Back
[00:00:02] <Danimal-office> JT-Hardinge: i'm getting 9400 for the servo thread latency and 15500 from the base thread from my old windows desktop that i threw my mill's HDD in. is it worth looking for a better pc, or is that plenty good?
[00:00:09] <jt-plasma> then the correct daughter cards
[00:00:16] <BlackMoon> but like, while iv messed with fpga's before, I don't feel like programming my CNC's fpga
[00:00:21] <BlackMoon> im not gonna have to right?
[00:00:29] <jt-plasma> with a 5i20 that is good
[00:00:31] <Danimal-office> i'm running steppers with all mesa cards
[00:00:49] <Danimal-office> JT-Hardinge: good enough?
[00:00:52] <BlackMoon> k
[00:01:04] <jt-plasma> BlackMoon: some configuration but no programming
[00:01:15] <jt-plasma> good enough Dan
[00:01:18] <Danimal-office> ok
[00:01:18] <BlackMoon> so you mentioned 7I33 thats a cheap little servo analog interface dealie
[00:01:29] <BlackMoon> im guessing the power amps are elsewhere?
[00:01:33] <jt-plasma> plugs into the 5i20
[00:01:44] <Danimal-office> this computer sucks for windows for some reason, so i'm a little weary of it
[00:01:56] <Danimal-office> it always locks up when IE is open
[00:02:00] <jt-plasma> the 7i33 makes a velocity signal for your drives
[00:02:25] <Danimal-office> seems fast with firefox though
[00:02:29] <MattyMatt> Danimal-office: that's likely just ram or vram shortage
[00:02:30] <jt-plasma> * jt-plasma hands Dan the 44 magnum
[00:02:48] <Danimal-office> MattyMatt: there's a gig in it
[00:02:57] <MattyMatt> or broken IE. FF is more reliable but I'd never call it faster
[00:03:04] <BlackMoon> jt-plasma: and so what kinda power amps do I plug into that?
[00:03:18] <BlackMoon> seems like theres a dozen options of H bridges and axis drivers o nthis page
[00:03:22] <Danimal-office> MattyMatt: mastercam works ok with it
[00:03:39] <MattyMatt> but I've never used IE above 6.0 so I wouldn't know how badly it sucks these days
[00:03:54] <BlackMoon> or should I just read the webpage?
[00:04:12] <Danimal-office> i'm thinking of getting an intel atom for my lathe, and making the lathe pc a windows box, then taking my windows box and making it my mill's pc
[00:04:31] <jt-plasma> BlackMoon: you are building from scratch or converting?
[00:04:35] <BlackMoon> scratch
[00:04:51] <BlackMoon> still debating servo verus stepper
[00:05:01] <Danimal-office> servo
[00:05:02] <jt-plasma> what is the application?
[00:05:16] <BlackMoon> CNC'ing an IH mill. (basicly bridgeport sized but a little smaller)
[00:05:28] <BlackMoon> just general hobbiest screwing around...
[00:05:30] <jt-plasma> servo
[00:05:41] <jt-plasma> + ball screws
[00:05:50] <skunkworks> servo
[00:05:53] <skunkworks> :)
[00:05:54] <BlackMoon> but I don't wanna install ball screws mommy :(
[00:05:56] <jt-plasma> LOL
[00:06:14] <BlackMoon> havent even gotten to wear out my acmes.
[00:06:15] <skunkworks> and not step/dir servo drives either - we know where you live!
[00:06:27] <Danimal-office> i guess i'll go for it and migrate my windows box over to the mill
[00:06:32] <jt-plasma> table top size?
[00:06:34] <BlackMoon> skunkworks: well thats why I kinda shyed away from geckos servo thingy
[00:06:43] <BlackMoon> 30" by 12" by 19" xyz travel
[00:07:01] <skunkworks> that is a nice cube.
[00:07:07] <jt-plasma> servos and ballscrews
[00:07:16] <MattyMatt> I'd stick with the acmes as they're there, until the speed annoys
[00:07:19] <BlackMoon> so these mesa things use proper servo control where the PID loop is actualy like, controled by the host PC right?
[00:07:52] <BlackMoon> cause I allways thought sending step/dir signals was retarded when you should be sending speed/acceleration/position signals insted
[00:07:54] <Danimal-office> ouch, the servo thread jumped to 15000
[00:07:59] <Danimal-office> :(
[00:08:04] <jt-plasma> yep the 7i33 outputs a +-10v velocity to the drives
[00:08:26] <jt-plasma> Dan put it out of it's misery
[00:08:29] <MattyMatt> * MattyMatt speaks as a man who is starting with M8, and will proably put belt drive on next
[00:08:38] <Danimal-office> JT-Hardinge: too high ya think?
[00:08:41] <MattyMatt> let's mill some wood!
[00:08:41] <BlackMoon> yea but is the velocity updated before error or after error?
[00:08:43] <jt-plasma> a clean head shot is the only thing humane
[00:09:02] <jt-plasma> Dan it will be ok
[00:09:07] <jt-plasma> just kidding
[00:09:29] <Danimal-office> well my other pc wasnt any worse and it was causing issues
[00:09:37] <Danimal-office> but i dont know if it was latency issues
[00:09:42] <jt-plasma> from latency?
[00:09:46] <Danimal-office> no clue
[00:09:47] <MattyMatt> suck it and see
[00:10:03] <Roguish> little help with simple electronics for a mechanical kinda guy? 5i20 output of pwm and dir signal?
[00:10:04] <MattyMatt> run it up the flagpole and see who salutes it
[00:10:09] <jt-plasma> did you get latency warnings?
[00:10:17] <Danimal-office> JT-Hardinge: no
[00:10:34] <jt-plasma> then the problem is not with latency
[00:10:37] <Roguish> dir signal is 3.3v, pwm is onnly like .3 v ????
[00:10:42] <Danimal-office> hmm
[00:10:54] <Danimal-office> ok, so worth a swap then
[00:10:59] <jt-plasma> Roguish: from a 7i33?
[00:11:01] <Roguish> trying to drive an lmd18200.
[00:11:11] <Roguish> no, straight from the 5i20
[00:11:13] <Danimal-office> thanks jt-plasma
[00:11:20] <jt-plasma> np Dan
[00:11:25] <BlackMoon> so I connect the 7I33 to the 5I20 then connect up like two 7I40's?
[00:11:46] <BlackMoon> (7A 80V dual H bridge?)
[00:12:11] <jt-plasma> if that fits your servos
[00:12:17] <BlackMoon> I don't have servos yet.
[00:12:32] <BlackMoon> bringing me to the question of just how big a servo should I get.
[00:12:58] <jt-plasma> from scratch you have to plan the whole package out
[00:13:27] <BlackMoon> yea well its pertty much a trade off of cost/proformance
[00:13:40] <BlackMoon> but im wondering like, as a casual hobbiest, what kinda level of proformance should I shoot for?
[00:14:05] <BlackMoon> I know theres only so much my machine can cut at once reguardless how big of motors I slap on it..
[00:14:12] <jt-plasma> Dan, your mill is steppers right?
[00:14:13] <BlackMoon> probley mainly cutting mild steel and aluminum.
[00:14:19] <BlackMoon> 3600rpm max spindle speed at 2hp
[00:14:30] <BlackMoon> (gonna install a VFD, though its also a gearhead)
[00:14:33] <Danimal-office> i think i figured out why IE sucked... my FPS is horrible, i think my video card is bad
[00:14:57] <Danimal-office> it's getting like 170FPS, and it's a 256mb agp video card
[00:15:05] <Danimal-office> ddr2
[00:15:29] <Danimal-office> might be what's causing high latency as well
[00:15:33] <jt-plasma> my series 1 BP is 1 1/2 hp with an Analiam conversion on it
[00:16:06] <Danimal-office> 2hp is plenty, my manual mill is 2hp and cuts very well
[00:17:04] <BlackMoon> well I mean, what kinda wattage servos should I aim for?
[00:17:12] <jt-plasma> * jt-plasma wanders back inside to activate the magnetass switch in the lazeyboy
[00:17:14] <BlackMoon> I don't even know the ballpark I should be looking at
[00:17:20] <BlackMoon> like 50w? 200w? 600w?
[00:17:43] <BlackMoon> whats gonna be sufficent and whats gonna be a waste
[00:18:15] <jt-plasma> there is a spreadsheet on the wiki that might help
[00:18:23] <BlackMoon> I don't need like 1000IPM rapids but yaknow, 40+ would be nice. and at least 20ipm cutting aluminum
[00:18:44] <jt-plasma> I don't know what my
[00:18:53] <BlackMoon> jt-plasma: does it require me to have excel to use?
[00:19:00] <jt-plasma> Anilam has but it will do 200IPM
[00:19:18] <jt-plasma> no you can use open office
[00:19:19] <BlackMoon> anilam has what?
[00:19:24] <BlackMoon> I don't have open office either
[00:19:32] <jt-plasma> free download
[00:19:42] <jt-plasma> works on all platforms
[00:19:42] <BlackMoon> oh your mill.
[00:19:46] <john_f_> My BP series 2 has 3.2 nM 2500 RPM servos with 2:1 reduction to 5 mm pitch ball screws
[00:19:47] <jt-plasma> yes
[00:20:05] <john_f_> 200 ipm rapids
[00:20:24] <BlackMoon> john_f_: Awsome, what kinda resolution?
[00:20:27] <jt-plasma> sounds similar to mine
[00:20:38] <jt-plasma> mine is .0001
[00:20:41] <john_f_> well 1 micron at the encoder
[00:20:48] <BlackMoon> (I know accuracy != resolution)
[00:20:50] <jt-plasma> except Z which sucks
[00:20:50] <john_f_> but the machine is not that accurate
[00:21:12] <BlackMoon> john_f_: Yea but like, how good is the motors effective resolution?
[00:21:22] <LawrenceG> Jymmm,
http://imagebin.ca/view/FvtV0X.html
[00:21:30] <BlackMoon> maybe im all confused from steppers and stuff
[00:22:04] <BlackMoon> but like how repeatable can the motor stop and hold on?
[00:23:07] <john_f_> Well my machine is old. so I have repeatability of about .001"
[00:23:13] <jt-plasma> time to flick on the magnetass switch guys talk to you later
[00:23:32] <john_f_> but if I had less lost motion maybe .0005" ?
[00:23:37] <BlackMoon> mmmm
[00:23:48] <BlackMoon> maybe this is a better question: about how many effective 'steps' does a servo typicaly have?
