Back
[00:03:29] <morficmobile> good to know it's not just me, although lately it happens with just about any new topic i am lacking too much knowledge off, gets better over time, as the puzzle pieces come together
[00:17:51] <andypugh> It is interesting how, after days of staring at source code, I now have a feel for how the project fits together, and know pretty much exactly where to look for my stupid mistakes
[00:20:02] <Jymmm> andypugh: Yeah, me too... The empty bottles of whiskey all around your chair!
[00:20:31] <andypugh> Hey! I thought the webcam was off!
[00:20:44] <Jymmm> andypugh: It was.
[00:21:15] <Jymmm> andypugh: Joos b33n h@x0r3d!
[00:22:09] <andypugh> It must be true, for you are using l33t-speak, the irreproachable harbinger of veracity.
[00:23:17] <Jymmm> Not me, it's canned response # 431
[00:32:44] <morficmobile> ahh, axis shows no spindle override since the sim has no spindle control configured, at least now i know where to adjust max velocity, and give us a larger range of feed and speed overrides
[00:37:04] <andypugh> morficmobile: Are you still interested in how well an AC squirrel-cage motor and VFD works as a servo? I haven't even thought about looking in to that yet, I got distracted.
[00:38:10] <morficmobile> andypugh: we need an indexing spindle drive, based on how they want to probe and avg 3 readings on thin walled parts.
[00:38:25] <MarkusBec> MarkusBec is now known as MarkusBec_away
[00:38:26] <morficmobile> "squirrel-cage" ? not familiar with that term at all
[00:38:37] <andypugh> Do you care where the three readings are?
[00:39:22] <andypugh> http://en.wikipedia.org/wiki/Squirrel-cage_rotor
[00:41:31] <morficmobile> andypugh: 120 deg apart, but since i heard boss mention live tooling on the lathe, i would say "yes we care", even if it's not as critical for probing (i think)
[00:43:44] <andypugh> If you want to measure thin-walled parts then probing a slowly-rotating part is better. You can (theoretically) still get good measurements with a bad part at 120 degrees. You should probably use a Golomb Ruler.
[00:45:23] <morficmobile> i wonder if he still cares, if what was quoted would not index and the indexing drive was a lot more expensive, his main concern is being able to take multiple readings, brb, esprit says i need to reboot
[00:56:54] <morficmobile> andypugh: well, with 3 jaws, i prefer measurements that are not divisable by 3, less likely to pick up all 3 high or low points, wonder how your "continuous probing" would work in praxis
[00:59:15] <morficmobile> never heard of a Golomb ruler before, sounds interesting though
[01:00:04] <andypugh> My computer was using spare cycles to work them out (I was in Distributed.net for about 10 years) but I now do Folding@home
[01:00:29] <morficmobile> i read that about distributed.net for higher order golomb rulers just now
[01:05:10] <andypugh> I am confused. I have an error message about a pin that isn't in the source
[01:05:32] <pfred1> andypugh it is the ghost pin in the machine ....
[01:06:19] <andypugh> Actually, it seems to be a debug line I put in to confuse myself.
[01:18:20] <Jymmm> ds3: Here's a BP for ya...
http://sfbay.craigslist.org/sby/tls/1716447095.html
[01:20:01] <andypugh> I like my mills less blurry
[01:21:06] <ds3> maybe that is from an attachment to automatically debur parts
[01:21:25] <ds3> Jymmm: unless that comes with the sq fts need, it ain't going to happen
[01:22:30] <andypugh> Want!
[01:22:31] <andypugh> http://cgi.ebay.co.uk/BRIDGEPORT-SERIES-II-2-INTERACT-4-CNC-MILLING-MACHINE-/260594278979
[01:24:29] <ds3> so a bid from the US would not qualify huh... :D
[01:25:47] <andypugh> If you want to bid, I can handle this side of things. I even know a (cute, russian) international shipping agent.
[01:26:06] <andypugh> It's a beast, isn't it?
[01:26:15] <ds3> was kidding
[01:27:02] <ds3> foot print looks smaller then a Haas VF0
[01:27:30] <andypugh> Well, yes. In fact it is smaller than most elephants and many whales.
[01:29:36] <pfred1> I guess they started the bidding on what they can get for it scrap weight?
[01:30:22] <pfred1> though really i know of no one that'll move it and pay you
[01:30:54] <pfred1> most will actually charge you
[01:46:08] <Jymmm> ds3: What, you can sleep on the couch!
[01:47:26] <skunkworks> http://electronicsam.com/images/KandT/conversion/computer.jpg
[01:47:30] <skunkworks> http://electronicsam.com/images/KandT/conversion/computer1.jpg
[01:48:26] <Jymmm> Is there PANDUIT???
[01:48:35] <skunkworks> only in your mind
[01:48:38] <skunkworks> ;)
[01:49:10] <Jymmm> then i aint lookin at no pics unless I see purrty pandit being used
[01:49:30] <Jymmm> or alternative cable management
[01:49:35] <andypugh> skunkworks: Neat! I was thinking "why is the screen inside the cabinet"
[01:50:27] <skunkworks> heh - it will work great for testing
[01:51:06] <andypugh> Yes, I guessed that was the reason.
[01:51:19] <skunkworks> fathers idea
[01:52:00] <andypugh> My dad reported today that he has his horizontal borer back together
[01:52:06] <renesis> guys i got all my atom cnc pc parts!
[01:52:10] <renesis> YAY
[01:52:14] <Jymmm> "Father" ???
[01:52:15] <cradek> skunkworks: that's pretty cool
[01:52:22] <renesis> kbbl to troll about xubuntu emc install help
[01:53:05] <skunkworks> Jymmm: didn't you know - I am 15 years old.
[01:53:55] <Jymmm> lol, if your 15yo, I'm RuPaul
[01:54:03] <cradek> then I'm madonna
[01:54:30] <ds3> so...how often do those cones get caught in the cutter? ;)
[01:54:34] <Jymmm> And if you dont know who RuPaul is....
http://upload.wikimedia.org/wikipedia/commons/4/43/RuPaul_by_David_Shankbone.jpg
[01:54:43] <cradek> my carburetor rebuild is done but it's pouring rain so I can't try it
[01:54:57] <Jymmm> cradek: used a kit?
[01:55:01] <andypugh> He took the T-slot table off the saddle (250lbs just for that part). Then trundled the saddle (I guess 4x as heavy) across the yard (earth, rocks, grass) on a trolley he made and winched it all back into place.
[01:55:15] <cradek> Jymmm: that's a fabulous hairdo you have there
[01:55:37] <Jymmm> cradek: You do know that RuPaul is a tranny, right?
[01:55:47] <skunkworks> 5 speed?
[01:55:50] <cradek> Jymmm: yeah, old car, so very simple carb
[01:56:10] <Jymmm> cradek: Cool, so you didn't FULLY take it apart?
[01:56:34] <cradek> yeah, sure I did, it's simple
[01:56:37] <ds3> why not do a propane conversion while you are at it?
[01:56:51] <cradek> you just replace all the little balls, springs, gaskets, valves and seats
[01:57:10] <cradek> ds3: I'm actually selling the car - I want it running as well as possible first - it's been sitting a while.
[01:57:21] <ds3> cradek: ah
[01:57:29] <Jymmm> cradek: NonOp?
[01:57:39] <ds3> cradek: there seems to be quite a few books out there on rejetting older carbs for different fuels
[01:57:58] <andypugh> Want to play with my fire-engine carb? It's not running right and has to go to Brighton on Sunday.
[01:57:59] <cradek> ds3: I'd pick a newer car for that - this is a 52
[01:58:11] <Jymmm> cradek: 52 what?
[01:58:26] <cradek> Jymmm: chevy "styleline deluxe" or some similar corny name
[01:59:26] <Jymmm> cradek: what were you askign for ti?
[01:59:38] <skunkworks> just make sure all the little holes are clear.
[01:59:58] <ds3> andypugh: where is brighton relative to where you are?
[02:00:18] <andypugh> 60 miles south
[02:01:00] <mikeggg> check it out guys, I got my mill in the other day.
http://backsidesmack.com/node/2
[02:01:50] <Jymmm> cradek: You have any pics of it ?
[02:01:51] <tlab> nothing there
[02:02:01] <mikeggg> rly?
[02:02:03] <cradek> Jymmm: sorry, don't think so
[02:02:04] <mikeggg> shoots
[02:02:14] <Jymmm> cradek: What were you asking for it?
[02:02:21] <cradek> Jymmm: you interested? :-)
[02:02:26] <Jymmm> cradek: What were you asking for it?
[02:02:38] <cradek> Jymmm: I think it's probably worth 2500ish
[02:02:45] <andypugh> This is close, but much smaller (it is a 9 litre 4-cylinder)
http://www.mtfca.com/discus/messages/50893/70480.jpg
[02:02:58] <Jymmm> cradek: condition? body? rust? complete? clean title?
[02:03:54] <mikeggg> tlab: maybe add a www in front? I just threw that website up the other day. Not sure if it's working outside my network
[02:04:15] <tlab> the webpage pulls up, but no pic
[02:04:20] <mikeggg> oh wait, I see
[02:04:28] <tlab> just says Step1: Disassemble
[02:04:29] <mikeggg> think I need to make it public or something
[02:04:31] <cradek> Jymmm: needs restoration, very little rust, original/running/driving mechanically, title fine, historical registration
[02:04:35] <Valen> cradek whats wrong with it?
[02:05:04] <cradek> Valen: nothing, I just don't need it
[02:05:06] <pfred1> Valen they forgot to mount a turret on the roof
[02:05:20] <Jymmm> cradek: Would it make it across county?
[02:05:20] <Valen> cradek i meant the carrb
[02:05:36] <Jymmm> country
[02:05:50] <cradek> Valen: it sat for a while, just all gummed up
[02:05:51] <pfred1> Jymmm sure on a flatbed
[02:06:02] <Valen> Got to the point I can swap the carb on one of my cars in under 20 minutes ;->
[02:06:19] <Valen> cradek I'd just wash it out in petrol and run some carby cleaner down it
[02:06:42] <Jymmm> cradek: when you get some pics, let me know.
[02:06:54] <cradek> Jymmm: I've only driven it a few hundred miles at a time... I'd trailer it if going a very long distance, unless you have a lot of time. they didn't drive 75 back then, y'know
[02:07:16] <Jymmm> cradek: straight 6 ?
[02:07:17] <cradek> Jymmm: a guy is looking at it this weekend. if he doesn't want it, and you're serious, I'll get you pictures.
[02:07:24] <pfred1> that and historical reg is limited to 2m500 miles a year anyways
[02:07:26] <cradek> yeah, 216
[02:07:37] <cradek> pfred1: that's not true, in nebraska anyway
[02:07:54] <Valen> lol 216 miles, I always find stuff like that funny
[02:07:57] <pfred1> cradek ah I suppose car reg is a state thing
[02:07:57] <ds3> is it old enough to be smog exempt?
[02:08:04] <Valen> not 218 or 212.5
[02:08:25] <pfred1> anything older than 64 is no smog and historical reg is usually no emissions either
[02:08:30] <cradek> pfred1: historical here means the car is fairly original, you intend to keep it that way, and it's not your primary vehicle (and it's exempt from all vehicle taxes)
[02:08:31] <Jymmm> Shit, I have airline miles, I can be out there tomorrow, Just need to find a transport back =)
[02:08:58] <cradek> Jymmm: I have no idea about smog etc. we don't have that kind of stuff here.
[02:09:02] <ds3> Jymmm: U-haul + dolly
[02:09:27] <pfred1> ds3 with wheels on pavement rules change you have to trailer off the ground
[02:09:28] <andypugh> A friend of mine is rebuilding a truck he found under a house (the house was a caravan conversion that grew). It's a 1908 parcel van, top speed 12mph.
[02:09:47] <Jymmm> cradek: In Calif, that old of a car has to me smogged once at registration, Then it gets an exempt from the referee, then it's clear for the rest of it's life.
[02:09:52] <ds3> pfred1: I mean a 4wheel off ground dolly
[02:10:00] <pfred1> ds3 yup
[02:10:03] <Valen> andypugh, needs a turbo
[02:10:06] <pfred1> well a trailer
[02:10:12] <pfred1> dolly needs vehicle registered
[02:10:32] <pfred1> I went through all this crap when i moved my car
[02:10:38] <andypugh> Valen: Probably realy needs a lot more gears
[02:10:48] <Valen> nah, bigger turbo
[02:10:51] <Valen> ;->
[02:11:20] <andypugh> I know you are being frivolous, but stop.
[02:11:20] <pfred1> ds3 once its totally off the road well you can haul a load of manure down the road
[02:11:37] <pfred1> ds3 but as soon as it touches the road all kinds of rules apply!
[02:12:16] <pfred1> Valen I'd rather be blown than injected
[02:12:17] <Jymmm> cradek: Heh, THIS is what I want to do to it...
http://www.kustomrama.com/images/thumb/5/52/Jesse-james-1951-mercury-23.jpg/400px-Jesse-james-1951-mercury-23.jpg
[02:12:22] <andypugh> The difference between a car that goes and a cargo.
[02:12:34] <pfred1> all turbos do is set you up for a $1,000 bill when they go
[02:12:46] <Valen> Jymmm you just want the chick ;-P
[02:12:52] <cradek> Jymmm: I've got those awesome whitewall tires on it...
[02:13:07] <Jymmm> Valen: Have she's JJ slobby thirds
[02:13:14] <Jymmm> cradek: cool =)
[02:13:17] <Valen> lol
[02:13:29] <cradek> Jymmm: dang I'm not asking enough. those were expensive tires :-(
[02:13:35] <andypugh> I am not sure we make any non-turbo cars in Ford-EU any more
[02:13:43] <cradek> oh well
[02:13:48] <Valen> I was pondering the practicalities of an electrically driven supercharger on my falcon
[02:14:04] <Jymmm> cradek: You have any idea on the body work involved?! LOL
[02:14:17] <andypugh> Electrically driven turbo is a nice scheme
[02:14:27] <cradek> Jymmm: yeah I bet you'd need an awful lot to look like her
[02:14:32] <Jymmm> cradek: I'd still have to find an big engine that is exempt from smog.
[02:14:33] <Valen> needs its own batteries though or its own alternator
[02:14:33] <Calfin> Do the math on the amp draw on that electro-charger design
[02:14:33] <pfred1> I'm Ok with normal asperation
[02:14:40] <mikeggg> yeah, those are pretty cool. I saw one that drew ~300 amps I think
[02:14:50] <pfred1> my dual Weber 45 mm DCOEs do it for me
[02:14:51] <Valen> Calfin, I'm figuring it needs around 15Kw or so
[02:15:01] <mikeggg> http://www.srdrives.co.uk/technology.shtml
[02:15:09] <Valen> too much power to run off 12V for my taste anyway
[02:15:19] <andypugh> ie, at low power it is an electric supercharger, at high speed it is an exhaust turbine alternator.
[02:15:21] <pfred1> when yo ucan lay out 4th at 100 MPH I mean what else do yo uwant?
[02:15:39] <cradek> Jymmm: I'm going to try to sell it to someone who will restore and keep it original. it's survived for almost 60 years and I'd hate to see someone make a frankenstein car out of it.
[02:16:13] <cradek> for that, may as well start with one that's no good, since you're just keeping the body anyway
[02:16:20] <Calfin> I have a 1941 Dodge truck in the yard.....someday.....;-)
[02:16:27] <Valen> andypugh, I was thinking of doing it as a super only, nothing in the exhaust, so that it doesn't hurt the economy whilst crusing on the highway, but you get a bit more "poke" when you put your foot down
[02:17:02] <Valen> power it off an A123 battery pack with something like an etek or a perm to push it
[02:17:17] <Jymmm> cradek: I probably would never be able to do all the bodywork that's needed. I might find a rolling truck chassis and toss on a fiberglass body kit.
[02:17:24] <mikeggg> meant to post this link
http://www.treehugger.com/files/2009/09/electric-supercharger-hybrid-boosts-torque-better-mpg.ph
[02:17:28] <pfred1> Valen go with laughing gas
[02:17:36] <Valen> not legal here
[02:18:18] <Calfin> 440 ci would be a good choice when you put your foot into it
[02:18:44] <Valen> heh it would help
[02:18:49] <pfred1> Calfin only for the first 1/8th
[02:19:06] <pfred1> Calfin after that a 426 passes it like its standing still
[02:19:12] <Calfin> depends on the rear end ;-) lots of things do
[02:19:16] <Valen> I would like (in my wildest dreams) to make a V12 out of 2x ford I6 engines
[02:19:20] <andypugh> Ford Galaxy, 2.0 l diesel. Exhaust turbo, cruise set at 76mph. 56mpg over 400 miles. (not a random test, me going to my folk's and back at christmas). Exhaust turbos do _not_ hurt fuel economy, they use "waste" energy.
[02:19:22] <pfred1> nope hemi always beats teh 440
[02:19:32] <pfred1> seen it am illion times
[02:19:53] <pfred1> its always the same the 440 wins the first half the track then the hemi rips by it
[02:20:26] <Valen> andypugh, that's a small diesel though, a good application for a permanent turbo, I was talking about retrofitting onto an existing 4L straight six
[02:20:30] <ewlsey> Valen: check out the Hartley V-8 made from two Hayabusas
http://www.h1v8.com/page/page/1562068.htm
[02:20:42] <pfred1> guy in the 440 gets another 20 feet and the hemi is going over the line
[02:20:45] <ewlsey> similar to your V12
[02:20:47] <Calfin> the 440 reference was only a perspective on displacement. no brand loyalty here.
[02:20:53] <Valen> ewlsey, mine would also come out at 8 liters ;->
[02:21:15] <ewlsey> should be enough...
[02:21:36] <Calfin> Andy send me one of those Galaxys!
[02:21:42] <pfred1> Calfin well to me 440 means Dodge big block
[02:21:51] <Valen> 488 cubic inches, with stock engines it should be ~700HP or so, but people have worked one to over 1000
[02:21:55] <Calfin> me too.....
[02:21:58] <andypugh> Valen: Yes, but then 160hp and 250lb.ft isn't bad from a small diesel.
[02:21:59] <Valen> as in worked a single
[02:22:16] <pfred1> Valen buddy of mine's uncle holds the worlds record for HP:displacement
[02:22:33] <Calfin> better than F1?
[02:22:34] <Valen> andypugh, no not at all, I'm not hating on it at all, I just don't own one
[02:22:34] <pfred1> Valen he got like 1500 HP out of a 121 cuin motor
[02:22:50] <Valen> pfred1, for how many seconds? ;->
[02:22:55] <toastydeath> off topic: if anyone knows what those multi-ribbon bookmarks are called, I can't find them available anywhere, if you could let me know
[02:23:01] <pfred1> Valen it'd do it all day long
[02:23:09] <pfred1> google quad 4
[02:24:17] <Valen> pfred1 then what?
[02:24:47] <andypugh> Is that one of your American "world records" like your "Baseball World Series"?
[02:25:20] <andypugh> In the 1980s F1 was 1500cc turbo, and they got 1500hp.
