Back
[00:00:00] <danimal_garage> dont you love that?
[00:00:26] <danimal_garage> that usually happens to me, although it happens for days instead of hours
[00:09:00] <archivist_emc> wich my 5 axis was as good
http://www.youtube.com/watch?v=8I3diD1lpho
[00:16:11] <skunkworks> freeze frame
http://www.electronicsam.com/images/KandT/conversion/xaxis/platemill.JPG
[00:19:55] <lilalinux_away> lilalinux_away is now known as lilalinux
[00:20:52] <danimal_garage> the joys of machining iron
[00:21:21] <danimal_garage> will darken the complexion of the whitest irishman
[00:21:41] <skunkworks> heh
[00:22:15] <archivist_emc> iron is shiny :)
[00:22:41] <danimal_garage> woot got a light on my manual mill finally
[00:23:14] <danimal_garage> the shop is shaping up
[00:35:23] <izua> yeah well, hours days, same thing if multiplied/divided by 24
[00:36:11] <izua> simple solutions rock
[00:36:54] <izua> i still can't believe the solution is really that simple
[00:37:43] <danimal_garage> i almost rather a complex solution, so i dont feel so dumb sometimes lol
[00:38:22] <danimal_garage> "did you turn the machine on?" "Doh!"
[00:42:12] <danimal_garage> i just spend so much time trying to figure out the complex stuff that i often overlook the simple stuff
[00:42:33] <Jymmm> KISS == Keep it simple stupid
[00:42:35] <danimal_garage> like my spinde motor being wired for 408v instead of 203v
[00:43:59] <danimal_garage> did you drill your holes yet Jymmm?
[00:45:08] <Jymmm> haven't even tried yet
[00:46:05] <danimal_garage> what's your machine look like?
[00:46:23] <danimal_garage> is it a retrofit, or a custom build?
[00:46:42] <Jymmm> gantry router
[00:47:19] <danimal_garage> cool, got pics?
[00:48:50] <Jymmm> http://farm1.static.flickr.com/166/424362252_1bd7946026.jpg
[00:50:03] <DaViruz> nice mess containment
[00:51:05] <Jymmm> It jsut bolts together, then to the gorilla rack
[00:51:26] <Jymmm> in case of EQ
[00:51:50] <danimal_garage> neat
[00:52:07] <danimal_garage> linear rails?
[00:52:23] <Jymmm> yes
[00:52:24] <danimal_garage> ball screws or lead screws?
[00:52:37] <Jymmm> ball xy, acme z
[00:53:09] <danimal_garage> z doesnt need to be all that close usually anyways
[00:53:39] <toastydeath> heresy!
[00:54:45] <danimal_garage> depends on the job usually
[00:57:48] <danimal_garage> man i thought this vfd i put on the manual mill would suck for power tapping, but it does alright
[00:58:27] <danimal_garage> kinda handy actually, i can feed in at a slow rpm, reverse, and crank it up and zip the tap out in a hurry
[00:58:43] <Valen> danimal you can probably get your motor rewound for the lower voltage if you wanted
[00:59:15] <Valen> also whats your opionions on grinding your own slides and ways
[01:00:56] <toastydeath> how would you grind a way without a way grinder
[01:01:10] <Valen> dunno yet
[01:01:35] <toastydeath> the short answer is "You can't"
[01:02:30] <danimal_garage> Valen: on most 3 phase motors, it's just a matter of swapping a few connections
[01:02:55] <danimal_garage> it's about a 5 minute job to change the voltages
[01:03:07] <danimal_garage> i already did it
[01:03:27] <Valen> toastydeath: for a friend of mine who is a student, so time is valued at 0 ;->
[01:03:33] <Valen> danimal funky
[01:03:51] <toastydeath> Valen, it has nothing to do with time
[01:04:00] <toastydeath> it has to do with how ways are made
[01:04:14] <danimal_garage> you can scrape ways by hand
[01:04:23] <danimal_garage> but its an art
[01:04:26] <toastydeath> that would be your best bet, the scraping
[01:04:35] <Valen> thats what I was thinking
[01:04:53] <Valen> I was wondering what methods of making ways there are basically
[01:05:09] <Valen> without a bazillion dollars worth of equipment
[01:05:10] <toastydeath> you can make cast iron flat ways with a scraper, and reference surfaces
[01:05:34] <toastydeath> you will need a couple straightedges and a decently sized surface plate of good accuracy
[01:05:43] <toastydeath> you will need indicators and levels
[01:06:27] <Valen> hmm I'm wondering if you can apply some technoligy could be applied to improve things
[01:06:59] <toastydeath> generating a more accurate surface than you stared with is one of the most difficult scraping projects you can undertake.
[01:07:24] <toastydeath> it is far more difficult than scraping in most ways.
[01:07:55] <Valen> I'm thinking if you have a rough flat, an accurate linear scale, and a twin laser + ccd system
[01:08:49] <toastydeath> good luck with your future ride, spaceman
[01:09:24] <Valen> you send a carriage along the flat, with laser spots on the 2 CCD's measure the errors in "height" and rotation then come back and grind the high spots back
[01:09:27] <Valen> lather and repeat
[01:11:26] <toastydeath> it'll be even more accurate on the moon, with less gravity, all we need is to build a rocket to get it there
[01:11:37] <Valen> my degree is in space science
[01:11:38] <toastydeath> no problem, we've got time.
[01:11:42] <Valen> I have built a fiew
[01:12:09] <toastydeath> then we're 75% there!
[01:12:46] <Valen> I am curious as to why it won't work, it just seems odd that there have been no improvements in the field in the past 200 years or so
[01:13:22] <toastydeath> because the things we take for granted as being "accurate enough" don't work for shit when you're trying to make something as flat and as long as a way surface
[01:13:45] <toastydeath> manufacturers have spent a lot of money trying to make the best, and cheapest ways they can
[01:14:02] <toastydeath> it's not that nobody is working on the problem, it's that the problem is a lot, lot harder than the layperson thinks it is
[01:14:29] <Valen> so tell me, why wont it work?
[01:14:56] <Valen> they seem to use lasers to align and measure the errors in ways now
[01:15:06] <toastydeath> they use lasers to measure the long-grain errors
[01:15:21] <toastydeath> they use far, far more accurate equipment to measure the local error and height differences
[01:15:31] <toastydeath> planikators and reference straightedges
[01:15:48] <Valen> so a reference straightedge is straighter than a laser?
[01:16:05] <toastydeath> for the purposes of trying to figure out where to grind down, absolutely
[01:16:36] <Valen> how?
[01:16:56] <Valen> i mean outside the vecinity of a black hole, light travels in pretty straight lines
[01:17:01] <toastydeath> okay.
[01:17:03] <toastydeath> do it.
[01:17:14] <Valen> well if its pointless then theres not much point
[01:17:17] <toastydeath> and get back to me, nothing's in he way to stop you.
[01:17:34] <toastydeath> lasers are excellent for measuring tilt and roll in the ways
[01:17:46] <toastydeath> and that's what they're used for
[01:18:22] <toastydeath> the problem is how do you find the 10 or so tiny spots that are .000025" above the rest of the raised spots
[01:18:24] <toastydeath> on a scraped way
[01:18:30] <toastydeath> in a 4' section of way?
[01:18:43] <toastydeath> a good straightedge can do that
[01:19:07] <toastydeath> lasers don't do a good job of that
[01:19:10] <Valen> interfrometric inspection of the surface would reveal that
[01:19:37] <toastydeath> then do it, i'm sure you've got zygo beat.
[01:19:44] <toastydeath> they can't do it.
[01:20:17] <toastydeath> the bottom line, to the industry, is that one dude with a couple grand in equipment can make a very, very accurate grinding machine
[01:20:24] <toastydeath> which is then a xerox machine for ways.
[01:21:06] <toastydeath> perhaps you've got an idea nobody's tried, and if you really want to, give it a shot
[01:21:27] <Valen> I will if its going to actually work
[01:21:55] <Valen> I don't assume I know more than everybody, I do however have different requirements for this application
[01:22:37] <toastydeath> nobody's going to be able to tell you your idea can't work, because nobody has ever managed to beat the current method out.
[01:23:04] <toastydeath> and if you don't really care much about the accuracy requirement of the ways, I'm positive there's a ton of things you could do to get close enough.
[01:23:30] <Valen> I'm coming from a perspective of optics, (telescopes) where they make things to ~1/10th a wavelength of light
[01:23:52] <Valen> and that is made by guys in a shed using bitumin, steel washers and emery powder
[01:23:59] <toastydeath> optics are balls easy compared to machine ways
[01:24:49] <toastydeath> and lapping runs into a very similar set of problems with ways, if you choose that route
[01:24:58] <Valen> 1/10th of a wavlength over 600mm is a pretty decent accuracy isnt it?
[01:25:19] <Valen> 2.51968504 × 10-6 inches
[01:25:24] <toastydeath> look
[01:25:26] <toastydeath> do it.
[01:25:35] <Valen> would you stop saying that
[01:26:02] <toastydeath> i can't tell you it won't work, so if you think it will, try it
[01:26:56] <toastydeath> optics are shenanigans easy compared to machine ways, there are many, many more ways a way can be out of alignment than an optical surface
[01:27:15] <Valen> how so?
[01:27:16] <toastydeath> and the measurement of those errors is more difficult than the process to get them out
[01:27:37] <Valen> I would have thought that an optical flat and a way would have pretty simmilar requirements?
[01:28:37] <toastydeath> an optical flat can be made with the same process a person uses to autogenerate primary surfaces
[01:28:56] <toastydeath> i.e. grinding a set of 3 surface plates from no known reference
[01:29:31] <toastydeath> ways, due to their shape and relation to other way surfaces, have to be copied from a reference
[01:29:50] <Valen> I am saying that from that optical flat you should be able to maintain and generate further flats
[01:29:57] <toastydeath> indeed
[01:29:57] <Valen> same as with surface plates etc
[01:30:17] <Valen> but using light and a computer rather than ink and a scraper
[01:31:23] <toastydeath> i understand
[01:32:21] <toastydeath> i do not think, even though your description is simple and seems straightforward, that it takes into account all the problems and errors that develop in trying to measure and correct a set of surfaces to match another reference.
[01:33:07] <Valen> that is what I am trying to find out through discussion
[01:33:12] <toastydeath> if you want to really try it for some reason, there's three basic books you should read
[01:33:37] <toastydeath> Precision Machine Design, by alex sloccum
[01:33:51] <toastydeath> Machine Tool Reconditioning, by someone whose name I forget
[01:34:17] <toastydeath> and the book by Moore tool, whose title I forget but I believe it's by Robert Moore and it's on their webpage
[01:35:14] <toastydeath> reading those three books will be more informative than trying to drag information out of me
[01:37:30] <toastydeath> they go over all the problems of measurement, and how lapping of optics differs
[01:37:55] <toastydeath> and they're much better references if you want to try and design a new measurement machine, because it lists ALL the errors
[01:38:00] <toastydeath> and how they're currently corrected
[01:38:05] <Valen> spose you dont actually want a mirror finish on a slide way anyway
[01:38:10] <Valen> wont hold any oil
[01:38:24] <toastydeath> well, on higher end machines, it's acceptable
[01:38:32] <toastydeath> because of aerostatic bearings
[01:38:38] <toastydeath> or rolling elements
[01:38:38] <Valen> how do they keep an oil film?
[01:38:52] <toastydeath> they don't use plain ways in the most accurate machines
[01:39:03] <Valen> what do they use?
[01:39:32] <toastydeath> usually either custom lapped needle bearings or air bearings
[01:39:37] <toastydeath> air bearings are far more popular
[01:39:44] <Valen> and cheaper I would imagine
[01:40:00] <toastydeath> depends, they can get pretty pricey
[01:40:02] <toastydeath> but yeah
[01:40:14] <toastydeath> even if they wind up being more expensive, the accuracy of the bearing is worth it
[01:41:06] <Valen> I spose for a measuring machine air would be ok
[01:41:22] <toastydeath> air bearings are very stiff, they work for machine tools in general too
[01:41:37] <Valen> but the accuracy would be lower on a cutting machine than a metal on metal
[01:41:43] <toastydeath> negative
[01:41:48] <toastydeath> the gap is only .0002" or so, if that
[01:42:05] <toastydeath> and at 60 psi, the deflection in a metal bearing is usually higher
[01:42:38] <toastydeath> that's why air bearings are popular for high end grinding machines
[01:42:50] <toastydeath> they are stiff enough to be good grinding spindles
[01:43:04] <Valen> grinding is a low impact process as well which would suit them
[01:43:11] <Valen> unlinke milling I would assume
[01:43:12] <toastydeath> high deflection
[01:43:15] <Valen> more vibration
[01:43:26] <toastydeath> grinding has higher stiffness requirements than milling does in the spindle department
[01:43:54] <Valen> true that
[01:44:05] <toastydeath> and it's worth pointing out that large machine tools virtually all use hydrostatic bearings with fairly large gaps
[01:44:07] <Valen> otherwise there wouldn't be much point in grinding it in the first place ;->
[01:44:58] <toastydeath> before i quit there was a cool project where they made a spindle for a paper mill roll
[01:45:02] <toastydeath> one of the big rolls
[01:45:11] <toastydeath> it was a hugeeee bearing
[01:45:23] <toastydeath> er, not paper, but film of some type
[01:45:31] <toastydeath> crushing it down or sizing it
[01:50:35] <Valen> sounds like fun
[01:50:46] <Valen> again though a nice static load ;->
[01:50:51] <Valen> not "lumpy"
[01:51:09] <Valen> I think I saw the video of that one
[01:52:06] <toastydeath> they do excellent in vibrational loads
[01:52:28] <toastydeath> we have companies that use some of our larger bearings for high speed machines that use linear motors
[01:52:36] <toastydeath> it works just fine.
