Back
[00:00:10] <andypugh> Just make sure that you only try to source or sink a few milliamps.
[00:00:24] <skunkworks> * skunkworks hasn't blown up a printer port yet...
[00:01:04] <flexxxv> yeah think I shouldn't get to much problems with the reprap motor driver boards I'm building...
[00:01:04] <Jymmm> (just the whole PC)
[00:02:02] <andypugh> You can make your own interface with stripboard. Stick a few ULN2003 chips to it and you can switch 500mA per channel without risk (so operate relays directly, for example)
[00:03:32] <flexxxv> thanks for informations. I'll see what to do. Have to sleep now
[00:03:36] <andypugh> (The ULN2003 will connect any voltage up to 50V to ground when the corresponding input pin goes high. Jolly useful device, I use it to switch on my drive via a SSR and also in place of forwards/reverse buttons)
[00:04:45] <andypugh> If anyone is wondering, the SSR is just a way to stop the input filter tripping the earth leakage breaker. It's a zero-crossing device so there is no current spike.
[00:05:39] <andypugh> It's a trick I learned when I couldn't use my spot welder without tripping the overload breaker...
[00:08:35] <jt-plasma> skunkworks: your not trying hard enough :)
[00:11:11] <Valen> danimal_garage got enough voltage on it?
[00:13:25] <danimal_garage> think so, checking now
[00:13:29] <danimal_garage> it's 120v
[00:13:49] <jt-plasma> danimal_garage: I saw the tool changer vid... cool :)
[00:15:10] <danimal_garage> thanks!
[00:15:25] <danimal_garage> almost done, just fixing a slow moving selanoid
[00:15:48] <jt-plasma> * jt-plasma hands Dan a hammer
[00:18:02] <jt-plasma> and some WD-40
[00:18:47] <danimal_garage> ha
[00:19:03] <danimal_garage> i took it apart and cleaned it out/greased it. Didnt make a difference
[00:20:35] <jt-plasma> a solenoid valve?
[00:21:33] <danimal_garage> yea
[00:22:05] <jt-plasma> ya don't want to grease them... clean and put a little air tool oil or transmission fluid on the seals
[00:22:27] <jt-plasma> sliding poppet type?
[00:23:22] <danimal_garage> think so.. coil on each end
[00:23:38] <jt-plasma> a blue Mac valve?
[00:23:48] <danimal_garage> no, versa valve
[00:24:05] <danimal_garage> 120v coils
[00:24:39] <jt-plasma> I'd clean the grease out and put a drop of air tool oil on the seals and try that
[00:25:02] <Valen> can you push it by hand?
[00:25:46] <danimal_garage> all i did was dab a little on the seals, there really isnt any grease in there
[00:25:54] <danimal_garage> push what by hand?
[00:26:23] <Valen> the moving part of the solenoid
[00:26:41] <danimal_garage> if i take it apart to get to it, yea
[00:26:55] <Valen> ahh don't bother then lol
[00:27:15] <Valen> what can happen is if its got rubber seals they can swell and make it hard to move
[00:27:22] <jt-plasma> do you have another valve with the same kind of coil that you can swap out to see if the coils are bad
[00:27:48] <danimal_garage> jt-plasma: no, but i swapped out the coils with other coils and it still doesnt help.
[00:27:49] <jt-plasma> just a dab of the wrong kind of grease can swell them up
[00:28:08] <Valen> does take a while though
[00:28:10] <jt-plasma> so it is in the valve body
[00:28:19] <jt-plasma> yea
[00:29:01] <danimal_garage> i think so. whats happening is it isnt releasing the air for one side of the piston, so it ends up fighting itself
[00:29:50] <jt-plasma> if you take the tubes off does it work better?
[00:30:23] <danimal_garage> and there's a little air muffler that constantly leaks a little air, which is on the side of the valve that is causing it to bind
[00:31:24] <danimal_garage> if i take off the air line that is fighting the one that's supposed to be active, it does work
[00:31:35] <jt-plasma> if the muffler is leaking (that is the exhaust) then you have some leakage in one of the valves
[00:31:42] <danimal_garage> till i need to change directions, then i gotta put the line back on
[00:31:53] <danimal_garage> it doesnt have a problem going the other way though
[00:34:36] <jt-plasma> could be the gasket between the valve and the manifold if it is on a manifold
[00:34:51] <jt-plasma> or the spool o-rings
[00:34:56] <danimal_garage> yea its on a manifold
[00:35:07] <jt-plasma> orange or red valves
[00:35:31] <danimal_garage> aluminum
[00:35:35] <danimal_garage> bare
[00:36:14] <danimal_garage> you think it's blowing air between the orfices?
[00:36:24] <tom3p> are you locking air in? maybe you need a vent
[00:36:56] <tom3p> 'you gotta let it out' (tommy chong)
[00:37:00] <danimal_garage> there is a vent, but it constantly leaks air
[00:37:51] <jt-plasma> this kind of valve
http://www.versa-valves.com/LIT_K_USA.pdf
[00:38:30] <jt-plasma> if it leaks all the time you have either a valve problem or blowby on one of the air devices
[00:39:07] <jt-plasma> sometimes I pinch the tubes one by one to find the location of a blowby problem
[00:39:45] <tom3p> yes should not leak all the time, maybe not sticky, maybe weak due to lost pressure
[00:40:00] <tom3p> or fighting something
[00:41:25] <danimal_garage> it looks like the valve thats taken apart on page 2, but it's got a different coil
[00:41:51] <danimal_garage> and the coils are linear to the valve's piston
[00:42:49] <danimal_garage> i think it's in the valve, the thing still leaks if the lines are off the piston so i dont think it's blowby
[00:43:12] <tom3p> broken gasket, gasket flipped...?
[00:43:31] <jt-plasma> may just be worn out, they only last so long
[00:44:36] <danimal_garage> well i guess i'll go grab some new seals from ace
[00:44:45] <danimal_garage> no gaskets
[00:44:51] <danimal_garage> thanks guys
[00:44:54] <tom3p> you should always be able to make the valve do what its diagram says ( gets some plugs and an air line and alligator clips to power )
[00:44:55] <jt-plasma> * jt-plasma heads in the house
[00:47:48] <tom3p> just orings no gaskets
[01:15:53] <mIreland> I've been gone awhile. I fire everything up again and run right into trouble with my tool changer.
[01:16:33] <mIreland> I issue toolchange commands as usual but the command never finishes
[01:17:00] <mIreland> rapid to g30, then hang...
[01:18:27] <mIreland> subsequent tc gives error: que not empty
[01:20:56] <mIreland> Looking to easily isolate problem to hardware or software. Ladder editor does not show any attempt at running the changer...
[01:56:03] <jthornton> did it work before?
[01:57:33] <danimal_garage> jthornton: did you say automatic tranny oil?
[01:58:02] <jthornton> yea, that is a pallet maker trick with air cylinders on pallet making machines
[01:58:14] <danimal_garage> ok thanks
[01:58:18] <jthornton> just a 1/2 a drop
[01:58:21] <danimal_garage> just got all new o rings for it
[01:58:35] <jthornton> I'm amazed you found them
[01:58:48] <danimal_garage> standard sizes it seems
[01:58:56] <jthornton> lucky guy
[01:59:14] <danimal_garage> 5/16, 1/2, and 3/4 id's
[01:59:26] <danimal_garage> yea, i got lucky with the claw for my toolchanger too
[01:59:34] <danimal_garage> standard orings on that as well
[02:00:05] <jthornton> you'll be slinging chips before I fire up the phase converter on mine
[02:00:34] <danimal_garage> ha well the mill has been running since may/june
[02:00:47] <jthornton> we did deliver a machine to Briggs today and they were all happy with it :)
[02:00:50] <danimal_garage> just without the toolchanger
[02:01:02] <jthornton> you were the tool changer :)
[02:01:09] <danimal_garage> nice, do you build machines for a living?
[02:01:16] <jthornton> yes
[02:01:20] <danimal_garage> cool
[02:01:30] <danimal_garage> i built some too
[02:01:31] <jthornton> assembly line automatic machines
[02:01:36] <danimal_garage> neat
[02:02:19] <jthornton> it's fun work and pays well
[02:02:42] <jthornton> took a long time to get our feet in the door but it was worth the wait
[02:03:15] <Danimal-office> http://smg.photobucket.com/albums/v20/danielwilcox/?action=view¤t=DSC00063-1.jpg&newest=1
[02:03:36] <Danimal-office> http://smg.photobucket.com/albums/v20/danielwilcox/?action=view¤t=DSC00064.jpg&newest=1
[02:03:57] <Danimal-office> http://smg.photobucket.com/albums/v20/danielwilcox/?action=view¤t=DSC00065-1.jpg&newest=1
[02:04:15] <Danimal-office> http://smg.photobucket.com/albums/v20/danielwilcox/?action=view¤t=DSC00108.jpg&newest=1
[02:04:39] <Danimal-office> i designed and built that one. did everything but the ladder for the plc
[02:05:10] <Danimal-office> it's an automatic feed dual miter saw
[02:05:30] <jthornton> now you know how to do ladder :)
[02:05:34] <Danimal-office> yep!
[02:05:39] <jthornton> for picture frames?
[02:05:45] <Danimal-office> that machine would have been really easy
[02:05:52] <Danimal-office> no, card locks
[02:06:21] <jthornton> not sure I understand what a card lock is
[02:06:26] <Danimal-office> for circuit boards, to lock them in racks
[02:06:49] <Danimal-office> bunch of wedges with a long screw through them. you tighten the screw, and it locks the card in place
[02:07:03] <jthornton> ok
[02:07:21] <Danimal-office> this makes the trapazoid wedges
[02:07:37] <Danimal-office> it's extruded aluminum
[02:08:30] <Danimal-office> no wonder you're good at ladders and machining :) usually both dont go together... usually only machine builders can do both
[02:09:28] <Danimal-office> i buit some other machines too, but not sure where the pics went
[02:09:42] <jthornton> yea, I do the cad, cam ladder cnc machining and my partner does manual machining servo drives electrical and paint
[02:09:53] <Danimal-office> cool
[02:10:03] <Danimal-office> its your own buisness?
[02:10:10] <jthornton> we forget to take pictures
[02:10:12] <jthornton> yes
[02:10:26] <Danimal-office> yea pictures are the last thing on my mind usually
[02:10:46] <jthornton> seeing the customer smile is the best thing
[02:10:54] <jthornton> then the check arrives
[02:11:51] <Danimal-office> yea that's cool
[02:12:29] <Danimal-office> i enjoy seeing that when i bring my product to races and stuff
[02:12:57] <Danimal-office> stopped doing tooling and machines though... except for myself
[02:13:33] <Danimal-office> it's stressful for me, expecially with deadlines and whatnot
[02:13:53] <Danimal-office> so i stick to bike parts now.
[02:17:01] <jthornton> my next project is a VMC when I can find a dead one
[02:17:50] <danimal_garage> yea, i'd like to find a little mori like cradek's
[02:18:01] <skunkworks> jthornton: anything in mind? or whatever is cheap?
[02:19:00] <jthornton> kinda small like a tool room size Haas
[02:19:19] <jthornton> we like cost effective
[02:20:11] <skunkworks> *inexpensive
[02:20:31] <jthornton> yea
[02:24:13] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/zaxis/zaxisdrive1.JPG
[02:24:38] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/zaxis/zaxisdisc1.JPG
[02:26:45] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/yaxis/Yaxis1.JPG
[02:27:02] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/yaxis/Yaxis2.JPG
[02:40:52] <jimbo> Is it worth upgrading to more modern servo drives on my Bridgeport series 1? The drives that I have now are CONTRAVES DC SERVO DRIVE NC400. my motors a .311 KV with tach output.
[03:11:43] <Jymmm> SWPadnos: you around?
[03:11:53] <SWPadnos> somewhat
[03:12:15] <Jymmm> SWPadnos: 12VDC to 15VDC converter
[03:12:32] <SWPadnos> boost mode switcher
[03:12:44] <Jymmm> fit in a cigar adapter?
[03:12:54] <SWPadnos> sure
[03:13:05] <Jymmm> link?
