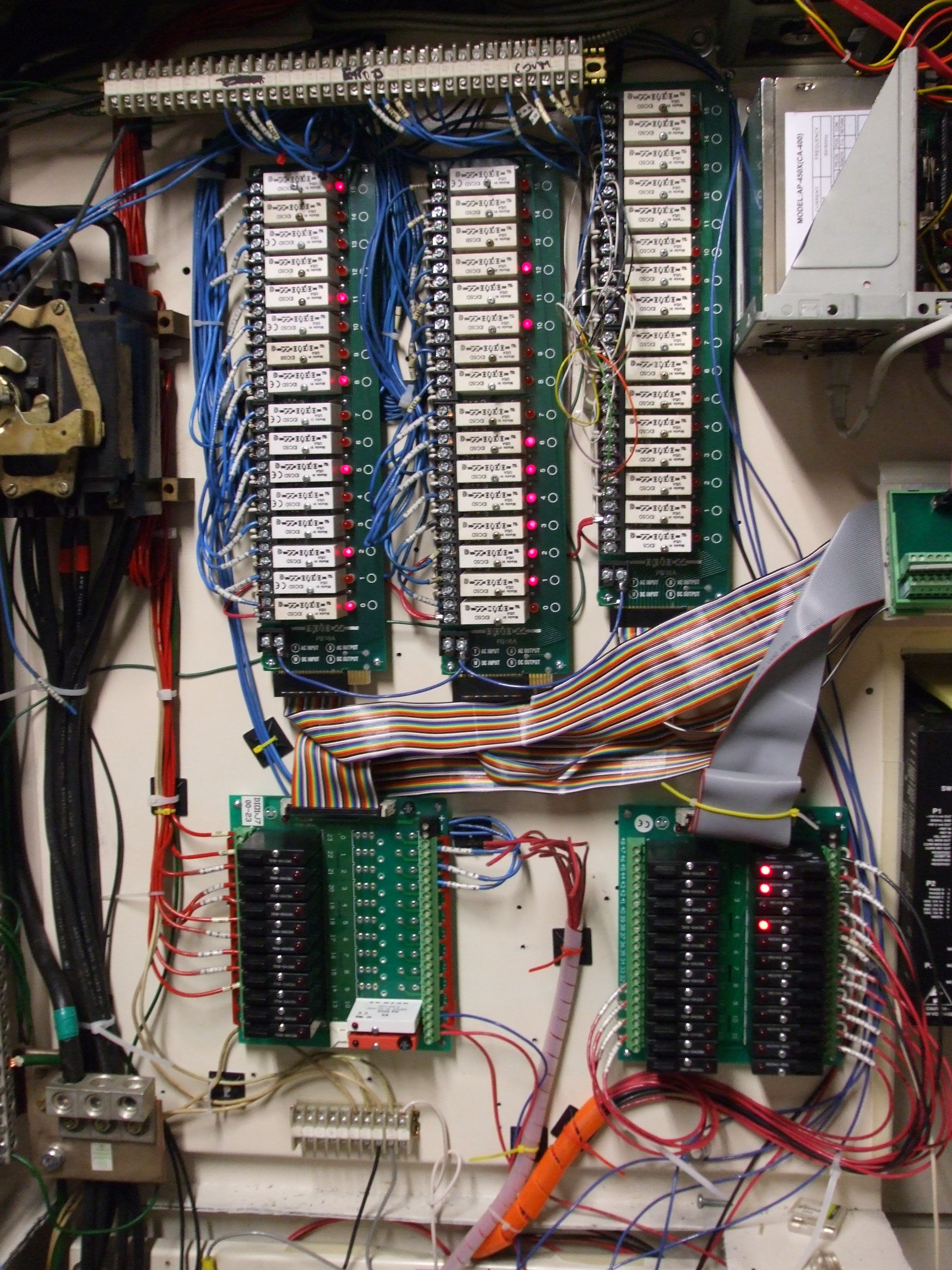
[21:52:29] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/DSCF1184.JPG
[21:53:20] <andypugh> It looks (and probably sounds) like an old fashioned telephone exchange.
[21:53:26] <skunkworks> heh
[21:53:36] <skunkworks> no - solid state relays...
[21:53:39] <skunkworks> ;)
[21:54:05] <skunkworks> (except for motor start and estop/limit loop relays.)
[21:54:10] <andypugh> You sure the machine won't reject such new-fangled technology?
[21:54:23] <skunkworks> I think it is going to love it.
[21:54:42] <skunkworks> it is probably saying 'it's about time!'
[21:55:13] <JT-Hardinge> skunkworks: looking good
[21:56:28] <andypugh> Probably getting a dymo labeler so that you can see what each one does at a glance.
[21:56:43] <JT-Hardinge> http://imagebin.ca/view/re_Xmv4h.html
[21:57:36] <skunkworks> I have the estop stuff hooked up.. I can release the estop on emc - and all the estops/limits put the machine back into estop. I have some question - but don't remember what they are ;)
[21:58:03] <skunkworks> andypugh: yes - that is on the list. (then you don't have to think)
[21:58:14] <JT-Hardinge> skunkworks: you got the estop physical input to coordinate with EMC?
[21:58:49] <skunkworks> seems to - all I did was turn the estop relay on with emc2 - then that contact goes back into emc. if that makes sense...
[21:59:20] <skunkworks> I had some questions about that.. but it seems to work.
[21:59:29] <JT-Hardinge> kinda somewhat... I recall some issue I had but don't remember atm what that was or what I did about it
[21:59:35] <andypugh> JT-Hardinge: What is that showing, if I may ask?
