Back
[13:47:26] <ChanServ> [#emc] "This is the #emc channel - talk related to the Enhanced Machine Controller and general machining. Website:
http://www.linuxcnc.org/, wiki at
http://wiki.linuxcnc.org/"
[13:47:56] <steverob> I'm not concerned about isolating the driver boards from the steppers (yet).
[13:48:57] <SWPadnos> well, that's the most likely ground loop source
[13:48:58] <Valen> get a high speed opto
[13:49:02] <steverob> They're cheap homemade boards so, if I fry one... No biggee... I'm more concerned about protecting my computer.
[13:49:09] <Valen> they are a dollar or so for 10mhz
[13:49:10] <SWPadnos> you should make your BOB the center of a star ground system
[13:49:38] <SWPadnos> hard ground the board to the chassis, and make sure that the grounds from the motor drives, power supply, and PC all connect very well to the BOB ground
[13:50:09] <ChanServ> [#emc] "This is the #emc channel - talk related to the Enhanced Machine Controller and general machining. Website:
http://www.linuxcnc.org/, wiki at
http://wiki.linuxcnc.org/"
[13:51:47] <steverob> I think I have some 4n25's laying around here. I'll have to check the specs and see if they're fast enough.
[13:54:11] <Valen> odds are it would be until you get to pretty high step rates
[13:54:31] <Valen> you might want a push/pull buffer on any long cable runs or pull up/down pretty hard
[13:55:18] <steverob> I'll socket the 4n25's and see how well they work. If they are a problem, I order faster ones.
[13:55:48] <steverob> Specs show 3us response for those devices.
[13:57:27] <SWPadnos> you'll need a buffer for those
[13:57:39] <SWPadnos> the spec shows the input Vf at 50 mA
[13:57:47] <SWPadnos> that's about 1000 times higher than it should be
[13:58:14] <SWPadnos> they don't seem to say the turn-on current
[13:58:35] <steverob> Hmm... Didn't see that. I'll have to see what other optos I have lying around.
[13:59:11] <steverob> Yeah... I was looking for torn-on current and can't seem to find any meaningful data.
[13:59:33] <SWPadnos> there's a "switching schematic" that shows an If of 10 mA
[13:59:36] <SWPadnos> still a lot
[13:59:43] <steverob> Probably easiest to breadboard up a couple and look at the waveforms.
[14:00:01] <SWPadnos> that would be a great part for making an isolated analog output of some kind, like for a VFD
[14:01:18] <steverob> I guess I could add buffers to the BOB but that means I gotta get +5 from somewhere.
[14:01:38] <cradek> clip9: any news for us?
[14:01:39] <SWPadnos> I'd suggest messing with grounding first :)
[14:02:56] <steverob> Yeah. I'll avoid the buffer thingy for now. Hopefully, a couple of optos will fix most of problems.
[14:05:43] <steverob> When first building my boards, I really didn't have any clue as to exactly what would be necessary. I just knew the should take a DIR and STEP signal and cause the stepper to move.
[14:06:41] <steverob> That part works. Now after playing with the thing for a few weeks, I'm seeing so much more that could / should have been done.
[14:06:57] <MrSunshine> how do i know how fast optocouplers i need?
[14:07:02] <MrSunshine> what is a good optocoupler speeD? :)
[14:09:38] <SWPadnos> you can calculate a limit by deciding how fast you want the signals to run (ie, max step frequency), and take into account that the opto speed more or less acts like the RT latency of your PC
[14:09:43] <steverob> Don't know MrSunshine. Trying to figure out what devices I want to use on my system.
[14:10:15] <SWPadnos> and remember that they're often asymmetric - turn-on is often faster than turn-off
[14:10:16] <MrSunshine> i want smd so would like a quite fast one =)
[14:10:32] <steverob> Just wondering if anyone has a specific device recommendation?
[14:11:33] <steverob> I can't really do SMD. I'm making my own boards and the consistency isn't that good, yet.
[14:11:43] <MrSunshine> something like that =)
[14:11:52] <MrSunshine> steverob, ive started to outsource to one i know in sweden
[14:12:01] <MrSunshine> he is quite good at it and it doesnt cost that much to make em =)
[14:12:58] <steverob> I prefer to make my own... I can take a fresh design and have the board in my hand in 2 hours.
[14:13:27] <steverob> If it doesn't work, I can have a different one, this afternoon :-)
[14:13:29] <MrSunshine> aye, true but i do no thave stuff to make double sided =)
[14:13:53] <steverob> Mine are all single-sided.
[14:13:54] <pjm> steverob i have used HP2630 opto's in my isolation boards, they are very fast and reasonably priced
[14:15:17] <steverob> Hmmm... Don't see them on digikey. Where you getting them pjm?
[14:15:25] <pjm> HCPL-0630 is the correct part number
[14:15:25] <pcw_home> H11s are also good enough for software step/dir and cheap and low input current
[14:15:56] <pjm> http://pjm.dyndns.org/HCPL-0630.pdf for hte datasheet
[14:16:09] <steverob> Ah... H11's. Pretty sure I have some here... Somewhere.
[14:16:32] <MrSunshine> but cant find specefications on switch time in any of the datasheets i open :/
[14:18:14] <pcw_home> (H11L1 is the low current one)
[14:19:25] <MrSunshine> hmm, 18uS raise and fall time sounds a bit crappy ? :)
[14:20:10] <steverob> I was looking at the 4n25's . they show 3us response time.
[14:20:30] <MrSunshine> looks like it depends alot on how much current you give it also
[14:20:57] <MrSunshine> "Turn on time" with 10mA is 2uS on 4n35, while at 2mA its 2 to 10uS
[14:21:05] <MrSunshine> ahh no
[14:21:07] <MrSunshine> its the models
[14:21:16] <MrSunshine> thats 4n25-28 the 2uS
[14:21:25] <steverob> I think I'll put together a little bread board and test a couple of different optos.
[14:21:44] <steverob> Gotta go. Catch you guys later!
