Back
[00:00:00] <seb_kuzminsky> you should check out the 2.4 branch with "git checkout -b v2.4_branch origin/v2.4_branch"
[00:00:32] <seb_kuzminsky> that makes a new branch named v2.4_branch, which tracks the "origin" (ie git.linuxcnc.org) branch of the same name
[00:00:37] <seb_kuzminsky> then build & test & let us know :-)
[00:02:32] <seb_kuzminsky> bbl
[00:10:14] <clytle374> That didn't seem to do anything.
[00:14:35] <clytle374> It says I'm on v2.4_branch, but no new tree.
[00:35:09] <clytle374> I guess it worked. Why is it %100 silent when changing branches? Did look like it pulled a file, or changed a thing.
[00:35:31] <SWPadnos> because you have the entire repository on your local drive
[00:35:36] <clytle374> Anyway firmware loaded. I'm back on 64bit SMP.
[00:35:54] <clytle374> SWPadnos, oh.. I hate feeling dumb all the time.
[00:36:05] <SWPadnos> push and pull are what actually move changes over the net, checkout only hides/unhides different versions of the tree
[00:36:20] <SWPadnos> (more or less - I'm an idiot when it comes to git)
[00:36:58] <clytle374> I've used CVS and SVN a lot.. But somehow have never delt with git before.
[00:37:20] <clytle374> Why patch v2.4 and not master? Seems backwards
[00:46:36] <JT-Hardinge> my 7i33 AOUT is backwards from what I expect anyone know how to reverse it?
[00:55:31] <JT-Hardinge> I got it
[00:59:17] <JT-Hardinge> SUUUEEEEET! you should not hear that spindle running 6k!!!
[00:59:30] <skunkworks> heh
[00:59:44] <Jymmm> then whats that grinding noise I hear coming from it
[00:59:47] <JT-Hardinge> it is so quiet
[00:59:54] <JT-Hardinge> :P
[01:00:13] <Jymmm> electric spindle?
[01:00:19] <JT-Hardinge> the cooling fans make more noise
[01:00:29] <JT-Hardinge> on my hardinge lathe Jymmm
[01:00:45] <Jymmm> electrnic?
[01:00:52] <JT-Hardinge> servo
[01:01:00] <Jymmm> servo spindle?!
[01:01:05] <JT-Hardinge> yes
[01:01:15] <Jymmm> hmmmm, ooooootay
[01:01:48] <skunkworks> JT-Hardinge: one of these?
http://www.electronicsam.com/images/KandT/conversion/yservomaybe.JPG
[01:02:31] <Jymmm> His is at 6K, that says max 3.5K
[01:03:01] <JT-Hardinge> no, big siemens servo 6k max
[01:03:19] <JT-Hardinge> ac digital servo drive
[01:03:30] <skunkworks> nice!
[01:03:55] <JT-Hardinge> finally :)
[01:04:09] <JT-Hardinge> now for the axis drive
[01:04:24] <JT-Hardinge> I've test run it but need to hook it all up now
[01:30:57] <Nick001> skunkworks have you got the one in the pic running with emc
[01:31:09] <skunkworks> ?
[01:31:21] <Nick001> http://www.electronicsam.com/images/KandT/conversion/yservomaybe.JPG
[01:31:44] <skunkworks> oh - no. was thinking of using it as a servo - but it would require a 80A 120v servo drive.
[01:33:32] <Nick001> I'm trying to hook that one up on my hardinge to get things going - using hardinge power supply and hopefully have the inhibits right
[02:08:24] <clytle374> does dmesg commonly truncate the pinouts?
[02:22:46] <Danimal_office> truncate?
[02:22:52] <Danimal_office> big words
[02:23:19] <Danimal_office> dmesg shows the pinouts if emc was opened previously
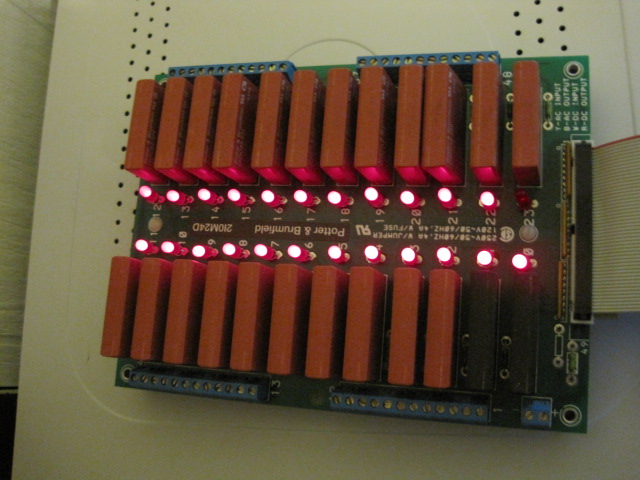
[02:32:19] <skunkworks> hey - my potter&brumfield opto22 knock off 24 port i/o board seems to work.
[02:32:32] <clytle374> Sorry. Commonly used in computer speak. I guess your dog ate the end of the files did sound good.
[02:34:01] <clytle374> dmesgonly shows 1-23
[02:34:32] <clytle374> skunkworks, works is always good.
[02:35:39] <skunkworks> took me a few seconds to get the gpio straitened out.. but I got there.
[02:39:51] <clytle374> skunkworks, trying to think were I saw those cards all the time.
[02:46:32] <jmkasunich> count finished - 2202 modules
[02:46:47] <jmkasunich> 42 different kinds
[02:47:13] <toastydeath> Heinz
[03:00:26] <john_f_> G code question: I have a subroutine file. I want to call another subroutine from the first sub. Does this second subroutine need to be in another file?
[03:02:40] <tom3p> can be either in same file ( a subroutine) or in another file (subprogram)
[03:03:03] <tom3p> tehnique uses 'o-words'
[03:03:11] <tom3p> technique
[03:04:29] <john_f_> Ok, I guess I should have said I have a subprogram and I want to call a subroutine from the sub program. Is this possible?
[03:05:37] <tom3p> http://wiki.linuxcnc.org/emcinfo.pl?SubProgramFiles make sure any files are in the same dir as the 'main' there's a 'PROGRAM_PREFIX' setting in your .ini file
[03:06:00] <tom3p> yews its possible, i just did it (thx to jepler)
[03:06:10] <tom3p> yes
[03:07:20] <john_f_> I can get the subprogram to work but I don't know how to get the subprogram to call another subroutine unless I make it another subprogram.
[03:11:57] <skunkworks> heh - couldn't figure out why I was getting realtime delays with the this setup all of a sudden. finally figured out I had set the servo thread to .1ms
[03:12:53] <tom3p> john_f: you want ... progfile 1 calls progfile 2, and progfile 2 calls sub in progfile 2?
[03:13:24] <john_f_> yes
[03:13:51] <tom3p> john_f_: will try...
[03:13:55] <john_f_> I would like progfile 2 to contain all of the subs that it needs
[03:14:12] <tom3p> ok, a lib
[03:14:22] <john_f_> rather than having a collection of subprogram files
[03:15:54] <john_f_> I can define many subroutines in the main file but I am trying to figure out if it is possible to have subroutines defined and called within a named subprogram. So far I can't get that to work.
[03:16:49] <tom3p> i'll try to get a basic framework, but you'll be limited to sharing/relying on 30 vars between all the subs in the 'lib' file. sub278 might step on sub173's #2 & #47 (fer xmpl). making them files makes em more 'data-hiding'.
[03:17:33] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/allbutone.jpg
[03:17:59] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/one.jpg
[03:20:32] <john_f_> tom3p:
http://pastebin.ca/1820418 is a subprogram that will make a rectangular pocket. It has many repeated operations that I would like to do in subroutines.
[03:32:10] <Jymmm> I like this... you can mount it on the back of a LCD Display directly.
http://www.dealextreme.com/details.dx/sku.34167
[04:26:25] <tom3p> john_f_ having no luck with o[#1] call which was how i thought to indirect inside the lib ( pass the lib the subroutine to call )
[04:44:52] <tom3p> john_f_ i got o[#1] working to call different subs in the lib, but now stumbling on calling sub from sub (both in lib file )
[04:44:58] <tom3p> wtf hes gone
[05:18:54] <GonMD> i cut a 3d part today. im just a tiny bit excited :p
[05:27:32] <GonMD_> GonMD_ is now known as GonMD
[05:35:10] <elmo40> GonMD: pics?
[05:36:04] <GonMD> http://gonmd.com/uploads/files/_MG_7594.jpg |
http://gonmd.com/uploads/files/_MG_7587.jpg
[05:36:23] <GonMD> also picked up that vice today for 100 bucks :D
[05:42:21] <elmo40> no pics of the entire setup?
[05:45:03] <GonMD> kind of an old pic, but,
http://gonmd.com/uploads/files/_MG_4873.jpg
[05:51:33] <elmo40> what kind of router?
[05:51:43] <elmo40> is the RPM controlled? or just maxxed out.
[05:52:43] <GonMD> Hitachi M12VC
[05:52:48] <tom3p> john_f_ if you read logs the passed data get nulled for subroutines other than 1st emcTaskPlanCommand( g2i[0-#3]) called. (line_number=38) ... emc/task/emctask.cc 321: interp_error: Zero radius arc
[05:52:48] <tom3p>
[05:52:52] <GonMD> and it has a dial on the side
[05:54:34] <clytle374> tom3p, Since I'm still new to EMC, I'm not sure this works here. I used tool offsets to pass things between macros before.
[05:56:20] <clytle374> That isn't a new wrote a bunch of probe macros for a 4th axis haas, long time ago.
[05:57:54] <clytle374> I wrote a bunch....
[06:00:49] <clytle374> night all.
[07:36:17] <BlackMoon> GonMD: nice.
