Back
[00:00:14] <pfred1> Jymmm oh yeah i made a microsomputer on my breadboard once
[00:00:28] <Jymmm> pfred1: you sick puppy
[00:00:48] <pfred1> Jymmm
http://img708.imageshack.us/img708/7615/p7100104.jpg
[00:01:10] <pfred1> Jymmm that sucker drew like 6 amps
[00:01:11] <Jymmm> lol
[00:01:46] <pfred1> user friendly it wasn't
[00:02:09] <pfred1> you had to input data one nibble at a time then shft in the next nibble to make a full byte
[00:02:11] <tlab> pfred1, I used an a3979 allegro chip for my steppers
[00:02:30] <pfred1> tlab thats what i thought you used couldn't quite see it under the ribbon though
[00:03:16] <pfred1> tlab here's the back of mine:
http://img189.imageshack.us/img189/6572/stepproto1b.jpg
[00:03:24] <tlab> I would probably use something different next time, since they are only rated at 35V
[00:03:33] <pfred1> tlab when i get my CNC up and running i plan on doing some boards with it
[00:03:54] <tlab> you making your cnc from scratch or buying one?
[00:03:54] <pfred1> tlab I only run mine at 23V though the SLA is rated at 42 I think
[00:04:03] <pfred1> tlab scratch
[00:04:26] <pfred1> tlab its only going to be one ofthem MDF ones with the skate bearing slides
[00:04:26] <tlab> I bought one
[00:04:40] <pfred1> tlab but it should still do what I want itto do
[00:05:05] <atmega> I bought parts for one, rails, linear bearings, etc. then I bought a cheap one
[00:05:23] <tlab> this one looks nice
http://cgi.ebay.com/Sable-2015-CNC-ROUTER-ENGRAVER-mill-PCBs-engraving_W0QQitemZ190381076043QQcmdZViewItemQQptZLH_DefaultDomain_0?hash=item2c5398ae4b#ht_4352wt_1039
[00:05:30] <tlab> for 500 bucks
[00:05:48] <atmega> $125 shipping, $225 for everythign else, and it has nema17's
[00:06:08] <tlab> atmega, what kind is it?
[00:06:14] <pfred1> so close to $1,000 ?
[00:06:25] <atmega> (that was for teh sable)
[00:06:43] <atmega> mine is made of HDPE or something
[00:07:11] <pfred1> I think i have about $80 or so wrapped up in mine so far for parts
[00:07:12] <tlab> how much was yours atmega ?
[00:07:19] <atmega> $350ish
[00:07:27] <tlab> you have a pic of it?
[00:07:28] <atmega> I had motors, drivers, breakout
[00:08:06] <atmega> http://artichoke.org/router.jpg
[00:08:08] <pfred1> * pfred1 is going low budget
[00:08:12] <atmega> cell phone pic
[00:08:43] <atmega> I spent months accumulating parts to make one, but decided I couldn't make it square enough by hand
[00:08:51] <tlab> that's similar to mine, cept mine is wood
[00:09:07] <pfred1> atmega that is why you make certain parts adjustable
[00:09:09] <tlab> I wanted to cut down on time
[00:09:13] <atmega> so, I'm hoping I can make a better one with this one.... the seller is actually supposed to ship me a new one
[00:09:29] <atmega> pfred: I know, but slotting/etc is a bitch by hand
[00:09:36] <tlab> so I got one of these
http://www.probotix.com/FireBall_v90_cnc_router_kit/
[00:09:46] <pfred1> atmega you mean for the T slots?
[00:09:59] <atmega> I probably should have gotten onetlab: of those.
[00:10:17] <atmega> hmm, that was odd editing.
[00:10:35] <tlab> onetlab to rule them all
[00:10:40] <pfred1> atmega really if you're crazy you can cut aluminum plate on a tablesaw
[00:10:43] <atmega> pfred1: no, I was thinking of slotted brackets for rails, screws, etc
[00:10:53] <pfred1> it works
[00:11:07] <pfred1> just don't use a great blade
[00:11:11] <atmega> I cut aluminum on my chop saw... carbide blade does wonders.
[00:11:23] <pfred1> yeah i mean for long rips
[00:11:34] <atmega> how do you keep from cutting in to the t-slot table?
[00:11:40] <atmega> just don't do through cuts?
[00:11:58] <pfred1> can put sacrificial foam under the piece
[00:12:10] <pfred1> blue house foam is cheap enough
[00:13:12] <atmega> this started off cheap enough, but it was too slow with my crappy chinese driver and little steppers so I bought 469's from xylotex for an eventual upgrade
[00:13:35] <tlab> whats your ipm?
[00:13:40] <pfred1> so far it is shaping up that I'll get 48 IPM out of my machine
[00:14:14] <pfred1> least thats what stepperconf said I'd get
[00:14:14] <tlab> that's what I'm at now, but I think my z axis is missing stepps
[00:14:20] <atmega> 60ipm mostly, I can get 120 except at the ends
[00:14:46] <tlab> atmega, nice!
[00:15:04] <atmega> smaller motors would probably be a little faster
[00:15:11] <pfred1> I suppose if i got HV 7805s I could jack up the voltage more and get a little more out of it
[00:15:46] <tlab> my motors have high inductance so I can run them very fast, they are high torque tho... but I want speed
[00:15:59] <pfred1> so get a lazy lead
[00:16:04] <tlab> I need to get bipolar motors with lower inductance
[00:16:13] <pfred1> like 2 TPI
[00:16:40] <tlab> I'm at 5TPI now
[00:16:57] <pfred1> 2 would double your speed
[00:17:13] <pfred1> I figured mine for 10 TPI
[00:17:45] <pfred1> I'm just going to go with single start 1/2-10
[00:18:01] <atmega> they are cheap anyway
[00:18:10] <pfred1> thats why I'm going that route!
[00:18:21] <pfred1> I can get them for like $ an axis
[00:18:24] <pfred1> $4 even
[00:18:28] <atmega> $7.95 for 36" at surpluscenter
[00:19:15] <pfred1> yeah I'm thinking 3x2 for my machine nothing too big
[00:19:29] <tlab> I'd like to get a floating head
[00:20:28] <pfred1> tlab well today is St. patricks day
[00:20:33] <atmega> I'd really like home switches, but I don't want to install them on here if he actually sends me a new one.
[00:20:35] <tlab> lol
[00:20:53] <pfred1> atmega why are they sending you a new one?
[00:21:20] <atmega> it got pretty banged up in shpping, the Y lead screw had about 2cm runout in the middle
[00:21:34] <pfred1> hmmmm
[00:21:39] <atmega> he already sent me a new lead screw
[00:22:03] <atmega> but, the carriage it uses for the gantry seems a little skewed as it gets near the end
[00:22:25] <atmega> but, for $350, it's really not bad for something to play with
[00:22:33] <pfred1> not at all
