Back
[00:01:19] <MattyMatt> you're the hobbing master now, although archivist's 29 tooth gear vid is good too
[00:01:33] <MattyMatt> if it isn't on youtube, it didn't happen :)
[00:03:26] <MattyMatt> I tried mailing lists once, but a horse trod on my card index file
[00:04:56] <andypugh> My pastebuffer contains
http://www.youtube.com/watch?v=U01xasUtlvw from another conversation (a friend has lost a wheel from his wheelchair). Still funny after all these years.
[00:06:45] <MattyMatt> argh routemaster bus :)
[00:07:04] <MattyMatt> I've just had my brain full of that for a week
[00:10:37] <andypugh> I just looked with more care, and almost no components of that bike would fit a modern bike. Strange as I suspect that the actual performance of the machines would be approximately identical.
[00:14:03] <MattyMatt> http://img24.imageshack.us/img24/7813/busrender4.png
[00:15:04] <MattyMatt> bicycle repair man's bike? my only bike is a 40 yo BSA. I can't find a front brake caliper for a normal sized wheel
[00:15:50] <MattyMatt> I could in holland, but it'd be metric probably
[00:15:52] <andypugh> That was pretty much my point.
[00:16:14] <MattyMatt> britain is weird about bikes. it's treated like a sport here
[00:16:33] <andypugh> MattyMatt:
http://www.youtube.com/watch?v=r4LdYti8vBE
[00:16:40] <MattyMatt> as a means of transport, you want normal road bike, not a mountain bike
[00:16:51] <MattyMatt> with saddlebags an owt
[00:17:28] <andypugh> I have a normal road bike, but it has no scope for luggage, or comfort for that matter.
[00:30:59] <elmo401> Optic: those 'cartridge' lasers are not all that expensive... relatively of course ;) Plus, you can engrave super fine characters after you cut out the component openings!
[00:31:11] <elmo401> beats using multiple tool changes.
[00:36:07] <MarkusBec> MarkusBec is now known as MarkusBec_away
[00:55:34] <elmo401> Optic: something like this would also work:
http://www.lttcorp.com/ilaser.html
[02:00:09] <pfred1> who here is ready for the next interface?
http://www.popsci.com/technology/article/2010-04/japanese-titans-industry-aim-mind-controlled-robots-and-electronics-10-years
[02:27:10] <Optic> hello
[02:27:20] <pfred1> hi
[02:28:09] <Optic> elmo: we have a 25W laser at hacklab toronto and it can barely touch alumium
[02:28:11] <Optic> it will etch it
[02:28:14] <Optic> but not much else
[02:28:33] <Optic> maybe the 100W one could cut?
[02:29:38] <pfred1> I melt aluminum over a wood fire
[02:30:02] <pfred1> * pfred1 is LoTek
[02:32:43] <pfred1> I can create the cheapest element known to man in doing so too known as Beercanium!
[02:33:31] <calcite> random thinking,......but deep
[02:34:27] <pfred1> calcite 22:28 < Optic> elmo: we have a 25W laser at hacklab toronto and it can barely touch alumium 22:29 < pfred1> I melt aluminum over a wood fire
[02:36:05] <pfred1> realy I went through all kinds of trouble making a blast furnace and in the end there's really nothing to smelting aluminum you coudn't do on a barbeque grill
[02:36:23] <calcite> Aluminum oxide at the surface, has a melting temperature three times that of the aluminum substrate
[02:36:39] <pfred1> thats why you mash the cans down into it
[02:37:09] <pfred1> really even doing pure cans I didn't have a huge dross issue
[02:37:34] <pfred1> stuff pours like quicksilver too its neat
[02:37:40] <calcite> Oh I was commenting on the laser app. suface effects
[02:38:03] <pfred1> as much as a PIA it is to weld aluminum its nothing to cast the stuff
[02:38:34] <calcite> casting allu takes a propane heater and a hole kicked in the sand
[02:39:00] <pfred1> I do it with pine logs i have tons of them on my property I got to burn them anyways
[02:39:20] <calcite> add a little zinc, and it's pretty strong....ZUMAC
[02:39:33] <pfred1> zamax?
[02:40:07] <pfred1> I hear alloying it with copper is pretty cool too
[02:40:14] <calcite> zmax is a ray trace application, Zumac is an alu based casting alloy
[02:40:51] <calcite> Copper is 20XX seris alu
[02:40:57] <calcite> series
[02:41:15] <pfred1> I guess we were both wrong its called Zamak
[02:41:16] <calcite> Zinc is 70XX series
[02:42:14] <calcite> pfred do you do any PIC programming?
[02:43:11] <pfred1> no but microcontrollers is something I do want to get into eventually
[02:43:36] <pfred1> everytime i think i have an app for it I end up using plain TTL to solve it though to date
[02:44:33] <calcite> I am looking at a little device that cost $70 US and runs a PIC 12F629 at 60Cents along with a few resistors and a cap or two
[02:44:52] <pfred1> the markup on some electronics disgusts me
[02:44:56] <calcite> problem is a PIC programer cost $60 ;-)
[02:45:21] <calcite> It's knowledge that you pay for
[02:45:26] <pfred1> I can't imagine a micro programmer is all that involved these days either really
[02:45:48] <pfred1> I built a stand alone hand EEPROM programmer years ago
[02:45:56] <calcite> I did an introductory read this evening, seems doable
[02:46:06] <calcite> even in Linux ;-)
[02:47:09] <calcite> but making and programing a board to program a board just is not in my time horizon at the moment. Learning curve
[02:48:00] <pfred1> I think once I'm done building my machine I'll have had enough electronics for a while for me anyways
[02:48:30] <pfred1> I have everything designed now and I'm halfway done with my second motor driver
[02:48:48] <pfred1> well I have my interface board done now too
[02:49:51] <pfred1> but i think I'll be stoked to get back into woodworking for a while
[02:50:45] <calcite> hands and mind!
[02:51:01] <pfred1> woodworking can be very challenging
[02:51:15] <calcite> Need any toools?
[02:51:24] <calcite> I have too much!