[01:53:11] <Valen> I spose if the vibration is below the contact force it'd do fine
[01:53:19] <Valen> IE if you use it in spec you wont break it
[01:53:50] <toastydeath> yep, and all machine tool bearings are way, way oversized to handle crash forces
[01:54:56] <Valen> do they have skid pads or something to handle a crash or is it just graphite on steel?
[01:56:45] <toastydeath> graphite on steel in the case of porous
[01:56:55] <toastydeath> usually the bearing will recover
[01:57:02] <toastydeath> metal on metal is usually a dead bearing
[01:57:18] <toastydeath> or at least mucks with its accuracy
[01:57:44] <Valen> I wonder how glass would go as the slide for a measuring doovey
[01:58:03] <toastydeath> like, scooting the glass directly along the metal?
[01:58:10] <toastydeath> or in air
[01:58:17] <Valen> glass instead of a steel way for an air bearing
[01:58:23] <toastydeath> works fine
[01:58:52] <Valen> might work better for measuring, it'd have less thermal issues I'd imagine
[01:59:26] <toastydeath> one of the unfortunate things about measuring machines is they always have thermal issues no matter what they're made of
[01:59:34] <Valen> true
[01:59:52] <Valen> unless you base all your measurements off a 6dof laser source ;->
[02:00:11] <toastydeath> some machines do
[02:00:49] <Valen> see now thats cool ;->
[02:01:03] <toastydeath> one of the trendy things now is to have a metrology frame, which is inside the machine yet kinematically isolated
[02:01:22] <toastydeath> so the load is borne by one frame and all the measurements are taken with respect to this other frame
[02:01:36] <toastydeath> all your interferometry stuff and cap gages
[02:03:06] <toastydeath> although for machines like CMMs with no load at all
[02:03:14] <toastydeath> they just do a static error map in 3 axes
[02:03:34] <toastydeath> and rely on good thermal control in the room to keep it accurate
[02:03:51] <toastydeath> works pretty well, i think Zeiss and a few others have some ridiculously accurate cmms that rely on just those two
[02:04:02] <Valen> cmms?
[02:04:10] <toastydeath> coordinate measuring machines
[02:04:40] <toastydeath> 3 axis gantry sitting on top of a granite plate, it has a spherical probe
[02:04:47] <Valen> ahh
[02:04:52] <toastydeath> any displacement of the probe whatsoever triggers the machine
[02:05:03] <skunkworks> http://www.youtube.com/watch?v=gPPp1A1gj2M&feature=player_embedded
[02:05:42] <toastydeath> niiice
[02:06:15] <Valen> yeah those are scary
[02:06:49] <Valen> thats the problem with CnC, you have the same bugs as computers get, but they happen in the real world
[02:07:08] <danimal_garage> glad my machine isnt that powerfull
[02:07:11] <Valen> normally in the real world you employ margin to stop bad things happening, and in computers there are no real concequences
[02:07:16] <Valen> its the worst of both worlds
[02:07:29] <toastydeath> also keep in mind re: that crash
[02:07:43] <toastydeath> all the axes' servos release
[02:08:00] <danimal_garage> they should have a load sensor
[02:08:01] <toastydeath> so the machines tend to move a lot with even a tiny crash, esp. if it's linear ways and other low friction things
[02:08:04] <toastydeath> they do
[02:08:09] <toastydeath> that's why that table went wonky
[02:08:11] <danimal_garage> if there's that much of a load, the servos should disable
[02:08:29] <toastydeath> it tripped the load meter, the servo released, and the table went wonky
[02:09:39] <toastydeath> it's just that most integrated rotabs in modern machines are different than the table-mounted kind
[02:09:52] <toastydeath> there's no worm gear or other thing to stop it from moving
[02:12:05] <danimal_garage> i wish i had a rotab
[02:12:21] <Valen> nice big stepper motor?
[02:12:25] <danimal_garage> not that i need one for my parts, but it would be fun for hobby stuff
[02:12:41] <danimal_garage> eh, i'd buy one, not make it
[02:12:59] <Valen> we are planning on making ours
[02:13:08] <danimal_garage> they're cheap enough
[02:13:14] <Valen> we are making electric motors
[02:13:26] <Valen> problem is we need a rotary table to make the motors lol
[02:13:34] <danimal_garage> maybe $1k for a used one
[02:14:00] <danimal_garage> and it'll work right the first time (usually)
[02:14:02] <Valen> but we have picked up a servo drive with 2048 count encoder coupled to a 100:1 harmonic drive gearbox
[02:14:13] <danimal_garage> nice
[02:14:19] <Valen> for about $30
[02:14:30] <Valen> and $10 for the driver lol
[02:14:47] <Valen> I'm planning on running the driver as a stepper so its easy to interface to
[02:15:22] <danimal_garage> motor part isnt too bad, but the mechanics of it are involved for one that's suitable for precision and heavy milling
[02:15:37] <Valen> yeah lots of phat bearings
[02:15:50] <danimal_garage> i dont want any backlash
[02:15:57] <Valen> I am wanting to put in some kind of dampner
[02:16:01] <izua> hmm, i just googled harmonic drive
[02:16:04] <izua> that's awesome
[02:16:16] <Valen> harmonic drives have no backlash (in theory)
[02:16:53] <Valen> but we want no backlash either so I'm planning on using a ~million point encoder on the motor and have the motor and table integrated into one part
[02:17:04] <Valen> its going to be a ~200mm diamiter motor
[02:17:12] <Valen> water cooled
[02:18:11] <Valen> I'm hoping to be able to run it as a normal servo off EMC but I have a feeling i'll need a drastically higher servo rate to keep it somewhere near straight
[02:18:54] <danimal_garage> servo rate?
[02:19:12] <Valen> how often the servo thread runs
[02:19:18] <danimal_garage> why would you have a problem?
[02:19:22] <Valen> by default it'll only change the output at 1khz
[02:19:38] <danimal_garage> you think the encoder count is too high or something?
[02:19:51] <Valen> I was hoping to use the motor to counter mechanical vibrations
[02:20:06] <izua> shouldn't you use a dedicated controller?
[02:20:35] <Valen> so it should probably run at ~3x the vibration frequency which is probably number of teeth * RPM / 60
[02:20:37] <izua> it's quite an animal at a million lines
[02:20:51] <Valen> it won't be spinning very fast
[02:21:00] <Valen> I hope
[02:21:05] <izua> hehe
[02:21:21] <izua> you're going to discover at a point that you can climb on the gantry/portal
[02:21:33] <izua> and then you won't really care about maximum speeds/max loads
[02:21:34] <izua> trust me
[02:21:35] <Valen> I was thinking of putting a 2048 line encoder on it as well and being able to use it as a lathe ;->
[02:22:19] <Valen> danimal, hmm interesting I only get 320hz for the nyquist frequency of the vibration
[02:22:48] <danimal_garage> my lathe's count is 204800 per inch
[02:23:06] <Valen> IE a tooth is only entering the material 106 times a second at 1600 RPM with a 4 tooth cutter at 1600 RPM
[02:23:18] <Valen> our mill is 1000 a mm
[02:23:49] <Valen> danimal 8000 per mm?
[02:25:00] <danimal_garage> somewhere around there
[02:25:19] <Valen> oh thats microstepping and such
[02:25:27] <danimal_garage> that's encoder counts
[02:25:37] <danimal_garage> servos, not steppers
[02:25:53] <Valen> funky
[02:25:57] <Valen> whats the setup?
[02:26:20] <danimal_garage> 8,180 per mm
[02:26:21] <Valen> ours is linear scales on the axies
[02:26:40] <Valen> i mean, servo count, gearing, turns per inch on the screw
[02:27:12] <danimal_garage> 5 turns per inch
[02:27:28] <danimal_garage> gearing of ballscrew to resolver is 10:1
[02:28:07] <Valen> what you using for the reduction?
[02:28:26] <danimal_garage> resolver feedback is 4,096 per rev, so 10x 4096 is 40960 per rev of the ball screw
[02:28:55] <danimal_garage> the lathe has a little gearbox on it for the resolvers and tach
[02:29:21] <danimal_garage> this is the stock setup for the lathe, i didnt change anything
[02:30:07] <Valen> so the resolvers are on their own box but the motors are direct drive?
[02:30:25] <danimal_garage> motors are geared down a little, maybe 2:1
[02:30:31] <danimal_garage> not sure
[02:30:51] <danimal_garage> never bothered to figure out the servo gearing, wasnt important to me
[02:30:56] <Valen> lol yeah
[02:31:12] <Valen> I've never seen it done with the encoders on their own gearbox
[02:31:34] <danimal_garage> well, they're actually resolvers
[02:31:39] <danimal_garage> but same difference
[02:31:51] <Valen> yeah
[02:32:01] <danimal_garage> cradek and SWPadnos have the same deal
[02:32:17] <danimal_garage> we all have the same lathes
[02:32:56] <danimal_garage> except SWPadnos hasnt converted his yet
[02:33:02] <Valen> funky
[02:33:03] <SWPadnos> yeah yeah
[02:33:06] <danimal_garage> haha
[02:33:07] <Valen> lol
[02:33:21] <Valen> we are going to do ours soon
[02:33:28] <Valen> generic chinese one
[02:33:34] <danimal_garage> neat
[02:33:41] <Valen> has .005mm linear scales on it at the moment
[02:33:55] <Valen> going to do the same thing we did on the mill
[02:34:01] <Valen> ballscrews and such like
[02:34:25] <danimal_garage> i'd like to convert my manual mill to emc, but only for hole positions when i'm drilling
[02:34:41] <danimal_garage> and maybe power feed
[02:34:53] <danimal_garage> too much slop in the leadscrews for true cnc
[02:35:59] <Valen> you can make an anti-backlash for leadscrews
[02:36:15] <Valen> if you use linear scales it should take out the errors in the screws as well
[02:36:20] <danimal_garage> my goal is to have every machine in the shop converted to emc before SWPadnos starts his lathe
[02:36:27] <danimal_garage> including the shop-vac
[02:36:30] <SWPadnos> I'll take that bet
[02:36:30] <danimal_garage> :)
[02:36:34] <SWPadnos> err - on your side anyway
[02:36:35] <danimal_garage> haha
[02:36:54] <Valen> http://www.vacuumrobot.com.au/
[02:36:55] <danimal_garage> it's a cool little lathe, you should do it
[02:37:07] <SWPadnos> I have this seasonal problem
[02:37:10] <Valen> got a photo damimal?
[02:37:15] <SWPadnos> when it's winter, it's way too cold to work in the garage
[02:37:27] <Valen> and too hot in summer?
[02:37:28] <SWPadnos> and when it's summer, I seem to have other work to do
[02:37:38] <SWPadnos> ((or vacations to go on or something)
[02:37:44] <danimal_garage> that's the north east for ya
[02:38:09] <danimal_garage> Valen: pictures coming up
[02:38:49] <SWPadnos> (and this winter, I have too much work to do anyway)
[02:38:57] <SWPadnos> it's been that way since April or so
[02:39:36] <danimal_garage> http://smg.photobucket.com/albums/v20/danielwilcox/hardinge/
[02:39:55] <danimal_garage> still gotta take a video, just waiting on my coolant to show up
[02:40:04] <danimal_garage> it's all up and running though
[02:40:19] <Valen> cool
[02:41:28] <danimal_garage> just got the toolchanger on the mill working (kinda)
[02:41:45] <danimal_garage> the ladder seems right, but i got some air leaks to fix and whatnot
[02:42:05] <danimal_garage> it changes tools though
[02:42:51] <Valen> need to get a tool changer happening on ours
[02:43:01] <Valen> but it needs spindles and such as well
[02:43:46] <danimal_garage> yea spindles are important lol
[02:44:09] <Valen> still trying to find one that'll do 100RPM as well as 10,000
[02:44:33] <danimal_garage> i hope my customer appreciates these parts, i've gone through alot of beer making them
[02:44:34] <danimal_garage> :)
[02:44:48] <danimal_garage> valen: what kind of mill?