[00:22:49] <pfred1> me I'm going for a fixed gantry moving table I think
[00:22:56] <pfred1> they seem easier to do
[00:23:10] <atmega> that was my plan also, seems like the gantry could be more rigid that way
[00:23:29] <pfred1> heh yeah the way i build stuff
[00:23:40] <atmega> I have some 1" supported linear rails for the table
[00:24:30] <tlab> http://www.youtube.com/watch?v=F1vNveXSprc&feature=related this is awesome
[00:27:34] <pfred1> I am going with this guys linear scheme with the 2 skate bearings on the piece of angle
http://buildyourcnc.com/default.aspx
[00:27:48] <pfred1> seems like a step up from drawer slides to me
[00:29:26] <pfred1> everyone has to watch at least one of this crackpot's videos:
http://buildyourcnc.com/step1.aspx
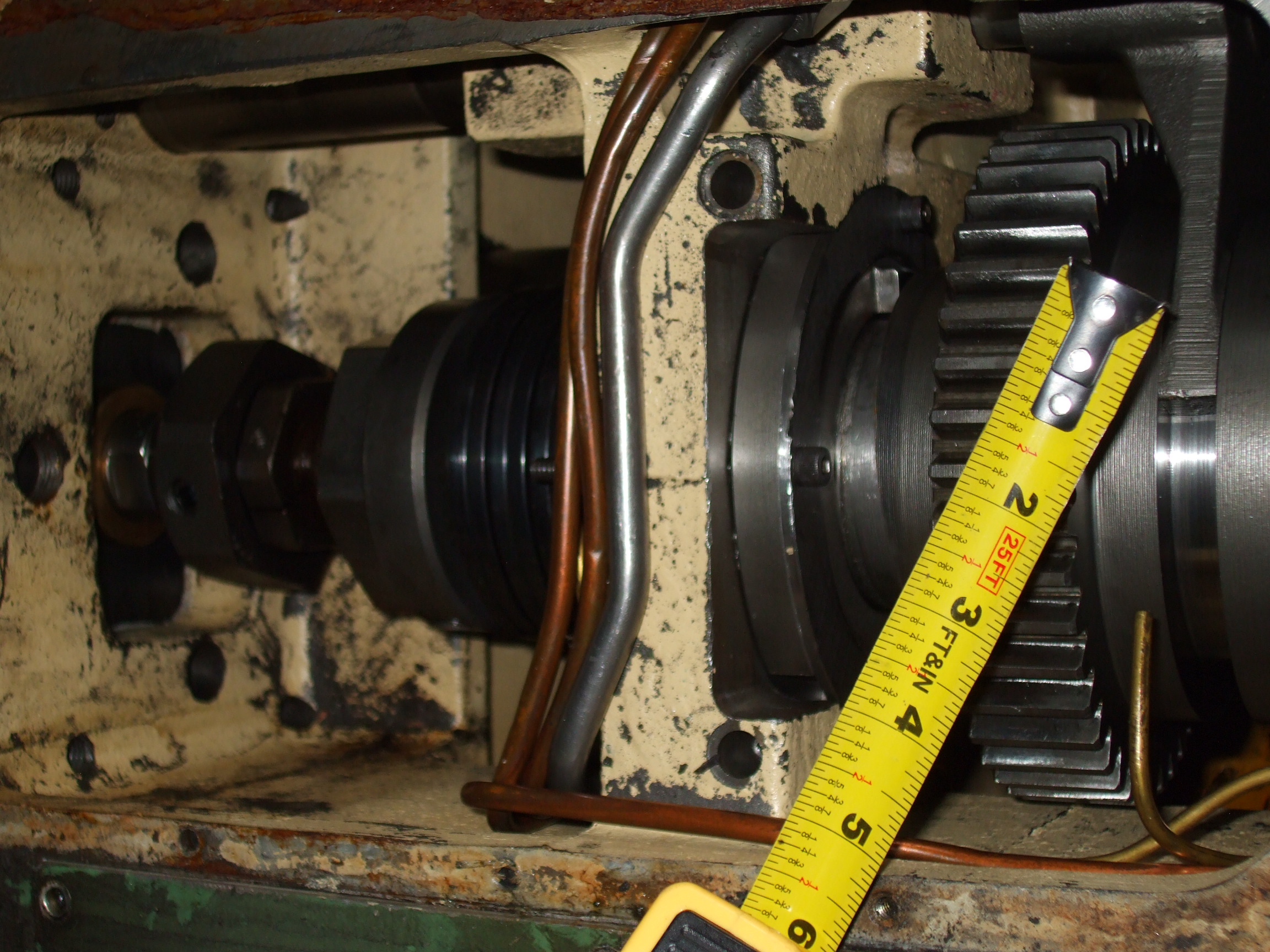
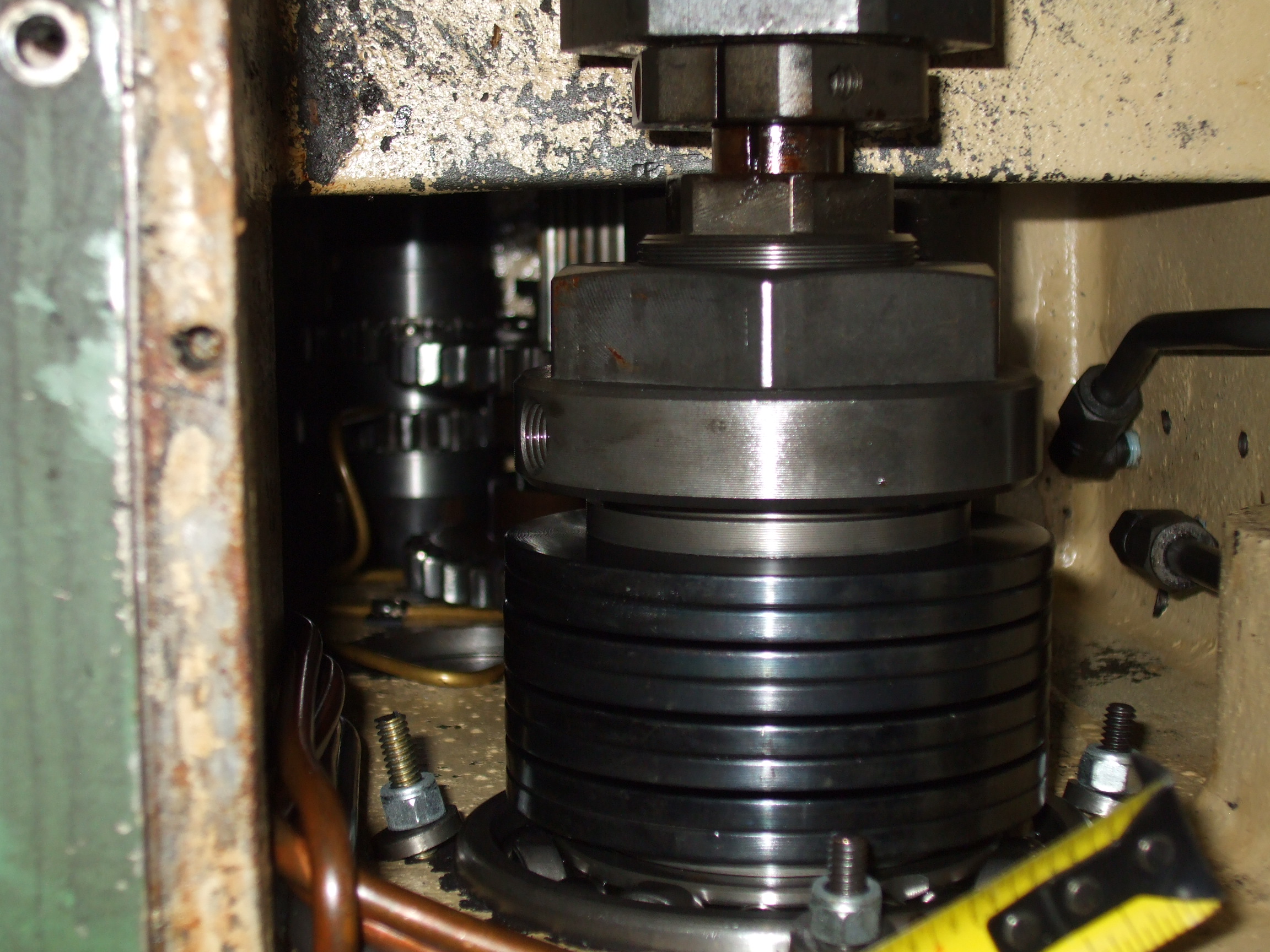
[00:31:08] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/spindle/spindleguts.JPG
[00:31:36] <skunkworks> need some belvel springs?
http://www.electronicsam.com/images/KandT/conversion/spindle/belvel.JPG
[00:32:12] <pfred1> skunkworks whats the copper tubing oil?
[00:32:13] <skunkworks> here is the rough electrical box weldup.
http://www.electronicsam.com/images/KandT/conversion/electricalbox.JPG
[00:32:18] <skunkworks> yes
[00:32:38] <pfred1> skunkworks I like the swivel pads better
[00:33:34] <skunkworks> swivel pads?
[00:33:42] <pfred1> skunkworks you could keep Jimmy Hoffa's corpse in that cabinet!
[00:33:51] <pfred1> skunkworks swivel pad vise grips
[00:33:55] <skunkworks> ah
[00:34:09] <pfred1> skunkworks I have them up to 24SP
[00:34:18] <pfred1> 2 of each
[00:36:16] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/electricalbox1.JPG
[00:36:42] <pfred1> skunkworks whats that on the bottom an escape hatch?
[00:37:15] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/boxframe.JPG
[00:37:24] <skunkworks> where the servo amps are going to mounted.
[00:37:34] <skunkworks> the area is deeper for that
[00:37:57] <skunkworks> this whole machine is welded up inch thick plate steel.
[00:38:05] <pfred1> skunkworks is the plate 3/4" thick?
[00:38:17] <pfred1> oh a full inch?
[00:38:34] <skunkworks> pretty close
[00:38:36] <tlab> is it an electrical box or the start of a cnc machine?
[00:38:44] <skunkworks> heh
[00:38:49] <pfred1> skunkworks the first armored tanks weren't as thick!
[00:38:53] <skunkworks> heh
[00:39:25] <tlab> you using a V8 to turn the spindle?
[00:39:56] <skunkworks> just a 5hp 3 phase motor with a vfd
[00:40:23] <pfred1> tlab buddy of mine owned a gas station and when the oil recyclers came to suck up his used oil he tells methey had a reworked 454 V8 driven off a PTO for their pump
[00:41:05] <pfred1> tlab he tells me they had to do some cam work on the engine to make it work well for doing that
[00:41:59] <pfred1> tlab ever check this out?
http://opensourcemachine.org/
[00:42:35] <tlab> never seen it
[00:42:46] <pfred1> tlab its a novel use of an old engine block
[00:46:57] <pfred1> this ought to be good:
http://opensourcemachine.org/the-multimachine/multimachine-video
[00:47:05] <clytle374> I wonder if the changed the compression ratio;)
[00:47:25] <pfred1> OK who will be the first ot CNC one of these bad boys?
[00:48:11] <tlab> good use of an old engine block... but definitely something out of Texas lol
[00:52:45] <pfred1> up he beat us to it with this frog gizmo
[00:53:12] <pfred1> we have to turn him onto EMC!
[00:55:04] <tlab> oh around min 45-46 looks like he uses a standard jack for adjustment
[00:58:50] <pfred1> quote of the day "Once you get it all together the machine is almost half built."
[01:03:10] <atmega> 'home' should not be at a travel limit?
[01:07:17] <pfred1> If you find a problem the grinder can probably fix it!
[02:33:23] <aa-danimal-shop> Open source, Open design, Open ideas, Open minds, Open wounds
[02:33:34] <atmega> Open Sores?
[02:33:36] <atmega> oh, source.
[02:33:46] <aa-danimal-shop> lol
[02:34:04] <aa-danimal-shop> what kind of unsavoury women are you hanging around with?
[02:34:19] <atmega> hot linux chicks
[02:34:28] <atmega> and unicorns
[02:34:52] <aa-danimal-shop> both mythical creatures
[02:40:45] <pfred1> FOSS = Free Open Sores Software
[02:43:27] <aa-danimal-shop> i managed to screw up my webstore... i cant log in as an administrator anymore
[02:43:47] <aa-danimal-shop> anyone know a backdoor in to change that via my server?
[02:43:52] <atmega> try #skr1pt-k1dd135
[02:44:19] <aa-danimal-shop> script kiddies?
[02:44:30] <aa-danimal-shop> huh?
[02:45:21] <aa-danimal-shop> noone's in there
[02:45:56] <pfred1> aa-danimal-shop you host the site on your own local machine?
[02:45:57] <atmega> it was a joke... not a great one.
[02:46:14] <aa-danimal-shop> pfred1, no i have a host
[02:46:30] <aa-danimal-shop> but i can access the files through my ftp thingie
[02:46:40] <aa-danimal-shop> (technical terms)
[02:47:00] <pfred1> and you cannot login to your account because you forgot the password?
[02:49:33] <aa-danimal-shop> no...not sure what i did
[02:49:54] <aa-danimal-shop> it's kind of a long story... i think i accidentally disabled administrative rights to my user name
[02:50:00] <aa-danimal-shop> then it logged me out
[02:50:22] <pfred1> well they must give you a virtual machine or something then
[02:50:51] <aa-danimal-shop> who?
[02:50:58] <pfred1> your hosting service
[02:51:09] <aa-danimal-shop> my host, or the software company that wrote the script?
[02:51:34] <aa-danimal-shop> well i can log onto my host...it's the webstore i cant log on to
[02:51:37] <pfred1> no it'd have to be something the service provided no script would stop you from logging in to a plain user account
[02:51:44] <pfred1> oh
[02:52:23] <aa-danimal-shop> i can access all the files associated to the webstore on my host
[02:52:26] <pfred1> but the script is hosted on your hosts server and you can just ftp in to that right?
[02:52:46] <atmega> is it DB driven?
