Back
[00:00:46] <danimal_garage> http://img.photobucket.com/albums/v20/danielwilcox/DSCN0788.jpg
[00:00:58] <danimal_garage> nice having the cnc lathe to turn that
[00:01:14] <jt-plasma> http://suburb.semo.net/jet1024/BeerHome.htm
[00:02:11] <danimal_garage> jt-plasma: nice, i bookmarked it
[00:02:22] <danimal_garage> been wanting to get into brewing
[00:05:47] <jt-plasma> it's fun and you can do it on your stovetop if you want
[00:12:42] <darkfuneral> hello friends
[00:13:02] <darkfuneral> anyone know of a simple 2D cad program in linux?
[00:13:16] <darkfuneral> something with command line input like autocad
[00:13:24] <darkfuneral> I've tried xfig and various other but now satisfied
[00:14:26] <archivist> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Cam
[00:15:55] <darkfuneral> which one of those doesn't suck?
[00:16:10] <darkfuneral> i'm asking you as a human being
[00:16:55] <archivist> currently for least suck you pay thousands
[00:17:07] <darkfuneral> on windows i had some good alternatives
[00:17:10] <darkfuneral> rhinoceros was pretty good
[00:17:29] <darkfuneral> autosketch was pretty awesome too, for only 50$
[00:17:44] <darkfuneral> I'm not building those on wine in linux though
[00:20:03] <darkfuneral> have you tried pythoncad?
[00:42:52] <jt-plasma> say goodnight Gracie
[00:49:53] <DaViruz> darkfuneral: i like qcad
[00:50:48] <DaViruz> free for linux, command line input
[01:03:39] <darkfuneral> what kind of machines are you guys running EMC On?
[01:29:53] <Valen> dual core atom
[01:30:02] <Eric_K> Vax
[01:38:23] <spasticteapot> Can anyone help me identify this controller?
[01:38:24] <spasticteapot> http://img197.imageshack.us/img197/1718/dscf0730y.jpg
[01:38:32] <spasticteapot> It's for a 2-axis mill - the 3rd axis is manual.
[01:40:28] <spasticteapot> Anyone here?
[01:48:29] <Danimal-office> it's a prototrak
[01:48:49] <Danimal-office> an old one
[01:49:30] <spasticteapot> Danimal-office: Apparently it's a bugtastic nightmare.
[01:49:58] <spasticteapot> The owner is hoping to convert his Sherline from a 2-axis to a 3-axis mill, and ditch the prototrak in favor of EMC.
[01:50:06] <spasticteapot> Is there any hope of his reusing the servos?
[01:52:26] <skunkworks> cradek: this is similar but not exactly what the axis on the k&t ride on..
http://www.electronicsam.com/images/KandT/conversion/tikkoway.JPG
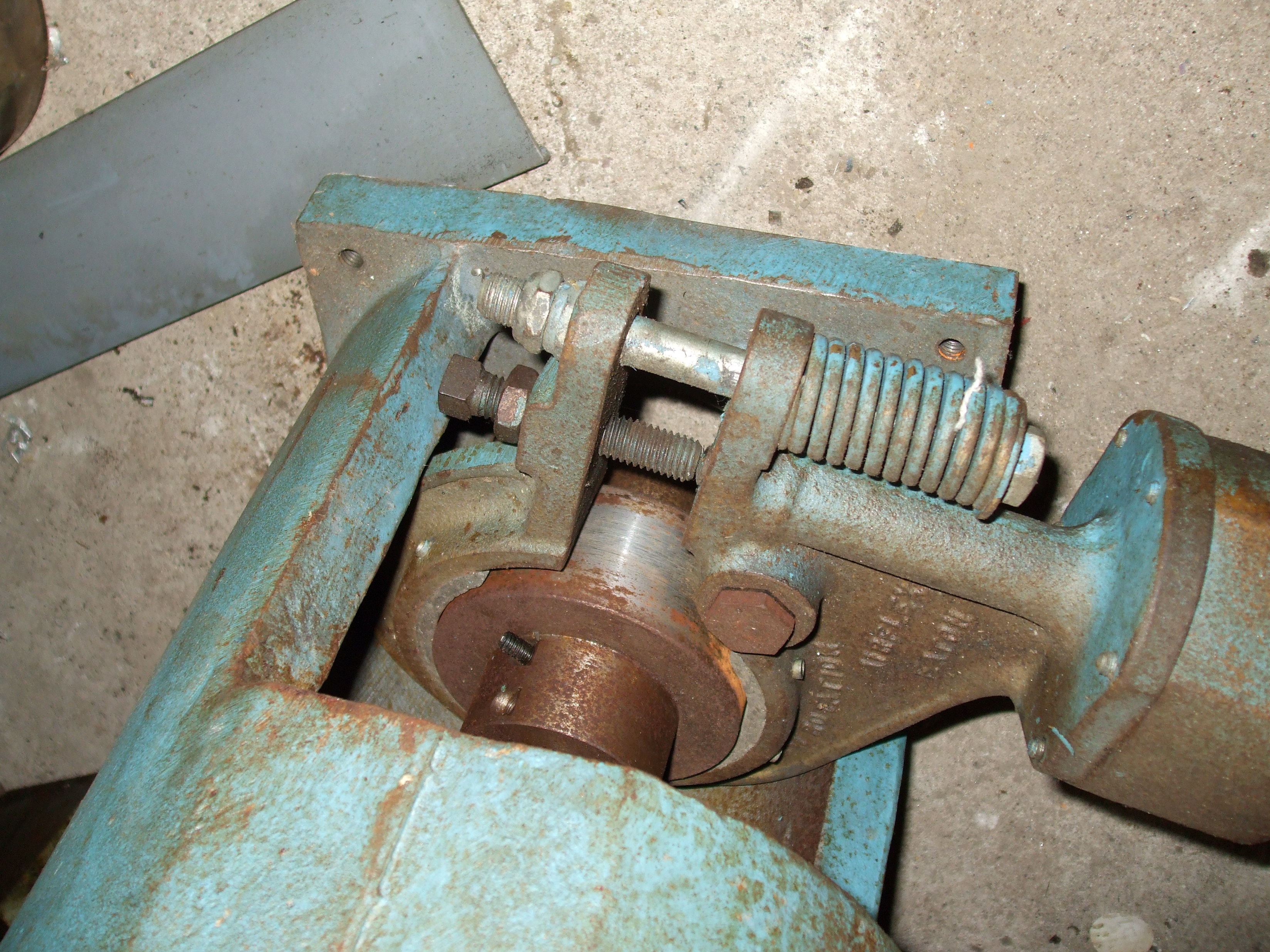
[02:00:37] <skunkworks> we are going to shoehorn this in for the y axis. it has a brake on it.
http://www.electronicsam.com/images/KandT/conversion/yaxis/adaptor.JPG
[02:00:53] <skunkworks> (minus the leadscrew - that was from the machine we stole the servos off of)
[02:01:09] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/yaxis/adaptor1.JPG
[02:02:05] <skunkworks> we are developing a healthy selection of surplus ballscrews also.. :)
[02:02:15] <skunkworks> you can never have too many.,
[02:02:44] <spasticteapot> Adding a ballscrew to a Bridgeport Z-axis is pretty easy, I'd imagine?
[02:03:04] <Danimal-office> spasticteapot: i have no clue about the servos or amps on that machine. but i'd bet that most of it is usable with emc
[02:03:11] <spasticteapot> Sweet.
[02:03:23] <Danimal-office> i'm far from an expert though
[02:03:48] <spasticteapot> Danimal-office: Out of curiosity, how indavisable is it to use servos for the X and Y axes and a different sort of servo (or perhaps a stepper) for the Z axis?
[02:04:08] <Danimal-office> shouldnt matter
[02:04:30] <Danimal-office> you configure each axis independantly
[02:04:48] <spasticteapot> Excellent.
[02:04:52] <Danimal-office> so you can set different velocities, different scales, different acceleration, etc
[02:05:17] <spasticteapot> And ballscrewating a Bridgeport can't be too hard.
[02:05:28] <spasticteapot> How much torque do you think is necessary for a Bridgeport Z-axis?
[02:05:43] <Danimal-office> i have no clue, i'm a n00b
[02:06:08] <Danimal-office> i would guess at lest 800oz-in
[02:06:17] <Danimal-office> for drilling and whatnot
[02:07:01] <spasticteapot> Hmm.