[14:22:10] <pcw_home> Normal transistor output optos (3-4 usec rated) will more likely be ~10-20 uSec with reasonable components
[14:22:52] <MrSunshine> 6N137 <-- looks quite good? :)
[14:24:22] <MrSunshine> HCPL2630QT or that one
[14:24:28] <pcw_home> they are good and cheap because of multiple sourcing, bad because of fussy VCC and high LED current requirements
[14:24:36] <MrSunshine> 75nS max switching time
[14:28:58] <MrSunshine> but those cost like hell =)
[14:30:25] <pcw_home> Fairchild says ~$.62 so pretty cheap
[14:35:50] <PCW_> PCW_ is now known as PCW
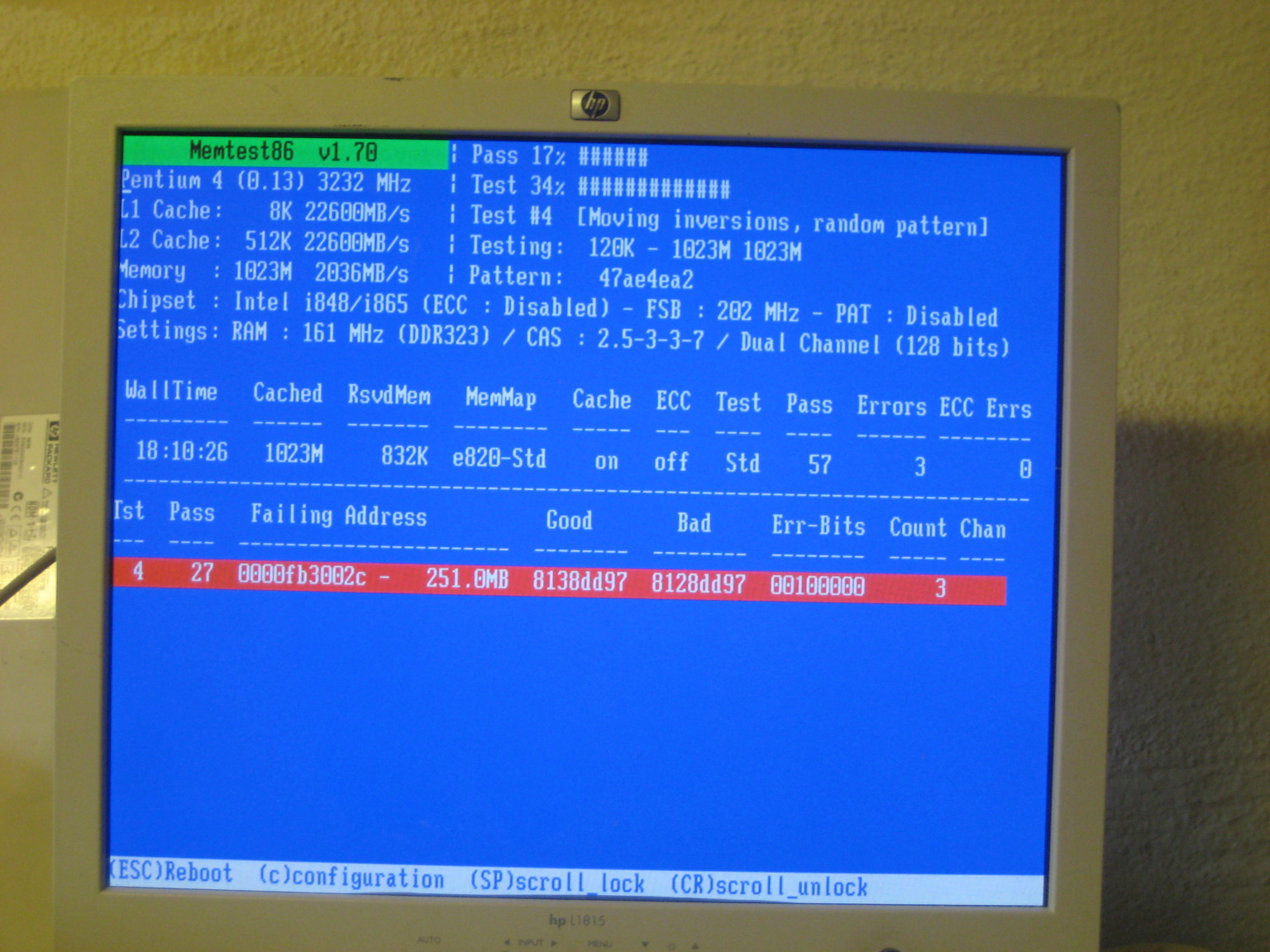
[14:43:11] <clip9> Good news.. I got 3 ram errors!
[14:47:06] <clip9> http://svarteper.com/images/ram_errors.jpg
[14:47:17] <clip9> I'll change the ram and do some more tests.
[14:47:50] <clip9> Sneeky error.
[14:49:27] <clip9> hm.. i have som ecc ram here that may fit.. wonder if the mainboard supports it.
[15:05:42] <cradek> clip9: oh good, that's a great sign.
[15:11:19] <DaViruz> http://daviruz.meeep.net/gallery2/v/eye-fi-dump/IMG_1786.JPG.html
[15:11:23] <DaViruz> yay, touch screen working
[15:11:40] <clip9> Yeah! I'm running a few passes on a new stick of ram just to be sure.
[15:11:54] <cradek> DaViruz: cool!
[15:12:25] <cradek> clip9: yuck, only one error every 6 hours of memtest... sure takes a long time to test ram when we have so much of it.
[15:15:00] <clip9> yep. I've never seen ram errors so far apart. The first pass usually finds them.
[15:17:21] <cradek> looks like it's a single bit of a single byte. I wonder if that's really our cause. If so, no wonder it doesn't happen all the time.
[15:18:20] <clip9> hehe.. *crossing fingers* ;)
[15:36:23] <grommit> I went to log into my EMC motherboard today and the display is all hosed. I can get it into 800x600 (should be 1024x768) but it is all yellow on top of being too small. I tried another monitor so it must be some config parameter in Ubuntu, but I have played with everything I could find and can't get it to work. It is odd because it has been working just fine until today...Any ideas?
[15:42:08] <Jymmm> This looks funny, anyone heard of the brand before?
http://sfbay.craigslist.org/sby/tls/1680352112.html
[15:43:50] <SWPadnos> never heard of them, but looking at their website, I'd say "damn!"
[15:44:00] <SWPadnos> they make some big stuff (they have a rail division)
[15:44:14] <Jymmm> as in railroad?
[15:44:17] <SWPadnos> yes
[15:44:20] <Jymmm> heh
[15:44:30] <SWPadnos> I'm betting that generator is not 10 MW though, more likely 10 kW
[15:45:27] <Jymmm> Yeah, nice that it's continuous duty though.
[15:47:17] <skunkworks_> 10mw - the generator turns at 100000000rpm... :)
[15:47:26] <skunkworks_> MW
[15:48:01] <SWPadnos> radians per millenium?
[15:49:11] <Jymmm> I wonder how loud it is.
[15:49:33] <cradek> it's a small diesel, so it's loud.
[15:50:37] <Jymmm> heh
[15:50:44] <mozmck_work> not always true. I missed a diesel welder/generator that was 10 KW that was *quiet*
[15:51:07] <mozmck_work> sold at an auction for $900 but I didn't have any money.
[15:51:55] <Jymmm> The website lists generators at 50Hz, I wonder if that can be changed to 60Hz ?
[15:52:01] <cradek> the one on the bus is loouuuud, but it might be a little bigger than that.
[15:52:08] <mozmck_work> run 'em faster?
[15:52:16] <cradek> Jymmm: yeah you generally fiddle with the governor on the injector pump to set the frequency
[15:52:35] <Jymmm> cradek: ah, ok.
[15:52:45] <cradek> but not like it would matter, for the kinds of things you'd run on a generator.
[15:56:14] <Jymmm> It looks like you cold just toss a seat & steering wheel on it and drive it around! lol
[15:56:18] <Jymmm> could
[15:56:36] <sealive> green energy on wheels
[15:56:50] <sealive> powerd by EMC
[15:57:01] <Jymmm> Hey, just add some electric motors to the cart...
[15:57:27] <Jymmm> Forget power tool races... GENERATOR RACES!!!!
[15:58:26] <sealive> power tool races are exelent
[15:59:40] <Jymmm> Now, if you tossed that into a car and had electric motors, is that an electric car still?
[16:02:46] <SWPadnos> no, it would be a diesel-electric hybrid, like they had in the late 1800's (or was that early 1900s?)
[16:04:55] <tom3p> Jymmm, you get good stuff on craigslist, i just checked chicago milwaukee cleveland detroit windsor... crap! one tiny mill drill. whatsup is SoCal?
[16:05:23] <tom3p> risk takers or real biz?
[16:05:41] <SWPadnos> it's the location of the formerly prosperous and inventive "silicon valley", which I think has been hit hard by the economy
[16:06:20] <Jymmm> http://www.youtube.com/watch?v=lAl28d6tbko
[16:06:43] <Jymmm> tom3p: So SoCal has the most stuff you're saying?
[16:06:43] <tom3p> never thought of silicon valley as a place to find machinery
[16:06:54] <tom3p> yep
[16:06:56] <Jymmm> tom3p: I'm in NorCal.
[16:07:32] <sealive> Today Mercedes and Renault with Nissan anounced a work together with minicars on Hybrid
[16:07:39] <Jymmm> There's one DDS that will give you an iPad if you get braces.
[16:07:44] <tom3p> i take it back , from whereever you're posting
[16:07:58] <Jymmm> tom3p: Oh, SF Bay Area.
[16:08:25] <Jymmm> tom3p: This specific link
http://sfbay.craigslist.org/sby/tls/
[16:08:25] <tom3p> (tomp makes note Jymm is NoCal SF)
[16:09:20] <Jymmm> since everyone is selling tools like crazy, I just keep my eye out is all. Got a killer garden cart with 8" wheels for $15
[16:11:35] <Jymmm> tom3p: But you really have to be careful.... I got a Heavy duty 5 drawer file cabinet for free, and another guy was selling one for $300. alot of the time the prices they're asking are far more than the retail price.
