Back
[00:19:44] <tom3p> yes thats bezier SVG but you gotta carve a path thru those points, lotsa points in between
[01:14:46] <erjos> hello guys
[01:14:52] <erjos> i wish to check a job cutting simulation and i dont have a third axis Z installed in my machine
[01:15:13] <erjos> did you know any trick to disable the third axis?
[01:15:32] <erjos> because i tried setting the home search and latch to 0 and it still searches for the z axis to be homed
[01:26:11] <tlab> anyone here use stepper motors with parallel port?
[01:27:30] <aa-danimal-shop> still having issues, huh
[01:27:58] <tlab> kinda, 28 ipm is kinda low
[01:28:09] <aa-danimal-shop> what kind of microstepping do you have?
[01:28:23] <tlab> I'm not sure what my bottleneck is or my issue is
[01:28:38] <tlab> well I was 16x, but I changed it to 4x and I can go faster
[01:29:20] <aa-danimal-shop> 4 times faster?
[01:29:36] <tlab> 16 microstepping and 4 microstepping
[01:29:57] <aa-danimal-shop> yea i know, how much faster is it now that you have it at 4x??
[01:30:13] <tlab> not really
[01:30:27] <tlab> maybe twice
[01:31:19] <aa-danimal-shop> hmm
[01:31:34] <aa-danimal-shop> whats your latency and step length?
[01:31:49] <tlab> latency is 10k I believe
[01:32:06] <aa-danimal-shop> how about step length?
[01:32:13] <tlab> 1000 I believe
[01:32:24] <aa-danimal-shop> thats not bad
[01:33:04] <tlab> sec I'll boot the machine and check
[01:33:36] <aa-danimal-shop> did you try to change the max velocity in ini?
[01:34:18] <tlab_> ya and that helped some I believe
[01:35:00] <clytle374> What resolution does 4x stepping give you?
[01:36:23] <tlab_> 0.00025
[01:37:21] <aa-danimal-shop> what's your base period?
[01:37:59] <tlab_> 17000ns
[01:38:29] <tlab_> ok now I'm getting 1.4in/s velocity
[01:38:53] <aa-danimal-shop> well thats not bad
[01:39:52] <tlab_> think 0.00025 is a good resolution?
[01:40:32] <clytle374> yes
[01:41:15] <tlab_> going from 16 microstepping down to 4 made a big difference
[01:42:00] <frysteev> i currently have my maching set at 16m and think going to 8
[01:43:18] <tlab_> it stalls at 1.4 velocity
[01:45:33] <aa-danimal-shop> try adjusting your acceleration
[01:45:54] <tlab_> lower or high?
[01:46:28] <aa-danimal-shop> lower
[01:46:38] <tlab_> like 2?
[01:46:44] <aa-danimal-shop> what are you at now?
[01:46:48] <tlab_> 5
[01:47:19] <aa-danimal-shop> are your steppers small?
[01:47:29] <aa-danimal-shop> for the machine?
[01:47:33] <tlab_> nema 23
[01:47:59] <aa-danimal-shop> wow
[01:48:03] <aa-danimal-shop> hmm
[01:48:15] <aa-danimal-shop> i dunno, i would think 5 is slow enough
[01:48:20] <aa-danimal-shop> but maybe try 4
[01:48:54] <tlab_> the place I got them stopped carrying them.. probably because they are poop
[01:49:01] <clytle374> How big is the machine? What kind of screws
[01:49:03] <clytle374> ?
[01:49:18] <tlab_> http://www.probotix.com/FireBall_v90_cnc_router_kit/
[01:50:39] <tlab> this is my stepper
http://dl.dropbox.com/u/3706935/HT23-200-6_specs.jpg
[01:53:18] <clytle374> What drives? And what is the drive voltage?
[01:53:26] <tlab_> 32V
[01:53:48] <tlab_> http://www.allegromicro.com/en/Products/Part_Numbers/3979/
[01:53:51] <tlab_> that's the driver
[01:53:57] <erjos> Hey guys, any idea for disabling the third (Z) axis?
[01:54:12] <tlab_> unplug it?
[01:54:42] <erjos> i mean disable in emc 2 as i have a 2 axis machine
[01:55:01] <erjos> and all the jobs require a Zaxis
[01:55:45] <tlab_> ?
[01:56:00] <tlab_> you want to disable the z axis, but require a z axis
[01:56:47] <erjos> i just want to make a cut simulation
[01:57:04] <erjos> and have only 2 axis in the machine
[01:57:16] <erjos> and emc is calling for a Zaxis
[01:57:45] <erjos> whe i try to run the job it says joint 2 following error
[01:57:56] <erjos> its a servo/encoder machine
[02:10:31] <erjos> any ideas?
[02:10:50] <erjos> one more info
[02:11:19] <cradek> if you don't have a Z axis, you need to either fake (loop back) Z, or take Z out of your gcode
[02:11:26] <erjos> the machine has the Z axis only on of (up/down) comanded by a airpressure valve
[02:11:26] <cradek> of course you get following error
[02:11:59] <erjos> how to loopback Z?
[02:13:24] <erjos> smth in hal?with net command encoder in to encoder out or what?
[02:13:42] <erjos> im not getting it clear
[02:13:42] <clytle374> tlab, seems like you should be able to move pretty quick. You might be limited by acceleration over these short distances.
[02:14:51] <cradek> erjos: sim configurations have position loopbacks for this reason - have a look at how they do it
[02:15:45] <clytle374> tlab, when you said .0025" resolution was that in 4X or 16x steps?
[02:16:00] <tlab_> .00025 at 4x
[02:16:25] <tlab_> Quarter Step 0.00025"
[02:16:39] <tlab_> Sixteenth Step 0.0000625"
[02:17:02] <tlab_> I'm wanting to route pcb boards
[02:17:23] <clytle374> tlab, you can't proove that .0000625 exists on that machine. stick with 4x
[02:17:56] <tlab_> ya
[02:18:28] <tlab_> I just moved it to 16x to see if it would move smoother because when it moves sometimes it sounds jerky
[02:18:45] <tlab_> when I jog it at a low speed it sounds like poop
[02:19:21] <clytle374> is everything free and smooth mechanically?
[02:20:01] <tlab_> I believe so, but I'll double check it
[02:20:24] <tlab_> is it normal for one axis to be able to travel quicker than the other?
[02:20:25] <erjos> thanx cradek,im searching but still nothing
[02:20:34] <clytle374> You might be getting cogging. I'm not real familiar with steppers. Honestly its been years
[02:20:39] <clytle374> tlab, YES
[02:21:08] <clytle374> tlab, depending on screws and machine setup. ie weight and screw pitch
[02:22:21] <tlab_> screw pitch is the same for x and y but weight is different
[02:22:23] <clytle374> tlab, even is the machine could do 100IPM, you are limited by the ability to get up to that speed. It takes time and distance to reach a set velocity
[02:22:46] <clytle374> tlab, then one can be set to acclerate faster than the other
[02:23:39] <tlab_> so since I'm doing small pcb boards, I'll have to stick with lower velocities?
[02:24:14] <clytle374> I can't say for sure that is what is limiting you, but it could be.
[02:24:50] <tlab_> should I try lower velocity and faster acc?
[02:33:42] <clytle374> tlab_, are you back?
[02:36:37] <tlab_> yea
[02:37:14] <tlab_> I tightened some bolts the other day and I think it may have put it in a little bit of a bind
[02:37:36] <tlab_> I'll have to pull the steppers and check
[02:38:26] <tlab_> I should be able to turn the screws with my fingers, but how easy should it be? like really smooth? or just be able to turn them?
[02:39:37] <clytle374> Not sure on those motors. might be a cogging present. but if there is binding, you'll get noise
[02:40:39] <clytle374> I'm not up on tuning steppers, but sounds like you have the acceleration to high.
[02:40:43] <frysteev> i have some binding on mine. i get a bit of a wobble at the same point in screw rotation
[02:42:22] <tlab> and I just have brass couplers
[02:45:58] <clytle374> tlab, how many IPM are you getting now?
[02:46:17] <tlab_> 48 in/min
[02:46:42] <clytle374> and it works okay?
[02:46:43] <tlab_> how low of an acc should I go?
[02:47:15] <clytle374> You have to find out 'how fast can high can you go'
[02:47:21] <tlab_> ya pretty much... I hear some unwanted noise every now and then
[02:47:31] <clytle374> Isn't there a procedure in the manual
[02:47:32] <clytle374> ?
[02:48:01] <tlab_> ya but I'll test it and then when it goes to run it will still stall sometimes
[02:48:29] <clytle374> stall. as in just stop?
[02:48:46] <tlab_> ya it stops, and I hear a grind
[02:50:15] <clytle374> That sounds mechanical. But what about your supply voltage, is it staying stable?
[02:50:31] <tlab_> I dunno I'd have to measure it
[02:51:10] <clytle374> Does it stall in cuts? Or when more than one axis is moving?
[02:51:31] <clytle374> What is the output amps of the supply?
[02:52:05] <tlab_> the ps will do 32V 10A
[02:52:46] <frysteev> but is it
[02:52:51] <tlab_> last time I checked a stepper motor pulled about 0.8A sitting and around 20mA running
[02:53:12] <frysteev> i ended up using a spare 20 amp supply from one of my ham radio rigs
[02:53:38] <clytle374> tlab, did you link me to the right motor?
[02:54:09] <clytle374> The sheet says 1.5A per phase.
[02:54:21] <tlab> ya
[02:54:48] <tlab> http://dl.dropbox.com/u/3706935/HT23-200-6_specs.jpg
[02:55:19] <tlab> it a unipolar hooked up as bipolar
[02:57:21] <clytle374> I'm confused, 20mA isn't enough to do anything.
[02:58:13] <tlab_> well the DC supply has a amp meter on it and that's what it said, but maybe it's off
[02:58:20] <frysteev> ya
[02:58:31] <clytle374> Is the 1.5A rating for uni or bi?
[02:58:34] <frysteev> probably calibrated for the max value
[02:58:39] <clytle374> Or both?
[02:59:45] <tlab_> I dunno
[02:59:55] <tlab_> all I have is that one stupid jpg
[03:00:42] <clytle374> I think the inductance is high enough to lower the power rating quickly as step per second increase.
[03:01:06] <clytle374> My math on the subject is rusty, and I don't want to look stupid
[03:02:13] <clytle374> But the chart says constant current driver at 24V
[03:06:01] <tlab_> well and that's in unipolar
[03:06:44] <tlab> plus I'm using bipolar series
[03:06:57] <tlab> which would be slower than bipolar parallel
[03:07:28] <tlab> I think this 6 wire motor is part of my issue, since the company stopped carrying it
[03:07:42] <clytle374> You can't get parallel on 6 wire.
