Back
[00:00:22] <danimal_garage> then i screwed the plate to the main plate that i had the mobo on, so it was easy to pull it out if needed
[00:00:33] <jt-plasma> one more case to put back together :)
[00:00:40] <danimal_garage> ha
[00:00:53] <danimal_garage> i got a small computer case graveyard on the side of the house
[00:00:57] <jt-plasma> hmmm, I might have another case or two up in the attic
[00:02:22] <danimal_garage> you know what you could do... make some little spacers, and tap them 6-32 on one end, and 3mm on the other... then you could screw 6-32 set screws into the spacers, and they'll basically be what you need
[00:03:38] <danimal_garage> plus there will be no undercut, threads all the way to the spacer, which is better for sheetmetal
[00:04:53] <jt-plasma> yep that is plan number B at this point
[00:05:43] <danimal_garage> i almost did that myself, but the standoffs were only a buck or 2 so i just bought some
[00:08:55] <danimal_garage> i'm happy, i needed a computer in the livingroom to hook up to the tv for watching netflix, and i managed to build one out of spare parts. Didnt think i had enough, but then i remembered i had a mobo with a dead p4 processor, and i had a dead laptop with a good p4 processor
[00:09:28] <danimal_garage> worked like a charm
[00:09:31] <jt-plasma> cool, I love it when a plan come together
[00:09:44] <jt-plasma> comes
[00:10:10] <danimal_garage> yep me too
[00:10:29] <skunkworks> I am using one of those intel atom boards for a media pc. very quied
[00:10:33] <skunkworks> quiet
[00:10:43] <skunkworks> (for netflix and recorded movies)
[00:11:00] <jt-plasma> what is netflix ?
[00:11:05] <danimal_garage> suprisingly good picture too, i was expecting it to be a bit choppy since i'm using dual monitors from one vid card
[00:11:35] <danimal_garage> skunkworks: i'm using a silverstone home theater pc case so it's pretty quiet too
[00:11:55] <skunkworks> it is sort-of like blockbuster - but online. and you can stream some movies.
[00:12:05] <danimal_garage> jt-plasma: it's a subscription dvd rental service that allows you to watch movies instantly from your computer
[00:12:09] <jt-plasma> ok
[00:12:38] <jt-plasma> use a tv out or something to watch it on regular tv?
[00:12:43] <danimal_garage> yep
[00:12:50] <danimal_garage> vga on my tv
[00:13:30] <danimal_garage> pretty close to tv quality
[00:13:54] <danimal_garage> i dont have cable or satelite anymore, i just use netflix
[00:14:08] <jt-plasma> I don't watch much on TV cause most of the time it is some law show on all the time :/
[00:14:34] <danimal_garage> jt-plasma: are you on the run from the law or something?
[00:14:51] <jt-plasma> no, my wife watches them all the time
[00:14:58] <danimal_garage> hah
[00:15:21] <danimal_garage> yea i can see that getting old if you're not into that sort of thing
[00:16:01] <jt-plasma> yea, I prefer to watch science or history stuff
[00:16:08] <skunkworks> we are running vga into our tv. works very well - also as a monitor
[00:16:27] <skunkworks> 1280X1024
[00:16:33] <danimal_garage> nice
[00:16:50] <danimal_garage> i tihnk i'm just running 800x600
[00:17:05] <skunkworks> the atom board doesn't do dvi - that would be nice because we could do 1080p
[00:17:21] <skunkworks> so there is a little stretch - but not bad
[00:17:33] <danimal_garage> hmmm i have dvi on my vid card, but i dont have dvi on my tv
[00:17:53] <danimal_garage> wonder how those dvi to component adapters work
[00:18:01] <danimal_garage> or if there's something better
[01:05:25] <tlab> hello
[01:06:13] <tlab> I'm using stepper motors with EMC and when I set it up the steppers sounded smooth when they moved, but now when I run a part is sounds like poop
[01:45:56] <Danimal-office> what kind of microstepping?
[01:46:24] <Danimal-office> and more importantly, what kind of poop?
[01:47:20] <Eric_K> I decided to stay out of this convo
[01:47:57] <Eric_K> the scatology of motion control
[01:48:54] <tlab> I'm quarter stepping... and it sounds funny like harmonics... when I use "test this axis" the motors sound ok and smooth but when it runs a part it sounds scratchy or noisy
[01:53:49] <danimal_garage> tlab: 1/4 stepping is pretty course, i had to microstep quite a bit to smooth mine out
[01:54:06] <tlab> well it's 1/4 or 1/16
[01:55:23] <danimal_garage> i'm at 1/32
[01:55:56] <danimal_garage> and my mill is pretty big.. i'd imachine the resonance would be quite worse with a small machine
[01:56:04] <danimal_garage> imagine*
[01:56:16] <tlab> ya this is desktop
[01:56:24] <tlab> 18*12 work area
[01:56:34] <danimal_garage> yea, no friction to smooth it out
[01:56:43] <danimal_garage> you cant microstep any more?
[01:56:54] <tlab> what kind of velocity and acceleration would be ideal?
[01:57:00] <tlab> 16 is the max
[01:57:09] <danimal_garage> i'd try 16
[01:57:22] <tlab> I am, I've already switched it over heh
[01:57:35] <danimal_garage> i dunno about vel and accel, that's up to the machine
[01:58:12] <tlab> the manual says to run it back and forth till I hit max acc? then back it off is this correct?
[01:58:51] <danimal_garage> i turned down the accel pretty slow, then cranked up the vel as fast as i could without issues. then i went back and and set the accel as high as i could without it stalling
[01:59:47] <tlab> does the velocity depend on the stepping and the jitter of the computer?
[01:59:55] <danimal_garage> disclaimer: i'm not an expert at all
[02:00:18] <danimal_garage> i'd assume it'd be mostly limited by the steppers
[02:00:34] <danimal_garage> do you have your step length and step space set right?
[02:00:50] <danimal_garage> and your direction set correctly as well?