[07:38:04] <BlackMoon> GonMD: you might wanna learn about climb vs conventional milling (and routing)
[07:38:14] <BlackMoon> And backlash compensation
[07:38:39] <BlackMoon> make some of that profiling look a little nicer
[07:39:06] <BlackMoon> was that all done with a conventional endmill? You might wanna play with some ball nose
[07:40:49] <BlackMoon> you might wanna consider spring/pre loading your ball bearing guides too. even cold rolled steel isent all that accurate.. in any dimention
[07:42:15] <BlackMoon> kinda looks like the router should be mounted a little lower with the Z slide assembley a little higher to get more clearance
[07:42:41] <BlackMoon> You'll allways be able to find a job too big :)
[08:56:31] <MrSunshine> hmm is it posible to make a "probe tool length" thingie each time a tool is changed? :)
[08:56:36] <MrSunshine> ops
[08:56:39] <MrSunshine> wrong channel :P
[08:57:00] <MrSunshine> was a specefic question about heekscnc :)
[09:10:24] <MrSunshine> with so many brilliant minds out there creating cam tools, why cant they all join up and make the most awsome cam software in the world? :/
[09:30:42] <tom3p> o-word library framework runs now, and subroutines in the subprogram file work also.
[09:30:43] <tom3p> subroutines in subprogram file had to come after the subprogram's endsub ( i had to put them ther to avoid unwanted execution )
[09:31:46] <archivist> MrSunshine, too much work not enough people and time
[09:34:30] <tom3p> main program is
http://pastebin.ca/1820902 dummy lib is
http://pastebin.ca/1820905 has 2 subs called by index and 1 local sub only avail in library
[09:35:26] <tom3p> gnite
[10:25:19] <robotito> big machines still work manually
[10:33:21] <BlackMoon> http://bbs.homeshopmachinist.net/showthread.php?t=40113 cool, laser pcb mask etching.
[10:33:47] <piasdom> g'mornin all
[12:09:13] <JT-QuadCore> JT-QuadCore is now known as jthornton
[12:32:32] <elmo40> Jymmm:
http://www.homeshopcnc.com/RSstepperMotors2.html
[12:41:23] <bogie> http://www.planar.by/products/79207/ honor of belarus )
[12:41:48] <bogie> bogie is now known as bassogigas
[13:05:06] <jepler> jepler has changed the topic to: Welcome! EMC (Enhanced Machine Controller) is a linux-based opensource CNC control. | Latest release: EMC 2.3.5 |
http://www.linuxcnc.org |
http://wiki.linuxcnc.org
[13:24:57] <numen> hi
[13:30:44] <skunkworks_> I remember peter from mesa mentioning a mode to put the mesa card in for the opto22 board. (I cannot find it - did I make it up?)
[13:33:06] <skunkworks_> I think I could see a slight problem with how I have it setup. (I just have the gpio set as output and inverted) but the supply voltage to the card is 5v but logic 1 is 3.someting. so the led glows just a little. I don't know if it is actually turning the ssr on though.
[13:33:58] <micges_work> hi numen
[13:34:32] <numen> hi micges_work
[13:35:36] <SWPadnos> skunkworkswhich Mesa card? (5i20?)
[13:35:51] <SWPadnos> err
[13:36:04] <skunkworks_> yes
[13:36:10] <SWPadnos> that should work fine
[13:36:13] <skunkworks_> ok
[13:36:15] <SWPadnos> just plug it in
[13:36:51] <SWPadnos> I don't remember if I used an external supply when I tested the combination, but then again I only had a few modules installed
[13:37:12] <skunkworks_> you can see from this picture that the leds that are 'off' are glowing just a bit)
[13:37:54] <skunkworks_> http://www.electronicsam.com/images/KandT/conversion/one.jpg
[13:38:18] <skunkworks_> but like I say - I didn't actually see if the ssr's are turning on.
[13:38:43] <numen> http://www.youtube.com/watch?v=nzb-i7-fuq8&NR=1
[13:54:17] <SWPadnos> skunkworks_, disconnect the 50-pin cable and connect an external power supply to the board
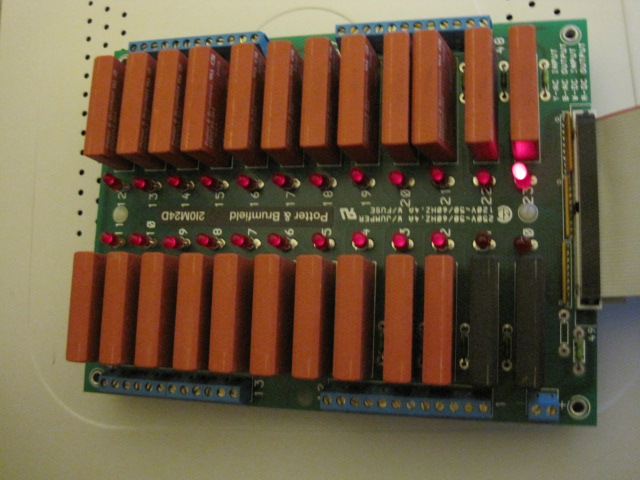
[13:54:31] <SWPadnos> I note that the two AC output modules don't have half-lit LEDs
[13:54:58] <SWPadnos> that's not quite the same board or modules I've seen
[13:55:07] <SWPadnos> as I've seen
[13:55:51] <skunkworks_> yes - it is a potter and brumfield version.
[13:55:58] <skunkworks_> or whatever. ;)
[13:56:01] <SWPadnos> yep. I see that :)
[13:56:09] <SWPadnos> I think I saw one or two on eBay
[13:56:24] <skunkworks_> yes - I noticed that too - (the black ones are not lit)
[14:03:36] <skunkworks_> SWPadnos: they don't light up then.
[14:03:43] <SWPadnos> ok
[14:04:10] <SWPadnos> try removing all but one or two (red) modules, and hook it back up to the 5i20
[14:04:59] <skunkworks_> (external supply.) I think the main issue is the voltage difference between the supply from the messa and the high output from the mesa - 3.something volts. (if that makes sense)
[14:05:30] <skunkworks_> I don't have it hear - but I tested it with an external supply yesterday.
[14:05:37] <skunkworks_> here
[14:06:27] <skunkworks_> the ssr/led's get turned on by the output from the mesa going low.. so it is already a little on by 5v-3.something
[14:06:58] <SWPadnos> I didn't see that here, that I can remember
[14:07:24] <SWPadnos> you may need to change the outputs to open-collector, if that's possible
[14:07:50] <SWPadnos> then they'll only pull low, but won't drive high
[14:07:57] <skunkworks_> it isn't - (as far as I know) I only see open-emitter
[14:08:08] <skunkworks_> as an option in hal.
[14:08:10] <SWPadnos> maybe it's that then :)
[14:08:23] <skunkworks_> ah - I will try it tonight
[14:09:09] <tlab> how goes it clytle374 ?
[14:11:24] <clytle374> Not bad. Got the the firwmare to load, and the cow's milk has cleared up so endless supply of fresh milk.
[14:11:58] <clytle374> had .5 gal for breakfast.
[14:14:17] <tlab> that's a lot of milk
[14:15:10] <tlab> I had a bowl of cereal with milk, bout all the milk I'll have for the day
[14:15:31] <tlab> do you have relatives in Indiana?
[14:16:24] <clytle374> I was born in Warsaw, In. I never drink milk from the store. Pasteurized milk makes me ill
[14:16:41] <tlab> I live in Kokomo in
[14:16:59] <tlab> you related to a Dusty Lytle?
[14:18:35] <SWPadnos> that's a lytle personal, don't you think? :)
[14:19:14] <tlab> nuck nuck... it's not pronounced little
[14:19:27] <SWPadnos> dang
[14:19:48] <tlab> sounds more like "lie tell"
[14:19:56] <clytle374> We've never been able to find another person we are related to with the same last name
[14:19:57] <tlab> tell a lie
[14:20:17] <clytle374> Is that how we got the name?
[14:20:25] <tlab> lol no I don't think so
[14:20:36] <tlab> it's Irish, O'Lytle
[14:21:13] <tlab> my grandfather said his dad was umm
[14:21:33] <tlab> can you say "got around"
[14:22:50] <tlab> there is a dusty and joyce lytle here in town I'm not related too... but come to find out dusty's grandfather came from Illinois which my grandfather says his father came from
[14:23:12] <tlab> so I'm probably like distant cousins or something to them
[14:23:30] <tlab> Warsaw is not that far from here either
[14:23:56] <clytle374> I've been to Kokomo several times
[14:24:13] <tlab> smell the chrysler plant?
[14:24:53] <clytle374> The paperwork on the lytle side seems to end at the Chicago fire. I have a cousin that works there.
[14:26:06] <tlab> ya I'm not real familiar with our history, my grandfather knows the most... says we come from Illinois some where
[14:26:36] <clytle374> The name was also taken by some Cherokee trying to fit in.
[14:27:13] <tlab> never heard that
[14:30:17] <clytle374> Found that out in WV of all places. I've got some Cherokee in me so maybe that's it.
[14:30:54] <clytle374> blb
[14:43:28] <robotito> WV?
[14:56:05] <JT-Work> $29 for the X axis belt on CHNC I ain't bad
[14:58:04] <JT-Work> Danimal-office: you awake yet?
[15:45:45] <Jymmm> I'd liek to see a torque curve for those stepper
[15:46:01] <GonMD> BlackMoon: That was just a roughing pass. but i appreciate the input
[15:47:42] <tomp> tomp is now known as tom3p
[15:49:14] <skunkworks_> logger_emc: bookmark
[15:49:14] <skunkworks_> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2010-03-03.txt
[15:51:24] <skunkworks_> cradek: how do you have the mesa gpio setup to drive your opto22's?
[15:58:50] <seb_kuzminsky> skunkworks: i dont know how cradek does it on jr, but on the bridgeport we converted we used a 7i37 opto isolator board, in hal we set the gpios to output and invert
[15:58:57] <seb_kuzminsky> does that have anything to do with what you're asking?
