Back
[00:00:27] <andypugh> I have a couple of 3-stack NEMA 23s and as far as I can see they were just more expensive than the 2-stack. They might have higher stall torque, but the torque drops off so rapidly with speed compared to the little one that they don't actually achieve any better performance
[00:00:42] <Guest45235> I have a couple of spare parker M57-102s but they might be to light duty. A couple of amps only, but you must enjoy the building
[00:00:56] <pfred1> yeah I do it for fun
[00:02:02] <andypugh> I have a spare bipolar driver. But I also now have two rotary axes, so might add it to the system at some point so I can have stacked rotary axes for extreme confusion.
[00:02:28] <pfred1> just got spec sheet in hand only 239 oz/in and 2.4 A per phase
[00:03:26] <andypugh> 1.6Nm is useful.
[00:03:57] <Guest45235> Hmm such a puzzle Volts X amps = oz / inches ?
[00:03:57] <pfred1> really with my latest plan I need matched pairs for two axis
[00:04:35] <pfred1> but if i get one of these bipolar motors running I can put that plan on hold for a bit I guess
[00:06:56] <andypugh> 1.7Nm on a 12mm leadscrew with 5mm lead... = 1000N force. (230lbs)
[00:07:54] <pfred1> andypugh I don't know about you but personally I've never pushed a router through work with 230 pounds of force
[00:08:18] <pfred1> andypugh not even my bear of a Hitachi M-12V
[00:10:14] <andypugh> Are you saying it is not enough or that it is plenty? (I think the latter)
[00:10:46] <pfred1> andypugh I'd think it is a bit much but I suppose a lot gets lost through mechanical losses
[00:11:19] <andypugh> With a ballscrew, not much. But the torque drops rapidly with speed.
[00:11:39] <pfred1> something I've noticed fooling around with stepper motors
[00:12:03] <Jymmm> you need to see the torque curve chart
[00:12:14] <andypugh> I have that size motor on my lathe X axis (which is also a mill Y axis) and it pushes a 6mm bit through steel happily enough.
[00:12:19] <pfred1> Jymmm I've seen lots they're all pretty similar
[00:12:36] <pfred1> Jymmm after 1000 RPM steppers just drop off
[00:14:07] <pfred1> andypugh with a ball screw?
[00:15:20] <andypugh> Yes. (though it is a tiny 8mm one as that is all that would fit in space in the saddle)
[00:15:47] <pfred1> andypugh hey if its doing the job the smaller the better
[00:15:58] <pfred1> big screws have more inertia
[00:16:19] <andypugh> And the friction of the balls at a lager radius matters more.
[00:17:15] <pfred1> yeah well unless i scrap an electronics fab it looks like I'll be running acme leads here
[00:17:27] <Valen> amps = ounces, volts = rpm
[00:17:47] <andypugh> Pictures:
http://www.cnczone.com/forums/showthread.php?t=63621&page=2
[00:18:45] <andypugh> Does that look like your motor?
[00:23:20] <pfred1> andypugh I didn't see am otor there it looks a lot like the one on the right in this pic:
http://www.apexdyna.com/imgs/prod/gear1.gif
[00:23:49] <pfred1> its an IMS M-2231-3.0
[00:24:21] <andypugh> Third picture of post #15?
[00:24:45] <andypugh> And video of it chewing through mild steel:
[00:24:47] <andypugh> http://www.youtube.com/watch?v=tq8egziHxVg
[00:28:56] <pfred1> andypugh mine doesn't have the bracket bump on the back
[00:29:42] <pfred1> andypugh your post had no paperclip so it wasn't easy to find!
[00:29:46] <andypugh> That is actually an odd sort of bearing preload thingy.
[00:30:48] <pfred1> andypugh next time just do this:
http://www.atp.pwp.blueyonder.co.uk/CrossSlide3.jpg
[00:32:03] <pfred1> my wires are different colors too
[00:32:22] <andypugh> I can't figure out how to view the files on that site though. (yes, I know it is my own web space, but they have changed the access arrangments and the ISP name twice since it was created, and I can't get to a file list)
[00:32:35] <pfred1> andypugh right click and select view image
[00:32:47] <pfred1> thats what I did
[00:33:12] <andypugh> Yeah, but once I am on CNCzone to do that it seems to make sense to link to the words and the context
[00:33:38] <pfred1> andypugh site must work better in your browser than it does in mine then
[00:33:55] <pfred1> really I think they have it messed up on purpose so you see more banner ads
[00:34:26] <andypugh> Right, enough if this. Time to sleep.
[00:38:32] <pfred1> I think someone should buy Andy a shop-vac for chiristmas
[00:53:44] <whimsical> *
[01:11:06] <KimK> cradek (& everyone): I tried increasing MAX_LINEAR_VELOCITY as we discussed and indeed the jog speed (linear) slider (3rd of 5) now has a higher top end, but the speed still seems to be limited by the "Max Velocity" (MAX_VELOCITY ?) slider (5th of 5). Also, what is the relationship between the AXIS "VEL" displayed value and the "Max Velocity" slider? Does anyone have further advice?
[01:12:46] <KimK> Oops, this is on plain vanilla 2.3.5.
[01:14:20] <KimK> I'll go run a couple more tests and be back in a few minutes.
[01:33:50] <clytle374> Who here wanted me to test a kernel a weeek or so ago?
[01:34:02] <clytle374> Been real busy the last week.
[01:34:43] <clytle374> mozmck, was that you?
[01:45:23] <Tome> Tome is now known as Guest23367
[01:45:40] <Guest23367> anyone have experience using Mesa 7i43 with 7i47 and differential encoders?
[01:46:20] <whimsical> Not I sorry
[01:47:22] <clytle374> A little, what do you need to know?
[01:49:15] <Guest23367> Well, I am new at this so forgive my stupidity here....I am looking at the example .BIT files and the ones there show encoders with A,B and Index
[01:49:31] <Guest23367> My encoders have A, A', B, B', X, X'
[01:49:44] <Guest23367> Do these have to somehow be defined in a .hal file?
[01:50:06] <Guest23367> Or do I modify the PIN files to map logical IO to physical IO and it just knows what to do?
[01:53:09] <Guest23367> .BIT == .PIN, sorry
[01:53:23] <clytle374> I'm new to. The 7i43 is a parallel port card, right?
[01:53:28] <Guest23367> yes
[01:54:01] <Guest23367> i have one set of io cabled to a 7i47 which does 4 encoders and a number of step/dir
[01:55:25] <Guest23367> I and trying to configure it for a 3 axis (x y z) stepper machine with differntial encoders on each motor
[01:56:33] <clytle374> Do you have differential inputs?
[01:57:19] <Guest23367> On the 7i47, yes
[01:58:10] <Guest23367> I have A, A', B, B', X, X' (and +5v and gnd) wired from the encoders to the 7i47
[01:58:44] <Guest23367> I have my stepper drivers also wired to the 7i47 on it's stepper outputs
[01:59:26] <clytle374> I think you need a .bit file for that. is there one in EMC?
[01:59:54] <clytle374> Something similar came up a week or so ago.
[02:00:37] <pcw_home> Yes, you need a bit file specific to the 7I43 you have and having a 7I47 compatible pinout
[02:01:40] <clytle374> * bows out
[02:01:54] <Guest23367> I looked at the example configs, but they only show encoders with A, B, and Index.
[02:02:09] <Guest23367> There are no differential encoders there
[02:03:18] <Guest23367> Is there an example some where that I could look at the shows 6 inputs from the encoder?
[02:03:39] <cradek> whether your encoder is differential or ttl is purely a hardware matter. emc doesn't know or care about that.
[02:03:53] <pcw_home> Handling differential encoders is done on the daughtercard
[02:04:04] <cradek> you set a jumper on the mesa card and wire it up accordingly - see the instruction manual for the daughter card for the jumper settings.
[02:05:09] <Guest23367> I have the cards wired and jumpered correctly. My issue now is trying to get the config files set up in EMC
[02:05:10] <pcw_home> So your 6 encoders wires get translated to 3 an the FPGA interface (what the pin file shows)
[02:05:51] <Guest23367> As I understand it, the .PIN file maps the logical IO to physical pins
[02:06:04] <pcw_home> But you need a specific .bit file for the 7I47 (so the FPGA interface matches the 7I47s pinout)
[02:06:35] <pcw_home> The .PIN file lists a specifics BIT files pinout
[02:07:03] <Guest23367> And do I make that myself?
[02:07:20] <pcw_home> Its just documentation, The BIT file has a hardwired pinout
[02:07:43] <Guest23367> I thought I loaded SVST4_4B and then adjusted the .PIN file for the mapping
[02:08:03] <pcw_home> Wish it were that simple :-(
[02:08:29] <Guest23367> Hmm, I think I am more confused then.
[02:08:35] <Guest23367> Perhaps more reading
[02:08:48] <pcw_home> you will need something like SVST6_4B_7I47
[02:08:54] <Guest23367> Those are binary files
[02:09:17] <Guest23367> Do I get them from Mesa?
[02:09:48] <pcw_home> Probably easiest in this case as I have a template for it
[02:10:36] <Guest23367> I was talking to Peter Wallace and he didn't offer anything 7i47 specific, he said I should inquire on the list
[02:10:52] <pcw_home> I built one for someone else last week but it was for a 200K 7I43, most likely you have a 400K card
[02:11:02] <Guest23367> of course! :-)
[02:11:04] <pcw_home> Thats me
[02:11:15] <Guest23367> How do you build them?
[02:11:39] <clytle374> I didn't know if that was public knowledge, I had figured it out.
[02:11:48] <Guest23367> These are firmware files right?
[02:14:11] <clytle374> Guest23367, that is an ugly dark world, building the firmware is.
[02:15:10] <pcw_home> I would not recommend fighting the Xilinx tools unless you need to
[02:15:33] <cradek> amen
[02:15:37] <Guest23367> I am generally not afraid of such things, though I don't relish beating my head against walls
[02:15:58] <Guest23367> Can what I want to do be done with the stock firmware?
[02:16:22] <Guest23367> I am a bit at a loss to understand why I wouldn't have been told that I need special firmware that I don't have
[02:16:32] <pcw_home> No not with a 7I47 (though that will become stock eventually)
[02:16:46] <Guest23367> wtf
[02:16:49] <Guest23367> bummer
[02:17:21] <Guest23367> so what are my options then?
[02:18:17] <pcw_home> I can bulild you a bitfile when I get back to work, maybe tomorrow but might be Monday
[02:18:44] <Guest23367> What specifics do you need to know to do that?