[02:07:11] <Danimal-office> maybe less
[02:07:33] <Danimal-office> my shizuoka mill has 1350oz-in, but it's a bigger machine
[02:07:48] <Danimal-office> and those are steppers
[02:08:30] <Danimal-office> best bet is to find someone parting one of those machines out so you can get the whole z assembly
[02:10:41] <spasticteapot> The Z axis works pretty nicely - it's just inconveniently manual.
[02:10:57] <spasticteapot> It was an early conversion.
[02:20:48] <danimal_garage> i mean get the ballscrew, servo, cables, etc
[02:20:55] <danimal_garage> not the actual quill
[02:21:46] <danimal_garage> you can buy a ballscrew and all the parts from prototrak, but they're douchebags so it'll cost a mint.
[02:22:44] <danimal_garage> i tried getting a new plastic pannel for my DRO made by them, and they wanted over $400, and it was for a model they still produce, so it wasnt even discontinued or anything
[02:23:05] <danimal_garage> the part couldnt have cost more than $10-20 for them to make
[02:24:52] <danimal_garage> so in short, i hate prototrak
[02:25:55] <skunkworks> heh
[02:26:04] <skunkworks> hence why you came to emc...
[02:26:07] <skunkworks> ;)
[02:26:43] <danimal_garage> well that was after EMC
[02:27:03] <danimal_garage> this is for the DRO on my bridgeport (manual mill)
[02:27:18] <skunkworks> ah
[02:27:33] <danimal_garage> but i do like EMC MUCH better than proto trak
[02:28:28] <danimal_garage> all my customers are blown away by it
[02:30:30] <spasticteapot> Danimal-garage: It says "Bridgeport" on it.
[02:30:38] <spasticteapot> I'm pretty sure it's just a bridgeport conversion.
[02:30:56] <danimal_garage> the conversion is sold by proto trak
[02:31:15] <danimal_garage> and probably done by them
[02:31:59] <danimal_garage> i heard proto trak punches babies and kicks puppies
[02:32:13] <danimal_garage> just throwing that out there
[02:34:08] <spasticteapot> The Z axis on the mill is 100% Bridgeport.
[02:34:21] <spasticteapot> Strictly speaking, it should be easy-peasy to convert it to a standard mill.
[02:34:53] <spasticteapot> And the current owner is a professional machinist - IIRC, he makes fractional distillation apparatuses for...well, I don't know what they're used for, but they're precise.
[02:34:54] <spasticteapot> :P
[02:38:14] <danimal_garage> what i'm saying is you can get the ballscrew, servo, etc from a 3 axis prototrak
[02:38:30] <danimal_garage> so you dont have to fab anything up. just all bolt on parts
[02:39:20] <spasticteapot> Worth a shot, but I don't think it'll be any trouble for him.
[02:44:21] <Valen> if you have linear scales you can use that for the servo loop rather than having encoders on the motors
[02:44:35] <Valen> which means you can use transport grade ball screws
[02:44:38] <cradek> maybe, that depends on a lot of things
[02:44:43] <Valen> provided you eliminate the backlash
[02:45:03] <cradek> provided you have tachs (velocity mode) and/or encoders on the motors too
[02:45:10] <Valen> I don't
[02:45:15] <Valen> it seems to work pretty well
[02:45:35] <cradek> Valen: what type are your servo amps?
[02:45:44] <Valen> I'm using mesa stuff
[02:46:12] <cradek> do you mean one of their H bridges drives your servos?
[02:46:44] <Valen> yeah
[02:46:57] <Valen> full mesa chain
[02:47:09] <Valen> anything I/O > "amp"
[02:47:24] <Valen> direct drive motors onto the screws
[02:47:50] <cradek> which mesa product is the servo amp?
[02:48:07] <Valen> cant rember the number, dual 400W sriver
[02:48:30] <cradek> maybe 7i40
[02:48:31] <Valen> 7I40
[02:48:34] <Valen> yeah
[02:48:41] <skunkworks> you have no backlash...
[02:48:45] <Valen> with some "modifications" ;->
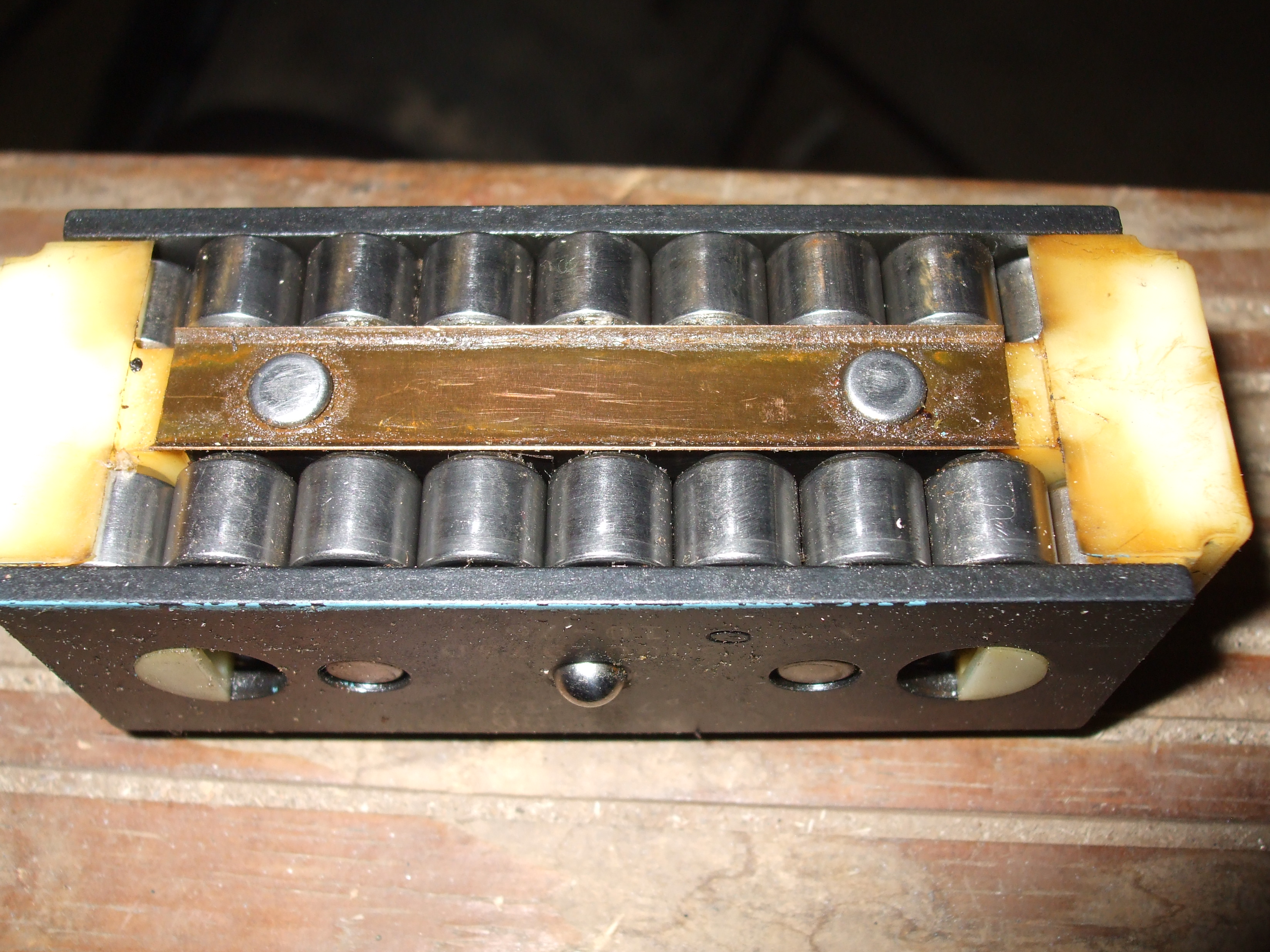
[02:49:03] <Valen> we made our own anti-backlash setup with 2x ballnuts and a set of belville washers
[02:49:12] <skunkworks> nice.
[02:49:15] <cradek> interesting
[02:49:19] <skunkworks> cradek: did you see this?
http://www.electronicsam.com/images/KandT/conversion/tikkoway.JPG
[02:49:30] <Valen> http://www.vapourforge.com/mill/IMAG0026.jpg for the driver
[02:49:43] <cradek> cylinders! not balls
[02:49:53] <cradek> very nifty
[02:49:56] <danimal_garage> nice
[02:50:07] <danimal_garage> bet it glides pretty smooth
[02:50:54] <cradek> Valen: neat. sounds like you've got a very carefully made setup.