[03:13:15] <SWPadnos> as long as you use an SMT design, and the power level isn't all that high
[03:13:22] <Jymmm> 45W
[03:13:25] <SWPadnos> oh, I don't know of any off the shelf
[03:13:26] <Jymmm> max
[03:13:29] <SWPadnos> that's a lot
[03:13:38] <SWPadnos> you'd have to design one
[03:13:48] <Jymmm> ok
[03:13:51] <Jymmm> ty
[03:14:02] <SWPadnos> sure
[03:14:13] <SWPadnos> you might be able to find one, I just don't know of any
[03:14:31] <SWPadnos> incidentally, a car (when running) is usually 14V or a little higher
[03:14:55] <Jymmm> SWPadnos: my netbook thinks it's NOT on AC till 15VDC
[03:15:10] <Jymmm> thought it'll run on 10VDC without the battery
[03:15:14] <SWPadnos> ah
[03:15:23] <Jymmm> the AC adapter is 20VDC@2A
[03:16:06] <Jymmm> it be nice to just have the cigar cord, and not the brick in the middle
[03:16:56] <SWPadnos> you'd have a bigger brick, most likely
[03:17:22] <SWPadnos> their AC-DC converter is likely to be much more efficient than anything that's DC-DC boosting from 12-15V
[03:17:22] <Jymmm> That's why I want to build the DC/DC conv inside the cigar adapter itself
[03:17:41] <SWPadnos> that's a heat nightmare
[03:17:53] <Jymmm> if a car is 13.8, hitting 15V should be too much a problem I'd think
[03:18:57] <SWPadnos> you have the same efficiency (if you're lucky) as going from a 9V battery to 15V
[03:19:12] <SWPadnos> AFAIK. boost switchers aren't my specialty
[03:19:57] <Jymmm> http://www.elecfree.com/electronic/dc-dc-converter-basics/
[03:20:42] <Jymmm> some of those circuits seem very simple, but the output regulation is quesitonable
[03:27:43] <SWPadnos> this chip might be a good choice:
http://search.digikey.com/scripts/DkSearch/dksus.dll?Detail&name=LT3489EMS8E%23PBF-ND
[03:29:31] <SWPadnos> Linear might have an online design tool you can use to get a complete design. National has one as well
[03:29:40] <Jymmm> cool
[03:37:14] <SWPadnos> huh. I should make one with one of these:
http://www.national.com/ds/LM/LM2587.pdf
[03:37:35] <SWPadnos> it's a bit more expensive, but it's 5A, which would power my laptop from an airplane power socket
[03:38:00] <SWPadnos> without the big brick plus DC-AC inverter (and associated losses)
[03:46:47] <SWPadnos> good luck, and good night
[03:46:56] <danimal_garage> great
[03:47:05] <danimal_garage> sweet toolchanger works great
[03:47:33] <danimal_garage> with actual tools in it
[04:02:21] <toastydeath> it would suck pretty bad if it worked great as long as there weren't tools in it
[04:02:33] <danimal_garage> haha
[04:03:19] <danimal_garage> it needs a little adjustment, the arm sits a bit high, but i just read the manual and thats an easy fix
[04:03:33] <toastydeath> famous last words
[04:03:42] <toastydeath> right next to "hey guys, watch this"
[04:03:50] <danimal_garage> shhh
[04:40:10] <cradek> jimbo: on my bridgeport those amps and motors do 250 ipm rapids. I have never seen any problem with lack of power. If yours work I can't see why you would want to replace them.
[04:43:38] <cradek> jimbo: if you want to replace them, I bet danimal would take them off your hands!
[04:43:51] <jimbo> Sounds good. I am having a problem with a spike at the start of motion. I will see a spike and then pretty good tracking after that. I am not sure what the cause is.
[04:44:50] <cradek> let's see the halscope plot
[04:45:02] <jimbo> OK
[04:51:31] <jimbo_> Cradek: here is the minus move
http://imagebin.ca/view/d_UGcEnN.html
[04:52:20] <jimbo_> cradek: here is the positive move
http://imagebin.ca/view/eQaO3hK.html
[04:52:46] <cradek> that looks like pretty excellent tuning to me
[04:52:57] <cradek> the spike at the beginning is probably just stiction
[04:53:36] <cradek> are you sure you are getting way oil everywhere it needs to be? those little nozzles plug really easily
[04:53:47] <cradek> metering nozzles
[04:55:26] <cradek> is your scale 10000/inch? if so you're staying within 4-6 encoder counts
[04:55:42] <jimbo> When I turn on the oiler it appears that I get oil every where. The only thing I cannot check is the Ball screw.
[04:56:18] <cradek> you could check for flow through the metering nozzle which is in the middle of the line somewhere
[04:56:35] <cradek> but that wouldn't give you this effect I think - ways would
[04:56:43] <cradek> I bet it is normal and can't be improved
[04:57:38] <jimbo> what do mean by scale? My encoder count on the X-Y axis is 25800 per inch if that is what you are talking about
[04:58:06] <cradek> ok, yeah that's what I meant
[04:58:23] <cradek> (what a weird number - are you sure it's not supposed to be 25400?)
[04:59:13] <jimbo> It is probibly supposed to be 25400 but I set it with a scale to start
[05:00:16] <jimbo> My Y axis has a larger spike. I cannot set my min error lower then .0015 for consistent movement
[05:00:46] <jimbo> this might be where it has to run.
[05:00:51] <cradek> possibly.
[05:01:00] <cradek> you could try a faster servo cycle but I'm not sure that will help any
[05:01:31] <jimbo> how do set a faster servo cycle?
[05:01:41] <cradek> cut SERVO_PERIOD in half
[05:02:28] <cradek> Y has more mass to move and more weight on the ways - squishes the oil out faster - makes sense that it would have more sticktion
[05:02:32] <Jymmm> SWPadnos: I found a cigar adapter with coiled cord that might have enough room it in for a PCB
[05:03:44] <cradek> if your flaking is worn off the top of the knee (where it always wears the worst) I think that would make it worse
[05:04:11] <jimbo> On the Z drive I am unable to get the waveform to smooth out as on the X and Y more erratic movement. still within .0015 should I look at tuning the NC400 drives themselves.
[05:04:31] <jimbo> My ways are almost perfect all chrome intact.
[05:05:04] <cradek> yes possibly the amp needs tuning. was it working smoothly before the retrofit, or is it all unknown?
[05:05:40] <jimbo> All unknown. The mill came with a bad heidenhain tnc145.
[05:06:18] <cradek> could be dirty or worn brushes in the servo too. these use extra brushes on the main commutator for generating tach voltage.
[05:06:51] <cradek> could be a bogus amp too
[05:07:19] <cradek> quick test - if you hook a 1.5v battery to the amp's velocity command you can see whether it sounds smooth.
[05:07:47] <jimbo> Mine has extra tach brush and coil behind the main motor windings.
[05:07:49] <cradek> ideally you'd have the limit switches hooked up when you do this :-)
[05:08:11] <jimbo> Really......................
[05:08:13] <cradek> ah must be different motors from mine. did you check the tach output with a scope?
[05:08:42] <cradek> if it sounds like it's got rocks in it sometimes it's the tach
[05:08:49] <cradek> lots of unknowns
[05:09:50] <jimbo> Not on the Z axis. I had the X axis commutator returned and the brushes reseated and it made a big difference on the X.
[05:10:34] <cradek> on one machine I was able to determine it was a tach problem by noticing the disturbance (I could hear it) was once per turn of the screw. it was easy to see on the scope.
[05:10:35] <jimbo> The Z motor does sound a bit rough. I will hook up a scope and take a look at it.
[05:11:04] <cradek> cool, be sure to use differential mode on the scope so you don't fry anything
[05:11:16] <jimbo> Will do.
[05:11:53] <cradek> I've gotta run - hope you get it - let us know!
[05:12:33] <jimbo> Thank you have a great evening.
[05:37:22] <Valen> danimal_garage: what was wrong with your solenoid
[05:38:18] <Valen> jimbo: what axis are you having the problem with?
[05:39:05] <danimal_garage> i dunno, it's still screwed up, but apparently only in one direction, so i swapped it around so now it only leaks when it's in a toolchange, instead of all the time
[05:39:10] <danimal_garage> i can live with that
[05:40:46] <Valen> lol
[05:40:52] <Valen> air's cheap huh ;->
[05:42:44] <Valen> need to do some sort of tool changer on ours
[05:42:53] <Valen> this whole manual tool change thing is strictly for the birds
[05:47:59] <danimal_garage> yes
[05:48:10] <danimal_garage> toolchangers are key
[05:55:46] <Dannyboy> so I've been watching my EMC setup
[05:55:48] <Dannyboy> every 64 seconds... a latency spike
[05:55:58] <Dannyboy> any genius wanna take a shot at what causes it?
[06:03:22] <mIreland> I need help troubleshooting my toolchanger. Command will not finish, even when changing to the current tool.
[06:04:51] <mIreland> the problem could easily be hardware but I need to understand m06 better to narrow it down
[06:06:32] <mIreland> tc worked up until yesterday. This would point at hardware, but it doesn't seem like it... seems like it's not trying.
[06:09:14] <mIreland> how does CL interface with m06 command? seems to request tc with a signal called TCReq.
[06:12:07] <mIreland> what is a simple way to assert a value on this signal? TC command should do this but i cannot prove to myself that it is working.
[06:17:20] <mIreland> how does emc2 remember the state of the tc? why does it think it is changing tools forever?
[06:19:25] <danimal_garage> mIreland: a toolchange has a t# and an m6
[06:19:57] <danimal_garage> the T# is your prep signal, and the M6 is the toolchange signal
[06:20:18] <danimal_garage> both signals also need feedback that the process is complete
[06:21:12] <danimal_garage> if you look at your ladder, you should have a tool prepare pin, and a tool prepared pin. Also, you'll have a tool change pin, and a tool changed pin
[06:22:08] <danimal_garage> i believe the tool prepared pin *might* need to be true in order for the toolchange to happen, but i am not sure
[06:22:29] <danimal_garage> i do know that your program will not continue running if your tool changed pin isnt true
[06:23:03] <danimal_garage> so look in your ladder, you'll see pink when wires or coils are active.
[06:26:46] <mIreland> dont see tool prep pin and tool prepared pins in the ladder. i *do* see a tool-prep-loop signal in the signal list tho.
[06:27:36] <Danimal> ok, it might just be looped in your hal
[06:27:44] <Danimal> thats how i did it
[06:27:56] <Danimal> check your hal and make sure it's in there
[06:28:20] <Danimal> what exactly is happening?
[06:28:25] <Danimal> or not happening?
[06:29:26] <mIreland> ladder is lit up and working. need rising edge of TCReq sig to initiate.
[06:30:49] <Danimal> and your not getting the tcreq?
[06:31:04] <mIreland> expect one on m06 command. looks like it fires when i switch to the present tool position, but it still doesnt act as tho it is finished
[06:31:30] <Danimal> should be just m6, not m06
[06:31:43] <Danimal> t#m6
[06:31:48] <Danimal> just like that
[06:33:41] <mIreland> currently at pos 1. issue t1m6. lurch to g30 position.
[06:34:59] <Danimal> well it probably wont do anything if you enter the number of the tool that's already in there
[06:35:16] <mIreland> display shows no tool. issue g43h1. "que not empty after tool change"
[06:36:14] <Danimal> i'm still not clear, is it actually changing the tool, or not?
[06:37:33] <mIreland> changer hasn't moved since yesterday. machine hangs no matter which tool i try.
[06:38:14] <Danimal> what's the first sequence in your ladder?
[06:40:46] <Danimal> whatever it is, check to see if that pin is true or false in hal meter, then go to your i/o board and see if it's working
[06:41:07] <Danimal> just got my toolchanger working:
http://www.youtube.com/watch?v=jE8xAXmYv4Q
[06:43:19] <mIreland> thanks. i have an idea...
[06:45:35] <mIreland> i just think it's wierd that it changed. it worked great until recently. i'm almost hoping it's a hardware failure so i don't have to fear the software
[06:45:50] <Danimal> yea hardware is an easy swap
[06:45:59] <Danimal> what board are you using?
[06:47:16] <mIreland> but what i need to do is write it again from scratch. this machine runs on intel atom motherboard and Mesa 5i20
[06:47:51] <Danimal> are you running a 7i37 off your 5i20?
[06:48:23] <mIreland> copied ladder code wholesale from a similar setup. yes 7i37 and 7i33.
[06:48:57] <Danimal> probably the 7i37 if it's a hardware issue
[06:49:18] <Danimal> assuming your 7i33 is working
[06:49:37] <Danimal> copying is cheating :)
[06:50:59] <mIreland> copying is the only reason i know anything. a time does come to flap one's own wings tho.
[06:51:14] <Danimal> yea
[06:51:37] <Danimal> i did mine myself, there was definitely a learning curve
[06:52:01] <Danimal> i've only been messing with ladder for a couple weeks
[06:52:17] <mIreland> besides, i've still never been in the same place as any other emc user. not once ever. i hacked out a whale of a lot on my own.
[06:53:02] <Danimal> yea same here, aside from this irc channel
[06:53:18] <Danimal> it's not easy
[06:54:01] <mIreland> hard to stay on task without company. i was super lucky cradek did the same sort of machine. he made this possible for me.