[02:01:30] <tlab> step time and space is set to spec sheet of the a3979 chip I'm using
[02:01:56] <danimal_garage> are you accounting for your latency?
[02:02:07] <tlab> direction I'm not sure, but I know I can move axis both ways
[02:02:21] <tlab> latency the jitter?
[02:02:29] <danimal_garage> yes
[02:02:38] <tlab> ya I put in a jitter time
[02:02:42] <tlab> of 14382
[02:03:02] <tlab> step time and space is 1000ns
[02:03:04] <danimal_garage> oh you used stepconf?
[02:03:14] <tlab> direction hold and setup are 200
[02:03:20] <tlab> ya I'm using stepconf
[02:03:36] <danimal_garage> are you reading that from your ini file?
[02:03:45] <danimal_garage> or was that from stepconf
[02:04:05] <tlab> ya I reload my-mill.ini
[02:04:14] <tlab> reading from stepconf
[02:04:42] <danimal_garage> i really thought you had to add your latency to the step length and all that stuff
[02:05:10] <danimal_garage> i'm using a mesa card so i'm not positive with a parport, but i thought thats what you had to do
[02:05:15] <tlab> I was going off what this guy has,
http://hobbymechatronics.com/projects/29-mechanics/11-sherline-cnc-conversion?start=5
[02:05:30] <tlab> he's using the same motor driver but different machine
[02:10:42] <tlab> if my machine is rated at 5TPI on Y axis, do I put 5 in for Leadscrew Pitch?
[02:12:05] <danimal_garage> yes
[02:12:26] <danimal_garage> did the microstepping help?
[02:13:02] <tlab> still checking the velo/acc settings the changing in microstepping effected it
[02:19:27] <tlab> ya it sounds better
[02:19:41] <danimal_garage> good
[02:19:42] <tlab> Y axis sounds a little crappy and I miss some steps still
[02:20:08] <danimal_garage> why did you have to mess with the accel and vel?
[02:20:30] <tlab> was to fast or something
[02:20:32] <danimal_garage> i never had to mess with them when i changed my step rate
[02:20:55] <tlab> I'm not sure I have them set right
[02:21:28] <tlab> velocity of X is .8 in/s but Y axis is .2 in/s
[02:21:32] <danimal_garage> the size/weight of your machine has a bit to do with that
[02:21:34] <tlab> this seem right?
[02:21:52] <tlab> I'm using a Fireball
[02:22:08] <danimal_garage> .8?
[02:22:28] <danimal_garage> so 48ipm?
[02:22:28] <tlab> that to high?
[02:22:48] <danimal_garage> and 12ipm?
[02:23:00] <tlab> I dunno
[02:23:08] <danimal_garage> that seems really low
[02:23:21] <tlab> it will only let me go up to 1.4 in/s
[02:23:31] <danimal_garage> what will?
[02:23:43] <tlab> stepconf for X axis velocity
[02:23:58] <danimal_garage> thats odd
[02:24:12] <tlab> I changed the jitter and microstepping and it let me go up to 1.4, before it was only 1.0
[02:24:12] <danimal_garage> what's your accel?
[02:24:27] <tlab> 20
[02:24:52] <danimal_garage> hmm
[02:25:03] <tlab> I only have 32V power supply
[02:25:19] <danimal_garage> you dont need to use stepconf, you can edit the ini manually
[02:26:09] <danimal_garage> someone else might have to step in here, i dont know much about parport stepper setups, but that seems slow
[02:26:29] <tlab> the machine max out at 220ipm
[02:26:40] <danimal_garage> my machine is over 6000lbs and my steppers are running 1.8334ips
[02:26:44] <tlab> and that's with high power supplys
[02:26:59] <tlab> wow
[02:27:12] <danimal_garage> 220 is quite a bit different than 12
[02:28:51] <danimal_garage> your accel seems high
[02:29:08] <danimal_garage> maybe not for that size of machine, but mine is only at 7
[02:29:46] <danimal_garage> maybe try lowering it to 10 and see how high you can get the velocity
[02:35:37] <WesBaker> Hello all. Newbie question here. I have a setup with EMC2, a Mesa 5i20, and the Mesa break out board with the terminal strip for my gpio. P2 on the Mesa is used up with encoder and other servo functions. The first pin on P3 is GPIO 24. I know that pin is correct because if I set the parameters is_output to true and setp the .out pin true and false, I can see the output toggeling with my volt meter.
[02:35:47] <WesBaker> So forcing outputs has proved good.
[02:35:52] <WesBaker> Now I'm trying to force inputs.
[02:36:42] <WesBaker> I set the is_output parameter back false. I read +5v on the pin with my volt meter. I short it to ground and expect the state to change in the HAL configuration monitor.
[02:36:45] <WesBaker> No change.
[02:37:37] <WesBaker> Can I get some help showing a new guy how to physically switch the inputs and see the feedback in HAL configuration?
[02:41:05] <WesBaker> Anybody out there this evening?
[02:41:19] <mozmck> just got here
[02:42:51] <WesBaker> mozmck: Are you familiar with Mesa cards? I am new to the whole EMC thing but have been able to set up and force some of the gpio on my mesa card. I'm trying to simulate inputs with and am missing something.
[02:43:55] <mozmck> no, I don't have a mesa card - sorry.
[02:52:54] <ries> anybody using facing.py ?
[02:54:02] <tlab> lol looks lik my Y axis is doing twice as much distance as it should
[02:54:42] <tlab> I did the EMC2 AXIS and the letters are taller than it looks like it should be
[02:56:32] <Danimal-office> maybe thats why your velocity was so low
[02:57:03] <tlab> wonder what is causing it
[02:58:13] <Danimal-office> whats your scale set at?
[02:58:19] <Danimal-office> in ini
[02:59:08] <tlab> scale for x and y axis is 16000
[02:59:31] <tlab> for z it's 38400
[03:02:52] <Danimal-office> and your pitch on your leadscrews are the same for x and y?
[03:03:09] <tlab> ya I was told they are 5TPI double start?
[03:04:40] <Danimal-office> what's the settings on your stepper drives?