[02:25:34] <Valen> andypugh: we have the "world series" of robot wars in Australia strangley enough nobody else comes ;-.
[02:25:56] <Calfin> shark wrestling too I bet
[02:25:58] <pfred1> Valen
http://thekneeslider.com/archives/2005/03/31/jim-feuling/
[02:26:18] <andypugh> We beat an australian team in Robotwars World Series (in the UK)
[02:26:39] <pfred1> He built an Oldsmobile 4 cylinder
[02:26:40] <pfred1> engine that developed over 1,270 hp from 121 cubic inches!
[02:26:53] <pfred1> good ole Larry's uncle
[02:27:31] <pfred1> he had sheds in his backyard he'd run motors in testing out headers until they blew up
[02:28:35] <Valen> andypugh: lol that lot was funny, was it the one on tv with the wheel chair motors that could just about make it across the arena with a head start?
[02:28:38] <Valen> and a push
[02:28:59] <andypugh> And that was built by the BBC? Yes
[02:29:02] <ewlsey> 1270 hp from a 2 liter?
[02:29:22] <Valen> andypugh, orly i hadn't heard that part of it lol
[02:29:27] <Valen> that was just embarassing
[02:29:29] <pfred1> ewlsey you should have seen the bongs his nephew could make ;)
[02:29:34] <andypugh> It was TV.
[02:29:45] <ewlsey> lol
[02:29:59] <andypugh> 100kg robot in your luggage? not going to happen.
[02:30:01] <pfred1> ewlsey indeed
[02:30:05] <Valen> anyway those guys havnt shown up in our comp
[02:30:15] <pfred1> ewlsey apparently inventing ran in the family
[02:30:33] <andypugh> http://www.youtube.com/watch?v=igFJTiOfyCU
[02:30:33] <morficmobile> anyone know a good place to find old CNC lathes/mills in the US other than craigslist/ebay?
[02:30:52] <ewlsey> pfred1 one invention lends itself to further inventing...
[02:30:56] <pfred1> morficmobile just look for machine shops closing down
[02:31:01] <cradek> morficmobile: hgr
[02:31:08] <andypugh> I am so obviously distracted by Philippa's loveliness.
[02:31:11] <Valen> yeah I saw it, just didn't know that bbc built it
[02:31:21] <Calfin> morific Auctions shops go under every day
[02:31:34] <Valen> which one are you?
[02:31:36] <pfred1> get there before the auctioneer crooks do!
[02:32:01] <Calfin> There are a pir of HNC-s south of Boston now, asking < 10K for the pair
[02:32:13] <ewlsey> anyone bought anything form HGR? their stuff seem pretty played out
[02:32:47] <Calfin> HGR just sells "stuff" they care nothing about it
[02:32:59] <Calfin> good or bad
[02:33:24] <pfred1> yeah if you're dealing with an outfit like that you missed the boat
[02:33:43] <Calfin> I've purchased some "New in box" Sandvic tooling....as described and cheap
[02:33:58] <ewlsey> yeah, at least they have prices on their site...
[02:33:59] <Calfin> Sandvik
[02:34:50] <andypugh> I am glad to have found that video, SMIDSY worked really well that time.
[02:34:50] <Calfin> shop thier ebay site by "closing soonest" sometimes things come up
[02:34:56] <morficmobile> we want an old lathe to put on emc2 first, before we touch any of our other machines, replace ball screws, the works, the kind of beater lathe we want is not often around
[02:35:19] <ewlsey> BTW I happened across this the other day:
http://numeryx.com/cnc/index.htm
[02:35:23] <Calfin> what is your $$$ interest?
[02:35:35] <ewlsey> neat story of developing CNC controls for Sharnoa and many others
[02:35:44] <pfred1> Jim's nephew larry got a 10 foot bed lathe out of a machine shop he knew for $200
[02:36:05] <ewlsey> click on "Gil's personal story" on the side
[02:36:19] <pfred1> when the machine shop i worked in went under it must have been a bonanza
[02:36:23] <Valen> andypugh: should have seen our guy at the american comp last year, had some porn star doing the interviews
[02:36:34] <andypugh> morficmobile: look for lathes too big for hobbyists. They end up very cheap
[02:36:41] <pfred1> we had beautiful machines
[02:37:16] <morficmobile> andypugh: the cincinnatti boss looked at was 18000 lbs, the size of the machine we were going to retrofit first
[02:37:48] <morficmobile> Calfin: boss found one for $2k (the one he let slip), i'd say $6k is more realistic
[02:37:51] <pfred1> morficmobile you ain't wrestling that puppy down the celler stairs!
[02:38:13] <morficmobile> pfred1: we don't work in the basement
[02:38:15] <pfred1> big iron is almost worthless
[02:38:25] <pfred1> morficmobile you miss the point entirely
[02:38:48] <pfred1> morficmobile there is almost no second hand market for large used equipment
[02:38:52] <andypugh> I was very impressed by Philippa Forrester. A real professional. 5 seconds of "this is Andy, Mik and Robin, they met on the internet though a bike mailing list" 1 minute of chat with no mistakes, one take, next interview. Very impressive.
[02:38:55] <morficmobile> pfred1: you mean a hobbyist is not going to touch it, yes
[02:39:37] <pfred1> places usually have to pay to have the stuff scrapped
[02:40:26] <morficmobile> pfred1: some prices i saw, i was quite surprised that they can ask for that much, i mean even 90ies stuff i look at worthless unless it has been in your company and you know it's history
[02:40:42] <ewlsey> pfred1: is a worn out machine tool really worth anything though? It it can't hold decent tolerances it might be best to let it go to scrap
[02:40:45] <pfred1> you can ask
[02:40:53] <morficmobile> all we want is good iron, nothing else needed
[02:41:00] <pfred1> ewlsey things can be rebuilt
[02:41:23] <Valen> andypugh, she was better than the one who replaced her
[02:41:24] <pfred1> ewlsey shop i worked in had a horizontal mill from the 19th century was hand rescraped was perfect
[02:41:33] <Valen> though the replacement was better looking ;->
[02:41:35] <cradek> old is not necessarily worn out. mine is 80s but all linear rail and it has huge ballscrews that are still tight
[02:42:17] <pfred1> ewlsey or you could go the cheap route and just get it all surface ground
[02:42:39] <andypugh> Scraping a machine back to spec is not difficult. (not is it quick, mind you).
[02:42:41] <morficmobile> cradek: even ballscrews are easy to replace, ways is only thing we would hope to find in decent shape
[02:43:04] <pfred1> andypugh yeah it may take you 30 or so years to pick up the technique :)
[02:43:12] <ewlsey> pfred1 I have seen a few machine tools revived by planing the surfaces and what not, but most were unique purpose built machines that could not be replaced
[02:43:36] <andypugh> No more than 15. That was how old I was when we did the shaper.
[02:43:45] <ewlsey> doesn't seem worth rescraping a slant bed chucker...
[02:43:59] <pfred1> andypugh I'd have to see your frosting pattern to judge
[02:44:30] <Valen> andypugh, I'm thinking about scraping ours, it couldn't make it worse, any sites you would reccomend with howtos?
[02:44:30] <andypugh> The pretty pattern is just cosmetics.
[02:44:50] <morficmobile> was fun enough scraping a 2"x2" piece as apprentice, i would hate to do a whole machine way by hand to be honest
[02:45:06] <ewlsey> power scraper
[02:45:18] <Valen> morficmobile, I hear people are getting some speed doing it with power tools these days
[02:45:28] <pfred1> I've seen people rig up grinding jigs and get impressive results
[02:45:49] <morficmobile> does it still qualify as "by hand" then? ;)
[02:45:50] <Valen> pfred1 any info on that?
[02:46:11] <pfred1> Valen not off hand just something I've seen done
[02:46:29] <Valen> pfred1 what sort of style?
[02:47:19] <pfred1> Valen don't know what you mean by style
[02:47:35] <Valen> the 25 words or less of what they were doing
[02:47:40] <andypugh> Valen: This is a good set of 7 videos.
http://www.youtube.com/user/MuellerNick#p/u/14/90KpLbyvlPk
[02:47:41] <Valen> how they were doing it
[02:47:52] <pfred1> Valen resurfacing lathe ways
[02:48:44] <pfred1> Valen usually only the front one is beat and they use the back one and a spindle on it to surface the front then the back
[02:48:59] <andypugh> Hes
[02:49:20] <andypugh> He's using a mechanical scraper, but the principle is the same
[02:50:59] <ewlsey> anybody familiar with this kind of lathe:
http://cgi.ebay.com/SouthBend-Magna-1220-CNC-Lathe-/120554409834?cmd=ViewItem&pt=BI_Lathes&hash=item1c119a4f6a#ht_500wt_1182
[02:51:10] <Calfin> The "pattern" of importance is the number of contact points per unit square. More is better, but the low spots are just as important, holds the way lube. That's why grinding is not a good choice. Better just to mill the ways.
[02:51:11] <ewlsey> pretty poor listing..
[02:51:58] <Valen> pfred1 hmm sounds interesting
[02:52:33] <pfred1> Valen its a hack compared to actually scraping depends on what you're looking for the machine etc.
[02:52:43] <toastydeath> ewlsey, that EXACT brand and model?
[02:52:45] <Calfin> A copy of "Machine tool Reconditioning" is a good reference on scraping
[02:53:46] <pfred1> by hand there's is a hook motion done
[02:53:47] <ewlsey> toastydeath the listing doesn't have any info or specs, but it looks nice. Ever use a Delta control?
[02:53:59] <toastydeath> delta? no
[02:54:04] <andypugh> OK, I am not going to get this running tonight, time to sleep
[02:54:04] <Valen> pfred1: at the moment its got gouges and the like in it 2-3mm deep
[02:54:09] <ewlsey> I sent the seller questions
[02:54:22] <pfred1> Valen yeah some stuff anything is an improvement ;)
[02:54:22] <Valen> and the PID loops get out of tune at different ends of the Y axis
[02:54:29] <andypugh> Deep gouges are actually fairly unimportant.
[02:55:01] <Valen> they are about 2mm apart
[02:55:12] <andypugh> Deburr them and they don't cause any trouble.
[02:55:20] <Valen> and go for about 6 inches or more
[02:55:24] <pfred1> how many passes is he up to?
[02:55:57] <Valen> you can also feel wavyness in the underlying way by running your finger over it
[02:56:14] <pfred1> 29 passes
[02:56:32] <pfred1> I had to pause and count his hash marks
[02:56:50] <andypugh> Until the gouges are more than half the surface you won't see any reduction in rigidity, and accuracy is probably good to 90% gouge, as long as there are no high spots (ie all low spots)
[02:57:04] <ewlsey> toastydeath: any experience with a south bend CNC? I'm guessing it is a Taiwanese or Brazilian machine like most of the late model South Bends?
[02:57:12] <toastydeath> ewlsey, impossible to say
[02:57:16] <toastydeath> but no, i don't
[02:57:37] <Valen> andypugh and feeling the whole thing going up and down by running your finger over it?
[02:57:39] <Valen> or not
[02:57:49] <toastydeath> most machine tools nowdays are made overseas so it's not really that big an issue for cnc tools
[02:57:58] <toastydeath> just manual stuff where they have to cut corners, because they're not selling it for 60k
[02:58:27] <Calfin> "They" have the same machines as "we" do .-)
[02:58:40] <toastydeath> yep
[02:58:52] <ewlsey> it doesn't bother me, I can't even see if it has a tail stock in the listing...
[02:59:04] <ewlsey> how do people expect to sell things?
[02:59:19] <toastydeath> few people care if a turning center has a tailstock
[02:59:25] <toastydeath> since it's a pain in the balls to use on most machines
[02:59:27] <Calfin> serious buyers ask questions like you did
[02:59:48] <Valen> does a dovetail slide make a difference for scraping
[03:00:12] <Calfin> You need dovetail straight edges to suit
[03:00:21] <ewlsey> Calfin: I asked Monday, no reply. Seems like ebay is a bit of a wasteland these days
[03:00:21] <toastydeath> Valen, a dovetail is a bigger pain to scrape than normal
[03:00:29] <toastydeath> and scraping is already a massive pain
[03:00:33] <Valen> 's what i figured
[03:00:39] <Valen> we are planning on building a mill anyway
[03:00:40] <toastydeath> you have to make more crap to scrape it
[03:00:59] <Valen> might just focus on that instead
[03:01:01] <toastydeath> a 30 deg straightedge, and a standard to whatever angle you plan on using
[03:01:05] <toastydeath> both male and female
[03:01:39] <pfred1> next time no beer for the cameraman?
[03:02:08] <Valen> I was tempted to do the emery powder method just to make it slide evenly from one end of the slide to the other
[03:03:00] <toastydeath> Valen, are there already scrape marks
[03:03:04] <toastydeath> on whatever you plan on scraping
[03:03:07] <toastydeath> or is it a ground way
[03:03:07] <Valen> yes
[03:03:10] <toastydeath> oh, cool
[03:03:28] <Valen> i think those were put on after it came out of a mill though
[03:03:33] <Valen> not a grinder
[03:03:36] <Calfin> Heck, rough scraping can only help if the machine is tight on the ends, Not tools needed but the scraper (and a dull mind)
[03:04:49] <ewlsey> I have an Atlas lathe with flat ways, if it gets too worn by the headstock you can just turn the bed 180 degrees and drill some new mounting holes
[03:05:22] <Valen> ours is loose at the ends I think, if i tune the PID close to the spindle it then oscilates a whole bunch when its toward its other extreme of travel
[03:06:08] <Calfin> loose at the "headstock" end, from work time up next to the chuck
[03:06:22] <Valen> its a new mill lol
[03:06:29] <Valen> be lucky to have 50 hours use on it
[03:07:02] <Calfin> hmmmm
[03:07:11] <Valen> its made in china
[03:07:33] <ewlsey> "induction hardened" i bet...
[03:07:38] <Calfin> they make fun "KITS"
[03:07:41] <Valen> lol not even
[03:07:45] <Valen> the lathe is
[03:07:49] <Valen> its pretty good
[03:08:27] <Valen> well it is now we replaced the tool holder, and when we do the bearings it'll probably mean that when we cut something it will only take one pass, not 4 before metal stops coming off
[03:09:04] <Calfin> Good machine tools are a joy
[03:10:20] <Valen> As I said, we are hoping to make one, epoxy granite base, linear slideways high speed spindle and big enough to put some decent stuff on ;->
[03:10:35] <ewlsey> just think, they use that quality of machines to make those machines, the errors just keep compounding
[03:11:30] <toastydeath> there's actually nothing wrong with induction hardened ways
[03:11:33] <ewlsey> here is a fun repair of a cheap import vise:
http://www.docsmachine.com/projects/4vise/4vise-01.html
[03:11:40] <toastydeath> the grinders they use to make those ways are scraped in
[03:12:21] <toastydeath> where i used to work had machines with hardened ways from the 70's or so, and the machines were still in great condition
[03:12:23] <ewlsey> toastydeath, you need can induction hardend low end steel till the cows come home and it is not going to help much
[03:12:33] <toastydeath> well, chilled iron, rather
[03:12:42] <toastydeath> not induction hardened
[03:12:45] <toastydeath> sorry
[03:12:51] <ewlsey> garbage in garbage out I say
[03:13:36] <ewlsey> we get what we pay for
[03:14:29] <ewlsey> used some old lathes with flame hardened ways, they seemed to hold up well
[03:20:24] <Valen> I want a surface grinder now lol
[03:20:41] <Calfin> My Mazak 16 inch lathe from the early 70's has hardened ways and they look great. I wonder about the mating carriage vees though
[03:21:05] <pfred1> Valen like a brown and Sharpe?
[03:21:34] <pfred1> Valen when i got taught how to operate one I couldn't keep a straight face
[03:21:35] <Valen> just reading through that vice rework ewlsey posted
[03:21:52] <Calfin> I have a DoAll 6-12 needs rescraping '-)
[03:21:54] <Valen> it makes things purrdy ;->
[03:22:09] <pfred1> Valen because the motion you have to make running it is just so goofy
[03:22:31] <pfred1> Valen I called it directing the band
[03:22:47] <Valen> I figured they would be mostly automagical
[03:22:55] <ewlsey> they are now
[03:22:57] <pfred1> nah you crank it
[03:23:00] <Calfin> hydraulic
[03:23:10] <ewlsey> CNC
[03:23:13] <pfred1> one hand runs the back and forth the other hand you do the rack
[03:23:56] <pfred1> we had big assed power grinders too but for little stuff you used the manual ones
[03:24:08] <Valen> hey ewlsey do you read schlock mercenary too?
[03:24:29] <ewlsey> no? should I?
[03:24:33] <pfred1> we even had rotary table grinders
[03:24:48] <ewlsey> like a flywheel grinder?
[03:25:00] <Valen> oh the guy who did that vice made a "replica plasma cannon" that one of the main charicters uses
[03:25:08] <Valen> its a good sci-fi web comic
[03:25:14] <Calfin> Blanchard makes (made) a very nice small rotary
[03:25:20] <pfred1> ewlsey I don't know what a flywheel grinder is but the roatry table grinders we had went around you know rotary
[03:25:36] <ewlsey> oh, I wondered where that was from...
[03:25:52] <Valen> http://www.schlockmercenary.com/
[03:26:16] <pfred1> we just had a dinky little one that i used maybe there were others in the shop I never saw them though
[03:26:34] <pfred1> place was huge but mostly abandoned
[03:26:38] <ewlsey> pfred1 a flywheel grinder is just a small blanchard wiht a table about 30 inches across, automotive machine shops use them to surface flywheels when a clutch is swapped
[03:27:13] <pfred1> thats odd because you could just use a plain surface grinder there's no lip you have to go around on a flywheel
[03:27:18] <ewlsey> Valen I will check it out
[03:27:28] <Calfin> Smaller still are the "Swisher" machines used to reface sheet metal punches
[03:27:34] <pfred1> least no flywheel I've ever seen
[03:28:15] <ewlsey> pfred1, most truck flywheels have a lip, and sometimes the pilot bearind will sit higher than the clutch surface
[03:28:38] <Calfin> pfred that would b a good sized "linear" surface grinder to cross a flywheel
[03:28:46] <ewlsey> you usually have to true up the lip too, so the clutch will seat properly
[03:29:27] <pfred1> Calfin the big surface grinder in the grinding department the table had to be a good 2 feet across
[03:29:40] <pfred1> easy 8 foot long or more too
[03:30:00] <pfred1> thing had a 3 or 5 foot diameter grinding wheel inside it
[03:30:01] <Calfin> not likely a good candidate for the automotive trade
[03:30:42] <Calfin> though, decking off some big truck engine, it would be the cat's pajamas
[03:30:48] <ewlsey> no, I have never seen an automotive machine shop that was much bigger than a 3 car garage and absolutlely packed with machines and misc engine parts
[03:31:13] <ewlsey> and I have never seen a clean one...
[03:31:24] <pfred1> I worked in a tool and die manufactiring company we had 250,000 fq ft shop space
[03:31:29] <Calfin> the biggest "tool" is the hot tank ;-)
[03:31:52] <ewlsey> yeah, I always wondered how the EPA allowed those...