[02:51:30] <pfred1> and it doesn't ever involve sifting through bins of parts looking for just the right one
[02:52:39] <pfred1> I've been cutitng back on my tool aquisitions lately though today i did pick up a tapers knife at a garage sale for 50 cents a nice Goldblatt one too then she threw in a bent up clip lite for free
[02:52:59] <pfred1> man i hate mudding walls
[02:53:10] <calcite> There is over 1000bf of red oak stacked in the shop cellar, 500bf of clear wide board pine in the loft. and another 1000bf of random pine etc in the new addition, just kind of in the way ;-)
[02:53:33] <pfred1> I mostly use salvaged shipping pallets when i woodwork
[02:54:01] <calcite> ahh! under the rough surface, you see the beauty
[02:54:16] <calcite> I'm "lost in the woods"
[02:54:40] <pfred1> well i toss it through my thickness planer then it it looks good i use it
[02:55:36] <calcite> "Beauty is only skin deep" ....."then I'ld skin'er"
[02:56:55] <pfred1> you could say I'm in the woods too:
http://img717.imageshack.us/img717/8292/p2200017.jpg
[02:57:47] <calcite> rough place to set up a tent ;-)
[02:58:34] <pfred1> stuff I've made out of pallets:
http://img101.imageshack.us/img101/8160/trunk008.jpg http://img519.imageshack.us/img519/9396/sb002.jpg http://img19.imageshack.us/img19/33/xrb004.jpg http://img197.imageshack.us/img197/8479/sb006.jpg
[02:58:43] <calcite> the established trees around out place are about 130 years old by my count after felling a few. Mostly sugar Maple
[02:59:04] <elmo401> now this is a cool use for 5-axis ;)
http://www.youtube.com/watch?v=8I3diD1lpho&feature=related
[02:59:09] <pfred1> I have mostly these little pine trees that ants eat then they fall over
[02:59:36] <calcite> Those boxes will hold for years and years
[02:59:58] <pfred1> yup someday they'll all be valuable antiques after I'm dead
[03:00:26] <pfred1> the dream is to do some CNC engraving on a few of them while I'm alive now
[03:01:00] <calcite> Ahh 5 axis Thanks Elmo inspirational "hot wheels"
[03:01:22] <pfred1> 3 axis will suffice for my purposes
[03:01:52] <calcite> I'll take two and move stuff by hand to get depth ;-)
[03:05:48] <calcite> Have you seen the latches that make use of a pin on one panel, and an excentric grove on the underside of a round knob on the mating panel? Pretty easy to make
[03:06:22] <calcite> camloc!
[05:07:01] <morfic> http://www.linuxcnc.org/docview/html//gcode.html shows g-codes that
http://wiki.linuxcnc.org/emcinfo.pl?Lathe_Advanced_Features still shows as not implemented yet
[05:15:46] <Srpsi> Srpsi is now known as Srpski
[05:18:48] <Srpski> Srpski is now known as Dannyboy
[09:18:07] <piasdom> g'mornin all
[09:18:32] <Valen> wazzaP
[09:18:58] <Valen> you guys have the equivalent of anzac day over there
[09:19:27] <piasdom> don't know what anzac day is about
[09:19:56] <Valen> Anzac Day is a national day of remembrance in Australia and New Zealand, and is commemorated by both countries on 25 April every year to honour members of the Australian and New Zealand Army Corps (ANZAC) who fought at Gallipoli in Turkey during World War I.
[09:21:05] <piasdom> we have veteran day and mormorial day
[09:21:29] <Valen> whats the difference between the two?
[09:22:45] <piasdom> vet day o honor the dead and living and mor day to horor the dead
[09:22:55] <Valen> handy
[09:23:15] <Valen> I think ours rolls them all into one
[09:23:38] <piasdom> we like holidays :)
[09:23:53] <Valen> I do agree its a good plan
[09:24:12] <piasdom> sooner or later we'll have 300 days holidays and 5 work days
[09:24:29] <Valen> sounds awesome, where do i sign up?
[09:24:42] <piasdom> have to be born here
[09:24:50] <Valen> aww shoot
[09:25:08] <piasdom> only for the elite :)
[10:43:04] <EbiDK__> EbiDK__ is now known as EbiDK
[11:00:01] <MarkusBec_away> MarkusBec_away is now known as MarkusBec
[12:30:21] <mk0> who knows when emc on ubuntu 10.04 will be released?
[12:30:45] <mk0> 10.04 is coming in 4 days
[12:58:27] <Dallur> ehh, there were some last minute issues with Xorg which were rumored might cause a delay
[12:58:43] <JT-Dev> hi Dallur
[12:58:51] <JT-Dev> hows the ship
[13:11:27] <frallzor> * frallzor feeling the urge to make a joes 2006 machine
[16:11:17] <mong> hello, whats the state of dev?
[16:12:03] <mong> I was considering making some sort of contribution?
[16:14:07] <cradek> mong: can you ask a more specific question?
[16:14:34] <cradek> we're always happy to review any contributions
[16:15:12] <mong> well i wonder what the state of development tools are?
[16:15:33] <cradek> sorry, I still don't understand the question
[16:15:48] <mong> I was considering making a virual machine environment that would allow all developers to have the same build environment
[16:16:16] <mong> is there such a thing already available?
[16:16:50] <cradek> not really; EMC builds on a diverse set of platforms, and that is a feature
[16:17:33] <mong> well it does not build in my current environment, and i have had a lot of hassle trying to get it to build
[16:18:30] <cradek> ah - yes there are a lot of dependencies.
[16:18:50] <mong> and the emc ubuntu distribution does not come with the tools required to build emc as standard
[16:19:23] <cradek> that's true. for example there is no compiler. but, you can add all the dependencies with one command, thanks to apt.
[16:19:49] <mong> would be nice if there was a simple CD image with emc and the tools required to build it installed as standard
[16:20:29] <mong> and also i use old hardware, so would be nice if emc would run on it
[16:20:32] <cradek> we've considered adding build dependencies to our standard cd, but we decided that would probably not be a win for our users, since we would have to remove applications to make room.
[16:21:54] <cradek> the oldest hardware I have running EMC is PIII, and that works quite well. When you get much older than that, there's probably trouble of various kinds.