[03:04:56] <Danimal-office> are they all set to the correct microstep rate?
[03:04:59] <tlab> 16x
[03:05:06] <Danimal-office> all 3 of them?
[03:05:20] <tlab> yes they all set to 16 microstepping
[03:06:37] <Danimal-office> i dunno, something's gotta be wrong
[03:09:41] <tlab> yeesh I set it to move 1 inch and it moved 2 inches
[03:13:28] <danimal_garage> your positive your scale is set at 16000 for both axises in the ini file?
[03:14:32] <danimal_garage> look at the ini file, not stepconf
[03:14:56] <danimal_garage> is it just your y axis?
[03:16:50] <tlab> ya and it's the one making bad harmonics
[03:16:59] <tlab> I think a jumper was weak
[03:18:02] <Danimal-office> yea sounds like maybe a hardware issue or something
[03:18:13] <Danimal-office> hope ya figure it out
[03:18:30] <tlab> now an inch is going 4 inches
[03:19:17] <Danimal-office> yep hardware issue
[03:19:26] <Danimal-office> maybe bad stepper drive
[03:24:32] <tlab> probably is bad, since I designed and built it lol
[03:25:34] <Valen> tlab, check that the hal file is using the stuff you put in the ini file
[03:25:51] <Valen> there are some versions floating about where the hal has its own values in it that override the others
[03:28:18] <tlab> what should I be looking for in the Hal file?
[03:34:36] <tlab> gonna goto bed I'll mess with it more tomorrow
[05:27:04] <tom3p> ever hear of a 'denary integer' ?
[10:20:19] <piasdom> g'mornin all
[13:07:18] <EbiDK> http://www.youtube.com/watch?v=RUMIkwG-qkI http://www.mudhoney.net/lyrics/billion.htm Nifty :)
[14:04:31] <MrSunshine> yeey, Z axis mount in aluminium is done =)
[14:43:41] <Optic> moo
[15:58:45] <acemi> acemi is now known as Guest77408
[16:23:33] <tarzan__1> hi
[16:24:53] <seb_kuzminsky> hi tarzan__1
[16:52:14] <seb_> seb_ is now known as sebjames_
[16:54:20] <skunkworks> Peter - mesa
http://www.cnczone.com/forums/showpost.php?p=731873&postcount=31
[16:55:59] <frallzor> allmost done with the outside now ries =)
[16:58:59] <cradek> as far as I know, a "yaskawa servopack" is just a velocity mode servo amp
[16:59:16] <cradek> I'm pretty sure the ones on Jr say "servopack" somewhere on them
[16:59:32] <skunkworks> huh.
[16:59:46] <skunkworks> cradek: do you think your servo got bumped?
[16:59:53] <cradek> ?
[17:00:06] <skunkworks> (alignment issue with the jr)
[17:00:11] <cradek> oh
[17:00:12] <skunkworks> sorry - changed subject.
[17:00:36] <cradek> the 'suspect' motor and coupler were on the ballscrew that someone had removed and sent off to an inept ballscrew rebuilder
[17:00:42] <SWPLinux> the Yaskawa servopacks I have can be used in torque or velocity mode, and I think they can also be set for step/dir or other "digital" input types
[17:00:52] <SWPLinux> these are sgdh series
[17:00:54] <cradek> so probably someone 'bumped' it with a crowbar trying to get it uncoupled
[17:01:05] <skunkworks> yeck
[17:02:04] <cradek> SWPLinux: sounds like it could mean anything then
[17:02:17] <Jymmm> SWPLinux: How's Dallas?
[17:02:28] <MrSunshine> yeey, Z axis mount in place and now i can see how not straight my leadscrew for Z is :/
[17:02:30] <MrSunshine> sigh
[17:02:40] <MrSunshine> i suck in the lathe :/
[17:02:57] <SWPLinux> Dallas is cool and cloudy, soon to be rainy/snowy
[17:03:36] <cradek> "Latest Poll: <blink>How many of you have .00005 Indicators and what do you use them for???</blink> [ ]Yes [ ]No"
[17:03:58] <Jymmm> SWPLinux: Heh, ask a friend that lives in Houston and he says differently =)
[17:04:04] <SWPLinux> Latest Poll Results: Yes: 0% No: 100%
[17:04:06] <cradek> I swear I lose brain cells every time I read a web forum
[17:04:16] <SWPLinux> Houston is 200 miles from here
[17:04:27] <Jymmm> cradek: If that's true, skunkworks is SO SCREWED!
[17:04:42] <cradek> Jymmm: yeah, ouch
[17:04:43] <SWPLinux> cradek: you're losing brain cells all the time, you just notice it more when you're reading a web forum
[17:05:05] <Jymmm> skunkworks: Reads cnczone like it's a lifetime's worth of all the pr0n in the world and he's a 12yo kid
[17:05:07] <cradek> SWPLinux: yeah, they scream as they jump ship
[17:05:19] <SWPLinux> Run Awaaaaaaayyyyyy!
[17:08:04] <Jymmm> SWPLinux: Now, what's happening in Dallas? Soap Opera? AVN?
[17:10:09] <SWPLinux> NBA Slam Dunk competition
[17:10:41] <Jymmm> Ah
[17:18:03] <Jymmm> SWPLinux: Got Hexapod?
http://www.youtube.com/watch?v=kS9oxp0mlw8
[17:35:07] <skunkworks> hey - you just have to filter the content so as to not lose too many brain cells.
[17:35:35] <Jymmm> skunkworks: But your filtering is defective =)
[17:36:48] <SWPLinux> Jymmm: no, I have not got hexapod
[17:36:57] <frallzor> http://pici.se/p/large/ywDgjSkrZ/ the birth of my box, more to do but its a beginning
[17:37:29] <Jymmm> frallzor: Your box has an udder
[17:37:36] <Jymmm> and four tits
[17:37:41] <frallzor> yup
[17:37:47] <Jymmm> It's a moo box
[17:38:11] <Jymmm> Paint it brown and you'll have Chocolate Milk
[17:39:16] <Jymmm> SWPLinux: Yeah, that looked pretty cool (and wicked too)
[17:39:44] <Jymmm> frallzor: No BRB?