[03:07:58] <tlab> I know, that's why it's in series
[03:08:08] <clytle374> you'd need 48 volts to get that chart in bipolar.
[03:08:31] <clytle374> can you up the current to the rate 1.5A?
[03:08:39] <tlab> my drivers max out at 35V
[03:09:39] <clytle374> isn't there a current setting on the drivers?
[03:10:20] <clytle374> even is the 4.5 ohm rating is for uni 32V into 9 ohms should get you to 1,5A
[03:10:28] <clytle374> *even if
[03:10:50] <tlab> I have a screw I can adjust the current limit
[03:11:03] <tlab> they aren't constant current I believe
[03:11:15] <clytle374> Yes.
[03:11:37] <tlab> ?
[03:12:35] <clytle374> That is how I understand it.
[03:12:59] <tlab> so I should turn it up?
[03:13:07] <clytle374> Is there another adjustment for decay?
[03:13:23] <tlab> they are set by some resistors I believe
[03:13:51] <clytle374> Let me get the datasheet,
[03:14:32] <tlab> it should be setup for mixed decay mode
[03:14:45] <tlab> http://www.allegromicro.com/en/Products/Part_Numbers/3979/3979.pdf
[03:15:28] <clytle374> slow connection
[03:19:37] <clytle374> did you build the board? Or is the the chip on the board?
[03:20:54] <tlab> I designed the pcb
[03:23:37] <clytle374> is it the schematic on page 3?
[03:23:52] <clytle374> BRB, I've got to check on an expecting cow.
[03:29:24] <tlab> np I think I'm really tapped out with what I have
[03:30:26] <tlab> this guy has the same machine and he's getting about the same speeds... with a little different drivers
[03:30:30] <tlab> http://www.britishideas.com/category/cnc/
[03:32:37] <clytle374> ITRIPmax = VREF/8RS is the formula
[03:34:06] <tlab> hmm maybe it's my wiring is to small
[03:35:11] <clytle374> The wire wouldn't drop with rpm.
[03:36:24] <clytle374> shouldn't drop
[03:38:19] <clytle374> I would be looking into measuring the actual current to the motors.
[03:41:36] <tlab> http://www.britishideas.com/category/cnc/ this guy was getting 10 ipm
[03:45:42] <clytle374> later he posted 30IPM. But if the 10 works for you.
[03:47:17] <clytle374> tlab, when you said .8A did you mean for each drive? Or total?
[03:47:26] <tlab> each drive
[03:48:06] <tlab> that was no load too, I forgot
[03:48:13] <tlab> that's when they were not on the machine
[03:49:32] <clytle374> IIRC it should remain constant regardless of load or rpm. unless your drivers have the ability to idle, then less amps standing still.
[03:51:28] <tlab> well they pull more current sitting still since they are brake mode
[04:00:40] <clytle374> are you sure? It takes more energy to move than hold still.
[04:01:15] <tlab> not with a stepper motor
[04:03:01] <tlab> The motor has full torque at standstill
[04:03:01] <tlab> (if the windings are energized).. which they are
[04:04:44] <clytle374> I understand the torque at stand still. But to move requires holding torque+the torque to move. Does it not?
[04:05:29] <tlab> in a servo I think it does
[04:06:10] <tlab> I dunno.. I'll have to check the current
[04:06:21] <tlab> something for me to do tomorrow
[04:07:06] <clytle374> Servos aren't blind, they use only what is needed. In theory anyway.
[04:10:20] <pcw_home> Chopper step motor drives behave a little like servos because the supply current will go up when
[04:10:22] <pcw_home> they are moving (even if the motor current drops somewhat) supply current <> motor current
[04:11:17] <tlab> http://en.wikipedia.org/wiki/Stepper_motor#Stepper_motor_drive_circuits
[04:11:37] <tlab> I'm pretty sure I have L/R drive circuits
[04:11:51] <clytle374> Isn't the function of current control to keep the power up while fighting the inductance of the windings? That was my understanding
[04:12:39] <pcw_home> Most try to keep the current constant while fighting inductance and BEMF
[04:17:17] <clytle374> pcw_home, thanks. I was hoping i didn't forget that much. I've been in a 2 week electronic,programming, and CNC refresher boot camp. Loosing my mind.
[04:18:49] <pcw_home> When a chopper drive motor is idle, the drive only needs to generate Rmotor*Imotor volts (its like a switching PS)
[04:18:51] <pcw_home> In this case you have a large stepdown ratio, so you may have .5A of supply current at 50V generating 4A at 5V in the step motor winding
[04:18:52] <pcw_home> For LR drives (unipolar?) the power supply needs to supply all the current at idle (to heat the resistors!)
[04:25:05] <clytle374> The power consumed by the stepper should be constant, correct?
[04:25:35] <clytle374> *Almost constant
[04:27:26] <pcw_home> Yes, except it goes down at high speeds since the current regulation fails
[04:27:27] <pcw_home>
[04:28:14] <clytle374> That's what I thought.
[04:29:24] <pcw_home> So with a chopper drive the power input will go up with speed and load just like a servo
[04:29:25] <pcw_home> ( the extra power generating mechanical work)
[04:30:40] <pcw_home> the overall efficiency is much lower than a servo however
[04:31:24] <clytle374> Chopper drives are kinda new to me. ie I couldn't afford them last time I was looking.
[04:31:38] <clytle374> I'm using servos on my design.
[04:33:50] <pcw_home> There are some really good and cheap chopper drives now...
[04:33:52] <pcw_home> Other than tuning, servos are much nicer for larger machines
[04:35:09] <clytle374> This is a test machine, just a bench top. Managed to get the servos and drives cheap, and the rest easily crosses over to larger machines.
[04:36:00] <clytle374> Might have a Mazak slant to do once I can 'proof of concept'.
[04:36:59] <pcw_home> Whats a Mazak slant like? Is it a lathe?
[04:37:58] <clytle374> yeah, slant bed lathe. Not worth fixing the control.
[04:38:09] <clytle374> good screws and ways, just no brains
[04:38:52] <pcw_home> sounds like an ideal EMC subject
[04:39:04] <tlab> mazak can be pretty zippy too
[04:39:17] <clytle374> It is a very nice machine.
[04:39:52] <clytle374> I tried to convince the owner it would be best if I just got it out of his way, but no luck
[04:41:26] <clytle374> That;s why I'm so determined to get the 7I48 card working, need lots of IOs
[04:41:34] <pcw_home> sentimental maybe, did they get quotes on fixing the old control?
[04:42:48] <clytle374> They tried 4 times and it never worked, or worked long. Then they wanted $4K to ship the card to Japan, so they could try.
[04:44:10] <pcw_home> I got the 7I48 working well enough that I turned following error up high in the hm2-servo config,
[04:44:12] <pcw_home> and was able to "dial a voltage" with the encoders, and also checked all 6 encoder inputs
[04:44:38] <pcw_home> how old is the Mazak?
[04:45:17] <clytle374> Not sure how old it is. Was going to go back and look, but forgot.
[04:46:46] <clytle374> I've got hostmot2-firmware/ PIN_SV12IM_2X7I48_72 but after make nothing like 2X7I48 in the 5i20/
[04:49:00] <pcw_home> I know nothing of jeplers build script :-( Other than I really really like the idea
[04:49:02] <pcw_home> that it can build all the bitfiles and I dont have to be a mouse slave...
[04:50:55] <geo01005_home> geo01005_home is now known as geo01005
[04:51:02] <pcw_home> in the interim I can just send you a bitfile (I have the one I checked with on my emc testbed)
[04:51:36] <clytle374> I think I got it. somthing like ./build.py i20 XXXXX
[04:53:31] <pcw_home> You should be able to tell from the dmesg if you enable the debug option so it prints the pinout
[04:53:33] <pcw_home> Dont know if you have the latest source with the enables routed to I/O 0 and 23 (instead of GPIO)
[04:54:46] <pcw_home> I did that so the example hm2-servo HAL file would work without changes (other than PWM mode changed to 2))
[04:55:07] <clytle374> he was on today and pushed some stuff for it, does he have the most recent? I'll change the PWM mode
[04:55:31] <clytle374> Had good results with the computer build today.
http://imgur.com/ue2ay Under $200 and I can replicate it easily.
[04:57:32] <clytle374> <jepler> anyway, I just pushed some accumulated hostmot2-firmware changes to git.linuxcnc.org including the fix to the .pin file generator and the corrected PIN_*7I48*
[04:57:53] <clytle374> +++Quoted from earlier+++
[04:58:41] <pcw_home> OK that the latest (well other than my newer non-7I48 related changes)
[04:58:43] <pcw_home> Thats quite decent latency, what hardware?
[04:59:25] <clytle374> atom 330 1.6Ghz 1g ram
[04:59:58] <clytle374> It held those while building the firmware too.
[05:00:06] <clytle374> Kernel is stripped.
[05:00:21] <pcw_home> Is that the intel D945mumble? I have one of those
[05:01:02] <tlab> night guys I'm going to bed
[05:01:11] <pcw_home> g'nite
[05:01:49] <clytle374> take care
[05:02:36] <clytle374> mumble?
http://www.newegg.com/Product/Product.aspx?Item=N82E16813121359&Tpk=ntel%20D945GCLF2%20mini-ITX
[05:03:30] <pcw_home> Yep, thats the one
[05:03:57] <clytle374> It doesn't really like compiling stuff, but it is quick.
[05:04:14] <clytle374> Might be a bit low on ram, swapped out a bit.
[05:05:01] <pcw_home> Is that with a SMP kernel?
[05:05:23] <clytle374> SMP 64 bit
[05:05:45] <pcw_home> neat
[05:06:23] <clytle374> want the config file?
[05:07:09] <pcw_home> I dont think I'd have time to fuss with it anytime soon
[05:09:23] <pcw_home> Maybe you could post it on the wiki
[05:10:06] <clytle374> I'll do that. I'm going to try and help with the docs as soon as I figure out what I'm doing.
[05:14:16] <pcw_home> Help with SMP support would be good for lots of EMC users. That intel MB would be quite nice for parport stepper
[05:14:18] <pcw_home> systems with that latency
[05:15:58] <clytle374> Freaking near blizzard conditions, and I think the cow is going into labor. Prefect timing.
[05:16:12] <clytle374> Other than that, I've got time.
[05:17:15] <pcw_home> Farm?
[05:18:45] <clytle374> Not like a commercial farm. A hobby farm or whatever people call it now.
[05:18:54] <clytle374> Family milk cow
[05:19:55] <pcw_home> Arent you supposed to do your bovine umm introductions so the blessed event is on a nice April day?
[05:21:57] <clytle374> She was artificially inseminated several times and didn't take. She finally got to the neighbors bull.
[05:22:20] <clytle374> Cows seem to prefer bad weather to calve, less predators?