[16:24:26] <moing> damn, i just lost connection
[16:25:18] <moing> basically my idea has been considered already?
[16:25:31] <moing> moing is now known as mong
[16:25:39] <celeron55> EMC with axis runs on an 533MHz AMD K6-3 with 192MB of RAM. I wouldn't try on older than that.
[16:25:39] <cradek> do you mean the idea of doing development in a virtual machine?
[16:26:00] <celeron55> neither with less ram
[16:26:28] <mong> yes, i thought if a vm image was created with a minimum spec, then emc would be guaranteed to run on that spec machine
[16:27:13] <mong> say create a vm with 128mb ram, 1gb disk, and 266mhz
[16:27:19] <cradek> well my thoughts are that the developers by definition already have a usable development environment. this makes me doubt the utility of giving them a virtual machine image of some kind - if they wanted to use a VM (and some probably do) they'd have it set up already. Or am I missing the point here?
[16:27:45] <cradek> also, I don't understand how you think using a VM lets you use EMC on lesser hardware
[16:28:08] <mong> well if you create a standard development vm image, it lowers the bar for any potential developers....
[16:28:33] <celeron55> i think that testing for the minimum requirements is not that important
[16:28:49] <mong> as setting up a devel environment takes at least 30 minutes, probably alot longer
[16:29:10] <cradek> mong: if you want to make this image and post about it on the wiki, anyone who is interested could try it out...
[16:29:38] <mong> and if everyone develops on the same enviroment it means there should be less problems committing patches
[16:30:09] <mong> well i am considering it......
[16:30:23] <cradek> like I said before, I think developing on a diverse set of platforms is a feature
[16:30:46] <cradek> in particular, using diverse compiler versions is helpful because they issue warnings on different problems
[16:31:15] <mong> but it can mean many extra dependencies and conflicts
[16:31:19] <cradek> I do development on four different platforms that I can think of
[16:32:02] <mong> well im just a novice to emc, and only a cnc hobbiest
[16:32:39] <celeron55> programming for linux is awesome because you can set up a very similar development environment on pretty much any version of any distro
[16:32:50] <cradek> brb
[16:33:09] <celeron55> easily
[16:33:12] <archivist> but who whould want a vm for realtime
[16:33:25] <mong> well i may have a look at archiving my vm and posting it on the wiki in a few weeks
[16:34:19] <celeron55> I didn't find building EMC to be too difficult... anyone who'd like to commit code can do it
[16:35:00] <mong> the reason for a vm is to make a minimum spec machine for development, and to simplify development environment creation for new developers
[16:35:59] <mong> i doubt most people develop on the same machine as they use to run their cnc application
[16:36:20] <archivist> a vm is an overhead
[16:36:34] <mong> so what, the vm is only for development
[16:36:59] <archivist> well to test properly you need the connected hardware
[16:37:07] <mong> and vmware virtualissation only adds 3% to processing even at the worst case
[16:37:47] <mong> vmware allows direct hardware access
[16:37:57] <cradek> vmware is proprietary software, which is a problem for some of us who prefer not to use any
[16:38:18] <mong> anyways, i can see it has been considered, and i am sure there are other reasons not to do it....
[16:39:09] <mong> so i will continue with what i am doing, but may post an image to the wiki if i find it works for me
[16:39:22] <celeron55> 3% overhead sounds like a bad joke
[16:39:53] <cradek> OK, sounds good. You will probably need to host it somewhere else, and post a link to it on the wiki. The wiki is not a good place to post large things.
[16:40:18] <archivist> 3% sounds like a vm salesmans snake oil
[16:41:27] <mong> well it may never happen, but i will see how things go and maybe post a link on the wiki
[16:42:18] <mong> thanks for the comments
[16:42:26] <mong> i am away now
[16:44:36] <andypugh> I hope that 3% is snake oil, or I have just wasted a lot of time creating a full windows boot partition on my Mac for running Alibre in.
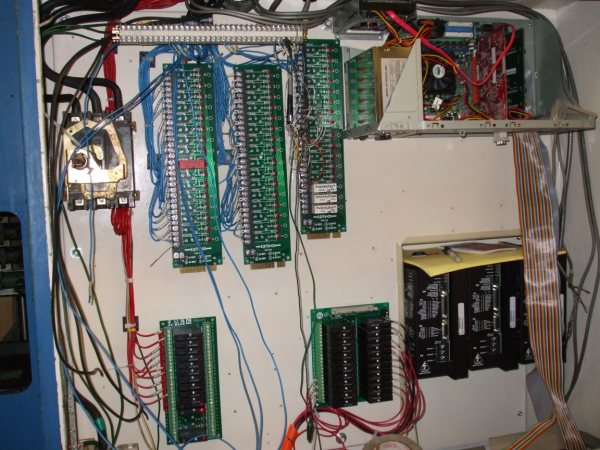
[16:51:38] <skunkworks> http://electronicsam.com/images/KandT/conversion/almost.JPG
[16:53:55] <cradek> cool! has it moved yet??
[16:56:08] <JT-Dev> skunkworks: looking good
[16:56:36] <skunkworks> not moving. (see the drives not hooked up)
[16:56:38] <JT-Dev> cradek: when your collet closer is open does it dump a lot of air until you close it?
[16:56:47] <cradek> big time
[16:56:55] <cradek> I think that's the design :-/
[16:56:59] <andypugh> Flushed with success from my Resolver converter, I find myself strangely motivated to make your Accupin thing work.
[16:57:27] <JT-Dev> ok, I thought so too...
[16:57:42] <skunkworks> andypugh: nice work on that.. You know your shit :)
[16:58:16] <JT-Dev> I finally got the air leak on the turret lock fixed and changed the oil in there
[16:58:39] <andypugh> Not really, it was very nearly all totally new to me (including programming in C) when I started. I just like learning new stuff.
[16:59:23] <cradek> I bet nobody ever regrets learning C
[16:59:35] <JT-Dev> I have a bunch of photos of the turret in various stages of assembly I'll post later on the forum
[16:59:48] <andypugh> It's interesting, it takes you very close to the hardware.
[17:00:15] <andypugh> You can see the data going onto and off of the stack
[17:00:24] <cradek> yes but not in too terribly awkward a way. it's great for embedded type stuff.