[03:32:09] <pfred1> though oddly there were only 8 of us working there when i was there place was on its way out
[03:32:31] <ewlsey> where was this shop pfred1, if you don't mind saying
[03:32:40] <pfred1> we had 3 or 4 tool rooms but only used one
[03:32:47] <Calfin> I did a little "automotive machine work" today, put a spark plug thread restoring insert in the chainsaw ;-)
[03:33:05] <pfred1> ewlsey it was in east hanover new jersey when i worked there i think company is a drop ship mail box now
[03:33:11] <ewlsey> Calfin, was the head magnesium?
[03:33:43] <Calfin> Old Mac, could be, felt like butter
[03:33:58] <ewlsey> pfred1, lol here in Ohio there are plenty of dried up machine shops
[03:34:10] <pfred1> ewlsey founder of the company was 84 back then he still came into the shop most days and puttered around his son was a total scumbag of course
[03:34:11] <Calfin> head/barrel "Unit construction" ;-)
[03:34:35] <pfred1> ewlsey ready to run the company into the ground and bleed it for whatever he could
[03:34:35] <ewlsey> how long is the bar?
[03:34:58] <ewlsey> pfred1 it is sad was nepotism can do
[03:34:59] <Calfin> there is no bar in a cylinder head :-)
[03:35:28] <ewlsey> no i guess not
[03:35:34] <pfred1> ewlsey well it was his blood i mean what can you do? sometimes your kids are just losers you know?
[03:35:35] <Calfin> but when I fitted the bar and chain, it's 20 inch
[03:35:55] <ewlsey> I know what my dad would do...
[03:36:09] <Calfin> pfred1 There is a saying "The sons of greatness....fail.
[03:36:34] <pfred1> Calfin oh this guys kid was just that he should have had loser tattooed on his forehead
[03:36:45] <pfred1> Calfin but he really didn't need to ;)
[03:37:11] <pfred1> his dad was awesome in his day invented all these cool tools
[03:37:13] <Calfin> On that, what is the Louser commeand for in IRC?
[03:37:16] <ewlsey> pfred1, do you still work in tool and die?
[03:37:33] <pfred1> ewlsey nah I moved onto construction its a lot healthier
[03:37:38] <pfred1> more money
[03:37:56] <pfred1> I still like machine work and whatnot but its a dead thing
[03:38:26] <ewlsey> I still think it can work
[03:38:35] <pfred1> there's a lot more money in tearing down machine shops than there is in building them
[03:38:53] <Calfin> stuff needs to be made, and some stuff is made of metal ;-)
[03:38:58] <ewlsey> the company I work for still has a lot of tooling made in the US or Canada
[03:39:21] <pfred1> the prices we charged back then were ludicrious
[03:39:28] <ewlsey> I would say 70% of our tooling is domestic
[03:39:32] <pfred1> like $140 for one little downholding clamp
[03:40:01] <ewlsey> yeah, I get quotes for inspection fixtures, those are ridiculous
[03:40:01] <Calfin> cover your overhead?
[03:40:12] <pfred1> there's only so many companies like Boeing you can screw out of that kind of cash you know?
[03:40:52] <ewlsey> esp in New Jersey, not exactly an industrial hub
[03:40:59] <ewlsey> at least not any more
[03:41:04] <pfred1> Calfin more like cover loser's son's extravagant lifestyle
[03:41:34] <pfred1> ewlsey even though manufacturing was born in Camden NJ
[03:42:26] <ewlsey> I loved in WI for a while, industry was so prevalent there
[03:42:30] <pfred1> but when i was there i learned a lot about as much as i was going to
[03:43:04] <ewlsey> I have passing thoughts about starting a tool shop
[03:43:11] <pfred1> I learned i didn't want to try to be a machinist in the USA thats for sure!
[03:43:14] <ewlsey> I think it would be interesting
[03:43:55] <ewlsey> too bad, it used to be a good living
[03:44:14] <pfred1> I still have my IAM book in one of my Kennedy tool boxes
[03:44:35] <pfred1> though I must admit its a bit out of date on stamps now ...
[03:44:54] <ewlsey> what does IAM stand for?
[03:45:09] <pfred1> International machinists and Aerospace Workers Union
[03:45:23] <ewlsey> oh
[03:45:40] <pfred1> for me I guess you can say I WAS
[03:45:50] <ewlsey> I have been lucky enough never to work for a unionized company
[03:45:53] <Calfin> I still carry my A&P ticket in my wallet ;-)
[03:46:08] <pfred1> ewlsey why would you call that lucky?
[03:46:16] <pfred1> scabs suck
[03:46:33] <ewlsey> our guys have the best of both worlds, no dues to pay, and the company pays well so that they won't unionize
[03:47:01] <pfred1> shop pays scale?
[03:47:06] <Calfin> Sharks 4 Red Wings 3 1st game.....
[03:47:16] <ewlsey> and I can sneak down to the shop and do some welding an no one will flip out
[03:48:12] <spasticteapot> I'm sort of a machining newbie, and have a bit of a question: Machining copper is quite difficult because it gets quite hot.
[03:48:18] <pfred1> no one flipped out at our shop
[03:48:21] <ewlsey> I think if anyone mentioned a union the company would just pull the plug and move back offshore
[03:48:28] <spasticteapot> Can I just tip a can of compressed air upside down and use it to cool off the bit?
[03:48:43] <spasticteapot> I tried it once, and it worked really well, but I'm worried about shattering the bit.
[03:49:21] <ewlsey> hmmm
[03:49:32] <morficmobile> any tool will hate a drastic temperature change, depends on the tool material how likely they are to pay you back for shocking them
[03:49:32] <ewlsey> what kind of bit?
[03:49:45] <spasticteapot> HSS.
[03:49:52] <pfred1> I think i read someplace that copper requires different geometry tools to machine most effectively
[03:50:05] <pfred1> like brss
[03:50:05] <spasticteapot> morficmobile: I start spraying before I start drilling - it's continuously quite cool.
[03:50:14] <morficmobile> HSS is least likely to shatter
[03:50:22] <spasticteapot> Also, they're really cheap. :D
[03:50:46] <morficmobile> spasticteapot: sounded like you were doing it after it's hot, avoid doing that
[03:50:47] <spasticteapot> On an unrelated note, does anyone know if there's some way to patch into the DC motor controllers of an old Proto-trak system?
[03:50:50] <pfred1> couldn't you just use regular coolant on copper?
[03:51:14] <spasticteapot> pfred1: I don't have any way to run proper coolant on my drill press.
[03:51:32] <ewlsey> put some coolant in a spray bottle
[03:51:33] <pfred1> spasticteapot at home me either thats why I use a squirt bottle
[03:51:53] <ewlsey> what he said
[03:52:17] <spasticteapot> I've tried water before and it doesn't work so good - you basically need to do the drilling in a bucket of water, especially with 3
[03:52:19] <pfred1> ewlsey then again that's what Bugsley our in house ancient German machinist did on his one off jobs too
[03:52:22] <spasticteapot> 1/2 inch bits.
[03:52:52] <pfred1> spasticteapot no you get the oil emulsion stuff and mix it up
[03:52:56] <spasticteapot> ?
[03:53:19] <pfred1> spasticteapot I like the white though the pink is OK too I guess
[03:53:26] <ewlsey> yeah, it has a sulfer based compound that lubricates and water to cool
[03:53:33] <spasticteapot> Where do I buy this stuff?
[03:53:41] <pfred1> oh no not sulpher based junk
[03:53:52] <ewlsey> what ever it is
[03:53:53] <pfred1> thats for tapping pipes
[03:54:04] <ewlsey> it's synthetic now
[03:54:12] <pfred1> they still make the organic
[03:54:13] <spasticteapot> I need to get some of that stuff.
[03:54:29] <pfred1> which i prefer it works better in my saw
[03:54:48] <pfred1> and I'm not keeping a tank of it around to get rancid anyways
[03:54:54] <ewlsey> that is oil pfred1, i meant the water bases stuff, i think it still has sulfer
[03:55:01] <spasticteapot> I'll keep with the canned air - it seems to work well, and so long as there's no risk of thermal shock, I shouldn't have to worry about shattering.
[03:55:02] <morficmobile> "coolant" is usually an emulsion, a mix of oil to lubricate and water to cool
[03:55:10] <pfred1> ewlsey its an oil emulstion means it mixes with water
[03:55:14] <spasticteapot> In any case, is anyone here familiar with early-80s proto-trak systems?
[03:55:15] <morficmobile> spasticteapot: msc, grainger, your local shop suppliers
[03:55:15] <Jiong> when I use M-x shell RET, then ls, it shows me a lot of this kind of characters: ^[[0m^[[01;34
[03:55:33] <spasticteapot> I've got some pictures somewhere, but the whole thing is a bloody nightmare.
[03:55:57] <pfred1> spasticteapot can't see your way clear to a spray bottle?
[03:56:02] <ewlsey> I use this:
http://www.koolmist.com/78.html
[03:56:22] <spasticteapot> pfred1: Considering what I'm doing and how I'm doing it, I'm happy I didn't twist the piece of copper into a pretzel.
[03:56:26] <ewlsey> there are a few flavors
[03:56:39] <spasticteapot> I made a 1/2" hole in a 3/4" pipe cap. Very thin copper.
[03:56:40] <Jiong> when I use M-x shell RET, then ls, it shows me a lot of this kind of characters: ^[[0m^[[01;34, so, how to cancel this kind of characters?
[03:56:44] <pfred1> spasticteapot how fast are you running your tool?
[03:56:47] <spasticteapot> I don't know.
[03:56:59] <spasticteapot> As slow as it goes, which is honestly still too fast.
[03:56:59] <pfred1> usaully copper is high surface speed but I'd imagine there are limits
[03:57:19] <pfred1> spasticteapot you don't know what RPM you're running?
[03:57:22] <spasticteapot> No idea.
[03:57:31] <Valen> spasticteapot is it hard or soft copper?
[03:57:33] <pfred1> spasticteapot what kind of a motor?
[03:57:34] <ewlsey> spasticteapot, copper is sort of gummy, it is more maleable than other metals
[03:57:42] <spasticteapot> pfred: Not the one that came with it, that's for sure.
[03:57:49] <spasticteapot> 600W Marathon, I think.
[03:57:52] <pfred1> spasticteapot so an induction motor?
[03:58:00] <spasticteapot> Presumably.
[03:58:08] <spasticteapot> 3600RPM, you think?
[03:58:09] <pfred1> spasticteapot Ok is it a 1740 or a 3600 RPM one?
[03:58:16] <spasticteapot> I don't know - it doesn't say.
[03:58:18] <ewlsey> and a belt ratio
[03:58:32] <pfred1> spasticteapot usually you can tell just by listening to them
[03:58:43] <pfred1> spasticteapot I mean ones twice as fast as the other one is
[03:59:11] <ewlsey> here is a calculator:
http://www.custompartnet.com/calculator/drilling-speed-and-feed
[03:59:14] <pfred1> spasticteapot and that'd be the next thing are there pulleys involved?
[03:59:56] <spasticteapot> I've achieved this result through trial and error. At the moment, I'm just glad that it works - I really can't be bothered to figure out why. :P
[03:59:58] <ewlsey> figure out a surface feed, maybe 100
[04:00:01] <spasticteapot> ewlesy: The belt system seems to be a bunch of nonstandard parts, as it's got a different configuration of belt pulleys than is shown on the side of the drill press.
[04:00:24] <Valen> just keep going small to big ;->
[04:00:25] <ewlsey> and .002 feed per flute or so
[04:00:32] <pfred1> yeah you have to measure like the middle of the belt blah blah i did it al lto my mill once
[04:00:38] <morficmobile> measure the diameters to get the ratios you run then
[04:01:06] <pfred1> spasticteapot so you're just drilling holes then?
[04:01:11] <morficmobile> what Valen said too
[04:01:11] <spasticteapot> pfred1: Yup.
[04:01:21] <pfred1> spasticteapot OK how big diameter holes?
[04:01:22] <ewlsey> or just turn the motor manually and count the number of turns to turn the bit once around
[04:01:22] <Valen> bit of WD-40 works most of the time
[04:01:28] <spasticteapot> Up to 1/2".
[04:01:59] <pfred1> spasticteapot and you do it all in one shot or do you step drill?
[04:02:06] <spasticteapot> Pilot hole and one shot.
[04:02:28] <pfred1> depends on the web but some drills you should step
[04:02:31] <spasticteapot> I'm shocked that it worked, to be honest.
[04:02:54] <spasticteapot> I didn't even use any lubricant - just started hosing it down with the cold stuff and drilled the whole.
[04:02:56] <pfred1> some larger drills don't have web clearance
[04:02:59] <spasticteapot> *hole.
[04:03:05] <ewlsey> calculator is saying 750 RPM and 1.5 IPM of feed
[04:03:14] <spasticteapot> 1.5 inches per minute?
[04:03:18] <ewlsey> for 0.5 in
[04:03:32] <spasticteapot> What unit of measurement is SFM?
[04:03:35] <pfred1> spasticteapot some materials work harden if you don't feed
[04:03:35] <ewlsey> you are feeding manually, so forget that
[04:03:37] <Valen> ewlsey is that blind?
[04:03:43] <Valen> surface feet per minute
[04:03:57] <Jiong> i want to study emacs, does there any good books or something references?
[04:03:58] <Valen> pfred1 copper is one of them I believe
[04:04:09] <pfred1> Valen I wasn't going to say but yeah me too
[04:04:09] <ewlsey> valen, either
[04:04:28] <spasticteapot> I think I should mention that this is a very, very old drill press.
[04:04:32] <pfred1> Valen when i was an electrician we'd take a piece of copper and hang it so it'd tap on the dashboard of the van then after about a month it'd just break
[04:04:35] <Valen> Jiong: this is a machining chat room, your probably best off somewhere else for stuff like that
[04:04:46] <ewlsey> spasticteapot it will still work
[04:04:58] <spasticteapot> Yes, but I don't exactly have a feed control.
[04:05:08] <Valen> you can push it hard or soft though
[04:05:15] <spasticteapot> Still...too slow and it work hardens, too fast and the whole thing goes to pot.
[04:05:15] <Valen> sounds like you want a moderate pressure
[04:05:17] <ewlsey> what is the depth your are drilling?
[04:05:18] <morficmobile> spasticteapot: your arm is the feed control
[04:05:25] <spasticteapot> Approx 1/8".
[04:05:27] <pfred1> spasticteapot is the drill bit sharp?
[04:05:31] <pfred1> copper tends to grab
[04:05:32] <spasticteapot> Yep - brand new.
[04:05:35] <Valen> can you make mistakes?
[04:05:40] <ewlsey> step drill bit man!
[04:05:59] <ewlsey> or rotor broach
[04:06:04] <ewlsey> that is what I wold use
[04:06:07] <pfred1> spasticteapot most new drills are sharpened for doing steel
[04:06:12] <Valen> I'd suggest just pushing harder untill you get a nice swirl or it "feels right" but definatly lube it with something like wd40 or some other oil
[04:06:37] <spasticteapot> I've used turbine oil - I presume the high burn temperature is a good thing?
[04:06:45] <Valen> makes it less smoky ;->
[04:07:01] <spasticteapot> I didn't get any swirl with the cooling spray.
[04:07:10] <Valen> copper should be hard to heat, its a really good conductor
[04:07:17] <ewlsey> http://www.toolrage.com/prodview.asp?sku=BLR-111123
[04:07:20] <Valen> and being soft it should drill much easier than steel
[04:07:27] <pfred1> Valen its so gooey though you get a lot of friction
[04:07:29] <spasticteapot> Once again, I'm not sure why it works as well as it does...but having tried to drill a lot of holes in copper, this seems to produce much neater holes.
[04:07:36] <ewlsey> that will work if it is only 1/8 in thick
[04:07:51] <pfred1> spasticteapot when stuff heats up it expands
[04:07:58] <ewlsey> and the hole will be round
[04:08:04] <Valen> pfred1 true, I spose it depends on if its anealed or hard
[04:08:06] <Jymmm> Eeeesh, too many laptops at the same time!
[04:08:06] <spasticteapot> ewlsey: My entire drill bit set cost significantly less than one of those things. And I have at least five of each size.
[04:08:29] <spasticteapot> pfred: Hence the use of the coolant spray - the whole thing is kept really really cold..
[04:08:56] <pfred1> spasticteapot well yo ucould see how an expanding bit going int oa contracting hole could present a problem
[04:09:13] <spasticteapot> pfred1: The bit is kept well below room temperature, though - that's the nifty bit.
[04:09:20] <ewlsey> spasticteapot, how many parts will you have to scrap to pay for the bit?
[04:09:21] <pfred1> spasticteapot but that's why you need ot throw chips the chipos carry off heat
[04:09:23] <spasticteapot> After drilling the hole, it was freezing.
[04:09:45] <spasticteapot> ewlsey: Quite a lot. I'm just a hobbyist futzing around. :)
[04:09:48] <spasticteapot> pfred: Ah.
[04:09:58] <spasticteapot> I'll get some more scrap copper and practice a bit, I guess.
[04:10:03] <pfred1> spasticteapot yeah its something no one thinks about until it is said
[04:10:41] <spasticteapot> Still, copper has a nasty tendency to twist when you make big holes in it, especially with bits intended for wood (which are what I have.)
[04:11:17] <ewlsey> spasticteapot, rotor broaches are the cat's ass for thin metal, one cannot easily get nich round holes in thin sheets with drill bits. I know they are pricey, but totaly worth it
[04:11:19] <spasticteapot> I should probably just buy a bigger step drill, I guess.
[04:11:34] <pfred1> spasticteapot I know it looks like a joke but buy one of these and learn how to use it you'll never regret it then take a bit and sharpen to a shallower angle
http://www.amazon.com/Drill-Bit-Sharpener-Jig/dp/B001Z0WFYS
[04:11:38] <ewlsey> yes you shoud do that too
[04:11:58] <spasticteapot> Interesting.
[04:12:23] <pfred1> especially on bigger bits they work great
[04:13:06] <pfred1> though to get my grind marks perpendicular to the lip edge i had to mount mine funny
[04:13:07] <morficmobile> actually looks like it might just work, i had a boss who loved those damn "Drill doctor"s, pieces of junk
[04:13:33] <pfred1> morficmobile if you mount it to the face of a wheel at a 45 angle it is nice
[04:13:37] <spasticteapot> Is anyone here familiar with old proto-trak equipment?
[04:13:45] <pfred1> morficmobile let me see if i have a pic of how I have mine
[04:13:52] <spasticteapot> The really old stuff, from ~1981?
[04:14:15] <ewlsey> is it point to point only?
[04:15:45] <ewlsey> or is it a manual machine?
[04:15:50] <spasticteapot> Point to point?
[04:15:56] <spasticteapot> It's a 2-axis Brideport conversion.
[04:16:16] <pfred1> morficmobile
http://img98.imageshack.us/img98/8955/grindbench.jpg
[04:16:20] <spasticteapot> It's one of those very old setups where you would mill something and it would repeat the results.