[02:53:07] <pfred1> yeah i suck at MySQL
[02:53:40] <aa-danimal-shop> yes, i can ftp into the host
[02:53:53] <aa-danimal-shop> or i can access it through my host's control pannel
[02:53:57] <atmega> some packages have recovery scripts that are usually oddly named and non-executable by default
[02:54:04] <aa-danimal-shop> i suck at the interwebs
[02:54:10] <pfred1> ok so you have access to any file that could potentially be stopping your from logging into the script
[02:54:17] <aa-danimal-shop> yes
[02:54:47] <aa-danimal-shop> i dont want to loose any of my webstore data.... that's important
[02:55:07] <atmega> whats the package?
[02:55:19] <pfred1> aa-danimal-shop look at it this way if you did it odds are a million other people have already doen it too and have posted on forums about it just google the fix
[02:55:20] <aa-danimal-shop> squirrel cart
[02:56:18] <aa-danimal-shop> i checked their web forum and didnt see anything. I got a service ticket open but they're closed right now.. i was hoping to finish my site tonight, i got customers waiting
[02:56:48] <pfred1> did you try just googling for the answer to your problem?
[02:57:16] <pfred1> because if its that easy to do there must be a thousand other people who've done it themselves
[02:57:18] <aa-danimal-shop> i will now
[02:57:43] <pfred1> and one of them has to have figured out how to fix it by now
[02:58:45] <aa-danimal-shop> i dont even know what to google for
[02:58:53] <aa-danimal-shop> i cant even descripe what i did
[02:58:58] <aa-danimal-shop> describe*
[02:59:02] <pfred1> try squirrel cart administrator
[02:59:13] <pfred1> and refine down from there
[02:59:41] <pfred1> I always start out vague then try to prune the results
[03:00:14] <pfred1> as things annoy me that I don't want to see i add -this or -that
[03:00:48] <pfred1> or if a term pops up that i feel would more focus results I add that too
[03:01:14] <aa-danimal-shop> yea so far nothing
[03:01:29] <pfred1> i guess everyone waited until they opened up?
[03:01:47] <atmega> does your service use cpanel?
[03:03:38] <aa-danimal-shop> it has a control pannel
[03:03:51] <aa-danimal-shop> not sure if its called cpannel
[03:04:11] <atmega> can you just not log in as admin to your store?
[03:05:36] <pfred1> atmega that is what he's been saying it seems but he can log into his host
[03:06:29] <aa-danimal-shop> yea
[03:06:55] <atmega> ssh in and check the DB by hand?
[03:07:07] <pfred1> aa-danimal-shop if i had to guess I'd think there was a config file you could overwrite to go back to default settings
[03:07:41] <aa-danimal-shop> yea, i just dont know how to even open a config file, nevermind edit it
[03:07:54] <pfred1> plain text?
[03:08:23] <pfred1> oh wait thats right mySQL has this other program that dumps the DB into like a spreadsheet looking thing
[03:09:20] <aa-danimal-shop> there is a config.php file
[03:09:35] <pfred1> aa-danimal-shop php is plain text
[03:09:46] <pfred1> its script language
[03:10:16] <pfred1> just copy it to your local system and open it up in a text editor
[03:10:47] <aa-danimal-shop> ok, i'm doing that now
[03:12:33] <pfred1> grep -in admin the file
[03:12:42] <pfred1> or maybe password
[03:13:15] <pfred1> see if there is even naything worthwhile to look for
[03:13:36] <atmega> there shoudl be a mysql user/pass to access the database, but the admin password for the cart probably lives in the database
[03:13:59] <pfred1> atmega then he'd have to mess with the mySQL tools
[03:14:12] <pfred1> and that shit can get complicated!
[03:15:44] <aa-danimal-shop> yea the config.php doesnt have anything usefull
[03:15:47] <pfred1> I setup a MySQL search databaseo n my system once years ago but when I ran it it locked my puny computer up so i never messed around with the stuff anymore
[03:15:57] <aa-danimal-shop> i can access my database folder where the stuff is kept though
[03:16:38] <pfred1> I think CPU manufacturers have a hand in developing MySQL it makes people buy much more powerful systems!
[03:17:00] <atmega> if you can ssh in, you can query mysql by hand
[03:17:21] <pfred1> atmega yeah if you have an IQ of 195
[03:17:30] <atmega> c'mon, it's not that hard
[03:17:34] <aa-danimal-shop> i dont know what ssh is lol
[03:17:41] <pfred1> secure shell
[03:17:41] <atmega> ok, maybe it's that hard then.
[03:17:56] <pfred1> its encrypted telnet
[03:18:14] <atmega> do people generally write gcode by hand or use packages/conversion?
[03:18:29] <pfred1> I think they spend thousands on CAM software
[03:18:44] <pfred1> least thats how it looks to me
[03:18:52] <pfred1> that google stuff shows promise though
[03:19:08] <atmega> I couldn't get it to do anything usefule
[03:19:14] <atmega> the heekscad thing?
[03:19:21] <pfred1> atmega c'mon, it's not that hard
[03:19:24] <pfred1> :)
[03:19:39] <pfred1> there's 2 parts to it
[03:20:13] <pfred1> I forget what the other ones ame is link on the heeks page though
[03:20:22] <atmega> heh... I've been writing code for 25 years... cad packages are the most painful things I've ever used.
[03:20:49] <pfred1> yeah I've been drawing for longer than that and i hate drawing on computers
[03:21:03] <pfred1> drawing drafting etc
[03:21:33] <atmega> so, I was going to try that inkscape to gcode thing, but I can't figure out how to make circles a fixed size in inkscape
[03:21:49] <pfred1> I think people who can code compters just aren't the same people who are good at drawing
[03:21:53] <atmega> or put them in teh right place relative to othr object
[03:22:27] <atmega> I have never met a software package I couldn't become proficient at in short time... except for every cad package I've tried.
[03:22:52] <pfred1> the stuff is obtuse
[03:23:09] <pfred1> but I've seen other people manage with it and achieve remarkable results too
[03:23:40] <atmega> yeah, I get people at work to draw stuff for me, they click a bucnch of stuff and spit out a perfect, dimensioned drawing.
[03:24:17] <pfred1> we'll just have to put in the time I suppose
[03:24:34] <pfred1> I'm going to give Qcad another shot i think
[03:24:55] <atmega> I just want a little bracket to mount some switches on
[03:33:22] <aa-danimal-shop> i think i figured it out
[03:33:42] <aa-danimal-shop> i had to use this thing called phpmyadmin
[03:34:10] <atmega> and change the admin passwd?
[03:36:10] <aa-danimal-shop> and add admin privlidges
[03:40:23] <pfred1> I can't wrap my head around why my circuit is taking 7.5ma to pull high but 50 ua to drive low on input
[03:44:34] <pfred1> I mean i have a pullup resistor and a current limiter on the input this just isn't making any sense to me at all
[04:01:16] <aa-danimal-shop> yay,fixed it
[04:01:29] <pfred1> aa-danimal-shop congratz
[04:01:35] <aa-danimal-shop> thanks
[04:02:27] <pfred1> all of this is starting to remind me of when I setup a motor I built once and everything was going backwards for me for a bit
[04:02:57] <pfred1> like I'd advance the timing and the idle would drop everything was backwards then too
[04:03:14] <Jymmm> http://sfbay.craigslist.org/sby/tls/1648993811.html
[04:03:27] <pfred1> turned out the jets i nthe carbs were way too small
[04:03:46] <Jymmm> Ok, if knee is Z axis, but quill has 4" travel via cnc, is that Z+1 ?!
[04:03:49] <pfred1> once i richened them up things went much more as I expected them to
[04:04:01] <Jymmm> double z?
[04:04:08] <Jymmm> Z and a half?
[04:04:48] <Jymmm> Well, I guess Z and a Quarter
[04:15:58] <SWPadnos> Jymmm, if the knee is Z, then the quill would probably be W
[04:16:06] <Jymmm> ah
[04:16:29] <SWPadnos> or you could do it vise versa, with the quill as Z and the knee as W
[04:17:03] <SWPadnos> if you had a taller garage, I'd say you should buy it
[04:17:10] <SWPadnos> can't argue with the price at all
[04:18:07] <pfred1> a dollar?
[04:18:32] <SWPadnos> hell, it's almost worth driving out there to get it, even though I've already got one ;)
[04:18:53] <pfred1> it ain't worth it to me
[04:19:07] <SWPadnos> are you on this continent?
[04:19:16] <pfred1> just barely
[04:19:21] <SWPadnos> heh
[04:19:35] <SWPadnos> well, if you're in NB or something, it may not be worth it
[04:19:40] <pfred1> I'm about as far east as you can get and still be in the lower 48
[04:20:04] <SWPadnos> northeast Maine?
[04:20:22] <pfred1> eastern coast of southern Delaware
[04:20:37] <SWPadnos> ok. I'm east of you then :)
[04:20:38] <pfred1> we jut out pretty far here
[04:21:04] <pfred1> its like living in the middle of the Atlantic
[04:21:17] <SWPadnos> yep. I was at Aberdeen Proving Ground for 7 months, and my cousins own a place near Annapolis
[04:21:23] <SWPadnos> so the north part of the peninsula
[04:21:27] <pfred1> hell thatsi nland
[04:21:55] <pfred1> it's take me 3 hours driving west to get to annapolis well maybe 2
[04:22:04] <SWPadnos> heh
[04:22:27] <SWPadnos> we drove from Annapolis to Virginia Beach on the peninsula
[04:22:44] <SWPadnos> nice ride, except near the turkey processing plant (or chicken, don't remember)
[04:22:45] <pfred1> I donno they may stick out a bit further than us
[04:22:54] <pfred1> oh we got chicken plants
[04:23:05] <SWPadnos> yeah, Tyson I think it was
[04:23:08] <pfred1> we're the #2 chicken producer in the country
[04:23:15] <SWPadnos> stinky
[04:23:22] <pfred1> we have Allens Mountaire tyson
[04:23:30] <pfred1> heh thats the grain turning
[04:23:35] <pfred1> it doesn't happen all the time
[04:23:51] <pfred1> when you smell rank by a chicken place its grain turning in the silos
[04:23:57] <WalterN> I grew up in #4 dairy producing place in the country
[04:24:08] <WalterN> maybe #3
[04:24:14] <WalterN> debateable
[04:24:18] <pfred1> the big mountaire plant down in millsboro sometimes does it it is nasty
[04:24:19] <SWPadnos> I didn't notice silos - it seemed like it was a processing plant only, not a chicken farm
[04:24:26] <SWPadnos> we have chicken farms around here as well
[04:24:32] <SWPadnos> along route 50?