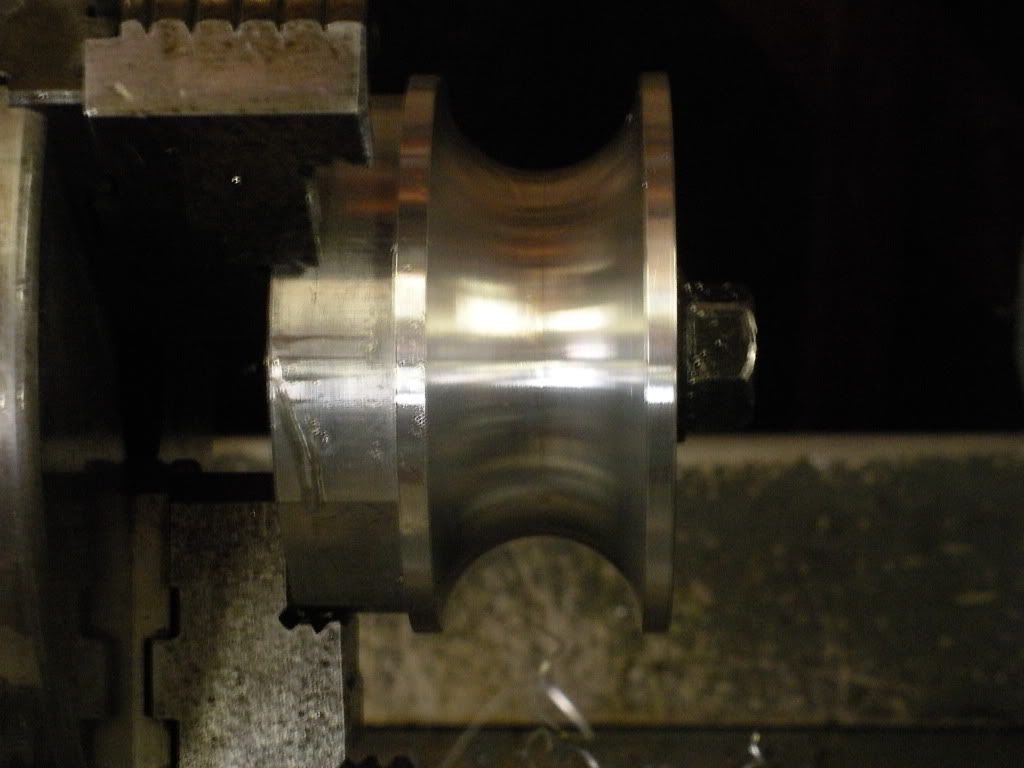
[02:52:05] <danimal_garage> cradek: kinda nice having the HNC for these:
http://img.photobucket.com/albums/v20/danielwilcox/DSCN0788.jpg
[02:52:30] <danimal_garage> 3.625" diameter, 1.25" radius
[02:52:31] <cradek> danimal_garage: neat
[02:52:37] <danimal_garage> bender dies
[02:52:38] <skunkworks> smooooooth.. ;)
[02:52:47] <cradek> that's pretty big for the hnc
[02:52:48] <Valen> cradek kinda ;-> needed more amps out of the amp yaknow
http://www.vapourforge.com/mill/IMAG0070.jpg
[02:52:55] <Valen> It was hitting the current limit
[02:53:10] <Valen> ooh shiny danimal
[02:53:23] <danimal_garage> cradek: i did the backing plate on there too.... 6.5", ht 4340
[02:53:25] <cradek> Valen: yikes
[02:53:40] <Valen> think I voided the warranty? ;->
[02:53:47] <cradek> Valen: possibly
[02:53:51] <danimal_garage> backing plate for the chuck
[02:53:59] <Valen> closeup
http://www.vapourforge.com/mill/IMAG0071.jpg
[02:54:11] <cradek> danimal_garage: do you do the inside of the pulley with two tools or one round one?
[02:54:30] <cradek> I have some round inserts - I intend to make a holder for them someday
[02:55:00] <danimal_garage> cradek: i used a holder with a 331 insert.. 35 degree
[02:55:06] <danimal_garage> i flipped it
[02:55:15] <danimal_garage> flipped the part i mean
[02:55:21] <danimal_garage> so 2 ops
[02:55:24] <cradek> ah
[02:55:41] <cradek> could do it in one mounting with a 35 degree rh and lh...
[02:55:46] <danimal_garage> true
[02:55:54] <danimal_garage> but i dont have a rh
[02:55:56] <cradek> or a round one - that would be neat
[02:56:26] <danimal_garage> cradek: almost made a full radius tool to do it on the manual lathe
[02:56:37] <danimal_garage> but couldnt find my tool steel
[02:57:09] <danimal_garage> think i used it all
[02:58:54] <danimal_garage> plus i figured that would suck to plunge in
[02:59:24] <cradek> oh you meant in one plunge? no way would that work :-)
[02:59:25] <Valen> it'd be noisy
[02:59:53] <danimal_garage> cradek: i got a pretty strong back gear on the manual lathe :)
[02:59:56] <cradek> especially with that 1/4" of material clamped in the jaws...
[03:00:13] <danimal_garage> i woulda left stock
[03:00:13] <cradek> danimal_garage: then it could throw it even farther :-)
[03:00:20] <cradek> haha
[03:00:23] <danimal_garage> lol
[03:00:50] <cradek> yay for cnc, which can cut circles
[03:00:51] <danimal_garage> io'll do just about anything to not have to program something
[03:01:25] <cradek> yeah I bet I work half the time with no program
[03:01:34] <danimal_garage> yea
[03:01:49] <danimal_garage> i was a toolmaker for a good 7 years before i touched a CNC
[03:02:05] <danimal_garage> so manual is a bit more natural for me
[03:02:45] <cradek> bbl
[03:02:54] <danimal_garage> having to calculate numbers for feeds and speeds is new to me
[03:02:58] <danimal_garage> adios
[03:15:54] <skunkworks> cnc'ing by feel! ;)
[03:26:33] <danimal_garage> wonder if anyone ever made a brail cnc machine
[03:32:23] <cradek> I made the greatest discovery
[03:32:41] <cradek> 123 blocks without holes don't get chips and coolant in them
[03:32:46] <Jymmmm> chocolates wont get ou out of the doghouse?
[03:32:47] <skunkworks> heh
[03:33:05] <skunkworks> but they are heavier... ;)
[03:33:09] <cradek> that's always bugged me. I wipe them off but they still ooze
[03:33:18] <cradek> I'm still strong enough to lift them
[03:34:35] <danimal_garage> i like having a set with threaded holes. They make a handy in-a-pinch fixture
[03:34:54] <danimal_garage> great for the surface grinder for strapping down non magnetic metals
[03:34:56] <cradek> danimal_garage: the holes never seem to be the right size or in the right place
[03:35:40] <cradek> and invariably the untapped holes won't pass the bolt that screws into the tapped hole, which is amazingly stupid IMO
[03:35:48] <skunkworks> so - it seems every rotation of the z shaft moves the axis .197
[03:35:51] <danimal_garage> haha i agree there
[03:36:19] <cradek> skunkworks: 5mm
[03:36:42] <skunkworks> well - that would be odd...
[03:36:54] <cradek> = .19685 in
[03:37:07] <skunkworks> I am sure it is an english screw - but maybe the gearing makes it that?
[03:37:13] <cradek> more or less odd than .197?
[03:37:17] <skunkworks> heh
[03:37:37] <cradek> just look for a 127 tooth gear somewhere...?
[03:38:06] <skunkworks> that is the problem - I cannot count them - easy anyways. there is 3 sets of gears this goes through.
[03:38:15] <cradek> ah
[03:38:36] <danimal_garage> pick your best guess and move the distance of the travel and measure the error
[03:38:46] <danimal_garage> then adjust the scale accordingly
[03:39:46] <skunkworks> it makes sense... I wonder if that is what they where shooting for.
[03:39:50] <danimal_garage> probably hard to find something accurate that is a considerable distance though
[03:40:37] <cradek> your longest gage block and a tenths indicator
[03:41:33] <danimal_garage> yea, problem is if he's off a tenth, his machine is so big that it'll add up quite a bit
[03:41:54] <danimal_garage> well i guess not too bad
[03:42:04] <danimal_garage> less than a though
[03:42:10] <danimal_garage> thou*
[03:42:40] <cradek> yeah, breathing on it will do worse than that
[03:43:23] <danimal_garage> hint taken, i'll go chew some gum
[03:43:55] <cradek> ha
[03:46:24] <skunkworks> I was thinking that maybe y is the same way - but I am pretty sure I was getting an even .150 per rev. Not .157 (4mm)
[03:46:53] <skunkworks> we actually measured the y axis ball screw - and it is 3tpi.