[04:16:42] <spasticteapot> It didn't really work, either - a friend of mine bought it recently, and despite being almost thirty years old, it's totally unused.
[04:16:43] <ewlsey> can it move 2 axes at once to contour, or just move from point to point?
[04:16:54] <spasticteapot> 2 axes at once - it can do circles.
[04:17:02] <ewlsey> oh
[04:17:08] <ewlsey> steppers or servoes?
[04:17:20] <spasticteapot> Well, it can't do circles, but it's supposed to be able to do them - it tends to keep going in a straight line and poke a hole in something.
[04:17:25] <spasticteapot> Servos - big'uns.
[04:17:32] <spasticteapot> DC, I think.
[04:17:36] <ewlsey> yeah
[04:17:43] <ewlsey> pry brushed dc
[04:18:30] <ewlsey> +/- 10V DC if I had to guess, but I am no expert on that machine
[04:18:36] <pfred1> morficmobile mount it like that and the grinds end up perpendicular to the lip edge
[04:18:54] <spasticteapot> ewlsey: I seem to have lost my photographs. This is annoying.
[04:18:55] <morficmobile> pfred1: harsh picture, but i get the idea, i also have not seen one in a shop since germany, so not in hm, 13+ yrs
[04:19:31] <pfred1> morficmobile well it shows what I meant by the 45 to the stone right?
[04:19:50] <spasticteapot> ewlsey: Anywho, you seem to be familiar with this sort of thing.
[04:20:01] <pfred1> morficmobile if you mount it flat like they say the brinds are parallel to the lip
[04:20:07] <pfred1> grinds even
[04:20:12] <ewlsey> pfred1, how do you get the dit rotation correct?
[04:20:12] <spasticteapot> Is there any way to make use of the original motor controllers? Or would it be more practical to start from scratch?
[04:20:17] <pfred1> then your drills chip
[04:20:36] <pfred1> ewlsey oh thats what the tool does it pivots
[04:20:59] <pfred1> ewlsey you swing that bottom piece and it does a lip then you rotate the drill there's a tooth rest on the top
[04:21:22] <pfred1> it really works as dumb as it looks
[04:21:36] <pfred1> beats hand grinding
[04:21:37] <ewlsey> spasticteapot, if you want to switch to EMC2 you can probably use the servoes, but it may have synchros or resolvers instead of encoders, so feeding back to EMC is a challenge
[04:22:07] <pfred1> you can touch up by hand after you're done like do a back relief or what have you but it makes the lips even
[04:22:38] <pfred1> more even than I usually get them by hand
[04:22:59] <pfred1> just the wya it is it has to work
[04:23:00] <ewlsey> pfred1, I meant that the ones I have seen, there is a little tab that engages the drill flut, and it controls the bit rotation (about the lond axis of the bit) and it was not adjustable, and the tip would not be in the right place depeding on the pitch of the flute
[04:23:07] <spasticteapot> aaaaack.
[04:23:21] <pfred1> ewlsey yeha i got that kind too it sucks i don't evne use it
[04:23:37] <spasticteapot> I don't even know what those are and they sound obnoxious.
[04:24:08] <pfred1> ewlsey if the pic was a little bigger ot the right you'd see mine sitting befind the lower grinder under that shelf
[04:24:13] <spasticteapot> ewlsey: Assuming I just want to ditch the stock control system and start over from scratch, is there a way to do it that doesn't cost over $1k?
[04:24:15] <morficmobile> i sharpen my drills by hand, not sure why shops seem to be so anti buying a jig for it, our tool crib guy in germany had one, he only used it on drills over 20mm iirc, he did it every day, his drills were like magic :)
[04:24:27] <ewlsey> spasticteapot, if you think a CNC retrofit is going to be easy you have been greatly mislead
[04:24:48] <spasticteapot> ewlsey: The stepper-based solutions don't look to bad - parallel port and power goes in, stepper output goes out.
[04:24:51] <pfred1> morficmobile at the tool and die shop I worked at we had a sweet bit sharpener but it was like $1600
[04:25:05] <spasticteapot> Retrofitting a set of encoders shouldn't be the end of the world, either.
[04:25:29] <pfred1> morficmobile if you setup a bulldog like i do it works OK
[04:25:39] <morficmobile> pfred1: one thing i would like to get back into is end mill sharpening, but our tool past grinder is some wonky piece i just can't warm up to
[04:26:04] <spasticteapot> (I should probably mention that the owner of the mill in question, while not exactly a computer whiz, is a very competent machinist.)
[04:26:05] <renesis> woo d510 atom in squat lianli tower is alive \o/
[04:26:09] <pfred1> morficmobile oh whats that one everyone on the internet builds? with like 12 handles on it?
[04:26:20] <ewlsey> you will need new servo drives, and encoders. that will cost about $1000 if you shop around. then you will need to adapt those encoders to the existing shafts
[04:26:27] <spasticteapot> Recommendations?
[04:26:59] <Valen> spasticteapot if you can jump into the existing drives you may be able to use them
[04:27:01] <morficmobile> pfred1: i don't seem to know what everyone on the internet does with 12 handles
[04:27:03] <ewlsey> Gecko may have drives large enough, for encoders you will have to scoure eBay
[04:27:15] <spasticteapot> Valen: That's what I'd like to do. Sadly, the documentation is essentially nil.
[04:27:23] <spasticteapot> Gecko?
[04:27:37] <Valen> spasticteapot, got an oscilloscope?
[04:28:11] <ewlsey> http://www.geckodrive.com/product.aspx?c=2&i=14474
[04:28:36] <spasticteapot> Yes, though I'm a bit nervous about prodding inside something with 35 connectors and no labels.
[04:29:31] <ewlsey> you will probably find that the existing drives use +/- 10V DC signals, not step/direction. You can overcome this with some 3rd party electronics though'
[04:29:51] <Valen> look for the big wires and dont touch them ;->
[04:30:14] <elmo401> morficmobile: there is no way to make a perfect center on a drill by hand. you can get 'close enough' ;) Besides, if you need high tolerance get a reamer
[04:30:25] <Valen> if its +-10v your set, you just want some mesa hardware and your golden, biggest issue is what encoders they have
[04:30:28] <spasticteapot> I think that for the sake of maintainability and my sanity, I'll just replace the whole lump.
[04:30:39] <spasticteapot> It needs a third servo anyway.
[04:30:56] <spasticteapot> Are those Geckos you linked me to for one or two DC servos?
[04:31:11] <ewlsey> one drive for each servo
[04:31:21] <Valen> geckos are steppers are they not?
[04:31:27] <ewlsey> you need to check the total amps
[04:31:37] <ewlsey> valen they have drives for brushed servos
[04:31:44] <ewlsey> they have to be brushed
[04:31:49] <Valen> i didnt know that, cool
[04:32:19] <spasticteapot> What connects the computer to the Gecko servo amps you linked me to?
[04:32:42] <morficmobile> elmo401: right, reamers, how'd that come up again? i seem a little slow tonight
[04:32:43] <spasticteapot> Valen: I'm a bit perplexed as to what you mean about +/-10V signals.
[04:32:45] <elmo401> pfred1: we have a Darex XT3000. I really don't like it. need all the 'extras' to do large bits, chamfer tools.
[04:33:01] <Valen> spasticteapot the signal from the computer to the servo amps
[04:33:09] <elmo401> morficmobile: no problem... just scrolled up. read you were talking about sharpening bits by hand.
[04:33:14] <renesis> guys halp
[04:33:14] <spasticteapot> Aaaaaah.
[04:33:21] <pfred1> elmo401 that is the famous name brand there's this crazy kit people make though I'm looking for it
[04:33:22] <renesis> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?EMC_Ubuntu91
[04:33:24] <Valen> most of them take a +-10 volt signal to tell the amp to go forward or backward and how hard/fast
[04:33:34] <renesis> they prob mean get 32b ubuntu?
[04:33:39] <renesis> or what
[04:33:49] <renesis> will emc2 run on 64b ubuntu
[04:33:51] <pfred1> elmo401 this isn't it but its still pretty nuts:
http://hackadaycom.files.wordpress.com/2010/02/beautiful-grinder.jpg
[04:34:11] <ewlsey> spasticteapot the computer will spit out step pulses and a direction signal, but your drives can not understand that, they want a positive or negative analog voltage to tell them what direction to go and how fast
[04:34:42] <Valen> +-10v aka a servo system is generally regarded as "better"
[04:34:43] <ewlsey> you have to convert the step pulses to the analog voltage
[04:35:17] <ewlsey> the Gecko drives are sevo drives that accept step and direction signals
[04:35:27] <spasticteapot> Ooooooh.
[04:35:37] <Valen> spasticteapot how big is the machine?
[04:35:38] <spasticteapot> That's pretty clever, really.
[04:35:44] <spasticteapot> Valen: Standard bridgeport.
[04:35:47] <spasticteapot> It's a converted mill.
[04:35:53] <spasticteapot> Already has ballscrews in the X and Y axis.
[04:35:57] <spasticteapot> It's basically new.
[04:35:57] <ewlsey> you can also buy interpreter boards that will let you use what you have
[04:36:04] <renesis> k guys nm i found help on the wiki
[04:36:09] <spasticteapot> Interpreter boards?
[04:36:28] <pfred1> morficmobile a Quorn grinder
http://i.pbase.com/u47/captain_carl/large/30237597.Quorn_Lou03.jpg
[04:36:33] <ewlsey> pfred1 someone had too much time on their hands
[04:37:03] <pfred1> ewlsey we all have about the same time some of us just choose to spend it a bit differently is all
[04:37:42] <elmo401> I used one of these a LONG time ago. Loved it. Has multiple cams for multi-flute drills
http://www.hss-saw.com/EY-32B.htm
[04:38:58] <elmo401> pfred1: well said!
[04:39:03] <pfred1> elmo401 a bit nicer than a bulldog sharpener takes up a lot more room though!
[04:39:04] <ewlsey> the board converts step direction to 10V dc
[04:39:08] <morficmobile> pfred1: what we had in germany would rotate the endmill based on rolls on a metal flat wire, so rather than a passive follower, you use the right pulleys and iirc gears to get the perfect angle, you would sharpen all four flutes, then adjust your angle a bit to grind the second angle on all four flutes, was simple stupid to use if you could measure the angle of the flutes
[04:39:29] <spasticteapot> I'm looking at the Mesa Electronics website - for a 3-axis mill (with the ability expand to 4 axes) I need two 7I40 driver boards and a 4I28 controller?
[04:39:39] <morficmobile> no recollection what (german) brand it was
[04:39:50] <ewlsey> 5i20 is the most popular
[04:39:55] <Valen> I am using a 5i23
[04:39:56] <pfred1> morficmobile oh so it wasn't like a tooth rest one?
[04:40:03] <ewlsey> but I just use a parallel port
[04:40:50] <spasticteapot> Hold on, that's not right....
[04:41:08] <ewlsey> I get about 120 in/min with my setup, faster and I would need a mesa board
[04:41:18] <elmo401> pfred1: if you wanted to make money sharpening tools...
http://www.eyan.com/stuff/en/Product-200831185540-l.jpg
[04:41:35] <elmo401> I wonder how much they cost
[04:41:40] <ewlsey> just buy a drill doctor
[04:41:52] <pfred1> elmo401 you'd have to sharpen a lot of tools to pay for it I'd imagine
[04:41:56] <morficmobile> pfred1: no, sliding the carriage back and forth would still rotate the endmill, through that metal band, all i ever seen in shops in the US rest on the tooth and get rotation that way and always seem to have slop, of course it could be noone ever had a clue to use it
[04:42:37] <pfred1> morficmobile what you describe reminds me of the old time way barrels were rifled
[04:43:15] <spasticteapot> Valen, ewlsey : So....which one do I want, exactly?
[04:43:33] <ewlsey> what are your goals?
[04:44:10] <spasticteapot> 4 channels of CNC.
[04:44:39] <spasticteapot> And the ability to be repaired by someone who isn't an electronics or computer whiz.
[04:44:49] <spasticteapot> I'm a bit lost as it is, and I'm quite far ahead of this guy.
[04:44:50] <morficmobile> pfred1: can't say, don't know the old ways to rifle a barrel, so maybe? i am tempted to google up one over the weekend now
[04:45:08] <spasticteapot> So....these are FPGAs you can program over the PCI bus to be used as an interface between the PCI bus and....well, anything?
[04:45:19] <spasticteapot> That's.........wow.
[04:45:23] <spasticteapot> Wow.
[04:45:30] <ewlsey> if you want to spend as little as possible, you just need a parallel port and break out board and if you have a fast PC you can pry get about 100 in/min. If you need tons of I/O and want to go fast get the Mesa
[04:45:33] <pfred1> morficmobile well you can see the relationship between barrel rifling and tool flutes just internal vs. external right?
[04:45:36] <elmo401> now this is a great tool to work with
http://cuoghi.it/public/articoli/video/MICRA%2010.flv
[04:45:50] <morficmobile> pfred1: surely
[04:46:25] <pfred1> morficmobile but when you rifle a barrel there's nothing to rest it on you know?
[04:46:32] <ewlsey> spasticteapot, relax, it will get much worse
[04:46:42] <ewlsey> it is not for the faint of heart
[04:46:45] <morficmobile> pfred1: point taken
[04:47:35] <pfred1> morficmobile I should dig up the page where this guy makes kentuckey long rifles in his wood shed using 17th century tech you'd probably get a kick out of it
[04:47:40] <spasticteapot> ewlsey: If I read this right, I need a $200 card (the 5i20), two $150 7140 motor controllers (which are specifically noted to work with the aforementioned interface), and a standard desktop PC?
[04:47:44] <spasticteapot> No PC/104 craziness?
[04:47:52] <spasticteapot> ewlsey: Oh, joy.
[04:48:07] <pfred1> morficmobile he uses like broken bits of files and spliters of wood
[04:48:47] <pfred1> morficmobile and on his page explains in great detail how you can do it too!
[04:48:55] <morficmobile> one thing about the 5i22 i was gonna ask, which board it takes to be able to use the 96I/O bits, just the isolated breakout boards?
[04:49:03] <morficmobile> pfred1: sounds interesting, yes
[04:49:04] <ewlsey> spasticteapot, you need the mesa card and that is all
[04:49:11] <pfred1> morficmobile yeah its singular
[04:49:23] <spasticteapot> ewlsey: Really?
[04:49:44] <spasticteapot> The setup in question only has two motor drivers - I need at least three.
[04:49:55] <ewlsey> ahh
[04:49:55] <pfred1> morficmobile but he's got this crazy wooden contraption he made for doing the rifling
[04:50:05] <spasticteapot> Also, in case of the thing breaking down, I want the fellow who owns it to be able to fix it.
[04:50:13] <ewlsey> yes you will need to buy two more motor drives them
[04:50:15] <spasticteapot> He's a machinist by trade - he'll likely be depending on it at some point.
[04:50:36] <spasticteapot> Can it just connect directly to an H-bridge?
[04:50:48] <spasticteapot> I can make H-bridges.
[04:51:01] <ewlsey> no, you need encoder feedback
[04:51:06] <pfred1> spasticteapot so can anyone but not anyone can make them so they don't blow up!
[04:51:10] <spasticteapot> :P
[04:51:13] <spasticteapot> That's what diodes are for.
[04:51:15] <ewlsey> H bridge for steppers would work
[04:51:23] <pfred1> spasticteapot actually its all in the delay
[04:51:41] <spasticteapot> Huh.
[04:51:52] <ewlsey> you could use stepper motors on the other 2 axes
[04:51:57] <spasticteapot> I'm from the world of R/C, which is, for the most part, barn-door engineering.
[04:51:58] <ewlsey> save a few bucks
[04:52:08] <pfred1> bridgeports came stock with steppers
[04:52:13] <spasticteapot> This one doesn't.
[04:52:14] <Valen> spasticteapot, If you have existing servo drives then you shouldn't need the motor drivers
[04:52:24] <Valen> servo amps rather
[04:52:26] <pfred1> spasticteapot all the ones I've ever heard of did
[04:52:35] <Valen> you may just need the +-10v drive
[04:52:47] <ewlsey> H-bridge just tells the motor to spin, for CNC you need to tell it to spin EXACTLY so far at such and such speed
[04:53:07] <Valen> I don't know if the mesa driver has enough oomph for a bridgeport
[04:53:09] <ewlsey> valen, he wants to make it 4 axis
[04:53:22] <pfred1> 1600 oz/in steppers
[04:53:25] <spasticteapot> ewlsey: The 7I40 is listed as an H-bridge driver. Apparently it also has the encoder circuitry?
[04:53:31] <spasticteapot> Pfred1: Is that advisable?
[04:53:46] <pfred1> spasticteapot well they went out of business so I guess not
[04:53:47] <spasticteapot> It already has great big servo motors, and large steppers of good quality are not cheap.
[04:54:01] <ewlsey> 7I40 is not what you want
[04:54:07] <pfred1> spasticteapot they ran them wave drive too
[04:54:24] <morficmobile> do i need the 7i42TA to use the 5i22 I/O bits or the 7I37TA? both seem to protect the 5i22, the 7i37 can drive higher loads?
[04:54:25] <Valen> spasticteapot If i were you I would investigate your existing amps, big servo amps are expensive
[04:54:26] <ewlsey> you want the geckos
[04:54:33] <spasticteapot> I suppose not - I honestly have no idea how much juice those motors use, but 1/2HP is likely not enough.
[04:54:56] <spasticteapot> ewlsey: The nice thing about the Mesa Electronics products is that they're simple to use and replace.
[04:55:08] <Valen> morficmobile one is isolated which means if you blow it up it shouldn't take out the card, the non isolated one you have to play by the rules
[04:55:21] <spasticteapot> At least, they appear that way.
[04:55:25] <ewlsey> the servoes could be 2kW or more, so aim to keep those drives
[04:55:31] <pfred1> we ran Dayton 1/10th HP gear motorso n bridgeports as power feeds but we blew a lot of them up too
[04:55:32] <spasticteapot> 2KW!
[04:55:34] <spasticteapot> !
[04:55:43] <spasticteapot> Yikes.
[04:56:00] <pfred1> but we'd run them all day every day day after day
[04:56:06] <morficmobile> Valen: the isolated one seems to give me 16 input, 8 output, while the plain one gives me 24 any which way, do i see that right?
[04:56:26] <Valen> i'm going from memory but yeah
[04:56:33] <pfred1> and usually it was just the speed controller that blew up and the boss was an idiot so I have a few good motors here now ;)
[04:56:59] <spasticteapot> Valen: What's the advantage of the Gecko products? They don't appear to be directly compatible, and cost a fair bit more.
[04:57:08] <Valen> I use mesa ;->
[04:57:23] <ewlsey> the gecko is the drive, the mesa is the I/O
[04:57:23] <Valen> wiki.linuxcnc.org/cgi-bin/emcinfo.pl?JakeAndRussells is my machine
[04:57:25] <spasticteapot> So, 2 7I29s plus a 5I20?
[04:57:27] <pfred1> spasticteapot Mariss makes pretty good stuff lots of people swear by it
[04:57:32] <spasticteapot> My head hurts.