[00:24:06] <archivist> depends on your encoder
[00:24:07] <john_f_> the encoder resolution is 1 micron
[00:24:39] <BlackMoon> archivist: Yea but are the motors good enough to maintain just 1 bit error on the encoder or do they tend to vibrate past a few more
[00:25:05] <john_f_> 1 micron = .001 mm or .00003937"
[00:25:09] <archivist> then you look at tuning
[00:25:25] <BlackMoon> mmm
[00:25:57] <BlackMoon> intresting. So you gear down a servo to get more torque, not so much more resolution?
[00:26:20] <archivist> gearing adds lost motion
[00:26:29] <john_f_> the encoder is on the motor so you get both assuming no lost motion
[00:26:41] <john_f_> the reduction is with timing belts
[00:26:52] <john_f_> but still there is lost motion
[00:27:18] <john_f_> when the machine was new the lost motion was speced at less than .0005"
[00:27:31] <BlackMoon> john_f_: yea but I mean, if you can use 1 micron encoders im sure resolution is wayy past 'improvable'
[00:28:13] <archivist> its a sum of errors type problem with choices
[00:28:16] <BlackMoon> down gearing would be for improving torque (And possabley rapid speed due to better matching)
[00:28:41] <BlackMoon> archivist: yea other errors will swamp the resolution of the servo is basicly what im asking
[00:29:18] <BlackMoon> just making sure im not gonna have shitty resolution if I decided to go direct drive or something.
[00:29:51] <BlackMoon> btw is it just me or do most ballscrews have really course pitchs like on the order of 2~5 TPI?
[00:30:06] <archivist> and you can fudge repeatability by directional gcode as I do on a stepper system
[00:30:26] <john_f_> Direct drive would be better but you would need servos that provide more torque and less speed. That is the problem
[00:30:33] <archivist> most drive screws are coarse
[00:30:37] <john_f_> many ball screws are 5mm
[00:31:16] <john_f_> about 5 TPI
[00:34:52] <Danimal-office> how do i quickly find a driver for my video card? i know there was something you can type in terminal to find it
[00:35:38] <Danimal-office> sudo something or other
[00:36:35] <archivist> sudo make me a sandwich
[00:36:47] <Danimal-office> besides that one
[00:36:58] <Danimal-office> it only makes pb&j's
[00:37:50] <archivist> http://xkcd.com/149/
[00:37:53] <MattyMatt> my ballscew axis is 10mm pitch. I can push that by hand. I think I'll need a bigger motor
[00:38:25] <Danimal-office> yea i've seen that one lol
[00:41:21] <skunkworks> get drives off of ebay - industrial standard +/-10v drives go pretty cheap.
[00:43:04] <MattyMatt> they usually come with a matching motor, the ones I've seen
[00:44:04] <BlackMoon> heh. I once went to an industral auction
[00:44:12] <BlackMoon> they had a 40' long 6" diamiter ballscrew
[00:44:37] <BlackMoon> like who the hell bought that then failed to use it for thier project, lol
[00:44:40] <BlackMoon> no wonder they went bust
[00:44:52] <MattyMatt> that'll be from when they repossed my hollow volcano
[00:45:03] <BlackMoon> lol
[00:45:21] <BlackMoon> they also had these awsome ball bearing supported rod dealies
[00:45:48] <BlackMoon> linear rods with ball bearing guides on em, they where really hard to rotate on the shaft but slid freely
[00:46:22] <BlackMoon> of course they where sold off along with like 30 racks of other usless shit so I never bothered bidding on em
[01:12:08] <Valen> we used 500W scooter motors on our ballscrews
[01:12:11] <Valen> direct drive
[01:12:27] <Valen> 5mm/5TPI screws
[01:13:02] <Valen> we used linear scales rather than rotary encoders so we could use the transport grade screws
[01:13:17] <Valen> got all the ones we want new incl nuts for like $300 or so
[01:13:26] <elmo40> Evening. Still trying to piece things together for my Horizontal Mill. I am aiming for 150IPM cutting speeds, whould Servo be the way to go? Looks like steppers become less efficient at higher capacity and less accurate under that kind of load. Anyone cutting at that speed, or there abouts? What are your pieces that make it all work?
[01:14:01] <Valen> elmo40:
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?JakeAndRussells
[01:16:25] <elmo40> john_f_: you ahve 200 ipm rapid. what is your cutting speed? I realize it is limited not only by motor but also machine design.
[01:19:12] <Valen> http://www.youtube.com/watch?v=L1yffzq5INE
[01:19:49] <elmo40> scooter motors?
[01:19:50] <elmo40> nice
[01:25:57] <BlackMoon> Valen: lol at transport grade screws
[01:27:08] <BlackMoon> 150IPM cutting speed is like, requireing a 10hp+ spindle and a few tons of iron behind it.
[01:27:26] <BlackMoon> unless your doing like, wood
[01:29:07] <BlackMoon> or just dusting off stuff.. but still, requires super high speed spindles and a rigid machine
[01:30:24] <BlackMoon> Valen: heh, I bet that mill would tip itself if it ran hard into the X stop
[01:34:45] <Valen> hasn't yet
[01:34:54] <Valen> blows the fuses pretty quick when that happens though
[01:35:09] <Valen> and whats wrong with the transport screws?
[01:36:16] <BlackMoon> nothing, just that its an intresting solution
[01:40:28] <MattyMatt> it makes sense to me. if you've got feedback, you don't need super precision in the screws
[01:40:55] <MattyMatt> specifically linear feedback
[01:48:42] <MattyMatt> I had an electric scooter from the States, but I thought it was a car starter motor. I didn't realise they were common enough to have specialised ones
[01:50:08] <MattyMatt> they prosecuted me good for riding that in the UK. I said it was a bicycle, the judge said it was a motor vehicle
[01:51:37] <tom3p> what are these transport screws? i see some info on Ct grade rolled ballscrews but dont find supplier or specs
[01:51:47] <MattyMatt> pedals and a friction drive woulda saved my licence
[01:53:08] <skunkworks> transport screws are usually low quality ball screws use for lifting and crushing.. ;)
[01:54:13] <tom3p> do you remember where you got them? (hiwin nks etc dont list them )
[01:54:36] <MattyMatt> http://graetech.com/index_files/Page1897.htm explained it to me
[01:55:09] <MattyMatt> seems like "transportation grade" are all we see outside NASA
[01:55:31] <MattyMatt> $10k per axis for the posh ones
[01:58:29] <BlackMoon> MattyMatt: you lost your lisence over an electric scooter? shitty
[01:58:46] <BlackMoon> yea I have a little 2 stroke powered one, apparently its illegal to have a clutch on it or someshit
[01:59:08] <BlackMoon> mine came with the clutch cable and shit but no clutch and the sprocket bolted directly on
[01:59:19] <BlackMoon> so to start it you gotta pedal in 2nd gear to basicly kickstart it while going forward
[01:59:32] <BlackMoon> and get to 5kph in a single pedal (or try really hard to get a 2nd in before you stall)
[01:59:50] <BlackMoon> the compression is nearly enough to make the thing skid at 5kph, and does on gravel
[02:00:16] <BlackMoon> really shitty when you lock up the back tire by brakes, it continues to skid for a second or two till the motor restarts
[02:01:55] <MattyMatt> I had one like that in Holland. they don't care so much there, and you can ride them on the bike paths
[02:02:14] <MattyMatt> drunk, no helmet, 3 passengers. it's all good :) I like holland
[02:02:20] <BlackMoon> yea I used to ride it everywhere, never got any complaints about it
[02:02:22] <Valen> here they are limited to 200W or less
[02:02:42] <Valen> some of the guys figured a 200W sticker on a 2000W motor would do well ;->
[02:03:04] <Valen> push scooters aren't allowed to have motors though :-<
[02:03:10] <Valen> the kind you stand on
[02:04:01] <MattyMatt> they always looked pointless to me, and motorised skateboards
[02:04:13] <MattyMatt> and segways
[02:04:47] <Valen> the stand on ones looked good to me
[02:04:48] <MattyMatt> if I had one of them, I'd play on it for a bit, then turn it into a robot
[02:04:55] <BlackMoon> Valen: hahah :)
[02:04:59] <Valen> for getting around the city
[02:05:12] <BlackMoon> 'see, its speced just 1A at 200v'
[02:05:31] <BlackMoon> 'then whys the controller spec 10A?' 'oh, thats just safty room'
[02:05:42] <Valen> I was going to make one with a bunch of A123's under the deck
[02:05:47] <elmo40> emc2 10.04 is in the works? I dont see anything in the 'News' section online.
[02:06:49] <Valen> should hit 60km/h ;->
[02:06:58] <Valen> integrated motor wheel drive
[02:07:53] <tom3p> hiwin has some competition .. rollco drawer slide to band mover to rolled ballscrews
http://www.rollco-tw.com
[02:12:47] <Valen> we get our stuff from
http://myworld.ebay.com.au/linearmotionbearings2008/
[02:18:10] <john_f_> elmo40: you asked about my max cutting speed. I suppose it is also 200 ipm. I have never tried to cut anything that fast.
[02:27:39] <elmo40> would be interesting to watch :)
[02:32:38] <elmo40> i see many sources for steppers, servos, ways/linear bearings ball screws... but nothing for spindles with a Cat25 taper in it. I have tried to google for them but come up with complete machines for sale. Any 'hidden' links ?
[02:34:18] <BlackMoon> elmo40: buy an entire head
[02:34:25] <BlackMoon> like a bridgeport head
[02:35:06] <BlackMoon> alternately buy some worn out scrap machine of the right size, replace the spindle bearings, maybe get the taper reground, and mount the head on something.
[02:40:00] <cradek> do you really want cat25? that's a very odd taper and finding tooling will be extremely difficult
[02:40:36] <elmo40> cat30 then.
[02:40:42] <elmo40> was thinking small, thats all
[02:40:47] <BlackMoon> cat31!
[02:40:57] <BlackMoon> going once... going twice.. sold for cat31.
[02:40:59] <cradek> nmtb30 maybe
[02:48:12] <elmo40> cradek: same taper.
[02:49:37] <jmkasunich> wow, people really like output modules
[02:49:44] <tom3p> there was a small bp head, a cherrying head. that what mounted on the hole on other end of ram
[02:50:01] <jmkasunich> my first batch of 30 sold in a couple hours, 2nd batch in less than 1 hour
[02:51:13] <tom3p> http://yabe.algebra.com/~ichudov/misc/ebay/Bridgeport-Cherrying-Head/ebayhist.html
[02:55:40] <cradek> jmkasunich: your price is too low...
[02:56:19] <Jymmm> jmkasunich: modules?
[02:56:44] <jmkasunich> Jymmm: opto-22 modules
[02:57:02] <Jymmm> ah
[02:57:11] <Jymmm> jmkasunich: what cradek said
[02:57:16] <Valen> jmkasunich url?
[02:57:33] <Jymmm> jmkasunich: what you seeling them for $0.05/ea?