[05:23:01] <pcw_home> Ive heard of that for sheep as well (we have 4 weed abatement sheep)
[05:23:25] <clytle374> kudzu?
[05:23:58] <clytle374> I wouldn't worry about a cows calving, but they become pets when you work so close to them.
[05:24:27] <clytle374> ah you mean mowers
[05:25:05] <clytle374> the use sheep for kudzu abatement, the words linked.
[05:25:11] <pcw_home> No just weeds (California) I got tired of firing up the brush cutter every year
[05:25:13] <pcw_home> so we decided to get the sheep, they really are spoiled pets
[05:26:18] <clytle374> Nature is easier to work with than fight.
[05:28:18] <pcw_home> Yes, our hillside that would normally be impassible at this time of year looks like a pasture now
[05:29:38] <pcw_home> Just hoping that theres enough so we dont have to buy hay by the end of summer
[05:32:50] <clytle374> I know that feeling. This year sucked for hay.
[05:34:08] <clytle374> I got a .bit but no .pin
[05:35:21] <pcw_home> My wife has wanted a cow but we dont have the space
[05:35:22] <pcw_home> pin files are just documentation
[05:36:05] <clytle374> oh, okay.
[05:36:42] <clytle374> cows are great, ever have raw milk. straight from the tit?
[05:36:58] <clytle374> well, not directly
[05:37:18] <frysteev> stand still cow, my ceral needs milk
[05:37:37] <frysteev> or walk in freezer to fit the cow for milshakes
[05:38:22] <pcw_home> No, goat milk but not cow
[05:39:50] <clytle374> Never developed a test for it.
[05:42:35] <pcw_home> I dont much care for it either.
[05:42:37] <pcw_home> Though after we got the sheep I sort of got interested in sheep dairying
[05:42:39] <pcw_home> (something to do when I retire)
[05:44:13] <clytle374> Is this the right file? Got it from jepler
http://emergent.unpy.net/files/sandbox/sv12im_2x7i48_72.pin
[05:44:22] <clytle374> I guess I don't need it.
[05:44:31] <clytle374> Just wondering.
[05:46:20] <clytle374> And then this patch for the driver side.
http://emergent.unpy.net/files/sandbox/0001-untested-support-for-muxed-encoders.patch
[05:46:22] <pcw_home> It looks like a pinout without the enables (notice the first and last pins on each connector are GPIO. not enables)
[05:48:01] <pcw_home> Yes you need that "untested support..." patch
[05:48:02] <pcw_home> otherwise the driver will not recognise the encoders
[05:48:17] <clytle374> It this the normal in top directory " patch -p1 < patch_name "?
[05:48:29] <pcw_home> Yes
[05:51:00] <clytle374> What is sheep's milk like?
[05:51:49] <pcw_home> Very concentrated normally used for cheeses/very rich yogurt
[05:52:13] <clytle374> interesting, neighbor has several sheep.
[05:53:30] <clytle374> which pins on p4 are GPIO the blank ones? Can the be designated?
[05:53:46] <pcw_home> dairy sheep are different (not much milk from most normal sheep)
[05:53:47] <pcw_home> blank pins are GPIO
[05:54:53] <clytle374> can p3 be reconfigured for GPIO
[05:54:55] <clytle374> ?
[05:55:25] <pcw_home> Yes HostMot2 allows all pins to be GPIO
[05:56:00] <pcw_home> (blank pins are GPIO only -- no extra function)
[05:56:37] <clytle374> Our two cows are both an old school dairy breed. Not as much milk as a Holstein, but much more hardy and less issues.
[05:57:22] <pcw_home> Nice chatting, hope your cow holds off until morning...
[05:57:24] <pcw_home> Same with the sheep, the dairy breeds are pretty fussy
[05:57:25] <pcw_home> BBL
[05:57:33] <clytle374> I never quite got fully understood that out of the manuals.
[05:57:34] <clytle374> thanks
[11:14:15] <flexxxv> Hello
[11:14:15] <flexxxv> what diameter would of Trapezoidal threaded spindle would you use if you would get them for free?
[11:14:24] <flexxxv> (for a home made cnc)
[11:15:29] <flexxxv> lengh is 50 cm
[11:16:47] <alex_joni> probably M10 or M8
[11:16:59] <alex_joni> but it depends on motors and how you plan to hook them up
[11:18:26] <flexxxv> ok thx
[12:45:45] <sealive> hi got a simple quest it works but is this correct someone with stepper motors here !
[12:46:44] <sealive> quest is 4Cable 2coil A,B,C,D coil 1A/B coil 2 C,D
[12:47:36] <sealive> how do i now the right C/D or D/C
[12:48:15] <sealive> or simple does not mather either
[12:48:19] <archivist> use a meter to check coils
[12:48:34] <sealive> thats ok thats good!
[12:48:44] <archivist> yes it does matter to the driver
[12:49:02] <sealive> so how can i find out
[12:49:18] <sealive> the coil has 1,6ohm
[12:49:58] <archivist> I cannot know your driver
[12:50:35] <sealive> lets say it in colors coil A green,black - coil B blue/red Driver is L298
[12:51:11] <sealive> i wire it ABCD green black blue red
[12:51:51] <sealive> what will be if i change to green black red blue
[12:53:41] <sealive> is ther a international color code of the stepper motors?
[13:03:11] <alex_joni> sealive: if you have the order wrong it will: a. not move at all, b. move backwards
[13:03:20] <alex_joni> usually it's trial & error till you get the right order
[13:03:47] <sealive> thank you
[13:04:52] <sealive> the coils are messurt with the meter thats ok so the coils are correct only the way they are wirerd
[13:09:19] <sealive> there is a thunderstorm coming up so i got vto go thanks fpr your help
[14:19:26] <skunkworks_> hey -- Look at this!
[14:19:28] <skunkworks_> http://www.cnczone.com/forums/showthread.php?t=100264
[14:30:16] <JT-Work> I have a feed override knob that outputs 4 bits that then filtered through wsum I get 0-12... I didn't see any place in EMC to use this to control my feed override, did I miss something?
[14:30:30] <alex_joni> scale it to get 0..1
[14:30:36] <alex_joni> then use adaptive-feed override
[14:30:39] <alex_joni> or just link to halui
[14:31:06] <alex_joni> JT-Work: the issue with using halui is the multiple control points issue
[14:31:09] <JT-Work> I looked at halui and it only takes up or down signals
[14:31:27] <alex_joni> if you set the slider to 50% in halui, then what happens if someone sets the slider to 75% in AXIS
[14:32:07] <JT-Work> I don't need the slider actually
[14:32:30] <alex_joni> well.. it's the reason why only up/down is added to halui
[14:32:43] <alex_joni> it's best to use an encoder for feed override
[14:32:56] <alex_joni> and just use 2 pins, hook them to an encoder component, then halui
[14:33:29] <JT-Work> then I can't tell by looking at my knob what it is
[14:35:06] <JT-Work> so motion.adaptive-feed I'll need to have the slider to 100% for my knob position to be correct
[14:36:06] <JT-Work> I've not had any internet at home since Wednesday some jerk wad took a bolt out of my tower and it blew over :/
[14:37:38] <skunkworks_> yeck
[14:37:48] <skunkworks_> time to weld it? ;)
[14:38:40] <JT-Work> I used grade 8 bolts and peened the threaded end about 1/4" so it can never be unscrewed again
[14:38:47] <JT-Work> even by me!
[14:39:31] <JT-Work> time for a tower cam!
[14:39:59] <skunkworks_> a neighbor doesn't like you having a tower in your yard>
[14:40:00] <skunkworks_> ?
[14:40:38] <JT-Work> I don't know who did it but you can't see the tower for the trees
[14:43:23] <skunkworks_> weird.. Are you sure someone did it - and not just wind and rattling?
[14:43:38] <skunkworks_> * skunkworks_ has seen odder things..
[14:44:01] <JT-Work> positive, they put the bolt and nut side by side on the concrete base
[14:45:02] <skunkworks_> damn kids!
[14:46:35] <JT-Work> * JT-Work wishes there was an INI setting to use an external feed override knob
[14:49:31] <cradek> halui can do that with an encoder - it works great
[14:50:17] <JT-Work> can you look at the encoder dial and tell what your feed override setting is?
[14:51:19] <cradek> no, but it moves the slider on the screen so they can all work together
[14:51:48] <cradek> you could make a display to put by the knob, I suppose, but I doubt it would be worth the trouble
[14:54:16] <JT-Work> yea, the knob all ready has the 0 - 120% marks and it is right below the spindle so it is in your hand while you watch the machine run
[14:55:34] <JT-Work> I have one like that on my Analiam too and use it all the time without looking at the screen or away from the part... really slick
[14:55:52] <skunkworks_> then I would think - adaptive feed pin..
[14:55:59] <cradek> I sympathize but I still recommend an encoder
[14:56:23] <skunkworks_> then it will always be whatever percent of whatever emc is set to. ;)
[14:56:38] <cradek> the feed override override?
[14:56:43] <skunkworks_> yes ;)
[14:58:11] <skunkworks_> the k&t has something similar... But I think I will be going with an encoder. I can't wait to be able to give it a spin..
[14:58:40] <skunkworks_> *HAD
[14:58:47] <skunkworks_> *had
[14:59:23] <alex_joni> JT-Work: you can disable some feed overrides
[14:59:34] <alex_joni> maybe you can disable the GUI one, and just keep AF enabled
[14:59:52] <JT-Work> alex_joni: I don't follow
[14:59:58] <skunkworks_> http://www.electronicsam.com/images/KandT/conversion/frntcontroller.JPG Notice the 'fast' on the knob. ;)
[15:00:19] <alex_joni> there are some G-codes to disable overrides (I know you can disable AF and SO overrides)
[15:00:26] <alex_joni> not sure about the regular feed override
[15:00:42] <alex_joni> that way you can make sure your GUI Feed Override is always at 100%
[15:00:49] <alex_joni> so it doesn't scale your AF knob
[15:01:29] <cradek> skunkworks_: I love that control panel. I still wish you'd keep the thumbwheels for mdi.
[15:01:38] <skunkworks_> heh - no thank you!
[15:01:40] <cradek> or are you going to get rid of the whole box?
[15:02:32] <alex_joni> I love the tape reader :D
[15:02:35] <alex_joni> that's so cute
[15:02:41] <skunkworks_> the whole box. we are looking towards arm with monitor/keyboard and mouse. (I think axis is going to be the gui)
[15:03:20] <alex_joni> skunkworks_: mocca + hardware buttons
[15:03:23] <skunkworks_> Dad for sure needs the preview. (he loves to see what he programmed wrong.) Hi dad!
[15:03:32] <alex_joni> hi sam's dad!