[02:19:12] <pcw_home> (assuming you have a 400K 7I43, the 200K bitfile is in the 7I43 distfile on our website)
[02:19:57] <pcw_home> I already have the source, I just need to compile the bitfile
[02:19:58] <Guest23367> Yes, I have a 400k 7i43. I was planning for the future. Apprently, at to the detriment of the present ;-)
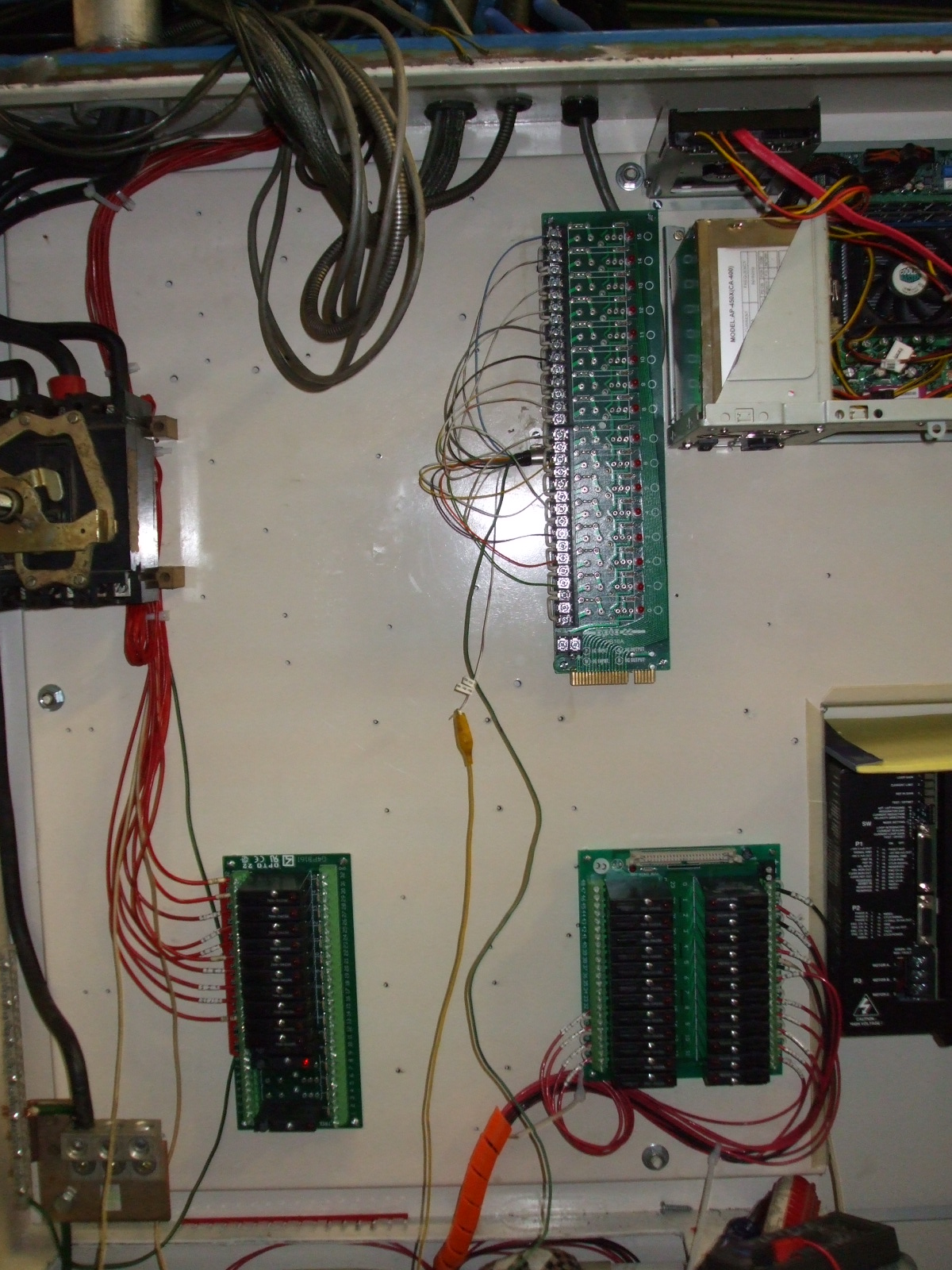
[02:23:39] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/morewiring.JPG
[02:24:02] <pcw_home> You can test the rest of your setup as long as you disconnect the 7I47
[02:24:16] <skunkworks> all hydraulic solinoids hooked up.. Some inputs (tool reader)
[02:24:24] <pcw_home> (in the interim)
[02:24:35] <Guest23367> Well, there ain't much to my setup if I disconnect the 7i47!
[02:25:20] <Guest23367> I guess I need to figure out how to control the spindle which is on the other half of the 7i43....
[02:26:28] <pcw_home> Well theres messing with HAL files, making sure the CPU FPGA connection works etc
[02:26:42] <clytle374> pcw_home, when I load sv12im_2x7i48_72.bit using num_encoders=3 num_pwmgens=3 num_stepgens=0
[02:26:44] <clytle374> I get 3 pins for muxed encoders on p3 and p4 also. is there a config option for those?
[02:26:55] <clytle374> Or are those pins lost for now?
[02:27:29] <Guest23367> The FPGA is getting loaded correctly. I was able to move an axis (using the wrong axis controls) just from the included files
[02:28:14] <pcw_home> skunkworks Nice yellow wire...
[02:28:26] <Dave911> skunkworks: You have used the OEM750 stepper drivers before from Parker right?
[02:29:23] <pcw_home> clytle374: Does this happen with a normal setup (6+6) ?
[02:29:48] <Guest23367> I just had an epiphany.
[02:30:12] <Guest23367> pcw_home: Peter? (me slapping my head)
[02:30:13] <clytle374> I'll tell in a minute.
[02:30:56] <skunkworks> Dave911: yes - work great
[02:31:20] <Dave911> How do those drives compare to Geckos - like the 203V etc?
[02:32:20] <skunkworks> I have not used geckos.. So I cannot compare. But they microstep and such.. Like I say - never had issues.
[02:32:50] <Dave911> OK.. thanks.. Looks like the K&T panel is getting fuller... ;-)
[02:33:21] <skunkworks> Thanks!
[02:33:26] <mozmck> clytle374: it may have been me wanting a kernel tested, but I'm not sure it's worth it now.
[02:33:42] <pcw_home> bbiab
[02:33:46] <clytle374> pcw_home, p3-21 is Muxed select and so is p4-01, p4-3, p4-05
[02:34:28] <clytle374> mozmck, is it broken?
[02:34:37] <mozmck> I'm working on a lucid kernel now, and it looks like the 2.6.31 rtai patches were somewhat buggy, so I won't be messing with karmic anymore.
[02:35:20] <clytle374> heads up on 2.6.32 islocpus is broken. I found a patch to fix it.
[02:36:28] <mozmck> Numbers of folks had problems with karmic rtai builds not booting, for others it worked fine.
[02:36:38] <mozmck> good to know, where's the patch?
[02:37:03] <clytle374> I'll share, but I don't remember where it came from.
[02:37:33] <mozmck> I haven't used isolcpus on lucid yet, just got an rtai kernel running. won't boot unless I tell it 'nomodeset'
[02:37:53] <mozmck> oh, and that computer is single core
[02:38:34] <clytle374> I had a few that wouldn't boot for no good reason.
[02:38:44] <Dave911> pcw_home: Are bit files for the 7I47 required for the 5I20 also?
[02:39:05] <whimsical> He has stepped away
[02:39:22] <clytle374> on 2 cpus the isolcpus results in much better latency
[02:39:42] <Dave911> go grab him for me would you... ;-)
[02:39:59] <whimsical> Sorry Dave...
[02:41:09] <Dave911> If he can answer when he can... I'll check back later .... thanks.. :-)
[02:42:46] <mozmck> clytle374: so I've heard, haven't played with it yet even on my dual core pc
[02:44:15] <Dave911> mozmck: do you think that lucid will be more stable if karmic was buggy?
[02:46:31] <SWPadnos> mozmck, what video card do you have in your lucid dev machine?
[02:46:45] <SWPadnos> (did I ask you that already?)
[02:47:04] <clytle374> mozmck, here's the patch
http://pastebin.com/eG8A8L6C
[02:50:31] <mozmck> sorry was on the phone
[02:50:46] <mozmck> my lucid machine I think is onboard intel graphics
[02:51:36] <mozmck> Dave911: the bugginess was in the rtai patches I believe, and the newest one supposedly has them fixed
[02:53:57] <SWPadnos> huh. weird
[02:54:22] <jimbo> How do you net multiple outputs to a single input? mux2.9 I have tried net jogvalue <= mux2.0.out mux2.1.out etc.
[02:54:25] <Valen> a 10.04 ubuntu would be nifty for emc
[02:54:29] <SWPadnos> I know there are issues with both the ATI and Nvidia proprietary drivers, and I think there are also some with the radeon and nv drivers, but I thought Intel was OK
[02:54:32] <Valen> well i mean in terms of booting
[02:54:52] <Valen> on 8.04 we used nvidia binary fine
[02:55:02] <Valen> with SMP
[02:55:02] <mozmck> I keep seeing fixes for the i915 driver, which is intel
[02:55:22] <SWPadnos> yeah, beta2 might work out better
[02:55:42] <mozmck> I think the problem is in the kernel drm driver, haven't had problems in X
[02:55:53] <SWPadnos> I've got a new laptop running off the beta1 CD at the moment. trying to decide how to save the Win7 install in case I want it later :)
[02:56:10] <Valen> dd | pbzip2
[02:56:11] <SWPadnos> yeah, who knows how well kms works with RTAI
[02:56:37] <SWPadnos> Valen, apparently you missed that it's Windows 7, so that's about 30 GB of crap to zip up
[02:56:48] <clytle374> My Karmic rtai would just lock with a flashing cursor right after grub
[02:56:50] <Valen> make the install CD's?
[02:56:56] <SWPadnos> and that doesn't count the hidden recovery partition
[02:57:08] <Valen> yeah, DD the recovery partition
[02:57:13] <Valen> and the boot block
[02:57:19] <SWPadnos> well, I could do that, but the first thing it wants to do when you boot it up is to register and all that crap
[02:57:24] <SWPadnos> and I don't really want that
[02:57:36] <SWPadnos> what I may do is stick the spare 500GB drive I have in that machine and install there :)
[02:57:42] <SWPadnos> if I can find it on my desk
[02:57:51] <Valen> if its a laptop stick a SSD in it
[02:58:00] <Valen> they are *SOO* much faster than spinning disks
[02:58:11] <SWPadnos> except that I already have the 500GB drive
[02:58:15] <SWPadnos> somewhere
[02:58:16] <Valen> and not too insane in terms of price
[02:58:17] <Valen> lol
[02:58:42] <Valen> just sayin, if you want the laptop to be "zippy" SSD is the way to go ;->
[02:58:54] <SWPadnos> oh heh - I forgot about all those Las Vegas "business cards" :)
[02:59:02] <SWPadnos> yeah, that's for sure
[02:59:13] <SWPadnos> but it's not a powerhouse, it's meant for long battery life
[02:59:27] <KimK> cradek: I have a little more info now. The Max Velocity slider (#5 of 5) seems to be set by whatever I put into [Axis_0]MAX_VELOCITY, no matter about other axes. What do you think? (2.3.5)
[02:59:33] <SWPadnos> 12 hours specced, people actually report getting 9-10 or more
[02:59:47] <Valen> still, I benchmarked the transfer rate on some 2.5" drives at 12mbyte/sec
[03:00:58] <mozmck> clytle374: that's how this computer does if I don't use nomodeset
[03:01:18] <SWPadnos> the stock hard drive gets 1705.93 and 67.98MB/sec from hdparm -tT
[03:01:37] <KimK> (everyone is welcome to kibitz on this too)
[03:02:06] <pfred1> The higher the current capacity of power supply is, the higher the possibility of the above destruction or smoke generation.