[02:44:50] <Valen> lol
[02:44:53] <Valen> HM45
[02:44:56] <Valen> standard chinese
[02:45:02] <danimal_garage> cool
[02:45:28] <Valen> http://www.vapourforge.com/mill/IMAG0031.jpg
[02:45:42] <Valen> smallest of the not a toy ones ;->
[02:45:48] <Valen> the head is 100kg
[02:45:52] <Valen> 220lbs
[02:45:59] <Valen> all up is ~300-400
[02:46:35] <danimal_garage> yea, cool, thats deff not a toy
[02:47:01] <danimal_garage> good size for a home shop
[02:47:08] <danimal_garage> not too small, but not too big
[02:47:28] <Valen> I want to make a replacement
[02:47:39] <Valen> granite epoxy base
[02:47:49] <Valen> gantry style I'm thinking atm
[02:49:34] <danimal_garage> http://smg.photobucket.com/albums/v20/danielwilcox/shizuoka/?action=view¤t=DSCN0206.jpg
[02:49:43] <danimal_garage> thats mine, before i converted it to emc
[02:49:51] <danimal_garage> gotta get some new pics up
[02:50:02] <danimal_garage> (the one in the middle)
[02:50:08] <Valen> yeah touch larger
[02:50:17] <Valen> whats the travels?
[02:51:56] <danimal_garage> 17x37 inches
[02:52:19] <danimal_garage> not sure on z
[02:54:12] <Valen> ours is 8 in y and 23 in x
[02:54:15] <danimal_garage> i have an enclosure on the table, so it's a little more limited than that now
[02:54:36] <danimal_garage> i'm running flood coolant, so i had to keep it contained
[02:54:36] <Valen> ours now has a shower curtain ;->
[02:54:46] <danimal_garage> haha cool
[02:57:22] <Valen> bbl
[03:02:40] <danimal_garage> hmm i think i might put a 3 way toggle switch on my vfd for my manual mill with preset tapping speeds, so i dont have to turn the pot to slow it down.
[03:07:53] <Jymmm> rotary switch
[03:10:13] <danimal_garage> ehh, could get confusing. i dont want to have to look at it.
[03:11:02] <danimal_garage> i just figured i'd have a seperate toggle, up is reverse, down is forward, and i'd use resistors to set the speeds for both directions]
[03:11:13] <danimal_garage> instead of a pot
[03:11:47] <danimal_garage> and then i'd have my normal fwd/fed switch for drilling/milling with the speed controlled by the pot
[03:12:10] <danimal_garage> that way it wont get confusing when i'm doing alot of parts
[03:45:05] <cradek> yay, finally finally:
http://timeguy.com/cradek-files/emc/spindle-encoder.jpg
[03:45:58] <danimal_garage> mill spindle?
[03:46:02] <cradek> yeah
[03:46:05] <danimal_garage> nice!
[03:46:15] <danimal_garage> i've been thinking on how to do mine
[03:46:21] <cradek> all that to protect a little encoder wheel
[03:46:27] <danimal_garage> looks like a boat prop on the top lol
[03:46:33] <cradek> ha
[03:46:48] <cradek> there's a shroud, it blows down along those motor fins
[03:47:09] <danimal_garage> cool, looks good
[03:47:10] <Jymmm> cradek: So, remove bolts and pulls towards you, right?
[03:47:33] <cradek> Jymmm: something like that!
[03:47:38] <Jymmm> cradek: =)
[03:47:54] <cradek> unfortunately the wheel is the widest part in there
[03:48:15] <danimal_garage> there's a little cover that comes off underneath my motor, i was thinking of putting it under there, coupled to the motor's shaft
[03:48:56] <danimal_garage> is your spindle direct drive?
[03:49:11] <cradek> no unfortunately, there's a belt
[03:49:26] <cradek> there's no way to get the encoder on the spindle
[03:49:34] <danimal_garage> yea same here
[03:49:45] <cradek> experiment shows this is good enough for tapping.
[03:49:51] <danimal_garage> works ok like that for tapping?
[03:49:56] <danimal_garage> cool
[03:50:03] <danimal_garage> thats all i need
[03:50:05] <cradek> there's no index either (no point, since the pulleys aren't 1:1) so I just hooked A to Z on the mesa
[03:50:43] <danimal_garage> cool
[03:51:02] <danimal_garage> what kind of encoder?
[03:51:06] <danimal_garage> optical?
[03:51:08] <cradek> yeah
[03:51:15] <cradek> a little module like US digital has
[03:51:21] <danimal_garage> i was thinking that might be easiest
[03:51:23] <cradek> I swiped it off some old motor
[03:51:47] <danimal_garage> cool, what's the counts per rev?
[03:52:54] <cradek> 504 I think
[03:53:33] <danimal_garage> btw, i got my mill toolchanger mostly working... just got some mechanical issues to straigthen out, like fixing the door, and replacing some air lines
[03:53:41] <danimal_garage> ladder seems good though
[03:53:46] <danimal_garage> it changes tools
[03:53:53] <cradek> neat!
[03:54:16] <danimal_garage> i used the mathmod component
[03:54:23] <danimal_garage> that SWPadnos told me about
[03:54:41] <cradek> cool
[03:55:39] <danimal_garage> figured i'd at least try it
[03:56:25] <danimal_garage> that was a major project for me
[03:56:55] <danimal_garage> went faster than the lathe though (since i had some experience with ladder now)
[03:57:01] <cradek> yeah you've been doing a lot of emc work...
[03:57:48] <danimal_garage> yea, my head hurts
[03:58:03] <danimal_garage> it's been sort of a crash course in EMC lately
[03:58:53] <danimal_garage> do you have more pictures of your mill and lathe?
[03:59:07] <cradek> one of the whole mill somewhere - one sec
[03:59:33] <cradek> http://timeguy.com/cradek-files/emc/jr.jpg
[03:59:38] <danimal_garage> i thought you had a knee mill
[04:00:04] <danimal_garage> thats really cool
[04:00:17] <cradek> I have one of those too, probably selling it though
[04:00:22] <danimal_garage> whats the meter for?
[04:00:30] <cradek> spindle load
[04:00:37] <danimal_garage> ahh neat
[04:00:57] <cradek> I should put some labels on that panel - it's fine for me, but would suck for anyone else trying to use it!
[04:01:17] <danimal_garage> yea, i mostly use the keyboard still lol
[04:01:30] <danimal_garage> i have some buttons on the mill, but not all of them
[04:01:36] <cradek> no keyboard here!
[04:01:37] <danimal_garage> is it touch screen?
[04:01:52] <cradek> yeah I wrote the touchy gui because of this machine
[04:02:07] <cradek> what you see there is all the controls
[04:02:13] <danimal_garage> oh, i've heard people talking about it, but havent looked into it yet
[04:02:33] <danimal_garage> i'd like to do that myself
[04:02:49] <danimal_garage> how does the screen hold up to water solulable coolants?
[04:02:58] <cradek> it's glass so it doesn't care one bit
[04:03:04] <danimal_garage> oh cool
[04:03:05] <cradek> it's a good screen
[04:03:29] <cradek> it doesn't work with a wet finger though - the wet spot you leave behind makes it think you're still touching it
[04:03:55] <danimal_garage> yea, i have the same issue with my touch pad
[04:04:17] <cradek> you sure don't want to depend on a touchscreen for anything important
[04:04:28] <danimal_garage> haha like e stop?
[04:04:36] <cradek> or abort, or run, or jogging
[04:04:44] <danimal_garage> yea
[04:04:55] <danimal_garage> i like a mpg for jogging
[04:04:57] <cradek> but it's good for stuff where you can stop and mess with it
[04:04:59] <danimal_garage> i need to get one
[04:05:08] <cradek> yeah I can't imagine not having one
[04:05:13] <danimal_garage> it sucks
[04:06:00] <danimal_garage> where's your shop?
[04:06:04] <danimal_garage> basement?
[04:06:14] <danimal_garage> garage?
[04:06:14] <cradek> it's ground level
[04:06:24] <cradek> used to be a garage, we built another one in front of it
[04:06:35] <danimal_garage> yea, couldnt imagine getting that down some stairs
[04:06:44] <cradek> no, hard enough to get it here
[04:07:10] <danimal_garage> yea, hard enough getting it in a garage too, i'd imagine
[04:07:29] <danimal_garage> my shizuoka is too tall to fit under the door
[04:07:45] <cradek> same with the bridgeport
[04:07:59] <cradek> the mori does fit under a 7' door *barely*
[04:08:05] <cradek> only minor disassembly
[04:08:10] <cradek> bridgeport takes major disassembly
[04:08:36] <danimal_garage> yea, i had to pull the whole upper part of the head off
[04:08:49] <danimal_garage> motor, pulleys, casting, etc
[04:09:23] <danimal_garage> now i gotta pull it all off again so i can measure for cogged pullies
[04:09:50] <danimal_garage> i gotta get rid of that noisy vari speed head
[04:11:01] <danimal_garage> i run 4k rpm's constantly, it gets annoying
[04:11:24] <danimal_garage> every once in a while i might drop down to 2500 rpm's
[04:11:54] <cradek> yeah that's fast for varispeed
[04:12:06] <cradek> mine's happiest at 1500
[04:12:06] <danimal_garage> yea
[04:12:12] <danimal_garage> same here
[04:12:27] <cradek> perfect for .75 hss cutters
[04:12:41] <cradek> but if you do small stuff, way too slow
[04:12:51] <danimal_garage> yea, biggest tool i use is .5, carbide
[04:12:56] <danimal_garage> in aluminum
[04:13:05] <cradek> hm, you need a lot faster spindle then
[04:13:10] <danimal_garage> yes
[04:13:28] <cradek> can you just replace the bearings and motor?
[04:13:43] <danimal_garage> i think so
[04:14:42] <cradek> I should get to bed early tonight - I didn't get to sleep in this weekend
[04:14:48] <cradek> goodnight
[04:15:19] <danimal_garage> goodnighte!
[04:42:29] <LawrenceG> cradek, will you deliver your bridgeport? we could also mail it peice by piece :}
[05:42:01] <krushia_> krushia_ is now known as krushia
[10:25:13] <piasdom> g'morning all
[10:37:05] <MarkusBec_away> MarkusBec_away is now known as MarkusBec
[11:01:20] <anonimasu> http://www.io23.net/ul/files/IMG_2816.JPG
[13:27:58] <frallzor> lo boys and girls
[13:30:52] <alex_joni> howdy
[13:31:34] <frallzor> can anyone recommend a good BOB except pmdx?
[13:31:47] <frallzor> they dont seem keen on giving me quotes for their stuff =)
[13:35:12] <SWPadnos> they have prices on their website ...
[13:36:00] <frallzor> but not for shipping
[13:36:06] <SWPadnos> ah
[13:36:11] <frallzor> and you need to contact for international quotes
[13:36:17] <SWPadnos> steves_logging, can you get this guy a quote already?
[13:37:06] <frallzor> think this is my 2nd try :P
[13:37:15] <frallzor> I think im being filtered :P
[13:37:37] <SWPadnos> oh, well you have to stop including risque photos in your requests :)
[13:37:55] <frallzor> ohh the owner hides in there too? :P
[13:38:07] <SWPadnos> steves_logging is the owner
[13:38:24] <frallzor> I see, thats nice =)
[13:38:32] <frallzor> ill bug him when he's around
[13:38:36] <SWPadnos> (Steve Stallings, when he's actually near the computer)
[13:38:50] <frallzor> what time is it there btw?
[13:38:59] <SWPadnos> 8:40 AM
[13:39:15] <frallzor> I see, 14.40 here so :P
[13:39:22] <SWPadnos> Italy?
[13:39:25] <frallzor> sweden
[13:39:28] <SWPadnos> ah
[13:39:38] <frallzor> land of beavers, so to speak ;)
[13:39:42] <SWPadnos> heh
[13:40:26] <frallzor> racks and pinions are crazy priced here
[13:40:41] <frallzor> like 10m rack and 4 pinions, standard shit, $1500 =/
[13:40:53] <frallzor> that seems wrong
[13:40:57] <SWPadnos> 10 meters is a lot of rack
[13:41:15] <frallzor> well its in smaller pieces
[13:41:27] <frallzor> but I see ppl getting it muuuuch cheaper
[13:41:35] <frallzor> so Im shocked =P
[13:42:57] <frallzor> heh, ordered some cheap ER25 collets from china
[13:43:11] <frallzor> total cost was like $50
[13:43:45] <SWPadnos> that's china for you
[13:43:45] <frallzor> was shocked when I noticed the shipping included was DHL Express, cant see how that calculates with the cost =)
[13:44:11] <SWPadnos> I've had good luck with some of the chinese stuff I've gotten
[13:44:27] <frallzor> shippinh must be like free overe there or something =P
[13:44:28] <frallzor> *g
[13:44:55] <SWPadnos> manufacturing is free, the shipping was $45
[13:46:22] <frallzor> =P
[13:47:20] <frallzor> im trapped here now until they come =(
[13:49:57] <cradek_> cradek_ is now known as cradek
[13:52:11] <frallzor> but if its 9am there now its no surprise I got no answer today yet, pmdx-related that is
[13:52:22] <frallzor> hopefully this mail is where it should be :P
[14:06:12] <skunkworks_> kinda see the shavings flying here also.
http://www.electronicsam.com/images/KandT/conversion/xaxis/platebore.JPG
[14:07:01] <cradek> ouch, interrupted boring
[14:07:19] <cradek> it doesn't look as bad as I expect though...