[16:12:41] <tom3p> bookmarked, thx
[16:13:50] <sealive> what is a drawer Germany here
[16:14:04] <atmega> I've spent 2.5 days dealing with issues after a power outage with an ancient Series6 PLC
[16:16:19] <sealive> wy are in the USA so many power outages my ant in NY wars 5days of she can look to the yankee stadiom from there roof
[16:16:54] <atmega> this was a planned plantwide outage for breaker maint.
[16:17:57] <sealive> and why wars ther no switch to another plant
[16:18:07] <sealive> as it is world wide business
[16:18:42] <atmega> what other plant?
[16:19:06] <sealive> ok nasa is starting the event on the iss i go there :D nice talk to you
[16:19:15] <atmega> oh... the outage was just our facility
[16:20:05] <sealive> here in Europ there are interconnected with 320KV lines
[16:20:13] <SWPadnos> for some reason, I read that as a "planet wide outage", which seemed highly unlikely
[16:20:30] <Jymmm> SWPadnos: He never said WHICH planet.
[16:20:32] <atmega> here too, but we disconnected the power to our plant
[16:20:46] <mikegg> 320,000 V ?
[16:21:04] <sealive> so if one ore even more goes down the downgreads to 220V via 22kV blocks in the towns cities are still on power
[16:21:07] <SWPadnos> 320KV is not that high for long distance transmission
[16:21:22] <mikegg> i've heard of 10 KV
[16:21:25] <SWPadnos> there are very high tension lines in the US that are in the millions of volts
[16:21:32] <mikegg> rly?
[16:21:37] <SWPadnos> 13kV is a standard for "local" transmission
[16:21:42] <SWPadnos> 13.2 or something
[16:21:47] <atmega> the power plant(s) did not go down, we disconnect from the grid to service incoming lines
[16:21:54] <sealive> Niagra Mohawk power plant 3,2GW
[16:22:04] <mikegg> woa
[16:22:17] <SWPadnos> yeah, they use helicopters to lower platforms for the workers to use, and the line workers wear full-body metallized suits
[16:22:37] <sealive> as here in europ
[16:22:56] <SWPadnos> the potential across a person (from head to toe) is high enough to create a deadly current
[16:23:02] <sealive> the line outside my window is running from polen to paris
[16:23:39] <atmega> poland to paris isn't very far
[16:23:57] <sealive> 6000mil
[16:24:15] <SWPadnos> ?
[16:24:24] <SWPadnos> <1000 miles
[16:24:48] <sealive> ok you where wright
[16:25:06] <sealive> from krakau to paris is only 1200km
[16:25:07] <SWPadnos> it's less than 6000 miles from here (Vermont) to Poland :)
[16:25:10] <SWPadnos> but still a long flight
[16:25:41] <sealive> the french have no good head isolation on there houses
[16:26:22] <sealive> in these winter with temp below -20°C the power wars first time changed in direction
[16:26:58] <sealive> normaly the power runs from CATENOM 6 Atom plants to Berlin
[16:27:34] <sealive> you can here if the lines getting overloadet to get the ice off
[16:27:38] <mikegg> if there is one thing the french do right, it's nuclear power
[16:27:50] <atmega> really
[16:27:54] <sealive> they then vibrate slowly and make a high noice
[16:28:01] <mikegg> and smokin hot first ladies
[16:28:20] <atmega> hillary didn't do it for you?
[16:28:25] <atmega> nor barbara B?
[16:28:35] <mikegg> yeah the french get like > 85 % of their electricity from nuclear
[16:28:48] <sealive> more then 95%
[16:28:57] <mikegg> USA like < 20
[16:28:58] <mikegg> I think
[16:29:43] <atmega> .fr subsidizes nuclear
[16:31:18] <mikegg> too bad we can'
[16:31:24] <mikegg> t get nuclear power from corn
[16:31:33] <sealive> http://www.world-nuclear.org/info/reactors.html
[16:33:21] <sealive> mikegg: 19,7 in 2008 for the usa you where highly accurate :D
[16:33:36] <sealive> with 104 reactors
[16:36:17] <sealive> 76.2 fore france
[16:38:01] <sealive> so i got to go tomoro hopfuly the new parts will arrive to restore in my broken driver so i can mill with EMC
[16:38:24] <sealive> By it wars me a plessure to talk to you :D :DD XD
[16:55:21] <mozmck_work> is the method of enabling SMI the same in 2.4 as it was in 2.3 - in the rtapi.conf file?
[16:56:21] <SWPadnos> should be (and it's disabling, not enabling)
[16:56:44] <SWPadnos> that's more of an RTAI thing
[16:58:23] <mozmck_work> ok. how do you do that with run-in-place?
[16:59:15] <SWPadnos> err
[16:59:32] <SWPadnos> change the path of the module when you load it?
[16:59:55] <SWPadnos> there are other kernel modules that get loaded with RIP, so there's got to be a mechanism :)
[17:00:35] <SWPadnos> actually, the RTAI modules are the same for RIP and installed
[17:00:52] <SWPadnos> maybe I don't understand the question :)
[17:05:51] <mozmck_work> I couldn't find rtapi.conf, but I just found it under scripts so I'll try that.
[17:17:25] <andypugh> Does anyone know of a way to reset stepgen counts?
[17:18:20] <andypugh> (and, out of curiosity, what happens if stepgen.counts wraps?
[17:21:14] <andypugh> (I think that the .counts as a U32 would wrap after 750 hours @ 3000rpm with 8x microstepping and a 200 step motor)
[17:23:50] <pcw_home> I know the Stepgen hardware wouldn't like being reset, best way to simulate reset is to use an offset
[17:25:31] <pcw_home> This is how the HM2 stepgen index will work, it just captures the current count (the "reset" is just a lie the driver tells)
[17:25:38] <andypugh> I guess that could be done using a mux that feeds back to itself into the offset function?
[17:26:25] <andypugh> I want to tell an encoder and a stepgen "OK chaps, you are both at zero now"
[17:27:17] <pcw_home> (I dont know if the driver handles it 32 bit wrap it does handle the hardwares 16 bit count wrap)
[17:28:06] <pcw_home> now is a fuzzy thing if you are stepping fast
[17:28:33] <andypugh> This will (should) only happen when the stepgen is stationary.
[17:28:39] <SWPadnos> no, the "canonical" stepgen has a 32-big signed position counter
[17:28:51] <SWPadnos> err, 32-bit
[17:28:55] <SWPadnos> 32 bits big
[17:29:37] <pcw_home> This might be all done in the driver when the stepgen supports index.
[17:30:31] <andypugh> The other approach is to drive the stepgen through a "mod" function, but I don't think HAL has one.
[17:32:18] <pcw_home> I thought there was a mod comp
[17:32:38] <SWPadnos> there's modmath, but it only has one thing in it, which is not "mod"
[17:32:57] <SWPadnos> it's kind of a shortest distance calculator for toolchangers
[17:33:16] <cradek> andypugh: what happens if you disable stepgen, then change its command, then enable it?
[17:33:43] <cradek> I'm pretty sure it won't move upon enable in this case
[17:33:44] <andypugh> cradek: I assume it shoots at full speed to the new position.
[17:33:50] <cradek> try it
[17:34:41] <andypugh> OK, it certainly beats what I was considering, which was having a mux feeding back to itself so that it would only take on a new value when it was toggled.
[17:34:43] <cradek> yeah the code says it does what I think
[17:34:50] <cradek> try it try it
[17:35:04] <cradek> you're using position mode, right?
[17:35:08] <andypugh> Yes
[17:35:14] <skunkworks_> and make another video!
[17:35:15] <skunkworks_> ;)
[17:35:19] <andypugh> That sounds very promising.
[17:35:45] <andypugh> Although, pressing f2 didn't have that effect...