[15:59:17] <cradek> I think the opto22 racks work the same way
[16:00:50] <Danimal-office> JT-Work: awake now!
[16:01:16] <MrSunshine> what is adaptive roughing and what is it used for ?
[16:01:25] <Danimal-office> JT-Work: i wonder if our belts are the same
[16:01:38] <Danimal-office> i need new belts
[16:02:03] <Danimal-office> x and z belts are the same on mine
[16:05:16] <skunkworks_> thanks.. buy why would you use the 7i37 also? Just double isolation?
[16:05:21] <pcw_home> skunkworks_ You need to set the outputs to open_drain mode, otherwise they will never turn the opto22 SSRs completely off
[16:05:43] <skunkworks_> pcw_home: Cool - that is exactly what I wass wondering
[16:06:02] <skunkworks_> (I should have just tried it last night)
[16:07:01] <pcw_home> In normal (push-pull) mode you will have 5-3.3V = 1.7V across the SSR inputs when they are supposed to be off
[16:07:15] <skunkworks_> exactly what I was seeing :)
[16:08:38] <skunkworks_> like SWPadnos I was wondering if there was an open collector setting - which I guess the open_drain does as it must disable the top switch in the push pull.
[16:09:04] <skunkworks_> top semiconductor.
[16:09:33] <skunkworks_> This is slick :)
[16:09:35] <pcw_home> Yep, and since the top switch connects to 3.3V you dont want it
[16:09:53] <skunkworks_> neat
[16:11:05] <pcw_home> The other thing with opto 22 I/O is always use the cable 5V, not an external 5V supply
[16:11:21] <skunkworks_> That is what I am doing.
[16:12:03] <pcw_home> Other wise If your external supply stays on when the PC power fails, all SSRs will turn on at once
[16:12:08] <skunkworks_> the board has both options - but you just change where the fuse is connected and it will run off of pin 49 instead. (or is it 50 - I don't remember)
[16:12:16] <pcw_home> probably not what you want...
[16:12:22] <skunkworks_> heh
[16:12:44] <skunkworks_> whichever pin supplys the 5v from the 5i20
[16:12:55] <pcw_home> 49
[16:13:08] <pcw_home> all even pins are grounded
[16:13:33] <skunkworks_> right. (I find myself not remembering things that I can look up) ;)
[16:13:44] <skunkworks_> call it lazy
[16:13:52] <pcw_home> googlebrain
[16:14:10] <skunkworks_> as long as the internet doesn't go down.
[16:14:12] <skunkworks_> ;)
[16:20:34] <clytle374> robotito, Yep, WV
[16:27:04] <clytle374> BTW, we've heard all the WV jokes by now.
[16:37:26] <clytle374> seb_kuzminsky, I'm sure you saw the v2.4 branch worked fine, but will that be added into the master?
[16:38:37] <clytle374> The reason I'm asking is that the encoder patch won't apply to the v2.4, so I had to go back and apply the patches to master.
[16:58:34] <Danimal-office> yawn
[17:00:35] <seb_kuzminsky> clytle374: i just merged all that stuff into master, if you pull now you'll get the firmware/2.6.29/reverse_bits fix
[17:24:49] <JT-Work> danimal-
[17:25:08] <JT-Work> Danimal-office: I don't know
[17:30:08] <dave_1> what version of emc uses the new tool table format?
[17:33:24] <JT-Work> 2.4
[17:35:16] <dave_1> guess I'm safe for awhile. ;-) Tnx
[17:43:35] <pcw_home> bbl
[17:44:59] <Danimal-office> hows it going JT-Work
[17:47:21] <Danimal-office> do you have a broken belt?
[17:48:24] <JT-Work> worn out
[17:48:34] <JT-Work> trying to get a machine done here
[17:48:51] <Danimal-office> cool
[17:49:13] <Danimal-office> brb
[17:51:09] <clytle374> seb_kuzminsky, thanks
[17:55:14] <Danimal-office> back
[18:08:13] <Casainho> hello :-)
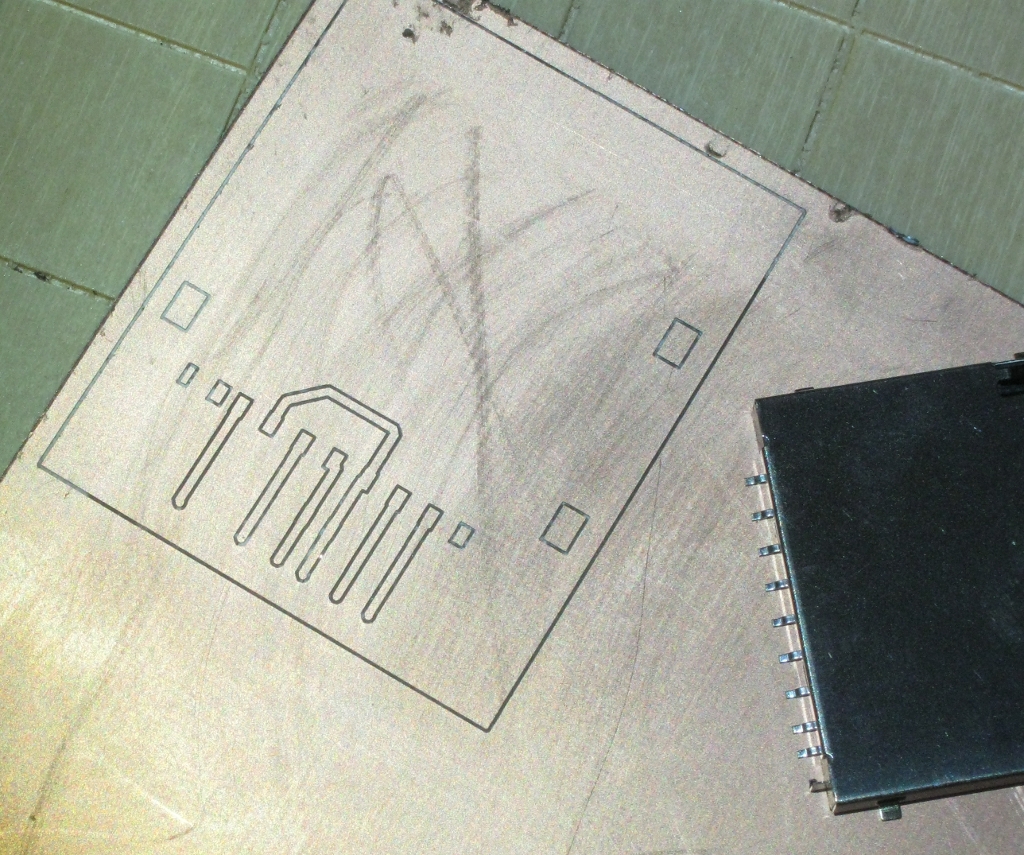
[18:08:33] <Casainho> I am looking a way for milling an unflated PCB using EMC2
[18:09:23] <Casainho> I would like to do the same as this user did:
http://phk.freebsd.dk/CncPcb/
[18:09:29] <robotito> why not use ferric clorhide?
[18:09:36] <Casainho> but his code/files do not work for me...
[18:10:08] <Casainho> robotito: because I think that with CNC I can mill and drill 0.25mm tracks... I hope
[18:11:27] <jackc> Casainho: it works great :-)
[18:12:06] <jackc> THEY GUY HAS THE SAME MILL AS ME!
[18:12:11] <jackc> i didnt think anyone was stupid enough for that.
[18:13:36] <Casainho> jackc: I don't know what you mean
[18:13:59] <jackc> to which part
[18:14:47] <Casainho> are you calling stupid to thatt guy or me?
[18:15:09] <jackc> no no no
[18:15:14] <jackc> i was making a joke
[18:16:52] <Casainho> so, do you know how can I do the same as that guy?
[18:18:08] <jackc> what problem are you having?
[18:21:46] <Casainho> well, I simple don't know how can I do the PCB surface log, in a way that gcode can be modified, for z offset to that PCB surface log
[18:22:05] <Casainho> I just have a cnc machine and EMC2 controlling it :-)
[18:25:41] <jackc> i dont understand
[18:25:48] <jackc> when you tried to run that code, did it not work?
[18:30:44] <Casainho> no, it do not work.
[18:31:04] <Casainho> I would prefer to learn how could I do it... maybe write my own code?
[18:32:53] <Casainho> (even If I am very newbie to coding)
[18:33:16] <Casainho> does anyone knows how EMC2 will work on recent Ubuntu if HAL was removed from it?
[18:33:57] <tom3p> Casainho: he provides the source and explains the technique. do you know the sequence of events? You begin with a PCB file fro PCB-Gcode, and a set of data that is the probed surface of the PCB plane. Then you run his program ( c source given on your link ), and that program adjusts the PCB-Gcode file into a Z adjusted Gcode milling file. You use that program to mill the PCB.
[18:35:01] <Casainho> tom3p: first I do not use the same PCB-Gcode, I use instead KiCad because is Free Software
[18:35:45] <Casainho> tom3p: I alredy did build the souc file he give, but when I execute it, it do nothing
[18:39:14] <SWPadnos> Casainho, there are several things called HAL, whatever Ubuntu does with their HAL doesn't have anything to do with the EMC2 HAL
[18:40:17] <tom3p> read his source file, find out how he parses, (he gives a hint that he just looks for Z,0), and write a filter for KiCad. btw: PCB-Gcode is free. it looks like a '.ulp' for eagle electronics cad which has a free version that can do small pcbs (maybe 50x75mm or so )
[18:40:19] <Casainho> SWPadnos: hmmm, I didn't know. I wish I could run EMC2 on my actual Ubuntu...
[18:40:46] <SWPadnos> you can, you just need a realtime kernel
[18:40:51] <Casainho> tom3p: I would prefer to go learning something and do for KiCad
[18:41:06] <Casainho> tom3p: his code is huge :-(
[18:41:29] <SWPadnos> it shouldn't matter what program you use to generate the original g-code
[18:41:32] <Casainho> tom3p: do you know if there is some gcode for doing the z probing?