[17:00:39] <andypugh> Aye, it suits the Arduino really well.
[17:00:51] <cradek> I program AVRs in C. so nice.
[17:00:51] <andypugh> The bit-bashing stuff is a huge help.
[17:02:10] <skunkworks> andypugh: how much would it cost to send a scale and head to you? :)
[17:02:29] <andypugh> I did fall into the newbie mistake of assuming that int myArray[5] creates you a 6-element array with indices from 0 to 5 though....
[17:03:00] <cradek> andypugh: yep, just you and a zillion other newbie C programmers have made that mistake
[17:03:17] <cradek> some might even have assumed 1-5 as the valid indexes
[17:03:25] <skunkworks> is it 0 to 4?
[17:03:29] <cradek> yes
[17:03:44] <cradek> those are the indexes of "five things"
[17:04:05] <skunkworks> The last project I did in C was the tape interface for the K&T
[17:04:09] <skunkworks> that I remember.
[17:04:31] <skunkworks> borland c
[17:05:29] <andypugh> I was aware that C arrays were indexed zero-based, but not that they were counted 1-based ;-)
[17:06:01] <cradek> "give me five things" -> you get five things
[17:06:08] <cradek> any other way would be insanity :-)
[17:06:35] <andypugh> I normally use VB, you declare an array by the indices you want to use.
[17:06:53] <cradek> that sounds like another sane way
[17:07:02] <cradek> can you do an array[100..110]?
[17:07:14] <andypugh> In fact Dim MyArray(-127 to 127) is perfectly valid (and occasionally useful)
[17:07:26] <cradek> yeah that sounds neat
[17:07:31] <sealive> use python if youo want pore flexebility
[17:07:43] <cradek> Dim Array(-1 to 0 step 0.01)
[17:08:25] <andypugh> I think C gives you the most flexibility, it won't prevent you from doing anything, no matter how foolish. In my case that was writing past the end of my array into the next variable, which was incredibly confusing.
[17:09:56] <andypugh> I don't _think_ you are allowed non-integer indexes in VB. Let me check.
[17:13:39] <Dave911> Doing development on a "standard" VM would be a big mistake IMO... Linux and RT is definitely affected by the hardware platform ... and if anything should be tested on a real hardware platform it would be a realtime, I/O intensive application! Like EMC2! :-)
[17:15:25] <andypugh> True, though I do test my HAL configs on a VM because it is a lot nicer to doit indoors sat in a char than in the workshop stood on a concrete floor using a balky stainless steel keyboard with swarf between the keys.
[17:17:22] <Dave911> I think you need another computer...... ;-)
[17:18:41] <andypugh> I am considering getting a small format PC, I pretty definitely will do if I start building another CNC machine.
[17:23:34] <andypugh> (And I just checked, you can't use non-integer indexes in VB arrays)
[17:27:01] <archivist> upgrade to php then :)
[17:30:25] <JT-Dev> I finally got my php mysql recipe database working archivist
[17:31:17] <archivist> good, I am just working on a customer php/mysql site
[17:44:02] <Dave911> I love small form factor PCs as they store and transport a lot easier than the old full size boxes...
[17:47:34] <skunkworks> andypugh: read your wiki - agian - nice work.
[17:47:53] <andypugh> Is EMC2 fully supported on the Atom boards? Or does it take tinkering?
[17:49:24] <skunkworks> the intel 330 boards will work perfectly.. (your latency will be just under 20k. - but others have gotten a lot better using smp)
[17:50:50] <andypugh> Sounds promising.
[17:51:23] <skunkworks> I think eric has a smp kernel already built that he uses for his atom setups. (I have not tried it though as 20k is fine for most things)
[17:51:35] <andypugh> Oh, and I just remembered to check what US to UK shipping costs, it's about $20 for a 7i43. I am not sure how much for heavier stuff.
[17:52:39] <andypugh> I have an smp kernel on my working CNC machine, and it did indeed reduce latency significantly. Not that it helps a lot when I am not running a base thread any more.
[17:52:40] <skunkworks> that isn't bad.
[17:52:42] <archivist> cost me an arm six legs and a torso to get some manuals shipped
[17:53:42] <skunkworks> I would have used the atom in the K&T but I needed 2 5i20's
[17:54:06] <skunkworks> So I used one of the goal3 motherboards.
[17:58:38] <andypugh> I guess you could use a 5i20 and a 7i43 if you have one EPP and one PCI port.
[17:58:48] <skunkworks> yes
[18:04:30] <owhite> I just cant get hal signals and pins to work with pyvcp - would someone give me some help?
[18:05:00] <andypugh> Do you have a postgui hal file set up?
[18:05:04] <JT-Dev> http://www.linuxcnc.org/component/option,com_kunena/Itemid,20/func,view/catid,29/id,342/lang,english/
[18:05:41] <owhite> not sure what a postgui hal is....See:
http://pastebin.com/2ecdsLee
[18:05:41] <owhite> http://pastebin.com/aW5MZY2M
[18:05:42] <owhite> I have a two signals - laser_button and chbutton. For either of these, if the user presses the button or toggles the chbutton, I want it to turn on the pin motion.digital-out-02
[18:06:29] <JT-Dev> if it is a pyvcp button your net command must be in the postgui.hal file
[18:07:10] <andypugh> I think the problem is that your pyvcp pins don't exist until the gui comes up, which is after the main hal file has run. You need to connect them together in the postgui hal file.
[18:07:36] <owhite> yeah the postgui.hal is
http://pastebin.com/aW5MZY2M
[18:07:53] <owhite> ...I think.
[18:07:57] <JT-Dev> that is your xml file
[18:08:20] <owhite> sorry.
http://pastebin.com/2ecdsLee
[18:09:14] <andypugh> That looks like rather a big postgui file.
[18:09:37] <owhite> mm-hm.
[18:09:47] <andypugh> I am not entirely sure you can add functions to threads at that point (though I see no reason why not)
[18:10:12] <owhite> the relevant code starts at 305.
[18:10:40] <owhite> everything works fine. I just cant get the chbutton8 and laser_button to drive the same pin.