[03:02:09] <pfred1> Therefore, it is recommended to take safety countermeasures, such as the use of a fuse.
[03:02:10] <SWPadnos> KimK, out of curiosity, what happens if AXIS_1 has a higher settings
[03:02:12] <SWPadnos> ?
[03:02:34] <KimK> It seems to ignore it and use the AXIS_0 setting
[03:02:42] <SWPadnos> yay! found it
[03:02:54] <SWPadnos> ok, so it's not using the largest one, just the first one
[03:03:01] <pfred1> * pfred1 spreak engrish!
[03:03:52] <Valen> SWPadnos 144.76 MB/sec ;->
[03:03:59] <mozmck> SWPadnos: did you see www.kernel.org?
[03:04:08] <SWPadnos> KimK, set [TRAJ]MAX_LINEAR_VELOCITY
[03:04:22] <SWPadnos> it uses that preferentially, or if that's not set it uses the AXIS_0 settings
[03:04:25] <SWPadnos> setting
[03:04:35] <SWPadnos> heh
[03:04:41] <KimK> The reason I got into checking this is because John's BP2 has unequal axes, X & Y are 80 IPM, Z is 24 IPM.
[03:04:56] <pcw_home> "Dave911pcw_home: Are bit files for the 7I47 required for the 5I20 also?"
[03:04:57] <pcw_home> only if you have a 7I47 and a 5I20...
[03:05:44] <SWPadnos> KimK, so that's expected behavior :)
[03:06:16] <Dave911> pcw_home: I've got one and I was about to wire it up...
[03:07:06] <clytle374> mozmck, thanks. After switching to the .32 kernel the problem went away. Of course the isolcpus was a PITA until I found the patch.
[03:07:18] <KimK> I do have [TRAJ]MAX_LINEAR_VELOCITY set (to 150 IPS) and indeed the linear jog slider (#3 of 5?) goes up to 150 IPS, but stepper velocity seems limited to 80 IPS (as is Max Vel slider (#5 of 5).
[03:07:50] <SWPadnos> KimK, then I don't know what UI you're looking at - is that touchy?
[03:07:56] <KimK> No, AXIS
[03:08:14] <SWPadnos> then I'm confused as to why you have so many sliders
[03:08:31] <SWPadnos> is there a screenshot you
[03:08:33] <KimK> Me too
[03:08:47] <SWPadnos> you're referring to when you say "#5of 5"
[03:08:55] <KimK> sure, let me go to the shop (1 min.)
[03:09:04] <SWPadnos> ok
[03:09:15] <Dave911> pcw_home: sorry if I am making work for you.... this is a holiday weekend for many.. except the ones that have to work.. ;-)
[03:09:26] <SWPadnos> holiday?
[03:09:43] <Dave911> check your calendar ...
[03:09:44] <SWPadnos> oh, is Easter or Good Friday or something this weekend?
[03:09:58] <pcw_home> "clytle374>pcw_home, p3-21 is Muxed select and so is p4-01, p4-3, p4-05"
[03:10:00] <pcw_home> Thats fairly crazy, what does the .PIN file say those pins are?
[03:10:34] <Dave911> pcw_home: sorry .. don't understand..
[03:10:56] <Dave911> whoops more than one conv going on ...
[03:11:05] <clytle374> I don't think I ever got a .PIN, it usually comes with the firmware right?
[03:11:20] <pcw_home> Yes
[03:13:18] <clytle374> pcw_home, now I don't even remember where I got the .bit file. Here is one I bookmarked from jepler
http://emergent.unpy.net/files/sandbox/sv12im_2x7i48_72.pin
[03:13:45] <pcw_home> I'll generate one when I get back to work. only pin 10 should ever be the mux select for a 7I48 so either its a error in you bitfiles IDROM
[03:13:47] <pcw_home> or the way its parsed by the patch
[03:14:33] <Dave911> pcw_home: did you see my reply...
[03:15:15] <pcw_home> I would expect there may be trouble because the 7I48 has some global pins and the IDROM parser hasn't had to deal with these before
[03:16:29] <clytle374> pcw_home, cool, thanks. At the rate I'm going I'll never get there anyway.
[03:16:38] <pcw_home> but what I would expect is maybe enabling the second mux output, there are not even any encoders on P4... (assuming this is a 5I20)
[03:17:02] <clytle374> yes 5i20
[03:17:12] <pcw_home> dave911 reply?
[03:17:39] <Guest23367> pcw_home: when you generate bit files where will they be posted (for 7i43 + 7i47) or will you email about it?
[03:17:41] <BridgeportIIa> This is KimK in the shop. OK, here's the screenshot:
http://imagebin.ca/view/g-jNEs-I.html Too many sliders? (2.3.5, pico-systems ppmc universal stepper controller)
[03:17:51] <pcw_home> When I get back to work ill whip up a new bitfile and pin file and see if anything looks funny
[03:18:06] <clytle374> help build Dad's garage, cows, gardens, cars, milking machine. Too much going on here
[03:18:26] <Dave911> Yes.. I didn't want to step on clytle.. I have a 5i20 and a 7i47.. do I need anything special to make this work.... beyond what is distributed with EMC2
[03:18:39] <pcw_home> Guest23367: probably best to email me and I'll bounce it back
[03:19:06] <Guest23367> ok
[03:21:18] <pcw_home> clytle374: did you check all 6 encoder inputs (on P2) with EMC?
[03:21:20] <pcw_home> I think I tested it with Jeplers patch but Ive forgotten
[03:21:26] <SWPadnos> BridgeportIIa, that looks right
[03:21:47] <SWPadnos> so it's the Max Velocity one that always goes to the setting in AXIS_0?
[03:21:55] <SWPadnos> can you post the ini file?
[03:22:04] <clytle374> pcw_home, I tested the first 2, but not at once. Trying to get cables all build up
[03:22:27] <clytle374> pcw_home, maybe you should change your uname to something like pcw_working_at_home ;)
[03:23:18] <Guest23367> as far as I can tell he works at all times so "working" is redundant :-)
[03:23:47] <pcw_home> Dave911: theres a 5I20 7I47 config around dont know if its in the EMC distribution or not
[03:24:04] <clytle374> If they work independently should they be okay? I can do that real quick, but I can't detect things like lost counts. yet.
[03:24:21] <clytle374> ^^ @ pcw_home
[03:24:46] <Dave911> Any idea where a copy might be ....
[03:25:00] <pcw_home> If an even and an odd channel work then muxing is working so the mux-pin was found and enabled by the driver
[03:25:28] <Dave911> Other than the .pin at the end any do you know how the file might be named?
[03:26:45] <pcw_home> Pretty sure I tested all 6 encoder input with EMC
[03:27:01] <BridgeportIIa> OK, ini posted at
http://pastebin.com/U90xCReK
[03:27:16] <pcw_home> Dave911: SVST2_4-7I47.BIT
[03:27:37] <pcw_home> 4 encoders 2 pwms 4 stepgens
[03:28:28] <clytle374> pcw_home, I thought those screw terminals were just plugged into the board. I'm scared to pull any harder.
[03:28:42] <SWPadnos> BridgeportIIa, there is no [TRAJ]MAX_LINEAR_VELOCITY setting in that file
[03:29:06] <Dave911> Yep, I found it.. It is in the distribution I pulled down with Git on version 2.4 pre That will work for me... Thanks!
[03:29:08] <SWPadnos> there is one in the DISPLAY section,
[03:29:38] <pcw_home> Its been around for while (Smithy uses it)
[03:30:30] <pcw_home> Unlike the pre-alpha one we give to clytle374...
[03:30:41] <clytle374> ;)
[03:31:08] <Guest23367> or the non-existent one for me ;-)
[03:31:15] <Dave911> pre-alpha ... bleeding edge x 2 ?
[03:32:02] <clytle374> Guest23367, pcw can build that okay. I got mine and it was labeled 'a hack'
[03:32:15] <Guest23367> I know, I know. Shut up and figure out what I am doing. Then I can complain. I hear ya...
[03:33:04] <Guest23367> clytle374: I guess that could be a bit disconcerting!
[03:33:18] <Dave911> >>Its been around for while .. jackpot! :-) I like it.
[03:33:36] <clytle374> Guest23367, I knew when I ordered the card, so i can't complain
[03:33:41] <pfred1> EMC2 satisfaction guaranteed or double your money back!
[03:33:59] <BridgeportIIa> Oops, sorry. I was going by the Integrator's Manual which has it in the [display] (only for AXIS) section, I guess I thought that was it. [traj]max_linear_velocity is not mentioned in the Integrator's Manual. OK, fixing things and trying it again now...
[03:34:08] <Dave911> Yes, but has EMC2 ever paid up?
[03:34:17] <clytle374> I though it was "if it breaks you own both pieces"
[03:34:39] <pfred1> Dave911 0* anything = 0
[03:35:27] <Dave911> pcw_home: Thank You very much! I really appreciate you answering my questions at 11:32 pm.... I will remember. :-)
[03:36:01] <Dave911> pfred1: See.. they refuse to pay... ;-)
[03:36:05] <pcw_home> Only 8:35 here
[03:36:20] <whimsical> Where did the time go?
[03:36:33] <clytle374> pcw_home, your chickens still online?
[03:36:38] <pfred1> whimsical its all still there it is just behind us now
[03:36:54] <Dave911> Well... you could have just left that alone.... I didn't need to know that! :-)
[03:37:12] <pcw_home> Ya, we've got 5 dozen eggs in the refrig
[03:37:22] <whimsical> It seems there is more behind than ahead, but that ahead is all I've got to look forward to.
[03:38:10] <Dave911> Sounds like a hunt in the works..
[03:38:12] <pfred1> I'm not so sure i believe in the future although so far it has always come to pass
[03:38:30] <whimsical> predictable that!