[17:39:55] <frallzor> BRB?
[17:40:09] <Jymmm> frallzor: BRB == Big Red Button (E-Stop)
[17:40:16] <frallzor> there will be
[17:40:20] <Jymmm> ah
[17:40:25] <frallzor> just havent found a nice one yet
[17:40:30] <frallzor> expensive shit here
[17:40:59] <Jymmm> I understand
[17:43:03] <Jymmm> looks nice
[17:43:52] <frallzor> hah... $700 for one I found now
[17:43:55] <frallzor> thats just insane
[17:45:22] <skunkworks> love this quote 'I got it working with EMC2 (Linux equiv of Mach3) over the weekend if you'd like a copy of the configuration files. '
[17:46:18] <Jymmm> frallzor:
http://cgi.ebay.com/Lot-2-Omron-A22-01-Push-Button-Switch-Emergency-Stop_W0QQitemZ350312966198QQcmdZViewItemQQptZBI_Control_Systems_PLCs?hash=item519047a836
[17:52:47] <frallzor> might have found a pretty cheap one now
[17:56:19] <flexxxv> Hello, i'm planning a homemade cnc. I just the linear slides. right now I'm thinking about the diameter for the threaded rod. I think I'll build like in this image:
http://www.mixware.de/bilder/b5.jpg .My problem is that I dont know the diameter. the threaded rod have to be about 40 cm and I wont cut anything harder then alu. Anyone here who has experiences in this?
[17:57:30] <cradek> is that a ballscrew or acme?
[17:57:41] <tarzan__1> ball $$$
[17:58:28] <cradek> have a picture of the whole machine?
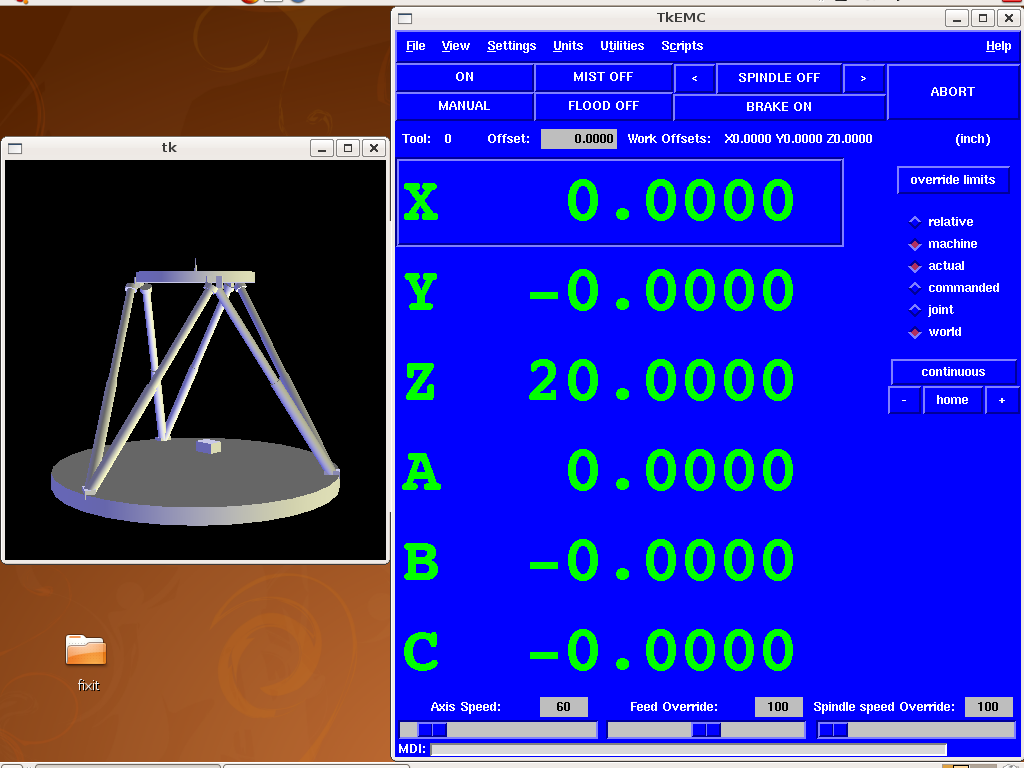
[18:00:40] <MrSunshine> can emc handle hexapods? :)
[18:01:00] <Eric_K> now I remember that replacing a camlock cam isn't that easy for some reason
[18:03:23] <Jymmm> MrSunshine:
http://www.isd.mel.nist.gov/documents/falco/simulationtools.pdf
[18:03:44] <Eric_K> and wouldn't you know the illustrated parts breakdown has a bad drawing
[18:10:38] <danimal_garage> damn vari speed belt keeps slipping
[18:11:19] <danimal_garage> on the lathe
[18:11:44] <Eric_K> I found my email to the sheldon lathe group from the last time I replaced a cam, but all I said was "I finally got the pin to move enough to let the cam go free"
[18:16:51] <danimal_garage> wow this is the first time i had to use super-help-my-ford-escort-up-a-hill low gear on my manual lathe
[18:17:26] <Eric_K> I just got the back gears on my lathe to work, before I was always going too fast
[18:18:41] <Eric_K> I suppose I could put the potentiometer on my vfd...
[18:19:26] <danimal_garage> i'm trying to make a backplate for my 6" chuck to go on my hardinge
[18:19:27] <skunkworks> MrSunshine:
http://www.electronicsam.com/images/KandT/testing/Screenshot.png
[18:19:48] <Eric_K> danimal_garage: what kind of mount is it?