[02:57:38] <jmkasunich> http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&item=180475422374
[02:57:49] <jmkasunich> no, $1.25 (in lots of 30)
[02:58:04] <jmkasunich> that is quite cheap, but more than I paid ;-)
[02:58:26] <Valen> nifty
[02:58:31] <Valen> got any DC ones?
[02:58:58] <Jymmm> 5-10vdc control, 140vac@3.5A load - not bad at all
[02:59:09] <jmkasunich> no DC ones in the lot I bought
[02:59:26] <jmkasunich> I've been considering going back to pick up the two other lots, I believe they did have some DC
[02:59:50] <Valen> I would think about some of the AC ones if they were suitable for 240V
[03:00:34] <Jymmm> DC load you mean?
[03:01:09] <Valen> I want DC and AC, dc to 50V and various loads, AC 240V up to 10A would be nice
[03:01:10] <Jymmm> http://parts.digikey.com/1/parts/747669-ac-output-module-120vac-3-5-amp-70-oac5.html
[03:01:41] <Jymmm> ah
[03:01:59] <jmkasunich> there are 4 general flavors. yellow is 120VAC input, black is 120VAC output, red is 24VDC output, and white is 24VDC input
[03:02:09] <BlackMoon> generaly you buy a diffrent SSR for DC then AC
[03:02:12] <jmkasunich> I have about 250 of the black, and 500 of the yellow
[03:02:18] <BlackMoon> And the DC ones generaly cost more
[03:02:39] <Valen> AC usually use triacs they wont turn off if you use them for dc
[03:02:41] <BlackMoon> AC SSR = optotriac + power triac, done
[03:03:00] <jmkasunich> at digikey at least, all four flavors are the same price
[03:03:03] <BlackMoon> Valen: Yea, Though they will actualy work for brushed motors as the brushs will often interrupt the current flow enough.
[03:03:16] <Valen> depends on the motor
[03:03:20] <BlackMoon> yea
[03:03:30] <Valen> most non sucky ones are always conducting
[03:04:12] <BlackMoon> heh
[03:08:38] <cradek> jmkasunich: I've been watching ebay for some of the super fast DC in ones for my jogwheel and probe inputs - haven't seen any
[03:09:57] <jmkasunich> I wonder what blue ones are?
[03:10:46] <jmkasunich> one of the remaining lots has yellow, black, red, and blue (and maybe some white, can't tell)
[03:10:56] <jmkasunich> the other has yellow, black, and red
[03:11:14] <jmkasunich> both of those lots have fewer modules than my lot
[03:11:34] <jmkasunich> maybe 400 per lot
[03:12:04] <cradek> I don't think I've seen blue before
[03:36:18] <skunkworks> I saw some auctions with opto22 encoder modules.. It didn't excite me enough to see what they actually did.
[03:37:24] <skunkworks> they looked like they took up 2 slots
[03:37:45] <cradek> bizarre
[03:38:02] <cradek> encoders are already isolated optical devices
[03:41:46] <skunkworks> they are G4IDC5Q
[03:46:12] <skunkworks> http://www.opto22.com/documents/0548_G4_Digital_Quadrature_data_sheet.pdf
[03:47:28] <skunkworks> odd - seem worthless.
[04:10:16] <BlackMoon> cradek: yea, but the wires to your controller are not.
[04:34:44] <Danimal-office> my pc is using 100% of it's processor when i try to watch a video on you tube in 720p... is this to be expected from a 2.4ghz amd athalon with a gig of ram?
[04:34:55] <Danimal-office> it's real choppy video too
[04:35:09] <Eric_K1> I have problems with youtube sometimes
[04:35:14] <Jymmm> then dont watch it in 720
[04:35:27] <Eric_K1> it's a time sink, don't watch it :)
[04:35:38] <Danimal-office> lower res videos play ok, but this one was "high def"
[04:36:00] <Danimal-office> Jymmm: i dont plan on it, i was just testing the system
[04:36:14] <Danimal-office> this is for my mill, it wont see any youtube videos
[04:36:27] <Jymmm> Danimal-office: Please throw out all tube based computers you may have, m'kay
[04:36:49] <Danimal-office> it's newer than the ones you were trying to sell me lol
[04:37:14] <Jymmm> Danimal-office: But at least the ones I was selling WOULD play at 720p
[04:37:51] <Danimal-office> so it's abnormal that it wont?
[04:38:15] <Jymmm> What I have are SERVER mobos
[04:38:27] <Danimal-office> so was the one i just took out, it sucked
[04:38:47] <WalterN> dont throw out the tubes... I'll take them
[04:38:54] <Danimal-office> lol
[04:39:16] <tom3p> mobos by Svetlana (go down to the drug store and test these tubes, ok?)
[04:39:59] <Danimal-office> just trying to determine if this system is ok for my mill
[04:40:45] <Danimal-office> i dont know any tests other than the latency
[04:41:14] <Danimal-office> it was 12,000 for the servo thread and 19,000 for the base thread
[04:41:55] <Danimal-office> even while trying to run that 720p video
[04:56:46] <elmo40> anyone know if this is supported at all?
http://vistacnc.com
[04:57:45] <elmo40> Danimal-office: depends on your vid card, driver, OS.
[04:57:55] <elmo40> and, if it is waiting to download.
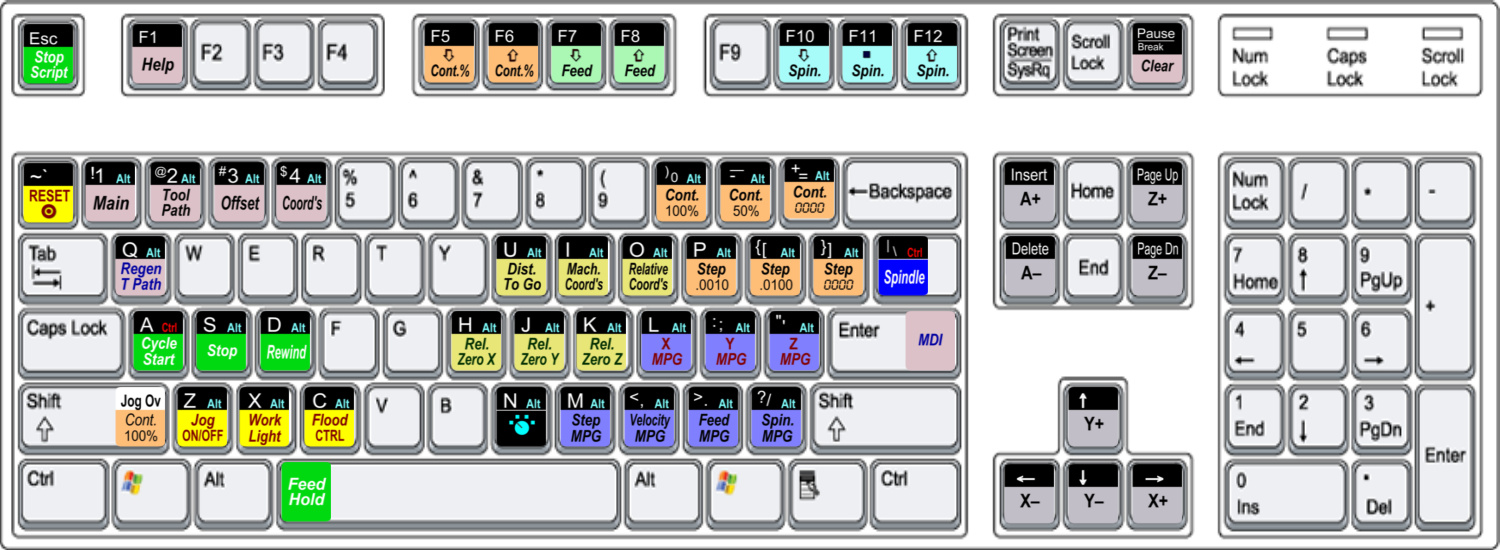
[04:59:47] <elmo40> ooohhh, i like this:
http://www.vistacnc.com/b05_label/key_board.jpg
[04:59:56] <elmo40> is there a listing for emc?
[05:07:08] <Valen> Danimal-office v720p[ in 264 is rather cpu intensive
[05:08:51] <Eric_K1> those guys with the iMach3 pendant seem to be tempting fate on two fronts
[05:09:44] <Eric_K1> elmo40: what do you mean by "a listing"
[05:10:28] <Eric_K1> you can always look at the source
[05:18:01] <elmo40> Eric_K1: keyboard shortcuts.
[05:18:05] <elmo40> that kind of listing
[05:18:20] <elmo40> like that picture i just linked for Mach3
[05:18:34] <elmo40> is it the same? very close? editable?
[05:19:00] <Eric_K1> that's a cool picture, I hadn't noticed it was different from your pendant link
[05:19:02] <elmo40> would be nice to make it what that pic is and print it up for reference.
[05:33:06] <Jymmm> You lamers...
http://www.thinkgeek.com/computing/keyboards-mice/9836/
[05:33:59] <Jymmm> "print it out" gimme a break! have your kybd DISPLAY the actual coordinates!
[05:39:16] <tom3p> those lcd buttons have been around for years but too expensive. a whole keyboard of 'em tho, what 104x30$... whoa
[05:54:20] <Jymmm> tom3p: It's what all the cool kids are doing.
[06:01:59] <BlackMoon> Jymmm: I wanted to make one of those years ago
[06:02:12] <BlackMoon> but decided not to after the bastards would'nt even sample me one god damn button
[06:02:13] <tom3p> i got 1, sortof , a .75"sqr 256 green scale HUD. fits over obne eye, is VGA 640x480 (like grey scale but green)
[06:02:30] <tom3p> one eye
[06:02:37] <BlackMoon> pertty bad refresh rate on the keyboard
[06:02:44] <BlackMoon> like 1fps
[06:02:59] <Jymmm> 10 FPS actually
[06:02:59] <tom3p> marlin p jones had 'em when he first went on line
[06:03:21] <BlackMoon> $1600 for a keyboard lol
[06:03:31] <BlackMoon> Jymmm: look at the video, they don't show anything better then 1fps
[06:03:38] <BlackMoon> so even if the keys can do 10fps, its limited by something to about 1fps
[06:03:46] <Jymmm> the specs say 10 FPS
[06:03:57] <BlackMoon> the keys are not even synced in any pattren, when you hit shift its like, random updates for 1 second till all the keys update
[06:04:02] <BlackMoon> same when they 'paint' the keyboard
[06:04:31] <BlackMoon> the specs are a lie.
[06:05:05] <BlackMoon> At least, from what I see in that demo video.