[03:38:31] <pcw_home> Has been cold and rainy here so they're slowing down for a bit
[03:38:56] <clytle374> Nice, we put the milking machine on the cow for the first time today. She was a little freaked out at first. After some sniffing and tasting it, she was okay with it.
[03:39:14] <whimsical> Who did the tasting?
[03:39:17] <Dave911> pcw_home: you have chickens?
[03:39:21] <clytle374> the cow
[03:39:22] <pfred1> pcw_home the weather has finally broken here its perfect
[03:39:36] <clytle374> 80F today here.
[03:39:43] <whimsical> NE Puurfect! Ski tomorrow
[03:39:47] <pcw_home> Yes 8 ATM have had as many as 20 or so
[03:39:53] <pfred1> clytle374 I'm on the coast its cooler
[03:40:17] <whimsical> Is a group of 20 chickens called a cackle?
[03:40:30] <pcw_home> 80F in sunny CA its about 50 with scattered showers
[03:40:39] <pcw_home> 80F!
[03:40:47] <Dave911> I'd like to get some.. I have plenty of space.. but I need a coup for the winter as N. Indiana is pretty rough.
[03:41:19] <whimsical> Get a weasel, then you won't need a coupe
[03:41:29] <pfred1> I don't personally have any chickens but where I'm at is the #2 producer in the country or so I've heard
[03:41:33] <pcw_home> Predators are a problem so a coop is pretty much a necessity
[03:41:51] <Guest23367> Weasel's herd chickens? ;-)
[03:42:09] <whimsical> I had some chickens...but they drove away in the coupe
[03:42:31] <pcw_home> dont know about that bu dogs opposums and racoons sure like to kill them
[03:42:37] <BridgeportIIa> SWPadnos: Thanks for your help, making progress now, Max Vel slider (#5 of 5) ca now reach 150 IPM. I'll run it through the test program and see what happens next.
[03:42:48] <BridgeportIIa> ca -> can
[03:42:50] <whimsical> Yum Yum Chicken guts
[03:43:15] <Dave911> We have booth coons and possums around here... Didn't know they like chicken.
[03:43:30] <Guest23367> my dog is allergic to chicken (really). Dog with a food allergy, go figure.
[03:43:39] <clytle374> Dave911, they love chicken
[03:43:54] <pcw_home> Bits-o-chicken -- not fun when they are pets
[03:43:55] <SWPadnos> BridgeportIIa, great
[03:44:06] <whimsical> Does the dog KNOW it has a chicken allergy? There is a market if it does!
[03:44:11] <Dave911> not good.... I can't keep the coons out of my barn...
[03:44:28] <Guest23367> No, it eats it anyway and then his hair falls out and pukes everywhere
[03:44:44] <clytle374> .22LR loves coons
[03:45:06] <whimsical> lead poison!
[03:45:39] <Dave911> I've trapped them, shot them, etc gets really tiring. Every winter they move in...
[03:45:40] <pcw_home> Racoons are smart and clever with their claws (we needed to get fancy latches to keep them from opening the coop doors at night)
[03:45:48] <SWPadnos> well this sucks. my laser printer prints streaks on every page, so I need to replace the charge roll
[03:45:52] <SWPadnos> which is no longer available
[03:46:06] <clytle374> SWPadnos, did you check the lens?
[03:46:12] <SWPadnos> yep, cleaned that
[03:46:16] <Dave911> Might be the drum.. just replace mine on a sharp for the same reason
[03:46:22] <SWPadnos> and a couple of other things
[03:46:35] <Dave911> or is that the charge roll..
[03:46:37] <SWPadnos> can't really get the cartridges any more either (which contain the drum)
[03:46:54] <SWPadnos> well, I can, but it's $319 for the high yield cartridge
[03:46:55] <Dave911> New printer time!
[03:47:01] <SWPadnos> I've only got 10000 pages on this one
[03:47:11] <SWPadnos> how annoying
[03:47:25] <Dave911> What kind of printer is that!
[03:47:33] <whimsical> You are not an active member of the "Paperless Society" are you.
[03:47:43] <clytle374> pcw_home, around here the coons will run chickens into a corner and eat them through the wire.
[03:47:59] <SWPadnos> Lexmark Optra M412
[03:47:59] <pfred1> whimsical trees need to be chopped down and turned into pulp!
[03:48:23] <whimsical> That's why they invented NEWS Papers
[03:48:38] <SWPadnos> it's a networked workgroup printer, so I'd have expected supplies and parts to be available for more than 10 years
[03:48:44] <SWPadnos> oh well
[03:49:04] <whimsical> A sale is a sale ;_)
[03:49:14] <SWPadnos> and I've only used half of this toner cartridge (they last for 17k pages :) )
[03:50:03] <pfred1> I got a lazy tree in my back clearing that decided to lay down for a nap
[03:50:21] <whimsical> The ink pens on the plotter are refillable ;-)
[03:51:04] <pcw_home> clytle374: yes a wire coop would not be safe here at night
[03:51:18] <whimsical> It's a wonder tall trees aren't laying down......comes a time
[03:52:13] <pfred1> yeah this tree's time has come I just haven't gotten around to chainsawing it up yet
[03:52:43] <whimsical> How hard would it be to use EMC as a DRO only?
[03:53:15] <pcw_home> bbl
[03:53:29] <whimsical> pfredl There is a pile of logs in my front yard that needs cut up, not more than 6 cords, bring your saw!
[03:53:34] <Dave911> SWPadnos: check out a seller on ebay called: "cellinkntoner" I've bought a lot of sharp printer stuff from them and they are really good. They have a bunch of Lexmark Optra stuff for sale
[03:53:47] <SWPadnos> huh, thanks
[03:54:09] <SWPadnos> though a google for the part number only turned up a lot of places with no stock/discontinued
[03:54:57] <pfred1> don't people rebuild toner cartridges?
[03:55:18] <whimsical> former coal miners
[03:55:19] <SWPadnos> well, it's not the toner that's the issue here
[03:55:34] <SWPadnos> there's another part called the charge roller that needs help
[03:55:57] <whimsical> electro static?
[03:56:01] <SWPadnos> (I'm not sure what that is actually, I used to work on HP and NEC printers, and IBM before Lexmark bought them)
[03:56:12] <SWPadnos> all laser printers are electrostatic, AFAIK
[03:56:18] <Dave911> There used to be companies that would recoat those... I think that is the drum??
[03:56:26] <whimsical> ES charge roller?
[03:56:27] <SWPadnos> no, not the drum
[03:56:28] <clytle374> SWPadnos, I'm not an lazer printer expert, but is that the shiny metal roller?
[03:56:38] <SWPadnos> the drum is in the toner cartridge in this one
[03:56:51] <pfred1> in mines its blue looks like a fluroescent bulb
[03:56:59] <EricKeller> I always figured that streaking came from a full tank on the used toner side
[03:57:33] <Dave911> A drum can definitely cause streaking... I just threw one out that did exactly that..
[03:58:03] <SWPadnos> I think the charge roller transfers a charge to the drum, which is written with the laser, then picks up toner, it's transferred to the paper, and then the fuser bakes it on
[03:58:21] <SWPadnos> well it could be the drum or the "brushes" that clean it
[03:58:35] <whimsical> All at the touch of a button!
[03:58:46] <SWPadnos> it would only cost me $319 to find out
[03:58:53] <Dave911> Wow, that is a lot different than a regular drum laser setup..... I think
[03:59:16] <SWPadnos> some had the drum built into the cartridge (Lexmark), others didn't (HP)
[03:59:21] <pfred1> Dave911 how so?
[04:00:10] <whimsical> Witching hour! Thanks for all the good help, I learned a bunch!
[04:00:14] <Dave911> I thought the laser always charged the drum directly, the drum picked up the toner via the charge and transfered it onto the paper and then it was fused...
[04:01:27] <EricKeller> last laser printer cartridge I bought killed 2 of my printers. Brand new HP cartridge too.
[04:01:50] <pfred1> I killed mine with that PNP blue crap
[04:02:13] <clytle374> All this talk made my check our printer, it needs a new toner.
[04:03:01] <Dave911> night whimsical...
[04:04:51] <clytle374> Found bad news in the yaskawa manual last week.
[04:05:40] <clytle374> the sgm-01 servos I'm using are rated at 100W only when connected to a .25" x 9" x9" aluminum plate.
[04:05:48] <clytle374> heat sink.
[04:06:26] <clytle374> anyone circulate coolant through their motor mounts?
[04:12:47] <Dave911> Can you use spray coolant ? ;-)
[04:14:15] <clytle374> The motors aren't exactly coolant proof. So I'll have to hit the back side of the plate, or use coolant channels in the mounts.
[04:15:01] <clytle374> Good night all. gotta get up early for more garage building. Put 900 feet of 1/2" PEX in the floor Monday, getting a roof tomorrow.
[04:15:22] <clytle374> Should make a nice warm floor in a 25' x 30' building.
[04:15:52] <clytle374> Probably fall asleep under the cars next winter.
[04:21:22] <Guest23367> pcw_home back?
[04:55:41] <aa-danimal-shop> crap i think my 5i20 is bad
[04:56:35] <aa-danimal-shop> all of a sudden i'm getting an error when i try to load emc saying the watchdog pin is not found
[04:57:12] <aa-danimal-shop> i swapped out the mobo thinking it might be bad, and it still does it
[04:57:34] <aa-danimal-shop> pcw_home, do you have any in stock?
[05:01:23] <aa-danimal-shop> hmm well at least this new mobo has better latency
[05:02:04] <aa-danimal-shop> too bad the machine wont work
[05:03:46] <pcw_home> aa-danimal-shop Yes call it in and we will issue an RMA and send out a new card.
[05:06:56] <Jymmm> pcw_home: FYI... the sections of the website are missing on the pricelist
[05:07:44] <aa-danimal-shop> pcw_home, any way to diagnose if this one is bad?
[05:10:15] <aa-danimal-shop> it said something like there was an invalid cookie... it got 0xFFFFFFFFFF and got )x55g
[05:10:34] <aa-danimal-shop> 0x55AAGA*
[05:12:08] <pcw_home> Sounds bad, there have been a couple from the last lot that have failed. I think its a bad lot (high failure rate)
[05:12:56] <pcw_home> Ill have them send you a new card tomorrow, but we would like th card back for analysis
[05:13:45] <aa-danimal-shop> Ok no problem, thanks
[05:14:00] <aa-danimal-shop> i guess i can steal the one out of my lathe to hold me over
[05:14:27] <pcw_home> (call and request an RMA - and I'll tell them to pre-ship a replacement If I dont go in)
[05:15:40] <pcw_home> Might try powering down and re-seating the card just in case its a dirty slot
[05:16:11] <aa-danimal-shop> yea, i tried it, but i'll do it again
[05:16:57] <aa-danimal-shop> is there anything i should look for on my lathe's 5i20 to see if that's from the bad batch as well?