[18:11:41] <andypugh> # note: net only works if you create the newsigs.
[18:11:59] <andypugh> I don't think that is true, which might point to a problem.
[18:12:15] <andypugh> The HAL files all load without problems?
[18:12:30] <skunkworks> hmm - that doesn't seem right.. motion.digital-out-02 seems like an output...
[18:12:42] <skunkworks> from motion.
[18:13:28] <owhite> wait, I got it wrong. I want chbutton8 and laser_button to drive m5i20.0.out-15
[18:13:34] <owhite> not motion.digital. Sorry.
[18:14:37] <owhite> andypugh - the code as it is does load without problems. Mostly because I've commented out my recent attempts.
[18:15:12] <andypugh> I m convinced that you don't need the newsigs and linksp statements. That's old-school
[18:15:46] <owhite> please suggest what is 'latest-school' and I'll update the code.
[18:16:50] <alex_joni> net name pin1 pin2 pin3
[18:16:55] <alex_joni> net name pin4
[18:16:58] <andypugh> It should just be: net cb8 pyvcp.chbutton8 => or2.3.in0
[18:17:20] <alex_joni> the "=>" is only for the readers convenience
[18:17:37] <cradek> can you explain what you mean by wanting two signals to drive the same output?
[18:18:06] <owhite> cradek a screen shot of my interface is here:
http://laseroflove.files.wordpress.com/2010/03/ugjxd.png
[18:18:21] <andypugh> net lb pyvcp.laser_state1 => or2.3.in1
[18:18:27] <owhite> I have a button on that interface labeled laser down by the left of the dial.
[18:18:52] <owhite> I want it so a user can press that button (momentary contact) or hit a checkbox, and just leave it on.
[18:18:55] <andypugh> and then net either_button or2.3.out mi520.0.out-15
[18:19:23] <frallzor> nice found a nice dxf with all the files for joes 2006, time to make kits! :P
[18:20:25] <andypugh> Three lines to link the pyvcp pins to the or2 inputs (creating signal names along the way) and linking the output of the or2 to the digital pin
[18:20:39] <alex_joni> frallzor: like this?
http://benchmark.20m.com/tools/LegacyMill/LegacyFuture/Joes_Model2006_R2.jpg
[18:20:51] <frallzor> yup =)
[18:21:15] <owhite> alright let me look at the current suggestions and see if I can figure it out.
[18:21:22] <frallzor> material for like $100
[18:21:29] <frallzor> exkl screws and such, just wood
[18:21:33] <andypugh> Painted so you can't tell it is MDF those Joes2006 kits look really solid
[18:22:19] <frallzor> yeah I was thinking about making his 4x4 hybrid but I made a mechmate instead
[18:22:20] <andypugh> owhite: Note that if you want an output to go to more than one input, just put all the "recieving" inputs on the same net line
[18:22:40] <frallzor> but now I can make them myself without a struggle =P
[18:23:01] <owhite> andypugh ok. will try.
[18:23:55] <frallzor> wonder If one could charge $200 for a kit ($100 worth of material and $100 profit) :P
[18:25:04] <andypugh> I know it is an open-source kit, but undercutting the chap who designed it (and who sells kits) seems a little mean.
[18:25:30] <frallzor> well I dont think he sells overseas =)
[18:26:07] <frallzor> no different than mechmate, plans and then you find someone to cut parts =)
[18:26:32] <frallzor> but im probably like 5-6x cheaper than any cheap shop
[18:27:41] <frallzor> $550.00 plus $75.00 shipping and handling in the US Only
[18:27:56] <andypugh> I wonder if my dad would like to build one? He has a lot of linenfold oak panelling to carve :-)
[18:28:18] <frallzor> I have friend whose moms dad wants a small cnc for guitarmaking
[18:28:40] <frallzor> a small kit like this would be awesome for him
[18:29:20] <frallzor> I wouldnt mind a second machine either :P
[18:36:03] <frallzor> measurements are a bit odd though
[18:36:23] <frallzor> made in imperial, perfect fit for a standard mdf-board here, but thickness isnt =)
[18:46:06] <andypugh> What is the standard MDF board size where you are? I think ours is 2440x1220mm. Nice round numbers (not). I wonder why?
[18:46:23] <frallzor> same for us
[18:46:36] <frallzor> but the thickness of the plans is like 13mm
[18:46:40] <frallzor> *in
[18:46:54] <frallzor> 12,16mm is the closest I can find
[18:48:56] <andypugh> I would have thought that the plans would be 12.7mm
[18:49:14] <frallzor> yeah but I rounded it up
[18:49:31] <frallzor> 0.5" =)
[18:49:48] <frallzor> or is it 0.5' ?
[18:52:24] <andypugh> 0.5' would be very sturdy indeed, but would reduce the work volume :-)
[18:52:36] <frallzor> 0.5" then :P
[18:55:18] <frallzor> HDPE is hard to find though
[18:55:28] <frallzor> wonder if one could do the machine in mostly mdf
[18:57:58] <frallzor> oh found a company what seems to have the stuff, and their offices are in the "county" where I live.... good bet the warehouse is here too then =)
[18:58:08] <andypugh> I can find HDPE quite easily, it is finding it cheap that is difficult.
[18:58:09] <andypugh> http://uk.rs-online.com/web/search/searchBrowseAction.html?method=getProduct&R=0680555
[18:58:29] <frallzor> I can find rods and such easily too
[18:58:31] <frallzor> but not sheets
[18:59:02] <andypugh> http://uk.rs-online.com/web/search/searchBrowseAction.html?method=getProduct&R=0680583
[19:03:29] <elmo401> http://kickyoutube.com/#UI3nUjWTO5Q
[19:03:47] <elmo401> Optic: From Toronto? have you been to the Linuxcaffe?
[19:03:54] <elmo401> or joined #linuxcaffe ?
[19:04:01] <frallzor> mailed my best bet now =)
[19:08:29] <Optic> elmo: i've been there a few times :)
[19:22:12] <owhite> hello people. I cleaned up a lot of my .hal file, which is posted here:
http://pastebin.com/5xXfzTq1 I was wondering if anyone could tell me if lines 47-56 are actually needed, or some vestigal code I could delete. It has lines like "addf m5i20.0.digital-in-read servo-thread 1" in there.