[06:05:18] <BlackMoon> they even show some motion scenes with text scrolling across a button and its still like 1fps
[06:10:17] <tom3p> gnite
[06:36:42] <Danimal-office> hmm well i found out that my multiplyer dips were set wrong, so it's running faster now. also, i installed the ati drivers so i'm getting 300-500fps now instead of 170-200fps
[06:38:11] <Danimal-office> it still takes about 5-6 seconds to load the g code (4,300 lines), but i dont know if that's to be expected for that size of program
[06:39:46] <elmo40> Danimal-office: how do you measure the fps?
[06:39:49] <Danimal-office> i guess i can throw that mobo in and see what she does
[06:39:53] <Danimal-office> glxgears
[06:41:27] <elmo40> only 500 with glxgears? old card? 64mb or something?
[06:41:46] <Danimal-office> radeon 9600
[06:41:51] <Danimal-office> 256mb
[06:41:52] <elmo40> btw, what is the kernel for that 8.04emc2 iso?
[06:42:06] <elmo40> should do better then that. around 800 or so.
[06:42:13] <Danimal-office> i dont even know what a kernel is
[06:42:30] <elmo40> Danimal-office: not asking you, specifically ;)
[06:42:45] <Danimal-office> oh, good lol
[06:43:08] <Danimal-office> any ideas on how to get it better?
[06:43:33] <Danimal-office> there were a few different driver packages that had my card listed
[06:44:04] <Danimal-office> not sure if i picked the best one
[06:44:24] <micges_work> elmo40: 8.04 kernel: Linux lucy 2.6.24-16-rtai #1 Tue Sep 30 22:54:33 EEST 2008 i686 GNU/Linux
[06:44:34] <Danimal-office> there were also some bios settings i was unsure about
[06:44:49] <Danimal-office> for the agp
[06:46:07] <elmo40> micges_work: thanks
[06:46:51] <elmo40> Danimal-office: if it is an AGP card then set all the values high, since it is a 256mb 'newer' card. My older systems bios settings max out at 32mb ;)
[06:47:40] <Danimal-office> elmo40: there were a few things that could be diabled or enables
[06:47:43] <Danimal-office> enabled*
[06:48:01] <Danimal-office> i'd have to reboot and go into bios to see what they were
[06:48:25] <Danimal-office> one said something about write and one said read
[06:49:56] <Danimal-office> agp fast write
[06:50:16] <Danimal-office> and agp 3.0 calibration cycle or something
[06:50:31] <micges_work> Danimal-office: speed of loading gcode to Axis depends only from pc speed
[06:52:34] <Danimal-office> is 5-6 seconds bad for a 4000+ line program?
[06:53:20] <micges_work> pastebin.ca it if you can
[06:54:16] <micges_work> speed of loading heavly depends also from content of gcode program( how many arc, dwells, etc)
[06:54:31] <micges_work> lines are fastest
[06:57:18] <Danimal-office> ok i pastebined it
[06:58:08] <Danimal-office> waiting for it to load to give you a link
[06:58:28] <Danimal-office> http://pastebin.ca/1816648
[06:58:36] <Danimal-office> decent amount of arcs
[06:59:31] <Danimal-office> btw, when i boot up, it flashes a distorted view of the last thing that was on my screen before i shut down
[06:59:47] <Danimal-office> for a split second
[06:59:57] <Danimal-office> just before the ubuntu login screen
[07:00:18] <micges_work> nothing new
[07:00:32] <micges_work> thats nothing wrong
[07:02:30] <Danimal-office> ok cool
[07:04:03] <Danimal-office> i dunno, this pc seems faster than the old one i had in there
[07:04:15] <Danimal-office> maybe i should just put it in
[07:04:28] <Danimal-office> and quit worrying about it lol
[07:05:16] <micges_work> 6 sec is no bother imo
[07:05:50] <Danimal-office> i'm just paranoid because i was having issues with this program on the old pc
[07:06:35] <Danimal-office> locked up the computer a couple times
[07:08:13] <Danimal-office> well thanks for the help, i think i'll go for it and just use this one
[07:09:44] <micges_work> strange..
[07:10:55] <micges_work> I've got programs that hangs pc but they had ~200k lines
[07:21:43] <Danimal-office> crap i just checked latency again and it went over 100000
[07:21:46] <Danimal-office> :(
[07:22:55] <Danimal-office> when i look for video drivers, there are like 4 listed, one that is just the file name, then one that has the name-dev, one that has the name-envy, and one that has the name-dev-envy
[07:23:02] <Danimal-office> which one should i use?
[07:23:11] <Danimal-office> they all have my card listed
[07:26:16] <micges_work> no idea
[10:14:32] <piasdom> g'mornin all
[12:14:15] <i_tarzan> m
[15:19:22] <clytle374> sudo modprobe /usr/realtime/modules/rtai_hal.ko
[15:19:25] <clytle374> FATAL: Module /usr/realtime/modules/rtai_hal.ko not found.
[15:19:44] <clytle374> oh yes it is there. why?
[15:20:15] <clytle374> rtai is causing self esteem issues.
[16:03:05] <pcw_home> You could always go out and admire your new heifer
[16:03:07] <pcw_home> probably a lot more relaxing
[16:11:56] <clytle374> :). I could also download the kernel for 32-bit. At this point it is a matter of principal, I got this far before.
[16:12:14] <clytle374> Milked Scarlette this morning
[16:12:50] <clytle374> Milking 2 teats while the baby worked on a 3rd
[16:14:15] <pcw_home> parallel processing!
[16:14:42] <clytle374> 3 threads
[16:15:24] <pcw_home> Ha!
[16:16:32] <clytle374> got over a gallon this morning, can't wait for the real milk. Getting colostrum for a couple more days. I'm not drinking that.
[16:19:29] <clytle374> I'm getting a buggy hardware feeling
[16:19:33] <clytle374> /usr/src/magma/base/sched/sched.o: file not recognized: File truncated
[16:22:38] <piasdom> why does my Z just moves to zero ?
http://pastebin.ca/1817378
[16:26:56] <pcw_home> That does have that buggy hardware feel, but I guess it could also be a kernel bug
[16:26:58] <pcw_home> Does the normal EMC distribution run OK on your hardware?
[16:27:43] <clytle374> piasdom, no tool length offset call.
[16:28:18] <clytle374> pcw_home, It loaded the stock firmware. I didn't go any further with it.
[16:28:24] <piasdom> clytle;never used that...where do i set that.....thanks
[16:29:12] <clytle374> pcw_home, It is too cold where the computer is mess with it in person much. I need to move somethings, or spring come.
[16:29:43] <clytle374> piasdom, are you calling this program form something else? Looks like it is stand alone?
[16:30:27] <clytle374> piasdom, when you say moves to zero, you mean machine zero. Right?
[16:30:34] <piasdom> clytle;stands along...not finished yet....more subs
[16:30:49] <pcw_home> Well its March, spring can be too far down the pike...
[16:30:56] <pcw_home> (cant)
[16:31:27] <clytle374> pcw_home, ssh is my friend. none booting kernels SUCK
[16:31:34] <clytle374> non
[16:34:14] <clytle374> piasdom, do you know how to set a tool?
[16:35:39] <piasdom> clytle;as in stock reference,yes
[16:36:51] <clytle374> piasdom, z #1 should be z#1, they are not the same IIRC. Someone stop me is I'm wrong about that.
[16:37:01] <clytle374> me if I'm wrong
[16:37:39] <piasdom> clytle; spaces shouldn't matter...never worried about them before
[16:43:05] <clytle374> piasdom, in emc? I'm new to EMC, but IIRC a haas or fanuc will read that as z0
[16:43:18] <SWPadnos> spaces are removed before parsing is done
[16:43:33] <SWPadnos> so Z1.234 = Z 1.234 = Z 1 . 2 3 4
[16:43:39] <piasdom> clytle; yes ... emc 2.3.4
[16:44:00] <clytle374> SWPadnos, thanks.
[16:44:06] <SWPadnos> sure
[16:44:10] <piasdom> SWPadnos:thanks
[16:44:16] <SWPadnos> (at least that's how it's supposed to work :) )
[16:44:50] <piasdom> where can i read more about these # thingies ?
[16:45:24] <piasdom> they don't have that must in the docs
[16:46:01] <SWPadnos> hmmm. the docs should be pretty complete regarding variables
[16:46:21] <SWPadnos> I guess they're called parameters in the docs
[16:46:39] <piasdom> i'll check....Thanks
[16:46:49] <SWPadnos> sure
[16:54:37] <Danimal-office> morning
[16:55:02] <Danimal-office> well i migrated crappy desktop's mobo to my mill and it seems to work ok
[16:55:42] <Danimal-office> seems to jog without glitches, and doesnt seem to slow down/lock up with that long program
[16:56:52] <Danimal-office> i wonder if i'll see less glitches in classicladder now
[16:57:01] <Danimal-office> it was giving me some major issues
[16:57:09] <pcw_home> That the mobo with 100K latency?
[16:57:23] <Danimal-office> i changed the video card and it went down to 10k
[16:57:42] <Danimal-office> i ran the latency test all night and it was 10k for the srrvo thread and 14k for base
[16:58:15] <pcw_home> Ahh OK
[16:58:16] <pcw_home> Even 100K latency shouldn't hurt a 1K servo thread too much
[16:59:20] <Danimal-office> still, something was wrong with that video card, even with windows that machine would choke alot, so i dont think it was a linux compatability issue
[16:59:36] <Danimal-office> but it works fine now
[17:00:28] <Danimal-office> so i'm going to buy an atom for the lathe, and take the lathe's pc and use it for my windows box
[17:00:38] <pcw_home> Well that latency probably indicates slow video so your better off without it
[17:00:51] <Danimal-office> is there anything special i need to do with that atom mobo since it's dual core?
[17:01:06] <Danimal-office> or does it pretty much run fine out of the box
[17:02:11] <Danimal-office> pcw_home: yea, it makes sense too, the computer used to get real choppy and slow after 20-30 minutes with windows, and that's about when the latency jumped from 9k to 100k
[17:02:29] <pcw_home> ISTR some trouble with the Ethernet with the stock distribution, maybe someone running a d945 with EMC can chime in
[17:03:05] <clytle374> Danimal-office, hahahahaha
[17:04:02] <clytle374> Danimal-office, forget its dual core and 64bit.. you;ll be fine
[17:04:37] <clytle374> My gut feeling is don't buy Kingston ram either
[17:05:26] <clytle374> but hey, the stock market is up this morning. the finical crisis is over;)
[17:05:36] <i_tarzan> why not Kingston?
[17:06:09] <clytle374> The same reason you want to buy it, it's cheap.
[17:06:35] <i_tarzan> works fine?