[04:24:34] <pfred1> ah they keep feed at the big plants
[04:24:42] <SWPadnos> ok
[04:24:42] <pfred1> 50 is south of me
[04:24:56] <pfred1> yeah its a whole culture chickens
[04:25:08] <pfred1> hatcheries growers and the processing all is tied together
[04:25:15] <SWPadnos> it's cow culture here :)
[04:25:31] <pfred1> if you're processing you have your hand in the whole pie
[04:25:42] <pfred1> you supply the hatchlings and often the feed too
[04:25:47] <SWPadnos> it looks like I'm only 100-150 miles east of you :)
[04:25:50] <Jymmm> SWPadnos: $1 isn't the REAL price
[04:26:01] <WalterN> BTW I just finished making the. best. enchiladas. ever.
[04:26:02] <Jymmm> SWPadnos: They put $1 to get ppl to read the ad.
[04:26:13] <pfred1> Jymmm what kinda BS is that?
[04:26:16] <SWPadnos> well it doesn't say that
[04:26:36] <WalterN> I'm so stuffed
[04:26:49] <WalterN> and work starts in 10min :(
[04:27:39] <pfred1> I know right place right time yo ucan get old fried CNC-1s for free
[04:27:41] <Jymmm> SWPadnos: Well, it it's REALLY $1, I'll take it. but at 3800lbs, how the hell do you lift it on to a tow truck?
[04:27:50] <SWPadnos> get a flatbed
[04:27:54] <pfred1> yup
[04:27:58] <pfred1> flatbed drag it up
[04:27:58] <SWPadnos> that tilts down, and use the winch
[04:28:11] <SWPadnos> the hard part is making sure it doesn't tip over when you do that :)
[04:28:21] <Jymmm> no shit.
[04:28:26] <pfred1> yeah bring some 1 inch rollers
[04:28:33] <SWPadnos> a forklift is also useful, but then you need one at home too
[04:28:49] <SWPadnos> 1 inch may not be enough to get on the truck
[04:28:57] <SWPadnos> the angle may be too steep
[04:29:01] <pfred1> SWPadnos I'm the god of comealongs
[04:29:07] <SWPadnos> been there, done that
[04:29:25] <pfred1> its slow but it gets it done
[04:29:48] <Jymmm> Need a rolling rack than can do 5000lbs
[04:29:51] <pfred1> we used to move bridgeports in a shop I worked in with 3 guys and a couple of johnson bars
[04:30:05] <SWPadnos> nice shiny flat concrete floors there ...
[04:30:09] <pfred1> just lever and drag them
[04:30:15] <SWPadnos> I move mine around in the garage
[04:30:20] <pfred1> nah we had this ripped up asphalt tile
[04:30:37] <pfred1> and we'd really fuck it up when we dragged mills around on it too
[04:30:44] <SWPadnos> you can use an engine hoist for a BP, but probably not for something as big as that one
[04:30:45] <Jymmm> lol
[04:31:12] <SWPadnos> of course, I put mine on 7" casters, so it's a little easier now
[04:31:15] <Jymmm> If the head can rotate 90 deg, I can get it in the garage
[04:31:32] <pfred1> I had my bench mill on casters but it lead to too much chatter
[04:31:55] <SWPadnos> yeah, I haven't CNC'ed it yet. I imagine I'll want to remove the wheels once I do
[04:33:59] <Jymmm> Shit, I can put it in the back yard. Just have to get it back there!
[04:34:05] <Jymmm> lol
[04:34:21] <SWPadnos> got any friends with cargo chpooers?
[04:34:24] <SWPadnos> choppers
[04:34:32] <Jymmm> cargo what?
[04:34:38] <SWPadnos> pooper scoopers
[04:34:40] <Jymmm> cargo containers?
[04:34:45] <SWPadnos> helicopters
[04:34:52] <Jymmm> nope
[04:34:57] <SWPadnos> bummer
[04:35:19] <pfred1> SWPadnos ever been near one of them things while it was working?
[04:35:26] <SWPadnos> a BP?
[04:35:34] <tom3p> the helicopters that lift shipping containers?
[04:35:34] <pfred1> SWPadnos you ain't never seen a parking lot so clean in all your life!
[04:35:38] <SWPadnos> heh
[04:35:47] <SWPadnos> I've been on an aircraft carrier :)
[04:35:47] <pfred1> its amazing
[04:35:59] <SWPadnos> (that's why we drove down to Virginia Beach)
[04:36:23] <pfred1> yeah aircraft carriers probably aren't as dudty as your typical land is
[04:36:30] <pfred1> dusty even
[04:36:33] <SWPadnos> it is cool to see the choppers take off, and also to witness a fighter jet being catapulted from about 50 feet away
[04:36:48] <SWPadnos> no, especially after the choppers take off
[04:36:55] <pfred1> one we used was well lets just say you could hear it from over 10 miles off
[04:37:16] <SWPadnos> I took a helicopter ride in Hawaii as well - very very interesting to see lava below you
[04:37:23] <SWPadnos> heh
[04:37:45] <Jymmm> SWPadnos: Not as interesting as it surrounding you and nowhere to run!
[04:38:02] <SWPadnos> but I can remember the Hawai'i trip :)
[04:38:17] <pfred1> this is what the one I worked with looked like:
http://www.koretz.com/azthanks04-59.JPG
[04:38:24] <pfred1> cept it was orange
[04:38:29] <SWPadnos> nice
[04:38:40] <SWPadnos> that's a heavy lifter
[04:38:40] <pfred1> fucker was loud!
[04:39:06] <pfred1> yeah we were putting units on a mall roof
[04:39:16] <pfred1> guy could lift anything yo uasked him to
[04:39:32] <SWPadnos> it looks like you could move the mall itself around
[04:39:42] <pfred1> if I asked him to sling a full concrete mixer up there he'd have went for it!
[04:40:10] <SWPadnos> http://www.localhangar.com/html/home/CLUBNO25/dir1/IMG_2405-S64.jpg
[04:40:11] <pfred1> it was awesome
[04:40:34] <pfred1> yeah that looks like it
[04:41:00] <pfred1> I think it had an 80,000 pound capacity?
[04:41:07] <pfred1> it was crazy
[04:42:14] <pfred1> before he showed up we spent a week making sure everything not nailed down was gone
[04:43:14] <pfred1> I mean that thing could blow 4x4 sleepers up into the air
[04:44:24] <SWPadnos> yeah, helicopters are pretty amazing beasties
[04:44:39] <pfred1> and that one was a beast of a helo
[04:44:57] <Jymmm> so is the fuel bill =)
[04:44:58] <pfred1> I mean 10 miles off you could hear it coming
[04:45:13] <pfred1> you could feel it coming!
[04:45:15] <SWPadnos> what was interesting was that the lift was produced entirely by changing the blade angle - the speed didn't change at all, then there was a blast of air (with all the remaining dirt from the deck), and the thing was lifting off
[04:45:42] <SWPadnos> it looks like it's either 20000 or 25000 pounds capacity
[04:45:57] <pfred1> wow I thought it was higher
[04:46:27] <SWPadnos> it looks like these guys:
http://www.ericksonaircrane.com/
[04:46:37] <tom3p> Jymmm, so what would the selling price be?
[04:46:39] <pfred1> this guy picked units the size of city busses and placed them on the roof like it was othing
[04:46:54] <Jymmm> tom3p: nfc
[04:47:43] <pfred1> SWPadnos I'm wondering if that isn't the exact one i saw the name sounds familiar
[04:47:58] <pfred1> SWPadnos and that is exactly what it looked like
[04:48:28] <SWPadnos> they're the manufacturer now
[04:48:28] <SWPadnos> bought the design from Sikorsky
[04:48:32] <SWPadnos> according to their website (I'm no expert)
[04:48:37] <pfred1> that job was over 15 years ago so I can't be sure
[04:49:20] <pfred1> but yeah thats it that is one mean chopper
[04:50:43] <SWPadnos> ah well. good night guys
[04:50:52] <pfred1> nite yeah I'm done tonite too
[04:50:57] <pfred1> I have to sleep on this over here
[04:55:03] <tom3p> gnite
http://en.wikipedia.org/wiki/Sikorsky_Skycrane
[05:04:54] <seb_kuzminsky> axis noob question
[05:05:21] <seb_kuzminsky> i've got a program that fits inside my machine's work volume, but i need to re-zero Z to make it fit
[05:05:32] <seb_kuzminsky> how do i do it?
[05:05:52] <seb_kuzminsky> i've jogged to Z=-2, and i want to say "pretend that this is Z=0, for this program"
[05:07:16] <aa-danimal-shop> not sure, without changing your home position in ini
[05:07:51] <aa-danimal-shop> why cant you use a work offset?
[05:08:04] <aa-danimal-shop> or do you not know about work offsets yet?
[05:09:09] <seb_kuzminsky> swp said: "touch off the axis", and that did it :-)
[05:09:32] <aa-danimal-shop> yea, work offset
[05:09:44] <aa-danimal-shop> didnt know your level of "noob"
[05:09:50] <tom3p> seb_kuzminsky, if you wanted to say "THIS is where Z is 0" , thats simple versus "pretend that this is Z=0' infers a lot
[05:10:16] <seb_kuzminsky> http://highlab.com/~seb/heeks+axis.png
[05:10:27] <seb_kuzminsky> old hat to y'all, awesome new goodness to me :-)
[05:11:13] <tom3p> yes 'touch off' else, save the current posn, G92 the current posn at Z0, use it, then restore it
[05:11:14] <aa-danimal-shop> yea i hear ya, i'm lucky my machine runs
[05:11:47] <aa-danimal-shop> either of them
[05:12:05] <aa-danimal-shop> sometimes they dont!
[05:12:07] <tom3p> and nice work in HeeksCad/CNC
[05:12:24] <aa-danimal-shop> yea, looks good
[05:12:55] <aa-danimal-shop> my mill has been behaving nicely lately
[05:13:18] <aa-danimal-shop> that makes me happy
[05:13:42] <tom3p> but it looks like the leadin line has been flipped.. shouldnt you have the leadin line on the side that is cleared out?
[05:13:56] <aa-danimal-shop> because no mill = no mortgage payment
[08:13:05] <Alexande1B> Alexande1B is now known as AlexanderB
[09:14:24] <mk0> i want to add a rotary table to two linear axes in a foam-cutting machine. cannot find any good explanation how should i use angular units and what axes must be used in *.ini file (A-B-C?). could anyone wxplain?