[18:43:10] <tom3p> yes, g38.2 look at
http://linuxcnc.org/docs/html/gcode.html, click on g38.2
[18:44:20] <Casainho> I wish I could do some simple python script for this task
[18:44:35] <Casainho> and I don't know if EMC2 could help me on this task...
[18:45:05] <Casainho> I don't know if the approach of that guy was the best (however he seems to be experienced programmer)
[18:47:20] <SWPadnos> how did you run his program?
[18:48:03] <ds3> is it worth the trouble to PCB mill?
[18:48:16] <SWPadnos> some people seem to like doing it :)
[18:48:27] <ds3> you can get boards made for about $20-$25
[18:48:46] <SWPadnos> but if you want it tonight, it's easier to mill it yourself
[18:48:51] <ds3> and they have plated through holes plus that includes the materials and any broken bits you would have to buy
[18:49:11] <SWPadnos> if you want it in less than 3 days, the shipping cost alone will be more than $25-30
[18:49:21] <ds3> SWPadnos: how do you mill things for 0.5mm chips?
[18:49:38] <SWPadnos> I don't, but I guess the answer would be "very carefully" :)
[18:49:40] <ds3> I can get 3day turn around about $20 shipping
[18:49:52] <Casainho> ds3: that guy did for that 0.5mm
[18:49:58] <SWPadnos> it's also hard to add solder mask yourself
[18:50:02] <ds3> there are even local stuff for pickup ;)
[18:50:10] <SWPadnos> well, for you there are
[18:50:15] <SWPadnos> not here on the east coast
[18:50:21] <SWPadnos> (or near it)
[18:50:45] <Casainho> I prefer to mill my PCB prototypes if possible
[18:51:08] <Casainho> and I am targeting LQFP which have 0.5mm picth, a 0.25mm tracks
[18:51:47] <SWPadnos> that will be difficult to mill, and even more difficult to solder with no solder mask
[18:52:12] <tlab> sand the surface and solder will stick
[18:52:27] <SWPadnos> ayeah, it's preventing bridging that's the hard part
[18:52:41] <ds3> wonder what kind of tool/bit he used
[18:52:43] <SWPadnos> with 20 mil pitch and 10 mil spacing
[18:52:43] <tlab> that's hard in all smt
[18:52:53] <ds3> most common tools have a tip too wide to handle 0.5mm pitch stuff
[18:53:07] <SWPadnos> it's easy enough when there's solder mask, and a real bear when there isn't
[18:53:09] <ds3> lots of flux helps
[18:53:32] <SWPadnos> 1/64 bent conical is my tool of choice
[18:53:43] <SWPadnos> still a little big, but it works with thin enough solder)
[18:53:48] <tlab> Casainho, what kind of cnc do you use?
[18:53:52] <Casainho> I would like to try. I am being soldering some LQFP with professional PCBs...
[18:54:45] <tlab> this one looks nice, but I bet he's got an expensive spindle on it to make a pcb that good.
http://goo.gl/hMh9
[18:55:17] <tom3p> what pencil do you use? it seems my grips are just too far from tip to do fine work
[18:55:17] <Casainho> tlab: my CNC is printing right now and is this one:
http://www.cnczone.com/forums/showthread.php?t=95045
[18:56:00] <Casainho> tlab: well, here more pictures:
http://www.cnczone.com/forums/showthread.php?p=688850&posted=1#post688850
[18:56:27] <Casainho> tom3p: I use a Wolfgang spindle, which looks like very good for PCB milling
[18:56:52] <Casainho> one mill I did with it:
http://farm3.static.flickr.com/2716/4091284296_89abcd0176_o.jpg
[18:57:35] <tom3p> Casainho: sorry, i meant which soldering pencil was good for fine work
[18:57:40] <bill2or3> those spindles look nice++
[18:57:53] <bill2or3> * bill2or3 uses a proxxon.
[18:58:03] <ds3> the flood and clean method has served me well...just very slow
[18:58:08] <Casainho> tom3p: I have one small solder iron... it works for me
[19:04:07] <tom3p> Casainho: i see you have already converted KiCAD gerber to gcode, and that the traces are not cut thru well.
[19:04:14] <tom3p> yes you need the height adjustment, or... maybe you could avoid all the math by a hardware device like the floating head of plasma machines.
[19:04:20] <tom3p> in emc, the head has been made to follow the surface (dynamicly moving Z) while executing an xy motion program.
[19:04:20] <tom3p> again, theres a bit of programming to it, no off the shelf solution.
[19:04:38] <tom3p> but dynamic and automatic may be a better long term solution
[19:05:17] <SWPadnos> double-stick tape might be a better solution
[19:06:24] <tom3p> i'd think that had been tried, maybe not. Casainho did you try to get the pcb material flat?
[19:06:36] <albova> hello to all
[19:06:48] <tom3p> hello
[19:06:49] <micges> hi
[19:06:56] <motioncontrol> hi
[19:07:03] <ds3> SWPadnos: how do you ensure things are level after using double sided tape to hold things down?
[19:07:23] <tom3p> trammit
[19:07:32] <SWPadnos> if the table is level, and the board is constant thickness, then the board will be pretty level after sticking
[19:07:42] <albova> can i post an emc question?
[19:07:49] <SWPadnos> it doesn't need to be thick foamy double-stick tape, just something that sticks on both sides
[19:07:50] <ds3> so tape + adhesive is generally flat?
[19:07:55] <tom3p> ask away
[19:07:55] <SWPadnos> albova, just ask
[19:08:17] <bill2or3> I like the double sided carpet tape, it's super sticky.
[19:08:24] <albova> sorry for my bad english
[19:08:58] <albova> well, i have seen some command to interface emc with python
[19:09:20] <albova> for example emc.stat()
[19:09:49] <albova> does exist any manual of this command?
[19:10:01] <Casainho> no, I didn't yet tried double face tape...
[19:10:39] <Casainho> since right now my CNC is busy printing pieces for a new CNC 3D printer, I am investigating now while the CNC is busy...
[19:11:16] <tom3p> Casainho: maybe it will work, its certainly easy to try. but, we'd like to hear your opinion of how well it handles the problem
[19:12:31] <Casainho> tom3p: my bit is a 0.2mm at tip, and since I need 0.25mm, I guess I really need to control the z height automatically...
[19:12:50] <bill2or3> casainho, I ran into some flexing with double-stick tape, where the traces would end up deeper where the tape is, and shallower where theres no tape on the back.
[19:13:40] <bill2or3> So now I usually just tape it down from the top, around the edges, with blue masking tape.
[19:13:58] <tom3p> Casainho: i havent done this but the idea is for Z to follow the surface, cutting the same depth despite hills and valleys
[19:14:24] <Casainho> ok. But since I need 0.25mm tracks clearance and my bit is a 0.2mm... i think that maybe I can't make it... but I would like to try automatically z height
[19:15:16] <tom3p> i saw a thing like a magnetic chuck in Taiwan, it froze thin non metalic parts to its surface for machining
[19:15:20] <bill2or3> currently it looks pretty involved, there's no readily available code to do it, yet.
[19:15:21] <micges> albova: do you search someting specific?
[19:16:09] <albova> yes, i posted here yesterday as a guest
[19:16:31] <bill2or3> Casainho, this is the best page I've found about Z-height compensation:
http://phk.freebsd.dk/CncPcb/
[19:16:46] <micges> about current joint fb position?
[19:16:52] <motioncontrol> hi at all. please a question about tool change. is possible have a asincronus tool change. in another cnc i can write t2 and setp in plc the tool change sequenze prepared , but the maschine continued in the work , when the interpreter read tool-prepared and the m6 move the axis in tool position and change the tool. in emc if i write t1 wait the setp tool-prepared at true and the motion is stop. is possible prepared the too
[19:16:53] <motioncontrol> l in asincronus mode ?
[19:16:53] <albova> yes
[19:16:55] <Casainho> so, if I build my probe, using an alligator contact on copper PCB and other on bit (spindle turned off)
[19:17:39] <Casainho> what can I do in EMCw for start?
[19:17:49] <micges> albova: afaik there is no usefull docs about python emc module
[19:18:00] <Casainho> bill2or3: yes, I am trying to follwoing that work...
[19:18:14] <bill2or3> what kind of mill are you using?
[19:18:37] <Casainho> a Wolfgang
[19:18:55] <bill2or3> that's the spindle, I mean the actual mill.
[19:18:57] <micges> albova: but we posted python code that do what you want
[19:19:03] <micges> it deosn't work?
[19:19:07] <motioncontrol> plase help me for tool change ?
[19:19:31] <albova> micges, yes and it run from terminal
[19:19:34] <albova> but
[19:20:04] <Casainho> bill2or3: Zenbot CNC, the smaller one
[19:20:20] <albova> i 'd read teh axis position not in polling but once by pressing a button
[19:20:55] <bill2or3> I'd just try squaring it up better before bothering with the z-height probing stuff.
[19:21:04] <Casainho> so, can someone explain to me what G38.x does? in what that could help me?
[19:22:51] <micges> albova: so what's the problem
[19:22:53] <micges> ?
[19:24:02] <albova> i don't know the position variable name
[19:24:34] <bill2or3> Casa, have you read this?
http://linuxcnc.org/docs/html/gcode_main.html#sub:G38.2:-Straight-Probe
[19:24:41] <tom3p> Casainho: "yes, g38.2 look at
http://linuxcnc.org/docs/html/gcode.html, click on g38.2" it touches the pcb and stores the position of contact.
[19:25:08] <micges> albova: again, what position you want to read?
[19:25:38] <Casainho> bill2or3: I am trying to understna it - englsih is not my main language, it is difficult for me to understand some parts
[19:25:43] <albova> micges, the actual position in g55 mode
[19:25:51] <bill2or3> ahh.