[04:57:36] <ewlsey> they are not the same thing
[04:57:55] <pfred1> vampire drives unkillable!
[04:57:59] <Valen> spasticteapot the 7I29 is a bigass driver
[04:58:05] <spasticteapot> Well, you said 2KW.
[04:58:12] <Valen> I didnt ;->
[04:58:15] <spasticteapot> Someone did.
[04:58:19] <ewlsey> ahh
[04:58:22] <Valen> you should see if you can find ratings on them
[04:58:31] <ewlsey> yeah
[04:58:36] <spasticteapot> Can anyone here help me understand which piece does what?
[04:58:47] <Valen> ok theres 3 bits in the chain
[04:58:51] <spasticteapot> Apparently the "H bridge" cards are more than just an H-bridge.
[04:58:53] <spasticteapot> Valen: ?
[04:59:21] <Valen> you have a 5I23 or something like that, that runs the PWM output and handles reading encoders, rather than trying to get your host PC to do it all for you, this is a good thing
[04:59:31] <Valen> they can also do step + direction output
[04:59:53] <spasticteapot> Okay - so the "H bridge" boards are in no way involved? There's something mentioned about encoders in the description, which is what was confusing me.
[05:00:09] <ewlsey> the 7I30 can read the encoders
[05:00:12] <Valen> then you have the "amp"s like the 7i49 or so, they drive the motors and process the incoming signals from the encoders making them safe for the 5i23
[05:00:15] <ewlsey> I was mistaken about that
[05:00:32] <spasticteapot> Ah.
[05:00:35] <Valen> a servo system needs a motor and an encoder / feedback of some kind
[05:00:40] <morficmobile> Valen: how many inputs and outputs did you use to make everything work? (i could get 32 input/8 output with 2 7i37TA (other two headers would be in use by 2x7i33)
[05:00:54] <Valen> we are only using like 3 I/O's at the moment
[05:01:17] <Valen> spindle on/off and coolant, with another for limit but its not in use yet
[05:01:36] <spasticteapot> So is the 7Ixx card just a buffer - something that allows the 5Ixx card to read the encoder safely and turn the low-level signal from the 5Ixx into something a motor can use?
[05:01:48] <Valen> basically
[05:02:28] <spasticteapot> So is the 7Ixx getting an analog (turn left more/turn left less) input or a digital (turn left at X RPM for this period of time) input?
[05:02:46] <Valen> it gets a digital PWM signal and a direction
[05:02:52] <spasticteapot> Ah.
[05:03:03] <spasticteapot> Right.
[05:03:08] <Valen> that gets turned pretty directly into a drive for the H bridge on the 7 series card
[05:03:20] <spasticteapot> Yep.
[05:03:34] <pfred1> this is basically just a buffer:
http://www.imagechicken.com/uploads/1269814572086495500.jpg
[05:03:38] <spasticteapot> So, step 1 is to dismantle the servo drive to figure out what voltage/current the motors are rated for.
[05:03:47] <pfred1> mesa boards are a bit more complicated
[05:03:53] <spasticteapot> Step 2 is figure out whether the 7I29 is suitable, and hope like heck that it is.
[05:03:57] <Valen> and if you can re-use the existing amplifiers
[05:04:12] <spasticteapot> Valen: It's not worth the hassle - two more are being added.
[05:04:20] <Valen> thats ok
[05:04:25] <Valen> you can mix and match
[05:04:42] <spasticteapot> Really?
[05:04:45] <Valen> I'm not sure the price on the 7i29's either
[05:04:46] <Valen> yes
[05:04:49] <pfred1> spasticteapot really
[05:04:53] <spasticteapot> Valen: $300 for small quantities.
[05:04:57] <awallin> yay, lucid boot.
[05:05:07] <Valen> thats not too bad really
[05:05:09] <spasticteapot> Is there a bit that turns whatever the Mesa outputs into something usable, or can it output directly?
[05:05:27] <spasticteapot> Valen: No, it isn't.
[05:05:40] <Valen> which component?
[05:05:45] <spasticteapot> Partially it's a desire to not have two cabinets full of electrical bits, two power supplies, two fuseboxes......
[05:06:06] <spasticteapot> Valen: Presumably I can't just directly connect the 5i20 to the +/-10v bit on the motor controller?
[05:06:10] <Valen> hey if you have the cash
[05:06:34] <spasticteapot> I'm not entirely sure the Proto-Trak system even works - aside from the power transformer, part of it is likely to be kaput.
[05:06:48] <Valen> oh right, yeah they have a board that you use in place of a 7i series card, it gives +-10v outputs
[05:06:59] <spasticteapot> What is it? I can't find the stupid thing.
[05:07:26] <pfred1> well i really should try to do a little more soldering here
[05:07:28] <Valen> the other thing your going to want to find before you go to far is what kind of encoders you have, being older it may have resolvers and then your out of my knowing
[05:07:35] <spasticteapot> Yeah.
[05:07:52] <spasticteapot> I figure it's best just to swap out all the parts for something that can easily be diagnosed and replaced.
[05:08:01] <Valen> 7I48 6 channel Analog servo interface
[05:08:11] <spasticteapot> Reducing the entire control system to three parts makes things very simple. Having a big pile of jury-rigged bits? Not so much.
[05:08:47] <pfred1> spasticteapot maybe for you ...
[05:08:53] <spasticteapot> ?
[05:09:05] <spasticteapot> It's also only $200 difference.
[05:09:34] <pfred1> spasticteapot I find black boxes rather mysterious myself no matter what color they're painted!
[05:09:40] <spasticteapot> :P
[05:09:55] <spasticteapot> In any case, it's just not worth the $200 difference.
[05:10:04] <pfred1> spasticteapot maybe for you ...
[05:10:21] <spasticteapot> It's not my $200. :P
[05:10:29] <pfred1> I can buy an awful lot of beer for $200!
[05:10:30] <Valen> spasticteapot anyway you need to look at your hardware first, see what the motors and encoders are
[05:10:43] <spasticteapot> Valen: I'll have to dismantle the stupid things, I suspect.
[05:11:02] <Valen> take some photos and post them here people may be able to help
[05:11:08] <Valen> put a scale to ut
[05:11:09] <Valen> it
[05:11:09] <spasticteapot> I don't actually know if any of it works, and the original computer is missing, so there's no way to find out. :(
[05:11:17] <spasticteapot> Hold on...lemme see if I can find my SD card.
[05:11:30] <pfred1> spasticteapot repeat after me, there is no such thing as over planning.
[05:11:34] <Valen> its normally written on the case
[05:12:16] <pfred1> spasticteapot although with CNC you can find a lot of yahoos not planning nearly enough!
[05:12:52] <spasticteapot> pfred1: Right then. I'm just going to ditch the whole bloody mess.
[05:13:20] <pfred1> spasticteapot do it knowing whats what from the outset and it won't be a bloody mess
[05:13:23] <spasticteapot> It's not labelled very well and proto-trak won't tell you what's in it - they just want you to spend $12k on a replacement control system.
[05:14:17] <pfred1> spasticteapot have you looked on the web for other people who've dealt with it?
[05:14:42] <spasticteapot> Haven't found any.
[05:14:49] <spasticteapot> It was a commercial flop - nobody bought one.
[05:14:53] <morficmobile> <Valen> 7I48 6 channel Analog servo interface <--- are the drivers done now/further along? iirc there was only initial work done so far?
[05:15:17] <Valen> dunno, it looks like its for sale on their site
[05:15:27] <Valen> there is a 4 channel one as well i believe
[05:16:19] <spasticteapot> Valen: What setup do you have with the Mesa stuff?
[05:16:24] <spasticteapot> And how well does it work with EMC?
[05:16:38] <Valen> all worked out of the box for me
[05:16:49] <Valen> hardly had to play with it at all
[05:19:38] <spasticteapot> Currently uploading some photos of the mill - my camera was acting up, so I haven't got a whole lot.
[05:19:53] <spasticteapot> http://rapidshare.com/files/381806957/Mill.zip.html
[05:20:16] <morficmobile> Valen: it was on their website when i asked about it (6 channels would be perfect for our 4 axis+spindle), but at the time it was not supported, iirc, jepler? was working on it?
[05:20:19] <spasticteapot> I could've sworn I took more pictures than that.....
[05:20:35] <spasticteapot> Valen: Motor controller?
[05:21:17] <spasticteapot> So all I need is three encoders, two 7I29s, one 5I20, and a bigass power supply of the appropriate voltage?
[05:24:58] <Valen> could be
[05:29:22] <spasticteapot> Valen: What sort of encoders are required?
[05:29:29] <spasticteapot> Can I use just anything, or ????
[05:29:36] <spasticteapot> What sort are you using?
[05:29:40] <Valen> dude lol you gotta do some leg work
[05:29:48] <Valen> read the link I posted
[05:32:08] <spasticteapot> ...which one?
[05:33:12] <Valen> wiki.linuxcnc.org/cgi-bin/emcinfo.pl?JakeAndRussells
[05:35:48] <spasticteapot> I don't think you have, actually. :)
[05:36:05] <spasticteapot> I've been trying to read the SoftDMC manual. It's headache-inducing.
[05:36:26] <morficmobile> i never admired the shower courtains before
[05:36:42] <Valen> my bad
[05:36:45] <morficmobile> don't read softdmc, it's for outside of emc if i understood it right
[05:36:57] <morficmobile> Valen: you linked me with that before
[05:40:29] <spasticteapot> Valen: That page doesn't seem to have any encoder specifics.
[05:40:37] <Valen> using linear scales
[05:40:45] <spasticteapot> OOoooohhhh.....
[05:40:46] <spasticteapot> Durrrr.
[05:40:57] <spasticteapot> Sorry, I got them mixed up with linear bearings.
[05:41:32] <spasticteapot> Now that we've established that I am, in fact, an idiot, let's start with the basics: Can I just use a generic optical encoder?
[05:41:50] <Valen> generally
[05:41:56] <Valen> TTL or differential
[05:42:06] <Valen> look at the specs on the driver you want to use
[05:42:10] <Valen> anyway i'm off
[06:25:46] <morficmobile> * morficmobile wonders how much he can get programmed in this last hour
[06:35:36] <morficmobile> not much with incompatible ops between cam software versions, yay to not getting to reuse work
[07:26:08] <morficmobile> \o/ got all ops done after all, sans proof reading... :>
[08:31:21] <morfic> this must have been the smoothest/least scary ride home from night shift in a while
[09:14:03] <piasdom> g'mornin all
[09:44:44] <MarkusBec_away> MarkusBec_away is now known as MarkusBec
[09:52:26] <MarkusBec> MarkusBec is now known as MarkusBec_away
[10:00:10] <MarkusBec_away> MarkusBec_away is now known as MarkusBec
[10:51:55] <MarkusBec> is there an releas date for the emc version with ubunut 10.4?
[10:56:38] <awallin_> "many weeks from now"
[11:31:38] <MarkusBec> hrhr
[11:32:08] <MarkusBec> 6 weeks befor next lts release ;)
[11:34:09] <borud> hi, I am building a 3-axis CNC machine and I was wondering if anyone could recommend a DC motor controller (for the spindle) that works well with EMC?
[11:34:42] <borud> from what I gather EMC uses one pin on the parallel port to provide a PWM signal for controlling spindle speed?
[11:35:18] <borud> so I guess a controller/driver for the spindle would have to accept a PWM signal in?
[11:35:23] <pjm> borud i modified one of the chinese motor controllers to give an isolated pwm input
[11:35:31] <pjm> it worked to a fashion but really wasnt good
[11:35:48] <borud> optoisolated?
[11:36:01] <pjm> yeah
[11:36:14] <pjm> since the .cn motor controllers float at 1/2 mains voltage
[11:36:23] <pjm> which isnt really compatible with parport etc
[11:36:25] <borud> holy crap :)
[11:36:46] <borud> I found some DC motor controllers on eBay, but I am not sure any of them have a PWM input
[11:36:53] <pjm> got a link?
[11:37:25] <pjm> does your machine already have a DC motor for spindle?
[11:37:26] <borud> so I figured worst case is I get an Arduino, input PWM on that and then write whatever code I need to interface with the motor controller
[11:37:53] <borud> pjm: yeah, I have a small Zen Toolworks machine with a small spindle motor. hang on, I'll grab a link
[11:38:12] <pjm> ok
[11:38:34] <borud> I got the Zen guy to set up a wiki and have been pestering people to put things in the wiki rather than post them on the mailing list :)
[11:39:03] <borud> http://www.zentoolworks.com/zenwiki/mediawiki/index.php?title=Spindle_DC_Motor_Kit_For_CNC_Carving_Machine
[11:39:30] <borud> http://www.zentoolworks.com/product_info.php?products_id=76&osCsid=c0aba3d58ef6fd0980f906ee7ef5f625
[11:39:42] <borud> last link is the link for the DC motor
[11:40:11] <borud> first link is just some notes I made based on a mail I got from Xin
[11:42:09] <borud> I bid on this one:
http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&item=140401961567
[11:42:15] <borud> just to have a manual PWM-control
[11:43:37] <borud> I guess I could always glue a stepper motor to the pot, hack a PWM input on an Arduino and use the stepper to turn the pot, but that strikes me as a somewhat silly solution :)
[11:44:49] <pjm> well the pot will only be controlling an oscillator to generate the PWM
[11:45:11] <pjm> so u could just prod about with a scope to see where the PWM comes out of the IC
[11:46:09] <pjm> look at
http://homanndesigns.com/store/index.php?main_page=index&cPath=1
[11:51:17] <borud> hmm, the DC-05 looks like it accepts a PWM signal, but only outputs 15V
[11:51:43] <borud> wouldn't I need at least something in the range 30-40 volts for that motor?
[11:55:54] <pjm> for sure
[12:18:30] <bricofoy> http://www.max-mod-shop.com/index.php?option=com_content&view=article&id=17:yapsc-un-contrr-de-servos&catid=17:-yapsc&Itemid=4
[12:18:36] <bricofoy> have a look at this one
[12:18:50] <bricofoy> it's a open-source servo controller
[12:18:55] <bricofoy> based on a dspic
[12:19:26] <bricofoy> maybe not really difficult to change the dspic code to input pwm instead of step/dir
[12:19:46] <mikeggg> cool
[12:20:17] <awallin_> looks like brushed DC
[12:20:17] <mikeggg> en Francais!?
[12:20:38] <bricofoy> oui en français :)
[12:21:03] <mikeggg> merde
[12:21:22] <bricofoy> Oo
[12:23:26] <bricofoy> yes it is a brushed DC servo controller
[12:23:51] <bricofoy> with a nice linux graphical interface for tunning PID
[12:24:21] <bricofoy> I plan using it on my next CNC
[12:25:33] <awallin_> with EMC you can used "dumb" servodrives and close the loop with EMC
[12:25:48] <bricofoy> the guy who made it also plan to make similar controller for BLDC, but I don't know if he is close from a usable product
[12:25:58] <awallin_> which, for hobby machines at least, is easier and cheaper
[12:26:23] <borud> back
[12:26:29] <bricofoy> yes, but this one, if home-builded, is really cheap
[12:27:12] <borud> bricofoy: my french is ... non-existant :)
[12:28:03] <bricofoy> I think there are some english PDF on this guy's site
[12:30:39] <bricofoy> http://www.max-mod-shop.com/index.php
[12:30:54] <bricofoy> there is a choice for language :)
[12:35:18] <bricofoy> http://www.max-mod-shop.com/index.php?option=com_content&view=article&id=52:yapscv1&catid=17:-yapsc&Itemid=4 this maybe the english page
[12:37:21] <awallin_> hm, it takes step/dir signals, and runs the PID at 5kHz. Does it have a torque/current loop and/or a speed-loop?
[12:37:42] <awallin_> otherwise much the same can be done with a simpler powerstage hooked directly to EMC2
[12:39:17] <bricofoy> It use encoder on the motor shaft to control position
[12:39:59] <awallin_> right.
[12:40:16] <awallin_> so a parllalel port hooked to this PIC servodrive would work
[12:40:33] <awallin_> OR you could have a mesa-card generating PWM for a simpler power stage and close the loop with EMC2
[13:11:50] <MattyMatt> moins de 60€ pour un servomoteur AC 1KW avec encodeur 2000 pas
[13:11:59] <MattyMatt> that's speaking my language :)
[13:12:07] <bricofoy> yeah!
[13:12:31] <bricofoy> I'm currently building one with secondhand parts
[13:12:45] <bricofoy> donc encore moins cher que 60 :)
[13:13:03] <bricofoy> j'ai récup des gros MOS dans un onduleur
[13:13:05] <bricofoy> et ça watte
[13:13:51] <MattyMatt> is onduleur a washing machine? :)
[13:14:06] <bricofoy> big used inverters are good source for power MOS
[13:14:11] <bricofoy> onduleur = inverter
[13:14:42] <MattyMatt> washing machines have enormous BLDC sometimes, although I've only seen brushed
[13:15:16] <bricofoy> also got some BIG thyristors from a train battery charger
[13:15:31] <bricofoy> but I really don't know what can I do with these :P
[13:15:45] <MattyMatt> make a 3kW dimmer switch
[13:16:10] <bricofoy> yeah brushed motors are the most you fond in washing machine
[13:16:40] <bricofoy> But they may need separate stator power supply to be used as DC servos
[13:17:06] <bricofoy> not so easy to use, so
[13:17:08] <MattyMatt> ah yes, they are self-exciting
[13:17:15] <bricofoy> yes
[13:17:40] <bricofoy> in french "universal motirs" I dont know if my word-to-word translation is good
[13:17:46] <MattyMatt> ok, feed them AC through the train thyristors
[13:17:48] <bricofoy> "universal motors"
[13:17:53] <bricofoy> yes
[13:18:02] <bricofoy> could be an idea
[13:18:24] <MattyMatt> that's how my 'spindle" works. 240V through a thyristor
[13:18:26] <MattyMatt> 140W
[13:18:27] <bricofoy> but far simpler with the triac from the washing machine controller
[13:18:45] <MattyMatt> ah mine could be a triac
[13:19:15] <MattyMatt> that's what cheap light dimmers use isn't it?
[13:19:54] <bricofoy> I think brushed I washing machine motor can make a good 400W spindle motor, as they have a tacho generator, and the controller have a speed loop
[13:19:57] <MattyMatt> whatever is cheapest, that's what mine is using :) this spindle was 30€ new in a box with tools
[13:20:12] <bricofoy> -I
[13:21:18] <bricofoy> the original controller needs some tunning but it's quite easy to do (juste change some resistor to reduce the time it take to go to full speed)
[13:21:29] <bricofoy> I use one for my lathe
[13:21:35] <bricofoy> works well
[13:23:16] <MattyMatt> nice easy to buy belts too
[13:24:14] <MattyMatt> yeah I suspect my first lathe with have a hint of washing machine about it :)
[13:31:22] <MattyMatt> I'd like to try some of those Allegro 2A H-bridges on a BLDC
[13:32:18] <MattyMatt> would PWM let you use an AC motor on 'DC'?
