Back
[00:08:33] <Roguish> hey all. help on a 5i20 with hostmod2, running 2.5 pre.
[00:08:35] <Roguish> i did an apt-get to get all the latest 5i20 firmware files.
[00:08:37] <Roguish> calling the files explicitly in the .ini file with CONFIG="firmware=/home/noel/SVST8_4.bit num_pwmgens=3 ...etc'
[00:08:38] <Roguish> i keep getting error: firmware /home/noel/....... not found
[00:08:40] <Roguish> not matter where i put the files, they are 'not found' ??????? any clues?\
[00:10:36] <JT-Hardinge> clue #1
http://www.linuxcnc.org/docview/html//drivers_hostmot2.html#r1_3
[00:11:19] <JT-Hardinge> clue #2
[00:11:22] <JT-Hardinge> http://www.linuxcnc.org/docview/html//drivers_hostmot2.html#r1_9
[00:16:18] <cradek> jmkasunich: I thought you didn't use paypal...
[00:20:13] <elmo40> so far that wifi is not supported with the emc2 distro
[00:21:29] <cradek> elmo40: these things work great:
http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&item=190375330614
[00:21:52] <cradek> elmo40: they do the wireless and give you a real ethernet port. wired ethernet is supported by everything.
[00:22:56] <clytle374> tlab, I posted a bad .config yesterday. don't use it.
[00:23:02] <tlab> I haven't
[00:23:59] <clytle374> I was so tired I was doing stupid things. Somehow overwrote my good .config
[00:24:02] <tlab> mozmck, you know where I can get that python-xml deb I need?
[00:25:26] <tlab> I upgrade to 9.1 and can't get the deb's installed that mozmck listed
[00:27:15] <tlab> clytle374, you make any progress?
[00:28:33] <clytle374> I found out that smp isn't the problem . I'm starting on hardware now, burnt out on building kernels.
[00:29:43] <tlab> I'm gonna try these bleeding edge deb's and if they give me problems I'm going back to 8.04
[00:30:39] <Roguish> JT-Hardinge: ok, thanks for the help. still no go. do i still need a symlink if i call the file and path explicitly in the loadrt ?
[00:30:40] <JT-Hardinge> tlab: do you need 9.1 for some reason?
[00:31:14] <JT-Hardinge> Roguish: I'm not sure if you can call the file with a path like that in the ini
[00:31:37] <tlab> not really
[00:31:54] <clytle374> Roguish, the symlink is needed do to the length of the path
[00:32:03] <JT-Hardinge> much easier to use 8.04 till 10.04 comes out
[00:32:31] <Roguish> yes. i understand the 30 character limit, which is why the explicit call.
[00:32:35] <JT-Hardinge> I had to use 8.04.4 on my hardinge as the hardware was too new for 8.04.0 that is on the LiveCD
[00:32:58] <JT-Hardinge> * JT-Hardinge has gotta go and check the chicken
[00:33:17] <JT-Hardinge> burnt chicken == mad wife and MIL
[00:33:50] <mozmck> tlab, I found it the other day, I'll have to look again though.
[00:34:19] <mozmck> clytle374: my kernel is built for smp, but I've run it fine on single core as well.
[00:35:19] <tlab> I found mozmck
[00:35:23] <tlab> I found it
[00:35:48] <clytle374> mozmck, for 8.04?
[00:36:15] <tlab> I just not sure which debs to install first
[00:38:28] <JT-Hardinge> Roguish: are you running RIP or installed
[00:38:34] <Roguish> rip
[00:38:56] <JT-Hardinge> do the symlink thing and you will be fine
[00:39:11] <Roguish> i'll try
[00:43:14] <mozmck> clytle374: no, for 9.10. There is 8.04 smp kernel on experimental though...
[00:44:44] <clytle374> I built a kernel without smp and had the same trouble, so I think it is 64-bit problem
[00:45:02] <elmo40> we have Jog working. So far so good. Now onto running the app.
[00:46:03] <elmo40> i updated to latest in the repo, too.
[00:46:17] <elmo40> i will pastebin my setup in a moment.
[00:46:37] <elmo40> oh, wifi didnt work at all, cradek. had to rig up a LONG cable
[01:55:53] <tlab> back to 8.04, to many issues I don't know how to solve with 9.1
[02:04:53] <Valen> there are experimental packages for 9.10 I think?
[02:06:09] <tlab> ya and I had a hard time installing them
[02:08:43] <elmo40> jmkasunich: what would those grayhill relays be good for?
[02:13:20] <cradek> elmo40: switching 120v AC stuff with 5v logic, or sensing 120v AC stuff and converting it to logic level
[02:25:30] <elmo40> my specs:
http://pastebin.ca/1815182
[02:25:59] <elmo40> cradek: so... lights, small motors, stuff like that?
[02:27:51] <elmo40> tiny motors, i might add... but a good starting point :)
[02:32:35] <Valen> I wonder how 10.04 emc is coming along ;->
[02:36:49] <Valen> I hope it comes with SMP by default or in the repo's at least ;->
[02:44:41] <elmo40> same here. would be nice if emc2.4 would be ready for it :)
[02:45:00] <elmo40> or, dream a little, complete revamp to 3.0 ;)
[02:45:44] <Valen> what would you change for 3.0?
[02:46:05] <elmo40> seems like i have a board issue. the Z axis is not moving the way it should. i tried adjusting the potentiometer to increase (amps? voltage?) to the motor but no dice.
[02:47:29] <Valen> got a multimeter?
[02:49:11] <elmo40> Valen: what would i change? me personally? underneath i dont know, but going from 2.x to 3.x _should_ mean a complete re-write. visually a lot! It is editable, right?
[02:49:26] <elmo40> Valen: the motor is different in the Z then the others.
[02:49:34] <elmo40> my specs:
http://pastebin.ca/1815182
[02:49:52] <elmo40> 35VDC compared to the 6VDC of the x&y
[02:49:57] <elmo40> maybe that is the issue.
[02:50:04] <Valen> if you want to change how it looks then use one of the other front ends
[02:50:11] <Valen> axis is only one front end to emc
[02:50:50] <elmo40> what else is there?
[02:51:22] <Valen> I don't recall off hand, people are making new ones all the time
[02:51:28] <elmo40> hrmm, should i install 8.04 emc2? or wait until 10.04?
[02:51:39] <Valen> 8.04 it works
[02:52:28] <tlab> anyone get google chrome working on 8.04 ?
[02:53:48] <tom3p> jmkasunich: how come an ebay search for 'solid sate relay' in section 'electronics' doesnt show your stuff? i bet others miss your posting if they cant search it
[02:54:35] <tom3p> btw: its a good deal, tho units of 6 12 24 suit the mountingboards better
[03:01:03] <shining> hi
[03:01:11] <elmo40> hi
[03:09:39] <ries> Ihey all, I forgot the exact message :( but today I got 'joint 0 .......' and then teh machine stopped, this was during jogging, what does that mean? First time I have seen it
[03:13:17] <Valen> following error?
[03:13:21] <Valen> is it a servo machine?
[03:14:50] <ries> Valen: it's a stepper machine
[03:14:57] <Valen> dunno about that then
[03:15:08] <ries> also got something with joint 1, happened 3 or 4 times, then the whole day nothing
[03:15:12] <Jymmm> it's a servo-stepper machine
[03:15:33] <Valen> yeah ferror then
[03:15:56] <ries> <I dom't understand why still... I have seen that ever..
[03:16:02] <ries> haven't
[03:16:26] <ries> crap... my english is bad today
[03:17:37] <Valen> because the measured position of the machine is different from the commanded position by more than minferror in your config file
[03:18:37] <Valen> if its a stepper machine, either your screws are out or your loosing steps
[03:20:11] <ries> Valen: I don't have any feedback on my machine
[03:20:27] <Valen> Jymmm said it was servo + stepper?
[03:20:29] <ries> I did notice that sometimes I see position values of 0.001
[03:20:39] <ries> Valen: Jymmm doesn't know my machine...
[03:20:49] <ries> it's just stepper...
[03:21:05] <Valen> ahh then i dunno
[03:21:08] <cradek> you do have feedback. the feedback comes from the step generator. if it cannot generate the right steps fast enough due to the various constraints it works under, the machine stops instead of cutting wrongly.
[03:21:18] <ries> may be I should raise the minferror value in my config
[03:21:23] <Jymmm> it's a servo-stepper-analog-digital-animal-vegetable-mineral machine
[03:21:40] <ries> it's a wood 3 axis machine, so I don't care about 0.001 :D
[03:21:50] <ries> mm that is...
[03:21:51] <Valen> should change the settings so it doesn't get into that situation otherwise itll loose steps
[03:22:09] <ries> yeaaa I will do that
[03:22:46] <ries> teh machine doesn't loose steps, I only have it loosing steps when I jog very fast, ususally I jog way below that <25% of max speed
[03:23:03] <elmo40> Jymmm: mmm, animal-mineral machines...