[06:54:19] <Danimal> i'm just a machinist, not a programer of any sorts, so it was even worse
[06:54:44] <Danimal> yea, cradek is super helpful, he helped alot when i built my lathe, since he has the same one
[06:55:05] <mIreland> not scared of linux. my kind of machinist. wher u @?
[06:55:16] <mIreland> what? hardinge HNC?
[06:55:28] <Danimal> san diego, california
[06:55:31] <Danimal> yep
[06:55:37] <Danimal> u?
[06:55:41] <Danimal> ireland?
[06:56:07] <mIreland> shutdafckup. i was *just down there looking for company* now i'm back in sacramento
[06:56:15] <Danimal> haha
[06:56:31] <mIreland> plenty work in sandiego. moving was going to be a leap tho.
[06:56:39] <Danimal> yea no kidding
[06:56:49] <mIreland> You have my same machine.
[06:56:56] <Danimal> i moved here from the east coast
[06:57:02] <Danimal> you have an hnc?
[06:57:07] <Danimal> or a shizuoka?
[06:57:49] <mIreland> worked like a charm until cradek told me i could trick the tool table with mod8 numbers.
[06:58:51] <Danimal> i wish i knew before that you had a hnc, that woulda been easier to understand what was going on.
[06:58:59] <mIreland> hardinge hnc i have. so, yesterday i was running a short prog with a toolchange from t1 to t9, turn/barstop. same pos, getit?
[06:59:14] <mIreland> and the machine hung on the switch to t9.
[06:59:48] <mIreland> I got it loose again by resetting and switching right to tool 9, but today i can't make it budge at all.
[07:00:36] <mIreland> feels like bug.
[07:00:41] <Danimal> whmm
[07:00:52] <Danimal> can you hear anything happening in there?
[07:01:33] <mIreland> sounds like a twitch of the servos. nothing more.
[07:01:52] <Danimal> are you sure you got good air pressure?
[07:02:24] <Danimal> no air=no tool change
[07:02:28] <mIreland> hmmm, sure is on th low side.
[07:03:01] <Danimal> might wanna check that. i think hardinge wants like 80psi minimum
[07:03:30] <Danimal> the turret is 100% air operated
[07:03:49] <mIreland> i remember 70-90#. was at about 70# since this beast leaks like a sieve.
[07:04:01] <Danimal> haha yea they do
[07:04:31] <Danimal> 70 should be enough
[07:04:44] <mIreland> you kno, i'm gonna feel like an idiot if this fixes it, but i'm glad i made your acquaintance.
[07:05:10] <Danimal> likewise, good to see another guy with an hnc
[07:05:21] <Danimal> especially in the same state
[07:05:49] <Danimal> and dont worry, i spent an hour trying to figure out why my turret wouldnt spin before i realized my air was off
[07:06:23] <mIreland> no dice.
[07:06:41] <mIreland> hey, how far r u from lemon grove?
[07:07:05] <Danimal> like 30-40 minutes. used to work there actually
[07:07:52] <Danimal> is your power supply working?
[07:08:01] <Danimal> the one for the selanoids and whatnot
[07:08:37] <Danimal> i'm assuming you used the one that was in the left cabinet (15v)
[07:09:35] <mIreland> yup. it's fine.
[07:09:46] <Danimal> check that, then check the output pins of the 7i37. specifically the one for up/spin
[07:10:32] <mIreland> stop solenoid cycles correctly. could be the index solenoid.
[07:10:46] <Danimal> yea
[07:11:31] <Danimal> i'd start at the 7i37, and work my way forward to the actual selanoid valve for up/spin
[07:12:00] <Danimal> could be something stupid like a loose wire
[07:12:15] <mIreland> funny i replaced that one. the old one worked in spite of very bad disassembly technique(fired solenoid across shop with air)
[07:12:38] <Danimal> ha nice
[07:12:47] <mIreland> replaced it anyway. i'll be shocked if this one is failed.
[07:15:14] <mIreland> hey, you do any other machines?
[07:16:10] <Danimal-office> yea, i have a shizuoka mill running emc, and a bunch of manual machines
[07:16:18] <Danimal-office> u?
[07:17:48] <mIreland> hnc is my first so far. it went almost too smooth. I have manual machines as well. mite retro the mill
[07:18:35] <mIreland> more likely I'll make a router table... i have an ingenious method for long slides.
[07:19:57] <Danimal-office> cool, wish i had room for a router
[07:20:27] <Danimal-office> hnc was my second. it was my first experience with ladder though
[07:20:45] <Danimal-office> took me 3 days to finish the toolchanger
[07:20:56] <Danimal-office> i had a few mechanical issues though.
[07:22:30] <mIreland> Mine has issues as well. Cheated and ran cradek's code. this was smart since he knw how to mask lowest 3 bits of position, making modulo trick possible.
[07:22:48] <mIreland> Now i must do it again
[07:23:03] <Danimal-office> whats the modulo trick?
[07:24:14] <mIreland> tool1=tool9=tool17=tool26... useful for having multiple tools in one position, like my 4 pos drill bank or my barstop
[07:24:46] <mIreland> sadly, i fear that this genius move is part of my issue
[07:25:47] <Danimal-office> well why cant you just use the same tool number with a different offset?
[07:26:05] <Danimal-office> you can use any h number with any tool number
[07:27:13] <mIreland> as i recall i couldn't set different lengths that way, or different x offsets, i dont remember.
[07:27:30] <Danimal-office> hmm interesting
[07:27:48] <Danimal-office> i havent even used my lathe yet
[07:27:55] <Danimal-office> i just finished it
[07:28:22] <Danimal-office> went straight to getting my toolchanger on my mill working since ladder was still fresh in my head
[07:28:53] <Danimal-office> just got that working today
[07:32:19] <mIreland> wow. i just spent a month in lemon grove looking for anyone with remotely similar interests. You doing this for work?
[07:32:56] <mIreland> Mine's a garage project, but now it's done i need to turn out some $
[07:33:55] <Danimal-office> yea, i make bicycle parts
[07:34:06] <Danimal-office> so i use my machines to make $$
[07:35:04] <mIreland> i always had a job. now i've just got a shop. me and my brother invent/make things for fun.
[07:35:38] <Danimal-office> cool, wish i still had time for fun
[07:36:24] <mIreland> ever see those bicycle frame couplers from S+S machine? i used to work for those guys.
[07:36:50] <mIreland> no time for fun? too much success i hope?
[07:37:41] <mIreland> do you know other emc users?
[07:38:32] <Danimal-office> yea, i've seen those.. thought about using those on my next frame actually
[07:38:54] <Danimal-office> well i've been busy building my machines and making new tooling.
[07:39:06] <Danimal-office> getting geared up for more production
[07:39:42] <Danimal-office> dont know any emc users, only ones i know are in here, and i never met anyone
[07:39:54] <mIreland> they were kinda hard to just buy... liability fears. You are the kind of person they like to deal with though.
[07:40:22] <Danimal-office> well my friend is a frame builder.... he's building mine
[07:40:40] <Danimal-office> i can understand the liability issues though
[07:41:03] <Danimal-office> i just make chainrings and cogs
[07:41:37] <Danimal-office> http://homebrewedcomponents.wordpress.com/product-pictures-and-pricing/
[07:43:23] <mIreland> You have operators who you trained yourself? all my friends are terrified to touch linux.
[07:44:03] <mIreland> oooh pretty. i like bikes. are you really cutting those out w free software?
[07:44:59] <mIreland> i like the wierd ano treatments. we were looking at playing w that...
[07:45:04] <Danimal-office> i dont have any employees, i do everything myself. i was scared of linux too.... but what does not kill you makes you stronger, right?
[07:45:27] <Danimal-office> yea, everything is cut on an emc'd mill
[07:45:51] <Danimal-office> anodizing is fun
[07:47:05] <Danimal-office> well i gotta eat dinner (finally). take it easy man, let me know if you figure it out
[07:47:23] <Danimal-office> adios
[07:47:29] <mIreland> look for me here, or email wyehkah@gmail.com
[07:47:41] <mIreland> gnite
[08:39:36] <mIreland> so we stumbled across a staggeringly ingenious method for making long slides the other nite.
[08:40:44] <mIreland> using heavy stamped c channel material, and a shot tape measure, and two clamps and some rollers and voila!
[08:41:20] <mIreland> 8 foot rolamite guides.... ya we couldn't believe it either.
[08:42:23] <mIreland> my jaw hit the dang floor. I figure on making a raised bed using whole sheets of 4x8 sheetrock on a very flat concrete floor.
[08:42:59] <mIreland> rolamites built in c channels down the sides, using manufactured edges for guides
[08:44:18] <mIreland> gantry 4 feet long could be made from rolamites as well. I've been using ground stock for mockups and they run smoother and truer than anything...
[08:45:00] <mIreland> shot tape measures. now that i've hit upon that resource i can make linear slides in anything with a straight edge.
[08:47:13] <mIreland> they aren't any truer than the flats you make them from, but they can be ganged up to make a tremendously rigid structure which slides almost effortlessly.
[09:19:57] <lilalinux_away> lilalinux_away is now known as lilalinux
[09:25:02] <lilalinux> lilalinux is now known as lilalinux_away
[09:26:58] <lilalinux_away> lilalinux_away is now known as lilalinux
[10:06:20] <EbiDK> EbiDK is now known as EbiDK|AWAY
[10:10:49] <piasdom> g'morning all
[12:11:59] <christel> [Global Notice] Hi all, In preparation for the weekend's ircd migration we will need to take some servers out of production for upgrades, I am about to do a spot of rehubbing to continue the upgrades now. This may raise the number of splits for the next day, more information as and when will be available via wallops. Thank you for using freenode and have a great day.
[14:25:39] <MarkusBec_away> MarkusBec_away is now known as MarkusBec
[16:06:46] <Danimal> morning
[16:09:43] <cradek> hey
[16:10:00] <cradek> you said you got it to move actual tools?
[16:13:22] <archivist_emc> Ive seen the vid of the tool changer moving air :)
[16:19:29] <Danimal> yep!
[16:19:35] <Danimal> hold on
[16:19:49] <Danimal> http://www.youtube.com/watch?v=jE8xAXmYv4Q
[16:20:50] <archivist_emc> neet
[16:21:39] <Danimal> thanks
[16:21:55] <cradek> ha! cool!
[16:22:06] <Danimal> it's slow, but still beats changing by hand when i have other stuff to do
[16:22:17] <Danimal> thanks!
[16:22:18] <cradek> what a crazy motion it has
[16:22:53] <cradek> it wouldn't be bad if you'd get the tools in order
[16:23:26] <Danimal> i almost want to take the chain thingie out and put a round turret in there on a servo
[16:23:33] <Danimal> yea, i'm working on that
[16:23:42] <Danimal> at least it goes in both directions
[16:24:32] <archivist_emc> a servo to drive the chain maybe ?
[16:24:50] <Danimal> maybe
[16:25:39] <Danimal> the chain thing kinda sucks...i'd rather have it locate on the taper, instead on the end of the holder
[16:26:21] <Danimal> different brand toolholders are slightly higher or lower than the others, the way it locates
[16:26:33] <archivist_emc> the tipping upside down could get dirt on the taper
[16:26:53] <Danimal> yea
[16:27:59] <Danimal> there are definite flaws with this thing
[16:28:22] <Danimal> i almost want to get rid of the built in logic and do it all in ladder
[16:28:52] <SWPadnos> ding ding ding!
[16:28:56] <Danimal> like the arm starts moving before the claw is fully clamped
[16:29:25] <Danimal> so i gotta start the arm slightly lower than it should be so it catches the tool properly
[16:29:49] <Danimal> i'm gunna check th claw's pressure sensor today
[16:30:00] <Danimal> see if it's working
[16:30:53] <Danimal> SWPadnos: yea, yea lol
[16:31:09] <Danimal> someday
[16:31:25] <SWPadnos> probably before I have my mill or lathe converted
[16:31:31] <Danimal> haha
[16:31:35] <Danimal> maybe
[16:31:42] <archivist_emc> get on with it SWPadnos :)
[16:31:53] <SWPadnos> I'm too busy these days
[16:32:37] <Danimal> dont feel bad, my lathe is done, and i havent even used it once yet
[16:33:06] <Danimal> well, it'll never be done
[16:33:11] <Danimal> but it is working
[16:33:51] <Danimal> still need
[16:34:04] <Danimal> to take a video of that
[16:34:29] <Danimal> need a mastercam post for it
[16:36:11] <cradek> I agree it sure looks wobbly how it uses just the drawbar end
[16:36:29] <cradek> and a servo could definitely give better motion
[16:37:00] <Danimal> my computer crashed before i could save the page...anyone got the link to that little homemade relay board to add onto a 5i20?