[14:08:11] <cradek> what's the new hole for?
[14:10:38] <skunkworks_> bearing - the shafts in this box are getting exteded out so we can attach timing belts/servos.
http://www.electronicsam.com/images/KandT/conversion/xaxis/stripped.JPG
[14:11:08] <skunkworks_> it actaully cut pretty decsent.
[14:11:30] <skunkworks_> plus - cast iron seems to cut pretty nice.
[14:13:08] <cradek> ah - I was wondering how you located the hole - there was one there already, but smaller
[14:13:16] <skunkworks_> exactly.
[14:13:51] <cradek> I'm kind of surprised you didn't plug the adjacent thing
[14:14:27] <cradek> but looks like it turned out great
[14:14:36] <cradek> did you get it the right size? :-)
[14:15:15] <skunkworks_> well - it is about .001 under right now.. Had to leave at that point.
[14:15:38] <skunkworks_> ran out of time.
[14:15:59] <skunkworks_> that is what silicone if for.. ;)
[14:16:22] <cradek> hm, if you have any press fit, I bet it won't be centered anymore
[14:16:48] <cradek> so yeah, silicone! it's just for a belt to pull against?
[14:17:05] <skunkworks_> yes
[14:17:43] <cradek> brb
[14:17:44] <skunkworks_> everything is pre-loaded already - so all we have to worry about is how to get the power in.
[15:00:12] <cradek> wow, Y axis on stuart's G&L has 0.013 backlash
[15:03:38] <skunkworks_> yikes
[15:04:34] <cradek> I remember X had a lot too (you could clearly see the screw jump across it when reversing) but the dual feedback with the scale hid it perfectly
[15:05:44] <cradek> guess his Y scale is still not working though.
[15:06:44] <skunkworks_> was Y vertical on this machine?
[15:06:50] <cradek> yes
[16:04:32] <Danimal-office> morning
[16:08:18] <Danimal-office> skunkworks: what is each shaft for?
[16:11:21] <skunkworks_> Danimal-office x,y and b
[16:11:51] <cradek> it's kind of baffling that those are all parallel
[16:13:27] <skunkworks_> scary - isn't it. x is the end of the ball screw. z is a zero backlash drive train up to the spinning nut. b is not that acurite. (it only has to position to 5 degree increments.)
[16:13:51] <cradek> ah
[16:14:35] <Danimal-office> cool
[16:14:54] <skunkworks_> that is what we spent last weekend doing - getting the backlash out of the z axis gears. If that was possible - then we would just hook the servos down below.
[16:15:02] <skunkworks_> one less thing to design.
[16:16:03] <Danimal-office> cant wait to see it when it's done
[16:16:35] <skunkworks_> sorry - it is actually x,z and b
[16:17:41] <Danimal-office> well gotta go help out a customer, bbl
[16:33:41] <cnc_> cnc_ is now known as archivist_pcb
[16:49:37] <aystarik> why G01 with A may go through 0 for A20-A13 move?
[16:50:12] <cradek> what?
[16:51:23] <aystarik> I have a program with small increments/decrements in A, but AXIS sim shows full circle moves for each move. So each step goes through 0...
[16:51:40] <aystarik> I'm in master branch if it matters
[16:52:04] <cradek> what does the actual motion do?
[16:52:27] <aystarik> it should do about 5 degrees rotation
[16:52:41] <aystarik> it instead does 355...
[16:54:04] <cradek> so the motion agrees with the preview but it isn't what you expect?
[16:55:22] <cradek> either way, pastebin your gcode
[16:55:59] <eric_unterhausen> sounds like it's possibly a radian degree mismatch?
[16:56:45] <cradek> it could be a bug of some kind, still trying to collect data here
[16:58:44] <aystarik> http://pastebin.ca/1765326
[16:59:22] <aystarik> G00 seems to be fine, but G01 is not expected ...
[17:02:48] <cradek> which line has the unexpected motion?
[17:05:05] <aystarik> line 37, and every after
[17:06:56] <cradek> what config are you running?
[17:07:20] <aystarik> axis_9axis
[17:07:26] <cradek> ah
[17:07:37] <cradek> it has [AXIS_3]WRAPPED_ROTARY=1
[17:08:10] <aystarik> and it does not work?
[17:08:17] <cradek> it's not g0 vs g1 difference. In your g0 lines, A is increasing. In the g1 lines, A is decreasing but the sign is positive. with WRAPPED_ROTARY this means "go in the positive direction to get to the target"
[17:08:32] <cradek> yes, it does work
[17:09:55] <cradek> (hm, wonder if wrapped rotary is in the docs yet)
[17:10:02] <aystarik> hm, strange definition...
[17:10:15] <cradek> maybe you don't want wrapped
[17:11:02] <aystarik> yes, definetely, this is not what I want...
[17:12:40] <aystarik> I was expecting wrapped to choose smaller move to get job done... 359->1 move goes through 0...?
[17:13:02] <cradek> nope, that is not the design
[17:13:25] <cradek> 359 -> +1 goes in the positive direction to get to 1, 359 -> -1 goes in the negative direction to get to 1
[17:14:08] <aystarik> What is the intended use of it?
[17:14:35] <cradek> where you always want to move one way, and not have the position wind up forever
[17:14:48] <cradek> (that's one useful situation at least)
[17:15:02] <cradek> it always shows 0-359.9999 on the readout
[17:15:39] <cradek> in your design, you don't explicitly know which way it will turn. in the existing design, you specify it.
[17:16:05] <cradek> (it's copied from how a certain fanuc machine works)
[17:20:37] <aystarik> i would guess it should not be default in axis_9axis then...
[17:21:27] <cradek> hm, maybe not
[17:25:16] <cradek> http://thread.gmane.org/gmane.linux.distributions.emc.user/16539/focus=16626
[17:25:22] <cradek> this is the middle of the argument about it on the users list
[17:25:47] <cradek> this post describes a way I see someone using WRAPPED_ROTARY
[17:25:54] <cradek> thanks for reminding me about it - it is not in the docs yet.
[17:34:41] <alidigitalis> Hi - the x-y motors that are s 3v, 2.4A, & 1.8 steps phase and another larger motor that's 4.5V, 1.4A & 2 steps per phase - I'm trying to figure out what DC inverter I need - my controller card says it handles up to 36V and 3.5A.... but that sounds like overkill for my motors.. what's the math on this?
[17:35:29] <alidigitalis> jeez - sorry for the gibberish at the start - anyhow, it's x&y motors that are one size and a larger z axis motor...
[17:36:12] <alidigitalis> the controller card also says it can be toggled for 12 or 24 Volts... i've also heard that not providing enough power may damage the motors
[17:37:01] <alidigitalis> i'll be in and about all day so anyone with insight please feel free to drop me a line
[17:37:24] <Jymmm> steppers are usually run at 20-25 times it's rated voltage
[17:38:18] <alidigitalis> ok - so these steppers are probably handle some juice - as much as my controller card can deliver it might seem
[17:38:48] <cradek> are the drives choppers?
[17:38:54] <alidigitalis> choppers?
[17:39:00] <cradek> current limiting?
[17:39:06] <cradek> what are the drives?
[17:39:10] <alidigitalis> i have no idea
[17:39:19] <cradek> then ignore Jymmm's advice until you find out
[17:39:32] <alidigitalis> i'm a total novice here
[17:39:55] <cradek> ok, if you don't know what you have, we can't give you advice about it
[17:39:59] <alidigitalis> i've had the mill with the motors attached in the corner of my living room for a year
[17:40:21] <alidigitalis> i ordered the controller card and received it saturday
[17:40:40] <alidigitalis> one sec i'll post the specs
[17:43:37] <alidigitalis> http://greenstonepatent.com/4Axis.pdf
[17:47:12] <alidigitalis> there are settings for Nema motors of various calibers.... how would i determine what mine most closely approximates?
[17:48:41] <cradek> that is not very good documentation :-(
[17:49:08] <cradek> it says it's a constant current chopper, that's good
[17:49:33] <cradek> it says higher voltage will burn up the chips, that's not good, and either is a misunderstanding, or their design is defective
[17:49:57] <alidigitalis> it's straight from hong kong
[17:49:58] <cradek> it says 100% 50% etc for current - this makes no sense because it should be amperage values
[17:50:30] <alidigitalis> yeah, i'm definitely over my head here...
[17:50:50] <cradek> can you see the part number on one of the driver chips?
[17:51:06] <alidigitalis> sure - one sec
[17:51:28] <alidigitalis> toshiba tb6560ahq
[17:52:05] <cradek> good, and what are your motors rated?
[17:53:50] <alidigitalis> the x&y axis are 3.0V 2.4A 1.8 Step per phase and the z axis .is 4.5V 1.4A and 2 Steps per phase - it's slightly larger than the xy's
[17:55:58] <cradek> hm, the % thing is right out of this data sheet, but I still don't understand it
[17:56:35] <cradek> looks like the current should be set by changing resistors
[17:57:13] <cradek> can you tell the value of your current sense resistors?
[17:57:32] <alidigitalis> there are pins that can be switched abck and forth... let me check the settings
[17:59:32] <cradek> bbl, lunch
[17:59:53] <alidigitalis> pins 2 and 6 are off, the rest are on - so that makes it current setting 75% decay mode setting fast, and microstep settings 1/2
[18:00:08] <alidigitalis> cool man - enjoy - :)
[18:00:33] <alidigitalis> and thank you very much for walking with me a ways....
[18:17:53] <frallzor> but back to business, anyonw know good BOBs beside pdmx? =)
[18:18:05] <frallzor> that might be even better in some way
[18:38:54] <yoyoek1> hi all
[18:39:08] <frallzor> oh my
[18:39:18] <frallzor> now im locked and loaded and ready to shop!
[18:40:30] <yoyoek1> for those concerned. mega-cool new feature in mGcodeGenerator:) work path order:)
[18:43:08] <micges> hi yoyoek1
[18:43:20] <yoyoek1> hi micges :)
[18:43:33] <yoyoek1> jak tam po swietach ?
[18:51:00] <tom3p> yoyoek1: ? new in this ?
http://d3p.pl/down/mGcodeGenerator.py_091110_2311_0.1.10.tar.gz
[18:51:30] <yoyoek1> 0.1.70
[18:51:53] <yoyoek1> tom3p:
http://d3p.pl/down/mGcodeGenerator.py_100125_1226_0.1.70.zip
[18:51:56] <tom3p> i keep watching your work, i have to do other things now, thx for the work :)
[18:52:01] <tom3p> thx 2x :)
[18:54:35] <yoyoek1> new feature is mega:) end in keeping the elements. script that finds itself at the end of the detail:) and it cut the last
[18:55:45] <yoyoek1> end with holding elements. ok scripts automaticly finds outlines of the detail and cut it as last cut
[18:55:52] <yoyoek1> more correct ?
[18:57:20] <tom3p> trying to understand... in wire EDM , we leave a tiny bit of stock so the part doesnt fall off, then need to cut that last bit eventual to free the part. like that?
[18:58:25] <yoyoek1> it don't leave a bit it cut now a out line of element on the end
[18:59:11] <yoyoek1> my English is becoming worse condition
[18:59:24] <tom3p> maybe...it clloses a shape to make a complete loop/path?
[18:59:58] <frallzor> I think he means there is some bit that isnt milled until last
[18:59:59] <tom3p> you can always talk in pictures :)
[19:00:13] <frallzor> so it sits solid until most is done
[19:00:35] <tom3p> frallzor, i agree, it prevents the part from dropping until the last bit is removed
[19:00:42] <frallzor> yes
[19:01:20] <tom3p> yoyoek1: i saw the gear pictures, it seems you have tool comp working nice now
http://yoyo.ghost.pl/fb/?&tag=mGcodeGenerator&id=1175&subPage=detale
[19:02:05] <DaViruz> anyone know a cheap supplier of linear glass scales?
[19:02:22] <frallzor> ebay =P
[19:02:30] <DaViruz> the swedish resellers selling cheap chinese stuff are crazy
[19:03:00] <yoyoek1> tom3p: tool comp is working from 1.6x
[19:03:42] <tom3p> the idea of the glue stop ( if thats the idea ) is that the shape can flex enough to make the shape have dimensional errors, and at some point the operator 'clamped' the unfinished part with glue, putting the glue into the kerf, so the stock would'nt flex
[19:04:19] <yoyoek1> tom3p: details nesting recognition
[19:04:39] <tom3p> this allowed multiple passes with less and less cutter comp to refine the shape, untill, the last pass which cut off the remaining stock
[19:05:11] <tom3p> yoyoek1: maybe i understand, the nesting makes an order that is important
[19:05:59] <tom3p> yoyoek1: the nested pieces are released in a good order?