[19:26:24] <owhite> or....not.
[19:26:28] <JT-Dev> you could comment them out to see if they are needed
[19:27:09] <owhite> well of course but I guess I was looking for guidance around what those lines do.
[19:28:43] <andypugh> I wouldn't have thought they were necessary. You need a function to update the 5i20 somewhere in the HAL, but those seem unusually specific.
[19:30:02] <isssy> hi all , i have to modify old fadal machine with the emc . any experiance with that?
[19:30:08] <JT-Dev> I'd have to go out to the shop in a bit and look at my 5i20 config to see if I'm using them like that
[19:30:14] <andypugh> you should only need the hm2<>.read and .write functions
[19:30:29] <andypugh> http://linuxcnc.org/docs/2.4/html/man/man9/hostmot2.9.html
[19:31:31] <owhite> thanks.
[19:31:52] <andypugh> I would expect those functions to be in the main HAL file too, rather than the postgui.
[19:32:19] <owhite> right.
[19:32:40] <andypugh> isssy: There is a fair bit of experience with generic retrofits here. Is there anything obviously peculiar about the Fadal?
[19:33:25] <JT-Dev> the only thing you need in the postgui.hal file are things that connect with pyvcp pins
[19:33:33] <isssy> no idea thats why i am asking , if somebody has made it already
[19:35:29] <andypugh> no mention of Fadal anywhere in the Wiki, and a search at LinuxCNC only turns up mentions on this forum.
[19:36:07] <isssy> yes
[19:37:04] <JT-Dev> isssy: is the Fadal a servo driven machine with encoder feed back with velocity drives?
[19:38:39] <isssy> yes
[19:38:55] <isssy> it is used old servos , analog type
[19:39:03] <isssy> dc brush motors
[19:39:07] <isssy> and encoders
[19:39:27] <isssy> the control is cn88 , old 8080 based controler
[19:40:07] <mikegg> does anyone know if the USB flavored 7i43's from mesa play nice with EMC?
[19:40:15] <isssy> command line text based control
[19:40:23] <JT-Dev> if your drives take +-10volt velocity inputs and you have normal encoders those are fairly straight forward to convert
[19:40:58] <cliffb> mikegg: yeah you have to use the parallel connector, can't use the usb.
[19:41:21] <mikegg> ok, thanks. I thought that might be the case
[19:52:08] <elmo401> JT-Dev: when doing a tool change, air is a feature. it helps keep the contact areas clean for the next engagement of the next tool. we have one machine that does not have air and every now and then a chip will fall causing a runout. rather annoying.
[20:01:51] <isssy> the fadal is based on resolvers , unfortunately
[20:05:51] <andypugh> There are a number of ways to interface Resolvers with EMC2
[20:06:15] <isssy> ideas?
[20:06:21] <andypugh> Do you have a budget?
[20:06:26] <isssy> yes
[20:06:30] <isssy> no problem
[20:07:07] <isssy> www.sivarbg.com ... reference of what i am doing
[20:07:08] <andypugh> http://pico-systems.com/resolver.html
[20:07:49] <isssy> max 1000RPM????
[20:07:56] <andypugh> RP _S_
[20:07:56] <isssy> not for this machine
[20:08:04] <andypugh> 60,000 rpm
[20:08:19] <cradek> man, everyone misreads that. I wonder why.
[20:08:25] <andypugh> He ought to change it
[20:08:33] <isssy> thanks.
[20:08:39] <cradek> uh to what?? it means what it says...
[20:08:57] <andypugh> To what people expect it to say.
[20:09:23] <cradek> well actually it is probably talking about electrical revolutions
[20:09:32] <cradek> which can be 1, 2, or many per physical revolution
[20:09:36] <isssy> the description of the converter says that operate up to 1000 RPM
[20:09:43] <cradek> isssy: no, it doesn't
[20:10:17] <isssy> ops .... 1000rps , not rpm...
[20:10:23] <isssy> sorry
[20:10:27] <andypugh> Alternatively, Mesa do a 6-channel servo controller daughter board for the 5i20 which takes resolver inputs. It isn't technically EMC compatible yet, but it is likely to be so eventually.
[20:11:08] <andypugh> cradek: I read about multiple electrical turns per physical rev resolvers, and I really don't see why you would so that.
[20:11:35] <cradek> well some do... I have one that has 64? electrical revolutions per real rev
[20:11:39] <celeron55> i'd guess there are probably a few electrical revolutions per physical rev
[20:11:47] <celeron55> but not very many
[20:11:48] <cradek> apparently it's a 'variable reluctance' resolver
[20:11:56] <andypugh> In fact I am going to admit that I have spent all day staring at the Hostmot2 driver code figuring out how to add the Three Phase PWM function in Hostmot2 to the EMC2 driver.
[20:12:02] <cradek> jon's board was not strong enough to drive it
[20:13:38] <andypugh> Support for the ThreePhasePWM is all that prevents the 7i49 working with EMC2 (As I understand it)
[20:14:24] <andypugh> isssy: And then there is the "Quite ludicrously cheap and kludgy" approach at
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?ResolverToQuadratureConverter
[20:14:24] <frallzor> anyone know of a nice way to create 3d-texture to machine?
[20:14:37] <andypugh> Image-2-Gcode?
[20:14:39] <cradek> frallzor: image2gcode
[20:15:07] <frallzor> well then I have to learn how to make textures too =)
[20:15:21] <frallzor> other options?
[20:15:40] <isssy> 150 usd per motor , not a bad way
[20:15:49] <frallzor> http://i.ytimg.com/vi/iTlRXNFma30/0.jpg this ps pretty much what I want to do
[20:16:00] <frallzor> in different sizes and depths
[20:16:06] <isssy> alternatevel , i can replace the resplvers with encoders
[20:16:16] <isssy> 75USD per motor
[20:20:19] <andypugh> Yes, if that is easy then it might solve some problems.
[20:20:31] <andypugh> You said that the motors are brush motors?