[19:27:19] <micges> albova: g55? you can read only pos from actual coordinate system
[19:27:37] <albova> yes, i mean that
[19:27:48] <bill2or3> Casa, basically it says "Move torward these coordinatest. Stop when you get to the coordinates, or when the probe-tip makes contact with something, whichever occurs first."
[19:27:53] <Casainho> tom3p: wich position, the z or of all axes? and were does it store? some variable?
[19:27:54] <bill2or3> err, coordinates.
[19:29:09] <bill2or3> It stores the position of all the axises, in the "filename.txt" file.
[19:30:52] <micges> albova: you have emc.stat.actual_position[i] (i can be from 0 to 8)
[19:31:24] <Casainho> bill2or3: and 5061 to 5069 are variables?
[19:31:59] <Casainho> maybe I could do a sequence of points to test the probe and store them on that txt file...
[19:32:29] <tom3p> in the code, the position is p = get_joint() or p = get_cart() (your choice) do you get value?
[19:32:33] <bill2or3> I assume they're numbered gcode variables
[19:32:54] <albova> micgest, where you have found "emc.stat.actual_position[i]?
[19:33:08] <micges> albova: in source code
[19:33:16] <bill2or3> but I could be mistaken.
[19:33:29] <albova> where...........?
[19:33:34] <micges> jas
[19:33:43] <bill2or3> Casa, how badly out-of-flat is your bed?
[19:34:28] <micges> albova: first
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Installing_EMC2#Getting_the_source_with_git
[19:35:03] <albova> micgest, can i use it as python variable ?
[19:35:37] <micges> then go to src/emc/usr_intf/axis/extentions/emcmodule.cc
[19:35:52] <tom3p> Casainho: z in is #5063 from his code G38.2 Z[-1] F25 #10=#5063 ... G1 Z[#10-#3]
[19:36:14] <micges> s= emc.stat(); xpos = s.actual_position[0]
[19:37:03] <albova> ok thanks
[19:37:18] <Casainho> bill2or3: I don't know, but I think is good
[19:37:31] <tom3p> the 2 threads on probe and capture are so similar ;)
[19:38:27] <bill2or3> I'm suggesting that perhaps you don't need to bother with this, and you can just mill your pcb's normally.
[19:38:34] <albova> micgest, the first link is the emc installation
[19:39:23] <bill2or3> perhaps you could probe your whole table, and determine what the flattest area is, and always use that part for pcb's.
[19:39:37] <micges> albova: got section 2.2
[19:39:43] <micges> goto*
[19:41:00] <albova> micgest, must i install git?
[19:41:10] <micges> yes
[19:41:19] <albova> and then ?
[19:41:24] <Casainho> bill2or3: I would like to learn the probing, in case I need it. Also is a big pain to get the first time probe of Z
[19:41:36] <micges> just simply follow wiki instructions
[19:41:46] <bill2or3> that's understandable.
[19:42:33] <Casainho> tom3p: why "G38.2 Z[-1] F25" will make 10 on 5063 variable? isn't Z going to -1, not 10, right?
[19:42:46] <albova> ok but git file corrupt emc file? sorry my english again
[19:43:49] <micges> albova: git is source version control program that allows you to download source code from net
[19:43:50] <bill2or3> it's moving torward -1, but it may run into something before it arrives there.
[19:44:25] <tom3p> Casainho: #10 is the tenth variable it is a storage location,,, -1 is a dimension, it does not vary
[19:44:30] <albova> ah ok
[19:44:54] <albova> step by step i'll see the end............
[19:45:44] <micges> albova: its easy
[19:46:01] <tom3p> Casainho: and bill2or3 is correct, the G38.2 will go 'towards' -1, but will stop if it touches
[19:46:53] <tom3p> Casainho: when it touches, the position is recorded in #5063. that value is copied into #10 for use in the program
[19:47:12] <Casainho> tom3p: ah, you mean "moving" the contents of #5063 to #10 :-)
[19:47:12] <Casainho> tom3p: and where should I put that code? in gcode file?
[19:47:32] <Casainho> I don't know if I could get that value in python
[19:48:07] <albova> micges, i make a 3 axis mill 1500kg table=900x700 z=280 spindle 5kw 18000rpm
[19:48:38] <tom3p> Casainho: yes moving copying equating.... and you can use the gcode from the website you posted. the values can be sent to a file for use with python. theres a lot for you to read and try.
[19:48:45] <albova> it work very well with emc and i made some interface with python
[19:49:03] <albova> and parametric gcode
[19:49:22] <micges> albova: pics?
[19:49:34] <albova> what pics?
[19:49:44] <micges> your machine
[19:49:50] <albova> what is pics?
[19:50:01] <micges> photos
[19:50:12] <Casainho> tom3p: so, maybe a good idea is to first generate the code for probing and get the values on a txt file. Later use that value from the txt file to change the Z value on original gcode file of PCB?
[19:50:21] <micges> albova: sorry :P
[19:50:41] <Casainho> tom3p: what would you do? is there any better or naive idea?
[19:51:05] <albova> ah there is only 2 or 3 photos on www.cncitalia.net forum
[19:52:54] <tom3p> Casainho: i couldnt advise, but i've seen your work. this is something you can do. just get familiar with the pieces and imagine a solution
[19:54:00] <Casainho> tom3p: ok, thanks! I will think a bit more on this and try to get familiar with gcode and EMC2 :-) -- I will be back later when I need :-)
[19:54:02] <micges> motioncontrol: when you send 'T1' gcode, hal pin iocontrol.0.tool-prepare will be set to 1 to start preparing tool by toolchanger, after correct preparing tool you must set iocontrol.0.tool-prepared pin to 1 to continue execution of program
[19:55:36] <motioncontrol> micges, more thanks for help.the problem is the magazine have 200 tool and wait more times for prepared tool. is possible start first the search the tool '
[19:57:30] <micges> motioncontrol: you must simply load tool and prepare next tool at once in gcode
[19:58:12] <micges> and then while working with current tool, next tool will be prepared
[19:58:16] <aa-danimal-shop> you can prepare the tool anywhere in the program, and execute the actual tool change later
[19:58:51] <aa-danimal-shop> assuming that your toolchanger is mechanically possible of doing that
[19:59:35] <aa-danimal-shop> if you need to put the tool away before you can move the magazine to the next tool, i dont see how it can help you
[20:01:43] <motioncontrol> but i write for example . g0 x10 y10,t1,g1 x40 y50,g1 x70 z10,m6,g1 x0 y0 , m2--when the emc read the t1 wait toop-prepared signal , not proceded the work read
[20:03:07] <aa-danimal-shop> it needs the tool prepared signal to continue
[20:03:24] <micges> you can loop back prepare signal
[20:04:01] <micges> and you can use only tool-changed signal for both prepare and change tool
[20:04:15] <micges> then it will not waiting on Tn gcode
[20:04:34] <motioncontrol> net tool-prep-loop iocontrol.0.tool-prepare iocontrol.0.tool-prepared ok i understand thanks for help.
[20:04:38] <aa-danimal-shop> motioncontrol, do you have an actual tool changer, and you're trying to have it prepare the tool before it needs to change tools?
[20:05:34] <albova> thank's to all and good night
[20:05:40] <motioncontrol> aa-danimal-shop, one moment i prove in simulation
[20:10:47] <frallzor> http://pici.se/p/large/yQgwXizRk/ I made a booboo when drilling and tapping these holes, they are supposed to sport some bearings, does anyone want to guess if it matters if I just move the new holes some distance in either direction? =)
[20:13:29] <isssy> hi all
[20:13:32] <micges> hi
[20:13:53] <isssy> hi mic
[20:14:31] <isssy> finaly the io module is completly working inside the hal
[20:14:54] <micges> cool
[20:15:13] <isssy> but unforunately is not rt
[20:15:42] <isssy> with the usb we coud not make it work
[20:16:46] <micges> there is no rt hal usb driver
[20:16:56] <isssy> exactly
[20:17:34] <micges> did jasenk tried to code rt driver for usb? or only did this in userspace?
[20:18:03] <isssy> he try , but is not working all the tyme
[20:18:07] <isssy> time
[20:18:09] <isssy> sorry
[20:18:35] <micges> oh I see
[20:18:59] <isssy> today he finaly start the emc with the new rt core
[20:19:09] <isssy> and maybe will be bether
[20:19:36] <isssy> the usb driver will be able to work in rt mode , but with 1 limitation
[20:19:41] <isssy> no hubs...
[20:20:36] <jackc> i will be very impressed if that works
[20:21:05] <motioncontrol> aa-danimal-shop, ok for prove tool-change fuction good.i setp signal tool-prepared
[20:21:28] <isssy> it will
[20:21:43] <isssy> but 1 usb port -> 1 end device
[20:22:23] <micges> isssy: do you release rt driver for tests for us?
[20:22:52] <isssy> yes , why not , is for everybody
[20:24:10] <Jymmm> Problem with USB is the timing and polling
[20:24:21] <Jymmm> not lack of driver
[20:25:12] <isssy> exactly , that's why the driver must control it at low level
[20:25:23] <isssy> forget to see it as standart usb
[20:25:38] <tom3p> isssy: pci card usb port ok? (no hub)
[20:25:44] <Jymmm> No, even at the hardware level the timing and polling is too slow
[20:26:06] <Jymmm> at the USB 2.0 spec
[20:27:10] <isssy> at low level i can control it as RS232 push pull protocol.. not the standart usb , then to interpret the data for to recover it.