[19:06:39] <yoyoek1> tom3p: now yes. on the end work
[19:06:49] <tom3p> excellent!
[19:07:25] <yoyoek1> last, outer, outline
[19:08:27] <tom3p> now i have to go back to work. When i can get done, then i can work with your tools :)
[19:08:35] <tom3p> very nice helicopter frames
[19:08:53] <yoyoek1> thx
[19:24:42] <andypugh> On the subject of interference fits:
http://www.youtube.com/watch?v=6f5ByjQgU4o
[19:26:17] <andypugh> PC21
[19:26:35] <andypugh> Stupid not-changing-focus-right IRC client...
[19:28:20] <lilalinux> lilalinux is now known as lilalinux_away
[19:29:14] <lilalinux_away> lilalinux_away is now known as lilalinux
[19:31:40] <Ito-Brazil> Hi All, can anyone help wiht an emc upgrade? I installed from 2.0.5 to 2.2.3 and my machine didn´t worked. I need help to "translate" my config files
[19:32:20] <cradek> Ito-Brazil: hi! Everything you need to know is here:
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?UPDATING
[19:33:10] <Ito-Brazil> I´ll check now, thanks!
[19:35:20] <Ito-Brazil> Is there a script to change my files? Do i need to make the 2.0 to 2.1, then 2.1 to 2.2, then 2.2 to 2.3 changes? Does anyone knows what can i do to make my files work on new emc ?
[19:35:43] <cradek> there is not a script. yes you will have to make all the relevant changes.
[19:35:56] <cradek> what kind of machine is it? you might also consider starting fresh if the machine is not complex.
[19:36:44] <Ito-Brazil> im thinking on that
[19:36:56] <Ito-Brazil> Its a 3 axis cnc machine
[19:37:03] <andypugh> When was stepconf included?
[19:37:06] <frallzor> anyone know when steves_logging usually work? :P
[19:37:09] <cradek> stepper or servo?
[19:37:09] <Ito-Brazil> and im using a Phase-drive stepper drive
[19:37:20] <Ito-Brazil> that´s why i can´t use the wizard
[19:37:26] <Ito-Brazil> stepper
[19:38:01] <cradek> ah
[19:38:20] <cradek> I'd start with stepconf anyway, and then just change the stepgen step type and parport hal hookups
[19:38:41] <andypugh> Aye, I was about to suggest the same thing.
[19:39:09] <andypugh> Created as a new config it won't overwrite anything, so is risk-free
[19:39:45] <Ito-Brazil> i will try that, thanks! You mena create a new config from scratch using wizard like 3 axis dir-step, then change the parapeter till have a new controller?
[19:41:11] <andypugh> Indeed. You can possibly see what needs to be changed by comparing the new and old configs.
[19:42:21] <cradek> yes I agree that's the thing to do
[19:44:03] <Ito-Brazil> Oke thanks a lot i will try this!
[19:45:51] <andypugh> I might add a braking resistor to my inverter, it looks like the spec is 200R 70W which sounds manageable
[19:47:41] <andypugh> Yes, a 50W 100R is £2.87, two of those sound like they would work fine.
[20:04:13] <e3m> http://www.youtube.com/user/DeltaCAD?gl=PL&hl=pl#p/u/23/vVJFQUL-o0s
[20:06:06] <e3m> http://www.youtube.com/user/DeltaCAD#p/u/13/Vmu0PmI5WFs
[20:24:51] <tom3p> haha the music while carving venus is carmen
[20:25:15] <tarzan> opera?
[20:26:34] <frallzor> * frallzor cuddles with andypugh
[20:27:54] <tom3p> yep fat lady singin
[20:28:22] <tom3p> 3yrs old
[20:36:21] <tom3p> one of the posts is APT, another is APT ohne setznummer (without line number) nice stuff, what he posting it here for tho? i doubt its open source & free ;)
[20:37:34] <tom3p> hmm another is a post for heidenhain 426, specificly an edm cnc, not for milling at all
[20:38:30] <cradek> http://www.kimfab.com/shiz/shiz9.jpg
[20:38:39] <cradek> wonder where one's legs would go while using this machine
[20:38:59] <tom3p> e3m whats the interest in that cam package? its nice, is there a demo for linux?
[20:40:39] <e3m> because it is a nice movie
[20:41:34] <tom3p> e3m it is nice
[20:43:15] <archivist_attic> cradek, painful :)
[20:45:40] <Danimal-office> cradek: that's like my machine
[20:45:57] <Danimal-office> the servo versions come like that
[20:46:07] <cradek> ouch
[20:46:07] <Danimal-office> mine's steppers, so it isnt as bad
[20:46:10] <cradek> terrible design
[20:46:14] <Danimal-office> yea
[20:46:21] <cradek> I figured it was an inept retrofit :-)
[20:46:23] <Danimal-office> that's a shizuoka
[20:47:06] <Danimal-office> haha he even has the vice grips on the vari speed like i used to
[20:47:19] <archivist_attic> paint on the end cap is well rubbed
[20:47:36] <Danimal-office> yea, the crank for the knee is right next to it
[20:47:48] <Danimal-office> they have to extend it out so it can clear the servo
[20:48:41] <cradek> http://www.timeguy.com/cradek-files/emc/bridgeport/DSCN6324.JPG
[20:48:52] <cradek> the bridgeport equivalent with well-placed motors
[20:49:45] <Danimal-office> cradek: there's no real way to do that on the shizuoka
[20:49:51] <Danimal-office> the knee is so bulky
[20:50:04] <cradek> loooong belt?
[20:50:26] <Danimal-office> and the x travel uses all the table pretty much
[20:50:43] <cradek> Danimal-office: on the bp they spin the nut, so the motor doesn't have to move
[20:50:47] <cradek> (X)
[20:50:52] <Danimal-office> ahh
[20:50:57] <Danimal-office> neat
[20:51:44] <Danimal-office> i wonder what the torque is on that servo
[20:51:52] <Danimal-office> and amps
[20:52:08] <JbLb_> JbLb_ is now known as JbLb
[20:53:24] <Danimal-office> that one has the same toolchanger as mine. is it running emc?
[20:53:58] <Danimal-office> looks like an old bandit control that they gutted and put their own stuff in
[20:54:00] <cradek> no, the thing on it is the "new" control
[20:54:11] <cradek> I lost the site it was on already, I don't know the name
[20:54:34] <Danimal-office> maybe a shadow?
[20:55:02] <Danimal-office> weird
[20:55:51] <Danimal-office> that control probably cost 10k after it was all said and done
[20:56:00] <Danimal-office> maybe more
[20:56:22] <Danimal-office> you can buy a used haas for that
[20:56:51] <Danimal-office> with at least 90's technology
[20:57:20] <tarzan> haas?
[20:58:08] <Danimal-office> http://www.haascnc.com/home.asp
[21:01:57] <skunkworks_> this is the mill we are using for manual stuff.. (some day it might get cnc'ed)
[21:02:02] <skunkworks_> 50 taper spindle
[21:02:03] <skunkworks_> http://electronicsam.com/images/brownsharp/scan0219.jpg
[21:02:16] <skunkworks_> all power feeds with shuttle.
[21:03:53] <skunkworks_> it needs a little tlc before it gets cnc'ed - the table (x) is a bit loose in the middle.
[21:03:59] <tarzan> year?
[21:04:14] <skunkworks_> really have no clue.. 40's maybe..
[21:06:14] <cradek> what is 765?
[21:07:00] <SWPadnos> it's the lever, of course
[21:07:18] <skunkworks_> that engages the spindle.
[21:07:57] <alex_joni> skunkworks_: need a new toolkit?
[21:07:59] <alex_joni> http://www.diseara.ro/images/poza_zilei/1740.jpg
[21:08:01] <cradek> oh it doesn't have electric controls? is it older than electric factories?
[21:08:20] <SWPadnos> alex_joni, ewww
[21:08:26] <SWPadnos> that does not look appetizinh
[21:08:27] <SWPadnos> g
[21:08:31] <skunkworks_> I should have scanned the legend
[21:08:52] <SWPadnos> especially the turd-like one on the top left
[21:09:26] <skunkworks_> umm... yeck
[21:09:35] <cradek> looks like a nice machine
[21:10:00] <skunkworks_> cradek: all mechanical - just a push button to turn the main motor on.
[21:10:13] <skunkworks_> solid
[21:10:14] <alex_joni> SWPadnos: :P
[21:10:31] <SWPadnos> I like sausage and bacon, but that was just wrong
[21:11:13] <Danimal-office> thats what she said
[21:11:51] <frallzor> SWPadnos any idea when the Mr im looking for usually is here? =)
[21:12:09] <SWPadnos> pretty rarely actually
[21:12:16] <SWPadnos> he pops on from time to time, but mostly logs
[21:12:27] <SWPadnos> steves_logging, are you there?
[21:12:29] <frallzor> Guess Ill have to rely on him reading mail soon then :P
[21:12:39] <SWPadnos> heh
[21:12:40] <SWPadnos> yeah
[21:12:40] <frallzor> Im an impatient little bugger
[21:12:46] <cradek> they didn't answer the phone?
http://www.pmdx.com/ContactUs
[21:12:46] <SWPadnos> apparently
[21:12:52] <frallzor> swe>us
[21:12:54] <frallzor> no thanks :P
[21:13:26] <frallzor> but im a bit more eager since my first mail about a month ago never seems to have reached the whole nine yards :P
[21:13:33] <skunkworks_> http://electronicsam.com/images/brownsharp/scan0220.jpg
[21:14:17] <andypugh> That had me baffled.
[21:14:41] <andypugh> G0X35 "MDI move would exceed X positive limit"
[21:14:43] <cradek> if all those feeds and stuff are working, it'd be a shame to tear it all off and make a cnc
[21:14:54] <andypugh> (Jog to 35)
[21:15:02] <skunkworks_> cradek: it is way down on the list of projects...
[21:15:08] <andypugh> G0X35 ... same error
[21:15:54] <andypugh> After no more than 15 minutes I realized I had typed a G0Z20 and missed out the Z... It was stuck in Inches but displaying metric.
[21:15:55] <Danimal-office> that thing would probably have too much backlash
[21:16:43] <skunkworks_> oh - it would need ball screws then...
[21:16:47] <Danimal-office> yea
[21:16:54] <Danimal-office> that would be expensive
[21:17:05] <cradek> skunkworks_: funny on that second picture someone ineptly drew in rectangles of fake scraping marks for the knee. the perspective is wrong on them.
[21:17:22] <alidigitalis> aloha ya'll - back at it
[21:18:31] <cradek> oh maybe not - it's a dovetail shape. I was seeing it as badly drawn box.
[21:18:42] <skunkworks_> heh
[21:18:49] <skunkworks_> yes - dovetail.
[21:18:58] <Danimal-office> i drew fake scraping marks on my mill before i sold it
[21:19:06] <alex_joni> heh
[21:19:15] <Danimal-office> advertised it as "freshly scraped"
[21:19:24] <cradek> if so, you suck
[21:19:28] <Danimal-office> lol
[21:19:47] <cradek> it is kind of amazing but I suppose that does trick some people
[21:19:49] <Danimal-office> even if i did, if someone fell for it, they deserve it
[21:20:12] <Nyutral> Um. Hi. Anyone here?
[21:20:25] <andypugh> No, nobody :-)
[21:20:27] <cradek> uh
[21:20:30] <Nyutral> Dang.
[21:20:40] <Danimal-office> actually i advertised it as looser than a $10 hooker
[21:20:58] <Danimal-office> but the price was right, so it sold
[21:21:02] <Nyutral> Actually, I'm going to ask the void a question, if it wouldn't mind.
[21:21:13] <cradek> sorry, you already did. you only get one.
[21:21:18] <Danimal-office> haha
[21:21:25] <cradek> you totally wasted it
[21:21:25] <Nyutral> Please, sir, cna I have some mmore?
[21:21:26] <andypugh> Feel free, has to be better than comparing miling machines to ladies of nogitiable virtue
[21:21:36] <SWPadnos> that's two :)
[21:21:41] <SWPadnos> better ask the real question :)
[21:21:44] <Nyutral> hah., okay. First up, I am a complete newbie.
[21:21:56] <alex_joni> was that a question?
[21:21:56] <Danimal-office> thats more of a statement than a question
[21:22:01] <Nyutral> Now, I just downloaded the LiveCD for EMC2.
[21:22:08] <andypugh> That's OK, I am an incomplete newbie.
[21:22:18] <Nyutral> The computer I'm trying to install it on only has dialup.
[21:22:33] <alex_joni> oh my.. LiveCD+dialup doesn't sound very good
[21:22:39] <Nyutral> Yes, I know.