[13:34:09] <MattyMatt> I imagine it would only be efficient within a range of on %
[13:35:25] <MattyMatt> and most efficient at 50%, so you'd have hbridges rated 2x motor current
[13:37:09] <MattyMatt> anyway. coding. bezier to gcode
[13:37:15] <bricofoy> brushed AC motors like those in washing machines are quite easy to use with DC
[13:37:44] <bricofoy> but for BLDC I never experienced anything with them
[13:38:03] <MattyMatt> there's one american brand
[13:38:05] <bricofoy> I have some from old toshiba photocopiers
[13:38:17] <MattyMatt> 10 pole BLDC they have, iirc
[13:38:26] <bricofoy> ok
[13:39:36] <bricofoy> http://www.dailymotion.com/video/x7tcn0_tournage-d-un-couvercle-de-boite-en_creation something I do with my washing-mashine-powered lathe
[13:40:13] <bricofoy> not CNC yet
[13:40:49] <bricofoy> but there are also some videos of my CNC router/gluing machine
[13:45:39] <bricofoy> speaking of BLDC, I've seen a LG washing machine with a BIG bldc, nearly the diameter of the machine's rotor
[13:46:27] <bricofoy> this may be a nice motor for powering something :)
[13:46:33] <MattyMatt> that'll be the one. the american one was enormous too
[13:46:55] <MattyMatt> 30cm diameter, but only 10cm long
[13:46:58] <bricofoy> not so easy to re-use, with the size it has...
[13:47:06] <bricofoy> yea that's it
[13:47:17] <MattyMatt> put it around the chuck
[13:48:03] <MattyMatt> around the spindle, behind the chuck anyway. direct drive
[13:48:25] <MattyMatt> how many poles?
[13:48:34] <bricofoy> don't know
[13:48:38] <MattyMatt> with enough you'd get away with direct drive
[13:49:00] <MattyMatt> no lobes :)
[13:49:42] <cradek> bricofoy: at 5:00 and 6:10 in that video you were taking a very big risk of getting an arm caught. You should not have those sleeves on when working that close to the spinning part.
[13:50:57] <bricofoy> I know, some one as said me this too
[13:51:16] <cradek> also at the beginning, the chuck key was left in the chuck - it's easy to throw the key or damage the lathe that way. always take it out when not using it.
[13:51:31] <bricofoy> this was the first or second time I used a lathe.
[13:52:20] <bricofoy> key in the chuck is not really a problem with the washing-machine motor, because it starts VERY slowly
[13:52:38] <bricofoy> but you're rigth this is not a good thing to do
[13:52:43] <cradek> yeah I see that - but still, break the habit right away :-)
[13:52:51] <bricofoy> right
[13:53:22] <MattyMatt> I won't start it. I'll invest in one of those chuck keys with springs. or get a chuck with them
[13:53:38] <MattyMatt> dead man handle
[13:54:26] <MattyMatt> easy to say. in reality I'll get the first one I win on ebay
[13:54:58] <bricofoy> I got a _big_ lathe, I plan to make a place with a contact tha prevent motor start if the chuck key is not present in it
[13:55:31] <cradek> bricofoy: good idea!
[13:55:38] <MattyMatt> cradek, did you say you've done bezier gcodes experimentally?
[13:56:16] <cradek> what do you mean done them? they work in emc 2.4 and I've used them a bit
[13:56:39] <MattyMatt> o'rly? what numbers. I didn't see them in the list
[13:57:03] <cradek> see butterfly.ngc
[13:57:14] <cradek> I don't think we have docs for them - not sure
[13:58:45] <bricofoy> hu ! strange code in this file
[14:00:04] <cradek> MattyMatt: a tiny bit of documentation here:
http://timeguy.com/cradek-files/emc/Leto_art837759.pdf
[14:00:37] <cradek> MattyMatt: the code in there is a fixed up version of what this student gave us, so his docs are still close
[14:02:14] <MattyMatt> ah sweet
[14:02:48] <MattyMatt> that's the code I'm writing atm, in python for blender
[14:04:01] <MattyMatt> decomposing to G1 moves
[14:04:32] <bricofoy> you could have a look at the inkscape g-code plugin
[14:04:53] <bricofoy> it decompose path to G1 and G2 / G3
[14:05:10] <MattyMatt> ah yes. this is GPL, so I can steal from other GPL
[14:05:15] <bricofoy> work quite well
[14:05:31] <bricofoy> yes I think the plugin is also GPL
[14:06:00] <bricofoy> made by a russian guy
[14:06:12] <MattyMatt> 3d beziers are a bit more complicated tho
[14:06:14] <bricofoy> there was a link to it on the mailling-list some month ago
[14:06:27] <MattyMatt> harder to detect if they're an arc
[14:08:52] <MattyMatt> even if they're in a straight line. no 2d algos won't solve this, just be a guide
[14:09:47] <MattyMatt> I'll seek help from my game writing friends with the linear algebra
[14:10:36] <awallin_> I'm interested if you find something for detecting arcs in a list of 3d points
[14:10:43] <MattyMatt> I'll just do G1 for now. it'll work, it's all reprap can handle, and most important, it'll get me milling something
[14:12:53] <bricofoy> well I'm always admirative to you guys that understand those complicated math formulas needed in this :P
[14:13:19] <MattyMatt> awallin_: if they're in a plane it's easier. for a bezier segment there are just 4 well defined points to worry about
[14:13:41] <MattyMatt> understand = hack until it appears to do what is required
[14:14:08] <bricofoy> does SO undertand something to grub2 ?
[14:14:16] <awallin_> g-code moves g2/3 are in a plane anyway
[14:14:23] <bricofoy> 'cause I've got some strange things
[14:14:53] <MattyMatt> yeah so the bezier has to be in a plane to be considered for conversion
[14:15:19] <bricofoy> rtai kernel boots only if I go to "edit command line" ine grub, the ctrl-x to boot
[14:15:30] <bricofoy> without changing a single thing to the parameters
[14:16:20] <bricofoy> but if I just press enter in the grub menu, i get en black screen, and pc frozes
[14:17:01] <MattyMatt> and then the 2 control point vectors have normals should meet at the centre (same distance from endpoints) and then I was going to see if 8 test points along the curve are also the right distance
[14:18:44] <MattyMatt> if all those tests are passed, it's an arc
[14:20:45] <MattyMatt> you can adjust the tolerances in the GUI
[14:21:01] <MattyMatt> that comes free with blender 2.5
[14:24:58] <MattyMatt> If there's a better method of calculating the correct control point vector length in the Inkscape plugin, I'll steal that, but the closeness of the actual curve is what counts, as I've had to place them visually
[14:25:33] <MattyMatt> and it'll be nice if my script can clean it up :)
[14:25:53] <MattyMatt> maybe that should be a separate operation
[14:29:42] <bricofoy> http://www.cnc-club.ru/forum/download/file.php?id=389&sid=e41174d91b4ebb5d94b065a7ff216210
[14:29:51] <bricofoy> this is a link to the inkscape plugin
[14:34:04] <Al_Smt> i'm going to use a hall effects switch to make a tach for spindle rpm and I am wondering if I would be able to ignore phaze B and use a index Z to do tapping?
[14:35:09] <Al_Smt> or must I use phase B?
[14:39:29] <cradek> you need an encoder with index for rigid tapping. tapping requires position feedback, not speed feedback
[14:40:13] <Al_Smt> but do I need B
[14:40:42] <cradek> I don't understand what you're asking
[14:40:50] <cradek> you need a quadrature encoder to give full position feedback
[14:41:03] <skunkworks_> you need all 3 phases a,b and z
[14:41:10] <Al_Smt> two hall effect sw A & Z
[14:42:43] <atmega> http://craiglook.com/
[14:42:47] <atmega> oops
[15:03:50] <skunkworks_> tgif!
[15:05:14] <tom3p> anyone get lucid to boot? it installed 'unknown files system ext4' on mine with some weird undocumented variant of grub.
[15:08:34] <tom3p> i had to boot off hardy live cd to restore grub ( lucid's was empty, no images, just prompt )
[15:12:16] <tom3p> this is not the 'dual boot', there were no menu entries at all and the the /boot had only the 'blah.generic' entries
[15:19:09] <Al_Smt> one more quick one, does "spindle-at-speed" stop feed if spindle speed drops below near param
[15:34:44] <mozmck> tom3p: I've installed two computers with lucid beta with no problems.
[15:35:23] <mozmck> one is a triple boot between winxp, ubuntu 8.04, and lucid
[15:37:25] <tom3p> mozmck, im sure many people have installed it, but mine has not boot entries, and no boot images in /boot
[15:37:52] <mozmck> that's weird. it said it installed fine?
[15:38:08] <tom3p> here's a site dedicated to fixing lucid problems
http://sites.google.com/site/alucidfs/home
[15:38:31] <tom3p> mozmck, yep, tool a long time ( afik ) but the usual 5 dialogs and a reboot
[15:38:35] <mozmck> the grub for lucid is the same as for 9.10, and it is a bit different.
[15:38:45] <mozmck> grub v2 I think
[15:39:04] <tom3p> mozmck, the same? has a menu.list? ( mine doesnt )
[15:39:27] <tom3p> oh, same as 9.10 , nit same as last LTS hardy
[15:40:03] <mozmck> yeah, no menu.lst in 9.10 either. I've been running that since the day it came out.
[15:40:04] <tom3p> hardy cant even mount the partition ' unknown files system ext4'
[15:40:27] <tom3p> mozmck, emc2 users are upgrading from 8.04 lts
[15:40:39] <mozmck> that's true, the default fs for 9.10 and 10.04 is ext4 and hardy doesn't have support for that built in.
[15:41:36] <mozmck> tom3p: I've got a realtime kernel running on 10.04 with emc. I'll try and update it this weekend if I can get time.
[15:43:46] <cradek> wooo
[15:44:58] <cradek> (the poor ubuntu servers...)
[15:52:05] <mozmck> heh, from the 10.04 announcement: Users of Ubuntu 8.04 LTS may wish to wait for 10.04.1 LTS, due in July 2010, before upgrading.
[15:52:59] <skunkworks_> heh
[15:53:55] <grommit> I have some questions on how to tune the .ini parameters for velocity, accel, ferror and min_error. Can someone help?
[15:55:45] <cradek> on irc, always jump to the real questions - nobody will promise ahead of time to help you, but if they see what the questions are they might be able to answer.
[15:56:11] <grommit> ok, fair enough
[15:57:17] <grommit> To narrow down my problem I will focus on the Z axis. I am getting a following error when I enable my encoders (on the stepper motors).
[15:58:06] <grommit> I read that it is a combination of velocity, accel, ferror and min_ferror
[15:59:31] <grommit> what is the best way to a) tune velocity and accel, and b) see what the encoders are reporting in opposition of commanded position in order to understand what ferror and min_error should be set to
[16:02:12] <cradek> if you've got encoders and steppers, you're a bit in bizarro land. what kind of step generator and encoder reading hardware you using, if any?
[16:03:16] <atmega> we got some stuff in recently that had compumotor steppers with encoders on them.
[16:03:56] <grommit> I am using Mesa 7i43/7i47 card to send steps and read encoders
[16:04:43] <tom3p> mozmck, thx, will look for your kernel
[16:05:13] <Dave911> Why don't you open up your following error limits in your Ini file... comment out the existing and just put in something big like 10.0 so you can try things out and watch the error while
[16:05:50] <atmega> has anyone tried any national instruments USB devices in Linux?
[16:06:06] <cradek> grommit: are you running the mesa stepgen in velocity or position mode?
[16:07:24] <Dave911> cradek: FWIW, Peter and I never resolved that 7i47 following error issue I found... this might be the same??
[16:09:21] <cradek> Dave911: hard to say without knowing more...
[16:09:24] <Dave911> grommit: There are two error entries in the ini file for following error usually.. comment out the small one and make the other one big - mine was .050 and I pushed it up to 10.0 - yes crazy but then you can monitor f-error with hal meter while you jog, and run and see what is going on ..
[16:09:40] <cradek> Dave911: we should try to get seb in on that
[16:10:10] <Dave911> I haven't seen him on the IRC lately ... I would like to..
[16:10:20] <cradek> same here
[16:11:06] <Dave911> grommit: Ping ......Did we lose you?
[16:11:50] <atmega> OP1+OPOP2OP1+OPOP
[16:12:21] <grommit> sorry, back now
[16:12:23] <Dave911> cypher code ??
[16:12:32] <Dave911> np
[16:12:38] <grommit> I am running the steppers on position mode
[16:13:36] <Dave911> So did you hook the encoders back into emc2 via a scale function
[16:14:10] <grommit> you just went beyond my knowledge :-)
[16:14:14] <Dave911> I think you would have to go Encoder -> Scale - emc2_fb
[16:14:40] <grommit> I have an input_scale parameter in the file
[16:14:48] <Dave911> OK, how did you get your configuration started? Did you use a sample
[16:15:21] <grommit> I did use a sample, created from pncconf (alpha version in development branch)
[16:15:47] <grommit> The encoders, by the way, are 2048 ppr and quadrature
[16:16:08] <Dave911> Ohh... ok. There are some bugs in that still...
[16:16:18] <grommit> I believe I can tell you (at least most) of the relevant config
[16:16:22] <grommit> bugs in what still?
[16:16:26] <grommit> pncconf?
[16:16:32] <Dave911> yes
[16:16:37] <grommit> yes, I am sure.
[16:16:45] <Dave911> that is why it is alpha ;-)
[16:16:56] <grommit> Exactly! :-)
[16:17:12] <Dave911> Can you pastebin your .hal and .ini files?
[16:17:17] <grommit> Have to try these things or they will never be beta ;-)
[16:17:26] <grommit> Yes, hold on a min....
[16:17:55] <Dave911> np ... I tried pncconf also... that's why I know there are bugs in it still ...
[16:18:13] <pcw_home> Dave911: Im pretty sure your following error problem is specific to your system. maybe OS or hardware related,
[16:18:15] <pcw_home> lots of people are using the HM2 stepgen without problems
[16:18:20] <Dave911> It does help get you started though... l
[16:18:48] <grommit> ini at
http://pastebin.com/J2YQYLJ2
[16:19:48] <Dave911> pcw_home: Perhaps so but I have some other hardware here that I can try it on also... later today.. It might be the 9.10 os but everything else works perfectly.. I've got slaved axes and everything..
[16:19:50] <grommit> hal at
http://pastebin.com/mgdDzESU
[16:20:57] <Dave911> pcw_home: I wanted to let cradek know what I found so far as I told him I would do so ...
[16:22:37] <grommit> by the way, if I crank up ferror and min_ferror it works fine. Or if I change axis.2.motor-pos-fb to motor position rather then encoder...
[16:23:19] <pcw_home> I think clyde? had some weird interface problems with 9.10 (SMP related maybe)
[16:24:57] <pcw_home> One way to check if its a position mode driver problem would be to wire up HAL for velocity mode servo but get FB from stepgen
[16:25:11] <Dave911> OK... then try watching the f-error hal value for that axis .... it is joint.f-error or something close and see what happens as you jog about and run a program
[16:26:33] <Dave911> gromitt: What version of the OS are you using? Hardy?
[16:26:40] <pcw_home> But looking at your plots it seems like the drivers position loop is just not being called in the thread at all (so you get a slowly increasing error)
[16:28:12] <cradek> Dave911: you're running in normal old position mode, right?
[16:28:12] <grommit> 8.04 and 2.3.5
[16:28:56] <Dave911> One or two plots really doesn't show what is really going on unfortunately... if I crank up the max error ... stepgen would create error that would climb and then suddenly be corrected ...
[16:29:12] <grommit> When I bring up axis.2.f-error in HAL meter, I see it has a value of -0.7770704. Should it have a value at all times?
[16:29:27] <Dave911> Yes.. the plots I made were running stepgens in position mode - super basic.
[16:29:43] <Dave911> that is a big error
[16:30:08] <Dave911> The norm according to the sample code was a max of .050
[16:30:20] <grommit> it is odd. As I move Z up the error drops. It is like axis-2-f-error is actually tracking a position
[16:30:53] <cradek> grommit: probably you have no feedback at all
[16:31:08] <cradek> grommit: check your hm2*enocder values and see if they're working
[16:31:18] <Dave911> If you jog and then stop and jog and then stop does the error sometimes get corrected and other times not?
[16:31:27] <cradek> then, check to see that they're hooked up to axis*feedback-pos right
[16:31:46] <grommit> never gets corrected. Just seems to track the position of Z axis
[16:33:29] <grommit> If I go to HAL Configuration and Watch the hm2_7i43:0:encoder:02 parameters they change so the encoder appears to be sending data
[16:35:36] <Dave911> SCALE = -50800
[16:35:38] <Dave911> INPUT_SCALE = 208076.8
[16:35:47] <awallin> that graphical visualization of the HAL netlist ("crapahalic") would help alot probably...
[16:35:57] <Dave911> Are you sure your scales are right?
[16:36:01] <awallin> for people who are used to looking at circuit diagrams anyway
[16:36:15] <Dave911> They look unusual...
[16:36:18] <grommit> no, not sure about scales, but I *think* so
[16:36:23] <awallin> searching the endless text files for bugs is not fun...
[16:36:35] <Dave911> Do you really have 208076 counts per inch on your encoder?
[16:38:18] <grommit> The input_scale is 2048(ppr) X 4 (quad)
[16:38:34] <grommit> X 10.16 revolutions per inch
[16:38:58] <grommit> X 40/16 (screw teeth/motor teeth)
[16:39:02] <Dave911> If you can move the z axis one in and look and see how much the encoder value has changed you can check that..
[16:39:11] <Dave911> one inch..
[16:39:42] <Dave911> Also one scale is negative .. which I guess means reversed direction? Is that right?
[16:41:34] <Dave911> If you can... do something like G1 Z1 f10 and see if your axis moves one inch and then check and see if your encoder feedback also moved one inch in the right direction
[16:42:12] <Dave911> EMC is nice in that you can probe the hal pins and see what is going on ....
[16:45:05] <grommit> I moved (about) an inch and the encoder moved 0.028081.
[16:46:40] <awallin> you can put halmeter on the encoder count and see how many counts that is
[16:54:27] <Dave911> You physically moved about an inch and the encoder moved .028 .... So the scale for the encoder is way off or you have a wiring issue ...
[16:58:29] <grommit> I did it more precisely, moved Z down and inch... encoder count:3795 encoder position: 0.0182385
[16:59:57] <pcw_home> sounds like you aren't really counting, thats less than one half encoder turn worth of counts
[17:00:34] <Dave911> I agree .. something sounds way wrong .. Is the encoder actually moving?
[17:01:02] <grommit> yes, the encoder is moving
[17:01:48] <pcw_home> well you should get 8192 counts/ encoder turn, I'd check this first
[17:01:54] <grommit> let me try a different axis
[17:03:59] <sealive> hi everyone 10.04 is out
[17:04:17] <sealive> so we expect the new EMC2 within ? month
[17:05:40] <awallin> depends on the realtime kernel I think
[17:05:58] <awallin> mozmck was working on that I think
[17:07:36] <Jymmm> 10.4 looks sorta kinda bloated
[17:08:40] <Dave911> Isn't that the trend ....