[17:06:49] <celeron55_> hey, that's not a reason for not buying something
[17:07:31] <SWPadnos> Kingston, like many brands, has a "value" line and a couple of "name brand" lines. I haven't had a problem with any of their memory
[17:08:03] <SWPadnos> pcw_home, I had a problem with the ethernet driver on the D945GCLF2 boards, but it only shows up under heavy loads
[17:08:34] <SWPadnos> it's the R8169 driver IIRC, and it's fixed in kernel 2.6.29 or 30 and later
[17:08:46] <SWPadnos> I think it only shows up in gigabit mode as well
[17:10:12] <pcw_home> There's a experimental SMP kernel
http://linuxcnc.org/experimental/hardy/smp/
[17:10:13] <pcw_home> I though someone had a problem booting 8.04 with the on card Ethernet but I could certainly be wrong
[17:10:46] <SWPadnos> 8.0.4 still had the ethernet bug, but I can't see how that would affect booting
[17:11:05] <SWPadnos> I do recall the non-boot discussions a few weeks ago though
[17:11:41] <Danimal-office> sorry my internet cut out for a minute, i didnt see anything after you said: ISTR some trouble with the Ethernet with the stock distribution, maybe someone running a d945 with EMC can chime in
[17:12:10] <SWPadnos> it's a bug that I've only seen in gigabit mode, under heavy network traffic loads
[17:12:16] <SWPadnos> it's fixed in kernel 2.6.39 or 30
[17:12:36] <SWPadnos> (neither of which is offered by us in an RTAI flavor at the moment)
[17:12:53] <SWPadnos> (nor anything later for 8.04, that I know of)
[17:14:58] <Danimal-office> this is the one i was looking at since i can get it locally:
http://www.frys.com/product/6147609?site=sr:SEARCH:MAIN_RSLT_PG
[17:17:13] <SWPadnos> I don't know any thing about that one
[17:18:08] <Danimal-office> hmm
[17:18:57] <Danimal-office> they have this one too, but i dont think it's dual core:
http://www.frys.com/product/6033738?site=sr:SEARCH:MAIN_RSLT_PG
[17:20:11] <clytle374> the first one Danimal-office says GPU and memory controller are integrated onto the processor die... interesting
[17:20:41] <clytle374> Danimal-office, I've got the second one you listed.
[17:20:49] <Danimal-office> hmm the second one is listed in the latency list
[17:20:58] <Danimal-office> clytle374: any good?
[17:21:34] <skunkworks_> the second one is a 330 which is the dual core.
[17:21:42] <clytle374> I'm not there yet. I read that SMP worked and 64-bit worked. But I built from source and coundn't load the mesa firmware
[17:21:58] <Eric_K1> anyone have a domain registrar they like?
[17:22:10] <clytle374> now I'm trying, out of principal, to get a 32 bit built from scratch
[17:22:36] <Danimal-office> ah ok
[17:22:36] <clytle374> Danimal-office, you're running 5i20?
[17:22:42] <Danimal-office> clytle374: yes
[17:22:56] <clytle374> latency was great in 64 bit smp
[17:22:57] <jackc> Eric_K1: i have one i DONT like if that counts - namezero
[17:23:16] <Eric_K1> I suppose that's good info
[17:24:17] <Danimal-office> clytle374: i dont know what half that means, i'm a noob
[17:24:34] <Danimal-office> should it work ok with a regular install?
[17:24:55] <clytle374> Should, but don't expect the latency numbers listed.
[17:25:23] <clytle374> Danimal-office, give me hald and hour and I'll get latency results from the 8.04 install for you
[17:25:28] <clytle374> half and hour
[17:26:17] <Danimal-office> cool, thanks
[17:26:53] <Danimal-office> i gotta leave in a few so i gotta get ready now, but i'll check back before i leave
[17:28:48] <piasdom> if i write g1 f4 z [#3-.1] and #3 = .5, shouldn't z go to .4 ? ... it goes to -.1
[17:30:40] <micges> piasdom: pastebin.ca again thaT code please
[17:30:53] <piasdom> k
[17:31:25] <clytle374> I've now got a kernel that segfaults on boot, but only on warm reboot.
[17:33:44] <piasdom> micges;
http://paste.org/pastebin/view/15890
[17:34:34] <piasdom> z moves to zero no matter the input
[17:35:11] <piasdom> oops... unless i use [#3-.1]
[17:36:14] <clytle374> piasdom, I don't see the change
[17:37:24] <piasdom> clytle; at line 25 and 27, z stays at zero
[17:37:47] <WalterN> what does f4 mean?
[17:37:51] <WalterN> oh
[17:37:55] <WalterN> feedrate
[17:37:57] <WalterN> duh
[17:38:14] <piasdom> :)
[17:39:40] <WalterN> dont you want to do something like #3 eq #3 -0.1?
[17:39:54] <WalterN> s/eq/=/g
[17:39:57] <SWPadnos> subroutines get their own copies of #1-#10, so you can pass parameters to them
[17:39:59] <WalterN> or whatever it is
[17:40:16] <SWPadnos> if you want to use "global variables", they should be #11-#999 or named
[17:40:29] <SWPadnos> you can also call O100 with something like this:
[17:40:35] <WalterN> ohhh... awesome!
[17:40:45] <SWPadnos> O100 [.2] [.5] [-.1]
[17:40:56] <SWPadnos> which will fill #1-#3 with the numbers you're trying to use
[17:41:00] <WalterN> I so want emc :P
[17:41:11] <WalterN> if only I had a machine to put emc on
[17:41:18] <ds3> n
[17:41:20] <micges> to be specific: subroutines get their own copies of #1-#10
[17:41:29] <micges> to be specific: subroutines get their own copies of #1-#30
[17:41:30] <elmo40> Danimal-office: what you want, for low latency, is this:
http://www.frys.com/product/6053828
[17:41:42] <SWPadnos> sort of - #1-#10 are replaced with the parameters
[17:41:46] <SWPadnos> oh, #1-#30 then
[17:41:56] <elmo40> the nVidia Ion is amazing. Coupled with the Atom and you have a killer small form factor board.
[17:42:06] <SWPadnos> existing values will be masked by the local variables, which are apparently initialized to 0
[17:42:25] <SWPadnos> bbiab
[17:43:30] <piasdom> so i write O100 [.2] [.5] [-.1], and that would make #1 = .2,#2=.5 #3=-.1 ?
[17:43:45] <micges> yes
[17:43:55] <piasdom> cool...thanks
[17:44:16] <micges> I agree with SWPadnos, masking is error you're seeing
[17:44:25] <elmo40> is that Macro programming?
[17:45:02] <elmo40> i have seen that before at work. some of the programmers put in custom tool offsets for certain jobs with macros (#354 and such)
[17:45:29] <micges> #n are interpreter variables
[17:45:47] <micges> yes very simmilar to macros
[17:46:02] <elmo40> we even made a macro to bring the tool to the operator for a quick check. M500 contains a few lines of macros which are #20 for tool number, #30 for something else.
[17:46:03] <clytle374> FATAL: Error inserting rtai_hal (/lib/modules/2.6.31.6/rtai/rtai_hal.ko): Operation not permitted Ideas?
[17:46:51] <micges> check dmesg
[17:48:14] <clytle374> I knew that;). Giving up for a while, too frustrated to function properly. For God's sake, I know how to do this.
[17:50:45] <[1]steve> hello, has anyone here used EMC with a New Hermes engraving machine before?
[17:51:04] <clytle374> Danimal-office, I have to rewrite the USB live stick. Gonna take a little longer than .5 hour
[17:59:21] <Danimal-office> elmo40: that's twice the price, i'm on a tight budget for a little while here
[18:00:07] <Danimal-office> clytle374: no problem, i gotta run but i'll check back this evening to see what you were getting
[18:00:11] <Danimal-office> thanks for checking
[18:07:57] <clytle374> Danimal-office, got it. still here?
[18:10:01] <clytle374> Danimal-office, I could do a large file copy without drive space. But with glxgears and firefox running a animated radar map.
http://imgur.com/zLBJv.png
[18:11:02] <elmo40> Danimal-office: twice the price due to twice(or more) the performance
[18:11:10] <elmo40> i doubt you would have to ever change it again.
[18:12:32] <elmo40> clytle374: wow, low fps.
[18:12:38] <elmo40> is that a good latency, though?
[18:14:13] <elmo40> lol, the NWS should be renamed to American Weather Service.
[18:14:26] <elmo40> as soon as it reaches the us/ca border it is empty
[18:14:38] <i_tarzan> i_tarzan is now known as robotito
[18:14:39] <elmo40> same with us/mex border
[18:14:52] <clytle374> Not as good as this
http://imgur.com/ue2ay
[18:14:53] <elmo40> as if weather has never been recorded there.
[18:15:11] <skunkworks_> [1]steve: I had quickly setup a hermes with emc - using some parker stepper drives
[18:15:26] <elmo40> clytle374: much better
[18:16:23] <clytle374> elmo40, if only that wasn't doomed to fail later. 64bit
[18:16:36] <elmo40> i just put in an improved vid card in mine. will try to max it out tonight. see if it drops below 10k
[18:16:45] <elmo40> 64-bit has issues?
[18:17:51] <clytle374> Maybe with hostmot2, or I'm doing it wrong
[18:18:15] <skunkworks_> [1]steve:
http://www.youtube.com/watch?v=a_OUNLruaVQ
[18:19:19] <skunkworks_> [1]steve:
http://www.youtube.com/watch?v=Hdhn_j6PrCw
[18:22:25] <elmo40> anyone have some 512 sticks of PC-133 they want to sell me? I have all three of my memory slots full of 128. Need More! ;)
[18:35:27] <piasdom> SWPadnos: i see what you meant about global var ... didn't realize that global and local are the same as c++
[18:38:37] <clytle374> piasdom, now I get it. I forgot about that little feature.
[18:39:14] <piasdom> i put them in the sub and all is well :) ... Thanka
[18:39:24] <piasdom> *Thanks
[18:39:39] <skunkworks_> well - 21 solinoid coils.. Doesn't seem so bad.
[18:40:45] <skunkworks_> http://pastebin.ca/1817607
[18:43:30] <skunkworks_> (for hydraulics
[18:43:31] <skunkworks_> )
[18:47:34] <tom3p> bet you can trigger each manually/jumper to get the sequence for hal/ladder
[18:48:38] <skunkworks_> have a pretty good idea of what has to happen. The manuals are pretty good.
[18:48:47] <clytle374> Is there a function to track tool numbers on arm type changers in emc, or do you have to DIY?
[18:49:50] <skunkworks_> arm?
[18:50:16] <tom3p> track tool number vs storage position?
[18:52:46] <clytle374> tom3p, yeah
[18:54:42] <clytle374> skunkworks, The arm the grabs the tool, then flips 180deg and puts it back in the pocket of the new tool.