[05:18:17] <aa-danimal-shop> i use these machines to make a living, i guess i should get a spare eventually. i cant afford to have them down for a few days
[05:18:38] <aa-danimal-shop> luckly i'm going out of town tomorrow so this time i got lucky :)
[05:19:42] <pcw_home> I wouldnt know without looking at our barcode database
[05:20:27] <pcw_home> And with that, 'nite
[05:20:54] <aa-danimal-shop> goodnight, and thanks
[07:18:33] <Valen> aa-danimal-shop sucky
[07:18:38] <Valen> still good support though
[09:18:30] <piasdom> g'mornin all
[09:24:03] <alex_joni> howdy
[10:41:01] <alex_joni> http://kunena.uservoice.com/forums/11439-kunena/suggestions/113837-mail-to-forum-ability
[10:41:07] <alex_joni> ROFL
[10:41:10] <alex_joni> cradek: ^^
[10:41:25] <alex_joni> "I need this because most of my users are elderly and they are accustomed to using Yahoo! & Google mailing list."
[12:11:10] <roh> .oO(people using forums/forcing others to do so are generating bad mood and wasted time)
[12:36:53] <MrSunshine> my new mounting block for bearings etc on the mill looks like something out of a horror movie :P
[12:37:03] <MrSunshine> i wonder what the size of the head on a M5 machine screw is...
[12:37:08] <MrSunshine> 7 or 8 mm ?
[12:42:43] <MrSunshine> hmm, maybe make a fixture block for the milling also =)
[12:42:53] <MrSunshine> so that i get accurate results for both sides of the thing =)
[13:09:15] <steverob> Good morning guys
[13:10:11] <steverob> Just getting started in the whole "machinist" thing and am looking for some basic information. Can anyone recommend a good reference book for a beginner like me? Thanks
[13:10:33] <cradek> hi steverob. for answering what kind of questions?
[13:11:30] <steverob> Starting with the basics. I understand the math, the electronics, the physics of things. I just don't have any practical experience working with machines.
[13:12:36] <cradek> the machinerys handbook is the definitive reference for all things that have to do with machining, but it's going to be overwhelming if you still figuring out basic stuff like how to figure surface speed, or how to use an edgefinder...
[13:13:30] <cradek> tormach sells machines to beginners, and I've seen they have some introductory videos on youtube. If you disregard stuff specific to their machine, maybe that would be useful? but if your machine is much bigger or smaller than theirs, it might not be that good a match.
[13:14:20] <steverob> I've seen references to the machinery handbook. It's been around a loong time so, there must be some value there.
[13:14:37] <cradek> general machining questions are not a problem here - another thing you could do is just ask. it seems like we always have a good range of people here, from beginner to experienced professional machinist. (I'm in the middle somewhere.)
[13:15:13] <cradek> what kind of machine do you have and what are you wanting to do with it?
[13:15:28] <steverob> I'll take a look at the tormach site and see if there's any thing helpful there.
[13:16:08] <MrSunshine> <-- beginner who is still after 3 years building his mill :P
[13:16:28] <steverob> I am building a 3 axis milling machine. For now, I'm mostly going to do PCB's.
[13:16:58] <cradek> oh ok, so very small tools, like engraving
[13:17:08] <sealive> i just finish the bulilding jesterday
[13:17:09] <steverob> The machine is mostly complete. Just trying to tweak everything so it is (more or less) repaetable and accurate.
[13:17:11] <cradek> machinery's handbook isn't going to have much useful stuff for that.
[13:17:19] <sealive> steverob works fine
[13:17:40] <sealive> eagle to pcb-gcode to emc fantastic
[13:17:42] <cradek> you need a very fast spindle with very low runout, and very low backlash on your slides
[13:17:51] <cradek> yep I've milled a lot of PCBs too
[13:18:07] <MrSunshine> my first mill i built was a mdf one, not knowing anything about steppers or anything i just bought some weak ass steppers and full step stepper drives and thought "great now ill mill some pcbs" well .. that one is in the scrap heap now :P
[13:18:17] <sealive> http://www.sammellothar.de/X_rahmen.mpg
[13:18:28] <sealive> up to 800mm/min
[13:18:37] <steverob> Yep... I've been making boards using the toner transfer method and wanted to move to something a little more flexible.
[13:18:50] <cradek> bbl
[13:18:52] <sealive> with 0.05mm prezichen at the speed
[13:19:18] <sealive> 200x200x60 mm way
[13:19:32] <MrSunshine> i see one flaw
[13:19:39] <MrSunshine> look where the X axis motor is
[13:19:42] <MrSunshine> and the Z axis motor
[13:19:44] <MrSunshine> they will collide =)
[13:20:01] <sealive> no not in real 2mm space
[13:20:02] <MrSunshine> even the motor mountings colides =)
[13:20:10] <MrSunshine> hmm ok :)
[13:20:13] <MrSunshine> so flawed animation then :P
[13:20:32] <sealive> just a example to do the parts
[13:20:39] <MrSunshine> oki =)
[13:20:45] <sealive> i exposed by 50mm
[13:21:19] <sealive> http://www.youtube.com/watch?v=PJIA3-U23Cs
[13:21:23] <sealive> here it runs
[13:21:39] <sealive> first time therfore no speed
[13:22:08] <sealive> i askt jyesterday about the G64P
[13:22:32] <sealive> will make a power cut with 600mm7min tommorow hopfull !
[13:23:01] <sealive> 7=/
[13:23:33] <MrSunshine> * MrSunshine is hoping he will get some more grunt out of his steppers with new stepper drive ariving next week =)
[13:23:39] <MrSunshine> 80V 7.8A driver =)
[13:23:45] <MrSunshine> yummy :)
[13:23:54] <MrSunshine> problem is the current settings on it
[13:23:58] <sealive> iv been askt to sewll the litle tiny mashine just 320x320x280mm of size
[13:23:59] <MrSunshine> can set it to 3.5A or 4.2A
[13:24:06] <MrSunshine> and my motors wants 4A
[13:24:30] <sealive> take 4,2
[13:24:38] <MrSunshine> and hopefully not burn the windings? :)
[13:24:53] <sealive> no its only the limit at full torch
[13:25:13] <sealive> so do not mill wit 2inch cutter and hard wood
[13:25:46] <MrSunshine> its a metall mill so i guess it will be harder then hard wood ;P
[13:26:15] <sealive> then start with 3.5
[13:26:27] <sealive> but see the torch curve
[13:26:38] <sealive> you ewill sertenly loose 30%
[13:27:34] <MrSunshine> ofc, i could make big heatsinks for the motors :P
[13:27:40] <MrSunshine> heatsink with fan :P
[13:28:23] <sealive> gheadsink is realy needet
[13:42:33] <MrSunshine> that guy realy is as german as he can get isnt he? :P
[13:50:47] <skunkworks> more wires hooked up. (it is taking a little time tracing them out...)
http://www.electronicsam.com/images/KandT/conversion/morewiring.JPG
[13:51:01] <skunkworks> all the hydraulic solinoids are hooked up.
[13:51:22] <cradek> neat, does it do anything yet?
[13:51:40] <skunkworks> no - not yet. Just got 3phase hooked back into it.
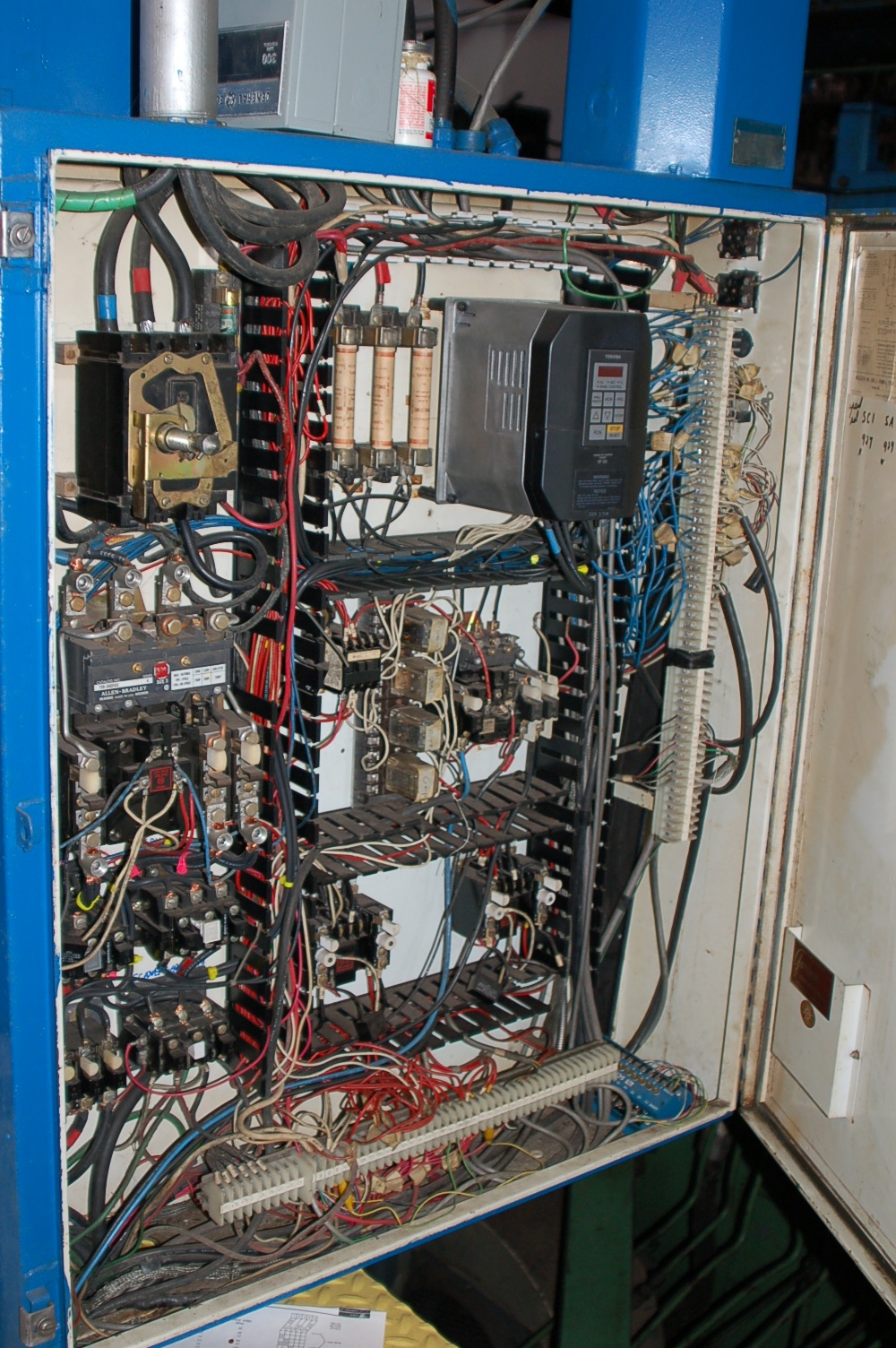
[13:53:13] <cradek> skunkworks: is that box going to be that sparse, or are there a hundred things still to go into it?