[18:20:13] <danimal_garage> so i'm starting with 6.5" diameter 4140
[18:20:21] <danimal_garage> hardinge taper mount
[18:20:38] <danimal_garage> not cheap or easy to get
[18:20:38] <Eric_K> shoulda known it was something strange
[18:21:21] <danimal_garage> hardinge wont spin slow enough to turn it
[18:21:42] <danimal_garage> well it will, but the belt just slips half way through the cut
[18:21:52] <danimal_garage> so i gotta use the manual lathe
[18:22:25] <danimal_garage> which is actually impressing me at the moment... didnt think this old girl had that kind of a cut in her
[18:24:26] <Eric_K> I found out mine faces a lot nicer from outside to in
[18:24:33] <Eric_K> it's in horrible shape
[18:25:36] <danimal_garage> my carriage is lifting under the tool pressure
[18:26:35] <Eric_K> I got that problem too, lots of fun
[18:29:56] <danimal_garage> i locked it down and it helped
[18:30:14] <Eric_K> lock on mine is broken :)
[18:31:22] <Eric_K> I had no idea how bad a lathe could be, I keep discovering more answers to that question
[18:32:26] <Eric_K> it makes things round with a lot of urging though, can't complain too much
[18:50:18] <flexxxv> just a small question: what does M5 mean? (does it mean 5mm ? )
[18:50:46] <MrSunshine> 5mm threaded i guess =)
[18:50:46] <anonimasu> no
[18:50:55] <anonimasu> it's 5mm threaded
[18:50:56] <MrSunshine> or something
[18:51:01] <MrSunshine> yey =)
[18:51:07] <anonimasu> usually you have a m5x1.5
[18:51:14] <anonimasu> or something to denote the thread pitch
[18:51:15] <flexxxv> ok just was unshure
[18:51:24] <danimal_garage> or it means spindle off :)
[18:51:30] <MrSunshine> anonimasu, the diff in the threading sizes doesnt apear until like M8 does it? :O)=
[18:51:32] <JT-Work> LOL
[18:51:42] <danimal_garage> M8 means coolant on
[18:51:43] <MrSunshine> flexxxv, "sure" =)
[18:51:48] <MrSunshine> haha
[18:51:54] <MrSunshine> you mean in gcode? :P
[18:52:07] <danimal_garage> M code :)
[18:52:44] <anonimasu> MrSunshine: they do it's just not common
[18:55:16] <danimal_garage> jt-plasma: how goes it?
[18:56:47] <JT-Work> making prints of a machine we are building to remove a bolt once every 5 seconds
[18:56:59] <anonimasu> neat :)
[18:57:22] <danimal_garage> nice
[18:57:43] <danimal_garage> i have a ford ranger that does that as well
[18:58:10] <JT-Work> the bolt hods the engine to the pallet while it is assembled on the conveyor line, after the run tunnel they take it out so the engine can be painted
[18:58:38] <danimal_garage> cool
[18:58:47] <danimal_garage> b&s again?
[18:58:48] <JT-Work> they changed the design of the engine so it is harder to get to the bolt so we get to make a new machine for them
[18:58:52] <JT-Work> yeppers
[18:59:23] <danimal_garage> repeat customers, that's always good
[19:00:01] <JT-Work> they wish we were bigger so we could deliver more equipment
[19:01:12] <danimal_garage> expand!
[19:02:24] <JT-Work> too scary to do that for a couple more years...
[19:02:49] <danimal_garage> got any pictures of the machines, or is it all proprietary and confidential
[19:02:55] <danimal_garage> yea i hear ya, same here
[19:03:38] <JT-Work> here is a couple
http://i47.photobucket.com/albums/f163/johnplctech/Testing01.jpg
[19:04:13] <JT-Work> http://i47.photobucket.com/albums/f163/johnplctech/HPIM0629.jpg
[19:05:07] <danimal_garage> nice, really professional looking work
[19:07:31] <danimal_garage> i miss building machines, that was fun
[19:07:56] <JT-Work> thanks, we enjoy designing and building them
[19:09:53] <danimal_garage> how much of it are you fabricating vs. buying off the shelf stuff?
[19:10:53] <danimal_garage> first machine i pretty much machined everything, and the second 2 machines i bought more off the sheft stuff
[19:11:24] <JT-Work> we fabricate all things except cylinders and slides and stuff like that
[19:13:37] <danimal_garage> shelf*
[19:13:49] <danimal_garage> cool
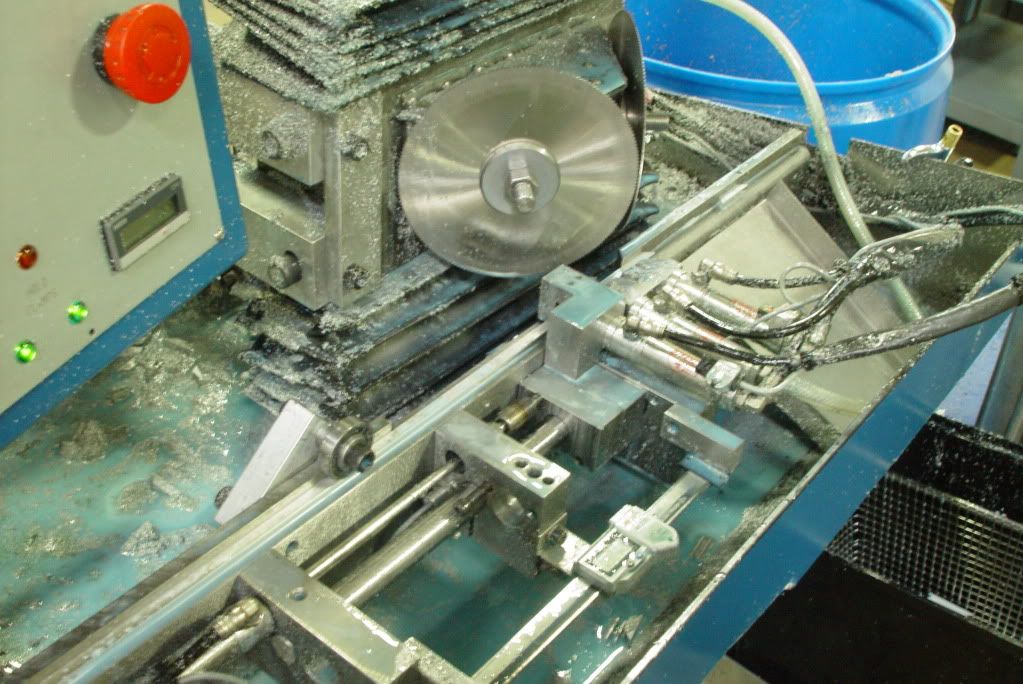
[19:16:49] <danimal_garage> this guy i fabricated everything, including the ways,feed unit, gear box (not the gears), spindles, etc:
http://img.photobucket.com/albums/v20/danielwilcox/DSC00065-1.jpg
[19:18:25] <tarzan__1> saw?