[15:03:57] <cradek> I like to preview at my bench with another computer running AXIS, then when it's right, I transfer it over to the mill and use touchy there
[15:04:16] <skunkworks_> he just retired this week - so I think he should get the conversion done in a few days ;)
[15:04:28] <cradek> yeah, he better get busy then
[15:04:33] <cradek> (congratulations!)
[15:04:56] <JT-Work> what does the M50 Feed Override Control turn off?
[15:05:16] <cradek> that's the feed override override
[15:05:27] <alex_joni> it turns off the feed override
[15:05:41] <skunkworks_> JT-Work: think about tapping with a floating tap holder - You don't want someone to turn the feed down and screw up that calculation.
[15:05:50] <alex_joni> cradek: I bet he thought you were just joking about the feed override override
[15:06:00] <cradek> nope...
[15:06:32] <i_tarzan> i_tarzan is now known as robotito
[15:06:40] <skunkworks_> is there a spindle override override?
[15:06:44] <cradek> yes
[15:06:47] <skunkworks_> cool
[15:06:51] <JT-Work> so turn M50 off and use M52 from my feed override knob and scale it to 0 - 1
[15:07:20] <JT-Work> and have the slider on 120% so it matches
[15:07:37] <alex_joni> JT-Work: hmm.. that'll be tricky
[15:07:49] <skunkworks_> but the slider will not move...
[15:07:49] <alex_joni> you need to hack AXIS for that
[15:08:02] <alex_joni> skunkworks_: it will if you hack AXIS
[15:08:23] <alex_joni> JT-Work: one disadvantage for M50 is that you need it in all programs
[15:09:12] <JT-Work> darn
[15:09:45] <cradek> you must learn to not fight the EMC way. you will find peace and serenity if you simply comply with EMC's wishes and do it the easy way.
[15:09:59] <JT-Work> LOL
[15:10:11] <cradek> take sharpie, scribble out 0 and 120, and stick an encoder in there, and it'll work great
[15:10:26] <cradek> you usually just click it up or down a couple clicks anyway - who cares what the number is
[15:10:44] <archivist> sometimes emc should bend to needs :)
[15:11:14] <cradek> fiddle with the knob until it stops that infernal squawking, then look at screen and note the setting... reslove to fix the program later, then forget...
[15:11:31] <JT-Work> if I'm not 100% sure of a program I put it at 10% and watch then at 100% when I'm happy I didn't screw up the g code
[15:11:56] <cradek> JT-Work: I like to use max velocity for that kind of checking
[15:12:31] <cradek> I usually use it to "drive in" every new tool if I've fiddled with the offsets (max velocity hooked to the wheel)
[15:12:34] <JT-Work> cradek: but your a brave guy with no divots in your machines
[15:13:15] <cradek> I watch every approach... I drive it with the max vel wheel, and stop it an inch or so before where I think it should stop, then check DTG
[15:13:35] <cradek> (if I've messed with offsets lately)
[15:18:56] <alex_joni> is there halui support for max_vel ?
[15:19:44] <alex_joni> hmm.. I love my new printer
[15:21:09] <JT-Work> what kind is it?
[15:22:50] <cradek> alex_joni: yes
[15:27:56] <alex_joni> cradek: cool
[15:28:17] <alex_joni> JT-Work: Samsung CLP-770
[15:28:25] <JT-Work> cool
[15:29:52] <alex_joni> it's really fast
[15:30:11] <alex_joni> although once that wasn't an advantage.. I sent a PS document for printing, and it interpreted it as text
[15:30:24] <alex_joni> before I could stop it, it printed about 60-70 pages of jibberish :D
[15:30:49] <JT-Work> my printer does that if I try and print from Ubuntu
[15:31:18] <alex_joni> hmm.. it works ok here in a multi-OS environment
[15:31:46] <alex_joni> only win printing through samba/cups doesn't quite work well, but I stopped bothering why (some bidir driver comm issue)
[15:34:23] <JT-Work> yea, the printer is on my windoz computer and I used to be able to print from 6.04 I think
[15:34:56] <alex_joni> 6.06
[15:35:05] <JT-Work> yea, that one LOL
[15:35:51] <alex_joni> * alex_joni runs home
[15:35:56] <alex_joni> it's the week-end ;)
[15:37:21] <JT-Work> YEA!
[15:38:05] <cradek> er, it's 9:30 am
[15:38:11] <cradek> not weekend by a long shot
[15:39:05] <JT-Work> it's 5:30 somewhere :)
[15:39:39] <cradek> yep, right around alex I think
[15:46:02] <skunkworks_> it is slowly getting to the weekend here.
[15:52:44] <skunkworks_> cradek: which mesa card did you use for the bridgeport?
[15:54:37] <cradek> skunkworks_: I think it was a regular 5i20 - it was seb's and I think he took it home with him
[15:54:54] <cradek> I think the machine has 7i33 and just one 7i37 in it
[15:55:13] <cradek> one of them has screw terminals, the other didn't - we kind of dug around for whatever we could find :-)
[15:57:21] <cradek> he did the wiring - I just stood around, squinted at schematics, gave advice, and drank tea
[15:58:16] <WalterN> sounds like hard work
[15:59:08] <skunkworks_> heh - nice. still can't believe 11.5 hours
[15:59:16] <skunkworks_> that is awesome work.
[15:59:46] <seb_kuzminsky> chris is being modest - he told me what wires to connect where, i was just the tech monkey
[16:00:05] <WalterN> 11.5 hours for what?
[16:01:09] <skunkworks_> convert a older cnc bridgport to emc
[16:01:20] <WalterN> hmm
[16:01:33] <WalterN> I should do that one of these days
[16:01:45] <WalterN> first I need a mill to convert though :P
[16:01:56] <skunkworks_> you have to remember it took him less than a month iirc to convert his jr.. That is impressive.
[16:02:03] <seb_kuzminsky> it's very simple: just convince chris to tell you how to do it ;-)
[16:02:11] <WalterN> heh
[16:02:28] <WalterN> I want to make an engraving mill sometime soon
[16:02:38] <WalterN> tabletop size
[16:02:41] <JT-Work> I think I'm setting the other conversion record
[16:02:49] <cradek> the secret is have schematics for the machine
[16:02:55] <WalterN> maybe 2' of movement or so
[16:03:29] <WalterN> havent decided if I want to try making a tool changer... heh
[16:03:30] <skunkworks_> no - I think I am... ;)
[16:03:40] <JT-Work> just reaching the 4 month mark on my conversion
[16:03:42] <cradek> paid $250 for jr's schematics - worth every penny
[16:04:31] <WalterN> I want to use something like this for the spindle...
http://www.artcotools.com/compete-nsk-e3000-series-spindle-system-60000-rpm-pr-16758.html
[16:04:59] <WalterN> it is really _really_ quiet
[16:06:23] <WalterN> I'm not really motivated right now though :(
[16:06:30] <robotito> is it like a dremel?
[16:07:02] <WalterN> that is... heh.. much quieter and expensive
[16:07:13] <WalterN> 350watts :P
[16:08:26] <WalterN> I installed a lesser model on an omniturn with C-axes a while ago...
[16:08:43] <WalterN> 270watt motor from the same company
[16:09:42] <WalterN> (BTW, unless its dirt cheap, dont get an omni-turn)
[16:10:12] <WalterN> hmm
[16:10:21] <WalterN> maybe it would be better with a different controller
[16:10:43] <skunkworks_> my conversion has been a few years...
[16:11:13] <WalterN> hmm.. I cant decide if I want to go get a pizza, or make waffles with my new waffle iron...
[16:11:30] <skunkworks_> Mmmm waffles....
[16:11:47] <cradek> pizza waffles
[16:11:55] <WalterN> hmm
[16:12:07] <cradek> waffles with swiss cheese and brown mustard on top
[16:12:25] <jackc> interesting
[16:12:45] <WalterN> deli mustard
[16:12:52] <WalterN> bleh... that sounds nasty
[16:12:53] <WalterN> lol
[16:13:04] <cradek> stoneground brown, nothing fancy
[16:13:07] <WalterN> or......
[16:13:16] <WalterN> I could make my own pizza...
[16:13:25] <WalterN> never made my own pizza before..
[16:13:40] <WalterN> oh, meh... it takes a while for the dough
[16:16:56] <WalterN> ugh! I cant decide
[16:27:22] <JT-Work> pizza is easy and tasty if you have the right recipe
[16:27:49] <WalterN> JT-Work:
http://pastebin.com/ it :)
[16:27:58] <JT-Work> http://gnipsel.com/recipes/pizza/pizza-sauce-fresh.html
[16:28:21] <WalterN> what about the dough?
[16:28:35] <JT-Work> I use the dry mix from the store
[16:28:41] <WalterN> oh, I dont have a blender either
[16:28:54] <JT-Work> I use DeMontie crushed tomatoes no blender needed
[16:28:58] <WalterN> meh... thats what the kitchenaid mixer is for...
[16:29:02] <JT-Work> and tastes just as good
[16:29:11] <WalterN> for making pastries like pizza dough :P
[16:29:24] <JT-Work> I need to update that page
[16:30:13] <WalterN> only one teaspoon of garlic? :/
[16:30:27] <JT-Work> yep
[16:30:43] <WalterN> can never have too much garlic
[16:30:45] <WalterN> :P
[16:30:47] <Jymmm> screw that! 40 cloves baby!
[16:30:53] <WalterN> at least
[16:30:55] <WalterN> :P
[16:31:13] <WalterN> how many cloves are in a bulb?
[16:31:30] <Jymmm> ~12
[16:31:40] <justin__> justin__ is now known as JustinXJS
[16:31:54] <WalterN> hmm... that might be enough
[16:32:03] <Jymmm> NEVER!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
[16:32:05] <WalterN> :P
[16:32:08] <archivist> sod it...pancake time :)
[16:32:17] <WalterN> * WalterN really does like garlic that much
[16:32:20] <Jymmm> archivist: dont forget the garlic!
[16:32:34] <WalterN> pickled garlic I could eat all day
[16:33:03] <Jymmm> WalterN: Spindles make good blenders/food processors
[16:33:16] <WalterN> Jymmm: lol
[16:33:45] <WalterN> with what? a 3"diameter corncob rougher endmill? :-]
[16:33:55] <clytle374> I'm trying to change the PWM type on the 5i20, in file hm2-servo.hal i'm going to the the line.
[16:34:22] <clytle374> setp hm2_[HOSTMOT2](BOARD).0.pwmgen.output-type 2
[16:34:26] <clytle374> under the line
[16:34:29] <clytle374> setp hm2_[HOSTMOT2](BOARD).0.pwmgen.pwm_frequency 40000
[16:34:34] <clytle374> Right????
[16:37:06] <cradek> MarkPictor: were you the one having trouble with a parallel port not having a bidirectional feature available?