[16:37:24] <cradek> are those nmtb30 with a power drawbar?
[16:37:30] <Danimal> yea, i can set the accel rate real slow, so it doesnt jerk the tools bad
[16:37:37] <Danimal> nmbt40
[16:38:24] <Danimal> yea, electric impact gun on a piston for the drawbar
[16:38:41] <cradek> yeah low accel but high velocity so it would get up to a decent speed if it had a long way to go
[16:38:53] <Danimal> exactly
[16:39:12] <cradek> ha, look at all the "related" videos (that were also named dscn0771.avi)
[16:40:15] <Danimal> hahah yea
[16:40:20] <cradek> how the heck does it orient?
[16:40:30] <Danimal> doesnt need to
[16:40:34] <cradek> or are there no drive dogs?
[16:40:44] <Danimal> nope
[16:40:50] <cradek> bizarre
[16:40:55] <cradek> nmtb has drive dogs doesn't it?
[16:41:01] <Danimal> yea
[16:41:30] <Danimal> might make it orient for shits and gigs when i get an encoder on there
[16:42:19] <cradek> I love the jr's mechanical orient. I use it to tighten my albrecht drill chuck, and for probing
[16:42:52] <Danimal> i dont use either of those
[16:43:39] <Danimal> but if i want to put a grabber or something on there to use it as a pick and place robot, i'd need it oriented
[16:44:31] <Danimal> well i suppose i need to go get some work done
[16:46:04] <Danimal> wow, are those kids riding a tractor down the road, and did the kid in the green have a mullet?
[16:46:40] <Danimal> (first related video)
[16:47:41] <cradek> mine's some woman singing
[16:48:54] <Danimal> http://www.youtube.com/watch?v=ORBOY_FSALY&feature=related
[17:11:24] <jimbo> cradek; The tunning manual for the NC400 drives says that you need to send a +- 5volt square wave at .5hz. and then adjust the response of the drive. I am assuming that the motor has to be attached to the mill for this. Is this correct?
[17:11:53] <cradek> yes definitely it should be moving the expected mass
[17:12:19] <cradek> (sounds kind of scary though)
[17:12:55] <jimbo> I know......... Finger on the Estop........
[17:13:44] <jimbo> What do you suggest as best way to generate this wave?
[17:13:54] <cradek> assuming that you test that your limit switches disable motion it seems ok
[17:14:01] <cradek> well hal of course
[17:14:39] <jimbo> So how would one setup HAl for this?
[17:14:43] <SWPadnos> siggen
[17:14:46] <cradek> http://www.linuxcnc.org/docs/html/man/man9/siggen.9.html
[17:16:12] <jimbo> Cool saves me a lot of headaches...... When using siggen are the limit switches that are in EMC active ?
[17:18:04] <cradek> depends how you're doing it. if you just unhook your dac output and put the square wave on it, but leave everything else, yes
[17:18:34] <cradek> you can open up ferror limit just as far as you need, so if it runs away too far it'll disable even before the limit switches
[17:23:00] <jimbo> So you are using an external signal generator and you are using EMC as the safety to ensure no damage. I do have an unused port on my mesa board. so I could hook the amp to the unused port and use siggen to generate the SW. and then use EMC to enable and protect the hardware?
[17:24:12] <cradek> yes that's how I'd do it
[17:24:28] <cradek> you could also rewire the limit switches directly to the amp
[17:24:48] <cradek> no matter what you do, of course poke each switch and make sure it disables
[17:26:11] <jimbo> Yea be real safe and double check! I can't wait for the vibration that this will cause..........
[17:27:11] <jimbo> It will probably shake the whole house...... It sits on a wood floor...
[17:27:13] <cradek> at .5Hz assuming 5v = 125in/min you'll get about 4in of motion
[17:27:32] <Danimal-office> wood floor?
[17:27:35] <Danimal-office> brave
[17:28:07] <Danimal-office> although i guess i used to work in a shop that had a wood floor
[17:28:22] <Danimal-office> but the heavy machines were on a cement pad
[17:29:37] <jimbo> 1/4 inch steel plate 2X12 construction 16 inch centers less then 10 ft span. will be adding steel beam under the center of the mill to prevent sag.
[17:30:16] <jimbo> Sits on lower level under my garage.
[17:30:57] <jimbo> Thanks all. I have to run .... work and all.....
[17:31:03] <Danimal-office> nice
[17:31:10] <Danimal-office> adios
[17:52:29] <Danimal-office> grrr i hate outsourced customer service
[17:53:22] <Danimal-office> friggin useless
[18:12:33] <lilalinux> lilalinux is now known as lilalinux_away
[18:13:42] <lilalinux_away> lilalinux_away is now known as lilalinux
[19:16:12] <mIreland> Hello everybody.
[19:16:19] <Danimal-office> hey
[19:16:28] <Danimal-office> get her working yet?
[19:17:40] <mIreland> situation unchanged. trying to remember where i got to...
[19:18:16] <mIreland> still looks like software to me. we see no indication that it is trying to index at all
[19:20:54] <Danimal-office> hmm odd
[19:21:50] <tom3p> could someone check this bridge rectifier circuit out?
http://pastebin.ca/1768355
[19:21:56] <mIreland> TurretPos != ToolNumber
[19:22:41] <tom3p> re bridge: its an odd use of bridge rectifiers, i think just to quadruple the current capability
[19:23:17] <tom3p> mireland can you verify lower level signals ( lower than the final output ) and post the control code
[19:24:31] <cradek> are you sure that's where the caps are? it makes no sense
[19:25:02] <tom3p> cradek: sure looks like it, the caps seem to also be stacked (like the diodes were)
[19:25:28] <tom3p> consider it one big cap and 2 big diodes
[19:25:57] <Danimal-office> cradek: i think i'm going to redo my toolchanger (eventually) and bypass the toolchanger's built in logic (on the mill)
[19:26:05] <tom3p> cradek: oops i bet i drew that wrong, lemme re-look
[19:26:13] <mIreland> working on toolchange m6. is that what u mean by control code?
[19:26:36] <Danimal-office> the ladder i'm assuming
[19:27:34] <tom3p> mireland, something interfaces the desire (Mn or Tn) to hardware, usually ladder or Hal code/logic.
[19:28:23] <Danimal-office> if it was working, and you didnt change anything in the hal, ladder, or ini, i doubt it's the ladder
[19:28:28] <Danimal-office> or software
[19:30:04] <Danimal-office> cradek: my biolube just showed up
[19:31:09] <Danimal-office> if i like it, i might just convert the mill too
[19:31:39] <Danimal-office> my tank is rusting with the water solulable stuff
[19:31:43] <tom3p> cradek: yeh i effed it up please look at
http://pastebin.ca/1768360
[19:32:41] <SWPadnos> I don't see how you'd get 60V from that. more like 160V
[19:32:46] <cradek> yep
[19:32:56] <cradek> but the circuit makes sense other than that
[19:33:04] <tom3p> 127Vac * sqrt(2) / pi
[19:33:08] <SWPadnos> but otherwise, I think you're right - it's a dual half-bridge
[19:33:16] <SWPadnos> no pi involved here
[19:33:19] <cradek> no /pi
[19:33:30] <SWPadnos> hmmm. pie. bbias
[19:33:39] <tom3p> i thought it was rms * 1.4 then Vdc was / pi
[19:33:42] <Danimal-office> ha
[19:33:54] <Danimal-office> pie surely is delicious
[19:34:01] <Danimal-office> i try to add pie to all my equasions
[19:34:14] <tom3p> pie are square: NO pie are round, cornbread are square
[19:34:25] <micges> hi tom3p
[19:34:30] <tom3p> micges hello
[19:35:01] <skunkworks_> tom3p: no osolation though... a bit scary
[19:35:05] <skunkworks_> isolatoin
[19:35:13] <skunkworks_> jeez
[19:35:47] <Danimal-office> no ocilation?
[19:36:19] <Danimal-office> do worry about it, my spelling is worse, and it's not typoes either lol
[19:36:26] <skunkworks_> isolation
[19:36:26] <Danimal-office> i'm just unedumicated
[19:36:47] <skunkworks_> I am happy most of the guys here put up with me....
[19:37:01] <cradek> most?
[19:37:04] <skunkworks_> heh
[19:37:14] <Danimal-office> ha
[19:37:17] <SWPadnos> mmmmm. old leftover chocolate pecan pie
[19:37:30] <Danimal-office> skunkworks_: finally, a video with tools:
http://www.youtube.com/watch?v=jE8xAXmYv4Q
[19:38:49] <tom3p> skunkworks_: re no isloation, the designer bolted n channel fets to the heat sink, the heat sink is HOT electricly :-O
[19:42:27] <tom3p> i wonderd what the .04" gap was between the sink & the boad (filled with silicone caulk)
[20:01:37] <skunkworks_> Danimal-office: very neat - nice work!
[20:06:42] <micges> hi isssy
[20:06:49] <isssy> hi mic
[20:12:41] <seb_kuzminsky> foresight institude is awarding prizes for reprap improvements: <
http://www.foresight.org/gadaprize.php>
[20:12:47] <alex_joni> https://lists.ubuntu.com/archives/ubuntu-devel/2010-January/030065.html
[20:13:43] <alidigitalis> hi all - i've got the 3 axis wired up except for the power leads.... i'm keeping track of the conversation here
http://aladigital.blogspot.com - it's rough right now, planning to add pics and stuff later...
[20:14:40] <alidigitalis> my neighbor said that they'd be heading this way with a multimeter later this evening... i'm correct that it is necessary at this stage of the project?
[20:15:20] <alex_joni> only if you finished reading stepper docs the second time ;)
[20:15:59] <alidigitalis> i've read them a few... i'm just really a slow mover at this point :)
[20:19:40] <tom3p> alex_joni: well i didnt know ^K got you to the search box in Ffox. and i think the revenue for Canonical -> resources for devs is nice, but i'd lean towards google over yahoo.
[20:20:08] <alex_joni> tom3p: it was google before
[20:20:17] <tom3p> yah
[20:20:27] <alex_joni> but it seems if it was like that there's no reason for google to pay ;)
[20:25:24] <alidigitalis> so to test which wire is active and which is ground I should use a multimeter and turn the motor by hand and see which wire lights up?
[20:26:07] <alex_joni> nope
[20:26:33] <alidigitalis> ok - what the way to test? or is it safe to bet black is active and white is ground?
[20:26:52] <SWPadnos> for a stepper motor in bipolar mode, there is no "ground"
[20:27:42] <SWPadnos> based on the comments here yesterday (but andy_pugh or archivist), the black and white wires are probably the center taps of the two coils
[20:27:48] <SWPadnos> s/but/by/
[20:28:43] <SWPadnos> with a normal multimeter, you'll only be able to tell which sets of wires belong to which coil
[20:28:50] <alidigitalis> ok
[20:28:55] <alidigitalis> i think that part is ok
[20:29:19] <SWPadnos> and you need to use clips if you have them. touching the leads may make it look like wires are connected, especially if you tend to sweat :)
[20:29:49] <alidigitalis> good plan
[20:29:52] <alidigitalis> so then connect both center taps to the current?
[20:30:05] <SWPadnos> no
[20:30:14] <SWPadnos> what driver are you using?
[20:30:34] <SWPadnos> (it also sounds like you need to read about stepper motors - that was a scary question)
[20:31:13] <alidigitalis> i'm reading it, it's slow moving upstairs
[20:31:19] <SWPadnos> heh
[20:31:54] <alidigitalis> the driver is the 4 axis controller card? it's a card i got off of ebay
[20:32:37] <alidigitalis> it's here
http://greenstonepatent.com/4Axis.pdf
[20:32:47] <SWPadnos> you need to look at the documentation for the motor drivers (which it seems are part of the controller card), and see how they're supposed to connect to the motors
[20:33:54] <SWPadnos> then, you can figure out which wires on your motors should be connected to the driver
[20:34:49] <alidigitalis> i've got the wires xa+a- xb+xb- wired up for all three axis
[20:35:10] <alidigitalis> it's just the center taps that are hanging loose right now...
[20:35:23] <SWPadnos> tape them off, they shouldn't be allowed to touch anything
[20:35:43] <SWPadnos> that sounds like the "6 leads high torque" connection scheme on page 2 of the manual
[20:36:17] <alidigitalis> ok that makes sense- i'm trying to cut styrofoam....
[20:36:50] <alidigitalis> so do i tape the two center taps together or separate (please do as little wincing as possible ;)
[20:37:42] <tom3p> (popular w$ operating system wince )
[20:37:43] <SWPadnos> now what do you suppose "Double Lifetime Manufacture Warranty" could mean?