[19:21:11] <JT-Work> Looks mean :)
[19:21:36] <skunkworks> for cutting perfect 45deg angles out of your arm.
[19:21:39] <skunkworks> ;)
[19:23:44] <tarzan__1> not useful if not mill
[19:23:46] <danimal_garage> ha, yes, it's a very mean saw
[19:24:12] <danimal_garage> there's usually a cover on it. blades arent exposed when it's running
[19:26:35] <Eric_K> if I could figure out who decided it was a good idea to bury a loose pin over 1" down a threaded hole of the same diameter, I would go relieve my bladder on his grave
[19:27:05] <danimal_garage> super glue
[19:27:23] <Eric_K> I got one out with an allen wrench with grease on the end, the other doesn't want to budge
[19:28:01] <archivist> hydraulic it out
[19:28:22] <Eric_K> how you do that?
[19:31:15] <archivist> can you drill a small hole to it
[19:31:33] <Eric_K> I'd rather not drill a hole in my spindle
[19:31:52] <archivist> I means very small
[19:32:19] <Eric_K> there should be a path to the pin from the cam
[19:33:07] <danimal_garage> why are government agencies closed today?
[19:33:14] <archivist> if tight you could make an extended dirll and drill a small hole in its end, then use a stud extractor
[19:33:16] <danimal_garage> (in the us)
[19:34:29] <archivist> if there is a path fill with oil and hammer/ram a close fitting pin in to force it out
[19:35:43] <archivist> * archivist has to get space made for toys tomorrow
[19:36:02] <danimal_garage> what are you getting archivist?
[19:37:47] <archivist> sliding head lathe and a horizontal mill, and a gear hobbing machine
[19:38:03] <archivist> all old stuff to play with
[19:38:46] <cradek> sounds like quite a load - did you find a shop closing?
[19:38:48] <archivist> and a schaublin lathe
[19:39:02] <archivist> where I used to work cradek
[19:39:47] <cradek> ah, neat - I remember you saying you were hoping it would work out that way
[19:40:33] <archivist> didnt get the hobbing machine I really wanted though
[19:40:57] <Eric_K> danimal_garage: D.C. closed for snowpocalypse II
[19:41:10] <archivist> wimps!
[19:41:37] <archivist> we got snowed on today while moving stuph
[19:41:56] <Eric_K> I dunno how much snow they got today, philly got most of it
[19:42:34] <archivist> funny little pea shaped snow today
[19:47:51] <danimal_garage> so why the hell is the post office in SAN DIEGO closed??
[19:49:10] <danimal_garage> oh wait, it's not... my mail man was just a few hours late
[19:52:47] <terrylm> I just upgraded from emc 2.2.8 to 2.3.4, now TnM6 does not seem to set iocontrol.0.prepare, nor the change pin.
[19:53:21] <terrylm> prepare is looped directly to prepared.
[19:53:33] <danimal_garage> terry, do you have a TOOLCHANGE_AT_G30 = 1 IN YOUR INI?
[19:53:41] <terrylm> Yes.
[19:53:57] <danimal_garage> remove it. it doesnt work with 2.3.4
[19:54:19] <terrylm> Oh
[19:54:20] <danimal_garage> gotta use TOOLCHANGE_POSITION instead
[19:54:44] <danimal_garage> TOOLCHANGE_QUILL_UP = 1 doesnt work either
[19:54:52] <terrylm> I do not understand what the numbers are after TOOLCHANGE_POSITION?
[19:55:02] <danimal_garage> they're fixing it for the next rev
[19:55:21] <terrylm> They are not axis locations?
[19:55:23] <danimal_garage> the numbers are the positions
[19:56:00] <danimal_garage> so if you have xyz axes, the first number is x position, the second is y, and the third is z
[19:56:09] <terrylm> Like TOOLCHANGE_POSITION 3.0 2.5 ?
[19:56:13] <terrylm> X Z
[19:56:35] <danimal_garage> so enter whatever numbers you have in your var file for g30 positions
[19:56:49] <terrylm> Lathe BTW
[19:56:58] <terrylm> OK, will try it.
[19:57:03] <cradek> you probably have to say 3.0 0 2.5 for a lathe
[19:57:03] <danimal_garage> ok, you still need x,y, and z, but just have the second number as zero
[19:57:05] <terrylm> Thanks again.
[19:57:15] <terrylm> OK
[19:57:28] <danimal_garage> no prob
[19:58:03] <danimal_garage> cradek: your goodies show up yet?
[19:58:09] <cradek> not yet!
[19:58:58] <danimal_garage> they're out for delivery
[19:59:05] <cradek> neat
[20:10:46] <seb_> seb_ is now known as sebjameswml
[21:01:17] <danimal_garage> wonder how long before the neighbors call the fire department. this cutting oil is smoking up pretty good
[21:08:16] <andypugh> Lots of useful lumps of brass on fire engines...
[21:11:25] <tom3p> i had an American LaFrance oil filter on an AGie, very mechanical & pump looking, but at the top was big brass WInged Figure holding the lid on the main pressure vessel. very classy (Am LaF also made fire truck pumps )
[21:12:26] <danimal_garage> cool
[21:13:19] <danimal_garage> andypugh: i made my own cycle time counter in ladder
[21:13:30] <danimal_garage> minutes and seconds
[21:13:50] <andypugh> They made whole fire trucks. They might well still do so. They had some brilliant ladders with a second driver at the back.