[17:08:42] <awallin> diskspace is cheap
[17:09:14] <Jymmm> But loading 85,000 modules and sucking down ram/cpu isn't
[17:10:35] <sealive> Jymmm: i agree
[17:10:49] <pcw_home> But we need those 85,000 modules doing random things or it wont be like windows
[17:11:21] <Dave911> Jymmm.... you don't like the Winders upgrade treadmill ??
[17:11:38] <sealive> the color is lady like not good for CAD/CAM
[17:11:52] <Jymmm> I have a VM image of XP if I want windows
[17:12:25] <sealive> all the stuff for milling under windows run perfect in wine
[17:12:58] <Jymmm> screw wine
[17:12:59] <tom3p> AutoCad? please tell me how you get wine to run Autocad Mechanical Desktop 5 :)
[17:13:24] <mozmck> 85000 modules are just the available packages right?
[17:13:27] <pcw_home> Jymmm: Thats not right, you need to set it free and let your windows be windows
[17:13:42] <atmega> it was pretty good
[17:13:46] <Dave911> I can barely get Autocad to run on Windows let along Linux!
[17:13:51] <tom3p> heh
[17:14:30] <grommit> I am getting a similar number of counts on my Y axis about 3900 for one inch. I will recheck my wiring
[17:14:47] <sealive> tom3p: do you now these
http://appdb.winehq.org/appview.php?appId=86
[17:15:01] <Jymmm> pcw_home: Hey, I've gotten XP install image down to 100MB. Now I'm trying to get the install itself down below 400MB
[17:15:17] <Jymmm> WITH all updates too
[17:16:47] <pcw_home> But without a few botnets running, is it really windows?
[17:16:48] <sealive> Dave911: as well there are updates for autocad free available to run the licent wersion under linux
[17:16:57] <tom3p> sealive, yes, been there, i must have a lot of 'garbage' w$ apps
[17:17:18] <Jymmm> tom3p: s/w$/M$/
[17:17:32] <tom3p> yah (-10 sp)
[17:19:48] <sealive> ok i agree to all of you but there are some nice free cad systems that work as good as the windows ones under normel condicons
[17:20:07] <sealive> Heekscad as a best way to solidworks
[17:20:19] <sealive> Qcad as good as ME10
[17:21:46] <awallin> sealive: looks like I got cone-cutter going for ocl. were you interested in engraving with that ball-cone cutter?
[17:22:24] <sealive> awallin: in heekscnc ?
[17:23:19] <awallin> yes, if/when dan can put the latest ocl in there
[17:23:39] <sealive> isent it in r955 already
[17:24:11] <tom3p> regarding the bezier interpolation,i made the 2 control points the same. got a nice 'single' curve rather than an 's-curve'
[17:24:12] <awallin> I don't think you can specify cone-cutter for ocl
[17:24:25] <awallin> but I might be wrong
[17:25:08] <awallin> sealive: and I now have a cone-cutter, not the ball-cone
[17:25:59] <tom3p> what is ocl ( for heekscnc ) ?
[17:26:36] <sealive> ocl is a libary from python
[17:26:41] <tom3p> thx
[17:26:52] <sealive> that generates the tools for Hekkscnc
[17:27:39] <tom3p> all rotary ? ( as opposed to lathe tools, stamping dies... )
[17:28:05] <tom3p> will look 'em up, thx
[17:28:06] <awallin> tom3p: so far it's drop-cutter algorithm for cylinders, spheres, toroids, cones
[17:28:15] <awallin> and the toroid is not working well...
[17:28:28] <awallin> tom3p:
http://code.google.com/p/opencamlib/
[17:28:36] <tom3p> ah, great
[17:28:55] <awallin> z-slice would be on the todo list
[17:29:05] <awallin> and I got somewhere with the cutting simulation also
[17:30:08] <tom3p> gotta run, bbl
[17:30:30] <sealive> awallin: did you compile your own or is the newone the one that i shoudt compile for me
[17:31:15] <awallin> sealive: to use the latest ConeCutter in ocl, you would need a fresh svn checkout and then compile ocl yourself
[17:31:38] <awallin> you would then maybe need to peek/poke at the way HeeksCNC uses ocl to get ConeCutter to work
[17:32:02] <sealive> i try
[17:32:26] <sealive> did you ad an issue to heekscncn ?
[17:32:31] <awallin> hah, on lucid Knotify4 gives me a crash-handler whenever quassel notifies me of something...
[17:32:40] <awallin> sealive: no, not yet
[17:33:06] <awallin> it would be good if someone could look more closely at the ocl-heekscnc link
[17:33:41] <awallin> I'll try to improve ocl, but don't have time to look at heekscnc
[17:35:51] <sealive> make an issue they will look
[17:36:04] <sealive> ls
[17:36:10] <awallin> also, if anyone on Windows is interested in multi-core performance then ocl needs to be compiled with something else than the MS express compiler
[17:36:51] <grommit> I had the encoder dip switch settings wrong, it was set to a 49ppr encoder. Now with it set to 2048ppr, I am getting about 160,000 counts
[17:37:15] <grommit> counts per inch that is
[17:38:42] <awallin> sealive: here is how HeeksCNC calls ocl:
http://code.google.com/p/heekscnc/source/browse/trunk/ocl_funcs.py
[17:38:50] <sealive> awallin: you now that from me or
http://www.sammellothar.de/mount_m.png
[17:39:21] <motioncontrol> good evening. a question about the jump in the parprogram.i have a partprogram, but stop it for problem on the tool. after ghange the tool , but i don't want repeat all partprogram, but want start at stop befor line example n100 g0 x0 y0 is possible with some instruction ?
[17:40:12] <awallin> sealive: is the STL-file for that online? could be a test-case for ocl
[17:42:01] <grommit> I have a 40:16 gear (40 teeth screw, 16 teeth on motor), I have 8192 counts/rev for the encoder, and I have 10.16 revs per inch on the screw.
[17:42:31] <grommit> So shouldn't my scale be (40/16)X8192X10.16= 208076.8?
[17:42:38] <grommit> Or is my math wrong?
[17:43:44] <Jymmm> what about microstepping?
[17:43:53] <sealive> awallin: one moment i try to bring it up
[17:44:16] <Jymmm> grommit: what about microstepping?
[17:44:20] <grommit> how does microstepping come into it?
[17:45:01] <Jymmm> only if you want 1" to be 1" of movement =)
[17:45:29] <grommit> I am trying to figure out what the scale should be for my encoders
[17:45:55] <Jymmm> ah, encoders. nm
[17:46:10] <grommit> had me worried there for a moment!
[17:46:41] <grommit> I do need to set the scale for movement too, but one thing at a time :-)
[17:47:18] <motioncontrol> sealive, excuse what the site for download the freemill for linux ?
[17:47:27] <grommit> So, I am seeing somewhere in the neighborhood of 165000 counts on the encoder to move an inche
[17:47:41] <awallin> sealive: I've added an issue to heekscnc now, let's see what happens
[17:47:54] <grommit> Does that mean all the calculations are just wrong? or is there a difference between the counts and the scale?
[17:48:04] <andypugh> tom3p: You should thank Wine for not running Mechanical Desktop 5. Its horrible.
[17:50:40] <awallin> grommit: 165k would correspond to a gear-ratio closer to 2, not your 40/16 mentioned earlier
[17:50:46] <Jymmm> * Jymmm loves his floppy =)
[17:50:49] <sealive> awallin: here they are mount rushmore and beethoven
http://www.sammellothar.de/stl.zip
[17:51:28] <grommit> hmm, I suppose the guy who gave me these numbers was off, or I have a different screw pitch
[17:53:06] <andypugh> motioncontrol: You can right-click the line in the G-code where you stopped and select "run from here". But you need to setup the spindle speed and feeds etc correctly.
[17:54:28] <sealive> andypugh: is this under axisß
[17:54:33] <andypugh> Yes
[17:55:15] <sealive> awallin: did you get the files
[17:55:24] <andypugh> Is it possible to use gdb with emc2?
[17:55:34] <motioncontrol> andypugh, exist another system ? example goto n100 ?
[17:55:56] <awallin> sealive: yes, thanks looking at the mt rush now
[17:56:15] <andypugh> Not that I know of, but that just describes my state of knowledge, not the facts of the situation
[17:59:01] <sealive> awallin: can i use the ocl as a standallone ?
[17:59:25] <sealive> is there a example how to do so
[17:59:27] <andypugh> Does dmesg keep old stuff, or get cleared? And if so, when?
[18:00:35] <awallin> sealive:
http://imagebin.ca/view/2a_wMa.html
[18:01:09] <awallin> sealive: look in /scripts but it's not documented much at all :) what do you want to try?
[18:01:45] <sealive> what you did
[18:01:57] <awallin> sealive: in practice you will need VTK, without it you will not be able to visualize what you are doing
[18:01:58] <sealive> i compiled now the new realise of ocl
[18:02:26] <sealive> is vtk in the synaptics packat
[18:02:33] <motioncontrol> sealive, please when can dowload feemill for linux ?
[18:02:48] <awallin> yes vtk is in the standard repositories
[18:02:57] <sealive> freemill runs under wine
[18:03:44] <awallin> sealive: libvtk5.2 and python-vtk and any packages that those require. I've tested under karmic and lucid.
[18:06:16] <sealive> motioncontrol:
http://www.mecsoft.com/freemill.shtml
[18:06:36] <sealive> awallin: its on the system ok
[18:07:06] <awallin> sealive: after "make" do "sudo make install"
[18:07:14] <sealive> motioncontrol: be aware of the folder name no spaces
[18:07:24] <awallin> then try running conecutter_drop_test_1.py for example
[18:07:50] <sealive> awallin: on the src of ocl
[18:08:00] <awallin> yes
[18:08:17] <awallin> before make "cmake ." which builds the Makefile
[18:11:30] <sealive> works
[18:11:51] <awallin> sealive: I can add a file which does the mt-rush STL in a minute
[18:12:01] <sealive> so do i have to manuely write my own python script
[18:12:13] <awallin> yes!
[18:13:28] <sealive> motioncontrol: you need to put the stl file into the example folder of the wine freemill otherwise it woudt fail to generate
[18:15:49] <motioncontrol> sealive, i can't dowload freemill it dowload freemill.exe for windows, not is for linux
[18:16:26] <awallin> sealive: now do an "svn up"
[18:16:43] <awallin> you will find a script/batchdropcutter_mtrush.py try running that and see what happens
[18:17:05] <sealive> the exe runs under wine1.2
[18:17:24] <sealive> motioncontrol: use wine1.2
[18:18:09] <motioncontrol> sealive, ahh...ok not is compilated for linux , want a emulation ?
[18:18:38] <awallin> motioncontrol: wine is a windows emulator which runs under linux
[18:19:14] <sealive> awallin: fail
[18:19:35] <motioncontrol> yes, yes excuse i thing it freemill have a version native for linux.ok i install wine thanks for all
[18:19:42] <andypugh> Though I think it runs the code natively, simply emulating the Windows API rather than a CPU
[18:20:49] <sealive> wher do i have to put the mount.stl
[18:20:55] <sealive> into the stl?
[18:21:17] <awallin> it should be in svn now also, if you did "svn up" in the main dir
[18:21:33] <awallin> or do "svn up" in the stl dir
[18:22:32] <Dave911> grommit: Your scale math looked right to me. How did you get the count to be roughly 165K per inch.. did you find a wiring issue?
[18:23:04] <sealive> awallin works
[18:23:33] <awallin> sealive: nice. now depending on how much python you know you can hack that script to suit you
[18:23:41] <sealive> http://www.pictureupload.de/index.php?uploaded=1&id=39507
[18:24:05] <sealive> does this generate a Gcodeß
[18:24:19] <Dave911> Sounds like something is off by a little..
[18:24:41] <awallin> no, just a list of points in 3d. it would not be hard to output a list of g1 moves from that
[18:25:23] <sealive> where is the list
[18:26:03] <awallin> sealive: variable "cl1"
[18:26:32] <sealive> ok i will find out cause here in Germany Dot is comma and this works heekscnc does not work in zigzag
[18:26:43] <awallin> so you could try "for p in cl1: print "G1 X",p.x,"Y",p.y,"Z",p.x " or something similar
[18:27:20] <sealive> ok
[18:27:28] <sealive> i will give it a try
[18:27:55] <sealive> and then open gedit with the resault
[18:28:19] <awallin> "print" would print it to the terminal
[18:28:34] <awallin> you would need to find something in python that prints to a file
[18:28:47] <sealive> you shoudt make a gui out of that and insert that into the foren of CNC
[18:28:52] <awallin> googling for simple file operations in python will probably give lots of results
[18:29:09] <sealive> no problem
[18:29:30] <sealive> i made alot of python progs
[18:30:04] <awallin> I've never programmed GUIs. It would need to be generic and extensible enough to make any sense.
[18:30:06] <sealive> but to come behind your programming is the problem in firsdt case
[18:30:33] <sealive> wxpython or TK is inclouded
[18:31:01] <awallin> or qt or gtkmm or... or...
[18:31:03] <sealive> ok today it is witchnight here in germany going to watch the chicks BB
[18:31:05] <sealive> :D
[18:31:11] <sealive> :DD
[18:31:14] <sealive> XD
[19:17:25] <mikegg> there is some opto 22 stuff about to go cheap on ebay....
[19:23:45] <mikegg> somebody sniped it
[19:30:46] <mikegg> sweet, I got one for $1 plus $12 shipping
[19:31:59] <Jymmm> LOL
[19:37:52] <atmega> will a 7i43 plug straight in to an opto relay board with a 50 pin cable?
[19:38:54] <mikegg> I think so
[19:39:02] <mikegg> (hope)
[19:39:03] <Jymmm> Ok, what good would a 12x18x3" granite surface plate serve me?
[19:39:20] <cradek> you can hold things down with it
[19:39:33] <Jymmm> Ok, that's reason #1, next?
[19:39:33] <awallin> Jymmm: you can exercise your back lifting it...
[19:39:45] <Jymmm> #2, good... keep em coming...
[19:39:49] <cradek> you can use it to hold things together while gluing
[19:40:07] <mikegg> counterweight for a catapult
[19:40:09] <Jymmm> ballast, ok that's #3
[19:40:09] <cradek> you can use it for weight in your pickup in the winter
[19:40:30] <cradek> you can use it as weaponry if you can drop it from relatively high altitude
[19:40:45] <Jymmm> how about checking the flatness of things?
[19:41:03] <cradek> yeah I guess if you want to get creative
[19:41:20] <Jymmm> ok that's #4, any more?
[19:41:27] <cradek> flatness, squareness, height
[19:41:36] <DaViruz> Jymmm: get a couple mor and you can use it as garden tiles
[19:41:43] <Jymmm> (someone is selling them, so it be more of a WANT than a NEED)
[19:41:58] <cradek> Jymmm: import ones are dirt cheap so be careful
[19:42:23] <Jymmm> cradek:
http://sfbay.craigslist.org/sby/tls/1718164455.html
[19:42:23] <cradek> 12x18 is popular beacuse they are right under 80lb and so they can be shipped easily
[19:42:45] <cradek> how the hell would that happen, I wonder
[19:43:09] <Jymmm> UPS weight limit
[19:43:16] <cradek> with the 12x53x6 you could make a weird kitchen counter
[19:43:27] <cradek> no, I mean how would someone end up with 50+ unwanted surface plates
[19:43:38] <Jymmm> shop went out of business?
[19:44:54] <Jymmm> you think $10 is worth it?
[19:45:15] <Jymmm> or just more heavy crap to have in the garage?
[19:45:22] <cradek> I'd love to get a 18x24 for that price (assuming I could just go pick it up)
[19:45:36] <Jymmm> cradek: I can ship it to you! LOL
[19:45:37] <cradek> if you need one, and these are in good shape, $10 is a good price
[19:45:51] <Jymmm> It's a WANT, not a NEED.
[19:46:25] <cradek> then sure. but you can get a new 12x18 for just 2-4x that
[19:46:36] <Jymmm> I have a sheet of glass I use right now *shrug*
[19:46:37] <mikegg> do you know how far $10 goes at KFC ?
[19:46:57] <Jymmm> mikegg: Fsck KFC, hit Popeyes!
[19:47:41] <mikegg> rly? my KFC backup is usually Churches...I'll check it out sometime
[19:48:35] <Jymmm> mikegg: Well, we dont have any churches here, but popeyes is awesome and much cheaper than KFC as they usually have specials... The last one was 8pcs for $5.99
[19:48:49] <Jymmm> And it's not greasy the next day either.
[19:49:08] <mikegg> heh
[19:49:28] <mikegg> 8 pcs is a lot of chicken for 6 bucks
[19:50:01] <Jymmm> Yep, and they didn't even do the "Limit 1" thing either
[19:50:13] <Jymmm> it was an in store special
[19:50:27] <Jymmm> ppl were ordering like 2-4 of them.
[19:52:15] <spasticteapot> Is anyone here familiar with the Mesa Electronics line of contollers?
[19:52:18] <spasticteapot> Notably the 5I20?
[19:52:37] <spasticteapot> I'm trying to find a compatible servo driver, and Mesa doesn't make one big enough.
[19:53:05] <awallin> spasticteapot: did you look at pico-systems?
[19:53:09] <spasticteapot> Nope.
[19:53:25] <grommit> After much futtzing my original calculations are correct. 2048 (ppr) X 4 (quadrature) X 10.16 rev/in screw X 40 teeth screw/ 16 teeth motor = 208076.8. Should this number be used as my INPUT_SCALE in the .ini file?
[19:53:33] <awallin> I don't remember but could be 50V and 15A or something like that
[19:53:45] <mikegg> I'm using a 5i20
[19:54:17] <spasticteapot> mikegg: Motor controller & encoders?
[19:54:31] <mikegg> yeah, BLDC and encoders
[19:54:40] <spasticteapot> 750w is likely not big enough. :(
[19:54:57] <spasticteapot> mikegg: Specifically...which ones? :)
[19:55:06] <mikegg> oh...one sec
[19:56:36] <awallin> spasticteapot: what motors do you have? do you need DC drives or BLDC?
[19:56:48] <spasticteapot> DC drives.
[19:57:00] <mikegg> http://www.ametektip.com/index.php?option=com_content&view=article&id=200
[19:57:09] <mikegg> we have some of the BMC12L
[19:57:31] <mikegg> and BMC 7D
[19:57:44] <mikegg> login and password for manuals is "getspec"
[19:59:41] <awallin> all the new industrial drives are for AC servos
[19:59:52] <awallin> you can get 2kW drives for under 200eur
[19:59:59] <awallin> chinese copies of sanyo or similar
[20:01:17] <spasticteapot> Mesa makes a dual 2kW for $300, but it doesn't interface with the 5i20.
[20:01:19] <tom3p> 2kW for 266USD? link please
[20:01:41] <awallin> tom3p: got one from bonmet
[20:01:46] <tom3p> thx
[20:02:59] <andypugh> spasticteapot: What does it interface with?
