Back
[00:00:00] <ries> BRB, I need to get my cats in
[00:00:17] <andypugh> The rack will have some backlash. Belts have none, but stretch. That's why they both get used. different compromises
[00:00:49] <frallzor> that price surprised the shit out of me :)
[00:01:20] <frallzor> they seem to work great and are cheat
[00:01:22] <frallzor> *cheap
[00:01:26] <andypugh> Has anyone used two racks and a long pinion, and adjusting screws to slide one rack relative to the other to take iup backalsh?
[00:02:02] <jthornton> I use two timing belts on my plasma
[00:02:07] <andypugh> Sorry, perhaps I failed to state how very expensive that $275 motor seemed to me
[00:02:31] <DaViruz> shouldn't backlash be adjustable by the distance between the rack and pinion?
[00:02:33] <MarkusBec> MarkusBec is now known as MarkusBec_away
[00:02:43] <frallzor> thats why they are springloaded
[00:02:46] <frallzor> i think
[00:02:54] <andypugh> I like the system I have seen of two belts face-to-face with one bonded to the machine frame. Seems like the best of both worlds
[00:02:57] <frallzor> to keep it pretty ok
[00:04:17] <frallzor> might aswell get 5 of then like ries said for a future indexer
[00:04:23] <andypugh> I guess you _can_ push the pinion into the rack, it just isn't how the gears are cut to work. I suppose in practical terms it isn't important
[00:05:15] <DaViruz> at least a hypoid rack and crown set is designed to be adjustable in that fashion
[00:05:28] <DaViruz> err
[00:05:33] <DaViruz> crown and pinion
[00:05:36] <andypugh> I just spent my childhood listening to my dad telling of how they check the correct backlash in geraboxes by dropping bits of lead through the mesh and measuring the thickness of what comes out
[00:06:40] <andypugh> But then David Browns make gears up to 14 metres diameter, and power transmission optimums are not the same as positioning optimums.
[00:07:15] <DaViruz> wow, i'm trying to tink of a use for a 14 meter gear
[00:07:31] <DaViruz> radio telescope rotation? maybe bridges
[00:07:36] <andypugh> I have just remenered, another rigid, cheap, low-backlash drive is chain and sprockets.
[00:07:45] <andypugh> Ball mills, mainly.
[00:07:57] <DaViruz> oh.
[00:08:40] <andypugh> http://www.davidbrown.com/girth-gears.php
[00:13:38] <andypugh> So, how much is a 3m rack then?
[00:21:11] <jt-plasma> * jt-plasma listens to Jelly Roll Morton - Billy Goat Stomp
[00:21:23] <kanzure> 14m gears hm.. someone's up to something no good
[00:27:28] <lilalinux> lilalinux is now known as lilalinux_away
[00:31:02] <jt-plasma> on the oil rig we had 400' rack gears
[00:31:14] <jt-plasma> 12 of them
[00:31:44] <andypugh> In one piece?
[00:32:25] <andypugh> Not that racks are that hard to make, as the tooth flanks are flar.
[00:32:26] <jt-plasma> they were in about 20' sections and welded on the legs and welded together
[00:32:31] <andypugh> (flat)
[00:32:36] <jt-plasma> they were flame cut
[00:33:09] <jt-plasma> it was the only thing that kept us from falling into the sea
[00:33:10] <andypugh> I am guessing they were not 10DP then
[00:33:22] <jt-plasma> no
[00:33:54] <jt-plasma> about 6" thick and maybe two teeth per foot
[00:34:29] <andypugh> You would need a pretty big stepper for that Machmate
[00:34:42] <jt-plasma> hyd motors
[00:35:27] <danimal_garage> hmmm my input on my 7i37 isnt changing my pin from fale to true
[00:35:37] <andypugh> Aye, that's an easy way to get vast mechanical reductions.
[00:36:02] <ries> andypugh: So, how much is a 3m rack then? <= if that was a question for me... I bough it in Japan, for 10USD/meter
[00:36:05] <ries> I bough 10 meters
[00:36:15] <andypugh> Ah, that seems cheap enough
[00:36:20] <ries> yeaaa...
[00:36:36] <andypugh> At that price I would probably choose it over belts myself.
[00:37:04] <jt-plasma> danimal_garage: which pin
[00:37:14] <ries> buying these racks in Italy is a other story though :)... racks bough locally did go for 300USD/meter (most expensive quote, cheapest 150usd/meter).... crazy Ecuadorians
[00:37:20] <andypugh> danimal_garage: Is that an electrical input to the card not being seen in logic?