[20:27:50] <isssy> we have sucseed in some test , and jasenk is confident that this can be made
[20:27:54] <SWPadnos> I'll be surprised if that works, unless you're (a) rewriting the actual chip drivers, and (b) the chip allows you to use it as a fast serial port
[20:28:09] <isssy> exactly
[20:28:12] <Jymmm> No, you can't. That's why they cna't use USB2SERIAL for GPS, as you lose data
[20:28:16] <isssy> there is no other way
[20:28:30] <Jymmm> you need a TRUE uart
[20:28:36] <SWPadnos> unfortunately, a lot of the USB protocol crap is stuck in the chips these days, so this will probably be limited to a small group of USB chips
[20:28:51] <Jymmm> ethernet is another story
[20:28:59] <isssy> for me there is 2 chips that i am looking for
[20:29:03] <aa-danimal-shop> dream chushers
[20:29:10] <aa-danimal-shop> crushers*
[20:29:11] <isssy> 1 is the standart and cheap ft232
[20:29:32] <isssy> and then the new 32 bit pic with integrated usb
[20:29:42] <aa-danimal-shop> i finally switched from mirc to xchat. this is way better.
[20:29:45] <SWPadnos> those are devices, not controllers. the controller drivers would also need to be rewritten
[20:30:10] <SWPadnos> ie, the chipset on the motherboard, or the hub on an add-on card
[20:30:21] <SWPadnos> host controller that is
[20:30:33] <SWPadnos> unless you get it to work and prove me wrong :)
[20:30:58] <aa-danimal-shop> if you're wrong, you owe us all some fresh Vermont Cheddar.
[20:31:07] <SWPadnos> aged is better ;)
[20:31:11] <isssy> all the usb (mainly intel) chips , support low level direct control of the dm and dp pins!!!!
[20:31:20] <SWPadnos> that's surprising
[20:31:27] <aa-danimal-shop> deal
[20:31:53] <Jymmm> * Jymmm hands aa-danimal-shop a 20yo cow from vermont
[20:32:10] <Jymmm> aa-danimal-shop: There's your fresh aged cheese
[20:32:51] <isssy> at least for intel is working
[20:33:17] <aa-danimal-shop> * aa-danimal-shop rolls eyes
[20:33:28] <cradek> A 37-year-old Salt Lake City woman on Tuesday admitted hitting her husband in the head with a hammer three years ago after blindfolding him and promising a "surprise."
[20:34:02] <SWPadnos> yikes
[20:34:13] <ds3> at least she was accurate
[20:34:41] <SWPadnos> isssy, looking at the Intel ICH7 manual, it looks like you can read the D+/D- lines, but can't change them - those status bits are read-only
[20:35:04] <aa-danimal-shop> it's definitely not the worst thing a woman has done to a man
[20:35:21] <SWPadnos> re: bobbitization
[20:35:24] <aa-danimal-shop> cradek, did you get my message yesterday?
[20:35:30] <aa-danimal-shop> SWPadnos, exactly
[20:35:36] <cradek> aa-danimal-shop: no
[20:36:23] <aa-danimal-shop> did you get that one?
[20:36:43] <isssy> Please , read the errata
[20:36:58] <aa-danimal-shop> i just switched to xchat, not sure if i'm doing it right
[20:50:07] <tom3p> http://forums.ni.com/ni/attachments/ni/240/4476/1/latency.jpg
[21:08:07] <celeron55_> where is the parallel port!
[21:08:32] <celeron55_> ah, it went over the rightmost border probably.
[21:09:06] <aa-danimal-shop> left most*
[21:10:28] <celeron55_> you mean the parallel port has over 10ms of latency? 8)
[21:10:58] <aa-danimal-shop> :)
[21:11:45] <aa-danimal-shop> mine probably does haha
[21:12:26] <SWPadnos> actually, parallel port would be around 1 microsecond, so it should be on the chart
[21:12:50] <SWPadnos> but there's no indication of what latency they're measuring
[21:13:15] <SWPadnos> or how much data they're talking about
[21:14:22] <SWPadnos> for example, ethernet has a minimum packet size of 512 bits, some of which are overhead. at gigabit speeds, that amount of data would take ~0.5 uS to transmit over the wire
[21:14:44] <SWPadnos> (less than one read from one of the parallel port registers)
[21:15:15] <SWPadnos> if it's taking 1 ms to get data from gigabit ethernet, there's a software problem at one or both ends
[21:15:36] <SWPadnos> (not surprising, considering where the graph came from)
[21:16:47] <celeron55_> well, i guess that data isn't very relevant to emc anyway
[21:17:29] <tom3p> haha not an ni fan
[21:19:00] <SWPadnos> tom3p, no. based on my experience with their CompactRIO+Embedded RT system+FPGA tools, I think they suck
[21:19:37] <SWPadnos> (at least they did in the 8.0-8.0.1 time frame - I haven't been subjected to LabView since then)
[21:19:47] <SWPadnos> NI itself isn't bad - they make some good hardware
[21:20:03] <SWPadnos> labView is another story
[21:20:09] <SWPadnos> bbl
[21:20:18] <tom3p> SWPadnos: i was remebering your fondness for labview
[21:20:21] <tom3p> for pcb routing, is the rotozip a reasonable thing to try?
[21:21:56] <tom3p> http://tinyurl.com/yc9umns
[21:27:58] <MrSunshine> is there any usual range of rpm that a ball bearing can take? :/
[21:28:22] <aa-danimal-shop> lol there's a few variables involved with that
[21:28:37] <MrSunshine> ye i guess :(
[21:28:47] <MrSunshine> trying to figure out max rpm of my seig x1 mill =)
[21:29:48] <BlackMoon> MrSunshine: Well, let me put it this way
[21:29:53] <BlackMoon> your mill will heat up.. untill parts expand
[21:30:08] <BlackMoon> when they expand.. friction will become much greater and everything will expand more
[21:30:24] <BlackMoon> then everything will die horrabley in a molten mess, a few mins after you exceed that 'max' rpm
[21:30:42] <MrSunshine> :P
[21:31:21] <BlackMoon> That said, one way to get higher allowable RPM's is to add cooling (oil radiator+pump, fined aluminum heatsinks, etc) or reduce preload (will make mill loose at lower RPM's and possabley chatter/etc)
[21:31:46] <BlackMoon> Or do what most people with big mills only rated for 2000~4000rpm do
[21:31:58] <BlackMoon> strap a table router onto the side of thier mill head
[21:32:03] <BlackMoon> Or replace the entire mill head with a router
[21:32:17] <BlackMoon> Iv never messed with an X1 but I presume the milling head comes off the Z collar?
[21:33:12] <BlackMoon> if so, just make a new head to mate with the collar that holds a good (See: $200+ 1/2" collet capacity, not the $30 princess auto/horror freight 1/4" special) router.
[21:37:26] <BlackMoon> hahaha here comes trouble:
http://i306.photobucket.com/albums/nn274/small_planes/DSC_1687.jpg
[21:40:06] <Casainho> BlackMoon: nice kid :-)
[21:42:35] <tom3p> ah people say rotozip has too much end play for pcb work
[21:45:34] <BlackMoon> tom3p: router not rotozip
[21:46:48] <MrSunshine> looks like the bearings in the X1 mill is rated at 22000 rpm =)
[21:46:54] <MrSunshine> http://www.sindabearing.com/skf_bearings/stock/200902/04-10.html
[21:48:41] <BlackMoon> http://bbs.homeshopmachinist.net/showthread.php?t=40101&page=3 Weird ass motor.
[21:48:47] <BlackMoon> MrSunshine: under no load, yes
[21:48:57] <BlackMoon> Under preload and cutting forces, No :)
[21:49:11] <BlackMoon> theres something called a PV rating or something.
[21:49:18] <BlackMoon> its pressure*volicity or somesuch.
[21:49:33] <BlackMoon> Basicly for 2x the force your bearings run at 1/2 the speed or they melt/fry/damage/whatever
[21:50:18] <MrSunshine> BlackMoon, oh ...
[21:50:27] <archivist> SKF has some nice info on bearing life
[21:50:30] <BlackMoon> And as I said, everything expands with heat.. But not at the same rate.
[21:50:46] <BlackMoon> Heat + preload can equal way more preload, resulting in a runaway condition
[21:51:03] <archivist> weld :)
[21:54:12] <MrSunshine> but the more rpm the less cutting forces aint it? :)
[21:54:46] <BlackMoon> Epic: If a cluttered desk is a sign of a cluttered mind, then what is an empty desk a sign of? -a einstein
[21:55:08] <BlackMoon> MrSunshine: Only if you keep the feed rate the same
[21:55:13] <BlackMoon> and then why did you bother having more RPM's?
[21:55:14] <MrSunshine> true
[21:55:20] <tom3p> BlackMoon: yes, i had been looking at rotozips potential, now looking at other spindle for a tiny machine (Sable 2015
http://www.youtube.com/watch?v=RQ75p4ImsjY )
[21:55:22] <BlackMoon> (well ok finish, but..)
[21:55:37] <MrSunshine> BlackMoon, well i want to change the whole head thingie on the mill, as it makes alot of noise has a very weak motor etc
[21:55:45] <BlackMoon> that seriously looks like a router on there :0
[21:55:48] <BlackMoon> or maybe a giant die grinder
[21:55:49] <MrSunshine> so i was thinking upping the rpm at the same time =)
[21:56:07] <BlackMoon> MrSunshine: cool.
[21:56:23] <MrSunshine> and it weights alot more then it needs realy
[21:56:23] <BlackMoon> Random tips: DC motors without feedback have piss poor speed control under load
[21:56:26] <MrSunshine> i have no use for the gears etc
[21:56:43] <BlackMoon> DC treadmill motors are commonly used for mills but I think they are slower speed
[21:56:45] <MrSunshine> BlackMoon, AC is better? :)
[21:56:53] <BlackMoon> nah
[21:57:11] <BlackMoon> you can for example buy the new fancy routers and they even have softstart + speed feedback (so they advertise anyway)
[21:57:19] <BlackMoon> the like $200 routers that is
[21:57:37] <BlackMoon> speed range of like 10,000~30,000rpm is pertty typical
[21:57:46] <BlackMoon> I think some might go down to 5krpm but probley not much torque at that speed
[21:59:17] <MrSunshine> as the mill only goes to 2k rpm max atm, and i dont even think it has that as ive half burned the motor on it before i cnc converted :P
[21:59:31] <MrSunshine> i was thinking more 4 - 8k range =)
[22:02:01] <GonMD> video my my router cutting its first part. only rough pass though.
http://vimeo.com/9885986
[22:04:45] <tlab> uhh what is it?