[20:38:21] <alidigitalis> that takes a real contract lawyer
[20:38:36] <SWPadnos> maybe if it breaks, you get two replacements ...
[20:39:56] <alidigitalis> i'm going to tape the center taps up individually and plug power in to see what we get...
[20:40:44] <alidigitalis> i've downloaded the livecd for emc... going to start up from there
[20:45:50] <colbq200> evening all
[20:47:56] <micges> hi
[20:48:20] <colbq200> im so unbelivably happy with EMC :D
[20:48:41] <colbq200> my hurco md1 now runs at least 4-5 times faster than it could on the old hurco control
[20:49:04] <colbq200> even feeding it complicated 3d shapes from my cad cam system
[20:49:21] <colbq200> it doesnt even stop to think about it when it comes to changing direction or doing curves
[20:49:27] <micges> cool
[20:49:38] <anonimasu> like things are supposed to be
[20:49:39] <anonimasu> :)
[20:49:41] <cradek> that's great :-)
[20:49:51] <colbq200> im running a 2mb program right now
[20:49:59] <colbq200> some core parts for redbull f1 team
[20:50:00] <andypugh> I am feeling regretful.
[20:50:15] <anonimasu> colbq200: awesome!
[20:50:16] <colbq200> the whole program will take about 1 .5 hrs to run
[20:50:21] <andypugh> I took the bearings out of my servo, as they were noisy.
[20:50:33] <andypugh> Then took the bearing apart to see why it was noisy.
[20:50:41] <andypugh> Then measured it to get a replacement.
[20:51:01] <andypugh> 1/4" x 7mm x 22mm That's going to be fun to find.
[20:51:10] <anonimasu> andypugh: check www.skf.se
[20:51:27] <colbq200> anonimasu my ex workplace i used to run with heidenhain 426 control
[20:51:32] <colbq200> its a sloth compared to emc
[20:51:50] <colbq200> this is easily as fast as the new 530 controls
[20:52:15] <anonimasu> my big mill at work has a heidenhain tnc 320 it works great for the stuff I do(old machine no 3d work)
[20:52:33] <colbq200> oh they are great controls
[20:52:46] <colbq200> especially for toolroom work and stuff liket hat
[20:52:53] <colbq200> canned cycles on the machine are great
[20:52:58] <anonimasu> only downside with emc is that it dosent have online programming... like that
[20:52:59] <colbq200> but i now never do that
[20:53:11] <colbq200> i only ever use my cad/cam
[20:53:25] <colbq200> so its no problem for me not to have that
[20:53:52] <andypugh> Does the SKF website have a section entitled "stupid mixed-up sizes"?
[20:54:02] <anonimasu> haha no but they have lots and lots of sizes
[20:54:17] <SWPadnos> I was going to ask if you're really really sure it's a mixed english/metric size
[20:54:22] <colbq200> andypugh phone a bearing place, tell them what it is
[20:54:26] <colbq200> let them do the donkey work
[20:54:36] <andypugh> Yes, I am absiolutely sure
[20:55:00] <andypugh> It's marked as a 627 (22 x 7 x 7) but the bore is definitely 6.35mm
[20:55:21] <SWPadnos> well, strangely that's a somewhat standard size:
http://www.vxb.com/page/bearings/PROD/1-4inch/Kit1080
[20:55:29] <SWPadnos> (not that you need extended bearings)
[20:56:19] <anonimasu> colbq200: I'm still trying to dream up some kind of work that requires me to buy a cam program(and one that isnt expensive) :)
[20:56:41] <anonimasu> instead of milling slots drilling a few holes and facing stuff...
[20:56:47] <andypugh> I had found that very source, on Google-shopping
[20:57:01] <colbq200> anonimasu i use delcam powermill
[20:57:05] <andypugh> And extended isn't a huge problem
[20:57:09] <colbq200> by far the best cam system iv ever used
[20:57:22] <colbq200> even does 3 axis undercut machining
[20:57:43] <anonimasu> hehe, but at 6500£ :)
[20:58:05] <anonimasu> err starting at
[20:58:10] <colbq200> yup
[20:58:20] <colbq200> then your annual maintenance
[20:58:21] <anonimasu> it better include a mill togther with it..
[20:58:51] <colbq200> depends if your willing to run non paid for softwares
[20:58:52] <frallzor> hey ries , how much did your MM set you back btw?
[20:59:12] <colbq200> admitedly i have a proper licence, but i use it commercially
[20:59:16] <anonimasu> I beleive that once you start making money from what you do you should be using paid stuff...
[20:59:22] <colbq200> if your just using it home tho
[20:59:54] <colbq200> yup
[21:00:00] <colbq200> iv got to shell out for it myself soon
[21:00:07] <colbq200> im just using a borrowed licence at the moment
[21:01:13] <colbq200> as in actually borrowed the dongle from someone
[21:01:24] <colbq200> not the dodgy kind lol
[21:01:35] <anonimasu> * anonimasu nods
[21:01:38] <skunkworks_> colbq200: have you tried g64px.xxx yet?
[21:01:45] <anonimasu> only cam program within my budget is synergy
[21:02:10] <colbq200> anonimasu what are the synergy prices ? iv look at it but i couldnt be bothered to ask
[21:02:11] <skunkworks_> where p is how far from actual path you allow
[21:02:18] <colbq200> skunkworks_ g64px ?
[21:02:25] <colbq200> oh yes
[21:02:27] <colbq200> sorry
[21:02:29] <anonimasu> for the minimal 2.5d version it's like 250$
[21:02:36] <colbq200> im running g64p0.1
[21:02:42] <anonimasu> and for the one that does everything around 1000$
[21:02:43] <skunkworks_> ah - ok. neat
[21:03:09] <colbq200> what its machining has a 0.2 tollerance
[21:03:31] <colbq200> and i usualy add about .2 on in the cam aswell so it can be sanded back
[21:03:39] <colbq200> always better to be oversized than under
[21:03:46] <colbq200> cant machine it back on lol
[21:04:07] <anonimasu> good point
[21:04:32] <cradek> you don't have a putting-on tool? I've got one somewhere.
[21:05:46] <colbq200> lol
[21:05:48] <acemi> I have a problem with stepgen module. it doesn't work with ctrl_type option. for example, "halcmd loadrt stepgen step_type=0 ctrl_type=p" gives error. this is the error output:
[21:05:51] <acemi> <commandline>:0: child did not exit normally
[21:05:52] <acemi> <commandline>:0: insmod failed, returned -1
[21:05:53] <colbq200> not yet
[21:05:54] <acemi> See the output of 'dmesg' for more information.
[21:06:19] <acemi> without ctrl_type, no problem
[21:07:10] <frallzor> US ppl, what is EC in a USPS tracking id with similar structure to his: ECxxxxxxxxxUS
[21:07:15] <SWPadnos> can you try using quotes for the ctrl_type?
[21:07:16] <frallzor> *this
[21:07:23] <cradek> strange, it worked for me
[21:07:33] <acemi> SWPadnos: like ctrl_type="p"
[21:07:40] <SWPadnos> loadrt stepgen step_type=0,0,0 "ctrl_type=p,p,p
[21:07:42] <SWPadnos> ""
[21:07:45] <SWPadnos> argh
[21:07:48] <SWPadnos> loadrt stepgen step_type=0,0,0 "ctrl_type=p,p,p"
[21:08:00] <SWPadnos> and then use a supplied kernel instead of rolling your own ;)
[21:08:20] <cradek> position is the default anyway
[21:09:25] <acemi> same result
[21:09:34] <cradek> what version are you running?
[21:09:36] <acemi> cradek: I want to use velocity mode
[21:10:03] <acemi> 2.3.4 with rtai 3.7.1, kernel 2.6.30.5
[21:10:38] <cradek> % emc
[21:10:38] <cradek> EMC2 - 2.3.4
[21:10:38] <cradek> % halrun
[21:10:38] <cradek> halcmd: loadrt stepgen step_type=0 ctrl_type=v
[21:10:38] <cradek> halcmd: show pin
[21:10:43] <cradek> ....
[21:10:44] <cradek> 32769 float IN 0 stepgen.0.velocity-cmd
[21:11:47] <acemi> cradek: is this ubuntu 8.04
[21:12:12] <cradek> no, on ubuntu 6.06
[21:12:17] <cradek> I can't imagine it matters though
[21:12:47] <SWPadnos> it looked like a debian kernel from your message to the list
[21:13:11] <cradek> maybe you should pastebin everything you type and everything it says in return
[21:14:27] <alex_joni> [ 886.567484] kernel BUG at mm/slab.c:600!
[21:14:34] <alex_joni> that doesn't look too good
[21:14:47] <acemi> http://sourceforge.net/mailarchive/forum.php?thread_name=a04c8d7e1001270721y6ab57473w5cf2acc5771a945f%40mail.gmail.com&forum_name=emc-users
[21:15:00] <acemi> this is my mail about this issue
[21:15:22] <cradek> oh I see now you gave a transcript, sorry
[21:15:44] <cradek> my setup is simulator... I suppose it's totally different
[21:15:50] <cradek> maybe someone with rt can try it
[21:17:00] <cradek> yeah ouch, [ 886.567490] invalid opcode: 0000 [#1] SMP
[21:17:11] <cradek> wonder wtf that is
[21:17:49] <alex_joni> might be an overrun or something
[21:18:47] <SWPadnos> is that the lenny kernel from experimental?
[21:19:15] <acemi> no, this is vanilla kernel
[21:19:44] <SWPadnos> ok. that was the only one I could find that was the same version
[21:20:28] <alex_joni> acemi: what does loadrt stepgetn step_type=0 ctrl_type=x do?
[21:20:37] <cradek> looks like it assumes you give the same number of ctrl_type as step_type
[21:20:52] <SWPadnos> control type is either position or velocity (p or v)
[21:20:54] <alex_joni> cradek: still.. shouldn't matter
[21:21:03] <alex_joni> it's initialized as p for all 8
[21:21:08] <cradek> I bet you need to pass ctrl_type="p","p","v"
[21:21:18] <alex_joni> const char *ctrl_type[MAX_CHAN] = { "p", "p", "p", "p", "p", "p", "p", "p" };
[21:21:28] <acemi> alex_joni: I have to reboot to try this.
[21:21:31] <acemi> 1 min
[21:21:34] <alex_joni> ok
[21:21:42] <cradek> alex_joni: oh you're right
[21:22:03] <alex_joni> so if you're giving v, then you get v,p,p for 3 stepgens
[21:22:34] <cradek> it's const but then assigned to? ctrl_type[n] = "p";
[21:22:58] <SWPadnos> the kernel loader will populate it from the command like
[21:23:00] <SWPadnos> line
[21:23:08] <SWPadnos> but it's const as far as this code is concerned
[21:24:11] <andypugh> I have a feeling that the easy solution to my bearing problem is to buy some 8mm bore bearings and machine a sleeve.
[21:24:33] <cradek> http://www.mail-archive.com/uclinux-dev@uclinux.org/msg07390.html
[21:32:23] <alidigitalis> ok - i've got everything taped up - so really neither of the center taps need to connect to the voltage pin? i realize this again shows that i don't understand steppers too well...
[21:32:55] <alidigitalis> for the time being i've taped each center tap individually
[21:34:00] <alidigitalis> and i'm plugging the power supply in next
[21:34:35] <alex_joni> hmm.. mm/slab.c is all about pagefiles
[21:36:12] <acemi> ctrl_type=x, ctrl_type="p", ctrl_type=p without step_type give exactly the same result
[21:36:40] <alex_joni> acemi: thanks for testing
[21:36:52] <alex_joni> so it's not the parsing of the param, it's before that
[21:37:31] <acemi> I tried "insmod stepgen.ko ..." too. the same with ctrl_type
[21:37:55] <andypugh> alidigitalis: Yes, the centre taps are basically for a different sort of driver to yours.
[21:38:09] <alex_joni> acemi: how much ram on that machine?
[21:38:21] <cradek> wonder if there's a non-emc module that takes the same type of arguments that you can try
[21:38:30] <cradek> maybe poke around with modinfo and see if you can find oen
[21:38:31] <alidigitalis> andypugh: thanks man - greatly appreciated - am almost finished
[21:38:31] <cradek> one
[21:38:34] <acemi> 512MB, 118 used
[21:38:45] <alex_joni> kernel says 1G
[21:38:52] <alex_joni> [ 0.000000] 127MB HIGHMEM available.
[21:38:52] <alex_joni> [ 0.000000] 887MB LOWMEM available.
[21:39:08] <andypugh> Dodgy memory?