[00:37:44] <danimal_garage> the reset wire from my toolchanger is supposed to go to an input on my i/o board, but it isnt changing the pin from false to true
[00:37:53] <danimal_garage> andypugh:yes
[00:37:59] <ries> andypugh: why belt over rack/pinion... you need both to be more accurate and have more torque... Currently I run direct drive though
[00:38:33] <danimal_garage> jt-plasma: pin 039, input pin 15 on the 7i37.
[00:38:48] <andypugh> Not seeing true to false is a puzzle, I had the reverse, and that was due to the actual contacts being absent from that cavity of the IDC connector
[00:39:36] <danimal_garage> i think maybe it isnt fully closed, i'm not seeing 0 ohms across the 2 input wires
[00:39:43] <andypugh> ries: You can use a belt tethered at each end and running over rollers and a sprocket as a drive system.
[00:41:22] <ries> andypugh: Ahh ic ic... no, what the MM peopel do is keep the racks, but use a belt drive to create a 3.2:1 reduction
[00:41:34] <ries> to keeps backslash slow
[00:41:44] <danimal_garage> i think it pulses on and off, but maybe too fast for my meter to read correctly
[00:42:02] <andypugh> Have you seen the all-MDF gantry router?
[00:43:06] <danimal_garage> it's a 100ms signal, should be slow enough
[00:43:09] <andypugh> One iteration of that used chains and sprockets as the linear axes (chain tethered and tensioned at each end, running through a system of 2 idlers and a drive sprocket. Looked rigid and cheap.
[00:43:35] <jt-plasma> try connecting it to a latch and watch that in hal
[00:43:37] <ries> andypugh: Me yes, but it's not advised but only for a hobbyist, t
[00:43:46] <jt-plasma> tool changer?
[00:43:54] <danimal_garage> yes, toolchanger
[00:44:11] <jt-plasma> the encoder inputs?
[00:44:34] <danimal_garage> toolchanger on the mill
[00:44:39] <ries> * ries would love to have a tool changer, like this :
http://www.youtube.com/watch?v=4XYakTeQahA hehehehe
[00:44:49] <jt-plasma> ok
[00:45:02] <danimal_garage> it has one wire as feedback to the control
[00:45:19] <danimal_garage> that wire pulses after each operation is complete
[00:45:20] <jt-plasma> pulse each time a station goes by?
[00:45:25] <danimal_garage> that too
[00:45:58] <jt-plasma> hook it to a counter in your ladder or something so you can see it
[00:46:09] <danimal_garage> so i have it so when it's homing and it reaches home position, it latches another coil on
[00:46:37] <ries> Does any of you guys use a V203 gecko stepper motor driver?
[00:46:44] <danimal_garage> it's not doing anything, i watched it on the scope
[00:46:49] <jt-plasma> * jt-plasma listens to Amish Paradise by Al Yankovic :)
[00:47:05] <jt-plasma> ries: I have three in my plasma cuter
[00:47:08] <jt-plasma> cutter
[00:47:24] <ries> jt-plasma: How warm do they get?
[00:47:52] <jt-plasma> I have heat sinks and fans on them and they stay no more than warm to the touch
[00:47:53] <ries> for me doing some simple jobs they get pretty warm, still touchable on the cooling plate but you would say, 'pretty warm!
[00:48:12] <jt-plasma> what amps do you limit it to?
[00:48:31] <ries> can't remember...., you talk about the resitor, right?
[00:48:35] <andypugh> Of the belt drive systems, I think this is the cleverest. (though probaly not compatible with wood chips):
http://www.bell-everman.com/servobelt.html
[00:49:31] <andypugh> There is a link on that page to a video. It seems to perform well.
[00:50:01] <ries> hehehe, that looks funny indeed
[00:50:02] <jt-plasma> ries: I run these to the limit like this with cpu heat sinks and fans
http://i47.photobucket.com/albums/f163/johnplctech/Plasma%20Cutter/Plasma005.jpg
[00:50:17] <ries> hehehe, that is massive :)
[00:50:32] <jt-plasma> dug them out of the scrap pile :)
[00:50:33] <danimal_garage> you know.. i wonder if the input on the 7i37 needs actual voltage
[00:50:39] <ries> I have 4 attached to a alu plate, + heat conducator paste and one 110V ventilator
[00:50:51] <jt-plasma> * jt-plasma looks at his 7i37 manual
[00:51:12] <danimal_garage> yep
[00:51:18] <danimal_garage> it says 4-24v
[00:51:23] <andypugh> I think that the inputs are pulled high, but perhaps not.
[00:51:30] <danimal_garage> thats my problem
[00:51:37] <ries> jt-plasma: no such thing as scrap in Ecuador..... But as I can still touch them, I am well within my savety margin..