[20:03:13] <Jymmm> cradek: To answer your question...
http://www.hsands.com/
[20:03:32] <awallin> tom3p: the white one on the left here
http://www.anderswallin.net/2009/12/lathe-electronics-cabinet/
[20:03:36] <spasticteapot> The 4I27.
[20:03:45] <spasticteapot> Or "FPGA based motor controller cards."
[20:04:04] <spasticteapot> Presumably that includes the 5I20? It appears to include the 50-conductor interface.
[20:04:08] <Jymmm> cradek: I guess they didn't like my $5 offer. LOL
[20:04:42] <spasticteapot> Whoops! Misread the manual - it does, in fact, work with the 5I20.
[20:04:52] <tom3p> awallin sure looks panasonic to me ( or yask )
[20:04:55] <awallin> tom3p: www.bonmet.de IIRC this site only worked with IE ...
[20:05:16] <tom3p> heh i noticed the vb script text showing up
[20:05:32] <spasticteapot> Can anyone recommend some encoders for use with the 5I20?
[20:05:33] <tom3p> and china is down
[20:05:57] <spasticteapot> Also, I'm a bit perplexed - what intermediary components, if any, are required to connect the 5I20 to the encoders?
[20:06:02] <awallin> spasticteapot: CUI AMT-series are cheap.
[20:06:24] <awallin> spasticteapot: nothing really required between encoders and 5i20.
[20:06:33] <andypugh> spasticteapot: Depends on the encoders.
[20:06:52] <spasticteapot> It seems the 7I29 has a buffer for one encoder per channel. But of what type?
[20:06:56] <andypugh> But my encoders wire straight to pins on the 7i43
[20:07:24] <mikegg> I'm using a 7i33 and 7i37
[20:07:25] <spasticteapot> andypugh: What encoders do you use?
[20:07:26] <andypugh> Probably a differential line-driver?
[20:07:35] <mikegg> they are nice
[20:07:55] <andypugh> My encoders are home-made 5V TTL from optical sensors
[20:08:07] <awallin> CUI encoder on digikey:
http://search.digikey.com/scripts/DkSearch/dksus.dll?Cat=1966131&k=amt102
[20:09:00] <spasticteapot> Okay...so I have a 5i20, two 7I29s, and four motors and four encoders connected through said 7i29s.
[20:09:06] <spasticteapot> What else, if anything do I need?
[20:09:25] <andypugh> Power supplies?
[20:09:34] <andypugh> A PC?
[20:10:55] <awallin> are the 7i29 inputs optoisolated
[20:11:09] <awallin> might want isolation if you run your servos at 150V or something
[20:12:25] <spasticteapot> awallin: MESA says they are.
[20:12:53] <spasticteapot> Are there any major requirements for building a power supply beyond "correct voltage, correct amps, a few big filter caps?"
[20:13:33] <awallin> correct voltage. as much amps as you can get.
[20:13:47] <spasticteapot> By "Correct", I meant "Borderline infinite."
[20:14:03] <awallin> if you size the psu close to the servo power it will "give" in voltage
[20:14:08] <spasticteapot> Secondhand industrial control transformers are pretty inexpensive.
[20:14:16] <spasticteapot> Voltage sag = teh suxxorz.
[20:18:05] <andypugh> I am looking at the same question myself, wondering if I can just use a rectifier, some caps and the mains supply to power some 385V-rated servo motors.
[20:18:15] <awallin> if you pile on too many caps you might blow a fuse every time you switch it on though :)
[20:18:55] <cradek> or a diode-shaped fuse
[20:19:14] <andypugh> spasticteapot: Ah, you might need the correct connectors for the motors, and they can be horribly expensive.
[20:19:19] <cradek> if your caps are too big, you probably need inrush limiting
[20:19:30] <spasticteapot> Correct connectors?
[20:19:46] <awallin> spasticteapot: golden.
[20:20:19] <awallin> and get some hifi wires to go with the golden connectors
[20:20:33] <spasticteapot> There's also those thermal inrush limiter doodads - I wish I remembered the name.
[20:20:58] <spasticteapot> andypugh: The motors don't just use spades?
[20:20:59] <andypugh> Do the motors have wires or connectors? Mine have two multipole connectors @ £17 each. That's £34 of connectors for motors that cost me <£20
[20:21:28] <andypugh> spasticteapot: Snubbers? Or is that something else?
[20:21:47] <spasticteapot> Snubbers usually go on the output of the amplifier - AFAIK, they're to help the amp deal with difficult loads.
[20:22:10] <spasticteapot> andypugh: I can likely salvage the original connectors from the proto-trak system.
[20:22:20] <spasticteapot> At least you don't have to worry about documentation on a plug.
[20:24:20] <andypugh> http://uk.rs-online.com/web/search/searchBrowseAction.html?method=getProduct&R=5167861&cm_vc=prev_uk
[20:27:19] <spasticteapot> Can anyone recommend an inexpensive source of CNC-appropriate geared motors? The Z axis is currently manual-only, and I'd like to change that.
[20:28:03] <cradek> geared motors aren't usually cnc-appropriate
[20:28:30] <frallzor> if the gears arent free of backlash that is =)
[20:28:40] <spasticteapot> The X and Y axes have a CNC conversion.
[20:28:54] <andypugh> Harmonic drives? eBay has them occasionally
[20:28:57] <cradek> timing belts instead of gears are generally used for cnc for this reason
[20:28:59] <spasticteapot> The story behind this mill is weird - it was fitted with an early CNC system for the X and Y axes that simply didn't work.
[20:29:29] <frallzor> belts costs way less than GOOD geared ones =) so yes, that is the best way
[20:29:30] <spasticteapot> cradek: I'm not familiar with the motors used for CNC systems - can you achieve sufficient reduction in this fashion?
[20:29:34] <andypugh> spasticteapot: I guess that describes a sad proportion of EMC installs
[20:29:58] <spasticteapot> The hardware is top-notch, and brand new - the X and Y axis have what appeared to be high-grade geared motors and very nice ballscrews.
[20:30:04] <cradek> spasticteapot: 2.5:1 or at the extreme 3:1 is about all you can get with one belt stage
[20:30:05] <spasticteapot> The Z axis is getting a manual conversion.
[20:30:11] <andypugh> spasticteapot: Don't forget that the leadscrew provides a large gear ratio
[20:30:16] <spasticteapot> cradek: Really? I've seen 5:1.
[20:30:45] <spasticteapot> In any case, if I wanted to use a brushed DC motor to drive the knee of a Bridgeport, what's the best way to go about it?
[20:31:04] <andypugh> cradek: Why? The big pulleys can be very big indeed.
[20:31:07] <cradek> spasticteapot: unless those are some huuuge gears, the small one couldn't have more than a few teeth in engagement
[20:31:09] <spasticteapot> The owner of said mill (not me) is a very skilled machinist, so adapters aren't a big deal.
[20:31:49] <andypugh> cradek: You can fit tensioner/idlers to fix the wrap issue.
[20:31:56] <spasticteapot> cradek: Motorcycles are at least 5:1. That said, it is a bloody enormous belt pulley, yes.
[20:32:45] <cradek> spasticteapot: heh yeah that's a little different. you probably don't want a 14" pulley on your leadscrew
[20:33:20] <spasticteapot> Why not? It's possible to mount the pulley bearing directly to the frame of the mill.
[20:33:44] <cradek> andypugh: very true, but I haven't seen that on a commercial cnc have you? seems like you'd get backlash from its asymmetry.
[20:34:01] <andypugh> For a knee you probably don't have to worry too much about backlash anyway. it is always going to sit on one side of the screw under its own weight.
[20:35:10] <andypugh> cradek: I haven't seen the workings of _any_ commercial CNC machines. But it is quite common on engine timing belts which actually have very similar requirements.
[20:35:45] <spasticteapot> Andypugh: So...if I want to put a motor on the knee of a Bridgeport, how do I do it?
[20:35:46] <cradek> andypugh: no, those only go one way
[20:36:41] <andypugh> They only turn one way, but the cam forces can reverse at certain points in the cycle (depending on the valve timing)
[20:37:09] <cradek> never thought about that - I bet you are right
[20:37:14] <andypugh> And there are significant torsional oscillations at the crank pulley too.
[20:37:41] <cradek> sorry, this is totally OT
[20:39:10] <spasticteapot> http://www.truetex.com/bpcnc.htm
[20:39:24] <spasticteapot> This guy did what I'm suggesting - big-ratio belt drive.
[20:40:37] <andypugh> He wins the prize for "ugliest ever conversion"
[20:41:47] <cradek> I sure wouldn't want just the knee for Z. yuck.
[20:42:30] <cradek> you're right, he got over 4:1. looks like it's kinda bordering on crazy, but that's just my opinion.
[20:42:54] <spasticteapot> cradek: Your suggestion, then?
[20:43:04] <andypugh> How rigid is the quill-Z? I have always tended to mil with them fully retracted and locked except when drilling or boring. Not that I have used a mill much at all.
[20:43:09] <cradek> spasticteapot: use a machine that has a quill
[20:43:44] <cradek> andypugh: on the manual machines, not much. on a bp cnc the quill is twice as big around and it is as solid as the rest of the machine
[20:43:45] <spasticteapot> All the quill conversions I've seen have been horrible kludges and/or massively expensive.
[20:44:37] <cradek> (well my opinion is don't cnc a manual machine, so maybe don't listen to me)
[20:45:00] <andypugh> Yeah, there is a nice CNC BP on that eBay.
[20:45:38] <andypugh> http://cgi.ebay.co.uk/BRIDGEPORT-SERIES-II-2-INTERACT-4-CNC-MILLING-MACHINE-/260594278979
[20:45:50] <andypugh> Only £340 and no bids.
[20:46:05] <cradek> see the quill on that thing?
[20:46:06] <andypugh> It's not small.....
[20:48:42] <spasticteapot> Hmm.
[20:48:52] <spasticteapot> cradek: It's already CNC-ified in the X and Y axis.
[20:48:58] <spasticteapot> Seems a shame not to do the Z as well. :P
[20:49:13] <spasticteapot> It's also more or less brand new - the electronics were so bad nobody ever used it.
[20:51:31] <andypugh> if I have a pointer to a malloc-ed block of U32s can I write to the individual ones with *(pointer[i]) ?
[20:52:02] <andypugh> or is it *(pointer)[i]?
[20:52:30] <spasticteapot> For all owners of MESA controllers present: Is using one just an issue of plugging in everything correctly and turning on the computer?
[20:52:51] <cradek> pointer[i]
[20:53:12] <andypugh> You need the correct BIT file loaded via the correct driver in HAL
[20:53:39] <cradek> spasticteapot: that's a silly question
[20:54:01] <spasticteapot> I haven't used EMC before - I'm rather new to the whole thing.
[20:54:06] <cradek> For all owners of cars: Is using one just an issue of getting in and turning the key?
[20:54:22] <tom3p> ( stay between the trees )
[20:54:31] <andypugh> The Mesa cards can be configured in an effectively limitless number of ways. There are a number of "stock" configs available. You need to choose one and configure it
[20:54:41] <andypugh> But to a large extent, yes.
[20:54:59] <spasticteapot> cradek: I guess it's a question of "Gentoo vs. Ubuntu."
[20:55:27] <spasticteapot> Is it like Gentoo, where I have to enter a large number of parameters and set everything up myself? Or like Ubuntu, where all the software is ready to use?
[20:55:56] <andypugh> http://linuxcnc.org/docs/2.4/html/drivers_hostmot2.html
[20:56:06] <andypugh> Explains the process
[20:56:52] <spasticteapot> That's what I was looking for - thanks!
[21:03:36] <frallzor> http://pici.se/p/agAzEdXMc/ im bored so im doing something cncish in vector :P
[21:08:57] <JT-Hardinge> Do I have to have a tool loaded and G43 in effect to do a Z touch off for G54? I've set all the tools relative to the spindle face with no offset in effect
[21:11:06] <andypugh> Blasted pizza company brought the wrong Pizza, and insist that that is what I ordered.
[21:12:03] <andypugh> I got a Meat Feast, I wanted Vegetarian. Those pizzas are less interchangeable than most.
[21:12:51] <tom3p> well it could be pork
[21:13:30] <tom3p> diy pizza more fun anyway ( just not fast )
[21:14:00] <frallzor> pizza without meat?!
[21:14:08] <frallzor> just eat some lettuce and a bun then =(
[21:14:15] <JT-Hardinge> I have a tasty pizza sauce on my web site
[21:14:58] <JT-Hardinge> lettuce with catchup on a bun
[21:15:18] <frallzor> nah, too much cat in catchup
[21:26:48] <andypugh> frallzor: If I had lettuce and a bun... The only reason I ordered pizza is that the house contains no food.
[21:49:24] <skunkworks> is it still true that you cannot get pizza delivered in the uk?
[21:49:32] <pjm> lol
[21:49:40] <pjm> u can get everything delivered
[21:49:49] <skunkworks> * skunkworks is thinking of the douglas adams..
[21:49:53] <skunkworks> heh
[21:50:40] <tom3p> 'for some meaning of the word pizza' (chicago's tom3p)
[21:50:45] <skunkworks> I think it was one of the hitchhikers stories where the american keeps calling the pizza place wondering why they don't
[21:51:02] <skunkworks> Chicago style!!
[21:51:36] <tom3p> (you got trunc'd at ...why they dont/ )
[21:57:39] <mikegg> pcw: you are out of 7i43-P !?
[21:59:33] <MattyMatt> dirk gently, isn't it?
[21:59:49] <MattyMatt> the first one, which I don't have atm
[22:00:55] <MattyMatt> altho, iirc, pizza was readily available in London by the time he wrote that
[22:05:40] <skunkworks> MattyMatt: thats it!
[22:05:54] <skunkworks> the total holistic detective agency
[22:06:30] <pjm> mikegg u have a 7i43 or are gonna get one
[22:12:19] <mikegg> gonna get one
[22:12:42] <mikegg> well, just ordered a 7i43-U which has the PP interface as well
[22:17:45] <pjm> ah yes that is what i use
[22:17:49] <pjm> it is totally wicked
[22:18:00] <pjm> best upgrade i ever did to my machine
[22:19:48] <andypugh> mikegg I ordered a 200k gate P-port version. They were out of stock so I got a 400k USB/EPP one for the same price. Don't let pcw_home see this, but that might be a cunning plan
[22:21:12] <mikegg> Cool, sounded like they had the 200K USB/PP in stock
[22:21:42] <mikegg> is there any functional difference between 200 and 400 K ?
[22:23:33] <andypugh> No, and all current firmwares fit comfortably on the 200k
[22:24:31] <mikegg> ah, ok. yeah, she gave it to me for the same price as 7i43-P :)
[22:25:15] <mikegg> sweet, getting excited. I'm right in the middle of two builds!
[22:25:26] <mikegg> one machine for work, one for play
[22:28:18] <andypugh> anyone ever seen EMC fill the screen with "waiting for s.axes" then quit saying "Invalid configuration of axes is preventing EMC from starting"
[22:58:03] <MarkusBec> MarkusBec is now known as MarkusBec_away
[23:11:42] <skunkworks> can't wait to see how an i7 will perform with ubuntu..
[23:26:49] <andypugh> Whoa! I just segfaulted EMC2 and the whole machine died.
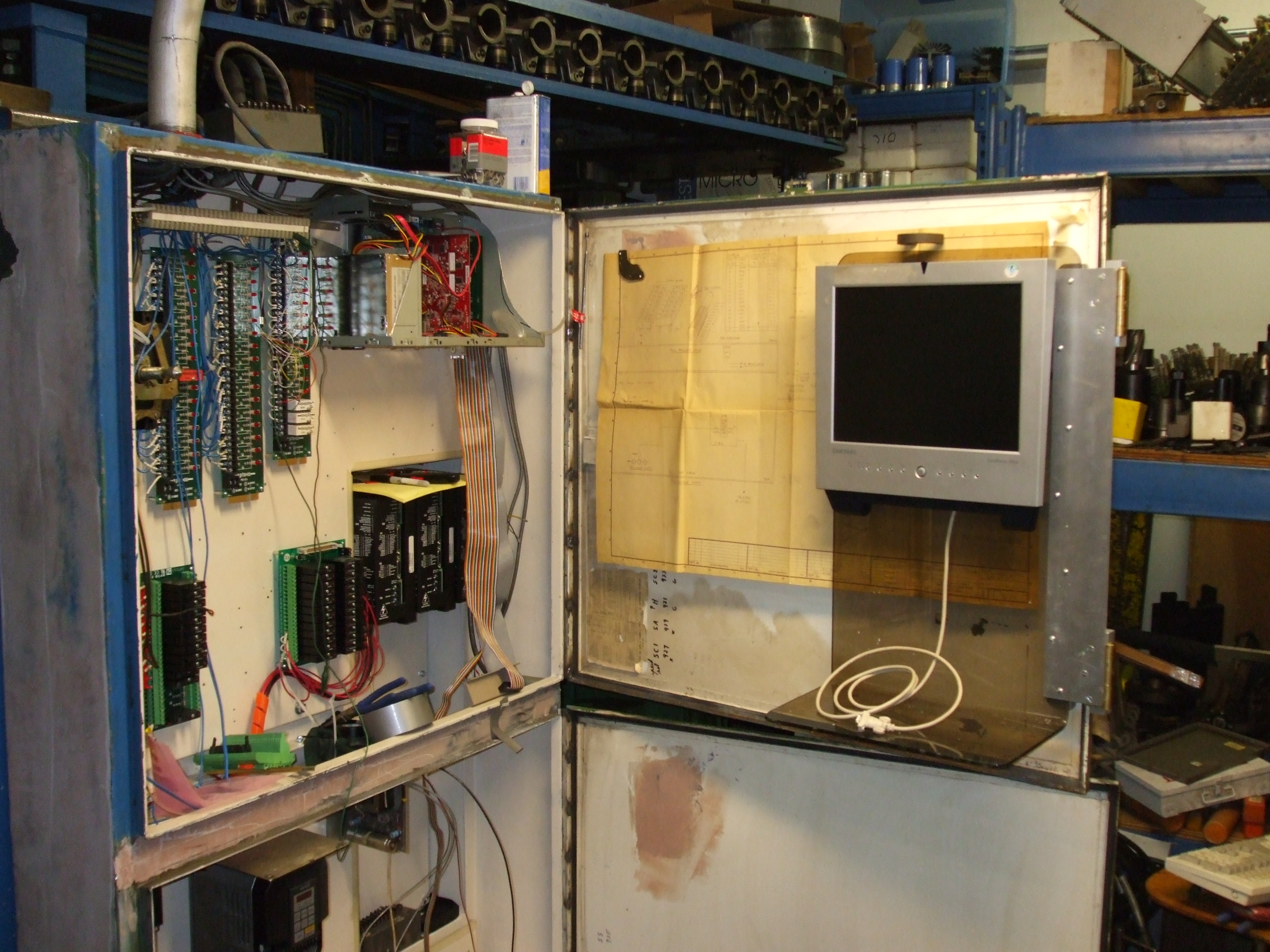{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}