[03:23:43] <Valen> your machines max speed should be set that you don't loose steps under any circumstance
[03:26:27] <clytle374> exciting day, our cow just had a baby.
[03:29:05] <elmo40> i would rather ask here then the forums... only cuz forums are not as active. What do you guys use for lubricating the axis threads?
[03:30:18] <cradek> anything
[03:30:43] <cradek> same way oil you use on the ways
[03:35:52] <ries> Valen: I did that already.... I run the machine much slower then it's capable off
[03:52:50] <elmo40> wow, my steppers are tiny tiny things!
[03:52:56] <elmo40> 80 oz/in
[03:53:17] <elmo40> roughly 0.42 foot pounds >_<
[03:53:50] <elmo40> who here uses something around the 2ft/lb range?
[03:54:39] <ries> elmo40: doesn't sounds to big, how are you going to use them if I may ask?
[03:55:14] <ries> is that nema 17?
[03:55:24] <elmo40> i dont know what nema they are.
[03:55:33] <elmo40> oh, 23
[03:55:39] <elmo40> http://www.piclist.org/techref/ecomprice.asp?p=416042
[03:57:23] <ries> NI has nema 17 even....
[04:04:06] <skunkworks> so - the hydraulic servos where rated at 1200rpm - but they ran them at 2400rpm
[04:04:14] <skunkworks> on the kearney and trecker
[04:09:21] <tom3p> werent those hi pithc screws like 6tpi? making it like 400ipm?
[04:09:25] <tom3p> ptch
[04:09:29] <tom3p> pitch
[04:09:46] <tom3p> (must be me, the keys really do work )
[04:10:01] <skunkworks> 3tpi - but reduced
[04:39:56] <ee> ENC with ubuntu 9.10? netbook remix?
[04:40:19] <ee> *EMC
[04:42:17] <tom3p> Enhanced Machine Controller, not electronic music c-somethingorother
[04:43:22] <ee> ?
[04:43:23] <tom3p> god when i look up edm its always edmonton ca or electronic dance music. so instead of machining its hockey scores or rap
[04:43:39] <tom3p> ee dotn understand the question
[04:44:00] <jmkasunich> try adding either "wire" or "sinker" to the search
[04:44:15] <tom3p> 'netbok remix' isnt a question
[04:44:22] <tom3p> jmkasunich: yah
[04:44:33] <ee> ubuntu 9.10 netbook remix
[04:44:54] <ee> its an ubuntu 9.10 install for netbooks/laptops?
[04:45:21] <ee> i'm looking for something to communicate with various machines, through both linux on desktops and linux on netbooks
[04:45:31] <tom3p> not yet, emc uses stable releases, LTS releases only
[04:45:42] <jmkasunich> EMC needs a kernel with realtime patches
[04:45:43] <ee> thats what i saw on the site...
[04:45:54] <ee> just making sure
[04:46:05] <jmkasunich> we don't build such kernels for every ubuntu release - that would be a ton of work and a maintainence nightmare
[04:46:19] <tom3p> like hardy8.04, next LTS release is... maybe march
[04:46:44] <ee> i'm trying to communite with a netbook/laptop usb to serial
[04:46:56] <ee> *communicate
[04:47:11] <ee> looking around for my options with linux
[04:47:26] <jmkasunich> you're not communicating with us
[04:47:35] <ee> ?
[04:47:49] <tom3p> you want to communicate... well talking to various machine tools is not what emc is about. you need to look into telecom programs. emc >is< a control.
[04:48:11] <ee> ah
[04:48:11] <jmkasunich> I have no idea what you are actually trying to do. Do you want the netbook to be the machine control computer? or do you just want to network the natbook with some other PC that is the machine controller?
[04:48:27] <ee> no no
[04:48:49] <ee> i just want to be able to transfer programs from a netbook, desktop, laptop... to and from machines
[04:49:13] <jmkasunich> when you say "machines", you mean machine controls, like Fanuc or whatever?
[04:49:17] <ee> i bought a pair of usb to serial cables, but cant get them to talk
[04:49:21] <ee> yep
[04:49:27] <ee> i've got mazaks and excell's
[04:49:32] <jmkasunich> then you are in the wrong place
[04:49:33] <ee> fanuc primarily
[04:49:41] <jmkasunich> EMC is a controller itself, it replaces fanucs, etc
[04:49:49] <ee> got that part..
[04:49:52] <ee> you
[04:50:01] <ee> you're probably familiar with what I want to do though?
[04:50:07] <jmkasunich> nope
[04:50:16] <jmkasunich> I've never run a machine with any other control besides EMC
[04:50:25] <ee> damn
[04:50:27] <tom3p> thats often just ascii serial work, but machine tools often have unique protocols. besides the characters, there's headers, trailers, sequence conventions, byte counts per line...
[04:50:41] <ee> yeah tom...
[04:50:56] <tom3p> you need the comm docs on the control end and see what you can do from linux
[04:51:21] <tom3p> best to just try, send simple programs, if success, dig deeper
[04:51:29] <ee> we have a box, "blue box" it's a 3.5" hard floppy drive... to store programs on 3.5" disks.. then we "call" the program from the drive on the machine, or send the program from the machine back to the box
[04:52:39] <ee> im just trying to do DNC. I want to replace that box/3.5" drive with netbooks ...
[04:52:44] <tom3p> hah loads of 'blue boxes' were built. yes, you want to eliminate the box & use a file server (sort of) ?
[04:52:46] <tom3p> yeh
[04:52:53] <ee> exactly
[04:53:02] <tom3p> good idea, but i know of no off hte shelf solutions for you
[04:53:26] <tom3p> i built spoon feeders to replace tape readers back in the 80s
[04:53:37] <ee> nice
[04:53:39] <tom3p> not linux, but similar, on dos
[04:53:54] <ee> we use the box with our mazaks and excel's
[04:54:21] <ee> its really a pain in the ass, and the one we have is getting old.
[04:54:35] <ee> see them on ebay every so often for like $1500.
[04:54:50] <tom3p> i'd try minicom and gtkterm
[04:54:57] <ee> just a generic terminal program?
[04:54:59] <cradek> next time you have to fix one, retrofit the machine with EMC instead - you'll never look back.
[04:55:02] <tom3p> yep
[04:55:47] <ee> i tried in windws 7 with a few applications with no luck
[04:55:59] <ee> i couldnt set the right comport
[04:56:09] <tom3p> hell windows doesnt even want users to use par or serial port anymore
[04:56:22] <ee> yeah..
[04:56:33] <ee> i took win7 off two netbooks and put ubuntu on them
[04:57:14] <tom3p> heh i built a 256 port sponn feeder for wedms a couple years ago, it was atrick to keep the damn w$ box from dropping the line. had to set the timeouts to infinity.
[04:57:20] <ee> got freebsd and debian as well.. any platform i can easily communicate this way with would be fine
[04:57:38] <cradek> any OS can push stuff over a serial port
[04:57:48] <tom3p> well, the retorfit is a good idea, and the trying of the terminal is simple.
[04:57:49] <ee> yep
[04:57:50] <cradek> what to push is the problem
[04:58:19] <ee> im not sure how well the usb to 25p serial works
[04:58:42] <tom3p> w$ will drop the trem if the comm link is inactibe for a period, esp problematic in slow machinining (wedm) and long distances ( woodmills)
[04:59:09] <ee> i dont know anything about EMC, just found linuxcnc.org.... 90% of our machines are fanuc.
[04:59:29] <tom3p> try the term, try the upgrade to emc control
[05:00:03] <ee> i'll give it a go monday..
[05:00:11] <tom3p> the upgrade puts you into control, nomore slave to japan tech/rules/hiddenfeaturesforlotsamoney
[05:00:43] <cradek> and no more flogging along 20 year old computers
[05:01:06] <ee> lol
[05:01:43] <ee> if an operator knows fanuc controls, how easily is it for them to adapt?
[05:02:37] <tom3p> yep, the code is not very different, he'll be able to read right away. but there's extras, like a special macro languge. also plc ladder and more
[05:03:02] <ee> cool
[05:03:03] <cradek> ee: a lot of that depends on what panel etc you make for the operator
[05:03:13] <ee> gorcha
[05:03:16] <ee> *gotcha
[05:03:43] <tom3p> the macros you have may not translate right away, but can be moved over , variables and indirection, most everythign i knew from system 6's and 8's ( i went heidenhain after that )
[05:04:33] <ee> what does retrofitting entail?