[17:36:08] <cradek> maybe you don't have amp-enable hooked up to that stepgen's enable?
[17:36:11] <andypugh> But I am not sure that the stepgen.enable was wired to axis.enable
[17:37:02] <andypugh> I had the gear-axis trying to do 2000 revs to catch up, which was tedious.
[17:37:16] <cradek> yeah I can imagine
[17:37:30] <andypugh> I tried F2, but it just carried on when powered back up :-)
[17:37:45] <cradek> we had that problem with spindle orient on the mazak. it would slowly unwind all the turns it built up while cutting with the previous tool!
[17:38:02] <cradek> ... which was not optimal
[17:39:18] <mikegg> So I got three quotes for four big MIC6 parts. Two were ~ $5k, and the third was half that. What do?
[17:39:33] <mikegg> go with the cheapest?
[17:39:37] <cradek> ouch, good question
[17:40:08] <mikegg> still waiting on some more quotes to roll in...
[17:40:29] <cradek> is it MIC6 for flatness? do you have a way to verify it?
[17:41:00] <mikegg> yes for flatness. We have a granite table, but I think the parts will overhang in some places
[17:41:39] <cradek> in your place I'd be tempted to try the cheap one, but be ready to reject it
[17:41:51] <alex_joni> I'm sometimes cautious if 2 out of three cost twice as the one
[17:42:02] <cradek> assuming I still had time to have it done right afterward...
[17:42:13] <mikegg> that's what I was thinking. If the drawing is good, and the part can't be salvaged...
[17:48:00] <JT-Work> we have found that if bids are within 10% everyone did their homework and if one is 1/2 they didn't figure it correctly or are taking shortcuts of some kind and if one is double the don't want to do it but if they get it they will still be happy
[17:49:08] <cradek> is it common for several to be within 10%? that seems really close to me.
[17:49:27] <clip9> is G64 PX always in inches?
[17:49:29] <JT-Work> for small things <10k yea
[17:49:33] <cradek> clip9: no
[17:49:52] <JT-Work> G64 Px is in user units
[17:49:55] <JT-Work> I think
[17:49:57] <cradek> clip9: that would be crazy :-)
[17:50:48] <alex_joni> clip9: G64 Pxx is in your program's units
[17:50:54] <cradek> in G20 it's inches, in G21 it's in units of 5 microfurlongs
[17:51:00] <alex_joni> just like G01 Yxx is in your program's units
[17:51:09] <clip9> ok
[17:51:11] <JT-Work> oh I meant +-10% on bids
[17:51:45] <alex_joni> * alex_joni slaps cradek with a 2 firkin heavy trout
[17:51:54] <cradek> no fun giving a straight answer
[17:52:29] <cradek> that's a big fish
[17:52:36] <alex_joni> indeed it is :D
[17:53:03] <alex_joni> a garden snail has a top speed of about 78 furlongs per fortnight.
[17:54:01] <JT-Work> that's only 0.3 sacks
[17:54:37] <JT-Work> but it is 8 stone so yea a heavy fishy
[17:55:23] <JT-Work> * JT-Work must go back to making chips
[17:55:34] <grommit> Does anyone have any idea how one resets a video configuration on Ubuntu 8.04 w/EMC? I turned on the machine today and I get a yellow 800x600 display. It should be 1024x768 and worked fine up until today. When Ubuntu is first booting the display looks fine and I see the orange bar progressing normally, then the ui comes up and it is 800x600 and yellow :-(
[17:56:41] <clip9> delete xorg.conf
[17:56:48] <cradek> hit control-alt-backspace a few times and see if it gets it right
[17:57:04] <cradek> it probably failed to read your monitor's specs upon boot
[17:57:09] <andypugh> cradek: I created an unlinked stepgen in a test config. Enabled it , set pos-cmd to 1000 and watched the pulses in halscope. Disabled it, set it to 10000, no pulses. Enabled it, lots of pulses until it got to 10000.
[17:57:41] <andypugh> (2.3.5)
[17:58:14] <andypugh> This is a software stepgen, I don't yet know if the hostmot2 one is the same
[17:58:15] <cradek> andypugh: grr, that's not what the code says
[17:59:26] <grommit> control-alt-backspace resets things but it keeps coming back incorrectly. control-alt-backspace also seems to send me back to the login screen...
[17:59:34] <cradek> hmm
[17:59:43] <cradek> did you check your video cable to make sure it's plugged in all the way?
[17:59:46] <andypugh> I was watching encoder.2.step in halscope. I also didn't see position-fb or counts change until I enabled, at which point they counted up to the target value.
[18:00:33] <grommit> I tried a whole different monitor/cable and got the same result
[18:01:47] <andypugh> Back to the sticky-mux idea
[18:02:03] <skunkworks_> stinky?
[18:02:07] <mikegg> turn it off and then back on. at least three times.
[18:02:15] <mikegg> :)
[18:02:28] <skunkworks_> grommit: you might want to join #ubuntu and ask...
[18:02:30] <cradek> andypugh: huh, I get the same result
[18:03:01] <andypugh> No, definitely sticky. I want to use it as a sample and hold. Of course, there already is a sample-and-hold, I should use that :-)
[18:04:16] <mozmck> I put the smi stuff in scripts/rtapi.conf and it is not loading the smi module.
[18:04:19] <andypugh> But an s32 sample and hold isn't ideal, so back to the mux.
[18:05:05] <sealive> a quest can i cange the defult loadet file to my own
[18:05:29] <andypugh> sealive: Yes. I do.
[18:06:44] <andypugh> in the [DISPLAY] section of the .ini file, add a line OPEN_FILE = <path to my file.ngc>
[18:08:08] <sealive> thank you
[18:09:46] <andypugh> The only HAL divide is by mult and invert, yes?
[18:13:55] <cradek> andypugh: every time I look at the code, it keeps saying it won't do that. So we must both be mistaken.
[18:13:57] <archivist> if you know the current angle, use that as an offset after the divide ratio change
[18:14:32] <andypugh> archivist: That's what I am coding now. mux/ddd
[18:14:36] <andypugh> Oops
[18:14:54] <andypugh> mux/ddt/abs/comp/scale
[18:15:11] <archivist> its a problem I noticed a while back even for normal work
[18:15:55] <andypugh> cradek: Are you looking at 2.3 code or 2.5 code?
[18:16:59] <andypugh> Do functions get executed in the order they are added to threads?
[18:19:35] <cradek> 2.5 but I think it's the same. I will check that.
[18:19:51] <cradek> functions are executed in thread order
[18:22:50] <andypugh> Thanks.
[18:32:45] <andypugh> I am getting carried away now, and considering feeding the axis.3.position to the gear-chuck so that I can jog it...
[18:33:43] <grommit> joined #Ubuntu and asked about my video problem. Someone suggested running "sudo dpkg-reconfigure -phigh xserver-xorg" which I did but got "FATAL: Module battery no found." Anyone know what that is about?
[18:34:01] <andypugh> Ignore it
[18:34:11] <andypugh> Unless you are on a laptop.
[18:35:12] <grommit> Well, it seems to keep the dpkg-reconfigure from running, so I still have hosed video....
[18:35:28] <grommit> I am not on a laptop, this is with my Intel ATOM motherboard
[18:35:47] <andypugh> Ah. I get that every boot, and ignore it. Perhaps is matters more in your case
[18:38:34] <andypugh> http://www.generation-nt.com/us/bug-442945-fatal-module-battery-not-found-not-fatal-help-167438871.html
[18:40:57] <grommit> Thanks andypugh, is there a way to fix it from that link?
[18:41:14] <andypugh> I don't know, I have just been ignoring it.
[18:50:34] <andypugh> Is it "count = 2" for the invert function? Or is it one with a num_chans instead?
[18:54:11] <andypugh> Ignore me, bad comment character!
[18:57:47] <andypugh> (I had assumed that ; worked in HAL (it does in .INI)
[19:11:13] <andypugh> Are you allowed inline comments at all in a HAL file?
[19:12:33] <cradek> #
[19:13:00] <andypugh> On the same line as the hal command?