[18:58:10] <tom3p> i dunno, id think you have to track where you put stuff. i dont think tool tables in emc have a pod column (i'd look there as you'd need to know an initial circumstance for such a scheme)
[18:58:55] <tom3p> repeat i dunno ;)
[19:00:14] <clytle374> If you loose the table, at least on every machine I've ran, you have to pull all the tools.
[19:00:22] <clytle374> Sucks if you've got over a 100
[19:00:54] <cradek> emc 2.4 knows how to handle these machines
[19:01:01] <tom3p> i remember at an IMTS, saw a salesperson pull a tool out of a chain and put it back in another posn, which happened to be where the current tool should go (crash)
[19:01:31] <elmo40> tom3p: ouch
[19:01:41] <clytle374> tom3p, IMTS is a real party.
[19:01:51] <elmo40> i havent been to one in 2 years.
[19:01:56] <tom3p> cool , does tool table have tnum and podnum or such?
[19:02:02] <cradek> yes
[19:02:10] <clytle374> been longer than that for me
[19:02:28] <tom3p> last few were not happy
[19:03:02] <clytle374> IMTS=the last time I was non functioning drunk
[19:03:52] <clytle374> tom3p, why not happy?
[19:04:01] <tom3p> no customers
[19:04:22] <clytle374> ouch
[19:06:55] <[1]steve> @skunkworks thanks! i've got an old Vanguard 9200 i'm thinking about trying EMC with
[19:07:21] <tom3p> is there a vismach machineto show off this new toolchange feature?
[19:07:32] <cradek> no, none of them have tool changers
[19:08:12] <cradek> stop in lincoln and I'll show you it works :-)
[19:08:26] <tom3p> could vismach respond to such? (or only axis motion)?
[19:08:38] <tom3p> thx, i'd like to
[19:09:09] <cradek> not sure about vismach.
[19:09:40] <tom3p> interesting, cuz i'd like to model up a tube changer for hole drill
[19:09:42] <cradek> with emc if you mess with the carousel you can just edit the tool table to fix emc's knowledge of it
[19:10:07] <cradek> tools are like T1 P7 Z0.1 D0.5 (tool, pocket, Z length, diameter)
[19:10:29] <cradek> if you move T1 to P6 manually for some reason you can just change it and reload the tool table
[19:11:36] <tom3p> larger atc have doors to put tools into chain while running. whats needed to edit? stop prog/edit/rerun?
[19:12:03] <cradek> yes you can't reload the tool table except in manual mode
[19:12:19] <tom3p> ok, rules is good
[19:12:51] <cradek> personally I only put tools in the spindle
[19:12:57] <cradek> carousel is pretty inaccessible
[19:13:20] <tom3p> skip skip skip goto #operation22a run
[19:13:54] <cradek> bbl
[19:16:29] <tom3p> " vismach can be used to verify motions that don't show up in AXIS preview, such as custom kinematics or m-codes" hmmm wonder what that means (besides go find out ;)
[19:17:41] <piasdom> can i use g54 - 59 to offset Z? i want to cut a pocket ? 7" deep x .1" per pass.
[19:21:36] <[1]steve> @skunkworks, is it easy to configure emc to work with the New Hermes engravers? do you know of any docs that could be helpful?
[19:22:11] <tom3p> re vismach and non joint motion (like atc) i doubt it as it stands now, i only see joints moving vismach mechansims, and atcs aint got no joints
[19:22:45] <skunkworks_> [1]steve: I don't know of any.. it is just a stepper machine - so anything related to that would help.
[19:22:56] <skunkworks_> what are you plannin g on using for drives?
[19:24:25] <[1]steve> i was planning on using the Step-Syn's that are on it already
[19:24:38] <clytle374> piasdom, yes, but I'm not sure what you are trying to do exactly with them.
[19:25:30] <clytle374> piasdom, I think you are wanting to do a loop to get the increments.
[19:26:13] <piasdom> clytle: cutting a pocket x1.5y.75 and z .7" and making passes .1" deep each time i call O100
[19:26:54] <piasdom> * clytle374:
[19:27:15] <clytle374> piasdom, you want to offset z in a workoffset for what reason?
[19:27:39] <piasdom> clytle374; yes sir
[19:27:48] <skunkworks_> cradek: (not thinking about it too hard yet) but if I wanted to get the bar code reader working - and setup ladder so when a tool number was called - the chain would rotate until it found the tool and put it up front. then call the tool change. I just wouldn't worry about the pocket number? because for this setup - it wouldn't make sense and doesn't matter?
[19:29:09] <skunkworks_> [1]steve: ah. do you know what they take? I didn't try to use the existing hardware.
[19:29:20] <skunkworks_> step/dir or...?
[19:29:46] <skunkworks_> *exsisting electronics
[19:30:34] <clytle374> piasdom, So you want to get the tool to the part with g54, and not use more than one for steps or something.
[19:30:43] <[1]steve> skunkworks, pretty sure they're steppers, 1.8deg/step 3.3vdc 2.5a
[19:31:13] <skunkworks_> oh - you are talking steppers. When I say drives - I mean the electronic bits to run the steppers.
[19:31:46] <[1]steve> skunkworks, sorry my bad, i've got the EP control module that came stock with the machine
[19:32:26] <piasdom> clytle374; i have to make a box. 1.5" x .75" x1" tall. in that i need to cut a pocket .7" deep. and wanted to use g54-59 on z to make 7 passes .1" deep each pass.
[19:33:07] <piasdom> the box is bigger..... that's he size of the pocket
[19:33:42] <skunkworks_> right - that has some sort of stepper drive board in it - I didn't try to use it as it looked to be based on the L297 & L298. pretty basic and I had some better drives.
[19:33:51] <clytle374> I think you are looking at it wrong, or there is a trick I do not know. Sorry, not sure how to do that.
[19:34:11] <tom3p> re sim of atc maybe possible. the vismach machine is like a bull with a ring in its nose. the tool is moved by xyz positions , the machine parts just follow that tooltip posn. so, if the atc were fed positions (not axis posns, purely atc related posns) then the atc kins might follow those posn, making the vismach atc puppet work.
[19:34:17] <piasdom> clytle374; thanks anyway
[19:34:51] <skunkworks_> [1]steve: I would look at the something like this
http://www.geckodrive.com/product.aspx?c=3&i=14469
[19:35:02] <skunkworks_> if you have a little money to spend..
[19:36:43] <clytle374> What ubuntu gtk2 package is needed for emc to build the halscope? Ubuntu package manager's search confuses me.
[19:37:07] <skunkworks_> [1]steve: if you are thinking of using the existing electronics (emc won't just hook into the ep module) you would have to get into it and find the control bits that run the steppres.
[19:37:27] <tom3p> re sim atc ( i noticed that 'joint' was just a naming convention used in vimach , not mandatory or magical)
[19:37:34] <clytle374> piasdom, what about calling the sub in a loop and moving z- incrementally each time?
[19:38:20] <[1]steve> skunkworks, that's a bit expensive, about as much as the software upgrade would cost me, I may just have to fiddle with it. This EP box is getting pretty janky
[19:39:07] <[1]steve> when the old power rack died in it, a replacement would have cost $3k, so i gutted a computer power supply to work with it
[19:40:34] <piasdom> clytle374; don't know about looping yet...trying to learn this sub thingies :)
[19:41:09] <jackc> any OSS cam packages that handle lathe code?
[19:42:12] <BlackMoon> So if I run mesa boards, is there like, mesa g-code file->cnc software? or do I use some other generic package?
[19:42:27] <clytle374> piasdom, if you understand the functions you can use the parameters and write the code into the sub.
[19:42:29] <tom3p> piasdom maybe use a wizard and look at the code it produces
http://www.se-ltd.com/~lerman/gallery/v/G-Wiz/Pocket2.png.html
[19:43:58] <piasdom> tom3p; thanks i don't have a wizard or know how to install one :)
[19:44:12] <piasdom> tom3p; that looks cool
[19:45:45] <clytle374> the answer for halscope is libgtk2.0-dev
[19:46:15] <piasdom> there's not much on looping in the docs....know where i can look ?
[19:47:04] <skunkworks_> piasdom: here are some samples
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Oword
[19:47:35] <piasdom> skunkworks; thanks
[19:47:39] <tom3p> but... what was the question, you know? i mean ... for life, halscope, and and everything?
[19:49:05] <clytle374> to build halscope
[19:49:43] <tom3p> yes, did you do 'ld halscope' or what?
[19:50:05] <clytle374> I call programs with ifs, thens, and whiles macro programming. Is this correct emc speak?
[19:51:23] <tom3p> i wondered how you found the dependencies for building halscope
[19:52:23] <clytle374> it says GTK2 not found when running ./configure. the question was what Ubuntu package
[19:52:46] <clytle374> What is the G code for a standard loop?
[19:53:05] <tom3p> ah what provides GTK2
[19:53:41] <tom3p> g code has no standard loops loops are extensions and unique to diff variants of gcode
[19:54:17] <clytle374> you're right. It's an m-code on most controls
[19:55:16] <clytle374> Dang, I'm rusty in all areas.
[19:55:47] <tom3p> those mcodes likely cant be depended on in emc. its just new different and powerful
[19:57:40] <clytle374> piasdom, since you mention c programming, check out the macro programing with dos and while and ifs. Learn that.
[19:58:10] <clytle374> Lots of fun to be had there. Sadly haas wan't like $3000 to turn them on
[19:58:18] <clytle374> haas wants
[19:59:24] <piasdom> clytle; Thanks
[20:17:41] <andypugh> I want a Sheevaplug, but U am not sure what for.
http://www.globalscaletechnologies.com/p-22-sheevaplug-dev-kit-us.aspx
[20:18:02] <andypugh> (A plug-top linux server)
[20:22:37] <robotito> plug-top?
[20:22:50] <andypugh> Wall-wart?
[20:23:25] <andypugh> ie the server case plugs directly into a power outlet.
[20:25:00] <archivist_attic> a socket is not called a plug bottom! plug-top is an awful term
[20:25:26] <tom3p> sheevaplug got supplanted by the guruplug, same mfctr. but wait for the ganesa-cork or hanuman-bottleopener
[20:26:04] <tom3p> none of the adverts show a single use for the thing
[20:26:35] <andypugh> It's too cool to need a use :-)
[20:48:33] <piasdom> O400 call [0] [0] [1.5] [1.5] [4] [5] [-1] [1] [12] [30] ......each one of those [] are subroutines ????
[20:49:17] <andypugh> I think they are parameters sent to the subroutine
[20:49:45] <andypugh> But I don't see the subroutine name in that list.