[16:37:11] <MarkPictor> cradek and jepler: still having trouble with the parallel port
[16:37:13] <WalterN> ok... I'm going with waffles... I'm feeling too cheap to buy a take-n-bake pizza, even though its payday friday :P
[16:37:18] <cradek> heh, guess so
[16:37:23] <MarkPictor> heh, yeah was just writing that :)
[16:37:24] <cradek> did you update your git? there was a mistake.
[16:37:37] <MarkPictor> yes I updated after you emailed me
[16:37:58] <cradek> what version do you have now
[16:38:07] <MarkPictor> the correct format for config is 'cfg="out 0x378" right?
[16:38:09] <MarkPictor> one sec
[16:39:13] <MarkPictor> downloaded on 2/24
[16:39:22] <MarkPictor> is there a git command to show what revision?
[16:40:16] <cradek> git describe
[16:40:40] <MarkPictor> v2.4.0-pre1-91-g6986b2b
[16:41:04] <MarkPictor> when I try loadrt hal_parport cfg="out 0x378" I get PARPORT: ERROR: request_region(0xffff) failed
[16:41:55] <cradek> isn't that a different error?
[16:42:03] <skunkworks_> MarkPictor: how are the drives coming?
[16:42:06] <pcw_home> clytle374: yes for 7I48 output-type is 2
[16:42:07] <pcw_home> Also PWM rate should be 24 KHz (for full 13 bit DAC resolution)
[16:42:31] <MarkPictor> yes but I get the previous error if I use cfg="0x378"
[16:42:52] <MarkPictor> and I got this error before with cfg="out 0x378"
[16:43:06] <MarkPictor> so it seems nothing has changed :-/
[16:43:50] <MarkPictor> skunkworks: I posted a pic a few days ago, getting closer. now I'm trying to get a signal from emc
[16:43:55] <MarkPictor> to drive it
[16:44:09] <skunkworks_> sweet
[16:44:14] <skunkworks_> http://www.electronicsam.com/images/KandT/conversion/CCF02242010_WHOLEs.JPG
[16:45:21] <MarkPictor> cradek:
http://pastebin.com/QArDH6Ju
[16:45:53] <clytle374> pcw_home, Thanks, just checking.
[16:45:54] <MarkPictor> skunkworks: wow that's a pretty complicated diagram... but at least you have one!
[16:46:13] <skunkworks_> :) yes - we lucked out.
[16:46:52] <skunkworks_> some is getting removed - like the clutch/brake solinoids for x, z and b.
[16:47:29] <Jymmm> skunkworks_: I know you're just turning that thing into the worlds largest/fastest margarita mixer...
[16:47:38] <cradek> MarkPictor: update again. you don't have the fix.
[16:48:42] <cradek> skunkworks_: holy crap
[16:48:57] <MarkPictor> ok
[16:49:13] <archivist> skunkworks_, we expect it redrawn with EMC symbols :)
[16:49:24] <MarkPictor> skunkworks: here's the pic I posted 2/23
http://imagebin.org/86154
[16:50:11] <Jymmm> I put out some rat bait blocks that are 1x1x2" - they're gone! Not a crumb anywhere. Could a rat carry the block AND climb up a wall at the same time???
[16:50:40] <skunkworks_> MarkPictor: looks similar! neat. Run into any issues yet? What is the highest voltage you have tested?
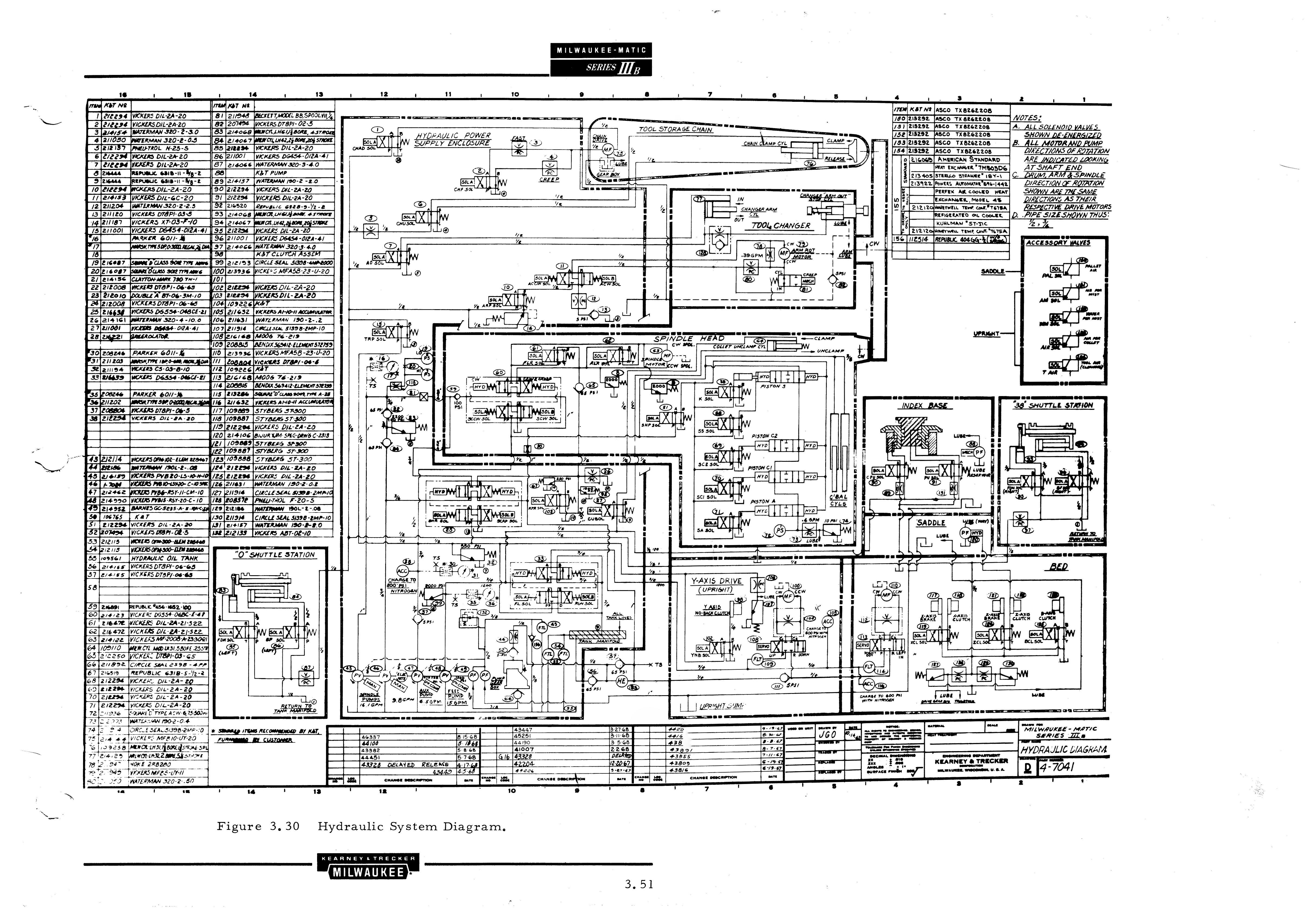
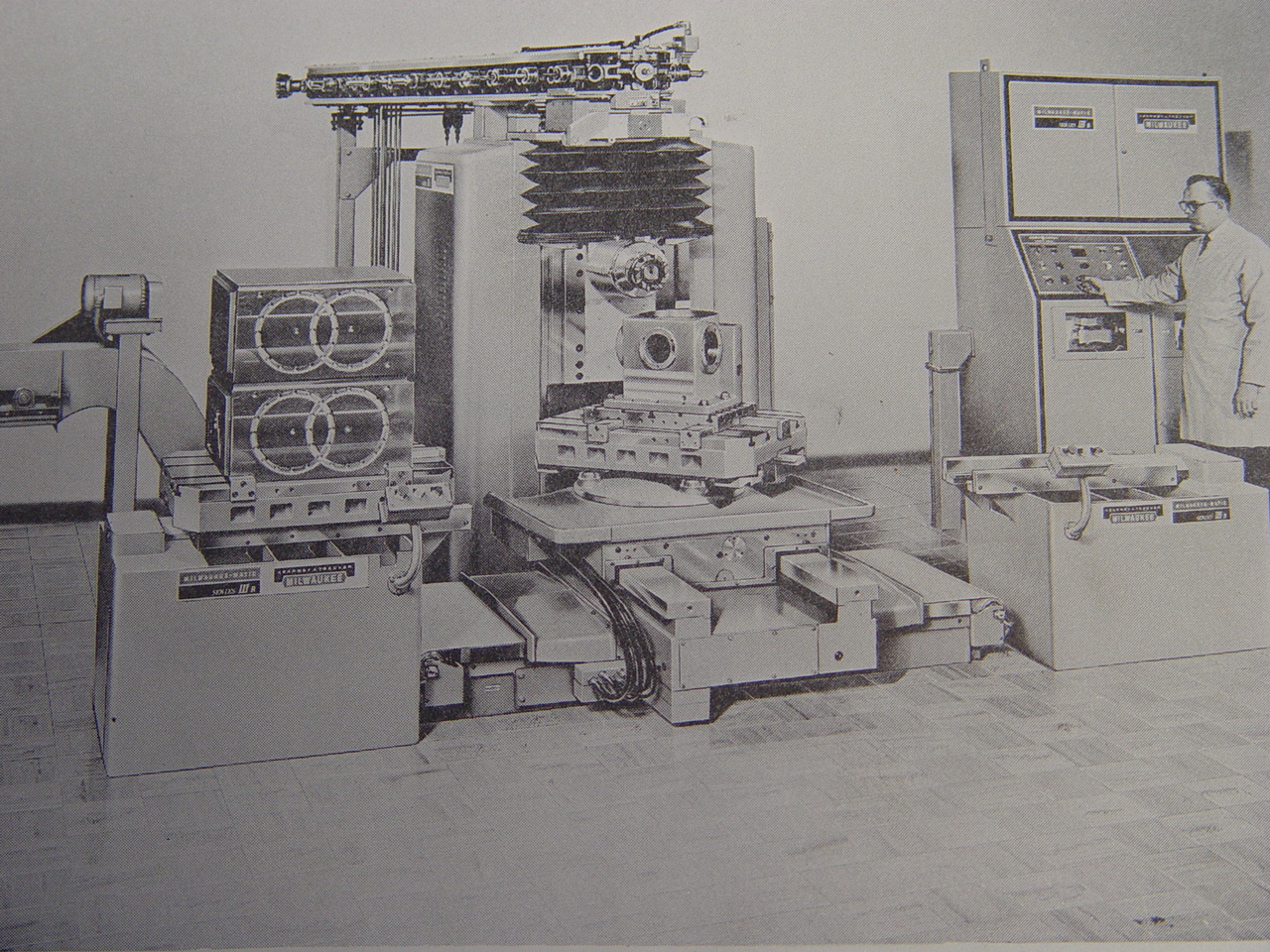
[16:50:44] <robotito> skunkworks_, hydraulic diagram?