[19:13:40] <cradek> I think so, but you shouldn't trust me by now
[19:15:39] <andypugh> I seem to be having problems. Made worse by the fact that my system segfaults if there is a hal loading error, and won't unload some RTAI modules, which necessitates a restart, which I can't do remotely without either walking to the garage or flicking the breaker in the fusebox.
[19:16:20] <andypugh> (the non-unloading modules prevent shutdown)
[19:17:15] <cradek> what do you mean segfaults?
[19:17:37] <andypugh> I don't know what it means.
[19:17:54] <cradek> no, I mean what do you see?
[19:18:50] <andypugh> I can't remember in detail, and I have lost the output now I have restarted.
[19:19:28] <andypugh> Ah, here it is again.
[19:21:09] <andypugh> "/home/andypugh/emc2-dev/scripts/realtime: line 148: 3773 Segmentation fault $INSMOD $MOD"
[19:21:30] <cradek> yick. anything in dmesg?
[19:21:48] <andypugh> Let me pastebin...
[19:25:18] <andypugh> www.pastebin.org/140403
[19:25:53] <cradek> wtf
[19:26:30] <andypugh> Looks like the problem is with "invert" not taking a "count = " parameter?
[19:26:51] <JT-Work> andypugh: some do not have a count
[19:27:19] <andypugh> yes, some have a "num-chans" don't they?
[19:27:52] <JT-Work> http://www.linuxcnc.org/docview/html//man/man9/invert.9.html
[19:28:24] <SWPadnos> it's a comp, so it should have either a count or a list of names
[19:28:45] <andypugh> That's the documentation I am using. It doesn't give the modparam, or the function...
[19:29:22] <andypugh> You are allowed spaces between "count" and "="?
[19:29:25] <SWPadnos> I believe all comps get count|names parameters, unlless "singleton" is in the source which it isn't
[19:29:32] <JT-Work> add one and open the Hal Configuration widow to see what it has
[19:29:33] <SWPadnos> andypugh, maybe, maybe not
[19:29:55] <SWPadnos> JT-Work, this is a command-line parameter, it won't show up in HAL
[19:30:04] <SWPadnos> as in loadrt invert count=2
[19:30:05] <andypugh> That might be what line 106 is trying to say
[19:30:30] <JT-Work> ah right
[19:30:33] <SWPadnos> andypugh, could you pastebin the ini/HAL files too?
[19:30:53] <SWPadnos> did you run emc-environment first? (is that still necessary?)
[19:31:08] <andypugh> Yes, I ran the environment script.
[19:31:13] <SWPadnos> opk
[19:31:15] <SWPadnos> -p
[19:31:31] <andypugh> It was failing at the first loadrt with a "count = " option.
[19:32:16] <andypugh> But the failure of RTAI to unload on HAL-file failure is generic and just something I have been living with. I blame my custom SMP kernel, to be honest.
[19:32:27] <SWPadnos> me too! :)
[19:32:52] <andypugh> It's just a pity I spend so much time messing with HAL files.
[19:32:57] <SWPadnos> it happens, but I think it's relatively rare, that you can't unload modules with "/path/to/realtime stop"
[19:33:10] <SWPadnos> or halrun -U
[19:33:17] <andypugh> That definitely never works, I have tried both
[19:33:38] <SWPadnos> for you, which implies something about the kernel/RTAI install you have, IMO
[19:34:53] <andypugh> Yes, I have only myself to blame. It was a whine, not a complaint to the devs.
[19:34:58] <SWPadnos> heh
[19:35:12] <SWPadnos> would you like some cheese with that? :)
[19:50:58] <JT-Work> white cheddar is my favorite cheese when I have some whine
[19:54:00] <archivist> stop whining :) I like red with edam
[19:54:33] <JT-Work> I've never tried edam but saw it on an episode of Faulty Towers
[19:55:24] <archivist> a bottle of van de worse, a bonfire and cheese
[19:56:30] <archivist> we sometimes got a bottle of van de not_much_better if we were lucky
[20:10:53] <andypugh> the value of ddt seems to depend on the abslute value as well as the change...
[20:18:34] <andypugh> which makes no sense, as the .comp file is very simple and doesn't do that. I suspect I have messed up my HAL
[20:19:42] <andypugh> Yes, that was it :-)
[20:35:32] <andypugh> I am aghast! It works. Once I had the actual HAL file formatting sorted out, the actual change-detect and offset-update logic works perfectly. I can't remember the last time I wrote code that worked first time.
[20:36:23] <skunkworks_> it's not you - it is emc2. :) Nice work!
[20:36:25] <skunkworks_> ;)
[20:36:50] <skunkworks_> so - you can change scale without it moving?
[20:37:00] <andypugh> I was not at all sure that using a mux2 as a sample-and-hold was going to work.
[20:37:33] <andypugh> Yes. I tried all sorts of things and it all worked.
[20:37:33] <SWPadnos> oh sure, but it's more of a pass-through/latch
[20:37:51] <andypugh> Perhaps I should have used the latch instead?
[20:38:40] <andypugh> No, as I clearly imagined the "latch
[20:42:33] <cradek> nice - congratulations
[20:44:14] <ries_> ries_ is now known as ries
[21:03:25] <andypugh> Anybody know John Stevenson? I got an email from him about the hobbing video and can't work out if he is an EMC2 user from the mailing list or not.
[21:05:13] <SWPadnos> I think skunkworks_ posted a link to it on CNCZone
[21:06:58] <andypugh> It has 500+ views. But I am more concerned about how much EMC2 knowledge my reply should assume.
[21:07:25] <SWPadnos> you could ask
[21:08:08] <andypugh> He is currently using a CMOS divider for the same thing, which I suspect will suffer horribly from rounding errors and encoder dither.
[21:08:17] <skunkworks_> andy posted it on cnczone... (I posted it here
http://groups.yahoo.com/group/CAD_CAM_EDM_DRO/message/97229)
[21:08:49] <skunkworks_> no replys though
[21:09:07] <SWPadnos> oh right
[21:09:52] <skunkworks_> wow - an 8gb eeepc is just about too small for xp
[21:10:50] <skunkworks_> he is on that group
http://groups.yahoo.com/group/CAD_CAM_EDM_DRO/message/95734
[21:14:47] <andypugh> He was offering to pay me, which made me think it wasn't an EMC2 chap.
[21:15:44] <skunkworks_> neat!
[21:16:09] <JT-Hardinge> YEA! the plasma is back alive... now I have to find it
[21:16:21] <andypugh> Doesn't seem right to be paid for such a tiny addition to a Free software project.
[21:16:59] <andypugh> JT-Hardinge: I imagined it was quite big.
[21:17:51] <JT-Hardinge> a tad big but the pile of stuff on it is bigger :)
[21:22:13] <JT-Hardinge> but the pile gets smaller each day
[21:22:48] <Jymmm> ds3:
http://sfbay.craigslist.org/sby/zip/1681030838.html
[21:22:58] <JT-Hardinge> * JT-Hardinge now tries to figure out why the part I made yesterday came out undersize by 0.015"
[21:23:16] <Jymmm> * Jymmm hands JT-Hardinge a swarf brush =)
[21:26:26] <JT-Hardinge> I think it needs an Illudium Q-36 Explosive Space Modulator
[21:26:28] <skunkworks_> andypugh: I am not a gear hobber - can you do helical gears the same way?
[21:26:41] <andypugh> Yes. But not yet.
[21:27:01] <skunkworks_> what is missing?
[21:27:11] <andypugh> I would need to add in the sine of the helix angle * X position for that.
[21:27:38] <andypugh> (the PCD also features in that calculation)
[21:29:17] <andypugh> Which would need a comp for HAL as I don't think we have trig. Or I could just have a textbox for advance-per-mm which would work too.
[21:32:56] <JT-Hardinge> * JT-Hardinge bets the tool diameter was wrong in the tool table :/
[21:34:02] <Valen> sucks when that happens
[21:34:14] <Jymmm> * Jymmm hands JT-Hardinge a swarf brush =)
[21:34:15] <Valen> morfic how goes it all?