[22:05:53] <GonMD> after the rough pass it will be the part of the costume thats underneath the chest piece.
http://squiddy3000.files.wordpress.com/2009/07/odst2.jpg
[22:06:27] <GonMD> finish pass sorry
[22:07:01] <GonMD> point is...thats my first 3d cut, and i managed to not blow anything up, or tear up tools/vices.
[22:07:11] <tlab> yea
[22:07:15] <frallzor> * frallzor is angry
[22:15:58] <aa-danimal-shop> nice work GonMD
[22:20:21] <GonMD> thanks. now i gotta order some more tools :/
[22:23:02] <clytle374> real nice.
[22:23:30] <tom3p> Casainho: a floating head for pcb cutting, it mechanically follows the Z surface
http://www.robio.be/cnc/final/index.htm
[22:23:39] <GonMD> i must also say, Cut3D is a bitchin good program
[22:23:52] <aa-danimal-shop> looks like quick acceleration
[22:25:50] <Casainho> tom3p: I will try to see if the author share the information...
[22:46:22] <Casainho> tom3p: there are no info on that page about how to do it :-(
[22:56:28] <Valen> thinking of making my dad an angle grinder
[22:56:41] <Valen> based on a spindle motor
[22:56:45] <Valen> with a VFD
[22:56:59] <Valen> something nice and quiet
[22:57:42] <aa-danimal-shop> i think they're geared down quite a bit
[22:58:14] <aa-danimal-shop> hmm maybe not..
[22:58:29] <Valen> think they are ~3000RPM or so
[22:58:29] <aa-danimal-shop> but the noisy part is the gears for the 90 degree angle
[22:58:40] <Valen> universal motors are noisy too
[22:59:30] <tom3p> aa-danimal-shop: interesting cnc bike servo project
http://www.recumbents.com/WISIL/shumaker/default.htm
[22:59:33] <Valen> the guy is a wizard with one of the things
[23:00:34] <tom3p> Casainho: look close at this pic, the Z is spring loaded, the tool projects a given amount from the foot. the cut depth is consistant despite the surface wave.
http://www.robio.be/cnc/final/Floating/PICT0013.JPG
[23:01:33] <clytle374> tom3p, Is a 3 phase brushless motor a servo without feedback?
[23:02:45] <Casainho> tom3p: so, is a mechanic solution? no control with EMC2?
[23:04:07] <tom3p> Casainho: yes, its stupid, simple, just springs :)
[23:04:21] <BlackMoon> wow impressive cnc video posted up there.
[23:04:41] <Casainho> tom3p: but I can't see the dremel being with springs...
[23:05:58] <tom3p> clytle374: you can have feedback. there's different methods. those little electric plane motors look impressive, i've stumbled across them before for cnc use
[23:06:07] <BlackMoon> RPM on an angle grinder depends on size
[23:06:14] <BlackMoon> but the common 4 1/2 and 5" are about 11,000rpm
[23:06:51] <BlackMoon> You could make a quiter drive just by getting some quality gears and gaping them just right
[23:07:08] <clytle374> tom3p, I've used those in RC planes and copters. They are great, just never thought of them as a servo.
[23:07:20] <Valen> I'm wondering if its possible to do away with the angle drive all togther
[23:07:29] <BlackMoon> like use a pancake motor?
[23:07:50] <BlackMoon> large diamiter flat motors are usally lower RPM higher torque
[23:07:54] <Valen> something along those line
[23:08:03] <Valen> a 3Kw brushless might do the job
[23:08:10] <Valen> hobby sort
[23:08:16] <BlackMoon> 3kw? heh
[23:08:21] <Valen> "3kw"
[23:08:30] <BlackMoon> is that like 5.5 peak HP?
[23:08:33] <Valen> hobby watts
[23:08:42] <BlackMoon> (shopvac)
[23:08:48] <Valen> lol
[23:09:04] <BlackMoon> no really, is it the same kinda scam?
[23:09:30] <Valen> well when you first throw the switch it probably does pull that from the wall for at least 1/10th of a second
[23:11:10] <Valen> the hobby brushless probably can do 3Kw when they are sitting on the front of an aeroplane with an 8" prop pushing air past them
[23:11:30] <tlab> http://dl.dropbox.com/u/3706935/Screenshot.png why does this jump around so much?
[23:11:32] <BlackMoon> hah
[23:11:50] <BlackMoon> Valen: but yea, a 5" is usally like 700~1000W
[23:12:02] <BlackMoon> if you take the faceplate rating by face value
[23:12:03] <Valen> so it'd probably work
[23:12:05] <Jymmm> tlab: Blame your CAM proggy
[23:12:10] <Valen> on those it would be
[23:12:15] <Valen> close enough anyway
[23:12:20] <tlab> pcb-gcode?
[23:12:47] <BlackMoon> Valen: iv actualy got a $120 5" angle grinder on order
[23:12:47] <Jymmm> tlab: What did you use to create the g-code?
[23:12:59] <BlackMoon> to replace the $50 one I bought to replace the $20 one that finaly started failing on me
[23:13:04] <BlackMoon> (Gonna return the $50 one, it sucks)
[23:13:16] <tlab_> pcb-gcode thru eagle cad
[23:13:21] <BlackMoon> the $120 even has the handles at 90 degrees
[23:13:26] <BlackMoon> with a 3rd mount point
[23:13:33] <BlackMoon> so i'll be able to easily make a mounting bracket
[23:13:39] <Jymmm> tlab: I dont knw what "pcb-gcode" is, got a link?
[23:13:53] <BlackMoon> I hate trying to use my angle grinder with one hand holding it on the bench and other hand holding the work
[23:14:17] <BlackMoon> I want like a bench mount for the angle grinder, and maybe an auxilery table for cutoff
[23:14:24] <tlab_> http://www.pcbgcode.org/
[23:14:24] <Jymmm> BlackMoon: that what clamps are for
[23:14:29] <tom3p> looks like an eagle ulp
http://www.pcbgcode.org/
[23:14:33] <BlackMoon> Jymmm: onto the plastic body??
[23:14:48] <BlackMoon> that holds the motor togethor?
[23:15:05] <Valen> aparently you can get a petrol powered angle grinder
[23:15:05] <Jymmm> is that what you're grinding?
[23:15:09] <Valen> thats pretty cool/scary
[23:15:17] <BlackMoon> Jymmm: uh? no
[23:15:30] <BlackMoon> im saying angle grinders have plastic bodys that make up the motor itself
[23:15:41] <BlackMoon> like the stator coils and bearings and shit are all held in place by the plastic body
[23:15:44] <Jymmm> that's usually called double insulated.
[23:15:51] <Valen> soft jaws dude
[23:15:54] <BlackMoon> so I don't wanna clamp onto that and possabley deform it
[23:15:58] <BlackMoon> Or mar it
[23:16:14] <Jymmm> There is a 1/4"-20 thread for a handle isn't there?
[23:16:15] <BlackMoon> Valen: theres nothing really good to clamp onto
[23:16:24] <Valen> if you are holding the grinder on the bench, why not use a bench grinder?
[23:16:26] <Jymmm> or 3/8 or whatever
[23:16:29] <BlackMoon> Jymmm: thats why I said I liked THIS $120 one I have on order
[23:16:38] <BlackMoon> becuase it has 3 handle threads in the gearpot
[23:16:44] <BlackMoon> at 90 degrees exactly from eachother
[23:16:45] <Jymmm> Eh, my $20 has those
[23:16:51] <BlackMoon> insted of the normal 2 at like, 120 degrees
[23:17:17] <BlackMoon> Jymmm: yea but this one is sleak and thin and nice :P
[23:17:25] <tom3p> tlab, more ulp needed to make the path less jumpy ;) maybe one of these will help
http://tinyurl.com/226b8
[23:17:54] <Valen> tlab_ : what version of ubuntu are you running on it there?
[23:18:05] <Valen> BlackMoon: url?
[23:18:11] <aa-danimal-shop> tom3p, that bike is neat
[23:18:22] <BlackMoon> http://enr.construction.com/products/product_snapshot/2008/1210-productsnapshot.asp it was like this one but 5"
[23:18:25] <tom3p> look like it'd be fun
[23:18:35] <Jymmm> tom3p: What's a ULP ?
[23:18:43] <aa-danimal-shop> recumbents scare me
[23:18:43] <BlackMoon> has a quick adjustment on the tool guard (looks like plastic but its really a nicely powder coated metal)
[23:18:49] <tlab_> 8.04
[23:18:57] <BlackMoon> *very* thin and light
[23:19:10] <Valen> tlab_: got a skin on it or something? just looks different
[23:19:20] <tlab_> yea theme
[23:19:48] <BlackMoon> also, the trigger 'lock on' is recessed just enough that you have to really TRY to engage it, but its not exactly inconvient to do either
[23:20:02] <BlackMoon> I really hate puting the angle grinder down just to realise the damn trigger lock engaged
[23:20:09] <Valen> hmmm If i use a brushless one, I could power it with some A123 batteries and make it a cordless silent angle grinder
[23:20:15] <BlackMoon> and I don't like those 'lock on' style grinders
[23:20:26] <BlackMoon> http://www.drumsanders.net/images/pictures/makita-angle-grinder--4.5in.-10000-rpm-6.4-amp-model-9527pb.jpg this kind I hate.