[20:51:15] <piasdom> this is where i got that
http://paste.org/pastebin/view/15894 .... jepler product
[20:52:03] <archivist_attic> its the line number 0400 sub
[20:52:13] <piasdom> i was just wondering if the [] called the sub .... but i don't see any 0, 1.5, 4 or any
[20:52:40] <archivist_attic> look up the file to 0400 sub
[20:52:42] <piasdom> i see the o400 sub para......
[20:53:10] <piasdom> i see that... but nothing is called til the end ...... right /
[20:53:14] <archivist_attic> that is called by 0400 call (backwards syntax grr
[20:54:18] <piasdom> so the other sub are ALL being called from withing o400 ?
[20:54:52] <archivist_attic> I have not read it all, but thats the general idea
[20:55:00] <piasdom> thanks
[20:55:36] <piasdom> i understand calling from within....but i can't see them IN o400 :)
[20:55:41] <piasdom> thanks anyway all
[20:56:17] <archivist_attic> I think it comes nattural to an assembler programmer used to single pass assembly
[20:56:21] <bill2or3> any guesses wtf happened to his stepper driver?
http://www.xmission.com/~bill/item-350317607942.jpg
[20:56:32] <bill2or3> it's a Centent CN0142.
[20:57:18] <archivist_attic> piasdom, 0200 is called at line 72
[20:59:07] <andypugh> I wondered what the O-word numbers were for....
[20:59:35] <andypugh> I have always been calling by name (I think, it is possible I have never used an inline sub)
[21:00:34] <skunkworks_> bill2or3: looks like it burned up. ;)
[21:00:52] <bill2or3> yeah, not exactly "normal wear from normal" use that the ebay listing claimed.
[21:01:02] <skunkworks_> ouch
[21:01:42] <bill2or3> yeah, hopefully they'll make good.
[21:05:13] <skunkworks_> ebay buys have been hit or miss lately. I have been getting the wrong thing a lot. wanted a x raid cart - got y
[21:05:22] <skunkworks_> cad
[21:05:26] <skunkworks_> heh
[21:05:31] <skunkworks_> card
[21:05:45] <bill2or3> x... y... whats' the difference...
[21:05:55] <bill2or3> it's only off by one, that's close enough, right?
[21:06:21] <robotito> bill2or3, error
[21:06:37] <bill2or3> heh.
[21:08:24] <clytle374> So the problem of loading the mesa firmware continues. Fails on 32 bit too, so it isn't a 64bit issue.
[21:08:43] <clytle374> I'm going to play with the baby cow for awhile
[21:08:55] <BlackMoon> clytle374: what kinda PC side software do you (have to?) use to feed G-code to mesa?
[21:11:21] <skunkworks_> BlackMoon: kinda an odd question. Emc2 is what takes gcode and converts it to motion in the mesa.
[21:11:54] <skunkworks_> do you mean - what to use to create gcode?
[21:12:26] <bill2or3> they responded to my complaint in < 5minutes, and are sending me a replacement driver.
[21:12:38] <bill2or3> * bill2or3 takes back all the mean things he was thinking.
[21:12:39] <skunkworks_> great!
[21:27:58] <cradek> jt-plasma: I think the turret encoder on mine runs on 12v. I think that might explain the failure on yours...
[21:32:45] <skunkworks_> cradek: (not thinking about it too hard yet) but if I wanted to get the bar code reader working - and setup ladder so when a tool number was called - the chain would rotate until it found the tool and put it up front. then call the tool change. I just wouldn't worry about the pocket number? because for this setup - it wouldn't make sense and doesn't matter?
[21:34:00] <cradek> yes you could do it that way - not have emc keep track of the pockets at all
[21:34:20] <cradek> but, if emc keeps track, you can know which way is shorter to turn
[21:34:56] <skunkworks_> right - we would have to come up with a way to tell where the chain was.
[21:35:04] <cradek> oh it doesn't have any feedback?
[21:35:05] <skunkworks_> have to think about that.
[21:35:28] <skunkworks_> no - it always 'looked' for the tool in one direction.
[21:35:32] <cradek> three proxes set up strategically could give you quadrature (one cycle per pocket) and index
[21:36:03] <cradek> you just have to find some part that turns or slides and mount them
[21:36:11] <cradek> and add some kind of cam for a home position
[21:36:28] <skunkworks_> I think there is 1 proxy already - (it finds the tool - then counts 3 proxy pulses and parks.
[21:36:56] <cradek> excellent - so it has fingers or something that the prox can sense
[21:36:59] <skunkworks_> 3 ploxies? 2 for quadture and 1 for index?
[21:37:06] <cradek> yes
[21:37:08] <skunkworks_> ah
[21:37:23] <cradek> if it has fingers already, add a prox out of phase and you are set
[21:37:37] <cradek> then find a way to identify pocket 1
[21:37:47] <skunkworks_> hmm - interesting. the only other issue is if the gearbox can go backwards without issues.
[21:37:54] <cradek> true
[21:38:10] <andypugh> You confused me with that talk of "proxies", I thought you meant some sort of dummy tool.
[21:38:11] <cradek> doesn't have to go backward, but it sure is nicer
[21:38:37] <cradek> if you use just 10 tools, they'll stay bunched up together, and half the time you'll have to go all the way around
[21:39:28] <skunkworks_> heh
[21:39:52] <skunkworks_> yes - there is a tab on each tool chain link that the prox sensor 'sees'
[21:40:21] <cradek> andypugh: "ploxies" is even better
[21:40:22] <andypugh> So add a longer tab for index, and job done.
[21:40:34] <cradek> yep
[21:40:49] <cradek> well, and add quadrature
[21:41:18] <cradek> I don't like assuming I know which way it's going. I changed Jr's to quadrature and it has *never* grabbed a wrong tool or jammed.
[21:41:47] <cradek> it had 3 proxes originally but they were set up stupidly, and the tool changer never worked reliably (I hear)
[21:42:00] <skunkworks_> it would not be 50/50 quadrature.. it would be on on off off longtime on on off off long time....
[21:42:18] <cradek> doesn't matter as long as you get the cycle right
[21:42:40] <skunkworks_> right
[21:42:58] <jt-plasma> cradek: mine was connected to the 24 volt buss inside of the X axis
[21:43:11] <cradek> jt-plasma: ok
[21:43:22] <cradek> jt-plasma: I don't think mine had 24 anywhere on it - all was 120 or 12
[21:43:34] <andypugh> I guess that an alternative would be a short tab (if there is a clearance problem) and then synthesise the index pulse from HAL logic. (NAND?)
[21:43:41] <jt-plasma> Peter said that those components were prone to failure
[21:44:10] <cradek> andypugh: index lets you find pocket 1 after startup - you can't fake it, it has to be physical
[21:44:14] <jt-plasma> mine is all 24v except for the 5v on the encoders
[21:44:27] <cradek> different generation
[21:46:11] <andypugh> I was meaning a physical index, but made of a shorter rather than longer tab. So the actual index pulse is "A but not Z" whereas the normal tabs give "A and Z"
[21:46:53] <cradek> oh I see, yeah you could generate it inverse-ish too
[21:48:29] <skunkworks_> we would probably just add an extra tab of some sort to pocket 1
[21:48:32] <skunkworks_> ;)
[21:50:01] <andypugh> Aye, that's simpler and better, if there is room.
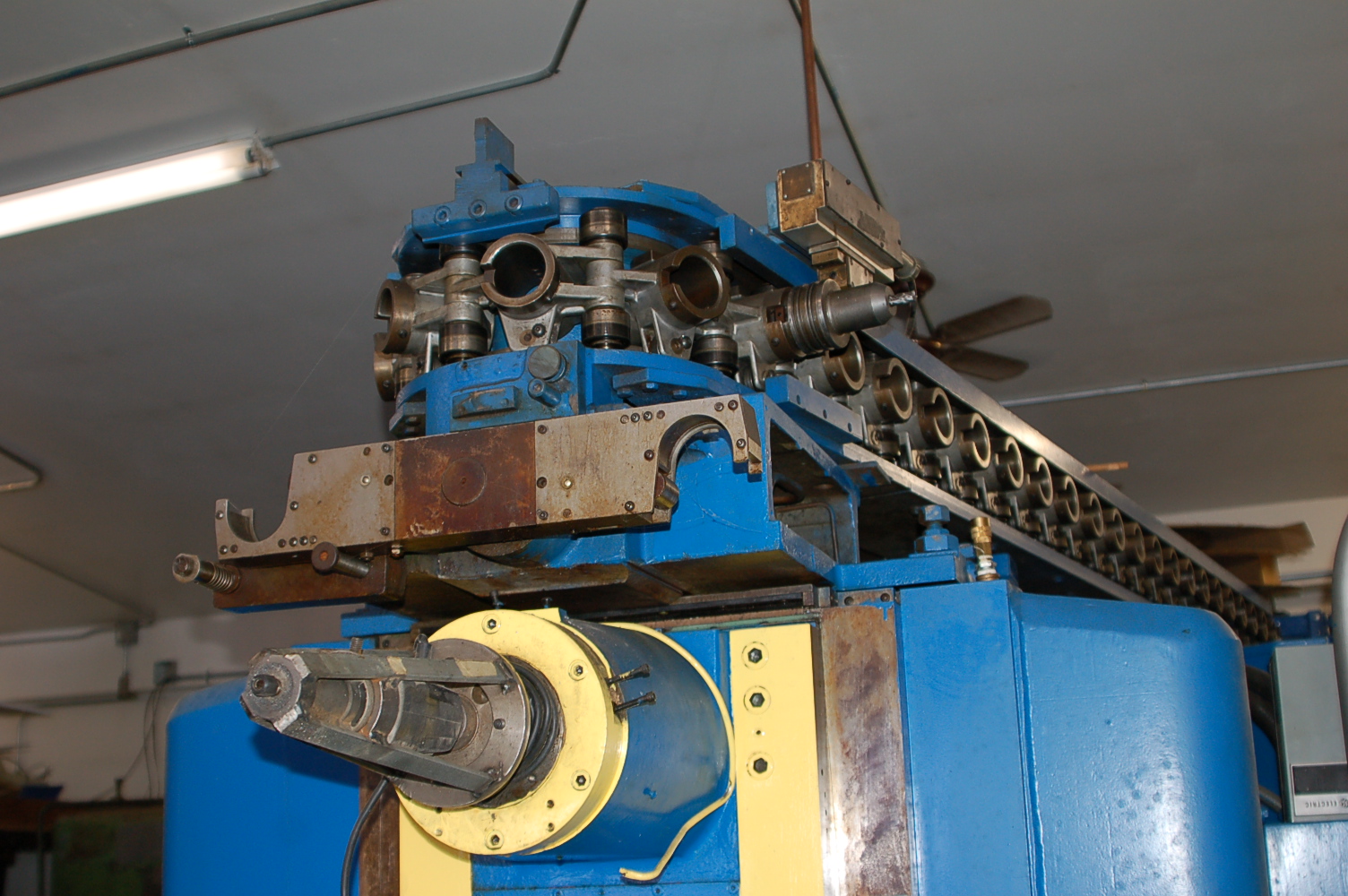
[21:50:21] <skunkworks_> sure we can find some room
http://www.electronicsam.com/images/KandT/conversion/toolchangerspindle.JPG
[21:51:18] <skunkworks_> I wonder how fast you can run the chain before the tools start flying out..