[21:22:54] <alex_joni> test the md5sum after downloading
[21:23:00] <andypugh> It's OK if the LiveCD was downloaded on a different machine...
[21:23:00] <SWPadnos> it's already downloaded
[21:23:03] <cradek> alex_joni: reading comprehension!
[21:23:15] <Nyutral> When it tries to dolwnload with the installer, it registers a 0kb download rate, then dies.
[21:23:21] <cradek> everyone shut up, we're going to get to a question here
[21:23:26] <SWPadnos> I don't know how well Ubuntu deals with modem setup
[21:23:34] <SWPadnos> there should be no download for the installer
[21:23:36] <Nyutral> Is the installer supposed to download more to install correctly?
[21:23:38] <Nyutral> Hm.
[21:23:50] <alex_joni> did you manage to run the livecd?
[21:23:50] <cradek> Nyutral: nope it just installs.
[21:23:59] <andypugh> No, you should be able to just burn the ISO to a CD and then boot from the CD
[21:24:03] <alex_joni> put the cd in, boot from it, play with the system?
[21:24:05] <cradek> what does the installer look like? I don't understand what you're seeing.
[21:24:26] <Nyutral> Actually, that could be another problem. I put the .iso on a CD, but there was no menu.
[21:24:39] <Nyutral> I used winrar to see the insall.exe
[21:24:40] <SWPadnos> burn the image to CD, don't copy the image file to the CD
[21:24:42] <alex_joni> this place is odd.. for every question you ask, you'll get 10 in return ;)
[21:24:49] <Danimal-office> ha
[21:24:52] <Nyutral> Hey, as long as I get results.
[21:25:05] <Nyutral> By the way, you're all being very helpful, and I appreciate it.
[21:25:06] <alex_joni> Nyutral:
https://help.ubuntu.com/community/BurningIsoHowto
[21:25:07] <cradek> here is a lot of information about how to burn a cd properly:
https://help.ubuntu.com/community/BurningIsoHowto
[21:25:11] <SWPadnos> if you look at the CD and see one file named emc2-something.iso, you did it wrong
[21:25:14] <andypugh> Yes, the .iso file is a CD image, not an installer file.
[21:25:26] <cradek> hey you know it's a good url if you get it twice
[21:25:34] <alex_joni> * alex_joni was just typing that
[21:25:39] <Nyutral> Mm. I was just about to say that, cradek.
[21:26:05] <Nyutral> Thanks a lot, though I'm still worried.
[21:26:14] <cradek> you'll get it - come back if not
[21:26:24] <andypugh> When you get the CD right, you can boot from it, and not mess with the system you are installing on
[21:26:50] <Nyutral> Okay. As a newbie, how do I do that? Hold a certain ke at startup?
[21:26:56] <Nyutral> key*
[21:26:56] <alex_joni> nope
[21:26:57] <SWPadnos> no
[21:27:01] <alex_joni> it starts in LiveCD mode
[21:27:08] <alex_joni> so you get a full desktop booted from the CD
[21:27:10] <SWPadnos> hmmm
[21:27:21] <alex_joni> if you're happy with that, there's an option on the desktop called install
[21:27:24] <SWPadnos> on a PC old enough to not have ethernet, it may not be trivial to boot from CD
[21:27:29] <Nyutral> For the record, the computer is running windows.
[21:27:30] <cradek> it's possible you have to tell your computer somehow to boot from cd. some have a menu, some have a setting in the bios.
[21:27:39] <mozmck_work> you may have to hold a key to get to the boot menu on your computer
[21:27:46] <mozmck_work> or what cradek said
[21:28:19] <Nyutral> Mm. So, in summary, burn the iso to a disk properly, then have the computer boot from the CD somehow.
[21:28:33] <cradek> yes exactly
[21:28:41] <andypugh> You realise that the computer won't be running windows if you do a full install? That is why the LiveCD is bootable, so you can try it out without killing windows.
[21:29:25] <andypugh> (You might be able to dual-boot, I never explored that possibility as mine is a dedicated machine)
[21:29:48] <Nyutral> Frankly, the computer is at least 12 years old, with an XP that stopped updating long ago. It's buggy as the rainforest. Replacing the operating system probably won't make it any worse.
[21:29:53] <Nyutral> That's the theory, anyways.
[21:30:03] <andypugh> What spec is the PC?
[21:30:23] <Nyutral> Spec? It's got a 70 gig hard drive...
[21:30:24] <alex_joni> 12 years?
[21:30:39] <andypugh> Hard drive is big enough then.
[21:30:47] <andypugh> CPU and memory?
[21:31:04] <Nyutral> Those are both probably pretty low. 512, probably.
[21:31:15] <cradek> 512MB is fine
[21:31:22] <andypugh> EMC isn't very demanding, but a 64kB 386SX isn't going to work.
[21:31:35] <skunkworks_> says you! ;)
[21:31:45] <Nyutral> It's possible the reletive I'm doing this for will be buying a new, blank computer for just this purpose.
[21:31:57] <andypugh> I am pretty sure you would need Extended Memory
[21:31:58] <alex_joni> emc2 ran fine on my 300MHz geode a while ago
[21:32:02] <Danimal-office> what's the best way to watch netflix on a linux box?
[21:32:16] <Danimal-office> the watch instantly stuff
[21:32:22] <alex_joni> type 'killall firefox' in a console
[21:32:24] <cradek> Danimal-office: first, join #ubuntu and then ask there
[21:32:37] <skunkworks_> or search on the forums..
[21:32:38] <cradek> Danimal-office: second step I'm not at all sure about
[21:32:41] <tom3p> after scraping, theres a process called 'flaking' which is the pretty pattern. after the surface is flat, this pattern holds oil.
http://en.wikipedia.org/wiki/Hand_scraper
[21:33:26] <andypugh> I have done a fair bit of that, it's quite satisfying.
[21:33:59] <andypugh> We started off with an angle grinder on the Shaper slides though, there was 50 thou of slop.
[21:34:40] <tom3p> zigzag scraper with a towel wrapped around end so you can push with your gut or hip?
[21:35:06] <andypugh> My cheap chinese lathe had had the saddle ways scraped quite well, sadly not both at the same time!
[21:37:01] <tom3p> ooh moglice AND scrapinf AND the big ass Biax motorized scrapers
http://www.moglice.com/articles/straight_talk/straighttalk.html ( and a guy scraping a master )
[21:39:14] <andypugh> That is a rather biased article, and I am not sure about "A professional scraping tool will be a special made tool, not an old file". My dad (Apprentice trained engineering fitter) always says that the commercial scrapers are useless compared to ones made from reforging an old file.
[21:41:23] <tom3p> i use old files myself, but have used the BIAX with carbide inserts, they can eat stock fast.
[21:41:40] <tom3p> http://www.youtube.com/watch?v=O-R0c-Xa8mA&feature=channel_page
[21:43:02] <Nyutral> Kay, back with more thanks and a few final questions: first, am I correct it thinking that if I install EMC2 it will replace windows, unless I just boot from the LiveCD?
[21:43:59] <SWPadnos> yes
[21:44:16] <SWPadnos> booting from LiveCD makes it difficult to configure your machine
[21:44:24] <Nyutral> How so?
[21:44:27] <SWPadnos> and is also slower, especially if there is low memory
[21:44:35] <SWPadnos> well, you can't write the config to the CD
[21:44:47] <SWPadnos> I mean machine as in the thing that EMC2 would be controlling, not the PC
[21:44:47] <Nyutral> Ah, so it won't save your settings?
[21:44:51] <SWPadnos> right
[21:45:19] <Nyutral> Okay. For now, my reletive is only testing this out, to see if he should buy a designted computer for it, so that'll be fine.
[21:45:36] <Nyutral> Thanks again, you were all invaluable.
[21:45:42] <SWPadnos> sure
[21:45:48] <Nyutral> May you all have interesting lives.
[21:46:31] <alex_joni> "May you all live in interesting times"
[21:46:38] <alex_joni> that's the correct quote
[21:46:52] <mozmck_work> not exactly a blessing either if I recall :)
[21:47:24] <colbq200> sweeeeeeeeet
[21:47:24] <SWPadnos> and it's not even an ancient bit of oriental wisdom. I think it was first seen in a Sci-Fi book in the 1930's or something
[21:47:29] <alex_joni> nope it's not ;)
[21:47:34] <alex_joni> http://en.wikipedia.org/wiki/May_you_live_in_interesting_times
[21:47:39] <colbq200> my hurco vmc now runs easily twice as fast as the old hurco control
[21:47:54] <skunkworks_> colbq200: great!
[21:48:05] <colbq200> infact i had to slow it down slightly
[21:48:17] <colbq200> the acc/decs i had almost had the thing jumping around the workshop
[21:48:21] <skunkworks_> colbq200: at the cncfest 2 years ago?
[21:48:22] <mozmck_work> alex_joni: I just found that! funny
[21:48:42] <colbq200> so for the sake of the ballscrews iv slowed it down a bit
[21:48:52] <colbq200> skunkworks no iv never been to a cncfest
[21:49:15] <alex_joni> mozmck_work: I'd recommend you "Interesting times" by Terry Pratchett
[21:49:21] <skunkworks_> ah - ok. (just remembering talking to someone wanting to convert a hurco to emc2)
[21:49:22] <alex_joni> it's a really fun book
[21:49:33] <colbq200> ah
[21:49:37] <colbq200> this is quite a big hurco
[21:49:40] <mozmck_work> thanks
[21:49:42] <MarkusBec> MarkusBec is now known as MarkusBec_away
[21:49:52] <colbq200> x- 765 y 385 z410
[21:50:05] <colbq200> the MD1 i think it is
[21:50:07] <skunkworks_> colbq200: pictures!
[21:50:14] <alex_joni> and videos
[21:50:32] <tarzan> first time i know of scrapping reason
[21:50:48] <colbq200> sure one sec
[21:51:37] <tarzan> none machining i made needed scrapping
[21:52:03] <tarzan> strange process...
[21:52:24] <mozmck_work> everything needs scrapping at some point ;)
[21:53:56] <colbq200> skunkworks
http://img.photobucket.com/albums/v280/rallyslag/02012007172.jpg
[21:54:24] <skunkworks_> colbq200: very nice - any issues?
[21:54:29] <skunkworks_> with the conversion?
[21:54:36] <colbq200> yeah loads
[21:54:43] <skunkworks_> heh
[21:54:43] <colbq200> no info from hurco at all
[21:54:54] <colbq200> so its all been guess work and head scratching
[21:55:34] <colbq200> fortunatly i have a BIG lathe to convert
[21:55:39] <colbq200> but that has every thing documented
[21:55:41] <colbq200> http://img.photobucket.com/albums/v280/rallyslag/28122006158.jpg
[21:56:21] <skunkworks_> Nice!
[21:56:41] <colbq200> my summer project is going to be an ABB 6400 robotic arm with milling head
[22:00:37] <alex_joni> the 6400 is a big one
[22:01:36] <andypugh> I wonder if I could get one to do my ironing?
[22:02:22] <alex_joni> it could probably iron _all_ your clothes at once
[22:02:51] <colbq200> the plan is if i can get a few 6400 working
[22:02:54] <colbq200> ill be laughing
[22:03:05] <alex_joni> colbq200: what control? original?
[22:03:06] <colbq200> you can pick them up for about 3000-5000 uk pounds
[22:03:25] <colbq200> control will be EMC
[22:03:34] <alex_joni> oh ;)
[22:03:42] <alex_joni> sounds like a long summer
[22:03:48] <colbq200> yeah
[22:03:55] <colbq200> well my work is very seasonal ;)
[22:04:03] <alex_joni> that's good
[22:04:12] <colbq200> i make composite parts for F1 and lemans cars
[22:04:15] <alex_joni> this will be work for the whole summer season
[22:04:18] <colbq200> so its mostly winter build season
[22:04:46] <colbq200> so yes emc now makes parts for F1 ;)
[22:04:57] <alex_joni> sweet
[22:05:08] <colbq200> infact i owe EMC a lot!
[22:05:13] <alex_joni> cool.. what team?
[22:05:20] <colbq200> its the reason i can undercut most people
[22:05:49] <colbq200> well im mostly doing redbull and brawn/mercedes gp at the moment
[22:06:03] <alex_joni> colbq200: we plan to have some parts of emc2 ready for robot stuff by the summer
[22:06:11] <alex_joni> there's a big rewrite going on atm
[22:06:18] <colbq200> really?
[22:06:24] <colbq200> excellent
[22:06:27] <jackc> colbq200: do you have pics of lemans parts?
[22:06:37] <andypugh> A friend of mine worked for Red Bull last year. Pretty girl, no idea how good she was at KERS design though.