[23:20:42] <BlackMoon> some of em even have like, a locking switch on the top, way outta the way of your hand
[23:21:00] <Valen> hmmm possibly like this
http://itemlistings.ebay.com/sdcsrp?fl=200441690214&product={query}&sconstraints=IncludeSelector%3DDetails,SellerInfo%26ItemType%3DAllFixedPriceItemTypes%26ItemSort%3DBestMatch&xm&siteid=15&rvr_id=&query=cordless+angle+grinder&fitem=200441690214&mt_id=641&kw=cordless+angle+grinder but not complete crap
[23:21:06] <BlackMoon> also the handles are angled forward making it harder to make a bracket for them
[23:21:33] <BlackMoon> Valen: lol at those cordless tools
[23:21:47] <BlackMoon> Grind all of 2 welds beween battery swaps!
[23:21:52] <Valen> the 36V dewalt stuff is pretty good actually
[23:22:00] <BlackMoon> hehe
[23:22:02] <tom3p> tlab apparently a w$ optimizer for pcb-gcode
http://tinyurl.com/yej8h2w
[23:22:29] <Valen> like it'll run a drill all day for a chippy
[23:22:38] <BlackMoon> actualy that thing gives me an idea
[23:22:51] <BlackMoon> what you do, is have a pancake motor, offset back a little
[23:22:57] <BlackMoon> with a big ass gear on its output
[23:23:09] <BlackMoon> and drive the output by that
[23:23:16] <BlackMoon> (but a normal gear so its not so damn noisy)
[23:23:19] <BlackMoon> or maybe a belt
[23:23:29] <Valen> if you design the motor well, you won't need a reduction
[23:23:38] <BlackMoon> Valen: Incress
[23:23:41] <tom3p> Jymmm: eagle is a popular electronics cad sys , theres a free limited vrsn for linux . it can produce gcode for emc by using a tiny language built into it. the programs that use this language are ulp's. I cant even guess the acronym
[23:23:51] <Valen> either way
[23:24:01] <BlackMoon> afaik RPM vs torque is rather related to motor length verus diamiter
[23:24:10] <BlackMoon> long motors are high RPM, while wide motors are high torque
[23:24:14] <Jymmm> tom3p: Ah, so ULP's a bascically Eagle macro files.
[23:24:20] <tom3p> yah
[23:24:21] <Jymmm> s/a/are/
[23:24:23] <Jymmm> k
[23:24:25] <Jymmm> thanks
[23:24:41] <Valen> BlackMoon we design and build brushless motors for low speed high torque stuff ;->
[23:24:57] <Valen> so high speed medium torque would be a relief in many ways lol
[23:25:39] <BlackMoon> haha, well ok so im talking to someone who knows more then me on the subject
[23:26:30] <BlackMoon> but I still think a gearbox should'nt be outta the question if it allows an easyer motor design.
[23:26:46] <BlackMoon> I know making large diamiter things spin at 10,000rpm isent exactly for the faint of heart :)
[23:27:05] <Valen> just need an ironless motor
[23:27:09] <Valen> makes it smoother too
[23:27:19] <BlackMoon> I don't even perticulary like the fact the disks spin at 10,000rpm, and they are really light..
[23:27:37] <BlackMoon> my brother had one blow up in his face at 15,000~20,000rpm
[23:27:46] <BlackMoon> lots of stichs
[23:27:51] <BlackMoon> ..And that was at work.
[23:28:04] <Valen> yeah, needs to be RPM controlled
[23:28:10] <BlackMoon> Some retards told the new kid (him at the time) to go use the 'angle grinder' to clean some welds
[23:28:24] <BlackMoon> Unfortualy, it wasent an angle grinder, it was a high speed sander with an angle grinder disk on it.
[23:28:38] <BlackMoon> high speed sander = 15,000~20,000rpm
[23:28:55] <BlackMoon> so he just goes to town and a min later the disk explodes in his face -_-;
[23:29:12] <bill2or3> ouch.
[23:29:58] <BlackMoon> hell, I don't even like those little un reenforced dremiel cutoff wheels. Definately wear eye protection with those suckers
[23:30:10] <BlackMoon> Iv only ever managed to find a few peices of the disk after it fractures
[23:30:11] <Jymmm> wuss
[23:30:20] <BlackMoon> .. clear across the room usally
[23:30:36] <Valen> at least they aren't quite so energetic
[23:31:01] <Valen> not as much KE stored in them yaknow
[23:31:12] <BlackMoon> Yea, but gives you a feeling of what would happen if they had more mass
[23:31:20] <BlackMoon> or more diamiter..
[23:31:32] <BlackMoon> heh at those 2" steel dremiel saws
[23:31:35] <BlackMoon> those are scary :0
[23:32:05] <BlackMoon> I bought some... for my mill. Not gonna test em at 10,000rpm thanks.
[23:32:37] <BlackMoon> (some actualy appear to be hollow ground HSS)
[23:32:56] <BlackMoon> either way, should be able to slot some aluminum or something.
[23:33:04] <BlackMoon> slot/slit/whatever.
[23:33:35] <Jymmm> http://www.harborfreight.com/cpi/ctaf/displayitem.taf?Itemnumber=45432
[23:35:02] <BlackMoon> yea im not sure id buy horrorfreight cutoff wheels
[23:35:17] <BlackMoon> also who uses 4" grinders?
[23:35:22] <Jymmm> http://www.harborfreight.com/cpi/ctaf/displayitem.taf?Itemnumber=46526
[23:35:25] <Jymmm> I do
[23:35:33] <BlackMoon> lame
[23:35:46] <BlackMoon> 4" are mini grinders
[23:36:01] <BlackMoon> 4 1/2" are the smallest size that use the standardised arbor that the bigger stuff uses
[23:36:04] <Jymmm> It's not the size of the grinder, but the distance of the sparks! I got 24ft so far
[23:36:07] <Valen> if you only have a 4" hole to put it in
[23:36:21] <BlackMoon> can basicly mount any size disk on my grinder
[23:36:32] <BlackMoon> plus I got a 7" grinder for the big jobs hehehe
[23:36:38] <Valen> only 7?
[23:36:44] <BlackMoon> I don't do very big jobs :(
[23:36:49] <Jymmm> now, that's lame!
[23:37:16] <Jymmm> If you cant cut thru an engine block, no need for all that excess
[23:37:27] <BlackMoon> I have oxy/actylene for that. :P
[23:37:38] <Jymmm> where's the fun in that?
[23:37:44] <BlackMoon> lols
[23:37:45] <Jymmm> I got explosives
[23:37:50] <Valen> seen somebody going at a solid rocket motor with an 11" disk
[23:37:58] <BlackMoon> hahahaha
[23:38:08] <Jymmm> Valen: new or used?
[23:38:24] <Valen> new
[23:38:40] <Jymmm> dumbass
[23:38:43] <BlackMoon> so how long did he live?
[23:38:45] <BlackMoon> :P
[23:38:59] <BlackMoon> if I was gonna cut a rocket motor id do it in my bandsaw
[23:39:09] <BlackMoon> slowest SFM, with automatic shutoff and hydrolic downfeed, with me far, far, far away
[23:39:29] <BlackMoon> with the downfeed on slow, you could get a good 5+ min run away before it started sawing.. :P
[23:39:34] <Jymmm> I wouldn't. I'd hit the nearest BLM and ignite it!
[23:39:40] <BlackMoon> lol
[23:40:08] <BlackMoon> yea im not sure why one would cut a rocket motor up anyway.
[23:40:31] <Jymmm> That's jsut a waste of good explosives
[23:40:32] <bill2or3> to make a bigger rocket motor!
[23:41:12] <BlackMoon> lol
[23:41:42] <Jymmm> bill you machien a new one
[23:41:55] <Jymmm> BAH, brb
[23:49:11] <Jymmm> QUICK! Everyone hide! He's here!
[23:50:05] <Valen> the motor was the kind you could climb into
[23:50:16] <Valen> they wanted more thrust on start up
[23:50:27] <Valen> so a few grooves into the grain did the trick
[23:50:37] <skunkworks> is_opendrain fixed the 'a little on' with the opto22 board!! Again - awesome
[23:51:53] <aa-danimal-shop> cool
[23:52:28] <aa-danimal-shop> yea, i try to use is_opendrain as much as possible with my breakout board
[23:52:34] <aa-danimal-shop> SSR's like it better
[23:53:23] <aa-danimal-shop> what exactly is an opt22 board?
[23:54:06] <skunkworks> this is a knockoff sort of - but like this
http://www.electronicsam.com/images/KandT/conversion/allbutone.jpg
[23:54:17] <skunkworks> used for digital i/o
[23:54:35] <aa-danimal-shop> cool, i'm guessing it isolates the outputs?
[23:54:49] <skunkworks> yes
[23:55:01] <aa-danimal-shop> what kind of voltage/current can it handle?
[23:55:01] <skunkworks> plugs right into the mesa
[23:55:06] <aa-danimal-shop> cool!
[23:55:52] <skunkworks> there are a bunch of different modules - the common one we will be using is the 120v ac - 3 amp
[23:56:03] <aa-danimal-shop> i'd like something like the 7i37, but with more usable outputs
[23:56:06] <skunkworks> using it to switch solinoids anr relays
[23:56:08] <aa-danimal-shop> nice!
[23:56:15] <aa-danimal-shop> i need to score one of those
[23:56:19] <skunkworks> heh
[23:57:34] <aa-danimal-shop> youch, they're a little pricey, huh
[23:57:58] <Valen> 7i37 isnt bad
[23:57:59] <skunkworks> new maybe - ebay
[23:58:16] <aa-danimal-shop> 7i37 is nice, i just need more outputs
[23:58:39] <aa-danimal-shop> in fact i dont use a single input on the 7i37
[23:58:53] <aa-danimal-shop> i use my 7i42ta for inputs
[23:59:07] <skunkworks> this you could setup each i/o pin which ever way you want
[23:59:41] <aa-danimal-shop> nice
[23:59:52] <aa-danimal-shop> how much do they usually go for on egay?
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}