[03:47:24] <skunkworks> same as x. z is the only one we cannot get to without a ton of disassembly
[03:50:53] <Valen> meaure it to a big distance and try and find some nice round number it fits to?
[03:53:18] <cradek> I think my gage block set has 1,2,4". that's quite a distance with just a few blocks
[03:57:10] <tom3p> 3" side of 123 block match 20 revs? (20 x .150") zero against a hard stop, move 20 turns away, fit 123 in between
[04:15:12] <ds3> is there an update troubleshooting flowchart for new users? the wiki seems out of date
[04:16:56] <Guest178> I just got Ubuntu/EMC2 running on a motherboard system and was trying to run the latency test.
[04:17:08] <ds3> need someway to verify the axis tester in stepconf is sending data out the port
[04:17:30] <Guest178> I get a message: Waiting for component 'lat' to become ready........
[04:18:03] <Guest178> Then: X Erorro of failed requst: BadAlloc (insufficient resources for operation)
[04:20:40] <Guest178> Major opcode of failed request: 53 (X_CreatePixmap)
[04:21:01] <Guest178> Does anyone know what might be wrong?
[04:23:29] <Valen> sounds like a video card issue
[04:24:46] <cradek> yes possibly, or a program bug
[04:24:49] <cradek> what is lat?
[04:25:11] <cradek> oh part of the latency test
[04:25:23] <Valen> X_CreatePixmap sounds X/video related to me
[04:25:35] <cradek> yes it is
[04:27:44] <Guest178> I am looking for the link to the list of motherboards that give timing...
[04:28:07] <Guest178> I am running a system recommended by a friend who is running the same (successfully), and it was on that list...
[04:28:59] <Guest178> It is this one:
http://www.mini-box.com/Intel-D945GCLF2D-Mini-ITX-Motherboard
[04:29:11] <Guest178> It has on-board video
[04:30:10] <Valen> I'm running that with no problems
[04:30:19] <Valen> are you running it off the livecd or installed?
[04:31:21] <Guest178> I installed from the LiveCD to an attached sata disk
[04:35:57] <ds3> with a livecd install, should dmesg find anything about the parallel port if things are working?
[04:38:56] <Guest178> There is a lot of stuff in dmesg. Looking at it....
[04:40:04] <Guest178> The very last line says: rtapi: no version for "nano2count" found: kernel tainted.
[04:40:18] <ds3> hmmm
[04:40:38] <ds3> screw this, I'm swapping out the MB
[04:41:49] <Guest178> sorry, I thought you were answering my question. Oops
[04:44:13] <Guest178> the nano2count thing is not relevant. there are several threads on it.
[05:23:47] <Guest178> I had to follow directions on the troubleshooting page, but managed to get it to work...:
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?TroubleShooting
[05:24:28] <Guest178> However, I wonder if it will keep working. I had to start the rtai with /etc/init.d/realtime
[05:32:39] <Dave911> That Intel board, the 945GCLF2 board works well with Live CD. I've got a couple of them running EMC2.
[05:33:23] <Guest178> Why am I having a problem...?
[05:33:55] <Dave911> Did you do the install off the live CD?
[05:34:24] <Guest178> When I try to run EMC, I get: EMC2 terminated with an error. When reporting problems, please include all the information below in your message
[05:34:35] <Dave911> Uh yep, you said earlier that you installed to a sata drive
[05:34:37] <Guest178> But there is no information below. The window is blank
[05:35:09] <Dave911> This is after you did the installation to the drive, right?
[05:35:15] <Guest178> Yes
[05:35:29] <Dave911> And this is after you rebooted the computer at least once?
[05:35:47] <Guest178> yes, the computer has been rebooted quite a bit today...
[05:35:57] <Guest178> I updated all the software as well...
[05:36:14] <Dave911> What did you update?
[05:36:23] <Guest178> Whatever the system wanted to
[05:36:33] <Guest178> Update manager
[05:36:44] <Dave911> There are some things that should not be updated.... after the install.
[05:36:47] <Guest178> It didn't update ubuntu itself (if that is what you are getting at)
[05:37:07] <Dave911> Sounds like you have been beating on this for a while.
[05:37:15] <Guest178> 2-3 days!!
[05:37:40] <Guest178> I can't believe how much time I have wasted...I mean spent enjoying it all ;-)
[05:37:59] <Dave911> And you are using the 945GCLF2 board right? This is the intel dual core 330 Atom processor board.
[05:38:47] <Guest178> almost
[05:38:51] <Guest178> The Intel D945GCLF2D
[05:39:12] <Dave911> Yep, that's the one. I have a new in the box board right here....
[05:39:19] <Guest178> 2GB RAM, a 100g esata disk
[05:39:30] <Dave911> That board runs EMC2 really well. Seriously :-)
[05:39:45] <Guest178> I would love to share your love for it
[05:39:52] <Guest178> :-)
[05:39:57] <Dave911> I've been using 2 gigs with 160 gig sata drives .. very close
[05:40:07] <Guest178> What am I doing wrong?
[05:40:40] <Guest178> Should I reload the OS, and not upgrade?
[05:40:45] <Dave911> If you have been beating on this for 2-3 days I'd go back to square 1. Do a reinstall of the Live CD and don't update anything. Leave it alone. It should work fine just as it is.
[05:40:53] <Dave911> Yep
[05:41:13] <Guest178> hmm, ok. I am an expert at reinstalling!
[05:41:23] <Jymmmm> MD5 the iso
[05:41:40] <Dave911> It doesn't take that long to reload everything from scratch. You can save stuff off to a USB drive that you have done .....
[05:42:08] <Guest178> I haven't done anything that needs to be saved
[05:42:17] <Dave911> Ahhh... check the iso for checksum? Good idea... How do you do that. I had a problem with one disk and I simply reburned it.
[05:42:44] <Guest178> Yes, how do you chksum it?
[05:42:47] <Dave911> Jymmmm.. may be onto the real problem.
[05:42:51] <Jymmmm> md5sum
[05:43:10] <Dave911> Just do that at the command line?
[05:43:36] <Jymmmm> http://www.fourmilab.ch/md5/
[05:44:01] <Jymmmm> http://code.kliu.org/hashcheck/
[05:44:04] <Jymmmm> etc
[05:44:17] <Dave911> http://en.wikipedia.org/wiki/Md5sum or probably this also...
[05:45:14] <Dave911> Guest ..... I did have a recurrent problem way back when on a live CD that was from a bad CD. I had to reburn the CD a couple of times until I got it right. But in my case the CD was obviously screwed up.
[05:45:22] <terrylm> At the command line: md5sum filetocheck.iso
[05:45:34] <terrylm> It will return a long number
[05:45:46] <Jymmmm> burn at the 4x speed.
[05:45:51] <terrylm> Compare it to the number you should have.
[05:45:57] <Guest178> I am booting from the cd now...
[05:46:11] <Dave911> Ahhhh.... and that is what I did also. burn at a lower speed....
[05:46:49] <Dave911> Jymmmmm probably suggested that then also.. ;-)
[05:47:15] <terrylm> One problem I had was using a newer DVD burner to burn on older/cheap CD blanks, just would not work, finally I put in on old CD burner from my junk box and it worked fine.
[05:47:53] <Dave911> Gotta love those junk boxes.... they save my butt on a weekly basis.
[05:48:10] <terrylm> yep
[05:48:17] <Guest178> How do I know what the number it should be
[05:48:50] <Dave911> I think the MD5 number is at the download location as I recall..
[05:48:59] <Guest178> ah
[05:49:59] <Jymmmm> 1bab052ec879f941628927c988863f14
[05:50:25] <terrylm> * download the ISO (EU mirror) and burn it to a CD. (The MD5SUM of the CD is 1bab052ec879f941628927c988863f14) ... from the download page.
[05:50:59] <Jymmmm> MD5 the ISO file BEFORE burning it
[05:51:30] <Jymmmm> alex_joni: ping
[05:52:16] <Jymmmm> Note: Do Not upgrade Ubuntu from 6.06 to 8.04 or upgrade from 8.04 to 8.10. The precompiled versions of EMC2 are only compatible with the Ubuntu version they were compiled with. Upgrading will remove the EMC packages and make your system unable to run EMC.
[05:54:07] <terrylm> Side question, does anyone know how to auto save the current tool number to a file, and auto-load it upon emc starting up, so that emc knows what tool is up and does not think it is T0?