[21:59:47] <JT-Hardinge> look at the status line :)
[22:00:41] <JT-Hardinge> andypugh: do you see it?
[22:00:45] <skunkworks> pushing the physical estops - makes emc go into estop
[22:00:55] <andypugh> No. But I am not sure what you normally see
[22:00:56] <skunkworks> so that seems good.
[22:01:13] <JT-Hardinge> I added the current coordinate system to the status bar
[22:01:23] <andypugh> I was about to guess that.
[22:01:32] <JT-Hardinge> I had a crash because I forgot that I was in G54
[22:01:53] <JT-Hardinge> seems to be an important bit of information
[22:02:03] <andypugh> I have only once used anything other than G54
[22:02:16] <skunkworks> iocontrol.0.user-enable-out turns on the estop relay - and the NO contact on that relay then is connected to iocontrol.0.emc-enable-in.
[22:02:20] <JT-Hardinge> I mean I forgot I was in G55
[22:03:14] <JT-Hardinge> skunkworks: I think that is the problem I had as I have no MCR in this system
[22:03:21] <andypugh> Which reminds me... Why does the touch-off dialog offer any options other than the Tool table and the current coordinate system. I am struggling to think when you would want to touch-off into an inactive one.
[22:03:47] <JT-Hardinge> setting up another coordinate system
[22:04:11] <andypugh> Why would you set it up before activating it?
[22:04:38] <andypugh> Hmm, perhaps I can think of reasons.
[22:04:39] <JT-Hardinge> you might be setting up your fixture offsets
[22:05:23] <laserted> any classic ladder gurus around? My sections/rungs keep disappearing in 2.4
[22:05:34] <JT-Hardinge> do you save them?
[22:05:38] <laserted> yup
[22:05:47] <andypugh> I need some kind of robot arm to hit me over the head before I touch off into the CS rather than the TT (and vice-versa) and also to stop me touching off Z into the X value etc.
[22:05:47] <laserted> loading doesn't restore, either
[22:06:06] <JT-Hardinge> andypugh: I need the same
[22:06:20] <andypugh> We should blame the GUI design :-)
[22:06:40] <JT-Hardinge> if you save them they should come back when you reload
[22:07:15] <JT-Hardinge> when you save it should change to the file name just above the New button
[22:07:45] <laserted> jt: that was my reasoning.
[22:07:58] <JT-Hardinge> I love knowing what the current coordinate system is
[22:08:14] <JT-Hardinge> I'm running 2.4 and don't have any problems saving my ladder
[22:08:31] <laserted> jt: and the filename does change - I have it saving to my desktop currently; does it need to be inside the same config folder? I'm not running in place.
[22:08:49] <JT-Hardinge> yes it needs to be in the config folder
[22:09:03] <JT-Hardinge> that is where it looks to load the .clp file
[22:10:34] <andypugh> Pondering further: Two touch-off buttons (current CS and TT) on the GUI and all the others available from the menu might not be a bad arrangement.
[22:11:15] <laserted> just tried that; started a new ladder, put in a couple sections (all ladder,main) moved to section 1, put in a contact and coil run, saved to the config folder i'm working with.
[22:11:17] <JT-Hardinge> that would be a bit more intuitive I think
[22:11:42] <laserted> jumped to a different section, and back; rung is blank, reloaded clp, rungs are blank.
[22:12:50] <JT-Hardinge> how are you reloading the clp? by starting Axis again?
[22:13:34] <laserted> no, through the ladder editor. Reviewing the clp file in a text editor shows no indication of customization (the run, contacts, coil etc.)
[22:14:42] <JT-Hardinge> do you have the clp file specified in your config?
[22:17:09] <laserted> i hadn't got so far as to have a hal file load it - looking at the clp as text dhows nothing for it to load....
[22:17:26] <laserted> even previewing or printing the view while the symbols are still visible shows a blank page....
[22:19:28] <JT-Hardinge> go ahead and make sure your classicladder line has a file name like this: loadusr classicladder --nogui hardinge.clp
[22:19:50] <JT-Hardinge> I'm on my Hardinge lathe so I named my clp file hardinge
[22:20:08] <laserted> gotcha. since I have a "null" clp, I'll use that one.
[22:20:11] <JT-Hardinge> then run EMC and edit and save and you should be fine
[22:20:52] <JT-Hardinge> * JT-Hardinge head for the deck to start the Big Easy roasting chicken
[22:21:12] <JT-Hardinge> so momma is happy in about an hour or so
[22:31:21] <laserted> jt: calling the file from hal seems to have done it. don't recall needing that when building a new ladder initially, but it seems to like it.
[22:31:36] <laserted> jt: thx................the ham&beans are a callin!
[23:09:47] <Jymmm> SWPadnos: So, where you slummin today?
[23:10:06] <Jymmm> SWPLinux: So, where you slummin today?
[23:15:19] <SWPLinux> I'm at Washington Dulles airport
[23:15:45] <Jymmm> Oh
[23:44:50] <skunkworks> so - does anyone have a problem with iocontrol.0.user-enable-out turns on the estop relay - and the NO contact on that relay then is connected to iocontrol.0.emc-enable-in..... it seems to work. once you pull out the estop on emc (which turns on the estop relay (if limits and estops are out)) then from that point - it seems all the other estops and limits 'push' the estop button in emc. - and pulling out the phys
[23:45:21] <SWPLinux> the phys ...
[23:53:11] <skunkworks> The estop relay is what will enable all the motors/servos. (hardwired) if an estop or ot limit is hit - it will drop power to the relays.
{kind=link}
{kind=link}
{kind=link}