[05:04:41] <tom3p> oh, i misinterpreted 'controls', yes the operator panel is kinda up to your imagination
[05:06:13] <ee> our machines are g code and mazatrol
[05:07:38] <tom3p> retrofit... there's a bit to be done... the operator panel and computer get replaced. the feedback MAY need replacement, MAY be able to stay. the motors and amps , if standard industry interface can stay. in between computer and hardware are some pretty low cost pci boards. ( many variations on this ). you end up with a gocode machine with an emc-zatrol
[05:08:17] <ee> cool
[05:08:39] <tom3p> you should look at some mazak retorfits already done, cruise the website & wiki
[05:09:21] <ee> i'll check um out
[05:09:22] <tom3p> mills lathes lasers, plasma cutters, all done and used in businesses already
[05:09:54] <ee> we've got like qt35's, st40's, 50s.... AJV...
[05:10:17] <tom3p> i'd have to look those up. i'm an edm head
[05:11:18] <tom3p> are you a double-e?
[05:13:18] <ee> sure
[05:14:52] <tom3p> then you have an advantage. it usually doesnt get really technical here, but sometimes the discussions require some background in electronics or physics.
[05:15:29] <tom3p> not often, but the inner workings of emc ( all oopen source) require some.
[05:15:38] <ee> gotcha..
[05:16:04] <tom3p> most people inhere are users, some tinkerers and some are downright brilliant
[05:16:23] <ee> ool
[05:16:26] <ee> *cool
[05:18:48] <ee> im not very familiar with the cnc community online
[05:19:19] <ee> are there other channels/networks on IRC for CNC related stuff?
[05:22:32] <ee> ahh well. g'nite.
[05:40:26] <tom3p> back to his comm idea, isnt there an emc server? whats it for?
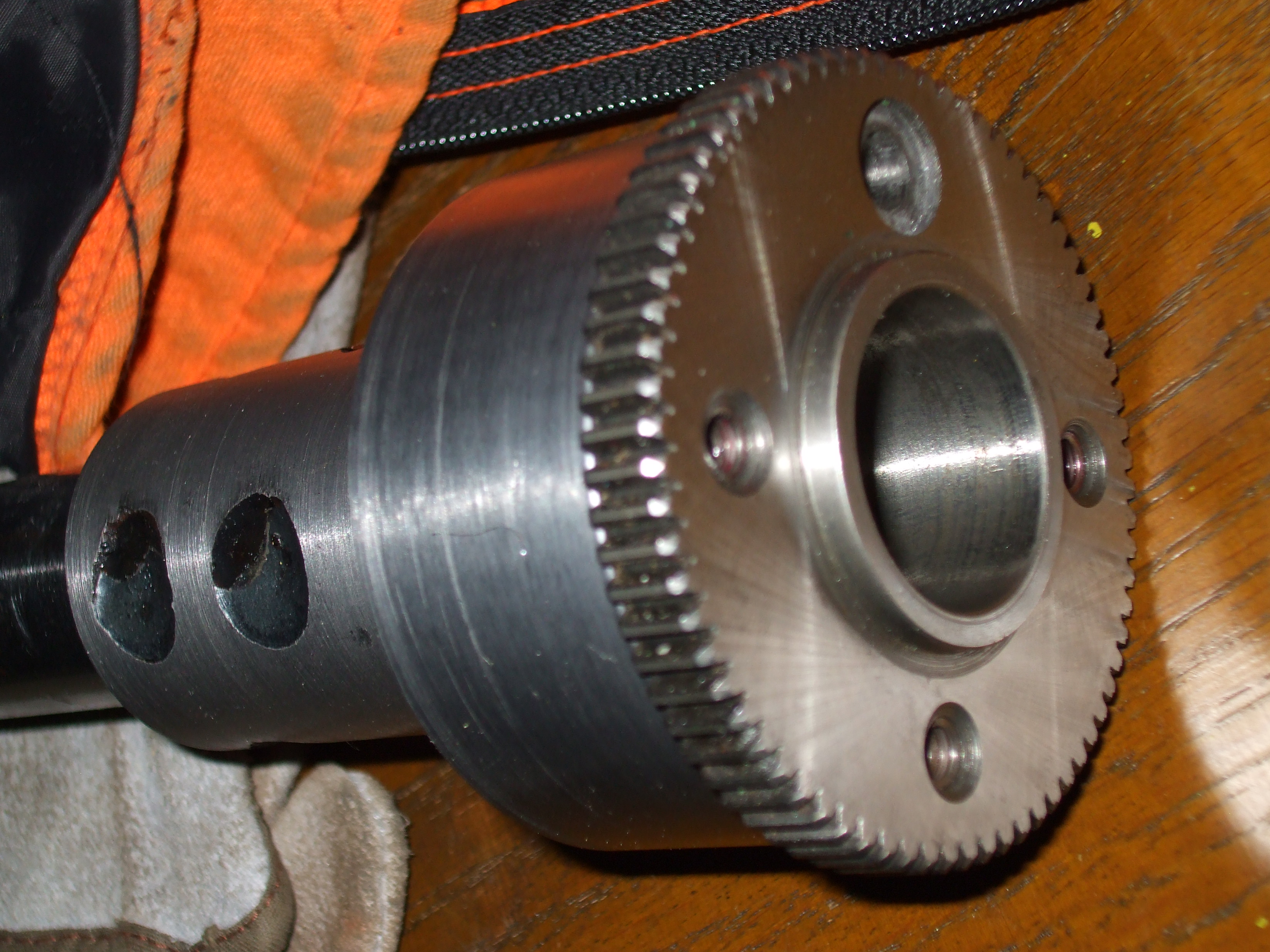
[06:01:58] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/yaxis/adapt1.JPG
[06:02:04] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/yaxis/adapt2.JPG
[06:02:07] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/yaxis/adapt.JPG
[06:02:26] <skunkworks> needs to be cut to length...
[06:02:45] <skunkworks> adapt2.JPG doesn't exist..
[06:03:21] <cradek> what is it?
[06:04:56] <skunkworks> it is how the y axis servo is getting coupled into the k&t
[06:05:29] <cradek> you're sure having to build a lot for that
[06:06:49] <skunkworks> yes. I think it will be worth it.
[06:07:04] <cradek> neat
[06:08:42] <skunkworks> there was just not an easy way to convert from the hydraulic servos to electric
[06:08:52] <skunkworks> lots of fiddly bits. ;)
[06:09:50] <cradek> it'll sure be nice when it's done
[06:10:32] <cradek> seems like such a good machine, and it will be much more useful.
[06:10:44] <cradek> how do you use coolant with it? is it possible?
[06:10:58] <Jymmm> skunkworks: Yeah, then you can have it make me a cup of coffee
[06:12:39] <skunkworks> yes - I think originally - they just let the coolant go all over.. ;) we have some shields made up.
[06:13:28] <cradek> I guess it's always *possible* to use coolant - using it more than once is the problem!
[06:15:58] <skunkworks> the concrete is supposed to be the catchpan - there is actually a sump pump in the corner - but we have never used it that way.
[06:16:25] <skunkworks> we always had a little bucket that the table tray drained into with a small sump pump.
[06:20:21] <BlackMoon> hi
[06:21:12] <BlackMoon> assuming im not gonna bother spending $$$$ for a proper servo controller, and havent bought servos or steppers yet, are the new gecko step/dir based servo controllers any advantage over thier stepper controllers?
[06:22:03] <BlackMoon> (planing to CNC an industral hobbies mill)
[06:23:54] <cradek> for inexpensive medium power servos, you might want to check out the pico systems torque mode amps
[06:24:19] <cradek> low $ doesn't necessarily mean you must have the disadvantages of a step/dir open loop system
[06:24:39] <BlackMoon> yea? whats pico systems got going for them?
[06:24:59] <BlackMoon> iv allways thought this whole dir/step interface from a haxed lpt port was retarded
[06:25:21] <BlackMoon> but never really saw any good alternatives
[06:25:39] <cradek> step/dir is used because some legacy software can only do that
[06:25:48] <BlackMoon> besides like the odd board that basicly took usb and turned it into some crappy step/dir interface like the lpt port with maybe some better timing.
[06:25:51] <cradek> but with emc you have better alternatives
[06:26:18] <cradek> the pico amps are $150
[06:26:33] <cradek> what size of mill is this? it has no motors and amps now?
[06:27:54] <BlackMoon> https://www.machinetoolswarehouse.com/xcart/product.php?productid=16133&cat=252&bestseller=Y this size mill
[06:29:27] <BlackMoon> No motors or amps
[06:29:37] <BlackMoon> havent bought anything, have no software..
[06:29:47] <BlackMoon> some manual machining experiance..
[06:29:52] <cradek> ok, between benchtop and knee mill size
[06:30:01] <BlackMoon> enough to know my speeds and feeds and such
[06:30:21] <cradek> does it have ballscrews or are you going to fit them?
[06:30:43] <BlackMoon> No ballscrews, Maybe fit them in later.
[06:31:09] <BlackMoon> I believe it does have split acme nuts on the X and Y
[06:31:29] <BlackMoon> but yea..