[05:54:14] <Guest178> Yes, that last bit I knew.
[05:54:25] <Guest178> Ok, so my original ISO checks fine
[05:54:43] <Guest178> So does that mean the CD burnt with it is find?
[05:54:45] <Guest178> fine?
[05:55:03] <Jymmmm> nope
[05:55:17] <terrylm> Did you try running the self check boot option on the CD?
[05:55:26] <Guest178> Yes I did
[05:55:31] <Dave911> That only means the ISO is fine.... your burner can still screw up.
[05:55:49] <Dave911> Did everything work before you did he updates?
[05:56:03] <Guest178> Don't know, I just updated out of habit
[05:56:56] <Dave911> Have you had good luck with that burner in the past?
[05:57:07] <Guest178> yes, never had a problem
[05:57:34] <Dave911> If so I'd just do a reinstall off what you have... don't do any updates and see if EMC2 will run as is.
[05:57:52] <Jymmmm> burn at 4x speed
[05:58:02] <Guest178> so, does the disc check in the top menu do md5?
[05:58:58] <terrylm> If the burner messed it up, it should show up during the self check run, and I believe that does a test read/checksum of each package on the CD, does it not?
[05:59:38] <Dave911> It was pretty obvious when my CD was screwed up .... but then I don't know if it is always that obvious
[06:00:31] <terrylm> I had one that would almost work, then fail to read late in the install... :(
[06:00:35] <Jymmmm> terrylm: I've had falsepositioves with it
[06:00:44] <Jymmmm> terrylm: I've had false-positives with it
[06:00:52] <Jymmmm> so I dont trust it personally
[06:01:12] <Dave911> Geez ... In that case I would definitely reburn at 4x, then install off your new burned disk.
[06:01:53] <Dave911> You can always use those other cds for coasters. Christmas crafts.. pave the sidewalk.. :-)
[06:01:54] <terrylm> Jymmm: have you ever had a false negative?
[06:02:25] <terrylm> By positive you mean it said good-to-go when it wasn
[06:02:28] <terrylm> t
[06:02:32] <terrylm> ?
[06:03:07] <Dave911> Wouldn't that be a negative false negative? ;-)
[06:04:45] <terrylm> Well, depends on which way one looks at it... positive logic or negative logic kind of thing, I tend to like positive to mean go/good.
[06:07:34] <terrylm> Guest178, I came into this late, can you run the example emc simulated machines?
[06:11:23] <Guest178> no, it exits with an error, but won't tell me what the error is
[06:12:15] <Guest178> it wouldn't run the latency-test either
[06:12:22] <Guest178> which is actually where this began
[06:12:40] <terrylm> Did you try different simulations? I have had some fail for me in the past, while others worked.
[06:12:42] <terrylm> Oh
[06:12:59] <Guest178> I tried two of them...
[06:13:08] <terrylm> humm, don't know then...
[06:13:22] <Guest178> I am resintalling now, and won't upgrade when it's done so we'll see what happens then...
[06:14:00] <Guest178> I sure hope it works. Considering others have had the same setup working without issue
[06:15:18] <terrylm> Where the two you tried closely related, like both AXIS examples? if so, try un/less-related ones, or just try them all.
[06:16:23] <Guest178> will do on the next go around.
[06:16:46] <Guest178> thanks for the help (all). I am off to bed while this installs.
[06:18:15] <terrylm> Say, if the problem persists, try typing 'halrun' at the command line and see if it will start. Do it from an X-term window, not at a real console.
[06:27:01] <Valen> mine is upgraded fine
[06:36:50] <Valen> though not emc as I'm running a SMP kernel and EMC
[06:40:26] <terrylm> Does anyone know how to auto-save/read the tool number when EMC exits/starts? so it knows it is on maybe T5 and not T0?
[06:48:17] <Valen> dunno, its probably near the saving of position info though
[06:50:02] <danimal_garage> maybe there's a parameter in the var file that you can allocate for that?
[06:57:21] <terrylm> humm, I've been searching the docs and the wiki, so far have not found anything.
[06:58:02] <terrylm> Yes, maybe a var. then some ladder code to read/load it?
[06:58:31] <terrylm> if the current tool is T0... maybe.
[07:04:58] <danimal_garage> terrylm: yes, i think some ladder to read/load it would be the key. i dont know how to do that though
[07:05:19] <danimal_garage> any ideas? i'd like to know myself.
[07:05:47] <danimal_garage> is there an input and output pin in hal that can read/write to/from the var?
[07:06:34] <danimal_garage> it'd be great if i didnt have to home my toolchanger on the mill everytime i start the machine
[07:06:51] <danimal_garage> plus it'd be useful for other ideas i have
[07:10:03] <danimal_garage> i'm off to bed. let me know if you find anything out.
[07:11:58] <terrylm> OK, I don't know either, but will find out.
[07:12:14] <terrylm> Have a good night, I'm off to bed also.
[07:20:14] <GonMD> do you guys use a standard model for testing machine accuracy ?
[08:31:02] <alex_joni> Jymmmm: pong
[08:32:11] <Jymmmm> alex_joni: Might want to add the MD5 to here:
http://linuxcnc.org/ for the iso download. The EU one is fine.
[08:33:03] <alex_joni> Jymmmm: didn't get that.. what do you mean?
[08:33:31] <Jymmmm> alex_joni: On the front page, there is no MD5 file for the ISO for ppl to validate
[08:33:38] <alex_joni> right
[08:33:48] <alex_joni> but there's a (more) link with _more_ information
[08:34:37] <Jymmmm> alex_joni: then the LiveCD link should be to the DOANLOAD page, not directly to the iso
[08:37:28] <alex_joni> I'm not sure what a 'DOANLOAD page' is, sorry
[08:37:35] <alex_joni> :P
[08:37:55] <Jymmmm> alex_joni: Learn to speak typo
[08:38:14] <alex_joni> that's an intersting thought..
[08:38:19] <alex_joni> maybe later ;)
[08:39:30] <Jymmmm> Also: * download the ISO (EU mirror) and burn it to a CD. (The MD5SUM of the CD is 1bab052ec879f941628927c988863f14)
[08:40:02] <Jymmmm> That makes it appear that the link *IS* the EU mirror, not that there is also an EU mirror.
[08:41:02] <Jymmmm> Also, nothing on that page says what version of EMC
[08:43:42] <Jymmmm> and 'aj13' is not an emc veriosn number tyvm
[08:44:15] <Jymmmm> :)
[08:45:37] <alex_joni> Jymmmm: the emc version is irrelevant
[08:45:48] <alex_joni> when you install it you should always upgrade to the latest one
[08:46:14] <alex_joni> if we publish a livecd with 2.3.1 on it, and after that one with 2.3.3, people will download the new CD and install from that
[08:46:20] <Jymmmm> Doesn't matter. What If I don't know what I already have and if I even need to dl and burn another one.
[08:46:52] <alex_joni> then you should start reading a book
[08:47:22] <Jymmmm> This has been a LONG TIME issue with emc not making the version numbers easily available.
[08:47:46] <Jymmmm> Either on DL's or in installs. and I don't mean help about either.
[08:47:55] <Jymmmm> HELP | ABOUT
[08:48:13] <Jymmmm> but whatever
[08:49:55] <alex_joni> at least 1year or more AXIS shows the version number in the menu
[08:50:05] <alex_joni> it's been in help/about at least 2-3 years
[08:51:01] <alex_joni> and either typing 'dpkg -l emc2' or going to synaptic and looking for the version is not that hard either
[09:39:51] <Jymmmm> alex_joni: emc2 -v ???
[10:26:32] <piasdom> g'mornin all
[10:32:58] <alex_joni> piasdom: morning
[10:33:06] <alex_joni> Jymmmm: what's emc2 in this context?
[10:35:04] <Jymmmm> $ traceroute -v
[10:35:05] <Jymmmm> Version 1.4a12+Darwin
[10:35:10] <Jymmmm> as example
[10:37:43] <Jymmmm> from shell that is
[11:28:31] <alex_joni> Jymmmm: when you type 'emc' in the shell it will print the version
[11:28:45] <alex_joni> 99.99% of the users don't use the shell though
[11:28:46] <Jymmmm> k
[14:29:34] <laoshi> hi every one
[14:45:40] <laoshi> :)
[14:53:23] <JT-Work> hi
[15:17:30] <i_tarzan> i_tarzan is now known as tarzan
[15:17:49] <tarzan> tarzan is now known as tarzan_
[15:24:36] <tarzan_> tarzan_ is now known as i_tarzan
[16:43:03] <Jymmmm> SWPadnos: ping
[16:56:24] <danimal_garage> pong
[16:58:59] <micges> tetris
[17:03:25] <danimal_garage> mario brothers
[17:13:10] <frysteev> what game are you playing danimal_garage ?