[21:39:13] <alidigitalis> no need to tempt fate at this stage :)
[21:39:32] <acemi> I tested this with another machine too
[21:39:39] <acemi> which has 1 GB ram
[21:39:47] <alex_joni> ah
[21:40:30] <alidigitalis> would it make sense to set all the DIP's to lower values ie 25% amperage, slow microdecay, small step etc...?
[21:40:32] <alidigitalis> er slow decay mode
[21:40:48] <acemi> andypugh: what is dodgy?
[21:40:57] <alidigitalis> and smaller microsteps...
[21:41:08] <alex_joni> acemi: badish
[21:41:12] <alex_joni> not always ok
[21:41:17] <andypugh> I was referring to the alex_j comments on a different suject
[21:41:20] <alex_joni> * alex_joni doubts that if it's 2 machines
[21:41:35] <acemi> I think is not badish.
[21:41:58] <mozmck_work> has anyone here tried to run realtime emc under a virtual machine?
[21:42:22] <andypugh> It won't do any harm to set things conservatively to start, but the chances of blowing the motors are small.
[21:42:24] <alex_joni> acemi: I'd ask on the rtai mailing list too
[21:42:29] <alex_joni> mozmck_work: sure, I do it all the time
[21:43:02] <andypugh> I run EMC for try-out purposes on my Mac in VMWare.
[21:43:17] <andypugh> It doesn't do well for latency.
[21:43:32] <mozmck_work> so it works fine? I'm thinking of putting several versions of ubuntu on one machine at some point for testing.
[21:43:57] <andypugh> I wouldn't want to run a CNC with it, but it all functions.
[21:44:08] <mozmck_work> or I could do multiboot, but that is more of a pain.
[21:44:22] <alex_joni> mozmck_work: it works fine
[21:44:33] <alex_joni> not RT though, but it works fine ;)
[21:44:54] <mozmck_work> oh, I meant with rt!
[21:45:48] <alex_joni> sure, me too
[21:45:49] <mozmck_work> I guess the vmware or whatever interferes with the kernel...
[21:45:54] <alex_joni> but it won't work in realtime :)
[21:46:17] <mozmck_work> I see. for testing it would probably be fine then.
[21:46:18] <alex_joni> you'll be running the rt kernel, but since it's in a VM, the RT is not working in RT ;)
[21:46:34] <alex_joni> sure, for testing it's fine
[21:46:48] <alex_joni> wot's a PageSlab?
[21:47:11] <mozmck_work> ? don't know
[21:47:25] <alex_joni> http://git.kernel.org/?p=linux/kernel/git/torvalds/linux-2.6.git;a=blob;f=mm/slab.c;h=9a90b00d2f9140e2aaa67ecb949e33d89431e9c5;hb=07a2039b8eb0af4ff464efd3dfd95de5c02648c6#l600
[21:48:32] <mozmck_work> a slab of a page I guess...
[21:49:30] <alex_joni> :P
[21:49:51] <alex_joni> acemi: dunno what to say.. I'd still ask rtai folks
[21:50:15] <acemi> /tmp /var/{tmp,lock,run} are mounted as tmpfs; does this cause a problem?
[21:50:43] <alex_joni> I don't think it should
[21:51:01] <alex_joni> I think the issue is rtai_shm tripping over some kernel spaces
[21:51:09] <alex_joni> but it's just a guess
[21:52:31] <cradek> The MODULE_PARM() macro takes 2 arguments: the name of the variable and its type. The supported variable types are "b": single byte, "h": short int, "i": integer, "l": long int and "s": string. Strings should be declared as "char *" and insmod will allocate memory for them.
[21:52:45] <cradek> try taking out that const?
[21:55:07] <alex_joni> I think we use module_param() not MODULE_PARM()
[21:55:40] <cradek> oh you are right, that's in LINUX_VERSION_CODE < KERNEL_VERSION(2,6,0)
[21:56:18] <alex_joni> the example for module_param() still uses static char *, not const
[21:56:30] <alex_joni> acemi: maybe you can try cradek's suggestion
[21:56:51] <acemi> which const? in halcmd.c
[21:56:53] <cradek> man the second example here is screwy:
http://tldp.org/LDP/lkmpg/2.4/html/x354.htm
[21:57:08] <alex_joni> in stepgen.c
[21:57:57] <acemi> const char *ctrl_type[MAX_CHAN] = { "p", "p", "p", "p", "p", "p", "p", "p" };
[21:58:07] <acemi> I'll delete const from this line
[21:58:18] <alex_joni> right
[22:00:24] <acemi> the same result
[22:01:25] <acemi> I changed this line; make && make setuid
[22:01:55] <alex_joni> acemi: sounds ok, too bad it didn't help :/
[22:02:14] <alex_joni> what does modinfo say?
[22:04:12] <alex_joni> acemi: I would try to take out that kernel module param
[22:04:24] <andypugh> <newbie question> If you change just one line of one bit of code does make only recompile that one bit?
[22:05:18] <acemi_> my machine locked; modinfo stepgen said that it's not loaded
[22:05:20] <alex_joni> hardcode what you need in the define line, then remove the RTAPI_MP_ARRAY_STRING() line
[22:05:34] <alex_joni> andypugh: if the Makefile is right, yes
[22:06:02] <acemi_> alex_joni: if said me something, i couldn't see
[22:06:50] <alex_joni> acemi: I would try to take out that kernel module param
[22:06:59] <alex_joni> the ctrl_type one
[22:07:03] <alex_joni> hardcode what you need in the define line, then remove the RTAPI_MP_ARRAY_STRING() line
[22:09:43] <andypugh> Is it worth adding some debugging while meddling with source? Like "I got at least this far" messages?
[22:10:14] <alex_joni> andypugh: what kind of source?
[22:10:24] <andypugh> Not me, acemi
[22:10:45] <alex_joni> this is kernel code, pretty hard to debug
[22:11:04] <alex_joni> what's int __dummy_##var; supposed to be?
[22:11:36] <andypugh> The example page you showed was sending kernel log messages. I was wondering about adding some more, to see _where_ in the moduleit fails.
[22:11:59] <cradek> alex_joni: ## is concatenate
[22:12:02] <acemi_> alex_joni: what do you mean with "hardcode what you need in the define line"? const char *ctrl_type[MAX_CHAN] = { "p", "p", "p", "p", "p", "p", "p", "p" };?
[22:12:46] <alex_joni> char *ctrl_type[MAX_CHAN] = {"v","v","p","p","p","p","p","p" };
[22:12:56] <alex_joni> if you need 2 v stepgens
[22:13:03] <acemi_> ok
[22:13:30] <alex_joni> cradek: concatenate what?
[22:13:40] <alex_joni> var is a char * [foo]
[22:13:45] <cradek> the things before and after the ##
[22:14:05] <cradek> http://en.wikipedia.org/wiki/C_preprocessor#Token_concatenation
[22:14:16] <alex_joni> http://git.linuxcnc.org/gitweb?p=emc2.git;a=blob;f=src/rtapi/rtapi.h;h=dec2fc0ba1d08b4d192404ffe09952cf15c4171a;hb=45d27a393866097d36ca2666ed0747b8102e93a2#l881
[22:16:19] <alex_joni> I see.. so that should be turned into int __dummy_ctrl_type;
[22:16:29] <acemi_> alex_joni: it works with hardcoded stepgen
[22:16:41] <alex_joni> acemi_: try another change
[22:16:57] <alex_joni> src/rtapi/rtapi.h
[22:17:01] <alex_joni> line 883
[22:17:17] <alex_joni> 883 module_param_array(var, charp, &(__dummy_##var), 0); \
[22:17:38] <alex_joni> try changing &(__dummy_##var) with NULL
[22:19:09] <acemi_> this is line 869 for me
[22:19:15] <acemi_> v2.3.4
[22:19:22] <acemi_> is it ok
[22:19:31] <andypugh> Does C care about single or double quotes?
[22:20:04] <alex_joni> acemi_: hmm.. wait
[22:20:12] <alex_joni> crap :/
[22:20:18] <acemi_> acemi_ is now known as acemi
[22:20:19] <andypugh> I wonder if there is an issue with acemi's compiler?
[22:20:20] <alex_joni> I'd rather fix stepgen.c
[22:20:26] <andypugh> if ((ctrl_type[n][0] == 'p' ) || (ctrl_type[n][0] == 'P')) {
[22:20:26] <andypugh> ctrl_type[n] = "p";
[22:20:48] <andypugh> Seems inconstent to a novice like myself.
[22:20:48] <alex_joni> andypugh: ctrl_type[] = string, ctrl_type[][] = char
[22:20:52] <acemi> andypugh: gcc version 4.3.2
[22:20:56] <colbq200> hmm i think im going to have to get this machine jacked up and fit the rubber feet to it
[22:21:01] <alex_joni> acemi: lets fix stepgen better
[22:21:08] <colbq200> its thundering lol
[22:21:28] <alex_joni> acemi: you removed RTAPI_MP_ARRAY_STRING() .. right?
[22:21:33] <alex_joni> replace it with:
[22:21:42] <acemi> yes
[22:22:04] <acemi> alex_joni: is there any change in rtapi/rtapi.h?
[22:22:26] <alex_joni> module_param_array(ctrl_type, charp, MAX_CHAN, 0)
[22:22:48] <alex_joni> MODULE_PARM_DESC(ctrl_type, "control type (pos or vel) for up to 8 channels");
[22:22:54] <alex_joni> acemi: no change in rtapi.h
[22:25:36] <acemi> alex_joni:
http://paste.debian.net/57839/
[22:25:39] <acemi> is this ok?
[22:26:30] <alex_joni> yes
[22:26:37] <alex_joni> (if it compiles ;)
[22:26:55] <acemi> do I need to "const" again for char *ctrl_type?
[22:27:01] <acemi> do I need to add "const" again for char *ctrl_type?
[22:27:31] <alex_joni> no
[22:27:36] <alex_joni> const shouldn't really matter
[22:28:02] <acemi> hal/components/stepgen.c:317: warning: initialization makes pointer from integer without a cast
[22:28:38] <alex_joni> hmm
[22:28:57] <alex_joni> try this:
[22:29:04] <alex_joni> int count=MAX_CHAN;
[22:29:20] <alex_joni> module_param_array(ctrl_type, charp, &count, 0);
[22:30:31] <acemi> it compiled
[22:32:07] <acemi> the same result
[22:32:17] <alex_joni> meaning? it doesn't work?
[22:32:27] <acemi> it doesn't work
[22:33:09] <alex_joni> for any loadrt?
[22:33:10] <acemi> brb
[22:33:16] <alex_joni> even without ctrl_type specified?
[22:33:21] <acemi> no only for ctrl_type
[22:36:49] <acemi> alex_joni: I'm ready if you want to try something else
[22:38:03] <alex_joni> acemi: no idea what :/
[22:38:19] <andypugh> Compile a version with integer flags for ctrl_type?
[22:38:50] <alex_joni> try running with step_type=12,1 ctrl_type=v,v
[22:39:15] <acemi> with th original code?
[22:39:19] <andypugh> Hmm, what happens with ascii values instead of chars in the ctrl_type paramters?
[22:39:25] <alex_joni> hmm.. step_type=23
[22:39:32] <alex_joni> something bigger than 14
[22:39:36] <alex_joni> acemi: shouldn't matter
[22:39:46] <alex_joni> which version, current one should be ok
[22:41:03] <acemi> loadrt stepgen step_type=23 ctrl_type=v
[22:41:08] <acemi> is this ok?
[22:41:19] <alex_joni> yup
[22:41:46] <acemi> the same result; it doesn't work
[22:41:57] <acemi> and I have to reboot
[22:44:32] <andypugh> I guess that means it is crashing reading the parameters rather than processing them then?
[22:45:03] <alex_joni> setting them
[22:45:09] <alex_joni> which is insmod's fault
[22:46:53] <andypugh> I am vaguely remembering something.
[22:47:39] <andypugh> Don't some of the modules prefer conf="1 2 3", ie a space-delimited string, for no apparent reason? Or am I hallucinating?
[22:48:15] <alex_joni> acemi: wb
[22:48:32] <acemi> wb?
[22:48:46] <SWPadnos> welcome back
[22:48:50] <acemi> :)
[22:49:39] <alex_joni> acemi: if it still locks with step_type=23, then I think the problem is at insmod time
[22:49:58] <alex_joni> I mean the rtapi_app_main() doesn't even get called
[22:50:22] <andypugh> Try this, it works on mine....