[06:31:57] <tom3p> hey CAD ~= USD again
[06:32:07] <BlackMoon> yep
[06:32:24] <BlackMoon> Intrestingly the IH mill this guy offers is cheaper then IH's :0
[06:32:29] <cradek> seems like you could run this machine with nema34 size steppers or servos
[06:32:53] <cradek> steppers+geckos are going to be cheaper, servos/encoders + pico or mesa hardware would be better
[06:33:02] <BlackMoon> cradek: how many oz-in would you be thinking?
[06:34:11] <BlackMoon> I mean I guess I should'nt cheap out, but I know theres limited returns after a point..
[06:34:15] <cradek> belt reduction or direct drive?
[06:34:53] <BlackMoon> well direct drive is like, 0.0005" per step right?
[06:35:16] <cradek> stepper motors are basically 200 steps/rev
[06:35:21] <BlackMoon> yea
[06:35:26] <cradek> so it depends what your screws are
[06:35:29] <BlackMoon> 10tpi atm.
[06:35:50] <elmo40> anyone have a preference on the manufacturer of their steppers? Or is it just the most inexpensive ones you can find ;)
[06:36:07] <BlackMoon> well except my Z, thats 6 TPI with a weird ass bevel gear in the way to turn it back to 0.1" per rev of the handle
[06:36:15] <elmo40> BlackMoon: mine are only 80 oz/in.
[06:36:25] <BlackMoon> elmo40: on what size mill?
[06:37:07] <BlackMoon> just manual milling iv managed to take some beefy cuts. especialy when I bust out the carbide corn cob of doom.
[06:37:21] <tom3p> lol
http://www.ihcnc.com/pages/cnckits lists no units of measure, only 'most powerful' and 'very powerful'
[06:37:37] <elmo40> http://img1.classistatic.com/cps/kj/100213/834r1/2855l04_20.jpeg
[06:37:47] <elmo40> tiny machine.
[06:37:51] <BlackMoon> yea, and only like $3000 more then what its worth.
[06:37:53] <cradek> BlackMoon: maybe you could get one of those pull-scales and measure the torque needed for your heavy cuts. then get steppers rated 3x that or so?
[06:38:16] <BlackMoon> pull scales? mmm
[06:38:23] <BlackMoon> 1' arm and all that shit
[06:38:29] <cradek> yeah there you go
[06:38:40] <cradek> and like the thing you weight fruit on at the grocery
[06:38:44] <BlackMoon> i'll probley want a bigger stepper more for the rapids and shit
[06:39:00] <BlackMoon> man I get sick and tired of going back for another pass manualy when its a 12"+ long workpeice
[06:39:13] <BlackMoon> I don't even have power feed man
[06:39:31] <cradek> yeah ideally you'd get ballscrews so you could cut both ways
[06:39:36] <BlackMoon> the only saving grace is its got a handle on both sides of the table so when one hand gets tired doing rapids the other can take ovre :P
[06:40:23] <elmo40> i tell ya. working on this tiny rig then going back to work is a WORLD of a difference :P
[06:40:42] <elmo40> i dont even know the speed of it, but at work the rapid is over 1200 IPM
[06:40:43] <BlackMoon> 12Z Manual Mill Price: $2,399.00
[06:40:43] <BlackMoon> Machine tool warehouse: $2,099.00cnd :)
[06:41:04] <BlackMoon> 1200ipm? thats gotta be a typo
[06:41:10] <elmo40> nope
[06:41:18] <BlackMoon> 1200IPM is like a gantry mill crossing the room at 30mph
[06:41:19] <elmo40> Mazak Horizontals.
[06:41:42] <elmo40> they used to scare the shit out of me at 100% rapid!
[06:41:52] <elmo40> now i am used to it... wanting to make it faster, actually
[06:42:14] <elmo40> we do rough cuts at 18k PRM and ~550 IPM !
[06:42:20] <elmo40> *RPM
[06:42:22] <BlackMoon> haha'
[06:42:26] <BlackMoon> in what material?
[06:42:39] <elmo40> mainly Al
[06:42:43] <BlackMoon> ah
[06:42:53] <BlackMoon> yea high speed Al machining is nifty.
[06:43:02] <BlackMoon> unless your in the path of the chips
[06:43:18] <BlackMoon> you don't notice it cause they don't turn black like steel, but they are HOT
[06:43:23] <elmo40> not much different for steels! maybe 25% less in speed and feed, along with a shallower cut.
[06:43:37] <BlackMoon> really? must be running the high end inserts.
[06:43:48] <elmo40> horizontal, no chip path. all enclosed ;)
[06:43:53] <BlackMoon> some of those inserts are insane.
[06:43:57] <elmo40> inserts? no way. carbides.
[06:44:22] <elmo40> inserts for face mills and some 2" cutters, but all other tools are stricly carbides.
[06:44:27] <elmo40> Iscar all the way!
[06:44:29] <BlackMoon> ah.
[06:44:48] <BlackMoon> solid carbide you mean
[06:44:59] <elmo40> yes.
[06:45:23] <BlackMoon> someone sent me some awsome carbide bars a little while back
[06:45:38] <BlackMoon> like 1~2" by 1/4~1/2"
[06:45:55] <BlackMoon> too bad I still havent gotten around to making anything to grind them into lathe tools.
[06:46:00] <BlackMoon> or flycutter bits
[06:46:13] <BlackMoon> all C1 microcarbide
[06:46:29] <BlackMoon> probley part of a large bucket of carbide bits that fell off a truck somewhere, hah.
[06:46:58] <BlackMoon> or some industral auction anyway
[06:47:28] <elmo40> check out the specs!
http://www.techspex.com/techspex/milling_centers/model?milling_id=4865
[06:47:42] <elmo40> nothing like 50Hp at the spindle :)
[06:47:46] <BlackMoon> lol at asking me to sign up
[06:48:16] <BlackMoon> eh work is work, I perfer the basement
[06:48:52] <BlackMoon> one day I wanna start producing prototypes
[06:49:22] <BlackMoon> Not my own per say. More other peoples. theres allways another guy who thinks hes got the best invention since sliced bread.
[06:49:32] <BlackMoon> and happens to have a bit too much money for his own good.
[06:50:49] <elmo40> you couldnt see the link>
[06:50:50] <elmo40> ?
[06:50:54] <BlackMoon> nope
[06:50:59] <BlackMoon> it asked me to register/sign up
[06:51:09] <elmo40> oh
[06:51:09] <elmo40> odd
[06:51:35] <BlackMoon> so what was that mesa thing you mentioned?
[06:51:42] <elmo40> try this:
http://qurl.org/uw0
[06:52:07] <BlackMoon> that worked
[06:52:19] <elmo40> see the specs?
[06:52:33] <BlackMoon> horzontal weird
[06:52:34] <elmo40> cutting at over 2000 IPM
[06:52:49] <BlackMoon> no overarm support?
[06:52:53] <elmo40> i think it is only 1900, though
[06:52:58] <elmo40> what is overarm?
[06:53:15] <BlackMoon> lol at 2600ipm with 30x30x30" travel
[06:53:35] <BlackMoon> http://www.millerindsupply.com/russ%20photos/horizontal%20hand%20mill.JPG
[06:53:52] <BlackMoon> for supporting the other side of a big arbor cutter setup
[06:54:01] <BlackMoon> http://www.sperdvac.org/Horizontal%20Mill/mill_gang_milling.jpg better picture
[06:54:20] <BlackMoon> thats like, uber horizontal machining
[06:54:28] <BlackMoon> lets profile the part in one pass machining :)
[06:55:15] <BlackMoon> I believe its actualy that rigid too due to the fact the cutter is supported at both ends and has a GIANT shank diamiter
[06:55:39] <BlackMoon> like 1"+ of solid steel supported at both ends
[06:56:02] <elmo40> gang milling... bah, what for?
[06:56:08] <elmo40> different kind of machine, that is
[06:56:16] <BlackMoon> yea, you probley have ATC?
[06:56:27] <elmo40> that is horizontal in a sense that the table is parallel to the ground
[06:56:36] <elmo40> didnt you see the pics?
[06:56:50] <elmo40> 4-axis horizontal machine
[06:57:23] <BlackMoon> yea I guess like half that thing is the tool changer
[06:57:25] <BlackMoon> * BlackMoon shrugs
[06:57:28] <BlackMoon> only seen a few in person
[06:57:38] <BlackMoon> sold for stupidly low at some auction like 10~20k
[06:58:03] <BlackMoon> like you could rent the tool changer out as a small apartment.
[06:58:04] <elmo40> damn
[06:58:07] <elmo40> really?
[06:58:09] <BlackMoon> yea
[06:58:14] <BlackMoon> nobody wants machines that friggen big
[06:58:32] <BlackMoon> anything above a few tons you can buy for scrap prices
[06:58:33] <tom3p> heres an ih mill to servo conversion
http://www.thewarfields.com/cnccookbook/CCMillCNCServos.html
[06:58:34] <elmo40> and no, half is not the tool changer, half is the Z/Y-axis Casting ;)
[07:00:51] <BlackMoon> 'It's worth noting that the standard IH CNC kit comes with 410 oz in on the X/Y axes and 648 on the Z--that mill head is heavy! ' weird I thought the IH CNC came with servos heh.