[21:52:11] <skunkworks_> you can see the tap - it is right above the pocket on the one left of the occupied pocket
[21:52:16] <skunkworks_> *tab
[21:53:42] <cradek> are there two V flanges on those?
[21:55:52] <andypugh> I consistently fail to visualise just how chunky every bit of that machine is until I see the pictures. There is more engineering in every link of that chain than in my whole lathe.
[21:56:17] <skunkworks_> v flanges?
[21:56:39] <cradek> the flange the tool change arm grabs - is it standard? looks like two Vs to me
[21:57:11] <cradek> and only one drive dog - must be oddball
[21:57:21] <skunkworks_> very oddball
[21:57:28] <skunkworks_> it is strait shank tooling.
[21:57:31] <cradek> is the taper normal?
[21:57:39] <cradek> what??
[21:57:41] <skunkworks_> heh
[21:57:48] <cradek> yuck
[21:57:56] <cradek> hope you have tooling for it...
[21:57:57] <skunkworks_> it is K&T's own style. easy to make though
[21:58:04] <skunkworks_> yes - we have a ton of it.
[21:58:31] <skunkworks_> what you are seeing maybe is the 'barcode' on the tool
[22:00:22] <andypugh> Different arrangements of machined rings for each tool? Oh My!
[22:01:07] <skunkworks_> yes - all changeable. (the ring unscrews and you can re-stack them in any order)
[22:01:24] <skunkworks_> somebody thought way too hard on that one.. ;)
[22:01:38] <cradek> oh yep - I had no idea what I was seeing then
[22:01:49] <cradek> an alien race made that machine
[22:02:32] <andypugh> An alien and superior race, I think.
[22:03:31] <skunkworks_> I know it is supprising - but I think the k&t said - 'lets make the best machine with the current technology'
[22:04:30] <skunkworks_> designed in around 63 and delivered in 69
[22:05:22] <andypugh> The whole thing screams "cost no object"
[22:05:46] <skunkworks_> yes
[22:06:08] <skunkworks_> they probably priced themselves out of the market. Kearney and who? ;)
[22:06:09] <frallzor> how about me new $65 tool of the trade?
http://pici.se/p/large/DoUPYSSJD/ its really ok :P
[22:06:40] <frallzor> priceless when building stuff and didnt have the stuff I needed before!
[22:06:48] <skunkworks_> heh - cool
[22:08:10] <ries_> ries_ is now known as ries
[22:09:24] <andypugh> K&T might have fallen foul of Moore's Law. (or electro-mechanical equivalent). A 1963 design would have been a lot more expensive to build than a 1968 design, and both could have made market in 1969...
[22:10:28] <frallzor> hmmm my 1 month to go seems further and further away ries :P
[22:10:49] <cradek> it will be neat to see it with an almost 50-year newer computer running it
[22:11:24] <skunkworks_> I can't wait for it to start moving. :)
[22:11:56] <ries> frallzor: I know how that goes...
[22:12:02] <ries> You will get there ;)
[22:12:10] <frallzor> not my fault though :P
[22:12:16] <frallzor> damn machining
[22:12:29] <frallzor> im afarid to give the gauge plate away too :P
[22:12:31] <ries> I tested my cyclone last +... it worked quite good, but i need to have a stronger motor to filter better the finer partticles
[22:12:33] <frallzor> but It has too :P
[22:13:06] <frallzor> but at least I can do the drilling on my own with my new cheap tabledrill :P
[22:13:55] <ries> buy good driils... gauge plate is kinda hard materiall I broke on bit on it :)
[22:14:03] <ries> My latest cuts where really good... very happy with it
[22:14:42] <frallzor> I never buy cheap stuff, only good stuff thats on sale at worst :P
[22:15:07] <frallzor> cheap stuff allways makes you end up paying more than you had to from the start =)
[22:15:39] <frallzor> how did you tap the motorplats and such?
[22:16:13] <ries> frallzor: by hand or by hand drill
[22:16:29] <skunkworks_> Rigid tap!
[22:16:32] <skunkworks_> ;)
[22:16:47] <frallzor> rigid tap?
[22:16:59] <skunkworks_> (on the cnc)
[22:17:04] <frallzor> I dont know the enligh word but I tried using one of those that doesnt cut
[22:17:18] <frallzor> that just kind of "pushes" the material in front of it
[22:17:29] <skunkworks_> forming tap?
[22:17:33] <frallzor> but that shit just stops, gets too hard to use by hand
[22:17:34] <frallzor> yes
[22:17:48] <skunkworks_> actually never tried one of those..
[22:17:50] <frallzor> need a cutting tap I think
[22:18:08] <frallzor> it was really good for Alu
[22:18:13] <frallzor> nice threads
[22:18:58] <ries> frallzor:
http://img709.imageshack.us/img709/4494/dsc4733.jpg
[22:19:28] <cradek> I have form tapped with cnc but not by hand. I can't imagine it would work well by hand.
[22:19:33] <ries> The letters on the bottom right are 6mm high
[22:19:41] <frallzor> nice
[22:20:09] <frallzor> well I guess I have to get a cutting one then =)
[22:20:22] <ries> frallzor: I do still need to tune the steppers for low speed, I get a bit of really small chatter there
[22:20:46] <frallzor> no need for slow =)
[22:20:46] <ries> or I need to know artcam better, it creates some horrible paths...
[22:20:58] <frallzor> if better when fast go fast
[22:21:15] <ries> frallzor: the steppers will go slow at the circular parts.. whe X reaches maximum to go back...
[22:21:27] <ries> that is also more or less the plase where I seet the chatter happening
[22:23:12] <Guest347> I could use help on an installation problem. I ran the Step-Config Wizard for my 3 axis mill. When I tried lauunching EMC2 from the new desktop shortcut, it hung with the EMC2 splash screen obscuring the AXIS window. I then tried starting EMC2 directly and told it to use the generic 3 axis inch stepper and it did the same thing. Any suggestions?
[22:23:22] <frallzor> I like the simplicity of artcam, you can do some nice linework in photoshop and turn it into some nice shapes in artcam
[22:24:04] <andypugh> Guest347: ANy error messages in the terminal window? What about if you type "dmesg"
[22:24:39] <Guest347> I can't get to a terminal window because the whole UI is out to lunch.
[22:24:43] <andypugh> Oh, wait.. It all loads right, but the splash screen doesn't go away?
[22:25:02] <Guest347> Right - the splash screen stays up and everything else is dead.
[22:27:33] <andypugh> I wonder if there is a modal dialog box popped up somewhere invisible?
[22:29:05] <Guest347> Hmmm. There is a dialog box that pops up - can't remember the exact wording - it says it can be clicked for more info or leave it alone and it will go away.
[22:30:53] <clytle374> where are the kernel packages for 9.10?
[22:33:23] <SWPadnos> Guest347, when you say the computer is hung, what do you mean?
[22:33:39] <SWPadnos> do you have to reboot, can you move the mouse, can you close the EMC2 windows ...
[22:35:37] <SWPadnos> clytle374, there are some here:
http://www.linuxcnc.org/experimental/Karmic/
[22:35:43] <SWPadnos> there may be newer ones somewhere else
[22:37:16] <andypugh> Guest347: That is the manual toolchanger window. When that appears I normally relax as it is generally indicative of a successful boot.
[22:39:40] <Guest347> When it hangs, I can move the mouse pointer but all windows are non responsive. I started a system monitor window and a terminal window first and then tried to boot using the step-conf shortcut and no windows were updating and there was no response to clicking on anything. I have to reboot. No response to clicks or keys.
[22:40:03] <Guest347> Yes, it is the tool changer window that comes up but it also stays up indefinitely.
[22:40:11] <SWPadnos> what are the results when you run the latency test?
[22:40:35] <Guest347> The latency was about 12 us.
[22:40:54] <SWPadnos> ok, that should be fine. what CPU speed?
[22:41:04] <Guest347> 1.5 GHz I think
[22:41:38] <Guest347> During configuration I told it I had a second printer port at adddress 400H but it never asked for any pin assignments. Could that be it?
[22:42:06] <SWPadnos> hmmm
[22:42:28] <andypugh> That shouldn't matter. (But I have never used Stepconf eith multiple ports so don't know if that is normal)
[22:42:43] <SWPadnos> is there actually a parallel port at 0x400?
[22:43:18] <Guest347> Yes. It's a PCI card. Printer port 1 is on the motherboard. Maybe it's trying to establish a connection with that second port and it's not playing nicely?
[22:43:39] <andypugh> Can you start a terminal window, move it to somewhere on the screen where it won't be overlaid by EMC or the splash, and then start emc from the command line?
[22:43:43] <SWPadnos> strange. it seems like a low address for a PCI card, but who knows
[22:44:03] <SWPadnos> if you start a sim config, that will eliminate the parallel port and parport driver
[22:44:27] <Guest347> I did try that. Even though it wasn't obscured, it was non responsive.
[22:44:29] <SWPadnos> the sim configs still use the realtime kernel, they just simulate motion and switches and don't use actual hardware
[22:44:35] <SWPadnos> ok
[22:44:49] <SWPadnos> how much memory in this PC?
[22:45:05] <Guest347> It has 512 MB of RAM
[22:45:06] <andypugh> But no sign of error messages on the terminal window? (Or even sucess messages that stop)
[22:45:50] <Guest347> No error messages that I could see - you mean in a separate terminal window that I would start before nooting EMC2?
[22:45:59] <SWPadnos> run emc2 from a terminal
[22:46:00] <Guest347> Booting, not nooting :)
[22:46:08] <SWPadnos> and you'll see a bunch of messages in that terminal
[22:46:24] <SWPadnos> the program is just called emc
[22:46:44] <SWPadnos> noot noooooot!
[22:46:54] <Guest347> OK. I have a bunch of things to try now. Thanks for the help!
[22:46:59] <SWPadnos> sure
[22:54:33] <alex_joni> good night all
[22:56:28] <clytle374> SWPadnos, thanks. New route to try.
[22:56:43] <SWPadnos> sure
[22:56:49] <SWPadnos> I think there are newer ones, but I don't know where
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}