[09:14:38] <mk0> *explain
[09:47:49] <alex_joni> define rotary to two linear axes
[09:54:17] <mk0> i have two axes machine. and want to add a rotary one
[10:45:28] <piasdom> g'mornin all
[10:48:13] <MarkusBec_away> MarkusBec_away is now known as MarkusBec
[10:52:43] <JT-Dev> how does conv_bit_s32 work?
[10:56:19] <JT-Dev> or what does it do?
[11:07:32] <alex_joni> converts a bit to a s32
[11:07:35] <alex_joni> 0 -> 0
[11:07:36] <alex_joni> 1 -> 1
[11:07:56] <alex_joni> it's usefull to connect a signal of type bit to something that takes a s32 input
[11:08:19] <JT-Dev> thanks
[11:13:07] <alex_joni> sure
[11:23:03] <atmega> <Nondem> Hurts don't it?
[11:39:13] <JT-Dev> Ok, I got it working now
[11:56:36] <BlackMoon> http://www.dilbert.com/strips/comic/2007-11-18/ hahahha
[12:15:12] <BlackMoon> http://www.dilbert.com/strips/comic/2007-12-24/ epic..
[12:29:58] <Jymmm> alex_joni: WTH?!
[12:31:13] <JT-Dev> Hi Ho it's off to work I go
[12:31:16] <Jymmm> alex_joni: 0 -> 0, 1 -> 1, wth is that shit?!
[12:31:32] <Jymmm> JT-Dev: you grumpy or bashful?
[12:53:50] <elmo40> mk0: the rotary axis nomenclature depends on which axis you spin 'around'... if, for example, you have a 3-axis mill and you put a rotating axis flat on the table. this would be the C-axis, since it is spinning 'around' the Z-axis. If you put it on its side lengthwise on a typical mill setup it would be the A-axis since it is now spinning about the X-axis. Got it? :)
[12:56:13] <elmo40> for the foam cutter it would rotate about the Y-axis, no? Then it would be called the B-axis
[12:56:39] <mk0> yep around Y
[12:56:49] <alex_joni> Jymmm: a converter
[12:56:52] <mk0> in X plane
[12:57:24] <Jymmm> alex_joni: 0 in and 0 out doesn't look like a conversion to me
[13:07:24] <Jymmm> * Jymmm sends The Kid to alex_joni...
http://www.threadbombing.com/data/media/3/dare_me_kid.jpg
[13:17:17] <mk0> i was disconnected
[13:28:07] <Jymmm> mk0: The only ting you missed was: Jymmm sends The Kid to alex_joni...
http://www.threadbombing.com/data/media/3/dare_me_kid.jpg
[13:47:00] <BlackMoon> Iv behind your PC, pulling your power.
[14:27:29] <alex_joni> Jymmm: there's a difference between 0x0 and 0x00000000000000000000000000000000
[14:27:41] <alex_joni> make that bitwise not hex
[14:40:42] <cnc__> cnc__ is now known as kent_cnc
[17:16:00] <atmega> who was using the Mesa 7i43?
[17:26:22] <i_tarzan> seems none
[17:28:34] <skunkworks_> http://bbs.homeshopmachinist.net/showpost.php?p=518394&postcount=6
[17:28:37] <skunkworks_> :)
[17:30:50] <SWPadnos> I wonder what it is that prevents people from understanding that the way to change the homing direction is to change the sign of the search speed
[17:31:07] <SWPadnos> maybe stepconf needs a checkbox to reverse direction for you
[17:31:48] <tom3p> atmega if you read about the user here, search thru these
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/
[17:31:48] <SWPadnos> (though the default should probably be to home in the negative direction, since it seems more likely that the home switch will be near zero)
[17:33:36] <atmega> are there canned gcode libraries? Like to cut out a DB25 shape?
[17:34:40] <archivist_attic> atmega, you sort of collect your own as you go along, machines vary a bit
[17:35:22] <atmega> SWP: what is [AXIS_#] HOMING_POLARITY for then?
[17:40:28] <micges> atmega: where do you have it?
[17:41:04] <atmega> nowhere, I've just been reading all the wiki pages on homing/limits trying to decide what to do.
[17:42:06] <tom3p> atmega see if you have it in any file, else look at this
http://linuxcnc.org/docs/2.2/html/config_ini_config.html#sub:[AXIS]-Section (i do not have HOMING_POLARITY in files on this box)
[17:43:15] <micges> homing polarity was in EMC1 iirc
[17:43:40] <atmega> geez... there goes more of my plans.
[17:46:28] <micges> atmega: and what are you're plans?
[17:46:36] <micges> maybe I can help
[17:46:51] <atmega> trying to decide on separate home/limit, and htf to configure it to home correctly.
[17:52:04] <micges> atmega: you should first read this:
http://www.linuxcnc.org/docview/html//config_ini_homing.html
[17:53:39] <micges> atmega: section 0.1.3.8
[17:59:33] <Jymmm> alex_joni: ah, ok
[18:09:23] <Jymmm> http://sfbay.craigslist.org/sby/tls/1649662832.html
[18:10:09] <bill2or3> oof
[18:11:37] <archivist_attic> expensive for an old pile of rust
[18:11:59] <Jymmm> archivist_attic: Heh...
http://sfbay.craigslist.org/sby/tls/1649775763.html
[18:12:30] <Jymmm> Almost everything on CL Tools has been over priced lately. You have to talk them down much of the time.
[18:13:31] <archivist_attic> seen some silly high prices on fleabay too, craigslist over here has nothing on it
[18:14:19] <Jymmm> I got a 4 D cell 3 Watt LED MagLite for $25 - BRAND new
[18:16:26] <Jymmm> I've been wanting one for a long time.
[18:17:46] <Jymmm> It's illegal to carry any kind of club or baseball bat inside your car in Calif - must be in trunk
[18:18:21] <Jymmm> "But Osssifer...it's a flashlight!"
[18:22:11] <BlackMoon> I got a 4d maglight too but its just incandesent, should but the upgrade for it..
[18:23:30] <Jymmm> BlackMoon: I need to buy FRESH batteries for it. Once I do, I'll let you know if it's worth it or not. I have a Stinger LED to compare against.
[18:23:38] <BlackMoon> find a rusted out chevy 4x4 and trade him for it.
[18:24:34] <archivist_attic> minus the engine, you dont ant to pay too much
[18:24:45] <Jymmm> lol
[18:27:55] <Jymmm> There are shit loads of "Free Dirt" ads, even some that will pay YOU if you take 10 cubic yards. But I think this is a great ad...
http://sfbay.craigslist.org/sby/zip/1649916466.html
[18:28:44] <Sammel_lothar> good evening from germany
[18:28:57] <Sammel_lothar> how is the weather in usa
[18:29:08] <Sammel_lothar> special NY
[18:29:55] <Sammel_lothar> i did now 4hour's of redesign for the electric of CNC-4
[18:30:53] <Jymmm> http://sfbay.craigslist.org/sby/tls/1649995027.html
[18:31:54] <Sammel_lothar> nice part Jymmm
[18:32:40] <BlackMoon> some fucker down my street is getting like 50,000 yr delivered to his *FLAT* property
[18:32:46] <BlackMoon> in some scam to get paid
[18:33:10] <BlackMoon> as a result theres a dumptruck going down the previously quite dead end street about every 4 mins for the past several weeks
[18:34:02] <Sammel_lothar> what does this mean ? 50,000 yr
[18:34:21] <Jymmm> 50,000 cubic yards of dirt
[18:34:42] <Sammel_lothar> ah yes to fill up the hole in the garden
[18:34:55] <Jymmm> more like a crater
[18:35:01] <bill2or3> Yes, for landscaping features.
[18:36:12] <Sammel_lothar> today the concreat brigade wars here in the nairbourhood ther is to bild a new home on monday ,its gone gewt a 2DAY Home Building event
[18:36:42] <BlackMoon> no the are just raising the entire goddamn lot like 6'
[18:36:47] <BlackMoon> and its acres
[18:36:57] <BlackMoon> and the lot was flat to start with
[18:37:10] <BlackMoon> just to get a shitload of money -_-;
[18:37:39] <Sammel_lothar> some one have it to throw out of the open window
[18:37:44] <Jymmm> BlackMoon: wouldn't you if you could
[18:38:18] <BlackMoon> Not in a quite neighborhood with shitty undersized roads
[18:38:43] <BlackMoon> the last tard on this street who ordered excessive amounts of fill, ended up having a kid run over on his bike
[18:38:47] <Sammel_lothar> its over in 2weeks so dont mind
[18:38:52] <BlackMoon> uh no
[18:38:56] <BlackMoon> its been going for 2 months
[18:39:00] <BlackMoon> and is planed for another 4
[18:39:14] <BlackMoon> a truck going by twice every 5 mins.. for 6 months
[18:39:25] <BlackMoon> complained to city hall/etc they did shit all
[18:39:27] <bill2or3> lame.
[18:39:38] <Sammel_lothar> oh bad planing USA Style
[18:39:47] <BlackMoon> the only plus side is at least this time they are keeping the rpms/speeds low so they arnt as noisy
[18:39:51] <BlackMoon> but still pisses me off
[18:40:13] <BlackMoon> first fill project they barreled down at full speed with turbodiesels screaming
[18:40:16] <Sammel_lothar> on monday the half communitie will look ,to see the home growing by the houre
[18:40:21] <BlackMoon> and then they would idle at times at the end of our driveways
[18:40:35] <BlackMoon> diesels idleing give me mygrains
[18:40:45] <Sammel_lothar> special allthe pensioneers will be sanding by!!
[18:42:11] <Sammel_lothar> ok i think (Hope) that my new electronic component will speed up the CNC to 16+inch per minute
[18:42:43] <Sammel_lothar> no i got less then 7
[18:42:51] <BlackMoon> 16? gez I can rapid my manual mill faster!
[18:43:19] <BlackMoon> course my hand nearly falls off but..