[07:02:01] <elmo40> BlackMoon: the motors on mine are this one:
http://www.piclist.org/techref/ecomprice.asp?p=416042
[07:02:04] <elmo40> tiny things
[07:02:23] <BlackMoon> on what size mill do you have?
[07:02:30] <elmo40> i am now looking for larger motors, the a larger board, then design the machine around those specs.
[07:02:50] <BlackMoon> heh built in encoder? do you bother using the encoder for fault detection?
[07:02:51] <elmo40> http://img1.classistatic.com/cps/kj/100213/834r1/2855l04_20.jpeg
[07:02:55] <elmo40> you asked already
[07:02:58] <elmo40> i linked already
[07:03:02] <BlackMoon> ah, missed it
[07:03:03] <elmo40> no memory today? ;)
[07:03:16] <BlackMoon> one of those pipe mills eh.
[07:03:20] <elmo40> ya :P
[07:03:26] <elmo40> cheap and simple
[07:03:31] <BlackMoon> just don't smoke from it.
[07:03:38] <elmo40> full of concrete!
[07:04:28] <BlackMoon> iv seen.. much worse
[07:05:06] <elmo40> so have i
[07:05:17] <elmo40> now then, next rig... unipolar or bipolar?
[07:05:20] <elmo40> any suggestions?
[07:07:22] <BlackMoon> ... why would that really matter?
[07:07:29] <elmo40> many reasons.
[07:07:35] <elmo40> control boards may be one or the other
[07:07:40] <elmo40> amperage is different
[07:07:54] <elmo40> torque is different
[07:08:19] <elmo40> max speed is different
[07:08:23] <elmo40> it is a tradeoff.
[07:08:30] <elmo40> i think i will go for max speed.
[07:08:41] <elmo40> and to get torque, just buy a larger unit :P
[07:09:28] <BlackMoon> I can't really see running unipolar unless your controller can't do bipolar
[07:09:43] <BlackMoon> I can't see any advantage to only using half the coil at a time *shrugs*
[07:10:01] <BlackMoon> you can allways hook a unipolar motor to a bipolar driver too.
[07:10:49] <BlackMoon> use a proper chopper driver to control the current reguardless of inductance for best torque over RPM range..
[07:12:08] <BlackMoon> so whats this mesa control systems stuff?
[07:12:15] <BlackMoon> like whats that gonna cost for 3 axis?
[07:12:18] <elmo40> brand new Nema34 434 oz/in motors are around $150.
[07:12:30] <elmo40> i dont know mesa controls.
[07:13:13] <BlackMoon> and how about servos?
[07:13:23] <BlackMoon> are there any down sides to servos?
[07:13:31] <BlackMoon> besides cost..
[07:15:59] <elmo40> dont know
[07:16:22] <elmo40> i dont know if building my own mini-hozirontal will even be worth the expense.
[07:16:25] <elmo40> but fun ;)
[07:18:03] <BlackMoon> http://pico-systems.com/oscrc4/catalog/index.php?cPath=8
[07:18:11] <BlackMoon> its like, wtf one of these do I need.
[07:22:19] <BlackMoon> is that even the right pico servo drivers?
[07:22:39] <BlackMoon> I mean they got some analog servo control and then pwm servo systems. *shrugs*
[07:27:50] <clytle374> I looked at one of the servos on that site and seemed to lots of missing info.
[07:29:18] <clytle374> Could someone point me to something that explains brushless DC servos. I understand steppers, DC and AC servos, but what is a brushless DC servo?
[07:37:39] <BlackMoon> yea its like.. how many of what do I need to do.. what.
[07:47:23] <clytle374> Kinda hard to get your head around it all at first.
[07:55:27] <Jymmm> Dr. W.G. Watson is 100 years old, making him the oldest known actively practicing physician in the U.S.
http://www.cnn.com/video/#/video/health/2010/02/25/natpkg.100.year.old.doctor.cnn?hpt=Sbin
[07:57:57] <elmo40> http://openservo.com/
[08:11:48] <BlackMoon> uh, thats for position servos
[08:11:55] <BlackMoon> like you see on robots and RC aircraft
[12:34:15] <robotito> BlackMoon, used pico-systems cards?
[12:34:37] <robotito> boards
[15:41:26] <Dave911> clytle374: Brushless DC's are actually easy to explain. You know how a brush DC servo motor works - Magnets on the outside, a revolving armature with a commutator ....
[15:41:28] <Dave911> Now turn the motor inside out. Put the magnets on the rotor, put the coils on the outside and switch the coils on and off to make the rotor spin - basically commutate the coils based on the rotor position.
[15:41:29] <Dave911> That is a a DC Brushless Servo motor. That is it. Pretty easy to explain isn't it! :-)
[15:44:05] <skunkworks> now explain what the difference between brushless dc and ac servos...
[15:44:29] <skunkworks> (still fuzzy on that - seems to be pretty much the same - except how they are driven)
[15:44:50] <skunkworks> trapizoidal vs sinusoidal.
[15:47:43] <john_f_> Sinusoidal lets the magnetic vector be positioned exactly where it needs to be
[15:48:35] <john_f_> by controlling the current in each of the winding phases
[15:49:06] <john_f_> rather than simply switching a phase on or off
[15:49:42] <john_f_> resulting in much less torque ripple
[15:52:07] <skunkworks> thanks!
[15:52:08] <tom3p> is brushless dc with low pole count steppy? is ac with low bit count dac steppy?
[15:52:34] <archivist> does ac slip like an induction motor
[15:53:03] <john_f_> brushless are synchronus motors - no slip
[15:53:17] <pcw_home> Brushless DC with sine drive is not steppy
[15:53:42] <skunkworks> I have some brushless dc and you can audibly hear the comutation with the amc drives I have... I cannot feel it though. JonE says in a cnc application - unless you know what you are looking for - it is very hard to see the commutaion steps after the system is tuned well.
[15:53:53] <john_f_> bbl
[15:54:47] <pcw_home> Think of brushless as a 3 phase 4 pole (usually) step motor
[16:00:38] <tom3p> on the control side, when you go so slow as to have a few LDU per minute (least detectable units of feedback) the steppy-ness is due to the controller. i need extreme low speed and couldnt figger this out for long time thinking my drives were cogging. my solution was to up the feedback rez per motor rev and rez per unit travel rev, usually this meant giving up top speed.
[16:21:49] <pcw_home> Some of the latest encoders have ~100K to more than a million of counts per rev
[16:21:51] <pcw_home> (some using the Avago analog output encoder modules and interpolating)
[16:23:33] <tom3p> yes, last app i used 1/4 um (yaskawa) and top speed was 4m/min, best so far
[16:23:57] <tom3p> slow by milling standards but ok for me
[16:25:01] <pcw_home> A linear motor system with the Resolute encoder would be impressive
[16:25:46] <tom3p> i think the yaksawa is actualy a resolver inside, as the division allowed is pretty high ( like just adc limited )
[16:26:44] <pcw_home> Well a resolver or analog output encoder are really the same thing (just one is AC exited, the other DC)
[16:26:49] <tom3p> woohoo "Resolute is capable of 27-bit resolution at 36,000 revolutions per minute."
[16:27:26] <pcw_home> Dont think it gets any better
[16:27:47] <tom3p> ? the heidenhain 11uA encoders are sinus out
[16:28:39] <tom3p> i just didnt understand the 'one is ac excited ( must be resolver) 'the other dc ( got lost there)
[16:29:12] <tom3p> anyway, either are out of my pocketbook range ;)
[16:31:36] <tom3p> i thought about having axis Z1 and Z2, both same physical joint, but 2 drives, one for fine speed, one of positioning. just to get good process but not move like a slug to next position.
[16:31:39] <pcw_home> Both sin/cos encoders (like the Heidenhain or Avago modules) and resolvers output sine and cosine quadrature
[16:31:41] <pcw_home> resolvers are AC exited (the rotor drive) so the outputs are AC voltages with sin/cos amplitudes,
[16:32:19] <elmo40> anyone use touchscreen (Touchy)? I was thinking of picking this up
http://qurl.org/vw0
[16:32:42] <pcw_home> I guess some systems use piezoelectric for fine motion
[16:32:48] <clytle374> pcw_home, I removed smp and still can't load the firmware. Building 32 bit now. Was up all night with the cow in labor.
[16:34:19] <pcw_home> did it go OK with the cow?
[16:34:24] <tom3p> i thought it had calved already, hope all is well
[16:35:59] <elmo40> ooohhh, i like this one MUCH better!
http://qurl.org/ww0
[16:36:03] <elmo40> anyone use Touchy?