[22:06:46] <colbq200> jackc i cant really share pics of the stuff i do sorry
[22:06:51] <skunkworks_> heh
[22:06:53] <jackc> drat
[22:06:57] <alex_joni> well.. right now it's in not perfect shape, but it started to work again
[22:07:05] <alex_joni> NDA's and all
[22:07:47] <colbq200> alex_joni well im happy to provide access to my machine and hardware if it can help out at all
[22:07:56] <alex_joni> colbq200: hmmm
[22:08:04] <alex_joni> usually I'd be delightet
[22:08:19] <alex_joni> but a 200-kg payload robot on the loose..
[22:08:22] <alex_joni> * alex_joni hides
[22:08:33] <colbq200> lol
[22:08:35] <colbq200> true
[22:08:44] <colbq200> but you can always current limit the motors ;)
[22:08:54] <jackc> i have a 6-axis robot arm here - anyone wanna play with it? :-p
[22:08:54] <alex_joni> right.. was just kidding
[22:08:57] <jackc> actually i ahve 2
[22:09:02] <alex_joni> * alex_joni works with robots for a living
[22:09:08] <jackc> ah nice
[22:09:23] <jackc> i saw that EMC does the multi-axis stuff now, really want to get around to that some day
[22:09:54] <colbq200> actually i already have a smaller arm to play with
[22:09:58] <andypugh> My VFD has an analogue current output. I wonder if I can usefully get that data into EMC? (Adaptive feed, for example)
[22:10:00] <alex_joni> nice
[22:10:02] <colbq200> i got it last year but iv been so busy recently
[22:10:16] <SWPadnos> andypugh, yes, with an A/D converter
[22:10:33] <alex_joni> well.. it's been at least 10 years since emc2 ran a 6-joint robot
[22:10:39] <colbq200> http://www.kawasakirobotics.com/PDFs/JS10.pdf
[22:10:40] <jackc> damn
[22:10:43] <colbq200> one of those arms
[22:11:02] <alex_joni> cool one
[22:11:44] <colbq200> http://www.eurobots.net/files/det_55_kawasaki-JS10.jpg
[22:11:56] <colbq200> its a nice lil arm
[22:12:03] <colbq200> iv just gotta get some AC servo drives
[22:12:37] <alex_joni> colbq200:
http://juve.ro/blog/puma
[22:12:41] <andypugh> A/D sounds expensive in pins, I was wondering about voltage-frequency and an encoder.
[22:13:33] <alex_joni> colbq200: the genserkins I mentioned there can be used for any serial robot
[22:13:44] <alex_joni> (all of your arms so far are serial)
[22:13:58] <colbq200> serial robot?
[22:14:08] <skunkworks_> alex_joni: did you get your arm straitened out?
[22:14:26] <alex_joni> colbq200: serial kinematics
[22:14:33] <skunkworks_> (kins matching the motion)
[22:14:34] <alex_joni> (each motor mounted on the previous one)
[22:14:56] <tarzan> alex_joni, emc driving a bot?
[22:15:17] <alex_joni> skunkworks_: nope, haven't tried since then
[22:15:28] <alex_joni> I have some older bots now (3 of them) I got cheap off ebay
[22:15:39] <alex_joni> and I was planning (one day) to retrofit one with emc2
[22:15:50] <alex_joni> 3 bots + 4 orig controls
[22:15:59] <alex_joni> maybe I can get one working with the orig control
[22:16:09] <alex_joni> one for spares, one for retrofitting
[22:16:26] <colbq200> genserkins looks great
[22:16:36] <colbq200> i take it its very much work in progress?
[22:16:54] <alex_joni> well.. it's not in progress anymore :)
[22:17:12] <colbq200> its finished?
[22:17:12] <alex_joni> it is working to some extents
[22:17:18] <colbq200> oh
[22:17:29] <alex_joni> and probably needs a bit of tweaking before putting it on iron
[22:18:04] <colbq200> ok
[22:18:12] <findux> hello all I made 4 axis foam cuttermachine. but I need simple par port configure file for emc2
[22:18:41] <colbq200> alex_joni so what is it you said thats being re written at the moment?
[22:20:14] <andypugh> findux: Stepper machine?
[22:20:56] <frallzor> mill or one of those hot wire ones?
[22:20:56] <alex_joni> colbq200: well.. there is a bit of confusion in the code between axes and joints
[22:21:01] <findux> yes stepper motor controled but electronic not ready
[22:21:14] <alex_joni> joints are the moving parts of a machine, and axes are the carthesian directions
[22:21:24] <findux> hot wire
[22:21:27] <alex_joni> starting from that a lot of places mixed the two
[22:21:36] <alex_joni> so that a lot of things aren't as should be
[22:21:38] <colbq200> ah right
[22:21:39] <frallzor> 4 axis?
[22:21:45] <colbq200> alex_joni difficult fix?
[22:21:48] <alex_joni> e.g. machine limits are axes limits, and should be joint limits
[22:22:00] <alex_joni> colbq200: tedious work, it touches lots of layers
[22:22:20] <findux> I made 3 axis mill
[22:23:04] <alex_joni> colbq200: bug me when you start working on one of the bots
[22:23:04] <findux> 4 axis hot wire before
[22:23:11] <colbq200> alex_joni ok will do :)
[22:23:21] <alex_joni> I'll try to help with simulation/kins at least
[22:23:36] <colbq200> ill see if i can knock up a sim of the 6400 first then
[22:23:43] <colbq200> wont have time for a couple months probably
[22:23:45] <andypugh> findux: Probably easiest to start with a 3-axis stepconf wizard configuration and then tweak it.
[22:23:47] <colbq200> but ill see what i can do
[22:24:11] <colbq200> ok i really should get home
[22:24:20] <colbq200> its 22:30 and iv not even eaten yet
[22:24:24] <findux> I already know it
[22:24:44] <colbq200> gnight all
[22:25:55] <findux> I can use 2 axis already hot wire cutting, I want use 4 axis. I need hal ini file for 4 axis
[22:26:09] <andypugh> Actually, Stepconf already does 4 axes, though the 4th is assumed to be rotary, I think.
[22:28:11] <jackc> thats a quick fix
[22:28:16] <findux> x,y, a,b. ab axis are same xy but oposite x,y
[22:28:35] <findux> I want to cu
[22:28:44] <lilalinux> lilalinux is now known as lilalinux_away
[22:29:37] <findux> t xy cicular profile and ab axis tringle profile
[22:29:58] <andypugh> findux: I am not clear what your question is?
[22:30:37] <findux> sory my english
[22:31:29] <findux> I need just hal ini file for 4 axis hot wire cutting
[22:32:54] <andypugh> I think you need an X Y U V setup, U and V are linear axes parallel to X and Y
[22:32:55] <findux> sample one like par port pin1 = x dir, par port pin2=step,.... etc
[22:33:18] <findux> yess you get the point :)
[22:34:30] <andypugh> Just use a generic 4-axis setup from stepconf, then change it. Initially the physical arrangment of the axes is irrelevant.
[22:34:59] <PCW> andypugh: we use the AD7740 V-F in our THC A-D it works really well . and its a ~$2 chip,
[22:35:01] <PCW> just feed into and encoder input configured for up/down mode and use the velocity pin for A-D output
[22:35:27] <andypugh> In fact, it might be permanently irrelevant as I don't know if the Axis preview screen understands X,X,U,V geometry
[22:36:09] <lilalinux_away> lilalinux_away is now known as lilalinux
[22:36:26] <findux> ok I got it thanks
[22:36:41] <andypugh> I am just going to try an experiment...
[22:37:19] <andypugh> For foam cutting tapers I think all the cleverness is done in the preprocessor
[22:39:48] <aystarik> daviruz:
http://shop.ebay.com/valuedro/m.html?_fcid=1&_localstpos=&_ssn=valuedro&_sticky=1&_stpos=&gbr=1
[22:39:57] <danimal_garage> something just exploded
[22:40:07] <danimal_garage> something big
[22:40:17] <danimal_garage> my house shook
[22:40:20] <findux> ok
[22:40:23] <alex_joni> heh
[22:40:31] <alex_joni> danimal_garage: wait 5 minutes, then go see
[22:40:35] <archivist_emc> you let the smoke out?
[22:40:42] <danimal_garage> i already went outside, as did the neighbors
[22:41:11] <danimal_garage> i dont know what happened... it was like this big sonic boom
[22:41:29] <danimal_garage> you can tell it was massive, but not very close
[22:41:32] <andypugh> I just tried editing the [TRAJ] section of a 4-axis mill stepconf setup, so that it says COORDINATES = X Y U V and it nearly worked.
[22:41:48] <alex_joni> ha, nearly worked
[22:42:06] <DaViruz> aystarik: thanks, but actually i just bought
http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&item=220523008542 a minute ago :)
[22:43:00] <andypugh> Considering this is a 2.3.0 installation on a virtual machine with no physical parallel port I would say it was worth a try on a real machine.
[22:43:27] <danimal_garage> apparently it was heard all over san diego county, it's already on the interweb, but noone is saying what it is yet
[22:43:49] <findux> ı have a little problem to , my ubuntu nocked if pc is not working
[22:45:00] <yoyoek1> cu all
[22:45:22] <archivist_emc> Danimal-office, cleveland ?
[22:45:30] <danimal_garage> san diego, ca
[22:45:41] <SWPadnos> danimal_garage, duck and cover
[22:45:42] <andypugh> findux: Looks like COORDINATES - X Y U V is right, but you also need to alter the joint numbers to be 0,1, 7, 8 instead of 0,1,2,3
[22:46:04] <andypugh> section 2.2.8 here:
http://linuxcnc.org/docs/2.2/html/config_ini_config.html#sub:%5BTRAJ%5D-Section
[22:46:07] <danimal_garage> SWPadnos: no kidding, there's a nuclear power plant, and a marine base here
[22:46:19] <danimal_garage> military base
[22:46:52] <andypugh> They hung Chemical Ali today. Might be related :-(
[22:46:56] <SWPadnos> must be a weather balloon popped :)
[22:47:50] <danimal_garage> SWPadnos: maybe dryrotted from lack of use
[22:48:04] <SWPadnos> or the aliens were hiding behind it or something ;)
[22:48:20] <danimal_garage> illegal aliens?
[22:48:28] <danimal_garage> i'd believe that
[22:48:37] <SWPadnos> SPACE ALIENS!
[22:48:44] <SWPadnos> wooooo
[22:49:11] <danimal_garage> i really wonder what it was
[22:49:22] <danimal_garage> it was a signifigant boom
[22:50:12] <danimal_garage> *crawls inside lathe for cover
[22:50:28] <danimal_garage> opps i did it wrong
[22:50:37] <danimal_garage> how do you guys make it change color like that?
[22:51:37] <SWPadnos> ?
[22:51:47] <SWPadnos> the command is "/me"
[22:51:52] <SWPadnos> /me does something
[22:52:07] <SWPadnos> (it didn't do it that time because I had a space before the /)
[22:52:19] <SWPadnos> * SWPadnos teaches danimal the tricks
[22:52:20] <archivist_emc> * archivist_emc said /me said /....
[22:52:31] <SWPadnos> * SWPadnos is I cried
[22:52:37] <danimal_garage> ha
[22:52:43] <SWPadnos> hmmm, no, I guess Neil Diamond said it better
[22:53:15] <danimal_garage> * danimal_garage said/ danimal thanks archivist_emc
[22:56:26] <archivist_emc> I want to know how to get my bot to say /me
[22:56:33] <aystarik> how do I launch self-installed emc without sudo?
[22:57:17] <andypugh> fundux: I have had a fiddle, and this looks about right for an X,Y,U,V Config
[22:57:20] <aystarik> run-in-place version works fine. the one from live-cd does not need sudo either...
[22:57:20] <andypugh> INI
http://pastebin.ca/1765821
[22:58:15] <andypugh> HAL
http://pastebin.ca/1765828
[22:58:30] <andypugh> findux: I mean
[22:58:49] <findux> andypugh thanx, I have a problem to , ubuntu locked when screensaver activeded
[22:58:50] <andypugh> Naturally all the numbers are wrong, and the names make no sense.
[22:59:32] <andypugh> Well, when you get it back, you can find those URLs in the archive
[22:59:35] <andypugh> bookmark
[22:59:51] <andypugh> Or however you bring up that link!
[23:00:14] <andypugh> emc: bookmark
[23:00:16] <andypugh> I give up
[23:00:32] <archivist_emc> logger_emc: bookmark
[23:00:32] <archivist_emc> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2010-01-25.txt
[23:00:41] <andypugh> That's the one
[23:03:30] <alex_joni> night all
[23:03:44] <micges> night alex
[23:13:57] <andypugh> Ooh! You changed the tool table. I bet there will be trouble over that :-)
[23:14:40] <archivist_emc> I think it will change some more yet :)
[23:15:34] <micges> I hope not :P
[23:15:34] <andypugh> Aye, am I the only one who can never remember lathe tool orientation mumbers?