[21:34:51] <JT-Hardinge> tool diameter/nose radius too big in tool table = part final diameter too small I think
[21:35:07] <Jymmm> nose?
[21:35:33] <JT-Hardinge> Jymmm: the Hardinge Lathe
[21:36:03] <Jymmm> JT-Hardinge: Ok, I'll take your word for it as I have nfc on that stuffs
[21:36:59] <Jymmm> Hey, does anyone still have any MS-DOS terminal proggys handy? Like ProCom Plus and the like?
[21:37:24] <Jymmm> DOS, not windoz
[21:38:00] <atmega> I downloaded telix relatively recently, google it
[21:38:03] <JT-Hardinge> I don't have a clue what that is
[21:38:34] <bill2or3> hah.
[21:38:46] <andypugh> JT-Hardinge: I thought that the "controlled point" was outside the radius with a lathe, and so the radius value doesn't matter very much?
[21:38:48] <Jymmm> JT-Hardinge: It's a dos program that oyu can use to connect to serial port, modem, etc and dial like to BBS'es etc
[21:39:06] <bill2or3> old people call it a "terminal emulator"
[21:39:19] <bill2or3> to which young people reply "what's a terminal?"
[21:39:20] <Jymmm> bill2or3: so, you got one?
[21:39:42] <bill2or3> not here, but perhaps in a box of floppies, in my cellar.
[21:39:44] <Jymmm> bill2or3: No, they think a terminal is something that you telnet/ssh to =)
[21:39:59] <bill2or3> I had a vt220
[21:40:23] <Jymmm> bill2or3: Yeah, I was never sadistic enough to have one.
[21:40:47] <Jymmm> bill2or3: you can only handle amber burn for so long
[21:40:50] <Jymmm> burn in
[21:41:23] <Jymmm> bill2or3: Well, if you find the term proggy, let me know.
[21:41:47] <Jymmm> I'd hate to have to actually BUY it
[21:41:47] <bill2or3> there's a particular box I'll check, if it's not there I have no idea.
[21:41:54] <bill2or3> you can buy it?
[21:42:13] <Jymmm> bill2or3: I tink WeirdStuff has one, but it might be windoz, not DOS.
[21:42:27] <Jymmm> I have nfc where mine is atm.
[21:43:23] <bill2or3> http://cd.textfiles.com/microhaus/mhblackbox3/COM_TERM/PROCOMM.ZIP
[21:43:48] <bill2or3> I hope you have leech access.
[21:44:26] <clip9> cradek: Good news.. I've has 4 dry runs without any issues.
[21:44:43] <SWPadnos> clip9, including motion?
[21:44:52] <Jymmm> bill2or3: Guess I dont, the ZIP wont open.
[21:45:02] <clip9> SWPadnos: yes
[21:45:05] <SWPadnos> cool
[21:45:48] <clip9> I'm not ready to call it yet. :P Going to do some real milling tomorrow.
[21:45:51] <clip9> Good night.
[21:46:08] <SWPadnos> see you
[21:46:34] <Jymmm> bill2or3: Heh, it probably has a virus too =)
[21:47:10] <toastydeath> unrelated; are PLCs sufficient to control things like fuel injectors?
[21:47:29] <andypugh> To run an engine?
[21:47:32] <toastydeath> yeah
[21:47:35] <toastydeath> just curious
[21:48:03] <clip9> Probably. Depends on the PLC and the program. It all comes down to scan speed.
[21:48:09] <toastydeath> stuff with 5-10 microsecond pulse widths
[21:48:22] <toastydeath> oops
[21:48:25] <andypugh> Possibly, they ran fuel injectors with no computers at all.
[21:48:26] <toastydeath> no, millisecond
[21:48:41] <toastydeath> right, but those are mechanical injectors that are throttled
[21:48:44] <clip9> 10 milliseconds is not problem on common plc's
[21:48:52] <JT-Hardinge> some are pretty fast
[21:48:52] <JT-Hardinge> 32 cyl 6000 rpm might be a stretch
[21:48:53] <clip9> no problem even*
[21:49:27] <andypugh> uS is about right for pilot injection resolution.
[21:49:55] <toastydeath> yeah, you're probably right, because if the whole pulse is 4/1000ths of a second wide, you'd need quite a bit more resolution to get accurate fuel metering
[21:50:14] <toastydeath> i don't know much about plcs, i was just curious
[21:51:18] <andypugh> I know that we are running at 80% CPU load on a PowerPC 1Ghz (ish) on our engines.
[21:51:38] <clip9> hehe.. I work with process automation. But i've not worked with process control that needs less than 5ms scan speed.
[21:51:40] <toastydeath> hm
[21:52:27] <andypugh> But the ECU does a whole lot more on a diesel. It is busy interpolating from 4000 seperate maps.
[21:53:14] <toastydeath> what do you use to go from your pc to the injectors
[21:53:19] <TD-Linux> just measuring and creating pulses doesn't need a huge amount of computational power, just specially designed hardware
[21:53:19] <andypugh> (5 injections per cycle, lots of correction factors, boost pressure, rail pressure, EGR control, filter regeneration, cruise control, drivability.....)
[21:53:20] <toastydeath> what hardware/interfaces
[21:54:05] <andypugh> The PowerPC is inside the ECU module.
[21:54:13] <toastydeath> oh
[21:54:26] <andypugh> It's an embeded version.
[21:54:32] <TD-Linux> I worked on a system with PowerPC + fpga
[21:55:03] <TD-Linux> fpga implemented counters, pulse generators, and pulse width measurement
[21:55:44] <andypugh> I am not sure what runs the PWMs etc in the module, I would expect it to be hardware.
[21:56:04] <TD-Linux> yes, doing it in software is horribly inefficient
[21:56:10] <TD-Linux> *ahem* EMC :P
[21:56:32] <andypugh> EMC supports many ways to do it in hardware too.
[21:56:49] <Valen> there is an open source EFI system
[21:56:53] <toastydeath> i guess the fact you have almost pegged a powerpc doing fuel injection rules my idea out
[21:56:55] <Valen> megasquirt +spark
[21:57:06] <toastydeath> i was hoping that, with a plc, you could use it to control other things and modify it easily
[21:57:21] <toastydeath> not that i know anything about embedded systems
[21:58:04] <TD-Linux> andypugh: huh, last time I hear I was told that it couldn't
[21:58:12] <andypugh> No, I think that controlling a Euro5 turbo-diesel with a PLC wouldn't work. I am sure you can control a simple indirect injection gasoline engine with one.
[21:58:45] <toastydeath> ah
[21:59:27] <TD-Linux> <3 cplds and fpgas, but they are difficult to "program"
[21:59:41] <TD-Linux> mostly because it's not a program you are writing
[21:59:47] <andypugh> TD-Linux: My EMC2 offloads PWM and stepgens to a Mesa Card. I think most people here have gone the same way eventually.
[22:00:09] <TD-Linux> andypugh: I was considering making my own motor controller
[22:00:13] <TD-Linux> using USB
[22:00:31] <TD-Linux> latency should be acceptable if enough is offloaded
[22:00:38] <andypugh> USB is inherently non-realtime.
[22:00:55] <andypugh> But there might be ways.
[22:02:02] <andypugh> Google CNC Brain. (Which looks like a failed project)
[22:02:40] <Valen> toastydeath: take a look at the megasquirt
[22:03:27] <toastydeath> Valen, i know about megasquirt, i'm curious about controlling things other than fuel with the same unit
[22:03:37] <toastydeath> but ty
[22:03:55] <TD-Linux> andypugh: actually usb has guaranteed latency if you use it properly
[22:04:06] <Valen> what I would like to do is something like the megasquirt but with one micro per cylinder
[22:04:32] <celeron55> guaranteed minimum latency? 8)
[22:04:40] <Valen> I believe the megasquirt unofficial firmwares do have provision for other engine functions like waterspray and such like
[22:04:42] <TD-Linux> maximum
[22:04:52] <TD-Linux> I would probably use isochronous transfers
[22:04:57] <celeron55> how big is it, then
[22:05:24] <toastydeath> Valen, i meant more things like active suspension and digital camshaft
[22:05:24] <TD-Linux> you can send out packets at a fixed rate, which allows the usb driver to make sure bus is free when they arrive
[22:05:40] <andypugh> http://www.emeraldm3d.com/em_k3.html
[22:05:51] <Valen> digital camshaft?