[18:43:21] <Sammel_lothar> there are L297/298 in use
[18:45:54] <Sammel_lothar> does anyone now why ubuntu hardy EMC2 need's so many ram to install?(390MB)
[18:48:26] <Sammel_lothar> i had to use xbuntu to run emc2 on a 128mB PC
[18:51:15] <Sammel_lothar> Sammel_lothar is now known as SEALIVE
[18:56:48] <jackc> cuz ubuntu installs tons of pointless shit
[18:57:39] <SWPadnos> Ubuntu in general (and other liveCD distros) needs a lot of RAM to install because the data on the CD is compressed and a RAM disk is used more or less to cache decompressed files
[18:57:42] <SWPadnos> among other things
[18:58:30] <SWPadnos> jackc, it has nothing to do with how much stuff is installed, it has to do with the fact that you get to run a full GUI OS from the CD before the installer program even runs
[18:58:45] <jackc> yeah i misread the question like its my job
[18:58:50] <SWPadnos> installed things generally don't impact memory usage until you run them ;)
[18:59:06] <jackc> i thought he was complaining about it using mad gigs on yonder disk
[18:59:12] <SWPadnos> ah
[18:59:15] <SEALIVE> thanks so there shoudt if ever redesighnt a distro with less ram use for EMC2 in order to get good cheep old pc for the mashine
[18:59:43] <SWPadnos> you can install on a "low memory" machine by using the server install, then installing emc2 with the install script
[19:00:24] <SWPadnos> you don't need a separate distribution, just compile an RTAI-enabled kernel, RTAI, and EMC2 on any old install
[19:00:54] <SWPadnos> if you want it to be easy, you have to pay more (in hardware that is :) )
[19:01:18] <SEALIVE> yes
[19:01:44] <SEALIVE> i hope i can shout a 512MB on ebay for 60dollar
[19:01:46] <Jymmm> SWPadnos: gonna see if emc will install on a PPC =)
[19:01:59] <SWPadnos> have fun with that :)
[19:02:22] <Jymmm> SWPadnos: any reason it wouldn't?
[19:02:58] <SWPadnos> well, there are a few thousand possible reasons, but I don't know any specific ones that will trip you up
[19:03:08] <SWPadnos> RTAI is generally more mature on x86
[19:03:35] <Jymmm> SWPadnos: I'm more interested to see the latency
[19:03:45] <SWPadnos> EMC2 probably still has some x86-specific assembly code in some of the low level RTAPI functions
[19:03:59] <SWPadnos> I don't know if this is still true though
[19:04:17] <Jymmm> ah, who would?
[19:04:27] <SWPadnos> I believe cradek had installed emc2 on a ppc nettop, but I don't know if that was sim or RT
[19:04:34] <SWPadnos> anyone who looks at the code would know
[19:04:46] <Jymmm> yo cradek
[19:05:09] <Jymmm> I didn't know there was any ASM in emc2
[19:05:52] <SWPadnos> there were a few things to implement some atomic bit-ops or something. I don't remember the specifics
[19:06:16] <SWPadnos> there are generic bit-ops in Linux, but I don't know if they're being used at the moment
[19:06:33] <SWPadnos> there could also be some issues with endian-ness, but again I don't know of any
[19:07:29] <cradek> emc sim will build and run on my ppc machine. I don't know whether rtai is available.
[19:07:47] <atmega> emc on a gumstix would be nifty
[19:07:47] <SWPadnos> (just thinking out loud about the differences between the CPUs)
[19:08:18] <cradek> yes I had to fix a few things, including the few asm bits
[19:08:24] <Jymmm> cradek: Yeah, i'd be interested in RTAI
[19:14:02] <SEALIVE> so by i got to go to bed shift in progrwess!
[19:14:20] <SEALIVE> and thanks for all the information
[19:30:57] <aa-danimal-shop> cradek, did you hook up the vfd yet?
[19:31:04] <aa-danimal-shop> i just bought the last one they had
[19:31:44] <aa-danimal-shop> they had a complete Lagun variable speed head with power drawbar there
[19:31:51] <aa-danimal-shop> in good shape
[19:32:00] <aa-danimal-shop> he only wanted like $150 for it
[19:32:07] <frallzor> lo aa-danimal-shop
[19:32:09] <aa-danimal-shop> which means $100
[19:32:30] <aa-danimal-shop> i wonder if it'll bolt up to my bridgeport
[19:33:56] <frallzor> * frallzor coughs
[19:34:23] <aa-danimal-shop> ?
[19:34:36] <frallzor> oh hello there didnt see you there!
[19:34:46] <aa-danimal-shop> hey frallzor
[19:35:06] <frallzor> yoyo ma
[19:35:16] <aa-danimal-shop> what about my mom?
[19:35:36] <frallzor> yoyo ma is something other afaik :P
[19:35:41] <frallzor> or maybe yoyoma
[19:38:17] <frallzor> finally doing some tapping tomorrow!
[19:38:30] <frallzor> getting hooked up with teh good stuffs!
[19:42:47] <aa-danimal-shop> nice!
[19:42:57] <aa-danimal-shop> good luck
[19:43:09] <aa-danimal-shop> a good tap makes all the difference in the world
[19:44:02] <aa-danimal-shop> man it's hot out
[19:44:49] <Jymmm> aa-danimal-shop: What 62F ?!
[19:45:14] <Jymmm> http://www.google.com/search?q=san+diego+weather
[19:45:41] <Jymmm> aa-danimal-shop: Though you do have 73% humidity
[19:46:37] <aa-danimal-shop> it's 72 here according to that if i enter my zip code
[19:46:45] <aa-danimal-shop> but it's warm in the sun
[19:47:39] <Jymmm> aa-danimal-shop: Then stay out of the sun
[19:49:42] <nocturnus> hi
[19:49:47] <nocturnus> what's this channel about?
[19:49:49] <aa-danimal-shop> then how will i tan my balls?
[19:49:56] <nocturnus> ah
[19:49:57] <nocturnus> EMC!
[19:50:00] <nocturnus> i know about this shit
[19:50:12] <Jymmm> nocturnus: CNC machining, not data storage
[19:50:12] <nocturnus> what kind of cnc machines are you guys running EMC on?
[19:50:18] <nocturnus> Jymmm: I know what cnc machining is
[19:50:37] <cradek> all kinds
[19:50:39] <aa-danimal-shop> i have a shizuoka 3 axis mill and a Hardinge HNC lathe
[19:51:00] <cradek> I have a smallish vmc and another hardinge hnc, and some little tabletop machines too
[19:51:04] <mozmck_work> wood router here (so far)
[19:51:07] <Jymmm> aa-danimal-shop: spray on tan?
[19:51:26] <aa-danimal-shop> i thought you didnt like the taste of that?
[19:52:33] <frallzor> ,,
[19:52:38] <Jymmm> aa-danimal-shop: That's a lil tacky of you.
[19:52:47] <mozmck_work> y'all should take that junk elsewhere
[19:53:10] <aa-danimal-shop> well dont be a douche, and i wont
[19:55:51] <Jymmm> aa-danimal-shop: You've had a suck attitude ever since I mentioned that I didn't care for your car. Not everyone has to like Mustangs, don't take it to heart.
[19:56:39] <frallzor> * frallzor doesnt like real horses, they scare him
[19:57:42] <Jymmm> frallzor: Try them grilled
[19:58:15] <frallzor> I only grill fine beef!
[19:58:21] <frallzor> and pork
[19:58:34] <frallzor> horses are ment to be broken
[20:03:13] <cnc> hi
[20:03:32] <micges> hi
[20:03:58] <WalterN> hi
[20:04:04] <cnc> can somebody help me to install theat nurbs patch?
[20:04:42] <micges> what patch?
[20:05:34] <cnc> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?NURBS
[20:05:54] <cradek> it's already in
[20:06:21] <cnc> oh realy...
[20:07:15] <micges> it will be in 2.4.0 version that will be relased in april
[20:07:31] <nocturnus> whoops i dropped
[20:07:38] <nocturnus> any toronto guys selling ballscrews here?
[20:07:49] <mozmck_work> does nurbs work?
[20:07:59] <cnc> would be grate
[20:08:00] <cradek> mozmck_work: not really
[20:08:11] <cnc> i just wrote i script for rhino
[20:08:14] <cradek> still needs a little love and attention
[20:08:15] <cnc> and i want to test it
[20:08:24] <nocturnus> cnc you have rhino running in linux?
[20:08:28] <nocturnus> or in wine ...
[20:08:33] <cnc> nop
[20:08:37] <cnc> win
[20:10:19] <nocturnus> i'm really good at coding, how can i contribute to emc project?
[20:10:54] <mozmck_work> fix nurbs :)
[20:10:57] <cradek> we were just talking about how the nurbs need a little work still - you could work on that if it interests you
[20:11:24] <cnc> :)
[20:11:50] <cradek> or you could pick anything that's discussed on the emc-users list but that nobody's working on
[20:12:05] <cradek> or you could work on anything that solves a problem for you
[20:12:53] <cnc> it i load somthing with G5.2 it shows an error
[20:13:03] <cnc> if
[20:13:19] <cnc> so nurbs will be in the next version?
[20:14:52] <nocturnus> im not coding for Rhinoceros, its not open source
[20:15:22] <nocturnus> do you have a lot of small coding jobs you need me to do? I do it in my spare time while fixing linux
[20:51:51] <wendtmk> Good afternoon everyone.
[20:52:45] <SWPadnos> hi Mark (I assume)
[20:53:03] <wendtmk> Yep, that's me, hi Stephen
[20:53:52] <wendtmk> Having a little problem getting my limit switches to work correctly
[20:54:23] <SWPadnos> ok. what's (not) happening?
[20:54:46] <wendtmk> As soon as I enable them in the hal file, I start getting Joint 0 and Joint 2 on limit switch errors.
[20:55:30] <wendtmk> Actually I should say I start getting those errors as soon as I start jogging the axes with the limit switches enabled.
[20:55:49] <SWPadnos> assuming that the switches aren't actually closed, use the inverted input pins instead
[20:56:23] <wendtmk> Invert them? Okay, I'll give that a whirl. That's what I was kinda thinking, but I figured I better ask here first.
[20:56:35] <wendtmk> Home switches seem to be working fine.
[20:57:09] <SWPadnos> yep. if you're using stepconf, just tick the "invert" checkbox. if not, then change whatever xx.in to xx.in-not
[21:02:38] <wendtmk> Okay, that works great! Should it fire off a limit switch error when it contacts the limit switch?
[21:03:21] <SWPadnos> yes, it should
[21:03:46] <SWPadnos> if it never does, that means that the switches aren't connected correctly, or you need a pull-up/pull-down on the input
[21:04:47] <SWPadnos> you can make sure that the limit switch input is actually changing by running halmeter (machine / hal meter I think) and looking at one of the limit signals while you manually activate/deactivate the switch
[21:05:00] <SWPadnos> (you can do this with your hand, you don't need to move the machine)
[21:07:26] <wendtmk> Okay, now that the limit switches seem to be working I'm getting some home switch errors. On the Z axis I get this: home switch active before start of latch move
[21:07:56] <SWPadnos> are the home and limit switches shared?