[16:50:45] <archivist> Jymmm, they eat fast
[16:51:05] <Jymmm> archivist: but ZERO crumbs remaining, not even a spec
[16:51:20] <MarkPictor> well the cap has ~50 volts on it, just sitting there :)
[16:51:24] <archivist> mice leave crumbs
[16:51:25] <skunkworks_> robotito: yes - for this..
http://www.electronicsam.com/images/KandT/oldkandt.JPG
[16:51:56] <Jymmm> archivist: That's what I thought, so they must have taken the whole block
[16:52:04] <MarkPictor> I haven't done anything with it since my cnczone posts, and that was with a single 15V supply for all
[16:52:10] <archivist> Jymmm, I have seen mice wander off with complete biscuits/cookies
[16:52:21] <MarkPictor> anything => any testing
[16:52:39] <Jymmm> archivist: That I get, but climb up a 13ft wall with it in it's mouth???
[16:52:57] <Jymmm> archivist: (this is an enclosed patio)
[16:53:05] <archivist> Jymmm, cat?
[16:53:14] <archivist> or other species
[16:53:15] <Jymmm> archivist: roof rat
[16:53:19] <MarkPictor> racoons love bait
[16:53:33] <MarkPictor> they will even open sealed bait buckets
[16:53:57] <Jymmm> I see the droppings
[16:56:12] <skunkworks_> plus this think won't have the hydraulic spindle or servos also. bunch of stuff is leaving.
[16:56:25] <skunkworks_> *thing
[17:02:44] <Jymmm> This is weird.... It looks like google is using a PNG for the visual aspect, and html for the textual. You can actually select the text, but if you right-click it says 'view image'.
http://docs.google.com/viewer?a=v&q=cache:DR7aJMjWBzgJ:www.belllabs.com/user_uploads/uploaded_files/files/0000/0298/12455-69_Contrac_Rodenticide.pdf+CAS+number+28772-56-7&hl=en&gl=us&pid=bl&srcid=ADGEESihFxPs3pdrwJ2kbFUEgas83jrKOaToA6YC2GRKS7fnZFgF4JLecCdx7Rb69VY6d
[17:02:47] <Jymmm> w_KorK34JyV3FlpTjcNoqTVEmTRW-vCf5TVj0r22LdzR7yCOKy3zI-HQs1emRT4O8FzBlZY&sig=AHIEtbSFXMuKUWHQ9R53HuKx-Z90uf3EWw
[17:03:01] <Jymmm> http://docs.google.com/viewer?a=v&q=cache:DR7aJMjWBzgJ:www.belllabs.com/user_uploads/uploaded_files/files/0000/0298/12455-69_Contrac_Rodenticide.pdf+CAS+number+28772-56-7&hl=en&gl=us&pid=bl&srcid=ADGEESihFxPs3pdrwJ2kbFUEgas83jrKOaToA6YC2GRKS7fnZFgF4JLecCdx7Rb69VY6dw_KorK34JyV3FlpTjcNoqTVEmTRW-vCf5TVj0r22LdzR7yCOKy3zI-HQs1emRT4O8FzBlZY&sig=AHIEtbSFXMuKUWHQ9R53HuKx-Z90uf3EWw
[17:03:14] <MarkPictor> ok, looks like it's fixed!
[17:03:25] <MarkPictor> thanks cradek!
[17:03:29] <MarkPictor> bbl
[17:04:15] <bill2or3> Jymm, that is wierd.
[17:05:06] <Jymmm> bill2or3: Yeah. Cool, but weird.
[17:05:08] <cradek> MarkPictor: yay
[17:06:09] <bill2or3> they're doing some crazy DOM manipulation there.
[17:06:45] <bill2or3> like the 'selection' you see isn't really normal cut&paste select marking in your browser, but it's being done in javascript.
[17:06:55] <Jymmm> bill2or3: SERIOUS manip, as you can zoom in/out and STILL select text
[17:06:56] <bill2or3> so it's not really selecting it.
[17:07:32] <Jymmm> CONTRAC® Rodenticide MSDS
[17:07:52] <bill2or3> breakfast of champions
[17:08:15] <Jymmm> I'd say it is. there's the (R) symbol, which isn't in the 'plain html' (link at top of page)
[17:08:59] <bill2or3> try selecting it starting at the *very* top of the html page, ouside the document page.
[17:09:07] <bill2or3> it doesn't select into the document's text.
[17:10:32] <bill2or3> they're emulating your browsers select, but it's not the same.
[17:10:51] <Jymmm> Dont care, it works for me =)
[17:10:59] <bill2or3> yeah, it works.
[17:11:22] <Jymmm> and beats havign to dl the original document too
[17:11:36] <MarkPictor> MarkPictor is now known as MarkPictor-away
[17:12:29] <Jymmm> Ah your right, the browser can't SEARCH for text
[17:12:34] <Jymmm> bummer
[17:33:32] <clytle374> Can I pull the Mesa 5i20's 5V off the PC 5V supply? I didn't see anything saying it must be isolated.
[17:34:01] <cradek> yes and it generally powers the daughter cards from that too
[17:34:16] <cradek> it gets it from the bus, you don't have to hook up separate power
[17:35:33] <clytle374> Good, that eliminates a power supply. I might get away with everything else running off a single 24V supply.
[17:36:20] <MarkPictor-away> MarkPictor-away is now known as MarkPictor
[17:46:51] <pcw_home> clytle374: The 5V connector on the 5I20 is to supply power to daughter cards that may require more power than the flat cable can provide
[17:47:10] <pcw_home> (its a power out, not power in)
[17:57:09] <aa-danimal-shop> i found a dell pc for really cheap, but it's got a celleron processor. are there any notorious issues with cellerons and emc or poor latency?
[17:57:43] <aa-danimal-shop> i know it depends on the mobo and whatnot as well, but just curious since the celleron wasnt exactly their flagship processor
[18:00:43] <skunkworks_> celeron might actually perform better in realtime - less cache
[18:01:10] <skunkworks_> atleast I have had ok luck with celeron computers
[18:05:04] <aa-danimal-shop> hmm
[18:05:25] <aa-danimal-shop> i figured for $20, it's worth it
[18:06:55] <skunkworks_> what speed is it?
[18:12:20] <dan1mal_garage> i just wanna ditch my pentium 3 mobo with all it's goofy stuff on it like the isa slot and no agp or onboard ethernet or vga
[18:12:53] <dan1mal_garage> if the processor is slower than 1.4ghz, i can put my p3 processor in there
[18:13:13] <dan1mal_garage> i think p3 and celleron use the same socket
[18:13:27] <dan1mal_garage> but it isnt that old of a dell, i think it's faster
[18:14:19] <dan1mal_garage> i wish i can find a dell like the one on my lathe, that one is getting really good latency, about 6-7000
[18:16:51] <MarkPictor> iirc there are many breeds of celeron - pretty sure the first were based on p1's or p2's so some might be p4's now...
[18:17:26] <dan1mal_garage> this one is probably a mid 2000's pc
[18:17:46] <dan1mal_garage> judging by the monitor and case
[18:18:23] <frallzor> woho got my electronics working now!
[18:18:38] <dan1mal_garage> i think it was just an entry level dell, but it isnt that old
[18:18:45] <dan1mal_garage> woohoo frallzor!
[18:19:50] <clytle374> pcw_home, so it pulls all the power from the bus, okay.
[18:20:16] <frallzor> even reset and all works, im soooo happy
[18:20:26] <dan1mal_garage> frallzor: nice!
[18:20:36] <frallzor> whats a nice tune for a video? :P
[18:20:44] <dan1mal_garage> is this your first emc'd machine?
[18:20:50] <frallzor> the cameras mic sucks so it even pics breathing
[18:21:03] <frallzor> *picks up me
[18:21:13] <frallzor> nah, its my 2nd :P
[18:21:29] <dan1mal_garage> frallzor: just dub another machine's audio from youtube or something lol
[18:21:57] <frallzor> :P that would be sooo lame
[18:22:33] <dan1mal_garage> na, it'd be just like a Jackie Chan movie
[18:28:25] <sealive> Good Evening from Germany
[18:28:45] <sealive> what is the best way to get a cad/cam for emc2
[18:28:59] <sealive> i'am coming from ProE at work
[18:29:26] <sealive> ther are multiple cad formats on linux
[18:29:48] <sealive> i'am runniung ubuntu karmic right now
[18:30:31] <sealive> i did a Freecad install but draft is not working on ubuntu says yuri
[18:32:07] <frallzor> why not continue using ProE then?
[18:32:24] <sealive> the Real world cnc a Minimill2 has Rhino as the cam
[18:32:39] <sealive> ProE is only at work available
[18:33:10] <sealive> i want to have a full running system at home
[18:33:43] <sealive> the first projekt will be CNC Nr 5
[18:34:05] <sealive> in full 4-Axis motion
[18:34:31] <sealive> now on cnc-4 with emc 2 axes are running propper
[18:34:46] <sealive> my x axis fail waiting for a new stepper
[18:35:44] <sealive> http://linuxwiki.de/LinuxCad here is what wiki says
[18:40:22] <sealive> frallzor: what woudt you think will be the best for me with my 24jears of proE expiriens in open Gpl
[18:40:45] <jackc> sealive: no open-source cad program is anywhere as good as pro-e or solidworks
[18:40:48] <frallzor> I have no idea, im a windows man
[18:40:59] <frallzor> I use solidworks with solidcam
[18:41:20] <frallzor> smooth
[18:41:51] <krushia_> krushia_ is now known as krushia
[18:42:03] <sealive> thanks all
[18:45:51] <clytle374> Screw up narrowly averted, manual is vague. Or I'm misreading it
[18:46:36] <skunkworks_> we would have just pointed and snickered...
[18:46:37] <skunkworks_> ;)
[18:49:06] <aa-danimal-shop> clytle374: the manual is written by smart people, i can almost never understand it
[18:49:58] <aa-danimal-shop> but that's my fault for being unedumicated
[18:50:07] <frallzor> haha
[18:50:54] <MarkPictor> sealive: try heekscad
[18:55:11] <clytle374> aa-danimal-shop, LOL. That is probably the underlying problem.
[18:57:09] <clytle374> Well the manual says can supply 5V, so yep, I'm an idiot. Glad someone stopped me.
[19:06:48] <frallzor> http://vimeo.com/9763342 voil+a!
[19:06:54] <frallzor> *voilá even :P
[19:43:09] <clytle374> Does anything other than the .BIT file need to be in the /usr/firmare/fw link?