[13:54:30] <skunkworks> I think I may either tackle the tool chain or gearshift first...
[13:54:41] <skunkworks> cradek: I think it will get pretty full..
[13:54:54] <skunkworks> still need to mount motor start relays and a vfd..
[13:55:22] <skunkworks> I am hoping it will be comfortibly full. ;)
[13:56:21] <archivist> what like this
http://thereifixedit.files.wordpress.com/2010/03/129128890918831351.jpg
[13:56:51] <cradek> hey, who snuck in and took pictures of my lathe cabinet?
[13:57:07] <SWPadnos> who snuck in and took pictures of my office? :)
[13:57:21] <SWPadnos> (just replace the wires with papers ...)
[13:57:21] <skunkworks> heh - I am hoping better than this..
http://electronicsam.com/images/KandT/conversion/mainelectricalbox.JPG
[13:59:25] <skunkworks> top is going to be ssr/inputs, computer, servo - servo interface. - bottom is going to be motor start realys/vfd and whatever else.
[14:05:20] <JT-Work> I sure was glad when the day came that I could put all my jumpers back in the bag and file them away :)
[14:08:16] <SWPadnos> is it a coincidence that I hit the Lucid Beta "install" button at 10:04 AM today?
[14:08:55] <frallzor> * frallzor is playing with his new cheapo dust extractor
[14:09:59] <JT-Work> you can extract dust? I thought it just magically appeared out of no where
[14:13:19] <frallzor> dust collector then
[14:13:34] <frallzor> sorry for not having enligsh as native tounge ;)
[14:13:51] <JT-Work> I'm just kidding you :)
[14:14:02] <frallzor> i know =P
[14:18:09] <frallzor> it really sucks!
[14:18:55] <JT-Work> cool
[14:19:11] <frallzor> cheapest they had
[14:19:18] <frallzor> and its pretty awesome
[14:27:56] <Jymmm> SWPadnos: the what?
[14:28:31] <SWPadnos> the button on the last installer dialog for Ubuntu 10.04 ("Lucid Lynx")
[14:29:00] <Jymmm> SWPadnos: Ah, heh. I hate code-names
[14:29:14] <SWPadnos> wink wink, nudge nudge
[14:32:16] <Jymmm> SWPadnos: They have no pattern, even hurricanes are alphabetical at least.
[14:32:37] <SWPadnos> Ubuntu released have been alphabetical for a few years
[14:32:57] <Jymmm> hardy and heron ?
[14:33:17] <SWPadnos> "adjective animal", with the first letter of each word being in alphabetical order per release
[14:33:19] <SWPadnos> yes
[14:33:28] <SWPadnos> Hardy Heron - two "H"
[14:33:34] <SWPadnos> Intrepid Ibex
[14:33:38] <SWPadnos> Jaunty Jackalope
[14:33:42] <SWPadnos> Karmic Koala
[14:33:43] <Jymmm> that's bs imo
[14:33:45] <SWPadnos> Lucid Lynx
[14:35:01] <Jymmm> Mopy Manatee
[14:35:55] <SWPadnos> Myopic Mink
[14:36:32] <Jymmm> https://wiki.ubuntu.com/DevelopmentCodeNames
[14:37:52] <Jymmm> At least they admit having the funkiest names =)
[14:38:08] <SWPadnos> I think I like "Marauding Macaque" :)
[14:38:10] <SWPadnos> yep
[14:51:08] <aa-danimal-shop> naked nympho?
[14:51:23] <SWPadnos> that would be 11.04
[14:51:54] <aa-danimal-shop> cool, cant wait for that one. i bet the default desktop would be far more interesting than this stupid bird
[14:54:10] <SWPadnos> hmmm. I wouldn't bet on that :)
[14:54:24] <SWPadnos> (I like the bird drawing actually, it's very nicely done)
[14:54:45] <aa-danimal-shop> lol
[14:54:55] <aa-danimal-shop> yes i suppose it is
[14:57:19] <SWPadnos> the installer for 10.04 has a nice feature - you can update package lists before installing, which eliminates the first round of updates you'd normally need
[14:57:30] <SWPadnos> assuming you have internet access when installing
[14:59:01] <Jymmm> * Jymmm just downloads the internet to a floppy.
[14:59:09] <SWPadnos> LS120 FTW!
[14:59:24] <Jymmm> 5.25" DSDD
[14:59:51] <JT-Work> I have some extra if you run out Jymmm
[15:00:04] <Jymmm> JT-Work: new or used?
[15:00:17] <JT-Work> both I imagine
[15:02:14] <JT-Work> I think I have some DSSD too
[15:02:54] <Jymmm> heh
[15:03:33] <SWPadnos> I was just wondering if I even know anyone who has hardware that would let me read my old Atari floppies
[15:04:09] <SWPadnos> I had some pretty cool software I wrote in the day, I'd be curious to see if I still think that :)
[15:04:15] <Jymmm> can they be read using a PC drive?
[15:04:26] <SWPadnos> I would think so
[15:04:48] <SWPadnos> they're SS/SD, but with a slightly strange format (88 or 92k or something?)
[15:05:14] <Jymmm> If so, I have a utility I use to archive floppies
[15:05:15] <SWPadnos> remember the disk notchers you could get, to let you flip the disks upside down? :)
[15:05:28] <SWPadnos> use both sides of your SS disks! :)
[15:05:33] <aa-danimal-shop> ok something is wrong with the video configuration for my video card or monitor... the screen is pushed over to the left and i cant see any of the drop down menus. anyone know how to fix this?
[15:05:38] <Jymmm> you mean my xacto knife?
[15:05:46] <JT-Work> hammer
[15:05:58] <SWPadnos> move the monitor over so it shows that stuff
[15:06:01] <aa-danimal-shop> no, neither of those will work, i already tried them
[15:06:20] <aa-danimal-shop> good idea
[15:06:44] <SWPadnos> aa-danimal-shop, hit ctrl-alt-F1 (to get to a text terminal), then ctrl-alt-F7 (to get back to the X "terminal")
[15:06:51] <SWPadnos> err, console
[15:07:07] <SWPadnos> that may reset some parts of the graphics card
[15:07:36] <aa-danimal-shop> didnt work :(
[15:08:03] <SWPadnos> ok, was the left side visible in text mode?
[15:08:08] <aa-danimal-shop> yep
[15:08:39] <SWPadnos> ok, then go back to the text console, log in, and "sudo /etc/init.d/gdm restart"
[15:08:57] <SWPadnos> that will of course kill off all your X programs ...
[15:11:50] <aa-danimal-shop> didnt work
[15:15:14] <aa-danimal-shop> i'm pretty sure i need to get to that screen where it lets you pick your monitor and graphics card
[15:16:09] <SWPadnos> if you want to see what's going on, you can go to the text console and look at /var/log/Xorg.0.log
[15:16:30] <SWPadnos> it's a big file, with a lot of stuff you won't care about
[15:17:03] <aa-danimal-shop> lol
[15:17:24] <Jymmm> oxymoron -->
http://sfbay.craigslist.org/sby/cto/1673074840.html
[15:18:01] <aa-danimal-shop> well when i changed my mobo, the screen popped up asking if i wanted to change my display configuration...so i did and selected my monitor and video card, and then it started doing this
[15:18:10] <Jymmm> look at the back "bumper" and you're screwed.
[15:18:28] <aa-danimal-shop> the video card and mobo are good
[15:19:06] <aa-danimal-shop> i may have selected the wrong video card from the list, i'd like to double check
[15:19:23] <aa-danimal-shop> because this video card worked fine before
[15:20:32] <aa-danimal-shop> but i dont know how to get back to that configuration box to do it
[15:22:40] <Jymmm> http://tinyurl.com/y9s2nbt
[15:24:15] <Jymmm> SWPadnos: The new Tiel mobile...
http://images.craigslist.org/3n83k73l95Y55Q35S2a3v5f30892912001a0b.jpg
[15:24:48] <SWPadnos> I have one of those carts
[15:25:02] <Jymmm> SWPadnos: I got it yesterday for $15
[15:25:38] <Jymmm> SWPadnos: Now to call mtv... "Please M-TV, PIMP MY RIDE!"
[15:26:10] <aa-danimal-shop> Jymmm, i cant see the drop down menus so that kinda makes what i saw on google a little difficult
[15:26:29] <Jymmm> SWPadnos: Is yours pretty much exactly the same?
[15:26:48] <Jymmm> SWPadnos: if so, know the brand name?
[15:27:49] <aa-danimal-shop> is there a hotkey or something for terminal?
[15:28:19] <Jymmm> http://sarahjessicaparkerlookslikeahorse.com/
[15:28:20] <aa-danimal-shop> aside from ctl alt f1
[15:29:53] <aa-danimal-shop> dammit i'm screwed, i need to leave for vacation in like 2 hours, but i need to finish these parts before i go
[15:30:04] <aa-danimal-shop> friggin machine picked a nice time to die
[15:42:12] <SWPadnos> Jymmm, yes, mine is just about identical, but I don't know the brand name. I bought it at Costco maybe 7 years ago (for like $60 or so)
[16:21:35] <JT-Work> aa-danimal-shop: you get it working Dan?
[16:22:42] <aa-danimal-shop> nope
[16:22:49] <aa-danimal-shop> mornin John
[16:23:23] <JT-Work> morning Dan
[16:25:05] <sealive> good evening from germany !
[16:26:03] <JT-Work> good day from Swamp East Missouri
[16:26:15] <aa-danimal-shop> hi sealive
[16:30:14] <sealive> JT how is the weather
[16:41:01] <JT-Work> windy
[16:41:19] <JT-Work> Dan your monitor crap out?
[16:42:23] <frallzor> sealive heard of brunskabel?
[16:44:24] <sealive> no i'am born in the usa
[16:46:45] <aa-danimal-shop> yay i fixed it... kinda
[16:48:23] <JT-Work> cool
[16:48:43] <Dave911> JT-Work: Getting damp down there??? Northern Indiana is under a fire watch according to NOAA weather.. I have no idea why since I think we have had 6" of rain in the last two weeks!
[16:51:14] <JT-Work> Dave911: looks like rain tonight and some this weekend. Been great weather all week
[16:53:55] <Dave911> Not bad for this time of year... we have a day of rain coming up they say and then nice again..... I like it. :-)
[16:55:53] <Dave911> Say is the next official version of EMC2 going to be based on Ubuntu 10.x?? Is that a long term support version?