[21:08:22] <SWPadnos> err, I mean is there one switch for both functions
[21:08:42] <wendtmk> No. And on the X axis I get this: joint 0 following error
[21:08:58] <SWPadnos> ok, that's a separate issue
[21:09:12] <wendtmk> Two switches each axis for max and min limits and one switch each for home
[21:09:43] <SWPadnos> look at the home switches with halmeter, and make sure the signals are 0 (or false) when the switches are not hit, and 1 (or true) when they are hit
[21:09:50] <SWPadnos> if they're not right, invert those
[21:11:34] <wendtmk> Okay, I'm sorta new at this. Can you walk me through setting up the Hal meter?
[21:12:10] <SWPadnos> one sec - phone
[21:13:32] <tom3p> wendtmk: are you running AXIS frontend?
[21:13:40] <wendtmk> Yes
[21:14:09] <wendtmk> And Axis is up and running at the moment
[21:14:09] <tom3p> see the menu Machine | Halmeter? (get aquainted)
[21:14:28] <wendtmk> Yep
[21:14:32] <tom3p> choose it
[21:14:41] <wendtmk> I get a Select Item box
[21:15:20] <tom3p> right with 3 tabs Pins Signals Parameters
[21:15:23] <tom3p> right?
[21:15:49] <wendtmk> Yes
[21:16:15] <wendtmk> Which Tab - Pins?
[21:17:01] <tom3p> ok, the halmeter presented you with this dialog, it is asking what you want to monitor, so chose Pins | axis.2.home-sw.in
[21:17:57] <tom3p> now, if you fiddle the Z home switch, the halmeter should change state. This means that HAL can sense the physical input.
[21:18:22] <tom3p> theres a couple things can happen here, it doesnt change, it changes in a way you didnt expect or its ok
[21:18:40] <tom3p> what do you see happen?
[21:19:04] <wendtmk> I get "TRUE" on both the X and Z axis when the switches are hit (Only a two axis machine).
[21:19:57] <tom3p> you're telling me about 2 things at once, what happens when only the Z axis home switch is fiddled?
[21:20:41] <wendtmk> No, sorry, I homed the Z axis first, and got a true, then selected the X axis switch, homed to that and got a true
[21:21:04] <SWPadnos> don't move the machine. press the switches themselves
[21:21:35] <SWPadnos> if the machine seems to home correctly, then all you need is probably a HOME_OFFSET in your ini file, to tell EMC to move off the switch once it's done homing
[21:21:43] <wendtmk> Okay I'll try that.
[21:21:49] <tom3p> "move away from the switch" :)
[21:21:54] <SWPadnos> thanks for taking over tom3p
[21:21:58] <SWPadnos> heh
[21:21:58] <wendtmk> Heh, yeh...
[21:24:03] <wendtmk> Okay, manually manipulating the Z axis switch, it goes from false to true
[21:24:21] <SWPadnos> and then back to false when you let go, hopefully
[21:25:32] <wendtmk> Yes, I forgot to include that. Now I'll try the X axis
[21:26:27] <SWPadnos> ok, so it's just that the machine isn't being moved off the home switch at the end. if you'd jog it a little, you'd be able to re-home
[21:26:32] <wendtmk> Hmmm, X axis switch is set to true right away without closing the toggle
[21:26:55] <SWPadnos> does it change when you flip the switch?
[21:27:32] <wendtmk> Yes, it does. So I need to invert that one?
[21:27:55] <SWPadnos> it seems that way, but it sounds a little odd that they'd be different
[21:28:15] <SWPadnos> here's all you ever wanted to know about setting up homing:
http://www.linuxcnc.org/docs/2.3/html/config_ini_homing.html
[21:28:17] <SWPadnos> and more!
[21:28:51] <tomp3> tomp3 is now known as tom3p
[21:29:32] <wendtmk> Okay, I inverted the X axis but it's still reversed
[21:29:49] <SWPadnos> ?
[21:30:00] <SWPadnos> you inverted the X limit input hopefully
[21:30:07] <SWPadnos> (not X axis motion :) )
[21:31:26] <wendtmk> Yes, I need ot be more specific. I set the limit pin to "not"
[21:31:57] <SWPadnos> well, if changing that setting doesn't change the input polarity, then something is very amiss
[21:32:05] <tom3p> it isnt what you think ( you think you inverted x, but it wasnt x OR you didnt invert x home OR some other slippery symmetry )
[21:32:07] <SWPadnos> what hardware are you using?
[21:32:47] <wendtmk> Keling 4030 drivers
[21:32:57] <SWPadnos> parallel port, mesa, pico ...
[21:33:15] <wendtmk> Onboard parallel port
[21:35:48] <wendtmk> Limit switches for X axis are on pin 13 and limit switches for Z are on pin 15
[21:37:35] <wendtmk> Z axis has this line: net both-z <= parport.0.pin-15-in-not
[21:38:12] <wendtmk> X axis has this line net both-x <=parport.0.pin-13-in
[21:38:43] <SWPadnos> hmmm. both-(x,z) tells me that stepconf thinks there is only one limit switch per axis
[21:38:54] <SWPadnos> or that limits and homes are shared - I don't remember :)
[21:39:42] <wendtmk> I didn't use stepconf due to the dual stepper setup on the X axis. Mike Gaes wrote up a hal file for me.
[21:39:50] <SWPadnos> ah, ok
[21:40:04] <SWPadnos> can you post the hal file to
http://pastenin.ca/
[21:40:07] <SWPadnos> err
[21:40:10] <SWPadnos> http://pastebin.ca
[21:40:57] <wendtmk> I did use stepconf to come up with the lines I added for the Z axis, but I saved the stepconf output to a different set of ini and hal files, and cut and pasted the Z axis stuff into the current hal and ini files.
[21:41:31] <SWPadnos> sorry - gotta run for a few. back in about 40 minutes
[21:42:16] <wendtmk> Okay, I uploaded the hal file to
http://pastebin.ca/1845054
[21:42:27] <wendtmk> Oops, just saw your post.
[21:44:32] <tom3p> you have home-x on 11 home-z on 12
[21:45:09] <tom3p> the 'both' stuff is something else
[21:45:37] <tom3p> so make sure the simple 'home-x' and 'home-z' work as expected
[21:45:55] <wendtmk> Yes, Home x is on pin 11 and home z is on pin 12
[21:46:37] <wendtmk> Should I turn off the un-enable the limits while we're getting the homing stuff working correctly
[21:47:34] <tom3p> no, but dont move the machine, just toggle the home switch with a stick
[21:47:51] <tom3p> and watch with halmeter
[21:48:12] <tom3p> we'll make sure the hardware can change state first
[21:49:01] <wendtmk> Okay, hang on a sec, and let me gather up the "stuff".
[21:49:06] <tom3p> ( i now see that 'both-x' and 'both-z' means bothendswitches are in series per axis)
[21:49:38] <wendtmk> Yes
[21:50:05] <tom3p> ok, and pastebin your .ini file
[21:50:17] <wendtmk> Okay, that'll be up in a sec
[21:51:18] <wendtmk> ini is posted at
http://pastebin.ca/1845062
[21:58:29] <wendtmk> I changed the line net home-x <= parport.0.pin-11-in by adding a -not and the home switch for the X axis is now reading true when triggered and false when not.
[22:06:35] <tom3p> ok, i was reading and seacrhing on your files.. you now have X & Z home switches workign correctly. move onto the limits , check Z without moving, but tripping the upper switch with a stcik. halmeter should show axis.2.pos-lim-sw-in change AND show axis.2.neg-lim-sw-in change
[22:10:21] <tom3p> then check that those 2 signal change when you trip the lower Z switch
[22:10:21] <tom3p> then check the X axis limits (2 tests)
[22:10:21] <tom3p> now you have all the hardware working and the changes seen by HAL
[22:16:24] <tom3p> doesnt mean it'll home, just the hdwr is connected and HAL can see it. looking at your homing now
[22:17:31] <wendtmk> Sorry, I was off using the little boys room, lemme catchup here
[22:20:50] <tom3p> try to see that (for any one axis) the home switch occurs well before the limit switch ( else we need do something extra )
[22:21:42] <tom3p> ("well before", say at least half rev of the screw )
[22:22:02] <wendtmk> Okay, limits seem to be set up and working correctly for the x axis and the z axis. Passed all those tests
[22:22:16] <wendtmk> That's just triggering the switches
[22:22:20] <wendtmk> manually
[22:23:14] <tom3p> cool, you got home & limts, is the home in between the limits? (if not in between, limts will be triggered when home is triggered )
[22:23:35] <wendtmk> Yes, in both the x axis and the z axis
[22:24:05] <wendtmk> Okay, now the X axis is moving in the opposite direction needed to home
[22:24:41] <tom3p> good, now try to home Z and tell us what you see happen
[22:25:27] <wendtmk> Z axis moves in the correct direction and homes correctly, with no errors
[22:25:54] <tom3p> from your ini, i expect it to up to home swx, then back off the home swx, then up again slower, then back down and end
[22:26:17] <tom3p> ..expect it to go up to the..
[22:26:30] <wendtmk> Yes, it does that, and the coordinates on the axis screen show it finally settling on 0.0000
[22:27:05] <SWPadnos> what was the pastebin for the hal files? (for some reason, SeaMonkey decides to reduce my scrollback to 50 lines or so from time to time)
[22:27:25] <tom3p> http://pastebin.ca/1845054
[22:27:26] <Jymmm> http://pastebin.ca/1845062
[22:27:36] <SWPadnos> ok, thanks
[22:27:56] <wendtmk> 5062 is the ini and 5054 is the hal file
[22:28:06] <SWPadnos> yep. I can see that :)
[22:28:31] <wendtmk> how does one cut and paste from the IRC screen? Or can't it be done?
[22:28:39] <tom3p> only X homing is problematic now, all hdwr works
[22:28:43] <SWPadnos> what IRC client are you using?
[22:28:46] <wendtmk> Yes.