[22:50:34] <acemi> realtime start && insmod stepgen.ko ... gives the same result too
[22:50:49] <andypugh> loadrt stepgen steptype=0,0,0 ctrl_type="v v p"
[22:50:51] <alex_joni> acemi: yes, loadrt uses insmod
[22:51:01] <alex_joni> andypugh: that won't work as it should
[22:51:13] <andypugh> It seems to
[22:51:15] <alex_joni> it passes the string "v v p" to the first array element
[22:51:32] <acemi> andypugh: I tried loadrt stepgen steptype=0 ctrl_type="p" and it didn't work
[22:51:36] <SWPadnos> andypugh, look at the stepgen pins
[22:51:44] <alex_joni> if you look you'll see that you get 3 stepgens, but not v,v,p .. rather v,p,p
[22:51:50] <SWPadnos> halcmd show pin stepgen | grep vel
[22:51:57] <andypugh> I looked, 2 of velocity and 1 position...
[22:52:20] <SWPadnos> strange
[22:52:23] <alex_joni> andypugh: pastebin it?
[22:52:42] <alex_joni> anyways, back to acemi's problem..
[22:52:57] <alex_joni> acemi: halcmd loadrt basicly calls module_helper which does the insmod
[22:53:13] <alex_joni> so there shouldn't be a difference from sudo insmod and module_helper install ..
[22:53:48] <colbq200> gnight all
[22:54:32] <andypugh> I remember someone else finding that the space-delimited-string was the only way to get something to work. It was a while ago, and I can't recall what.
[22:55:41] <andypugh> But I am actually wrong. Sorry.
[22:56:02] <andypugh> http://pastebin.ca/1768629
[22:56:52] <andypugh> Yeah, it takes "v v p" as a single parameter, and converts it to a 'v' char. I got lost in mid-scroll and counted a velocity pin twice
[22:57:54] <alex_joni> ;-)
[22:58:05] <alex_joni> acemi: no idea what else to suggest :/
[22:58:31] <acemi> ok alex_joni, tahnks
[22:58:34] <acemi> thanks
[22:58:56] <alex_joni> acemi: maybe try changing it one more time:
[22:59:09] <alex_joni> module_param_array(ctrl_type, charp, 0, 0);
[22:59:21] <alex_joni> module_param_array(ctrl_type, charp, NULL, 0); <- this
[23:00:33] <acemi> http://paste.debian.net/57841/
[23:01:25] <alex_joni> yes
[23:03:17] <acemi> it doesn't work for ctrl_type; it works without ctrl_type
[23:03:43] <alex_joni> ok, so no difference
[23:06:16] <alex_joni> acemi: ok, so no difference
[23:06:27] <acemi> no diffrenece
[23:06:57] <alex_joni> I guess another option is to convert ctrl_type from v,p to 0,1
[23:07:03] <alex_joni> and have it ints
[23:07:38] <andypugh> No, you can't do that, that was my idea and bound to be a bad one.
[23:09:09] <alex_joni> acemi:
http://paste.debian.net/57843/
[23:09:28] <andypugh> (And scrolling back, an idea I didn't actually hit return on. It's getting late here)
[23:09:50] <alex_joni> acemi: you need to fix references to ctrl_type too, but it should be trivial
[23:10:22] <acemi> { "0", "0",.. or { 0, 0, ?
[23:10:30] <SWPadnos> #define 'v' 1
[23:10:32] <SWPadnos> ;)
[23:11:26] <tom4p> i use "loadrt stepgen step_type=0,0,0,0 ctrl_type=p,p,p,v" succesfully
[23:11:39] <tom4p> no quotes in the hal file
[23:11:46] <alex_joni> acemi: 0,0,0,1...
[23:11:48] <andypugh> Yes, we all seem to, except for acemi
[23:12:04] <SWPadnos> ... who is using a kernel he compiled himself ...
[23:12:12] <tom4p> ok
[23:12:25] <andypugh> Let me start up my machine, that has a homebrew kernel too.
[23:12:36] <alex_joni> * alex_joni starts towards bed
[23:12:45] <alex_joni> goood niiight ring ding ding ding
[23:12:54] <SWPadnos> heh. night alex
[23:12:56] <andypugh> And that fact should terrify you :-)
[23:12:59] <acemi> good night and thanks alex_joni
[23:13:27] <SWPadnos> andypugh, I believe I'm safe, with an ocean between us
[23:13:36] <alex_joni> acemi: maybe you can still ask on the rtai mailing list
[23:13:53] <andypugh> Yeah, only archivist needs to really worry AFAIK
[23:15:18] <alex_joni> ah, that's right.. you're on an island
[23:15:44] <archivist_emc> I think Im far enough away
[23:21:33] <andypugh> It seems that everyhere is a long way from Essex, there is an impentrable London in the way.
[23:23:37] <danimal_garage> all of a sudden my mill is saying all my iocontrol pins dont exist when i try to start emc
[23:23:55] <danimal_garage> i cant see anything wrong
[23:24:08] <danimal_garage> worked fine before
[23:24:29] <archivist_emc> you forgot to set the environment ?
[23:24:53] <danimal_garage> not sure what the enviroment means
[23:25:01] <Jymmm> WOOHOO My serial card has been shipped!
[23:25:35] <micges> danimal_garage: iocontrol didn't started
[23:26:04] <micges> tool table problem maybe?
[23:26:09] <Jymmm> SWPadnos: You gotta love it... DOS Compatible...
https://www.microbarn.com/details.aspx?rid=102431
[23:26:55] <micges> danimal_garage: what did you change since yesterday?
[23:27:13] <danimal_garage> all i added was tool_change_quill_up = 1 and tool_change_position = -14 -4
[23:27:20] <danimal_garage> in the ini
[23:27:30] <SWPadnos> andypugh, I'm in Essex, so it seems close
[23:27:39] <SWPadnos> (well, Essex Junction anyway)
[23:27:59] <SWPadnos> Jymmm, very similar to one I used to have, except that one was cardbus
[23:28:20] <micges> danimal_garage: try to set all 3 pos in tool_change_position
[23:28:29] <SWPadnos> surprising that it only goes to 250 kbaud
[23:28:30] <Jymmm> SWPadnos: For my netbook EC34
[23:28:30] <danimal_garage> ok
[23:29:02] <danimal_garage> that worked
[23:29:13] <micges> cool
[23:29:20] <danimal_garage> thanks
[23:29:25] <micges> np
[23:29:37] <micges> good night all
[23:29:41] <SWPadnos> micges, you're up late (or early)
[23:29:43] <SWPadnos> ah, late :)
[23:29:45] <SWPadnos> see you
[23:29:52] <danimal_garage> seened odd to have the quill up line on top of the x,y, and z positions
[23:30:04] <SWPadnos> two different things
[23:30:06] <SWPadnos> (I think)
[23:30:06] <danimal_garage> goodnight micges
[23:30:13] <SWPadnos> quill up says "move Z first"
[23:30:25] <SWPadnos> toolchange position is where the machine will go for a tool change
[23:30:27] <danimal_garage> yea guess your right, still needs the position
[23:30:32] <SWPadnos> right
[23:30:40] <danimal_garage> "move z first" but where??
[23:30:52] <SWPadnos> just remember the quill_up option if you ever use dovetail cutters
[23:31:16] <SWPadnos> I don't know. should be to the toolchange Z, but it could be to "maximum Z"
[23:31:55] <danimal_garage> well the manual is decieving... it states that quill up means the same thing as entering g0 g53 z0
[23:32:10] <danimal_garage> it states that it moves it to machine zero
[23:32:31] <danimal_garage> which is what threw me off
[23:33:00] <danimal_garage> i figured i wouldnt need the z0 in the tool change position, it's redundant
[23:34:15] <danimal_garage> but the manual also doesnt state if the tool change position is machine coordinates or work offset coordinates, but i guess machine position coordinates would make more sense
[23:34:53] <SWPadnos> machine, for sure
[23:34:59] <danimal_garage> yea
[23:35:09] <danimal_garage> i just learned to never assume with emc lol
[23:43:00] <danimal_garage> dammit it why doesnt it rapid to the tool change position?
[23:43:31] <danimal_garage> seems like it does it at homing velocity
[23:43:37] <Valen> cos it hates you
[23:44:29] <danimal_garage> seems like it
[23:48:02] <danimal_garage> it wouldnt even do a tool change with the tool_change_quill_up in the ini
[23:53:57] <danimal_garage> wtf
[23:55:07] <danimal_garage> ok so i tried TOOL_CHANGE_AT_G30 = 1 and it wont change tools
[23:55:23] <danimal_garage> moves to the position i specified in my var file
[23:55:28] <danimal_garage> but wont do a tool change
[23:55:33] <danimal_garage> doesnt even try
[23:56:05] <danimal_garage> nor will it do it with TOOL_CHANGE_QUILL_UP = 1
[23:56:38] <tom3p> remove the "TOOL_CHANGE_HAS_AN_ATTITUDE=TRUE" in the ini file ;)
[23:56:49] <danimal_garage> haha
[23:57:17] <danimal_garage> i dont have an additude, i'm frustrated that i cant figure out what i'm doing wrong
[23:57:27] <tom3p> not you
[23:57:35] <danimal_garage> oh
[23:57:35] <SWPadnos> danimal_garage, may I introduce you to halscope?
[23:57:59] <SWPadnos> you can look at the exact sequence of events that happen in HAP
[23:58:02] <SWPadnos> HAL
[23:58:04] <archivist_emc> halscope is a little shy but nice to know
[23:58:17] <danimal_garage> SWPadnos: it's not even giving a tool change signal
[23:58:35] <SWPadnos> so you're using halscope then?