[22:05:55] <andypugh> Supports CAN which is half-way to what you want.
[22:06:19] <toastydeath> Valen, computer controlled valves instead of a camshaft
[22:06:35] <Valen> ahh evic is the other name for that
[22:06:47] <Valen> I would like to do that too
[22:06:58] <Valen> hard part is getting enough force on the solenoids
[22:07:35] <andypugh> Nobody is doing it yet....
[22:07:47] <toastydeath> i wouldn't try it with solenoids
[22:07:51] <andypugh> (Not in production, at least)
[22:08:07] <Valen> toastydeath what would you open the valves with then?
[22:08:18] <andypugh> Very little can compete with a camshaft for speed, force and rate-shaping.
[22:08:20] <TD-Linux> I don't think anything but a solenoid would be fast enough
[22:08:31] <andypugh> Piezo?
[22:08:41] <Valen> wouldnt have enough movement I'd think
[22:08:44] <TD-Linux> oh... I suppose :)
[22:08:47] <toastydeath> the valves used in electropneumatic paintball guns have quite a bit of flow to them and are very, very fast valves
[22:08:47] <TD-Linux> but yeah travel is very low
[22:09:02] <TD-Linux> toastydeath: they are also solenoids
[22:09:08] <Valen> they would be solenoid I'd imagine
[22:09:13] <toastydeath> yes, i know, but they're not directly opening the valve
[22:09:24] <toastydeath> they're just switching the pressure around in the valve so that it opens
[22:09:34] <Valen> http://rbowes1.11net.com/dbowes/
[22:09:41] <TD-Linux> yeah, they need a pilot pressure
[22:09:53] <Valen> pilot operated valve would be slow I'd think
[22:10:13] <andypugh> Diesel fuel injectors currently use either solenoid of piezo elements to control a piloted hydraulic valve. (the fuel itself is the fluid). They ae very fast but they do run at 1800 bar
[22:10:49] <toastydeath> it's not so much the valve that's interesting, it's that it opens so fast
[22:10:59] <Valen> I figured they would be direct acting piezo
[22:11:07] <toastydeath> so instead of a an air valve, it would be the valve to the engine
[22:11:17] <andypugh> Electronic valves would be fun, you could switch a turbo-diesel to 2-stroke once the boost was up. :-)
[22:11:48] <toastydeath> it probably wouldn't work, but it's interesting
[22:12:00] <TD-Linux> you could turn off cylinders whenever you wanted for variable torque
[22:12:07] <toastydeath> there's at least one race engine builder who has succesfully created a servohydraulic cam, but it's just a research prototype.
[22:12:09] <Valen> oh it'd work, it'd just be inefficent
[22:12:26] <toastydeath> efficiency isn't a huge problem when you're talking about a camshat
[22:12:28] <toastydeath> *shaft
[22:13:00] <andypugh> http://image.dieselpowermag.com/f/9382293/0703dp_14_z+bosch_diesel_injection_system+latest_piezo_injectors.jpg
[22:13:04] <Valen> i meant the 2 stroke turbo mode
[22:13:07] <toastydeath> oh
[22:13:34] <andypugh> The most efficient engines in the world are 2-stroke diesels.
[22:13:51] <Valen> the cylinder geometry however would not be designed to be a 2 stroke primarily
[22:14:14] <andypugh> There is that small point, 'tis true.
[22:14:15] <Valen> unless you optimised on 2 stroke and only used 4 as an off boost starter
[22:14:22] <andypugh> http://people.bath.ac.uk/ccsshb/12cyl/
[22:14:25] <andypugh> Great photos
[22:14:31] <Valen> those "efficent" ones are also way massive
[22:14:45] <Valen> which with square cube law scalings makes them efficent
[22:15:04] <Valen> IE if they made them in a 4 stroke that would probably be the most efficent engine ;->
[22:15:40] <andypugh> I believe that there are inherent good things about a uniflow forced-induction 2-stroke diesel.
[22:16:10] <Valen> are they ported engines or all valves at the top style jobs?
[22:16:23] <andypugh> Piston-ported, I think.
[22:16:36] <Valen> yeah I can see that working
[22:16:49] <Valen> getting a vortex of some kind to get decent clearing
[22:17:14] <toastydeath> how are you going to get a turbo diesel to operate with porting
[22:17:18] <andypugh> You use an oversized turbo/supercharger to blast the cylinder clean
[22:17:32] <toastydeath> don't you need that valve at the top to hold any pressure?
[22:18:11] <andypugh> In the case of a 4stroke runing 2-stroke, you would just use a larger turbo and a lot of valve overlap.
[22:18:41] <andypugh> "Uniflow" means in at the top, out at the bottom.
[22:18:56] <andypugh> There is a cross-section on that link I posted.
[22:19:14] <toastydeath> i mean the pressure the turbo is placing in the cylinder - under boost, if you have a lot of valve overlap, you lose pressure
[22:19:16] <JT-Hardinge> I'm turning a 3/8 piece of drill rod down to 1/4 that is sticking out the collet by 1 7/8" with a cnmg 321 insert I can't seem to find a speed/feed combo that does not vibrate and clues?
[22:19:33] <toastydeath> i was unaware that you could run a turbo two stroke without an exhaust valve for that reason
[22:20:12] <andypugh> JT-Hardinge: Is it the right tool geometry for steel?
[22:20:59] <andypugh> Though that amount of protrusion sounds like a steady would help.
[22:21:02] <JT-Hardinge> LOL I don't know for sure
[22:21:15] <JT-Hardinge> no such thing on a CHNC
[22:21:20] <JT-Hardinge> or tailstock
[22:22:23] <andypugh> JT-Hardinge: Scrool down to "Box Tool" and the picture
[22:22:23] <andypugh> http://en.wikipedia.org/wiki/Tool_bit
[22:23:58] <JT-Hardinge> andypugh: pretty neat
[22:24:44] <andypugh> If you were making lots of parts then a simple bored hole with a toolbit mounted inside it would do the job.
[22:25:45] <andypugh> Or if you wanted two passes, normal tools and rollers mounted "somehow" to support the work on two stations.
[22:25:48] <JT-Hardinge> I only have to make one the correct size lol
[22:25:55] <Valen> http://www.youtube.com/watch?v=jXHvY-zY9hA
[22:27:26] <JT-Hardinge> a little file work and it is fine :)
[22:28:10] <JT-Hardinge> now to drill a 1/8" hole in it 1 3/4" deep :)
[22:32:41] <andypugh> Back in about 1920 my great-grandad left the navy to run this:
[22:32:43] <andypugh> http://www.youtube.com/watch?v=8lW0PJu8wUg
[22:32:58] <andypugh> Watch what it does at 3:22
[22:42:40] <JT-Hardinge> any suggestions for parting off this part
[22:42:56] <andypugh> Hacksaw and face-off?
[22:43:03] <JT-Hardinge> lol
[22:43:22] <JT-Hardinge> I have an insert type parting tool with a 0.120 wide insert in it
[22:43:23] <andypugh> Seriously, I wouldn't bother
[22:50:43] <mozmck> andypugh: about the 2-stroke diesel, I used to think about that a lot. Somebody told me that the old Detroit diesels in trucks were all 2-stroke.
[22:51:18] <andypugh> The Deltic and TS3 were too
[22:51:37] <andypugh> And even the Napier Nomad diesel aero-engine.
[22:52:32] <andypugh> (And just listen to the TS3!)