[22:29:00] <wendtmk> I'm using the one on the linuxcnc web site
[22:29:21] <SWPadnos> ok, then select the text with the mouse and press ctrl-c to copy, ctrl-v to paste (AFAIK)
[22:29:27] <SWPadnos> or right-click and copy
[22:30:29] <wendtmk> Huh, for some reason I can copy but can't paste into the line I'm typing in now
[22:31:26] <Froodle> Huh, for some reason I can copy but can't paste into the line I'm typing in now
[22:31:36] <archivist> ctrl insert (copy) and shift insert (paste)
[22:31:41] <SWPadnos> ok, it seems to be a 2-step process for the java client
[22:32:10] <SWPadnos> when you select text in the chat log, it gets copied into a separate "copy text" window
[22:32:22] <SWPadnos> from there, you can select and copy it
[22:32:35] <SWPadnos> and then paste with ctrl-v or right-click/paste
[22:33:04] <Froodle> <SWPadnos> from there, you can select and copy it
[22:33:07] <tom3p> "Okay, now the X axis is moving in the opposite direction needed to home" your ini tells it to begin homing in the X+ direction, is that what you want?
[22:34:17] <wendtmk> which line in the ini says that? the scale or home offset?
[22:34:38] <SWPadnos> the HOME_SEARCH_VEL is a signed value
[22:34:57] <SWPadnos> it's set to a positive number in your ini file, which means "go toward +X when homing"
[22:35:17] <wendtmk> Let me set that to negative and give it a try
[22:35:55] <tom3p> ( do your really want to move towards home on your left?)
[22:36:18] <wendtmk> Hah! That got it moving in the right direction.
[22:36:33] <tom3p> (nfc what this 2 axis machine lloks like )
[22:36:45] <Jymmm> Weeeeeee!
[22:36:53] <wendtmk> Heh, it's a gantry machine X and Z axis...
[22:37:20] <wendtmk> I presume the nfc means "No freakin' clue"? ;-)
[22:37:40] <Jymmm> wendtmk: close =)
[22:37:47] <wendtmk> ROFL!
[22:37:51] <toastydeath> a lathe!
[22:37:53] <tom3p> yah, i associate with rifraf and learn bad tings i tnk
[22:38:12] <wendtmk> The machine is set up to cut from right to left
[22:38:41] <tom3p> there seems to not be a rotation about X, so its a squirrel on a fence top
[22:38:43] <wendtmk> Now worries on the rifraf - I spent a good number of years in the USAF flying F-4's, and now I work with the Navy.
[22:39:06] <wendtmk> The X axis has the dual steppers.
[22:39:46] <wendtmk> The machine is designed to cut tapered bamboo strips, which will be glued up into a bamboo fly rod.
[22:39:58] <wendtmk> That's the theory anyway.
[22:41:31] <bill2or3> that's quite a niche.
[22:41:38] <BlackMoon> wendtmk: nifty
[22:42:01] <Jymmm> SWPadnos: CHATZILLA -> PREFERENCES -> GLOBAL TAB -> SCROLLBACK SIZE -> Increase as you see fit.
[22:42:17] <SWPadnos> thanks. I know where the setting is, and it's set to 500 or 1000
[22:42:27] <Jymmm> SWPadnos: try 30,000
[22:42:35] <SWPadnos> but sometimes, the scrollback gets limited to 50 or so lines, regardless of the setting
[22:42:37] <SWPadnos> like now :)
[22:42:49] <SWPadnos> [18:37:44]|<--acemi has left chat.freenode.net (Quit: WeeChat 0.2.6)
[22:43:01] <SWPadnos> that was the last thing in my buffer (until I pasted it in again, of course)
[22:43:23] <SWPadnos> other channels have the right amount of scrollback
[22:43:25] <toastydeath> and one who fights with trolls should take care not to become a troll; gaze long into a backscroll, and the backscroll gazes also into you
[22:43:54] <Jymmm> SWPadnos: Install a real IRC client.
[22:44:08] <SWPadnos> why bother until I install a real OS?
[22:44:29] <Jymmm> SWPadnos: sudo apt-get install xchat
[22:45:03] <SWPadnos> [c:\project]sudo apt-get install xchat
[22:45:05] <SWPadnos> Unknown command "sudo"
[22:45:12] <SWPadnos> huh. that doesn't work on Windows 2000
[22:45:20] <SWPadnos> :)
[22:46:10] <archivist> xchat on windows is time limited unless you get the forked one
[22:46:28] <SWPadnos> I say fork it anyway
[22:48:18] <wendtmk> http://clarksclassicflyrodforum.yuku.com/topic/22360/t/Man-vs-Smart-Machine.html - the pictures of the machine start down near the bottom of the first of the 4 pages
[22:50:27] <wendtmk> I'm registered there as titelines
[22:51:50] <wendtmk> Most of the good pictures (with the machine mostly together) are on page 4
[22:51:55] <BlackMoon> cool heads
[22:52:46] <wendtmk> It's a bit of a beast...
[22:53:02] <BlackMoon> hahhaa awsome construction
[22:53:25] <wendtmk> I've been designing and building this thing going on almost 5 years now.
[22:53:33] <BlackMoon> * BlackMoon quickly invests heavily in aluminum extrusion stock and SHCS stock
[22:53:36] <tom3p> wendtmk: oooh lemme know what you end up with, cool ( love fishing, make me a bamboo tenkara
http://www.rodbuildingforum.com/index.php?showtopic=21904 and just cool
http://www.itow.com/amago/papercraft/papercraft2.html )
[22:54:05] <wendtmk> Blackmoon - yer too late. Them parts is already boughten.
[22:54:30] <BlackMoon> oh yea. :P
[22:54:43] <wendtmk> Speaking of tenkara, there's been quite a discussion of that on the board lately
[22:55:10] <bill2or3> man, I hope those fishing rods sell for a lot.
[22:55:18] <wendtmk> I'm in the process of machining the vacuum hold down set up for it.
[22:55:34] <BlackMoon> awsome
[22:55:44] <wendtmk> My rods (I hand plane 'em now) typically go for about $1400
[22:56:13] <bill2or3> good, because all that metal looks expensive.
[22:56:13] <BlackMoon> somedays I think im in the wrong business :P
[22:56:19] <BlackMoon> bill2or3: haha exactly
[22:56:25] <wendtmk> That's for a typical two piece, two tip rod.
[22:56:40] <BlackMoon> btw you do know that aluminum is a LOT less rigid then steel right?
[22:56:52] <wendtmk> Got two in progress right now, just got them glued up
[22:57:18] <BlackMoon> not to diss the awsome construction but $ per $ usally people go serious lbs of steel
[22:57:31] <wendtmk> Yeah, but I'm hoping with the "oversized" 8020 extrusions (and using their deflection calculator) I got it stiff enough
[22:58:46] <bill2or3> bamboo isn't exactly the hardest media either.
[22:59:01] <wendtmk> I was going to originally go with steel, but I see a lot of the folks that do the CNC routing stuff using the 8020 extrusions, and seeing as I don't weld, the extrusions seemed the way to go.
[22:59:23] <celeron55> celeron55 is now known as 14WAAC4RW
[22:59:40] <BlackMoon> bbl
[22:59:42] <bill2or3> why is it so wide?
[22:59:51] <wendtmk> Plus, 8020 has a plugin to AutoCAD that has all their extrusions built in
[23:00:42] <wendtmk> It's so wide because there are two spindles, each with their own saw. I need to be able to vary the included angle between the saws so as to be able to cut 4 strip, 5 strip and 6 strip rod strips.
[23:00:59] <bill2or3> ahh.
[23:01:19] <wendtmk> Because of that, I rotate the spindles, and move them together or further apart depending on the included angle
[23:01:45] <wendtmk> so that the saws don't decide to self destruct by running into each other.
[23:02:53] <tom3p> is the machine horizontal or vertical ( a lot less footprint if vertical )
[23:04:04] <wendtmk> It's horizontal. The foot print would have been even bigger had I gone to a moving bed. The strips I cut will vary in length from anywhere around 3' to around 5 1/2' long.
[23:04:45] <wendtmk> The Z axis cuts the taper, and the X axis moves the length of the strip.
[23:05:52] <wendtmk> Tip strips can be as small as .020" from flat to apex at the tip of the strip. Right now with hand planing, I'm happy if I hold my glued up tolerances to + or - .001".
[23:06:22] <wendtmk> Hopefully, the machine will make holding that tolerance a whole lot easier.
[23:07:21] <tom3p> i see some others used like spindle shapers, i had no idea such mechanics were used in rod building, i imagined it was ll hand work. very very nice stuff
[23:09:31] <archivist> reminds me of a time I saw a cnc float grinding machine
[23:09:40] <wendtmk> Thanks Tom! It's been a real journey deisnging and building this sucker, and I'm extremely grateful for EMC2, and the folks like you, SWPAdnos, Mike Gaes, Alex Joni and the others that have helped me get the motion control stuff up and working. I gotta knock it off for tonight, since I have to get up at 0400 for my real job, and I have to grab dinner before the head hits the pillow.
[23:10:22] <wendtmk> Good night all, and thank you very much again for all the help!
[23:10:23] <tom3p> goodnite & thanks for sharing the interesting machine
[23:10:32] <VernonM> and the papercraft link :)
[23:10:32] <alex_joni> wendtmk: it's micges
[23:10:48] <alex_joni> stands for Micha Geskiewicz (hope I got that right)
[23:14:26] <ries_> ries_ is now known as ries
[23:15:05] <GreyMoons> no Y axis?
[23:15:18] <tom3p> yep, no Y
[23:15:40] <GreyMoons> freaky
[23:15:55] <tom3p> just moves height over the length, its like a 'splitter'
[23:16:15] <GreyMoons> so whats your raw stock look like?
[23:16:24] <tom3p> bamboo
[23:16:25] <GreyMoons> do you get like bamboo planks or rounds or what?
[23:16:45] <tom3p> bamboo bamboo, like the plant is the stock
[23:17:01] <VernonM> rounds! :)
[23:17:06] <tom3p> there's other operations too
[23:17:08] <GreyMoons> yea I was just wondering if you use like whole bamboos or slices from a giant one
[23:18:00] <tom3p> did you look at the website? i didnt see the part in the machine, but got the jist of it from reading
[23:19:53] <GreyMoons> yea I just kinda glazed over it.. :P
[23:19:59] <GreyMoons> err gazed
[23:22:48] <tom3p> ah i see its a rack & pinion drive
[23:23:14] <GreyMoons> Yea I thought that was rather cool
[23:23:27] <GreyMoons> I mean everyone uses screws, but why not
[23:23:49] <GreyMoons> lathes use racks for feed, so they are good enough if you don't need to worry about backlash/etc
[23:27:08] <danielfalck_> danielfalck_ is now known as danielfalck
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}