[23:58:49] <danimal_garage> well i'm looking at the ladder and watching the coil
[23:58:56] <SWPadnos> that's not fast enough
[23:58:59] <danimal_garage> i guess the scope would be better
[23:59:08] <SWPadnos> halscope captures the traces in realtime, then displays them
[23:59:12] <danimal_garage> ok i'll go look
[23:59:25] <MarkusBec> MarkusBec is now known as MarkusBec_away
[23:59:31] <SWPadnos> ladder (and AXIS, halmeter, ...) update "whenever"
[23:59:59] <SWPadnos> you can trigger on the tool-change signal going high
{kind=link}
{kind=link}
{kind=link}
{kind=link}
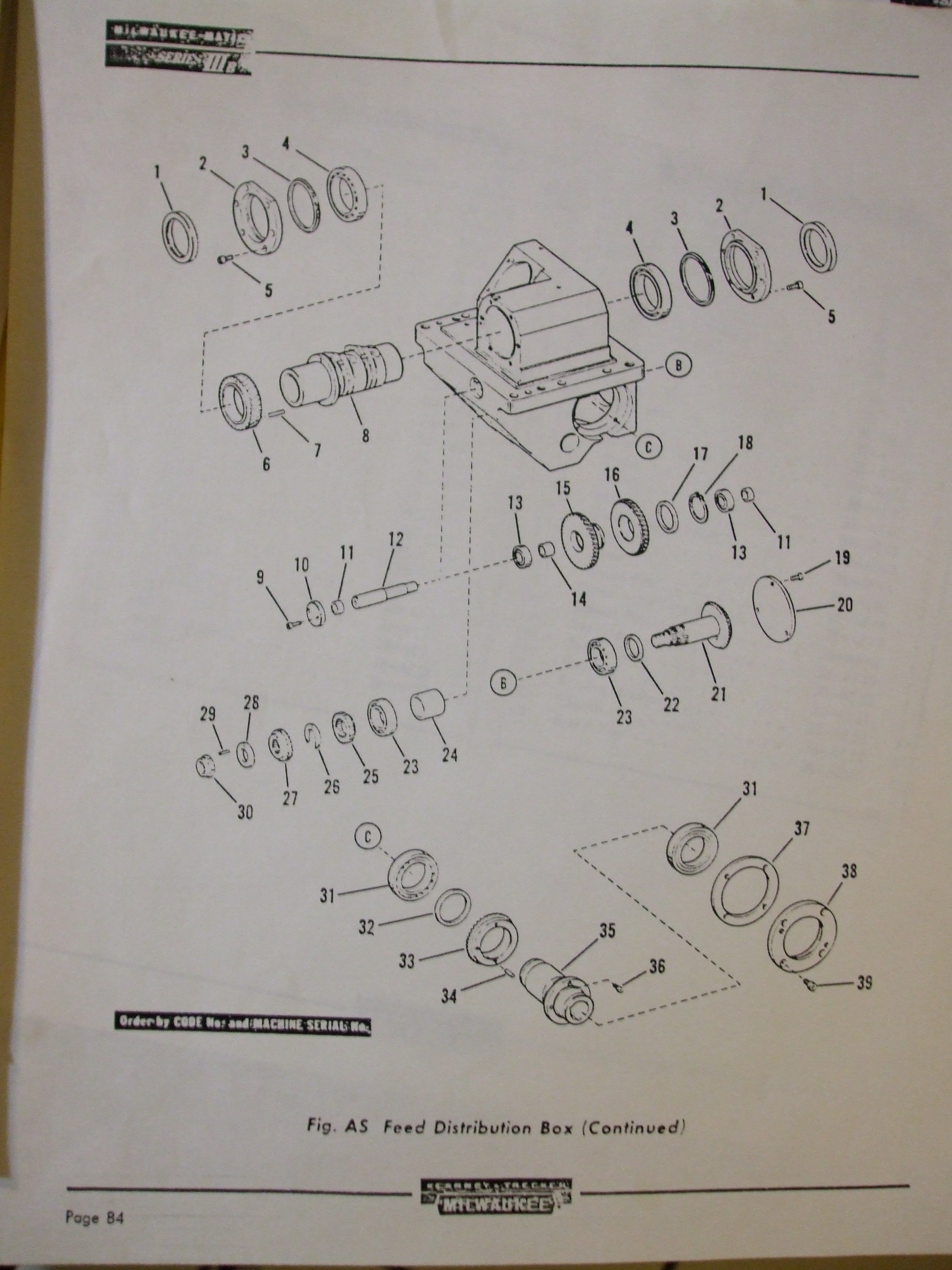{kind=link}
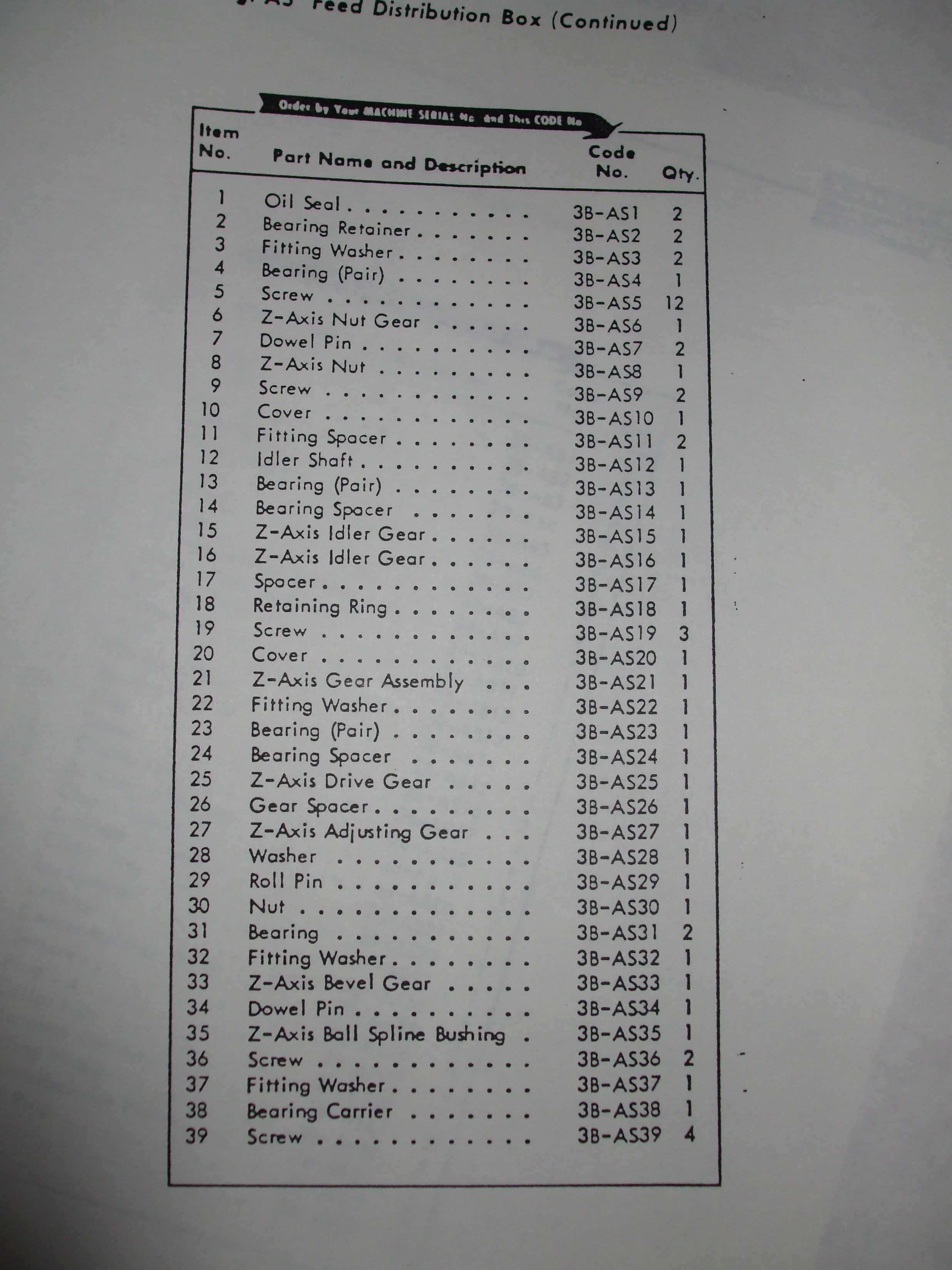{kind=link}
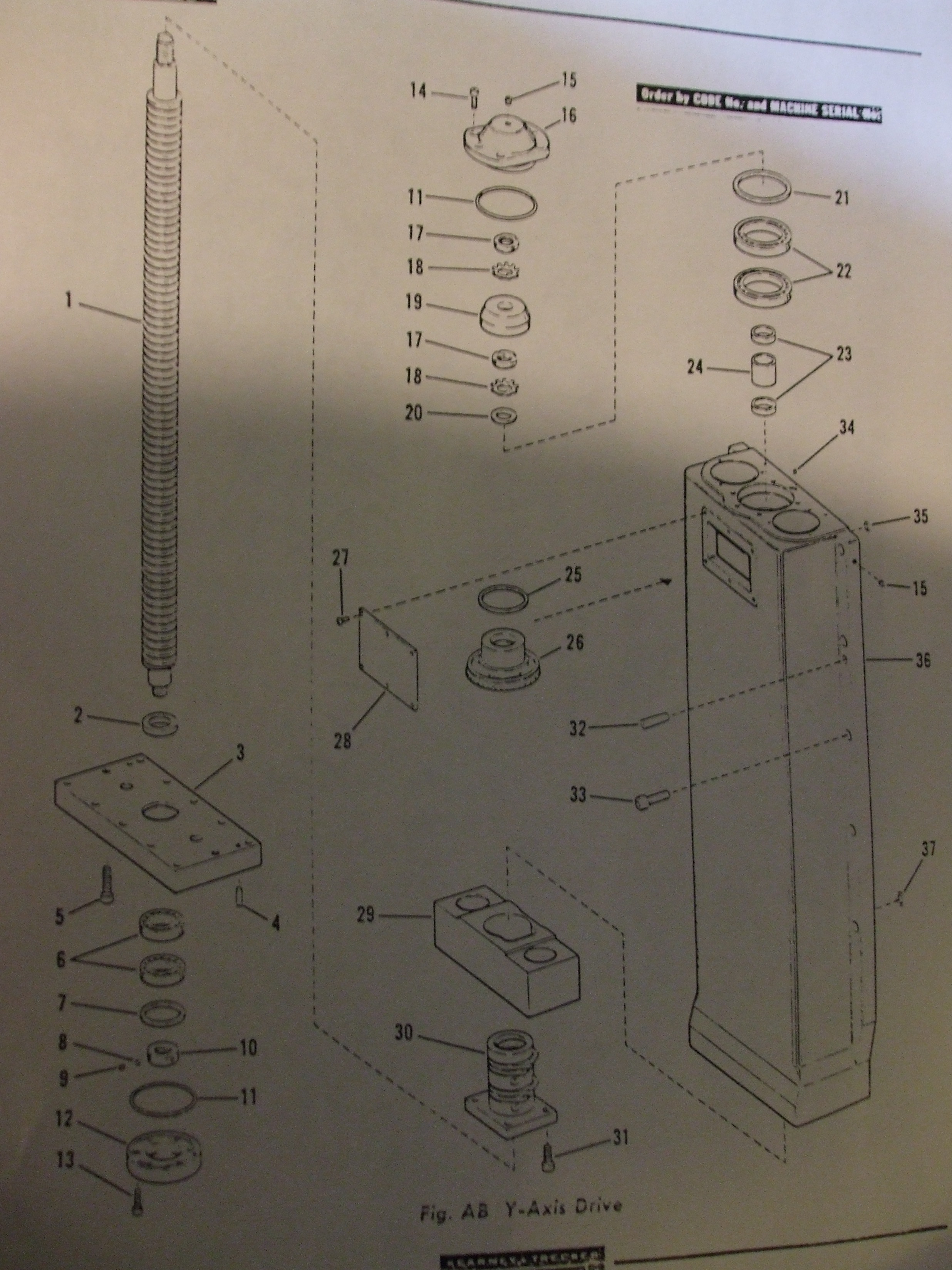{kind=link}
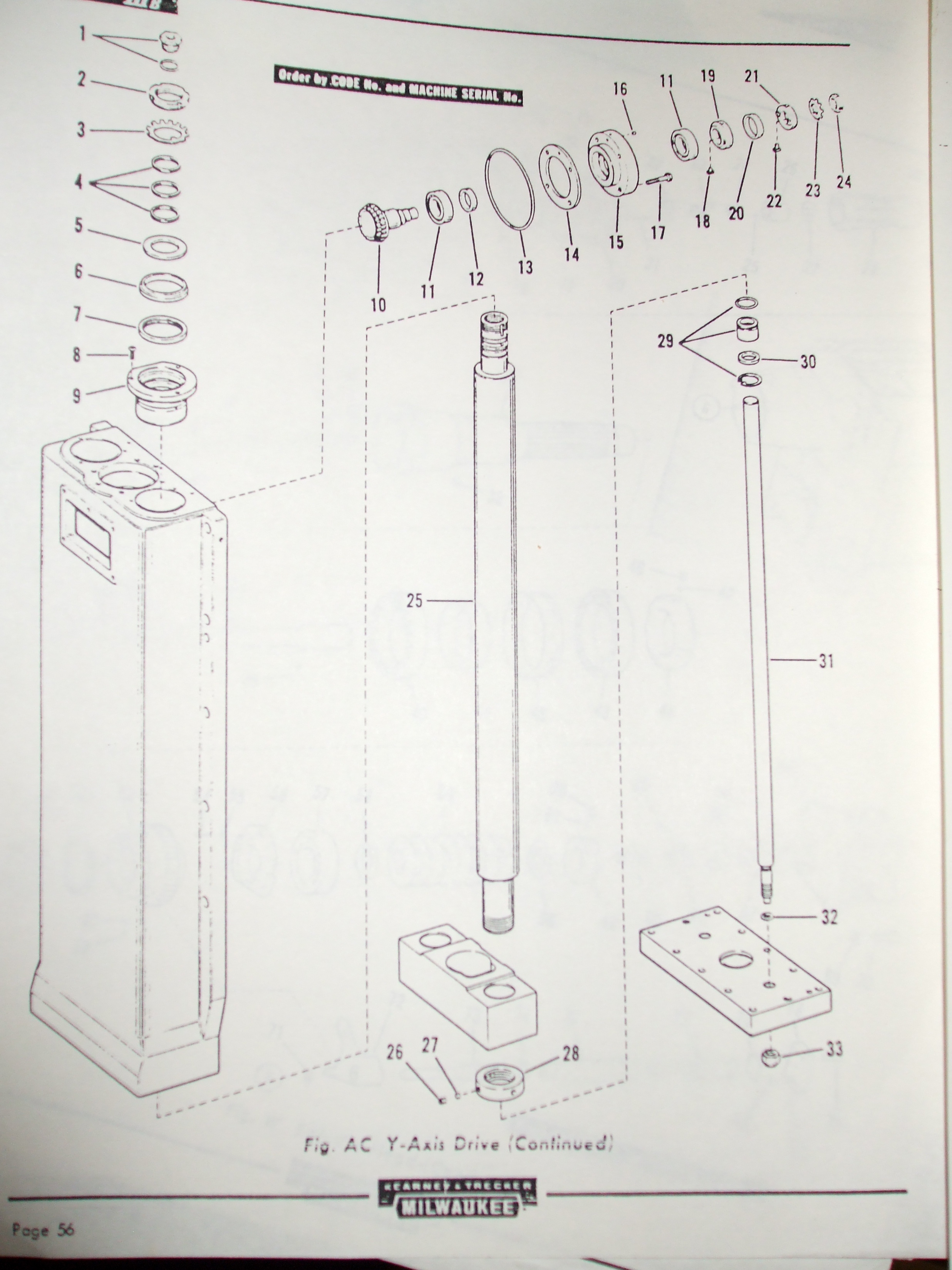{kind=link}