[21:13:59] <andypugh> Show-off!
[21:14:02] <danimal_garage> ha
[21:14:11] <bill2or3> * bill2or3 loved that game.
[21:14:20] <frysteev> you guys play with your pumps
[21:14:34] <danimal_garage> might add a parts counter and a total job timer
[21:14:52] <danimal_garage> probably useless for alot of us, but since i run production, it's handy
[21:15:13] <andypugh> There was a chap in the UK buying 1920s fire trucks, then shortening and narrowing the chassis to make replica Edwardian race cars. I never really approved.
[21:15:31] <danimal_garage> lame
[21:15:38] <tom3p> allow one field for cost per part and have it update your bank account ( unca scrooge meets rube goldberg)
[21:16:56] <danimal_garage> haha
[21:16:59] <danimal_garage> good idea!
[21:17:14] <danimal_garage> i bet there's a way to integrate it into quickbooks
[21:17:35] <archivist> horrid software
[21:17:41] <andypugh> Puma robot typing it in, and writing the cheques
[21:18:05] <danimal_garage> archivist: do you know of better for the price?
[21:18:42] <archivist> probably one of the open source accounting progs
[21:19:47] <archivist> its a number of years since I was close to it and I did not think a lot of the stock/inventory
[21:19:53] <danimal_garage> didnt know they existed
[21:20:30] <danimal_garage> i have a friend that works for Intuit, so i got my copy for making a few small parts for him
[21:20:45] <danimal_garage> otherwise i think i would have researched it more
[21:21:29] <archivist> accountants like little companies to all use the same .... so its easy for them
[21:22:02] <archivist> loads use sage and a good few use quickbooks over here
[21:42:42] <Jon_geo01005> Jon_geo01005 is now known as geo01005
[22:12:49] <andypugh> I got my 0.8mod hob today. It's rather cute.
[22:13:24] <Jymmm> archivist: Not as much of a clusterfsck as PeachTree though.
[22:14:10] <Jymmm> Well, Peachtree wasn't a clusterfuck, just complicated
[22:14:32] <archivist> Jymmm, at a previous job I ran the accounts prog and did a survey to replace it, there are some odd things out there
[22:14:48] <Jymmm> archivist: to replace which?
[22:15:05] <archivist> it was called TABS
[22:15:18] <archivist> a UK prog not well known
[22:15:23] <Jymmm> ah
[22:15:51] <andypugh> That's the other thing, it helps if the software understands the applicable tax law.
[22:15:56] <archivist> although they did one called easy tabs on apple II
[22:17:03] <archivist> we went from Apple to concurrent dos to unix with them
[22:17:03] <Jymmm> Well, most ppl dont even know what double-entry accounting is, so eh.
[22:18:00] <archivist> people are confused when I do double entry on a spreadsheet :)
[22:18:33] <andypugh> (When I had a Ltd Co I just used Excel and the software that the Government supply to handle the payroll)
[22:18:58] <Jymmm> archivist: Like I said, most ppl dont have a clue.
[22:19:03] <andypugh> But I had a very forgiving employee.
[22:19:38] <tlab> anyone have a clue as to why a stepper motor would move 4x the amount it's told to? I move it an inch, and it goes 4 inches
[22:19:50] <Jymmm> scale
[22:20:11] <andypugh> Microstepping turned off?
[22:20:24] <tlab> the scale is set right I believe... I can move the driver to another axis and it does the same thing
[22:20:31] <tlab> no, I'm using 16x microstepping
[22:20:53] <archivist> but forgot to set the driver to 16x
[22:20:53] <andypugh> Are you sure it hasn't gone to 4x?
[22:21:27] <tlab> all 3 drivers are set to 16x
[22:21:53] <andypugh> If the problem moves with the driver, then I suspect a faulty setting switch.
[22:22:05] <archivist> or a mistake in your maths
[22:22:45] <andypugh> Set it to 4x microstepping and see if it goes 16x too far?
[22:23:57] <archivist> some switches are difficult so see which is off or on
[22:28:38] <tlab_> wow that's weird
[22:28:58] <tlab_> I set the driver to 4x, emc to 16x and it works right
[22:29:27] <tlab_> home made drivers, so probably something I did heh
[22:29:33] <andypugh> I think that the driver is not responding to the settings correctly.
[22:29:50] <andypugh> What is the setting mode?
[22:30:31] <tlab_> setting mode?
[22:30:32] <Jon_geo01005> Jon_geo01005 is now known as geo01005
[22:30:43] <andypugh> How is the microstepping set?
[22:30:56] <tlab_> 4x on the driver, 16x in emc
[22:31:35] <andypugh> No, I mean electrically. Is it DIP switches?
[22:31:53] <tlab_> oh it uses jumpers
[22:31:56] <danimal_garage> jumpers is my guess
[22:32:12] <andypugh> I wonder if the logic is inverted?
[22:32:13] <danimal_garage> because i'm phsycic
[22:32:13] <tlab_> I tried different jumpers too
[22:32:45] <danimal_garage> and he told mme yesterday
[22:39:28] <andypugh> Hmm, jumper not jumping to ground?
[22:50:17] <celeron55> an oscilloscope would be of great help probably
[22:51:28] <celeron55> one probe to step input and an other one to a coil in the stepper or some drive signal of a drive transistor or something
[22:59:38] <tom3p> did anyone get one of these/try one? i heard about it here (pocket scope looks like iphone/game )
http://hackaday.com/2009/10/19/dso-nano-oscilloscope-reviewed/
[23:00:44] <andypugh> I considered it, but decided that a second hand "proper" scope was a better fit to my needs.
[23:02:12] <tom3p> its just so cool, like a tricorder that works
[23:02:13] <andypugh> I can't think of many times I have unexpectedly wanted a scope when away from home.
[23:03:27] <andypugh> There are several on eBay most of the time.
[23:05:47] <Valen> be handy at robot events
[23:06:54] <andypugh> True, but we always had a truck full of stuff, and the Tek scope I bought can hide under a piece of letter-size paper.