[16:57:46] <JT-Work> yes
[17:01:41] <Dave911> OK.... I found the release schedule .........
http://en.wikipedia.org/wiki/Ubuntu_%28operating_system%29#Releases
[17:01:43] <Dave911> I thought that 10.04 had been released already.... but not yet apparently.
[17:01:44] <Dave911> Is there some features of 10.04 which make it attractive for EMC2 (other than it's Long term support? )
[17:10:57] <cradek> just lts
[17:14:11] <tom3p> when might we look for a live cd with the new lts?
[17:14:43] <cradek> cnc workshop time, if the world smiles upon us sufficiently
[17:15:00] <cradek> (as if I have anything to do with making it...)
[17:19:19] <frallzor> cables, its sooo much fun...
[17:20:23] <frallzor> a day without them is a day without all this fun
[17:23:51] <frallzor> hmm would a input + gnd on a bob and some code in emc2 make up a nice toolsetter?
[17:24:04] <frallzor> gnd> tool and the input > plate
[17:24:16] <cradek> just use the probe gcodes
[17:25:32] <frallzor> cant see how code would allow setting the tool, if it doesnt use any help
[17:25:48] <frallzor> like some kind of toolsetter thingie
[17:26:03] <cradek> maybe I don't know what you mean
[17:26:16] <cradek> you can 'probe' to measure the tool length, then write it to the tool table
[17:26:21] <frallzor> lets say you use a 5mm plate
[17:26:37] <frallzor> and just want to be able to know exactly where Z is compared to the table
[17:26:49] <frallzor> or the material you are about to mill
[17:27:03] <frallzor> 1 wire to the tool, 1 to the plate
[17:27:15] <frallzor> contact = 5mm above the material
[17:29:49] <frallzor> a super basic tool setter, closed circuit would mean contact
[17:45:03] <tom3p> that can work and its been done in emc2 , google a bit
[17:45:46] <frallzor> i am, just think I need a better term than tool setter
[17:45:52] <frallzor> is it called something else?
[17:46:49] <tom3p> tool probe maybe, the application of the technique makes it a 'tool setter', the techinique is just a position capture
[17:47:02] <tom3p> and your trigger for the capture is voltage drop
[17:48:50] <morfic> cradek: so EMC supports touching tools in code on a probe arm on a lathe? (motorized for automagic lowering and raising)
[17:52:27] <frallzor> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?ClassicLadderExamples#Single_button_probe_touchoff nice =)
[17:53:30] <morfic> interesting
[17:55:09] <morfic> wonder if you could extend that for tool breakage, if drill should be in part and loop is not closed, stop
[17:58:43] <frallzor> wonder if a input > gndwould be enough for toolsetter
[18:03:37] <frallzor> ah time to wake up, it would kind of be like gnd>gnd
[18:05:16] <frallzor> more like +5v > input
[18:05:20] <frallzor> that would do it!
[18:22:09] <Guest480> hi all
[18:25:18] <Guest480> http://imagebin.ca/view/cjxJuw.html
[18:31:38] <JT-Work> nice
[18:39:37] <MrSunshine> anyone know the size of the head on a M5 machine screw? :)
[18:40:48] <cradek> for SHCS the head diameter is about 1.5x the thread major diameter
[18:41:38] <cradek> don't you have one to measure?
[18:43:07] <MrSunshine> nah dont think so :/
[18:43:13] <MrSunshine> or maybe but its down in the cellar :)
[19:06:31] <Jymmm> SWPadnos: Ah, ty
[19:11:19] <tom3p> was the last posted picture a cloth cutter? there's several rolls of pliant material, but it looks like 3 'heads' (from Guest480)
[19:13:41] <tom3p> ah "machine for cutting vinilic and textiles materials"
[19:14:03] <tom3p> whats the 3 things on head?
[19:14:03] <Jymmm> tom3p: To answer your question, Yes there are handheld wifi testers. Some as simple as a button with leds as signal strength or as fancy as this
http://www.thinkgeek.com/gadgets/electronic/9558/ or wearable like these:
http://www.thinkgeek.com/tshirts-apparel/interactive/991e/ and
http://www.thinkgeek.com/tshirts-apparel/hats-ties/bd12/
[19:15:11] <tom3p> Jymmm, cool, thx, i ended up booting xp and wandering around sniffing, the same place wher Ubu showed 1 bar was 5/4 consistantly under XP and the drops went away
[19:15:32] <frallzor> yummey, got my nice usb>rs485 now
[19:16:07] <frallzor> how cut it is
[19:16:12] <frallzor> *cute even
[19:16:46] <tom3p> luv the tshirt signal strength meter
[19:22:42] <skunkworks> first lightning storm of the season.
[19:23:25] <tom3p> oh good, you're over on west side of wisconsin right? ( i just did weed & feed outside chicago )
[19:23:38] <skunkworks> yes
[19:24:09] <tom3p> great, i love lightning, some say its the ozone, i dunno, just get wired
[19:24:33] <MrSunshine> hmm, ow that there is more competent people here, set the driver to 3.5A or 4.2A when a 4A motor is used? :)
[19:24:53] <MrSunshine> frallzor, already said 3.5A :P
[19:25:10] <skunkworks> Love it here too - love to sit on the porch and watch it come in over the bluffs.
[19:25:25] <tom3p> nice
[19:27:29] <tom3p> MrSunshine, i dont know but math sez 4 is closer to 4.2 and if you're chopping ( pwm), i doubt you get the power up to critical... but if you want the exact answer, i suppose you just have to research what the limit means and what you'll actually get.
[19:38:17] <MrSunshine> tom3p, well shouldnt a heatsink make it more feaseble or whatever they say if i ran it at 4.2 ? :)
[19:38:22] <MrSunshine> as i guess the heat would be the problem
[19:44:18] <tom3p> heat precedes magic smoke, yes.if a heat sink will extend the range, you're just getting closer to the edge. over design and underuse for longer life ;) live on the edge & have fun (while it lasts)
[20:13:26] <gene> hi guys; go nother silly q about backlash comp. is it split between the directions, or does it move sideways when its increased in the .ini file?
[20:14:05] <SWPadnos> what?
[20:14:06] <cradek> I think half the given number is applied in each direction
[20:15:35] <gene> Humm, so if I'm sitting at zero all the way around, the corrections applied when I restart emc with the new values will move it depending on which way it was moving last?
[20:16:23] <cradek> hard to say where zero is, since there are two of them
[20:16:48] <frallzor> do you need to use backlash comp.?
[20:17:10] <gene> That is what I'm seeing here as I try to get this POS to cut round holes for the cse guage, its moving about a thou in a random direction
[20:17:16] <cradek> zero-from-the-left and zero-from-the-right are different. I bet it assumes one when you start up - I'm not sure which
[20:17:29] <cradek> gene: do you have a boring head?
[20:18:24] <gene> Yes, my nuts are those crappy split things in the HF micromill yet, and the wear rater seems to be about a thou per moving hour. No,
[20:18:27] <andypugh> Boring heads make lovely round holes.
[20:19:08] <gene> I'm using a 1/4 2 flute SC mill, with enough projecting from the collect to do the whole job in one pass.
[20:19:46] <gene> So far I find that the flex is in the .003" range just in the bit.
[20:20:01] <cradek> ouch
[20:20:33] <cradek> yeah 1/4 2 flute is not very stiff. do you have a 4 flute carbide? if you're just trying to finish the hole, 4 flute is fine, and carbides are not expensive at those small sizes
[20:20:39] <gene> I think I have the backlash under control now, and bit flex is my main enemy.
[20:20:52] <andypugh> A boring head will flex, but evenly all the way round (or pretty much so)
[20:21:00] <cradek> did you try cutting both ways around the circle? someone on the list suggested that recently.
[20:21:16] <andypugh> It was gene suggested it wasn't it?
[20:21:21] <cradek> I don't know :-)
[20:21:40] <cradek> what is a cse gauge?
[20:22:52] <gene> I don't think so, and ATM I'm useing g2 so its 'dig' cutting, That invites bit flex in spades if its getting dull,
[20:23:49] <gene> Case guage, in this instance for a 22-250, checks headpace & overall length to mouth of case so I can etll if I need to trim.
[20:24:05] <cradek> yeah with a flexy tool one direction will give you undersize and the other will give oversize - but I never remember which is which
[20:24:46] <andypugh> Conventional milling will tend to push off at the beginning of the cut, and be undersize.
[20:24:50] <gene> climb should give the better cut, but may pull the backlash, dig doesn't.
[20:25:19] <cradek> what diameter hole are you making?
[20:25:25] <frallzor> * frallzor mounted the controlbox on the wall today, yayness
[20:25:44] <gene> What I should do is buy a bigger lathe I can cnc, then make a reamer, ;-)
[20:26:22] <cradek> or bore the hole round
[20:26:34] <cradek> lathes are good at round
[20:26:36] <SWPadnos> it's a tapered hole, isn't it?
[20:27:52] <gene> starts at .471, tapers to .414 at 1.51 down, then goes to zero diameter at 1.67" down, then goes to -1.170 and cuts a clearance to an unsized neck, then drops to -1.925 & does a g2 at -.004" for overl neck clearance
[20:28:03] <gene> That is the plan anyway.
[20:28:08] <cradek> eek
[20:28:38] <gene> why not, everything s/b concentric that way?
[20:28:47] <cradek> boring head won't do that... need a lathe.
[20:28:58] <gene> right
[20:29:46] <andypugh> If only we knew someone with a CNC lathe!
[20:30:12] <andypugh> (I can do it if you send me the g-code, but there are others closer)
[20:30:21] <gene> Hey, if I don't fall over first, Andy, that IS the plan.
[20:30:44] <gene> cnc lathe that is.
[20:31:37] <archivist> cheat use a rotary table and keep the xy still
[20:33:11] <cradek> good idea! if you have a sine bar, maybe you can get the taper right that way too.
[20:33:27] <cradek> (heh maybe)
[20:33:37] <andypugh> A CNC motorised boring head would be a fun project. Slip-rings for the power supply and bluetooth for the step-dir signals maybe?
[20:33:46] <gene> Since I'm 75 & diabetic, that's maybe a 50/50 bet. My rotary also has backlash, but that might work if it doesn't intro too much more jello to the system. Its a 4" Indian made grizzly. Yuk...
[20:34:22] <gene> its about to the end, so
[20:34:35] <gene> I get to test fit in a minute or 2.
[20:34:57] <ds3> andypugh: why not inductive power instead?
[20:35:33] <andypugh> That should work, you could superimpose the comms on top too.
[20:36:10] <gene> Too bad my draw bolt is on top
[20:42:50] <gene> now the case is stuck, hole still too small and I'll have to drill a hole at -2" and blow it out. damn...
[20:46:26] <andypugh> I just posted this to the mailing list, I have my hobbing config working.