[17:14:57] <frysteev> danimal_garage: super mario
http://www.youtube.com/watch?v=Fq4VLwLFXaE
[17:14:59] <frysteev> cnc style
[17:18:56] <Danimal-office> i havent played a game since mario bros was new lol
[17:20:34] <Danimal-office> ha, cool
[17:20:46] <Danimal-office> those are some noisy servos
[17:21:13] <frysteev> those are steppers
[17:21:49] <Danimal-office> i was thinking that but i figured steppers werent fast enough for a laser
[17:22:26] <frysteev> they are fast, belt driveb with no gear reduction
[17:22:38] <frysteev> like its not like lighting fast but it doesnt good
[17:25:43] <Danimal-office> guess i'm just used to my slow ass steppers
[17:25:57] <Danimal-office> 110ipm max
[17:26:28] <Danimal-office> granted i'm moving quite a bit more weight than that laser
[17:30:20] <Jymmmm> See, all you bastards have been doing it wrong all this time...
http://www.instructables.com/id/How-to-Make-a-Three-Axis-CNC-Machine-Cheaply-and-/
[17:34:38] <frysteev> i wonder how precise that is3
[17:45:17] <Jymmmm> frysteev: static or dynamic =)
[17:45:41] <frysteev> i dunno
[17:45:46] <frysteev> your the expert
[17:46:07] <Jymmmm> You have me confused with someone that has a clue.
[17:46:18] <frysteev> i dont have tv. but i have AVtv
[17:46:35] <Jymmmm> frysteev: you should see a doctor about that.
[17:47:03] <frysteev> worng window lol
[17:53:48] <danimal_garage> what's avtv?
[17:53:54] <danimal_garage> is there a cure?
[17:54:40] <Jymmmm> danimal_garage: Yep, you run out of money OR max your CC's. Whichever comes first.
[17:55:45] <danimal_garage> thank god, i'm safe
[17:55:51] <danimal_garage> imune apparently
[17:56:09] <Jymmmm> danimal_garage: Not necessarily, you're in here still.
[17:57:30] <danimal_garage> what's that mean? it's contagious?
[17:58:22] <Jymmmm> Yep
[17:58:43] <Jymmmm> Ham radio = $$$$$, CNC = $$$$$$
[17:58:52] <Jymmmm> probably more so in here
[17:59:00] <danimal_garage> ha
[17:59:15] <danimal_garage> mine are all paid for, hence why i have no more $$$$
[18:33:06] <archivist_attic1> archivist_attic1 is now known as archivist_attic
[20:04:00] <i_tarzan> frysteev, AVtv?
[20:06:29] <archivist_attic1> archivist_attic1 is now known as archivist_attic
[20:14:11] <L84Supper> is anyone working on the EMC_Live CD for 10.04 yet?
[20:14:30] <cradek> I don't think so
[20:15:13] <L84Supper> I have someone here to build it if needed
[20:16:08] <L84Supper> cradek: do you or SWPandos build the Live CD's?
[20:16:20] <cradek> I think alex_joni and/or mozmck are going to build it this time around
[20:16:53] <cradek> I think so far alex and I have been the unlucky ones to get the task so far - not sure
[20:18:08] <L84Supper> Neo wrote the howto's for 9.04, 9.10 and ArchLinux, I can get him to build anything
[20:18:22] <L84Supper> he has the time
[20:18:37] <cradek> cool, maybe offer that help to alex when you see him
[20:18:49] <ds3> for machines with actual ISA slots, do Parallel ports on ISA slots tend to work better then parallel ports on the actual MB itself (in people's experiences)?
[20:18:54] <cradek> I'm not really involved the cd-making
[20:23:40] <ds3> okay
[20:23:51] <ds3> guess no one is working on parallel port machines anymore
[20:24:34] <L84Supper> I've used PP, just not PP on ISA
[20:24:41] <micges> me too
[20:24:42] <SWPadnos> ds3, I can't see any reason why an ISA parallel port would be better, except that if you blow it up you don't also blow up the motherboard
[20:24:59] <micges> same for pci
[20:25:04] <SWPadnos> right
[20:25:24] <ds3> SWPadnos: I am just going nuts trying to figure out why signals are not getting out... the LiveCD should be a working setup
[20:26:04] <SWPadnos> so you're trying to use the MB port, and it's not working?
[20:26:08] <micges> even there are onboards pp better that on some pci cards
[20:26:09] <ds3> yes
[20:26:27] <ds3> tried 2 different controls and 2 different cables (one control/cable) is known to be working
[20:26:32] <SWPadnos> do you know what its I/O address is?
[20:26:41] <ds3> 0x378 per the BIOS config
[20:26:45] <SWPadnos> oh, what control?
[20:26:57] <ds3> One is a Taig (old open loop) control
[20:27:12] <ds3> the other is an unknown import design control. both step/dir setups
[20:27:12] <SWPadnos> ok, not something like a 7i43 or USC
[20:27:28] <ds3> not even hearing the click I get when the enable line is asserted
[20:27:37] <SWPadnos> have you tried a scope/meter on the port, while issuing setp commands in halcmd?
[20:28:35] <ds3> is there an up to date page on the hal commands? the wiki refers tocommands that are not on the LiveCD install
[20:28:58] <SWPadnos> use the 2.3 HTML docs, not the devel one
[20:29:00] <SWPadnos> s
[20:29:30] <ds3> I believe that's what I was looking at... let me find it again
[20:30:12] <SWPadnos> the liveCD may not have the latest version of 2.3.x, I don't know if any halcmd commands were added
[20:30:22] <SWPadnos> there may be new components, but new commands would surprise me
[20:30:35] <ds3> it doesn't seem to have the hal commands at all
[20:30:43] <SWPadnos> man halcmd
[20:30:47] <SWPadnos> or halcmd -h
[20:31:05] <ds3> I tried "hal<TAB>", "hal<CTRL-D>" and nothing completes
[20:31:51] <SWPadnos> on the liveCD?
[20:32:05] <SWPadnos> err, booting from the liveCD?
[20:32:11] <ds3> this is a hard drive installed from the liveCD (CDROM is a 4x, so running from it is painful)
[20:32:22] <SWPadnos> then you should have halcmd installed
[20:32:28] <SWPadnos> hal<tab><tab>
[20:32:35] <ds3> tried that too
[20:32:47] <SWPadnos> and which halcmd shows nothing
[20:32:58] <ds3> believe so
[20:33:07] <SWPadnos> well, that's mighty weird
[20:33:55] <ds3> yes, hence the scrable to find something
[20:34:07] <ds3> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?TroubleShooting <-- is this anygood?
[20:34:14] <SWPadnos> I don't understand how emc would work, if halcmd doesn't
[20:34:28] <ds3> stepconf works, emc starts but stepconf's test axis does nothing
[20:35:15] <SWPadnos> it sounds to me like something went wrong with the install
[20:35:39] <SWPadnos> or all the realtime stuff silently decides not to run, without giving any errors
[20:35:53] <ds3> dmesg does show signs rtai is alive
[20:36:08] <SWPadnos> actually, stepconf uses halcmd to load realtime and make connections in HAL, so a missing halcmd would cause it to not be able to test any axis
[20:36:28] <SWPadnos> I'd expect an error message of some sort though
[20:37:09] <ds3> I got a complaint about gtk something on startup but I assumed that is a GUI thing
[20:37:15] <SWPadnos> it would also explain why you get no output from the parallel port, but again I'd expect an error
[20:37:23] <SWPadnos> (when running EMC)
[20:37:57] <SWPadnos> hmmm. does the run script fail and error if there's no halcmd?
[20:38:38] <ds3> script? stepconf is a script or??
[20:38:48] <SWPadnos> stepconf is python, emc is a script
[20:38:54] <SWPadnos> bash script
[20:39:01] <ds3> I haven't reversed taken apart anything... I assumed the LiveCD is a functional setup
[20:39:15] <ds3> otherwise, I'd have started with something friendlier then ubuntu
[20:40:24] <ds3> aso even in the later versions, I should be able to find a binary called halcmd on my system?
[20:40:50] <SWPadnos> there has never been an Ubuntu based EMC2 CD that didn't have halcmd
[20:41:11] <SWPadnos> and yes, you should be able to find halcmd on your system (/usr/bin I think)
[20:42:09] <ds3> I'll investigate... it seemed last night that things changed and the wiki fell out of date
[20:42:19] <cradek> ds3: what is the url for the iso you used?