[16:36:19] <pcw_home> People have already used HostMot2 with SMP, but 64 bit is probably a first
[16:36:19] <clytle374> She has been acting like she's close for a week. She calved last night. We had to pull it, was a little sketchy for a bit.
[16:36:22] <clytle374> http://imgur.com/SPFCW.jpg
[16:36:49] <cradek> elmo40: sure
[16:37:04] <cradek> clytle374: congrats! it's a relief when they're done isn't it.
[16:37:31] <elmo40> cradek: i cant find any screenshots. what does it look like?
[16:37:48] <clytle374> cradek, she laid down and gave up. Calf was too big.
[16:38:08] <clytle374> smp is way more important anyway. I saved the install if I can help with debugging it.
[16:38:11] <cradek> clytle374: eek, glad you were there to help
[16:38:31] <cradek> elmo40: run it and see
[16:38:47] <Roguish> morning all. is the home website down? or just really pokey this morning?
[16:39:07] <clytle374> cradek, She's a family milk cow, so basically a loved pet.
[16:39:36] <cradek> Roguish: not responding for me either
[16:39:51] <pcw_home> Boy or girl?
[16:40:31] <cradek> elmo40: here is a post skunkworks made:
http://www.cnczone.com/forums/showthread.php?p=681712
[16:40:43] <elmo40> seems like the internet is going down! Many sites i have tried and they are not there. ex: moc.daper.net
[16:40:59] <cradek> elmo40: a few things are different by now, but you can still see how it works
[16:41:34] <elmo40> cradek: what is A wheel/mpg
[16:42:04] <cradek> jogwheel - an encoder you turn by hand, with a knob marked 0-100
[16:47:15] <ChanServ> [#emc] "This is the #emc channel - talk related to the Enhanced Machine Controller and general machining. Website:
http://www.linuxcnc.org/, wiki at
http://wiki.linuxcnc.org/"
[16:52:35] <elmo40> found one.
http://www.griffintechnology.com/products/powermate
[16:54:26] <cradek> no, that's the wrong thing
[16:55:03] <ChanServ> [#emc] "This is the #emc channel - talk related to the Enhanced Machine Controller and general machining. Website:
http://www.linuxcnc.org/, wiki at
http://wiki.linuxcnc.org/"
[17:11:24] <elmo40> speaking of calving... my cat is having her kittens on the kitchen floor. :)
[17:14:55] <elmo40> cradek: how about this home made deely?
http://www.instructables.com/id/Computer_scroll_wheel_bearings_version/
[17:15:09] <elmo40> can make it scroll / jog on the axis you want
[17:16:10] <cradek> elmo40:
http://www.cnc4pc.com/Store/osc/product_info.php?cPath=40&products_id=163
[17:16:39] <cradek> or you can find one on any old mill or lathe made in the last 20-30 years
[17:17:27] <elmo40> didnt know what mpg meant, manual pulse generator.
[17:18:17] <cradek> there are oodles on ebay:
http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&item=140357463135
[18:09:46] <elmo40> those things can be expensive
[18:09:56] <elmo40> i wonder why some are $60 and others are $350
[18:22:51] <pcw_home> ygwypf?
[18:24:44] <skunkworks> ymmv?
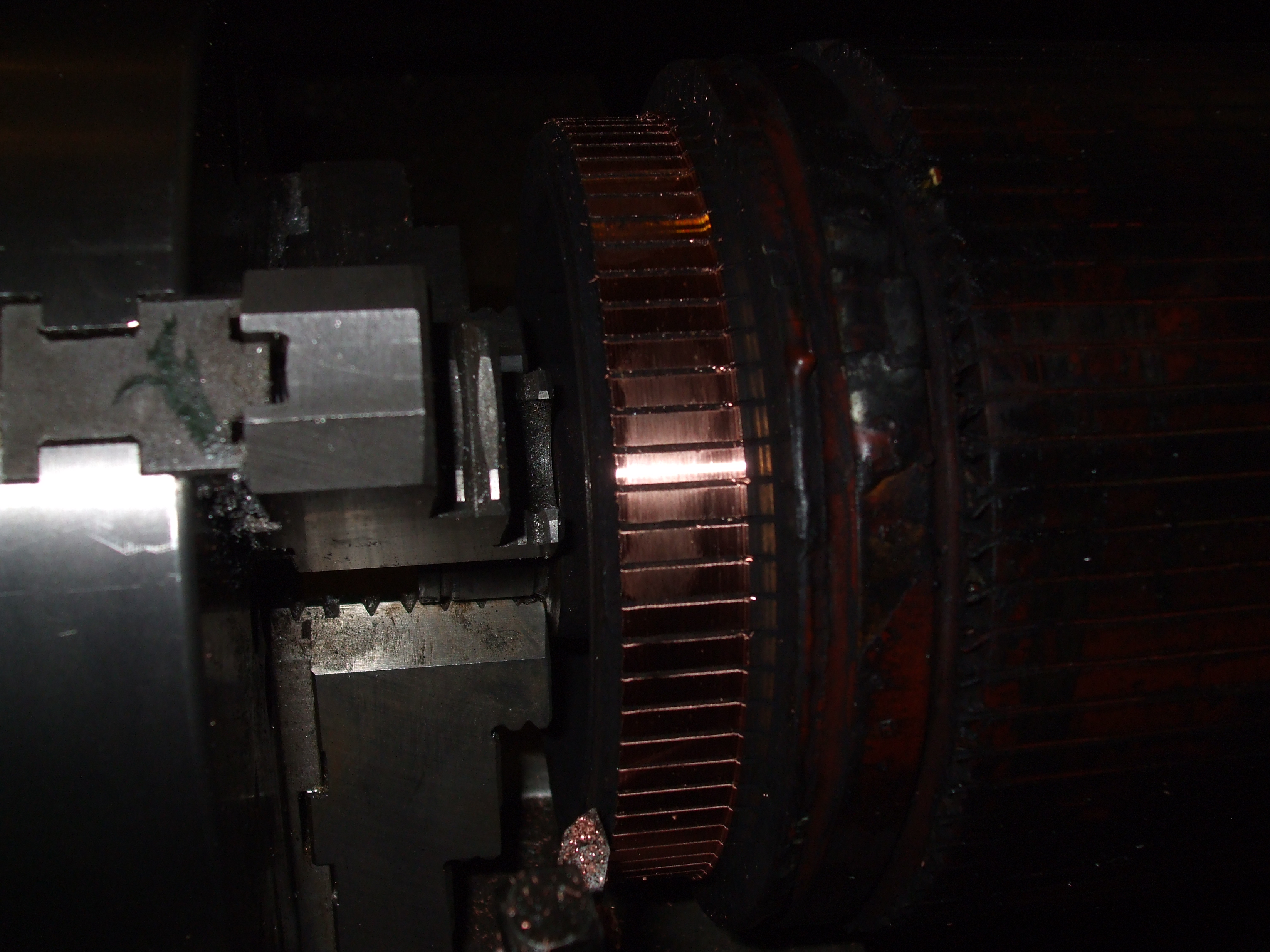
[18:26:05] <skunkworks> pcw_home: turned the commutators and cleaned out the carbon - no more continuity to the case. :)
http://www.electronicsam.com/images/KandT/conversion/servo/commutator.JPG
[18:26:20] <skunkworks> it was bad...
[18:26:32] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/servo/brushholder.JPG
[18:30:26] <Nick001> will emc2 directly control thru parport/optocoupler the ssr's on a hardinge CHNC?
[18:51:44] <tom3p> yeh a slight bevel between the flats is good, use a riffler file before reassembly. less wear on brushes of you break the corners a hair
[18:53:05] <skunkworks> we also used a bit of hacksaw to clear the plastic between the commutators.
[18:53:51] <skunkworks> hands are still sore - there are a ton of slots ;)
[18:54:32] <tom3p> i know tro use the hacksaw to clear the shorts netween commutators but am puzzled with clear the plastic, you want them insulated.. yeh its tedious, use to do starter motors
[18:58:13] <jmkasunich> you want the plastic just a bit below the surface of the copper
[18:58:32] <skunkworks> from what I have read - you don't want the pastic (somtimes it is mica) just lower than the commutators
[18:58:44] <skunkworks> * you want it just lower
[18:58:54] <skunkworks> right
[18:58:56] <tom3p> ah, true
[18:59:26] <skunkworks> jmkasunich: how is it going?
[18:59:31] <tom3p> if at level, the copper & graphite dust bridges eady
[18:59:38] <tom3p> easy
[19:03:25] <pcw_home> skunkworks: Thats an amazing amount of crud
[19:04:08] <skunkworks> pcw_home: it was the worst of the 3
[19:05:12] <skunkworks> I don't think they ever did any maintenece on that one. Must have been in a bad place. these are the brushes that came out of it. (other than the center one..)
http://www.electronicsam.com/images/KandT/conversion/servo/brushes.JPG
[19:05:42] <skunkworks> they where all stuck in goo also. (not making conntact with the commutator)
[19:07:02] <pcw_home> Glued together with coolant? Ive seen a lot of carbon dust but nothing like that
[19:07:17] <skunkworks> must have been...