[20:46:27] <andypugh> http://www.youtube.com/watch?v=ZhICrb0Tbn4
[20:47:24] <gene> and air isn't moving it, double damn
[20:47:52] <andypugh> gene: Do you have a grease gun? That's 10,000 psi...
[20:49:10] <cradek> andypugh: holy crap that's cool!
[20:49:39] <andypugh> It's EMC2 that's cool. it made it very easy.
[20:50:02] <archivist> nice one
[20:50:03] <MattyMatt> running one spindle off the encoder on another :) smart
[20:51:11] <andypugh> The youtube links show lots of single-tooth gear cutting videos, I feel quite smug. :-)
[20:51:17] <Jymmm> andypugh: You sick sadistic bastard! I like it!!!
[20:51:38] <MattyMatt> * MattyMatt uses m8 tap as spiral hob
[20:51:53] <Jymmm> andypugh: nice job!
[20:52:04] <MattyMatt> I saw a meccano device that did that
[20:52:24] <skunkworks> andypugh: very cool - nice work!
[20:53:12] <andypugh> Using a tap in a hobbing arrangement like mine actually gives you a proper involute gear form too.
[20:53:24] <archivist> * archivist needs to steal/borrow the hal file to cnc my barber coleman
[20:53:28] <andypugh> Though with an unusual pressure angle.
[20:53:31] <cradek> could you have tilted the rotary up instead, and then move X,Z to stay in line? adding the head tilt seems like a pain.
[20:54:10] <archivist> cradek, yes but you need to traverse Z
[20:54:27] <andypugh> I thought about that, but my Z has a lot of lost-motion.
[20:54:36] <cradek> ah I see
[20:55:12] <Jymmm> lost motion?
[20:55:13] <andypugh> (I am in the middle of a change of ballscrew location, you can see the slot I have milled where the rack used to be in the video)
[20:55:50] <andypugh> The Z-motor is moving to the top of the column, and the screw is moving inside.
[20:56:46] <andypugh> Also, tilting the head is likely to be useful for other stuff.
[20:57:26] <andypugh> I can drop it right down and do horizontal miling, or bore holes in long things.
[20:57:32] <archivist> hob is a bit off centre /me can hear it
[20:58:15] <andypugh> The bit of brass was off-centre. It was a stubby bit left over after I had made my gears and decided to video it.
[20:59:43] <andypugh> Which is not to say that the hob might not be off-centre. The arbour was meant to be held in a collet in the spindle, but at the moment the head wouldn't go down low enough for that to even wave at the work.
[21:00:33] <andypugh> At £23 those arceurotrade hobs are a bargain. I commend them to the house.
[21:01:09] <archivist> I have a module 1 from there it worked well
[21:02:25] <MattyMatt> I got a flexible motor coupling, as insurance for my ballscrew unit, near 15 quid but it's good
[21:03:51] <MattyMatt> I won't be reproducing them on this machine. I need a metal lathe & mill next. One like Andy's would be sweet
[21:04:37] <frallzor> any of you guys using PMDX break out boards
[21:06:40] <andypugh> Actually, I really wouldn't recommend my lathe/mill combo machine. It has been designed by someone with no idea and assembled by someone with less. You would be much better off with something made properly a long time ago.
[21:07:29] <Jymmm> andypugh: Even so, give yourself your due credit =)
[21:07:41] <andypugh> I am looking at this little thing, but it as no head-tilt that I can see.
[21:07:42] <andypugh> http://cgi.ebay.co.uk/ws/eBayISAPI.dll?ViewItem&item=220582639536
[21:08:42] <andypugh> I do give myself credit, I have a lot more idea how to design a machine tool than the chap who designed my lathe. And I am spending an awful lot of effort correcting the perceived inadequacies.
[21:09:17] <Jymmm> =)
[21:09:53] <skunkworks> andypugh: is this all printer port interface?
[21:10:06] <MattyMatt> 410gbp with 18 hrs.
http://cgi.ebay.co.uk/ws/eBayISAPI.dll?ViewItem&item=330417292947
[21:10:08] <andypugh> No, I have a 7i43.
[21:10:27] <andypugh> But I am pretty sure that it would work perfectly well on p-port.
[21:10:34] <skunkworks> andypugh: neat - no issues with speed then.
[21:11:12] <skunkworks> are you limiting the slaved stepper with just the stepgen limits?
[21:11:23] <andypugh> I got the 7i43 so that I had enough IO for interlocks etc. I was nowhere near running out of p-port speed
[21:11:27] <skunkworks> as far as accelleration goes..
[21:11:33] <andypugh> Yes.
[21:12:05] <skunkworks> andypugh: you need to start a cnczone thread 'why emc is so cool' and that video. ;)
[21:12:37] <andypugh> It's probably worth posting it there, I have not seen much mention of hobbing.
[21:12:39] <Jymmm> skunkworks: You like cnczone ***WAY TOO MUCH***
[21:13:07] <skunkworks> Jymmm: there are enough members to make it interesting..
[21:13:16] <skunkworks> *entertaining.
[21:13:24] <Jymmm> skunkworks: By members, you mean idiots, right?
[21:13:40] <skunkworks> hey - I am a member.. oh - never mind.
[21:14:01] <skunkworks> it takes all kinds.
[21:14:10] <Jymmm> skunkworks: Yes, idiot watching can be entertaining, just don't interact or you'll get your hand bit off
[21:14:16] <Jymmm> lol
[21:16:51] <JT-Work> andypugh: cool video
[21:18:17] <JT-Work> * JT-Work wanders home to put the onion sets out that he should have done last weekend
[21:20:30] <celeron55> I've got about 1 meter of snow in front of my window
[21:21:08] <frallzor> not at my emc-computer, but in stepconf, is there a "probe" option to select for the inputs?
[21:25:40] <gene> Hey, its 87F here, send me some of that, I could use it to cool my glass of water ;-)
[21:25:48] <andypugh> Not sure I understand the question, frallzor. Do you mean to check the function of a touch-probe?
[21:26:23] <frallzor> yes
[21:26:52] <frallzor> if there is "native" support for it, besided that g-code someone mentions
[21:26:56] <frallzor> *besides
[21:27:03] <andypugh> I have never seen one, but then I haven't run stepconf since 2.3.0
[21:28:20] <andypugh> I think that you can allocate a p-port pin to be a probe.
[21:28:33] <frallzor> yeah, thats what I mean
[21:28:40] <andypugh> (I am booting a VM now to see)
[21:28:44] <frallzor> if there was a "proper" name for it there
[21:28:57] <frallzor> its just a matter of personal preference now =)
[21:29:15] <frallzor> if its a probe I would like to select that for name instead of Z limit
[21:29:38] <andypugh> Well.... You know that the signal names are totally arbitrary?
[21:29:45] <frallzor> yes
[21:30:18] <frallzor> as I said, I would like to keep things as "correct" as possible =)
[21:31:03] <andypugh> Well, there is a "Probe in" dropdown in stepconf.
[21:31:16] <frallzor> great =) ty
[21:31:32] <andypugh> Which creates this hal-line; net probe-in => motion.probe-input
[21:32:02] <frallzor> hmm
[21:32:26] <frallzor> sounds allmost like it would be one of those probes to get points from an object
[21:32:49] <frallzor> if motion isnt some standard name in emc?
[21:34:03] <andypugh> Yes. motion.probe-in is a hard-coded interface pin that G38 looks at.
[21:36:18] <frallzor> guess Ill have to play with it when i get a nice plate to use
[21:48:59] <andypugh> Did anyone mention Vectric Cut3D in that CAM thread on the mailing list? At £220 it seems a lot cheaper than most. (and, bizzarely, they even make the pricing easy to find. with an online store)
[22:29:35] <MattyMatt> damn, my largest collet is 3.2mm
[22:30:03] <andypugh> My largest collet is 20mm
[22:30:05] <MattyMatt> no nice 4mm carbide tools for me
[22:30:36] <andypugh> A 4mm carbide mill could modify a collet
[22:32:24] <MattyMatt> drill its own collet?
[22:33:29] <MattyMatt> I don't trust my mill or drill press with that
[22:34:55] <MattyMatt> one more thing to put in the "pros" column for getting a lathe :)
[23:12:34] <Jymmm> looks too clean
http://sfbay.craigslist.org/sby/tls/1673894622.html
[23:13:43] <EricKeller> obvious repaint
[23:15:02] <andypugh> looks like my old Colchester.
[23:15:52] <andypugh> (which as a 6tpi leadscrew and a 1.25" thimble on the cross slide. Which is rather hopeless)
[23:17:27] <MattyMatt> I had a weird idea about making vintage looking stepper motors for steampunk fans
[23:18:32] <MattyMatt> and for sympathetic refurbishments :)
[23:19:41] <MattyMatt> I dunno why I think steppers look easy to make at home, but they do
[23:20:38] <andypugh> I suspect that is an illusion.
[23:20:46] <Jymmm> MattyMatt: Start easy, make 10 identical lock washers and go from there
[23:21:29] <Jymmm> 10 nuts, 10 bolts, etc.
[23:22:08] <MattyMatt> hell 1 straight hole in my brass motor connectors would be a start :)
[23:22:38] <MattyMatt> if I get a lathe tho, there's no stopping me
[23:23:40] <MattyMatt> a stepper coil winder would be a good start, for reno blown motors
[23:25:39] <MattyMatt> I've never seen any burned out steppers going anywhere tho, so the use would be limited
[23:28:15] <MattyMatt> I wish the girls round here didn't scream in the street to impress their boyfriends
[23:29:12] <andypugh> Does it work?
[23:29:13] <MattyMatt> it's very unladylike
[23:29:50] <MattyMatt> dunno, maybe this one is actually getting murdered
[23:31:05] <andypugh> Err, why is the EMC2 homepage suddenly in german?
[23:31:30] <andypugh> Not that that is a bad thing, I am just curious
[23:32:34] <MattyMatt> not for me. check Mein Profiel
[23:34:00] <andypugh> I clicked "English" and it worked. It's odd, there are quite a few sites think I am german.
[23:38:48] <frallzor> * frallzor will be trying to make a kickass touch plate today
[23:39:05] <andypugh> Tungsten Carbide is conductive.
[23:43:38] <frallzor> ya talking to me?
[23:43:44] <andypugh> Aye
[23:44:13] <frallzor> i will be making one of steel first, with mirrorsurface and super flat!
[23:44:19] <frallzor> then ill go copper
[23:44:34] <andypugh> TC will wear less
[23:44:55] <frallzor> wear wont be such a problem
[23:45:00] <andypugh> It's also a lot stiffer than any metal
[23:47:01] <frallzor> well I dont really have TC :P and dont think I could work it manually =(
[23:47:57] <andypugh> That is the problem. Planer blades are an option.
[23:49:20] <frallzor> i wouldnt mine getting a used set of those blades
[23:49:25] <frallzor> ebay might sport some
[23:49:32] <frallzor> *mind
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}