[22:52:33] <andypugh> http://www.youtube.com/watch?v=mfKmkitnqQY
[22:54:57] <mozmck> there was a zoche aero-diesel that looked really interesting, but I don't know if they ever got it in production.
[22:55:46] <andypugh> The Napier Nomad had an afterburner, which is a bit special for a diesel :-)
[22:55:46] <andypugh> http://en.wikipedia.org/wiki/Napier_Nomad
[23:00:00] <morfic> cradek: thanks for your reply, hope the G72 and G71 w/ arc examples are useful
[23:00:24] <mozmck> hmm, page for zoche is still there:
http://www.zoche.de/
[23:01:40] <andypugh> I was already there
[23:02:51] <morfic> i see in the logs that SWPadnos did indeed say that emc2 can change feedrate based on load if sensors exist, guess question is what type of sensor or circuitry the machine has to show us load now, and if we can keep it and reuse it
[23:03:18] <morfic> bbiab
[23:11:55] <andypugh> Time to log out
[23:12:35] <kbarry> what is arc?
[23:12:41] <kbarry> 'arc'
[23:15:02] <cstop> Laod sensor would be Amps to the motors, feed motors or spindle motor, maybe even through a comparator of some sort. I don't know, but the signal would likely need some conditioning like 0-10V or the like
[23:15:10] <cstop> That would be LOAD
[23:17:21] <cstop> arc?
http://www.linuxcnc.org/handbook/gcode/g-code.html
[23:17:55] <JT-Hardinge> just when you think you know what your doing with offsets you get a suprise
[23:18:24] <pfred1> JT-Hardinge sounds offsetting to me!
[23:18:30] <JT-Hardinge> very
[23:18:31] <cradek> ha
[23:18:55] <cradek> no crashy noise, I hope
[23:19:12] <JT-Hardinge> nope too careful at this point
[23:19:21] <cradek> I've run a reamer through a part at 250 ipm with the help of offsets
[23:19:24] <pfred1> when I read what half the cranks on CNCzone have to say about the IC I just ordered I get pretty offset myself!
[23:19:53] <JT-Hardinge> I've rapid moved an endmill like that a few times at 200IPM
[23:19:56] <cradek> funny part was it worked fine
[23:20:05] <JT-Hardinge> through an immovable object
[23:20:16] <pfred1> cradek luckily I won't have that problem being as there is no way my machine will do 250 ipm
[23:20:24] <cradek> haha, fortunately there was a properly-sized hole in mine where the reamer was to go
[23:20:43] <JT-Hardinge> this one will do 360IPM on Z and 180IPM on X
[23:21:02] <cradek> fast Z is nice for drilling, if it has the accel to go with it
[23:21:31] <JT-Hardinge> it will get with it for sure
[23:21:54] <JT-Hardinge> heh EMC 2.4 just locked up :/
[23:22:27] <JT-Hardinge> Machine/Zero Coord sys g54
[23:22:47] <JT-Hardinge> took about a minute to complete
[23:25:46] <JT-Hardinge> do I need to do a G43 before touching off a tool table entry?
[23:26:33] <cradek> no, it will do it for you
[23:26:43] <JT-Hardinge> ok
[23:28:48] <morfic> JT-Hardinge: you like threading with emc on your lathe(s)?
[23:30:13] <JT-Hardinge> so far I've cut one thread on some 6061 a 0.800"-20 thread
[23:30:27] <JT-Hardinge> it's really purdy
[23:31:36] <cradek> that's a fine one - what's it fit?
[23:31:59] <skunkworks> morfic:
http://www.youtube.com/watch?v=8S1NIhwCzB0
[23:32:09] <JT-Hardinge> nothing till I make a matching nut :P
[23:32:14] <cradek> ha
[23:32:36] <JT-Hardinge> but the thread pitch is perfect
[23:33:48] <cradek> I hope so :-)
[23:38:09] <morfic> JT-Hardinge: nice, you have like a real machine and stuff, Hardinge brings up small 5C manual lathes to my mind ;P
[23:39:02] <JT-Hardinge> CHNC-I 6k RPM 16C or 8" chuck
[23:39:38] <morfic> nice
[23:39:54] <morfic> oh that was skunkworks' link not yours :)
[23:40:10] <JT-Hardinge> what link
[23:40:43] <morfic> <skunkworks> morfic:
http://www.youtube.com/watch?v=8S1NIhwCzB0
[23:41:04] <JT-Hardinge> yea
[23:41:43] <JT-Hardinge> this is mine
http://www.youtube.com/watch?v=LSrJjg-nlB8
[23:42:07] <JT-Hardinge> the other link is Rob's in England
[23:42:54] <JT-Hardinge> * JT-Hardinge goes back to trying to understand more about what I don't know about offsets
[23:42:55] <cradek> the car right behind it is funny
[23:42:56] <morfic> http://www.youtube.com/watch?v=Nn1bJ3YAQdI&feature=related
[23:43:10] <JT-Hardinge> the wifes Honda hybrid
[23:43:18] <morfic> i think videos say more than a thousand words, as far as boss seeing emc2 in action
[23:43:41] <JT-Hardinge> she has at least 18" clearance side to side and at least 12" front to back to park there
[23:43:46] <morfic> boss is VERY interested in emc, since it is close to his idea of "openness"
[23:44:00] <cradek> seems like there are a lot of videos lately. lots of production class machinery.
[23:44:46] <pfred1> NIST didn't make tonka toy stuff
[23:44:47] <JT-Hardinge> I think I was spinning at 5k on that video and cutting at 40ipm
[23:49:07] <Valen> heh yeah that ball test is cool
[23:49:31] <Valen> I'd be interested in trying it on ours if i wasn't worried it'd smash the dial guages
[23:49:51] <cradek> oh stuart's machine? yep. what's cool is the results are better than the machine. he measured its errors and compensated for them in the kinematics he wrote.
[23:50:17] <Valen> how'd he measure the errors out of curisoty?
[23:50:21] <cradek> laser
[23:50:39] <Valen> a commercial laser alignment thing or a DIY thing?
[23:50:40] <cradek> (combined with a lot of cleverness)
[23:50:53] <cradek> yes commercial quality
[23:51:05] <Valen> i meant did he pay somebody else or DIY it?
[23:51:25] <Valen> commercial quality aint what it used to be since things have been getting "made in china" stickers
[23:51:28] <cradek> he did it all himself. his is a commercial shop.
[23:51:50] <morfic> cradek: with some luck, maybe we can add some more production class machinery videos :)
[23:51:56] <Valen> cool, I have been meaning to try some laser + CCD camera stuff to measure the bedways on my mill
[23:52:04] <cradek> morfic: it's not luck :-)
[23:52:12] <JT-Hardinge> you got that right
[23:52:29] <morfic> cradek: i need luck, i think you have an idea what my boss expects for him to feel cozy choosing emc
[23:53:03] <Valen> have you got the pinouts of the drivers yet?
[23:53:26] <Valen> cos the expense in "trialing" emc should be pretty minimal in everything other than time ;->
[23:53:27] <morfic> Valen: not today, crazy day of "can you fix this real quick?"
[23:53:42] <cradek> morfic: Free software will eventually win - but it's just the smart people who see it already
[23:54:04] <morfic> but during the meeting i brought up needing to know what we got, end result us boss has someone else check into availability of analog vs digital drives
[23:54:26] <Valen> I still don't know what you mean by analog and digital drives ;->
[23:54:33] <cradek> bbl, work to do
[23:54:38] <morfic> cradek: he just wants to know someone is available then he needs them, not in a week :)
[23:55:01] <Valen> morfic that someone is going to be you ;->
[23:55:06] <Valen> welcome to open source
[23:55:11] <morfic> Valen: we don't entirely know either, all i know is that power automation said "sorry can't do your digital drives"
[23:55:13] <Valen> job security through knowin stuff
[23:55:45] <morfic> i think my coding is too rusty to make that commitment right now, in long run i would like to know emc so well, i just implement stuff myself
[23:55:49] <morfic> bbiab, dinner
{kind=link}
{kind=link}
{kind=link}