[19:08:38] <pcw_home> With new brushes and turned + undercut commutator should run like new...
[19:09:12] <pcw_home> + keeping coolant out
[19:09:17] <skunkworks> we hope. :)
[19:10:15] <tom3p> i bet you can break the corners on the brushes too, never tried that
[19:10:22] <skunkworks> that is what we do..
[19:10:31] <skunkworks> help then seat
[19:11:16] <skunkworks> I am excited - maybe in a few more weeks - it will start moving.
[19:12:19] <skunkworks> we have a lot of i/o to figure out.
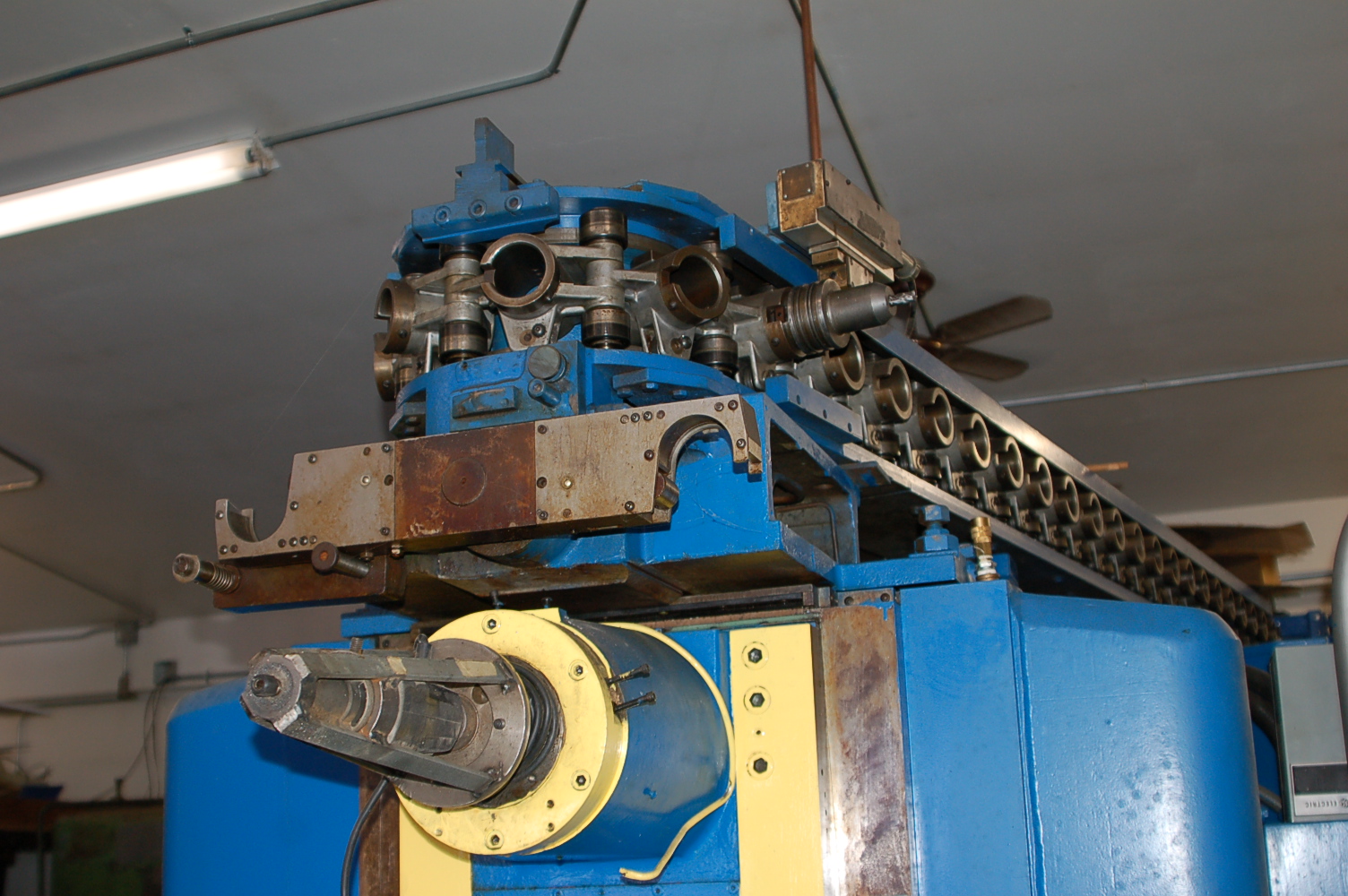
[19:13:41] <pcw_home> Is there a tool changer?
[19:14:28] <skunkworks> yes
[19:14:46] <pcw_home> Electric motor driven?
[19:15:18] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/toolchangerspindle.JPG
[19:15:28] <skunkworks> no - some of the hydraulics we need to keep.
[19:16:35] <pcw_home> I wonder if you have the only one of these (almost) running
[19:17:07] <skunkworks> I have never run across any - I don't know how many where made
[19:17:33] <skunkworks> hell of a machine. the tools where mechanically barcoded ;)
[19:17:41] <skunkworks> (with rings.)
[19:19:24] <tom3p> how were they read?
[19:19:36] <pcw_home> looks like 40+ tools
[19:20:47] <skunkworks> 60
[19:21:14] <alex_joni> lots of contacts pressing on the rings?
[19:21:21] <tom3p> like the mazak, i took the cover off and saw all the holes and the proxes and went wow, its a 40" diameter encoder
[19:21:26] <skunkworks> a knife switch setup. iirc - there are 12 rings
[19:21:58] <tom3p> cool knfie swx, frankencoder
[19:23:56] <pcw_home> Interesting did it find tools entirely by their code?
[19:30:30] <skunkworks> yes - you would program a T-whatever before it was needed - the tool change would spin until that tool was read and then position it above the spindle
[19:31:42] <skunkworks> *chain
[19:37:05] <pcw_home> Wow mechanical CAM
[19:37:07] <pcw_home> (Content Addressable Memory)
[19:41:27] <skunkworks> heh
[21:19:04] <alex_joni> whee
http://www.youtube.com/watch?v=Hnwzv0GNTc8
[21:24:44] <tom3p> nice, 6dof to cart
[21:26:21] <tom3p> is that a dir robot or commercial built?
[21:26:25] <tom3p> diy
[21:28:12] <tom3p> from his other vids i spose its homebrew
[21:49:26] <skunkworks> neat!
[21:49:31] <skunkworks> someday... ;)
[21:49:51] <skunkworks> but I am making progress on other projects..
[21:50:02] <skunkworks> so LAY OFF! ;_
[21:50:04] <skunkworks> ;)
[22:00:38] <BlackMoon> hahaha. (Talking about building things for the house) my friend: 'I believe design is an evolutionary process' me: '... Well, I believe in intelligent design'
[22:01:50] <Beee> Beee is now known as beee
[22:15:07] <aa-danimal-shop> hi
[22:19:56] <skunkworks> good afternoon!
[22:28:17] <MattyMatt> http://img6.imageshack.us/img6/8894/p1010050vb.jpg
[22:29:35] <MattyMatt> just waiting for the oldham coupling for the X motor, and it's ready to go
[22:30:27] <MattyMatt> will a 4.77Mhz PC portable be enough for emc2? :) (j/k)
[22:31:38] <MattyMatt> it wouldn't surprise me if that's what the original emc was run on tho
[22:33:26] <SWPadnos> nope
[22:34:18] <SWPadnos> the original EMC was written in the 1990's (though the original project for the "Next Generation" G-code standard started much earlier)
[22:35:06] <SWPadnos> It might have worked on a '386 of some sort, but I don't know. It was written for VXWorks, running on a VMEBus system
[22:35:58] <MattyMatt> 486 was still quite posh in 1995, I remember
[22:36:08] <SWPadnos> plus a Delta Tau motion controller with a DSP, which did the actual motion control (one of the reasons why the motion controller, IO controller, and task cotnroller are separate)
[22:37:48] <MattyMatt> ah OK, I thought emc started much earlier than that3
[22:38:15] <skunkworks> I like the floors in that room.
[22:38:59] <MattyMatt> I wirewooled and oiled the floor 20 years ago. needs redoing
[22:39:30] <MattyMatt> the boards are original from 1879
[22:40:15] <MattyMatt> they've all shrunk, so I had to pad the cracks, or lose screws forever
[22:40:45] <skunkworks> heh
[22:43:35] <aa-danimal-shop> 1879? wow
[22:44:21] <aa-danimal-shop> i thought my machine was old, it was only built in 1978
[22:45:06] <MattyMatt> the floor, not the machine :)
[22:46:03] <MattyMatt> I am very inspired by late 19C engineering style tho.