[23:16:13] <archivist_emc> micges, think center line of a tool in a horizontal mill :)
[23:16:51] <micges> jeez
[23:17:00] <micges> now you tell me :D
[23:17:20] <archivist_emc> well I did say a year or more ago in here
[23:17:49] <archivist_emc> gear cutter centering basicly
[23:17:57] <micges> hmm
[23:18:12] <archivist_emc> I did intend writing the problem up
[23:18:41] <micges> it's ok
[23:18:54] <andypugh> Yes, but this is ephemeral, stuff you actually want to get read should probably go to the mailing list. I doubt many people read through these logs religiously. (Unless it is a catholic penenace)
[23:19:58] <andypugh> Anyway, isn't the tool axis always Z?
[23:21:02] <andypugh> So a horizontal mill has the table in the ZY plane?
[23:21:06] <micges> archivist_emc: can we just switch plane to G19?
[23:22:13] <micges> ok it's too late for this
[23:22:33] <micges> archivist_emc: I've noted this in my todo
[23:22:48] <archivist_emc> andypugh, no xy as normall but the spindle is horizontal
[23:22:57] <cradek> micges: excellent work
[23:23:02] <andypugh> Which makes Z horizontal...
[23:23:19] <archivist_emc> no z is still vertical
[23:23:31] <andypugh> Not in a horizontal mill :-)
[23:25:32] <danimal_garage> i just put a hydro speed regulator on my crappy horizontal bandsaw, it works sooo much better than that crappy hydraulic piston that came on it
[23:25:46] <micges> good night all
[23:26:59] <DaViruz> my bandsaw only has a counterspring :/
[23:27:19] <Valen> mine has a lump of steel hanging off the end
[23:28:03] <DaViruz> but i'm not as concerned with that as i am with the crappy stock vise
[23:28:13] <dan1mal> mine had an air cylnder and a flow control valve that they put oil in
[23:28:38] <DaViruz> yeah a friend of mine has one like that
[23:28:43] <dan1mal> leaked and worked horribly
[23:28:49] <DaViruz> oh
[23:28:58] <DaViruz> this one is works quite nice
[23:29:39] <dan1mal> http://smg.photobucket.com/albums/v20/danielwilcox/?action=view¤t=DSCN0763.jpg&newest=1
[23:30:41] <dan1mal> my piston got so bad it wouldnt work, so i made a bracket for this thing since i had it kicking around
[23:30:46] <dan1mal> works awesome
[23:31:50] <dan1mal> puts a little side load on the piston due to the angle, but i have a few ideas for that
[23:39:20] <lilalinux> lilalinux is now known as lilalinux_away
[23:40:04] <andypugh> So, your resistors are about 10x the size of your VFD?
[23:40:20] <DaViruz> aaanyhow, time for some doctor who
[23:41:19] <andypugh> And sleep beckons here.
[23:43:22] <danimal_garage> ha
[23:43:47] <danimal_garage> you can never have too much resistor!
[23:45:58] <PCW> what if you cant resistor?
[23:46:19] <flexxxv> Hello, I just have a small problem: how can I fix a Leadscrew in a ball bearing? (I'm some kind of confused...)
[23:46:28] <flexxxv> fix=fixate
[23:46:35] <SWPadnos> attach
[23:46:41] <SWPadnos> or mount
[23:47:05] <SWPadnos> usually, you have a "journal" turned into one end, that's a smooth part that fits into the bearing
[23:47:33] <SWPadnos> this is usually a tight press fit
[23:47:43] <flexxxv> do you have an image?
[23:47:59] <SWPadnos> and then there's a nut on the end, to prevent axial slippage
[23:48:04] <SWPadnos> hmmm. probably somewhere
[23:48:07] <flexxxv> (I'm not a native english specker)
[23:52:01] <SWPadnos> http://www.microkinetics.com/images/BPT%20ballscrew%20kit.jpg
[23:52:14] <SWPadnos> just look at the ends
[23:52:21] <SWPadnos> the smooth part is what I'm talking about
[23:53:13] <flexxxv> so I have to ask myself how i'll do that :D, but thanks
[23:53:45] <SWPadnos> someone with a lathe can do it
[23:54:01] <SWPadnos> and/or a cylindrical grinder of some sort
[23:58:15] <flexxxv> Yeah need to find someone..., thanks
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
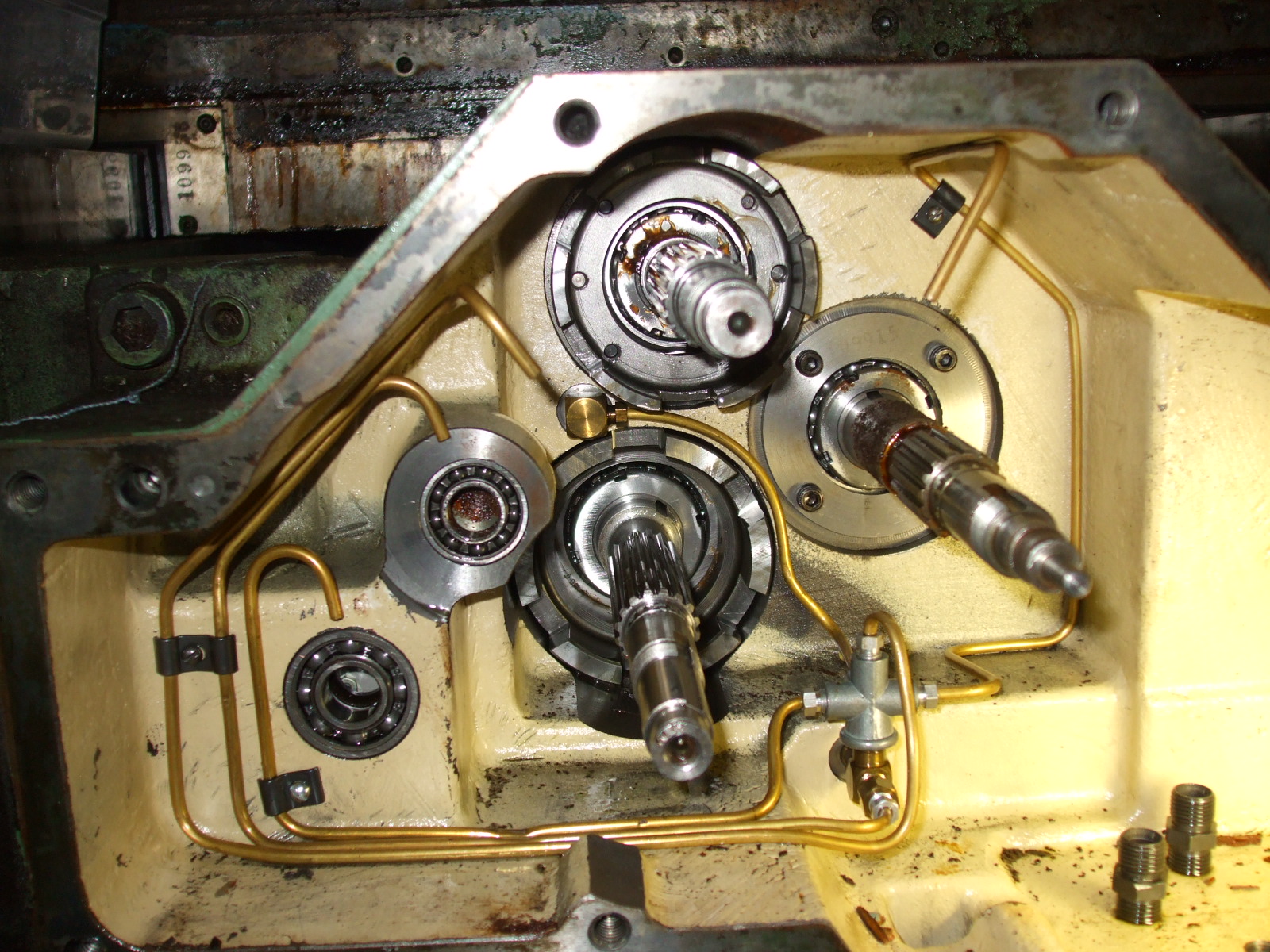{kind=link}
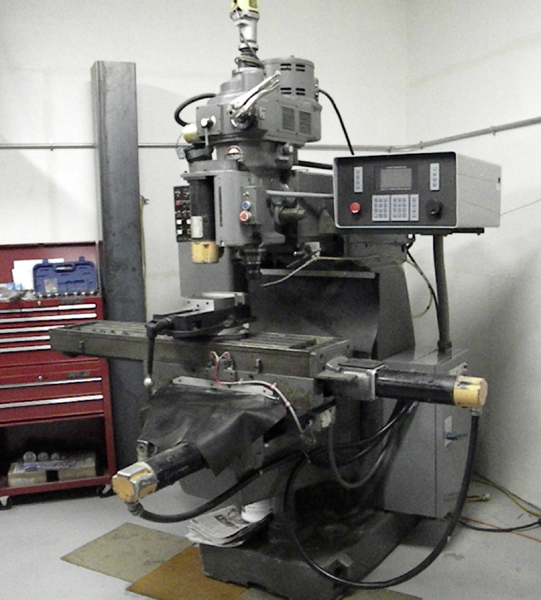{kind=link}
{kind=link}
{kind=link}
{kind=link}
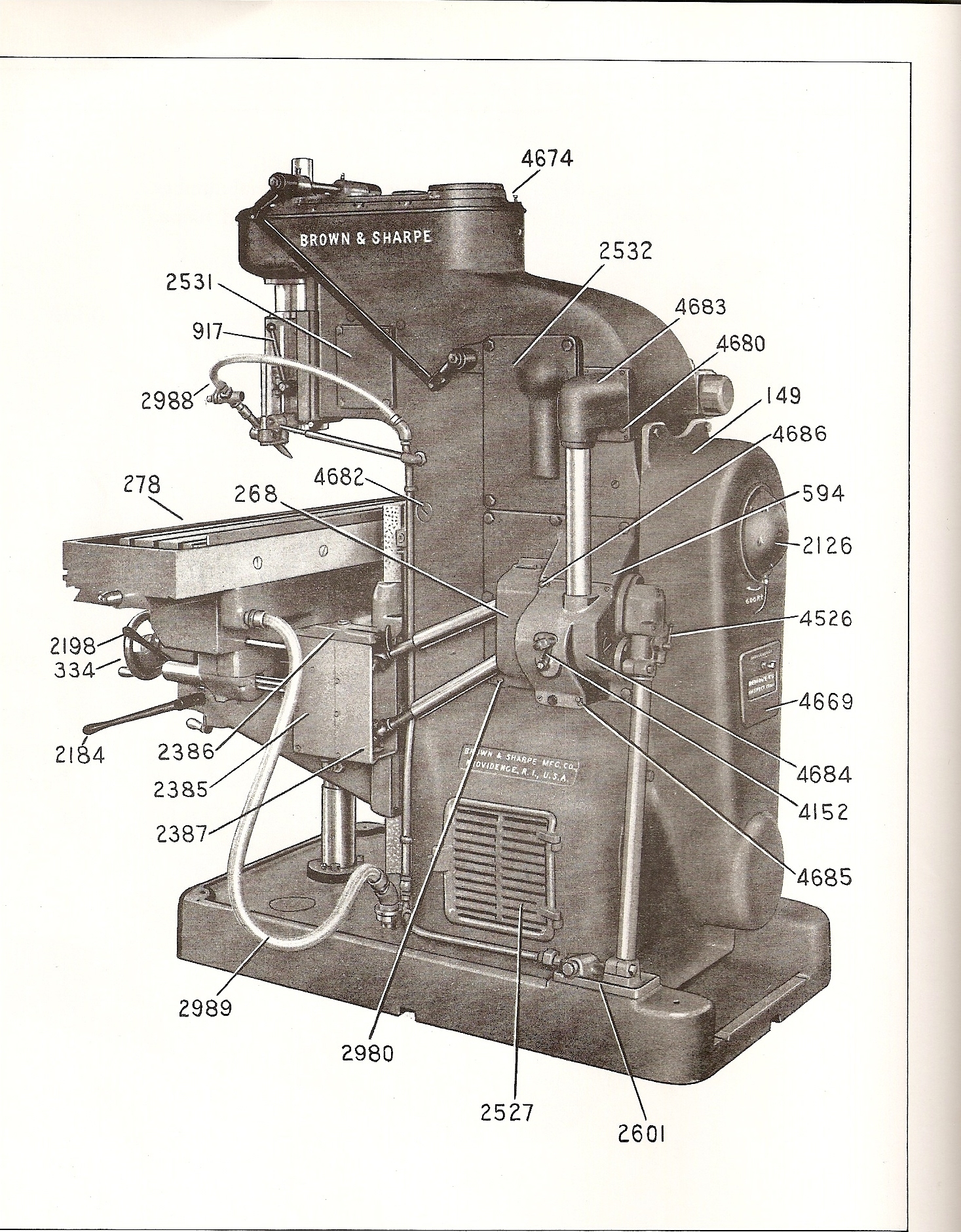{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}