[20:43:05] <ds3> http://www.linuxcnc.org/hardy/ubuntu-8.04-desktop-emc2-aj13-i386.iso
[20:43:10] <ds3> that is what I believe I downloaded
[20:43:39] <cradek> well if you don't have halcmd, something is very wrong.
[20:43:55] <ds3> should that CD work on the older systems?
[20:44:16] <cradek> define older
[20:44:36] <ds3> K6-3
[20:44:57] <cradek> with enough ram, it will probably work
[20:45:06] <ds3> the LiveCD boots
[20:45:16] <cradek> did you run the cd verify?
[20:45:36] <ds3> no, I'm moving it to a machine that i can run a MD5sum on the ISO
[20:45:49] <ds3> never had problems grabbing ISOs and burning them before
[20:47:32] <ds3> md5 is good
[20:48:55] <andypugh> Does EMC start?
[20:49:10] <ds3> yes, emc does start
[20:49:20] <andypugh> You could try toggling pin values in Hal Config.
[20:49:38] <SWPadnos> no, that uses halcmd as well
[20:49:41] <ds3> if I had hal commands...
[20:50:01] <andypugh> (though as that involves typing in halcmd commands like setp that probably won't help other than giving a potentially useful error message)
[20:50:04] <ds3> does ubuntu offer something like "apt-verify" or maybe dpkg --verify-all?
[20:50:22] <SWPadnos> you could just try apt-get install --reinstall emc2
[20:50:29] <SWPadnos> (or however that's spelled)
[20:50:42] <ds3> no wired internet in the shop
[20:51:18] <SWPadnos> ubuntu uses the same apt as everyone else, so whatever you're used to on other debian based systems should work (version differences notwithstanding)
[20:51:23] <ds3> at least I have a starting point now, thanks.
[20:51:45] <SWPadnos> reinstall may use the cached package, but I'm not sure that exists from the liveCD
[20:51:51] <ds3> I don't bother with distros as a rule... more trouble then it is worth
[20:51:58] <SWPadnos> ^when installed from the livecD
[20:52:13] <SWPadnos> easier when you have no internet access
[20:53:15] <ds3> would it be a bad idea if I grab the emc2 packages and installed them by hand again?
[20:53:32] <SWPadnos> no, that's not a bad idea
[20:54:06] <ds3> thanks. I will pester people here again once I have tried it. I have several starting points now.
[20:54:13] <SWPadnos> have fun
[20:54:25] <ds3> this was suppose to be easy!!!!
[20:54:40] <SWPadnos> bring the computer in from the shop and do it all online, then it will be easy :)
[20:54:59] <ds3> I sim and everything running... all I neeed was a config but my first install lacked stepconf so back go step one I go... now this :D
[20:55:22] <ds3> I rather not do that but that's is a distant alternative
[20:57:25] <cradek> ds3: I can't help but think you are doing something weird. Do you know what it is?
[21:01:02] <archivist_attic> run a network cable to the box
[21:01:24] <ds3> cradek: if I did, I'd focus in on it... my setup is probally using and older system but everything else is "normal" for the time being
[21:01:25] <cradek> the cd install has a working emc, with no network cable required
[21:01:56] <ds3> right and I am not using the network; the network comment was regarding using apt to redo/reinstall it
[21:02:11] <cradek> ds3: did you install by booting from the cd and answering the questions about your name and timezone etc?
[21:02:50] <cradek> I mean you didn't use apt to upgrade from some other debian, or anything unusual like that?
[21:03:18] <ds3> cradek: yep. I did exactly that
[21:03:22] <cradek> or maybe your system ran out of ram and the install failed or something, but you didn't see it?
[21:03:28] <SWPadnos> exactly which?
[21:03:42] <ds3> this was: boot up livecd. use the install to hard drive option, and answer questions
[21:04:20] <cradek> how much ram do you have and what's your hard disk size?
[21:04:22] <i_tarzan> it may be virtualized?
[21:04:36] <ds3> 384M
[21:04:51] <ds3> forgot the HD size... probally around 8G
[21:05:06] <cradek> maybe you should run the install again, now that you have a swap partition on the disk. it will use one if it finds it.
[21:05:13] <ds3> it had one to begin with
[21:05:13] <cradek> or, in /tmp I think it is, it leaves an install log
[21:05:19] <cradek> oh ok
[21:05:30] <ds3> this was a working simulator setup form an older (2-3 year old) Live CD install
[21:09:03] <ds3> based on the comments (or rather lack of) about the on board parallel port.... would I be correct in assuming, they are rarely the source of problems? once this works, I will be putting in an ISA parallel port for 2 more ports anyways
[21:09:36] <cradek> ds3: the only common problem with parallel ports is when they give 3.3v but you hook them to something wanting 5v
[21:09:49] <cradek> isa cards might be more likely to give you real 5v outputs
[21:10:02] <cradek> but decent breakout boards have buffering that handles it either way.
[21:10:26] <ds3> 'k
[21:18:08] <MrSunshine> what is the device called used to find the center of a piece for example ?
[21:18:12] <MrSunshine> and the top level of it
[21:18:28] <danimal_garage> quick question... i have a cycle time timer i made in ladder, but it resets when it starts after an M1 or M0. Is there any pin that can be used instead of halui.program.is-running?
[21:18:29] <SWPadnos> a probe?
[21:18:32] <JT-Work> probe
[21:19:03] <danimal_garage> The way i have it now is when the halui.program.is-running pin pulls high, it resets and starts the counter
[21:19:04] <SWPadnos> danimal_garage, you could latch the time when the pin goes low or something
[21:19:14] <JT-Work> danimal_garage: do you want to latch the timer in until some other input stops it?
[21:19:48] <danimal_garage> the timer is counting till program.is-running pin pulls low
[21:19:55] <danimal_garage> then it stops
[21:19:58] <SWPadnos> you'd need an extra input, probably connected to a pyvcp control, to decide whether to add time or reset the time
[21:20:11] <danimal_garage> then it resets when program.is-running is pulled high again
[21:20:29] <SWPadnos> what is not working the way you want?
[21:20:39] <SWPadnos> or, what do you want to do? :)
[21:20:48] <danimal_garage> when it stops for a m0 or m1 and i hit resume, it restarts the counter
[21:20:58] <danimal_garage> i want run to reset the counter, not resume
[21:21:33] <danimal_garage> but program.is-running acts the same for run or resume
[21:22:13] <SWPadnos> I don't know if there's anything better than program.is-running for this, but you'll need some manual input as I outlined above
[21:22:17] <danimal_garage> so basically i dont want it to stop because i gotta flip the part over, and i certainly dont want it to restart when i hit resume
[21:23:00] <SWPadnos> you could add a custom M-code to the preamble of your program, and another one at the end, which could control whether the timer restarts or not
[21:23:08] <danimal_garage> the only thing i can think of is adding a real run button on my front pannel instead of hitting r on the keyboard (which is what i think you were hinting at
[21:23:20] <SWPadnos> all it would have to do it "halcmd setp dont_reset 1"
[21:23:22] <cradek> maybe it should start on a rising edge of is-running, and go until you press a stop-and-reset-it-now button
[21:23:23] <SWPadnos> s/it/is/
[21:23:36] <SWPadnos> yep, that's another good idea
[21:23:38] <danimal_garage> SWPadnos: thought of that, but i was hoping to avoid changing the tons of programs i use
[21:23:46] <cradek> well, another idea anyway
[21:23:49] <SWPadnos> then manual control is the way
[21:23:52] <SWPadnos> I think it's good
[21:24:12] <cradek> then if you want to count deburring time too, or whatever, you can
[21:24:21] <danimal_garage> cradek: just trying to avoid uneccesary steps, that's all
[21:24:23] <SWPadnos> in fact, it's a little better to have a manual reset button anyway - you might screw something up and want to restart the program
[21:24:26] <cradek> (I don't really know the point here I guess)
[21:24:52] <danimal_garage> SWPadnos: if i reset the program, it'll reset the counter anyways
[21:25:19] <SWPadnos> ok
[21:25:36] <danimal_garage> cradek: just trying to get an idea of how long my parts are in the machine so i can charge accordingly, and so i can see if any changes i make to the program help
[21:26:12] <JT-Work> danimal_garage: are you using a timer to increment a counter for minutes and hours?