[19:45:23] <clytle374> dmesg is
http://pastebin.com/RTYwATmU
[19:46:21] <clytle374> Same result on sample setups too, it WILL load from the live cd
[19:47:08] <cradek> RIP: 0010:[<ffffffffa01ca01a>] [<ffffffffa01ca01a>] bitfile_reverse_bits_of_chunk+0x1a/0x22 [hostmot2]
[19:48:52] <clytle374> I built the sample firmware too, so the samples not running proves nothing.
[19:49:12] <clytle374> do they have to be in /src/hal/firmware?
[19:50:20] <cradek> do you mean when booted from the live cd, your home-built firmwares work?
[19:50:55] <clytle374> No. Just noting the hardware is good.
[19:51:25] <cradek> so you're using a 64 bit home-built kernel and rtai and also home-built firmwares?
[19:52:29] <Jymmm> I'd just be happy with 64bit SMP emc2
[19:52:44] <clytle374> yes, does that void the warranty? Need the firmware for the 7i48
[19:52:56] <clytle374> its SMP too
[19:53:07] <cradek> no, because there is no warranty - I'm just trying to figure out what parts you can trust
[19:53:16] <Jymmm> clytle374: Yes, return to place of purchase for a full refund.
[19:53:29] <cradek> maybe you could mix and match - try your firmwares when booted from the live cd in 32 bit uniprocessor mode
[19:53:35] <clytle374> I was joking!!!!
[19:54:54] <clytle374> I might have to do that, have to build emc there too.
[19:56:03] <cradek> I don't see anything obviously wrong with bitfile_reverse_bits_of_chunk unless chunk->size is wrong
[19:56:13] <alex_joni> no need to compile emc2 for the livecd
[19:56:19] <alex_joni> it's already compiled and working there
[19:56:26] <alex_joni> clytle374: what distro are you on?
[19:59:20] <clytle374> alex_joni, Ubuntu 9.10 I had to patch emc for the 7i48. Patches from PCW and jepler
[20:00:03] <clytle374> I guess I could see if it even loaded in the live cd
[20:00:04] <cradek> on your kernel+rtai+emc build can you load the distributed firmwares successfully?
[20:00:26] <cradek> seems like those are two good tests you could do without too much work - it would narrow it down a lot
[20:00:34] <clytle374> real good question. Let me find them brb
[20:00:58] <cradek> also it'd be nice if you could disassemble your 64 bit bitfile.o and pastebin it
[20:01:07] <cradek> I think you can do that with objdump -d
[20:01:56] <clytle374> I don't thinl the bit file changes between 64bit and 32 bit, does it?
[20:02:11] <cradek> no
[20:02:24] <cradek> I mean bitfile.o which is part of the hostmot2 driver
[20:02:35] <cradek> it's where your kernel bought the farm
[20:03:17] <cradek> yeah, try objdump -d src/objects/hal/drivers/mesa-hostmot2/bitfile.o or whatever the path is
[20:08:19] <clytle374> my link in /lib/firmware points to the .bit file in the mesa-hostmot2 directory instead. hence my original question
[20:08:29] <clytle374> http://pastebin.com/FesAXDNp
[20:12:43] <cradek> I think that's what you need for a run-in-place build
[20:20:21] <Danimal-office> cradek: i think i'm going to pick up a newer pc to use in my mill, so i can use a real agp video card
[20:20:34] <Danimal-office> i'll let you know if it fixes those issues i was having
[20:20:46] <frallzor> did I brag to you Danimal-office with the box? :P
[20:20:53] <Danimal-office> with the long program
[20:21:31] <Danimal-office> frallzor: no, but you did brag to danimal-garage!
[20:22:00] <Danimal-office> congrats again on getting it all working!
[20:22:09] <frallzor> http://vimeo.com/9763342 vid :P
[20:22:29] <frallzor> that was the point :P if you saw the silly vid or not :P
[20:22:35] <clytle374> gotta reboot ERROR: Module hm2_pci is in use brb
[20:23:26] <Danimal-office> frallzor: very nice! definitely much nicer than mine
[20:23:44] <frallzor> still its very simple, just made more safe =)
[20:24:29] <Danimal-office> btw that reminds me, if anyone wants new fadal parts, they are going out of business so you can get everything at 50% off
[20:24:50] <Danimal-office> motors, controls, machine castings, etc
[20:24:53] <Danimal-office> ball screw
[20:24:54] <Danimal-office> s
[20:25:22] <Danimal-office> i have them looking for some control pannels for me
[20:25:35] <frallzor> when?!
[20:25:40] <Danimal-office> now
[20:25:45] <frallzor> I wouldnt mine a nice jog-thingie :P
[20:25:50] <frallzor> *mind
[20:25:53] <Danimal-office> get in line! lol
[20:26:12] <Danimal-office> i'm hoping he can come up with that stuff
[20:26:15] <Jymmm> frallzor: 1-900-Happy-Hooker
[20:26:29] <Danimal-office> Jymmm: too many digits
[20:26:38] <Jymmm> frallzor: 1-900-Me-Love-You-Long-Time
[20:27:01] <frallzor> haha what? :P
[20:27:05] <Jymmm> Danimal-office: for you... 1-900-F*CK-YOU
[20:27:11] <Danimal-office> hahaha
[20:27:15] <Danimal-office> thanks Jymmm
[20:27:22] <Jymmm> Danimal-office: np, any time
[20:27:25] <frallzor> YES! he settled for you!
[20:27:32] <Danimal-office> thats the proper amount of digits
[20:27:40] <frallzor> damn no nice pendants
[20:27:51] <Danimal-office> http://velonews.competitor.com/2010/02/photos/boo-bikes-headed-for-nahbs-a-photo-gallery_106219
[20:27:56] <frallzor> got any nice tips for a nice simple pendant thats easy to use with emc2? =)
[20:28:09] <Danimal-office> check out that bike, i got some of my parts on that thing
[20:28:42] <clytle374> Still no good. getting fireware now.
[20:28:51] <Danimal-office> frallzor: i think you can buy one for like $150 from a few places
[20:29:02] <Danimal-office> i've been meaning to get one
[20:30:06] <frallzor> but most seem to be used with Mach3, no idea how much work it takes to use with emc2?
[20:31:47] <Danimal-office> just need to figure out the wiring... an mpg is an mpg
[20:31:54] <Danimal-office> should work fine
[20:32:06] <frallzor> ah nice
[20:32:46] <Danimal-office> all it is is a few switches/buttons and an encoder
[20:33:29] <Danimal-office> well i gotta get some parts done, adios
[20:52:55] <clytle374> used a factory firmware and got the same errors. It is failing on firmware load, correct?
[20:53:29] <cradek> yes right after the load
[20:55:37] <clytle374> exit
[20:56:12] <clytle374> wrong box
[20:59:46] <clytle374> I thought that might eliminate the real time as part of the problem, but it can't be unloaded without reboot.
[21:04:33] <clytle3742> clytle3742 is now known as clytle374
[21:11:07] <bosko> Hello everyone! Cradek, may i??
[21:15:44] <bosko> Anyone worked with arduino board??
[21:22:31] <bosko> Anyone?
[21:23:41] <robotito> nope but will do
[21:26:10] <bosko> i cant run the
http://axis.unpy.net/01198594294 script for arduino Can someone help. error is in line 48 in python script
[21:27:08] <bosko> c = hal.component("arduino")
[21:27:11] <bosko> File "/home/justin/arduino/arduino-0018/emc2/arduino_6ch.py", line 12, in <module>
[21:27:12] <bosko> c = hal.component("arduino-adc6")
[21:27:12] <bosko> hal.error: Operation failed
[21:27:12] <bosko> Script terminated.
[21:27:38] <bosko> Sorry, wrong paste..
[21:28:25] <bosko> RTAPI: ERROR: could not open shared memory (errno=2)
[21:28:25] <bosko> HAL: ERROR: rtapi init failed
[21:28:30] <bosko> That is correct
[21:31:00] <tom3p> i needed to make a print from a pcb. i photod the component side and then the solder side. i mirrored the solder side and overlayed it on top of the component side in gimp. made the overlay transparent. just by luck, most lined up. a couple more transparent layers for traces and values completed it. may be handy for others to reverse engineer stuff.
[21:32:18] <jackc> heh theres an easier way to do that...
[21:32:23] <tom3p> ?
[21:32:38] <jackc> make pcb sides line up and such
[21:32:44] <jackc> oh oh oh
[21:32:46] <jackc> i misunderstood
[21:32:47] <jackc> sorry
[21:33:43] <tom3p> i dont have a scanner here but that'd be better, as i get a lot of ... cosine like error further from center of focus
[21:35:00] <tom3p> registering can be accomplished by shifting rotating ( and some scaling because of different focal heights )
[21:35:55] <tom3p> now for some hardware, i got a tool to hold end of bent leadscrew made up :)
[21:42:29] <frallzor> heh I just realized I forgot the most important part :P no input/output for the parallellport on my box!
[21:46:43] <aa-danimal-shop> lol
[21:46:45] <aa-danimal-shop> nice
[21:47:04] <frallzor> just need to do some cutting
[21:47:14] <frallzor> plastic so it wont even be hard to do =)
[21:47:43] <aa-danimal-shop> wood?
[21:47:51] <aa-danimal-shop> cheaper than plastic
[21:48:02] <frallzor> the case is plastic :P
[21:53:22] <bosko> anyone wotrked with arduino or other avr board
[21:58:08] <aa-danimal-shop> i got a line on one of these control pannels for cheap:
http://www.payback.info/P1011229.JPG
[21:58:19] <aa-danimal-shop> that would be sweet for my mill
[21:59:39] <aa-danimal-shop> full keyboard, all the buttons, a pendant, etc
[21:59:52] <bill2or3> nice.
[21:59:56] <frallzor> http://www.cnc4pc.com/Store/osc/product_info.php?cPath=40&products_id=162&osCsid=831d1ac14478e254b61da0c96411bba1 this should work fine with emc?
[22:00:04] <frallzor> doesnt seem to use odd electronics?
[22:00:49] <aa-danimal-shop> frallzor: scroll down on that page, there is instructions for use with EMC
[22:01:36] <frallzor> ah missed that
[22:01:39] <frallzor> fuck me =)
[22:02:21] <aa-danimal-shop> no thanks, but i think Jymmm might be interested
[22:02:34] <aa-danimal-shop> :)
[22:02:46] <frallzor> f*ck you :P
[22:02:52] <aa-danimal-shop> hahaha
[22:03:15] <aa-danimal-shop> * aa-danimal-shop hides from Jymmm
[22:04:24] <clytle374> Any ideas where i should even be looking for the cause of the firmware not loading?