[20:24:45] <andypugh> There is one advantage that resolvers have over encoders, they are absolute devices. This means that the drive knows where the motor is at power-on. With an encoder the drive doesn't know the motor position until it sees an index. This can be a bit of a problem with brushless motors. (though there are ways round it)
[20:26:46] <tom3p> frallzor, that looks like wood gouges marks, (like inside old boats), are you planning on using ball endmills to cut the texture?
[20:29:18] <isssy> the machine is designed to work like with absolute encoders , but there is a command cs , ex. cold start tht reset the amplifyers and during the reset the motors jump. and as you can imagine they are showing new coordinates , sligtly different
[20:29:47] <isssy> , i prefer to pass tru the zero position , no problems....
[20:30:19] <frallzor> tom3p yup
[20:30:27] <frallzor> 40mm tool
[20:33:31] <tom3p> wondered if you could drag a gouge along the raster just varying Z that little bit (no cutter frizz )
[20:34:06] <frallzor> ??
[20:35:11] <tom3p> (assumed it was wood, and the gouge would cut cleaner than a rotating tool, as the rotation is always with AND against wood grain)
[20:35:34] <frallzor> noooo =)
[20:35:41] <frallzor> imagine doing that on huge sheets?
[20:35:53] <tom3p> yah, thats what i imagined
[20:36:20] <tom3p> it'll be a very nice effect
[20:36:49] <tom3p> haha also adz marks
[20:36:51] <frallzor> just need to make it happen
[20:37:10] <andypugh> issy: Do the amps rely on the resolvers for velocity feedback?
[20:37:22] <frallzor> only know of one software that makes it happen but it costs an arm and a foot
[20:38:07] <andypugh> frallzor: You could write the G-Code for that in Excel.
[20:38:41] <frallzor> excel can generate random patterns?
[20:38:42] <andypugh> (Or any general purpose programming language with a "random" function)
[20:39:30] <tom3p> hehe the gcode will be like morse code
[20:40:04] <aystarik> http://www.1999.co.jp/eng/image/10115399b/30/1
[20:40:08] <andypugh> EMC can do Y-Z arcs. You just need to string together a random sequence of them.
[20:40:10] <frallzor> havent gotten a clue on how to make that anyway =)
[20:41:26] <tom3p> aystarik, rats its plastic :(
[20:41:54] <aystarik> cast it :)
[20:42:59] <alex_joni> hmm.. seen some really nice mills this week
[20:43:08] <alex_joni> huge travel and loads
[20:43:48] <andypugh> I don't know whether to be sad or relieved, I failed to win that Rambaudi mill
[20:43:50] <alex_joni> they were milling parts for oil lines (meant to work at 14500 psi)
[20:44:00] <awallin> alex_joni: and tolerances? :)
[20:44:22] <alex_joni> one valve was milled out of a 2 ft x 2ft x 4ft metal block
[20:44:39] <alex_joni> awallin: probably more 0'es after the dot than I can count
[20:44:48] <alex_joni> the biggest ones were toyoda
[20:45:25] <alex_joni> couldn't see much inside though :/
[20:45:37] <alex_joni> outside was 10x20x3m or so
[20:45:47] <alex_joni> saw some tools - maybe 1.2m long
[20:46:23] <alex_joni> http://www.toyodausa.com/lbseries.shtml
[20:47:39] <alex_joni> awallin: the valves are metal/metal contacts, so I suspect the tolerance is pretty tight
[20:47:49] <alex_joni> especially at 1000 bar/14500psi
[20:54:04] <alex_joni> awallin: instead of a hexapod, better build a delta robot for placing parts on the pikkanto
[20:59:25] <andypugh> You set me off on a web search there alex_joni . I am impressed by this:
[20:59:25] <andypugh> http://www.youtube.com/watch?v=Gv5B63HeF1E
[21:09:09] <Eric_K> who first had the idea that when you move a window you want to maximize it? I'd like to smack that person
[21:09:36] <alex_joni> http://www.youtube.com/watch?v=v5eR0eHknZk&feature=related
[21:12:09] <tom3p> Eric_K are you grabbing the dragbar but getting mouse bounce? ( gnome thinks dbl clik drag bar = max )
[21:12:33] <Eric_K> could be, but I get the little fist icon
[21:13:53] <tom3p> give it the little finger icon back
[21:14:05] <Eric_K> cursing hasn't worked
[21:14:54] <tom3p> got 3K for a toy 7dof arm ?
http://robai.com/content/brochures/CytonI.pdf
[21:15:42] <tom3p> is the emc workshop running now?
[21:16:35] <cradek> no - cnc workshop is in june
[21:16:41] <andypugh> "High quality PMDC servo motors with integral gear reduction" == RC model servos.
[21:19:18] <tom3p> thx
[21:21:17] <tom3p> andypugh, these bldc motors for larger electric airplanes looked interesting
http://www.recumbents.com/wisil/shumaker/default.htm
[21:22:01] <tom3p> http://www.modelmotors.cz/?page=2
[21:22:51] <andypugh> Aye, I have looked at them myself and thought "servo"
[21:23:28] <tom3p> gotta go, l8r
[21:56:25] <Guest494> Hello. I have a question concerning the lathe mode of emc
[21:57:08] <Guest494> is there someone who can help me ?
[21:57:27] <cradek> go ahead and jump right to the real question
[21:59:02] <Guest494> ok. sorry. if i start emc in lathe mode and load the chess pawn sample, it looks like the chuck is on the rigth side, but on my actual machine it is on the left.
[21:59:56] <cradek> I think you are misinterpreting what you are seeing then. the thing you see is actually the path the tool takes. the chuck and workpiece are not represented in the preview plot.
[22:00:07] <Guest494> is it possible to rotate the display of emc. maybe this question is stupid, but i search 3 hours with google withou finding a solution.
[22:00:33] <JT-Hardinge> not in lathe mode
[22:00:52] <cradek> if you go ahead and run the sample program, you'll see the tool following that path, and you can imagine the leftover material on the left.
[22:02:06] <Guest494> if i wath the sample video, it looks like the image on emc and the real part are mirrored
[22:02:34] <cradek> I'm not sure what you mean by sample video
[22:02:56] <cradek> do you understand my answer?