[23:07:01] <Eric_K> that would be nice, but I'd like a bigger screen :)
[23:07:18] <Jymmm> http://www.seeedstudio.com/depot/micro-digital-storage-oscilloscopedso-nano-p-512.html
[23:07:49] <Eric_K> what device did they repurpose for that?
[23:07:53] <Jymmm> Still not available yet
[23:09:14] <Jymmm> Eric_K: probably a iphone clone
[23:09:27] <andypugh> http://cgi.ebay.com/Mrico-Digital-Oscilloscopes-Pocket-USB-Test-Equipment_W0QQitemZ120519092968
[23:10:09] <Eric_K> fluke should build one of these into a dvm and blow the whole market away
[23:10:14] <Eric_K> they'd need new factories
[23:10:29] <Jymmm> Eric_K: And FLuke will jack up the price too
[23:10:53] <tlab> found my problem I believe... I don't show a connection between the microstepping jumper to the actual pin.. so maybe a bad solder
[23:10:56] <Eric_K> yeah, but if they didn't....
[23:11:03] <andypugh> http://www.rapidonline.com/1/1/3203-fluke-124-industrial-scopemeter-124-s-industrial-scopemeter-plus-scc120-kit.html
[23:11:18] <Jymmm> Eric_K: But they always will.
[23:11:23] <bill2or3> fluke makes one, but it's $1500.
[23:11:37] <Jymmm> Fluke makes a few actually
[23:11:41] <Eric_K> they had some cheaper dvms that were really nice
[23:11:51] <Eric_K> one that was sears branded
[23:13:47] <Jymmm> I'm waiting till AFTER they they have them in stock - let someone else be the beta bitch =)
[23:14:39] <bill2or3> I built one of those $50 AVR based "oscilloscope" kits.
[23:14:54] <Jymmm> bill2or3: the green one?
[23:14:55] <bill2or3> it's better than using a blinking LED.
[23:14:59] <bill2or3> yeah, the green one.
[23:15:00] <Jymmm> HEH... MOD your DSO nano UI
[23:15:26] <bill2or3> mostly what I got for building it is confidence in my smd soldering skills.
[23:16:49] <Jymmm> bill2or3: the green one?
[23:20:03] <Jymmm> bill2or3: This one???
http://www.seeedstudio.com/depot/digital-storage-oscilloscope-with-panels-p-514.html?cPath=11
[23:21:57] <bill2or3> thats the one, but in unassembled kit form.
[23:22:17] <Jymmm> gotcha
[23:22:36] <bill2or3> it was a lot of very-tiny soldering. :-)
[23:22:45] <Jymmm> I bet
[23:23:28] <Jymmm> http://www.jyetech.com/en/default.html
[23:23:47] <Jymmm> bill2or3: looks like there is a gGroups for it too
[23:24:08] <Jymmm> http://www.youtube.com/watch?v=L-lwDoEee2I
[23:24:47] <bill2or3> it's pretty neat, well worth the $35+3hours.
[23:24:57] <bill2or3> well, if you solder stuff for fun, anyway.
[23:26:00] <ds3> bill2or3: did you see the Luminary Micro demo board scope?
[23:26:03] <Jymmm> http://www.youtube.com/watch?v=heyJ-g70D_U&NR=1
[23:26:15] <bill2or3> I didn't.
[23:26:19] <bill2or3> linky?
[23:26:22] <ds3> one sec
[23:26:56] <ds3> http://www.luminarymicro.com/products/lm3s3748_usb_h_d_evaluation_kits.html
[23:27:00] <ds3> this will also do USB
[23:27:10] <bill2or3> * bill2or3 looks
[23:27:21] <bill2or3> the jyetech one does XModem. :-)
[23:27:24] <bill2or3> yes, really.
[23:28:31] <bill2or3> how much is that luminary board?
[23:32:56] <andypugh> Is a UPS PSU likely to be switchmode or linear?
[23:34:37] <ds3> no idea, I just all it as a demo
[23:35:36] <andypugh> Sorry, I was changing the subject. If I win the servos I am bidding on on eBay I am going to need a 48V supply @ 20W or thereabouts. The manual says not to use a switchmode PSU
[23:40:57] <frysteev> wooooo
[23:41:12] <frysteev> i just found my box on sold state relays for my spindle
[23:41:35] <danimal_garage> cool
[23:41:38] <andypugh> Hmm, reading back, 20W @ 48V would be easy. I meant 20A @ 48V
[23:41:41] <danimal_garage> send me some
[23:41:48] <pjm> andypugh that is a pity about the smpsu's, i have 3 X 48V psu's sat on my shelf that are brand new that u could hvae
[23:41:54] <danimal_garage> haha yea 20w is nothing
[23:42:20] <andypugh> I suspect it would be a long, wet, walk to pick one up though, pjm
[23:42:37] <pjm> they are not 20A tho
[23:42:53] <pjm> the local traffic light company chucked perhaps 100 out, still boxed
[23:43:00] <pjm> and i fished about 20 out of the skip
[23:43:15] <andypugh> Hmm, I know a traffic-light engineer.
[23:43:27] <pjm> might be worth asking
[23:43:39] <pjm> i expect the cabinets have decant linear PSU's in
[23:43:44] <andypugh> There are lots on eBay, lets see if I win first.
[23:44:13] <mozmck> is SWPadnos around?
[23:44:14] <andypugh> currently £10 for 6 of integrated servo/drive motors
[23:45:01] <andypugh> They are a bit too clever (serial port comms) but support step/direction or quadrature input too.
[23:45:59] <andypugh> I suspect I could buy them and then relist mentioning "CNC ! Mill ! Lathe! Mach3!" and make 10x the money.
[23:46:38] <cradek> sweet, quadrature input stepper drives?
[23:46:54] <andypugh> No, BLDC servos
[23:48:10] <andypugh> http://divapps.parker.com/divapps/emn/prior_version_compumotor/cat/english/iBE_flyer.pdf
[23:51:00] <andypugh> Anyway, time to sleep.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}