[22:07:56] <frallzor> aa-danimal-shop if I get a pendant like that, could i get a connector to just attach to a second p-port? =)
[22:09:39] <aa-danimal-shop> i dunno, i never used one, but there is more than enough info there to make it work easily with emc
[22:10:22] <frallzor> yes but no info why they supply that extra board "which connects directly to an extra parallell port"
[22:11:11] <frallzor> seems a bit useless if it will work somehow anyway
[22:11:20] <aa-danimal-shop> i dunno, do you use a parport?
[22:11:38] <aa-danimal-shop> i think it might work better running off a mesa board
[22:11:46] <frallzor> will be getting an extra just for this
[22:11:50] <aa-danimal-shop> could be wrong though
[22:12:06] <aa-danimal-shop> i dont know how encoders work with parports
[22:14:02] <cradek> jogwheel signals are slow - very easy to read with a parallel port
[22:14:56] <aa-danimal-shop> cool
[22:15:52] <aa-danimal-shop> cradek: did you see that control i linked?
[22:15:54] <frallzor> I just dont understand why they claim the board is needed to connect to p-port
[22:16:19] <cradek> yes, looks nice
[22:16:36] <cradek> I'd prefer touchy and no keyboard, but if you want to use AXIS it looks great
[22:17:44] <aa-danimal-shop> cradek: i do too much editing on the machine to use touchy and no keyboard
[22:17:54] <cradek> ah
[22:17:58] <cradek> then it looks great
[22:18:03] <bosko> Cradek, may i? arduino .py script dont want to run.
[22:18:04] <cradek> why does it say EMC on it already?
[22:18:14] <aa-danimal-shop> i offered 400
[22:18:23] <cradek> bosko: I can't help with that right now, just leaving. I hope you get it going.
[22:19:00] <bosko> Quick if you can
[22:19:01] <aa-danimal-shop> i have no clue, thats not the actual unit i'm getting, the one i'm getting is brand new from fadal
[22:19:09] <bosko> (22:28:24) bosko: RTAPI: ERROR: could not open shared memory (errno=2)
[22:19:10] <bosko> (22:28:24) bosko: HAL: ERROR: rtapi init failed
[22:19:48] <bosko> That is from python editor when i try to run..
[22:20:47] <aa-danimal-shop> hey jt-plasma
[22:20:51] <aa-danimal-shop> how goes it
[22:21:21] <jt-plasma> I got internet back on I see
[22:21:27] <aa-danimal-shop> nice
[22:21:48] <alex_joni> cool
[22:21:49] <acemi> bosko: this is not related with python. you have a permission problem or memlock size problem
[22:22:14] <jt-plasma> when I left off I had the mpg hooked up to the 7i33 but did not have any counts showing up :(
[22:24:03] <bosko> acemi:
[22:24:06] <bosko> i cant run the
http://axis.unpy.net/01198594294 script for arduino Can someone help. error is in line 48 in python script
[22:24:20] <bosko> can you help?
[22:24:24] <jt-plasma> what is fsck?
[22:24:42] <jt-plasma> hardinge says to run fsck manually cause of an issue
[22:24:54] <acemi> file system check utility
[22:25:08] <jt-plasma> how do I run it manually?
[22:25:22] <alex_joni> jt-plasma: you type fsck
[22:25:26] <jt-plasma> * jt-plasma runs for a terminal to type man fsck
[22:25:35] <alex_joni> and /dev/foo
[22:25:55] <acemi> but it's not good idea to run fsck for rw devices
[22:26:01] <aa-danimal-shop> jt-plasma: do you have the jumpers right on the 7i33 for differential quadrature encoders?
[22:26:35] <acemi> bosko: see
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Debian_Lenny_Compile_RTAI#Memlock_Size
[22:26:41] <jt-plasma> Dan I'm not sure atm
[22:26:43] <acemi> and
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Debian_Lenny_Compile_RTAI#Udev
[22:26:53] <aa-danimal-shop> jt-plasma: thats probably the issue
[22:26:55] <jt-plasma> they are in the
[22:27:00] <jt-plasma> * jt-plasma looks at the manual
[22:27:46] <jt-plasma> down position for TL
[22:27:51] <jt-plasma> TTL
[22:27:59] <aa-danimal-shop> your mpg probably doesnt have a+-, b+-, and index+- like your encoders on the axes
[22:28:03] <ds3> any chance someone here has messed with keystick and gotten it to do useful things?
[22:28:28] <jt-plasma> right it only has A B 5v 0v
[22:28:44] <jt-plasma> so it that rs422 mode?
[22:28:54] <aa-danimal-shop> i believe so
[22:29:16] <aa-danimal-shop> should be opposite of your axis encoders if they have a+-, etc
[22:29:53] <aa-danimal-shop> each quadrature encoder channel has it's own jumper
[22:31:05] <jt-plasma> the axis and spindle have A /A etc
[22:31:06] <bosko> acemi, my lines are * hard memlock 20480 #EMC2
[22:31:10] <jt-plasma> and they work :)
[22:31:33] <bosko> rtf says 8196 os enough..
[22:31:33] <acemi> bosko: can you run this problem with your root account
[22:32:42] <bosko> with sudo is the same
[22:33:07] <bosko> when i want to run hal, it says
[22:33:09] <bosko> arduinovcp.hal:1: execv(arduino) failed
[22:33:09] <bosko> arduinovcp.hal:1: arduino exited without becoming ready
[22:33:31] <jt-plasma> aa-danimal-shop: at least it boots up now LOL
[22:33:32] <bosko> when i debug in py editor, then i got
[22:33:36] <aa-danimal-shop> lol
[22:33:49] <acemi> bosko: does EMC run without problem
[22:34:08] <bosko> arduinovcp.hal:1: execv(arduino) failed
[22:34:08] <bosko> arduinovcp.hal:1: arduino exited without becoming ready
[22:34:21] <bosko> Emc runs as it should
[22:34:49] <acemi> did you start the realtime before to run this script?
[22:34:59] <jt-plasma> I get a -1 for count :/
[22:35:50] <bosko> ups, wait
[22:37:15] <JT-Hardinge> * JT-Hardinge reads the manual a bit
[22:38:57] <aa-danimal-shop> why start now? :)
[22:39:15] <JT-Hardinge> when you run out of ideas then rtfm
[22:39:27] <bosko> Is that for me?
[22:39:56] <aa-danimal-shop> bosko: no
[22:40:19] <bosko> but it could be...
[22:40:29] <JT-Hardinge> the mpg has resistors from the 5v to A and B, Dan do you have a mpg on your hardinge?
[22:40:37] <aa-danimal-shop> no
[22:40:42] <aa-danimal-shop> i wish :(
[22:42:11] <JT-Hardinge> hmmm, the config only had 3 encoders and JT wonders if he hooked up the read for the 4th one???
[22:42:22] <aa-danimal-shop> JT-Hardinge: i found one of these control pannels for my mill:
http://www.payback.info/P1011229.JPG
[22:43:11] <JT-Hardinge> nice
[22:43:22] <aa-danimal-shop> waiting to see if they accept my offer
[22:43:45] <aa-danimal-shop> would be perfect since it has a full keyboard
[22:44:19] <JT-Hardinge> it won't work it has a feed override knob like mine :P
[22:44:41] <aa-danimal-shop> lol
[22:44:41] <bosko> acemi: i think is a problem that my arduino component is not in the hal component list
[22:46:33] <acemi> before to start your script, start the realtime with "./scripts/realtime start" in EMC dir
[22:49:31] <bosko> that is what i got now
[22:49:35] <bosko> /home/justin/arduino/arduino-0018/emc2/arduino
[22:49:36] <bosko> HAL: ERROR: version code mismatch
[22:49:36] <bosko> HAL: ERROR: could not init shared memory
[22:49:36] <bosko> ULAPI: WARNING: module 'HAL_arduino' failed to delete shmem 01
[22:49:36] <bosko> Traceback (most recent call last):
[22:49:36] <bosko> File "/home/justin/arduino/arduino-0018/emc2/arduino", line 48, in <module>
[22:49:36] <bosko> c = hal.component("arduino")
[22:49:37] <bosko> hal.error: Operation failed
[22:49:37] <bosko> Script terminated.
[22:50:50] <JT-Hardinge> hmm, three out of four encoders work but they are all differential
[22:51:46] <bosko> that is weird. if i run halrun from shell, i got different error then from "./scripts/realtime start"
[22:52:01] <aa-danimal-shop> JT-Hardinge: you just cant win
[22:52:44] <acemi> after the "./scripts/realtime start" command, what is the output of "ls -alh /dev/rtai*"
[22:52:48] <JT-Hardinge> yea this has been quite a challenge
[22:53:05] <aa-danimal-shop> so was mine
[22:53:18] <aa-danimal-shop> servo amp issues, turret issues, etc
[22:53:26] <JT-Hardinge> I'm going on 4 months now
[22:53:29] <bosko> and manual start: justin@justin-abkantarca:~/arduino/arduino-0018/emc2$ halrun
[22:53:29] <bosko> halcmd: loadusr arduino
[22:53:30] <bosko> halcmd: HAL: ERROR: duplicate component name 'arduino'
[22:53:30] <bosko> ULAPI: WARNING: module 'HAL_arduino' failed to delete shmem 01
[22:53:30] <bosko> Traceback (most recent call last):
[22:53:30] <bosko> File "/usr/bin/arduino", line 47, in <module>
[22:53:30] <bosko> c = hal.component("arduino")
[22:53:31] <bosko> hal.error: Operation failed
[22:53:31] <bosko>
[22:53:37] <JT-Hardinge> I think the turret encoder is doa
[22:53:43] <aa-danimal-shop> :(
[22:54:00] <aa-danimal-shop> make your own
[22:54:08] <aa-danimal-shop> one where you dont need to use wsum
[23:00:02] <JT-Hardinge> using wsum is easier than making one I think :)
[23:01:12] <JT-Hardinge> I see the problem
[23:04:50] <aa-danimal-shop> whats the problem?
[23:05:34] <JT-Hardinge> dunno yet that didn't fix it
[23:08:14] <JT-Hardinge> * JT-Hardinge gives up for tonight :/
[23:29:15] <aa-danimal-shop> LOL i ordered a coolant tank and pump from enco, and it came damaged so i called them and they sent another one, and that one was even more damaged.
[23:29:33] <aa-danimal-shop> but they felt bad so they gave me a full refund on it and let me keep it
[23:29:36] <bill2or3> maybe you're expected to nest them
[23:30:12] <aa-danimal-shop> nest them?
[23:55:57] <bosko> Thanks to all, arduino works like charm. Next question. Is there any good editor for vcp panels in xml??
[23:56:08] <aa-danimal-shop> gedit
[23:57:05] <aa-danimal-shop> you can open, edit, and save xml files with gedit
[23:57:56] <bosko> sorry, but something with visible preview? is there something like that?
[23:58:06] <aa-danimal-shop> not that i know of
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}