[22:04:15] <Guest494> yes.
[22:04:34] <Guest494> i mean thi video
http://www.youtube.com/watch?v=MX4SWe8WFA4
[22:05:58] <Guest494> the meachine looks like the machine on the linuxcnc webpage.
http://www.linuxcnc.org/content/view/28/13/lang,english/
[22:06:07] <cradek> ok again, the preview plot on the screen is the path the tool takes. so in general it represents the part that's cut away. you are just looking at it wrong.
[22:07:01] <cradek> lathe chucks are on the left, and that's what AXIS shows you. notice how the Z axis points to the right.
[22:07:20] <Guest494> ok.
[22:08:47] <Guest494> it looks like i do not understand it. sorry.
[22:09:20] <JT-Hardinge> cradek: did you see the turret photos I put on the forum?
[22:09:23] <cradek> run the sample program in sim/lathe and you'll see it.
[22:09:27] <cradek> JT-Hardinge: yes, cool!
[22:09:52] <JT-Hardinge> very interesting to figure out
[22:10:55] <JT-Hardinge> the valve under the front cover was leaking as one of the o-rings was not placed correctly so it leaked air into the compartment
[22:11:01] <Guest494> i have run the sample. and it looks like the picture on the linuxcnc.org webpage.
[22:11:06] <JT-Hardinge> does your turret look like that?
[22:11:32] <cradek> I've never had it apart at all...
[22:11:40] <JT-Hardinge> I mean the outside
[22:11:47] <cradek> then yes
[22:12:25] <JT-Hardinge> my guess it is the same on the inside then
[22:12:57] <andypugh> Guest494: I can see what you are seeing, but the "shaded" part is the tool path, the bits that have been removed,
[22:13:17] <JT-Hardinge> interesting when you extend the lock it puts pressure on a shock cylinder to absorb the shock of stopping the turret
[22:13:38] <JT-Hardinge> so if it clangs when it stops your timing might be a little late
[22:15:16] <cradek> I think mine sounds fine - it is smooth and gentle sounding - but it seems like it rotates a little slow compared to others
[22:15:39] <Guest494> yes. arrgh. i understand. now. the tip of the chess pawn is thinner, so more material has been removed.
[22:16:00] <JT-Hardinge> first thing I'd try is to remove the tool place and put some o-ring lube on the skirt seal
[22:16:05] <JT-Hardinge> that's easy to do
[22:16:08] <Guest494> my fault.
[22:16:12] <cradek> JT-Hardinge: ok
[22:16:23] <cradek> JT-Hardinge: your pics will help, thanks for putting them up.
[22:16:35] <JT-Hardinge> np
[22:17:32] <Guest494> thank you very much.
[22:18:19] <Guest494> if some explains it, it is easy to understand.
[22:18:49] <JT-Hardinge> cradek: do you have a parts book?
[22:19:11] <cradek> JT-Hardinge: not sure... I have some stuff somewhere, but I don't know what it is exactly
[22:19:20] <Guest494> bye
[22:20:29] <JT-Hardinge> if you want I can copy the couple of pages on the slide/turret and mail them to you or scan them and email...
[22:21:12] <JT-Hardinge> if you rebuild the turret all the quad rings and o rings you can get from mcmaster carr but the skirt seal has to come from Hardinge
[22:21:16] <cradek> I'll yell if I get stuck (when I get to it!) I've been working too much lately and haven't had any fun shop time.
[22:22:02] <cradek> just got back from there in fact. :-/
[22:22:20] <JT-Hardinge> I know the feeling and with spring here planting the garden and cleaning up etc
[22:23:29] <JT-Hardinge> I think I can count the number tasks left on the hardinge on one hand and that is a good feeling
[22:23:40] <cradek> cool
[22:24:06] <JT-Hardinge> yea, as soon as my lube tank arrives I can start making some needed parts :)
[22:24:13] <cradek> did you see what I made on mine friday?
http://timeguy.com
[22:24:38] <JT-Hardinge> a sleeping cat LOL
[22:24:48] <cradek> heh, no, he's made of meat
[22:25:05] <JT-Hardinge> the banjo tuner?
[22:25:09] <cradek> yeah
[22:25:25] <JT-Hardinge> nice!
[22:25:34] <cradek> heh thanks
[22:25:38] <cradek> pretty simple :-)
[22:27:10] <JT-Hardinge> how did you knurl it?
[22:27:23] <cradek> plain old knurler
[22:27:29] <cradek> two wheel
[22:27:31] <JT-Hardinge> 2 roller kind
[22:27:55] <cradek> yeah
[22:28:27] <JT-Hardinge> the chnc has a zillion little plastic sealing washers that look like top hats I'm going to try and make a hand full of them
[22:28:49] <JT-Hardinge> I need to find some ground inserts first so they will cut the uhmw
[22:29:54] <JT-Hardinge> time to wander in the house....
[22:30:00] <cradek> seeya
[22:34:27] <andypugh> cradek: I see you have a pulley-centre calculator? I tend to use this one here, which is aware of the various available belt lengths and types. :
http://www.hpcgears.com/calc.htm
[22:40:07] <cradek> andypugh: I derived that because I wanted to make a pulley set with different gearings but the same center-to-center
[22:40:30] <cradek> andypugh: lots of calculators for the simple case (but I've also noticed that at least some of them are wrong)
[22:41:03] <cradek> I saw one that I think was assuming half engagement on both pulleys
[22:41:52] <andypugh> The HPC one has worked for me, so I guess it is right. As I said, the main advantage is that it knows what lengths the belts are available in (and they do seem rather random)
[22:42:03] <cradek> yeah that sounds nice
[22:50:46] <frallzor> http://www.collegehumor.com/video:1933163 dogs are cool :P
[23:12:43] <elmo401> this is what I want to make, though with the column tilting to have 5-axis
http://fraiseuses.charlyrobot.com/1-Charly4U/Charly4U_4axes_Rapid_Prototyping_Rasoir.wmv
[23:21:13] <elmo401> cradek: can you turn threads on that lathe?
[23:29:41] <andypugh> elmo401: They should have turned off auto-focus...
[23:36:10] <andypugh> Right, goodnight all.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}