[21:26:16] <danimal_garage> the counter works awesome except for wqhen i need an M0 to flip a part
[21:26:53] <danimal_garage> jt-plasma: yes, a timer preset to 1 second and 2 counters for minutes and seconds
[21:27:45] <danimal_garage> when the first counter (preset to 60) overflows, it triggers the second counter (minutes)
[21:27:55] <danimal_garage> preset to 59 actually
[21:28:00] <danimal_garage> not 60
[21:28:25] <danimal_garage> thanks guys, i guess i'll put in a run button on the front pannel
[21:29:37] <JT-Work> are you using halui.mode.is_auto to run your timer?
[21:30:05] <danimal_garage> no, i'm using halui.program.is_running
[21:30:47] <JT-Work> To pause a running program temporarily (regardless of the setting of the optional stop switch), program M0. EMC2 remains in the Auto Mode
[21:31:04] <danimal_garage> hmm
[21:31:19] <danimal_garage> is it in auto mode only when running?
[21:31:39] <SWPadnos> does emc go out of auto mode at M2/M30?
[21:32:26] <danimal_garage> i'm running parts right now, i'll check
[21:32:37] <danimal_garage> perfect timing, i just loaded a new part
[21:32:42] <danimal_garage> brb
[21:32:44] <JT-Work> look in the hal window
[21:33:26] <JT-Work> let me know cause the manual doesn't say :)
[21:34:32] <danimal_garage> just had another idea... i can use the optional stop is on pin to temporarily disable the program.is-running signal that resets the counter
[21:34:52] <danimal_garage> and also to keep the counter running durring optional stops
[21:37:05] <danimal_garage> running a part now
[21:39:12] <danimal_garage> pin .is_auto is indeed true durring an optional stop, and is false after M02
[21:39:49] <skunkworks_> exactly what you wanted!
[21:39:56] <danimal_garage> so i can use that i suppose
[21:40:23] <danimal_garage> yep!
[21:41:04] <danimal_garage> good idea JT-Work
[21:41:09] <danimal_garage> thanks guys
[21:42:11] <JT-Work> I'll update the manual
[21:42:53] <danimal_garage> when i get the timer the way i want it, i'll add it to the wiki
[21:43:45] <danimal_garage> i'm going to add a parts counter and a total job time timer
[21:44:44] <danimal_garage> guess it's nothing a stopwatch cant do, but i'm trying to get more comfortable with ladder
[21:44:48] <JT-Work> danimal_garage: your having too much fun now :)
[21:45:03] <danimal_garage> ladder is fun!
[21:45:28] <danimal_garage> i'm gunna start messing with some plc's
[21:46:18] <danimal_garage> i wanna make a doggy door that opens only when the dogs go up to it so it wont open for burglars
[21:46:51] <danimal_garage> although if the burglar gets by the dogs in the first place, i doubt the doggy door is gunna stop him
[21:51:42] <ries> danimal_garage: you need to tag your dog with a RFID chip
[21:51:44] <ries> :)
[21:52:22] <danimal_garage> whats that?
[21:52:32] <danimal_garage> radio frequency id?
[21:52:49] <danimal_garage> one of my dogs has one
[21:53:35] <danimal_garage> the puppy doesnt
[21:54:01] <JT-Work> My dog is trained to attack and chase so long as you don't chase back :)
[21:54:34] <danimal_garage> ha
[21:55:16] <danimal_garage> my dogs are the sweetest dogs in the world until you pop your head over the fence and they dont know you
[21:57:18] <danimal_garage> the little dog is just some sort of shepart mutt, she's only 40lbs so she cant do much, but the big dog is half boxer so he's got some strong jaws
[22:57:00] <jt-plasma> * jt-plasma wonders if a P3 866 will support 160gb hd?
[23:02:35] <Eric_K> jt-plasma: i'm happy that a lot of those limitations have slipped out of my memory
[23:03:59] <jt-plasma> I just popped the top off and no slot for a video card so I think it is of no use to me :(
[23:04:23] <Eric_K> hard to know without trying
[23:04:33] <Eric_K> this computer has very low latency and built in video
[23:04:47] <Eric_K> fairly recent vintage though
[23:07:09] <jt-plasma> seems to work so far...
[23:10:13] <skunkworks> run glxgears and move things around...
[23:10:45] <Eric_K> run some java, that'll make some systems puke their guts
[23:11:02] <Eric_K> open office from cdrom
[23:12:35] <skunkworks> play some youtube videos..
[23:12:59] <skunkworks> re-encode some videos.. ;)
[23:13:15] <Eric_K> vimeo videos are better, they really trash the system
[23:23:09] <celeron55> ...and then stop everything to see if there are any power-saving bugs
[23:23:50] <celeron55> well, not bugs but power-saving related latencies
[23:35:20] <Guest178> I have a D945GCLF2D motherboard and am (still) having problems getting EMC (and the latency-test) to run
[23:35:52] <Guest178> I have reinstalled from the LiveCD and not updated anything (last night someone told me that blindly updating everything might have screwed it up
[23:36:09] <Guest178> I know that my checksums on the original image and the CD I built are good
[23:36:40] <Eric_K> so the livecd doesn't boot?
[23:36:41] <Guest178> Ubuntu seems to run fine, but when I try to, for example, run the latency-test I get:
[23:36:41] <jt-plasma> the only update you don't want to do is Ubuntu
[23:36:56] <Eric_K> sorry, premature
[23:37:05] <Guest178> Sorry, no, the LiveCD booted, and I installed it on a sata disk on the system
[23:37:28] <Guest178> Waiting for component 'lat' to become ready........
[23:37:35] <kanzure> if you were to do constructive solid geometry in python, which way would you prefer?
http://designfiles.org/~bryan/csg.py
[23:37:36] <Guest178> X Error of failed requst: BadAlloc (insufficient resources for operation)
[23:37:45] <Guest178> ajor opcode of failed request: 53 (X_CreatePixmap)
[23:38:10] <Guest178> ajor==Majog
[23:38:15] <Guest178> Major (sheesh)
[23:38:19] <Guest178> Serial number of failed request: 271
[23:38:27] <Guest178> Current serial number in output stream: 917
[23:38:42] <Guest178> That is what it says after about 1 minute or so of seeming to just hang
[23:38:56] <Eric_K> says in a dialog?
[23:39:34] <Guest178> Yes, when I run latency-test by typing it in a terminal window
[23:39:44] <jt-plasma> is that the Atom mobo that skunkworks uses or is it SWPadnos
[23:40:07] <Eric_K> yes
[23:40:12] <Eric_K> both
[23:40:14] <Guest178> It is an Atom mbord, that apparently everyone but me has luck running EMC on!
[23:40:47] <Eric_K> strange that an X error seems to be your problem
[23:41:06] <jt-plasma> Guest178: don't feel bad I have a stack of 6 computers trying to get one up and running some are a bit old for sure
[23:41:19] <andypugh> Can you run the latency test when booted from the CD?
[23:41:28] <Guest178> I haven't tried.
[23:42:17] <jt-plasma> from the menu
[23:42:20] <andypugh> That would eliminate hardware from the equation.
[23:42:32] <Guest178> HoLooking for my cd....
[23:43:32] <jt-plasma> * jt-plasma hands Guest178 his extra copy of the LiveCD
[23:43:48] <Eric_K> the problem could be the monitor I suppose
[23:44:10] <jt-plasma> * jt-plasma thinks I'll try another monitor too
[23:44:12] <Guest178> really>
[23:44:22] <Guest178> sorry, not for me
[23:44:47] <Eric_K> what kind of monitor are you using Guest178?
[23:45:13] <Guest178> really?
[23:45:24] <Guest178> It is an ancient Sony 17" crt
[23:45:25] <Eric_K> it's a problem with the graphics
[23:45:35] <Eric_K> that's why you are getting X errors
[23:45:40] <Guest178> Get out!
[23:45:58] <Guest178> Why can't I just run latency-test from the command line then?
[23:46:04] <Eric_K> if you tried enough apps, you probably would also have problems with non-emc
[23:46:08] <Guest178> Also, Ubuntu doesn't seem to have a problem
[23:46:54] <Guest178> How about it I run it headless and just connect via VNC to the host?
[23:47:51] <Eric_K> http://forums.opensuse.org/applications/389147-x-error-failed-request-badalloc-insufficient-resources.html
[23:48:01] <Eric_K> I dunno, but there appears to be a fix
[23:50:33] <Eric_K> I just googled your error message
[23:50:58] <Eric_K> possibly a bios setting
[23:52:14] <Guest178> Hmm, I could believe a bios setting but what...
[23:52:36] <Eric_K> onboard video memory
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}