[22:47:40] <MattyMatt> any castings for the mk2 will have leafy scrollwork in the corners
[22:47:58] <aa-danimal-shop> lol oh i guess i should read more thuroughly, i saw boards, and i thought boards for a control
[22:50:11] <MattyMatt> I have put several minutes of serious thought into a babbage style controller
[22:51:11] <MattyMatt> that was for the 100% self-replicating reprap tho
[22:52:29] <MattyMatt> there's an $80k prize for one, but the specs are too ambitious. a machine that would win the prize would be worth a Nobel and a chair on Honda's board
[22:58:00] <MattyMatt> I wonder if the workers in the car factory are worried about Asimo :)
[22:58:54] <aa-danimal-shop> ha!
[22:59:37] <aa-danimal-shop> probably
[23:00:54] <MattyMatt> 16.5 x 14.5 x 7.5 in, is how my machine turned out. I should shorten the Z to match, for stiffness I think
[23:01:30] <aa-danimal-shop> That sounds like very usable travel
[23:01:48] <aa-danimal-shop> i'm swapping the mobo in my mill right now
[23:02:06] <aa-danimal-shop> hoping it fixes some of my issues
[23:02:31] <skunkworks> what issues?
[23:03:36] <aa-danimal-shop> freezing
[23:03:50] <aa-danimal-shop> and the computer slows down alot
[23:04:09] <aa-danimal-shop> the jogging is pretty inconsistant
[23:04:13] <aa-danimal-shop> locks up
[23:04:30] <aa-danimal-shop> and z wasnt retracting when i was running long programs
[23:04:56] <skunkworks> oh - yeck
[23:05:05] <skunkworks> what was the motherboard?
[23:07:25] <elmo40> w00t! Canada 3, USA 2.
[23:08:24] <MattyMatt> ladies volleyball? that's the only olympic sport that interests me
[23:09:09] <aa-danimal-shop> lol
[23:09:40] <skunkworks> heh - was probably an exciting game if that is what you are into. overtime and all
[23:10:46] <MattyMatt> I enjoy the ladies world cup more the real one these days. they play a style of game much closer to how we played in school. all teamwork and lots of headers. pro soccer players are all fitness machines now
[23:11:16] <elmo40> anyone use these products?
http://www.cnc4pc.com/Store/osc/
[23:11:25] <MattyMatt> you never see the goalie leaning against the post having a ciggie
[23:13:07] <elmo40> ok, now this is what i am looking for.
http://qurl.org/zw0
[23:17:03] <MattyMatt> looks good, but it's really just a knob-in-a-box
[23:18:20] <MattyMatt> I'd bet it's no easier to set up in emc2 than a home made one
[23:20:08] <MattyMatt> using really nice parts, you could make it for 1/2 that price
[23:23:17] <MattyMatt> now if it had a DRO, it'd be good value
[23:24:44] <MattyMatt> that's my inexpert opinion :)
[23:29:32] <aa-danimal-shop> hmm this mobo i got doesnt boot
[23:29:57] <aa-danimal-shop> fans come on, it's got power
[23:30:10] <aa-danimal-shop> no display, and no beeps
[23:30:23] <aa-danimal-shop> took out all the ram 1 stick at a time, made no difference
[23:30:27] <MattyMatt> is the beeper onboard?
[23:30:37] <aa-danimal-shop> i dunno, i thought they all were
[23:30:46] <aa-danimal-shop> maybe not?
[23:31:03] <aa-danimal-shop> i guessi i can try and find a speaker
[23:31:03] <MattyMatt> old ones have a fly lead
[23:32:34] <aa-danimal-shop> hmm well i dont really have any speakers
[23:32:50] <aa-danimal-shop> i think the mobo is bad
[23:32:54] <aa-danimal-shop> i got the pc for free
[23:33:01] <aa-danimal-shop> probably nfg
[23:34:34] <aa-danimal-shop> :(
[23:34:56] <MattyMatt> can you see an onboard beeper?
[23:35:38] <MattyMatt> it'd be a shame to reject it because the bios is set wrong
[23:37:56] <aa-danimal-shop> no i cant
[23:38:01] <aa-danimal-shop> lemme look
[23:38:52] <MattyMatt> here's a thought. is a 10GB hdd big enough for emc2? if it is I can start installing tomorrow. I've got plenty of 10-20GB drives
[23:39:12] <Jymmm> yes
[23:39:17] <MattyMatt> sweet
[23:39:42] <aa-danimal-shop> MattyMatt: no beeper it looks like.
[23:39:42] <MattyMatt> I really don't want to buy any more pata drives
[23:39:44] <Jymmm> use a 20GB if you have it
[23:39:55] <aa-danimal-shop> i cleared cmos
[23:40:22] <LawrenceG> 4gb is lots for emc... it even fits on 2gb but may need some trimming
[23:40:24] <skunkworks> http://cnczone.com/forums/showthread.php?t=100421
[23:41:28] <Jymmm> * Jymmm blocks skunkworks access to cnczone
[23:41:30] <TD-Linux> I would like to implement external motion control sometime
[23:42:07] <TD-Linux> as in, make my own controller box and write the code for it
[23:46:55] <MattyMatt> I started thinking along those lines, with one cpu per motor, but the axes need to be all run together I think, especially when you've got feedback
[23:47:55] <elmo40> MattyMatt: ok, lets see you make one knob-in-a-box like that for less then $180.
[23:48:31] <MattyMatt> the quadrature encoders are around $15
[23:49:57] <MattyMatt> the e-stop switch maybe $20. the switches $5 each including knobs. a really nice shiny knob perhaps another $15
[23:50:00] <BlackMoon> whats this mesa boards stuff cost for a 3 axis rig?
[23:50:52] <BlackMoon> with a cool wall clip
[23:51:35] <MattyMatt> put a Nd magnet in it
[23:51:38] <BlackMoon> that things not a bad price for what it is, with the nice plastic case and clip
[23:51:58] <MattyMatt> yeah it's made for you
[23:52:06] <MattyMatt> time is money
[23:52:10] <BlackMoon> pertty much.
[23:52:13] <jt-plasma> BlackMoon steppers or servos
[23:52:24] <BlackMoon> if you value your time at under $20/hr and enjoy making it then sure make your own..
[23:52:34] <BlackMoon> jt-plasma: servos
[23:52:41] <BlackMoon> if I was gonna do steppers id probley go gecko
[23:53:29] <jt-plasma> 5i20 and 7i33 for servos and up to two 7i37's for I/O
[23:54:04] <jt-plasma> I run my plasma from a 5i20 and gecko 203v drives
[23:54:12] <BlackMoon> yea I was just wondering like a +-$100 estimate of what its gonna cost
[23:54:14] <jt-plasma> 450 IPM
[23:54:26] <BlackMoon> 450IPM, sexy
[23:55:01] <jt-plasma> http://mesanet.com/
[23:55:06] <BlackMoon> like, without ballscrews, whats a decent mesa servo system (+ servo costs) gonna run me?
[23:55:43] <Danimal-office> well my crappy windows desktop is putting down about 9400 for the servo thread latency and 15500 for the base thread.
[23:55:55] <Danimal-office> is it worth trying to get much better than that?
[23:56:46] <Danimal-office> that's just by unplugging the HDD from my mill's pc and hooking it up to this pc, not configuring or downloading any drivers
[23:56:49] <jt-plasma> I just converted my Hardinge Lathe from Siemens controls to Mesa for about $750 of hardware and $1M in computer agony
[23:57:05] <Danimal-office> jt, is it working well?
[23:57:08] <jt-plasma> counting a new computer mobo
[23:57:23] <BlackMoon> $750 nice
[23:57:30] <jt-plasma> I have a few things left to do like make it spin and move LOL
[23:57:42] <BlackMoon> you mention agony, how much agony?
[23:57:53] <jt-plasma> all computer issues
[23:58:07] <jt-plasma> ask Dan LOL
[23:58:08] <Danimal-office> did anyone see my question about my pc? not sure if it showed up since i wasnt identified
[23:58:21] <BlackMoon> jt-plasma: like your computers fault or mesas fault or?
[23:58:32] <Danimal-office> both lol
[23:58:44] <Danimal-office> all of the above
[23:58:47] <MattyMatt> my IDE cost me $4M to write, according to SLOCcount
[23:58:50] <jt-plasma> I just got back from drinking and shooting M1's and 44 magnums so I might have missed it
[23:59:00] <BlackMoon> these 'PCI Anything I/O -- 96 I/O bits - 1M gate Spartan 3 FPGA' does the thing come with a FPGA program for running servos or something?
[23:59:07] <jt-plasma> yea all the above
[23:59:12] <BlackMoon> MattyMatt: cheap at half the price.
[23:59:34] <jt-plasma> you just need the 5i20 for EMC
[23:59:53] <BlackMoon> well ok thats cheaper anyway
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}