[00:51:40] <jt-plasma> * jt-plasma puts the manual back
[00:52:05] <jt-plasma> yea, if you can hold your hand on them they are ok
[00:52:08] <danimal_garage> hmmm so how am i gunna do this, it just closes the connection to ground
[00:52:18] <andypugh> I only know anything at all about the 7i43, and precious little about that
[00:53:00] <andypugh> Just put a 3k pullup to +5V at the 7i37 end
[00:53:50] <pcw_home> danimal: connect 7I37+ in to 4..24V power, -in to switch
[00:53:55] <danimal_garage> so a 3kohm resistor between 5v+ and the + input of the 7i37's input pin?
[00:54:05] <andypugh> Yes
[00:54:47] <danimal_garage> the signal comes from a logic board, is that safe?
[00:54:57] <andypugh> There is probably +5 on the board that is the same as the interface board sees.
[00:55:21] <danimal_garage> the rest of the control wires use 24v
[00:55:40] <danimal_garage> but this is the only input to the mesa
[00:55:41] <pcw_home> danimal you can wire the +24 to the 7I37 +in
[00:56:08] <pcw_home> (and the -in to the switch)
[00:56:23] <jt-plasma> then pass 0vdc through your switch to -in right pcw_home
[00:56:30] <jt-plasma> ?>
[00:56:33] <jt-plasma> ?
[00:56:38] <andypugh> But if the switch is just grounding the pin, a pullup is as good a way as any (as long as it is the same ground, of course, that is important)
[00:56:56] <pcw_home> right
[00:57:08] <danimal_garage> pcw_home: i know the 7i37 can handle it, i just didnt wanna connect 24v to the toolchanger without knowing what it'll do/fry
[00:57:24] <pcw_home> Well then use 5V
[00:58:07] <andypugh> Is the 7i47 a daughter board to a 7i43 or similar?
[00:58:21] <danimal_garage> ok thanks, i'll give it a shot
[00:58:42] <pcw_home> 7I37? yes its an isolated I/O card
[00:58:50] <andypugh> If so, then there is a +5 on one of the 50-way connector pins.
[00:59:35] <jt-plasma> pcw_home: are all the inputs and outputs isolated from each other?
[00:59:39] <andypugh> That is the mother board reference voltage and (I think) is absolutely safe to connect to any pin
[00:59:41] <pcw_home> 7I47 is differential I/O
[00:59:43] <pcw_home> 5I20 has a 5V output tap as well (terminal block)
[00:59:46] <jt-plasma> on the 7i37?
[01:01:43] <andypugh> Err, if in doubt believe nothing I say, and everything PCW says about his cards. :-)
[01:02:04] <jt-plasma> in other words if I had a 12v device on in15 and a 24v device on in 13 would that be ok?
[01:02:47] <danimal_garage> jt-plasma: i tihnk so, or my lathe wouldnt work
[01:03:18] <pcw_home> The 7I37 has a 5V aux INPUT or output
[01:03:20] <pcw_home> ( yes all inputs are isolated from one another so they can even have different grounds)
[01:05:04] <jt-plasma> thanks Peter
[01:05:25] <jt-plasma> * jt-plasma goes to write that down somewhere so I can loose it :)
[01:06:42] <andypugh> Guessing that they are opto-isolators, all that matters is that current flows from the high pin to the low pin. So you could connect +24 to the + terminal and +12 to the - and it would work.
[01:08:07] <pcw_home> danimal: If you connect +24 to the 7I37 input+ the maximum current from the input- to ground would be ~5 ma - not likely t hurt a switch
[01:09:07] <pcw_home> (yes the inputs are optos with series resistors)
[01:09:50] <andypugh> So if you have a switch that grounds a wire, you could have + some volts to the + connector and the grounded wire on the - or you could have the - grounded, then a pullup to +5v on the + which is effectively shorted out by the switch. The first arrangement makes the most sense for an opto-isolated input. My pullup suggestion would work, but is more appropriate to a digital input.
[01:11:46] <jt-plasma> say goodnight Gracie
[01:12:06] <andypugh> (I'll shut up now, I just like to chime in when I think I can possibly explain something that I barely understand at an appropriate level)
[01:13:02] <pcw_home> (one of our sheep is named Gracie but I dont tell her goodnight))
[01:13:38] <Danimal-office> scared to ask what you tell her :)
[01:13:53] <pcw_home> Oh I talk to our sheep all the time
[01:15:06] <andypugh> Right, e-stops to wire tomorrow, than I might actually start the project that I started 18 months ago, then decided I needed a CNC machine for...
[01:15:21] <Danimal-office> ha
[01:15:30] <Danimal-office> good luck!
[01:17:37] <pcw_home> Do you still remember what the original project was?
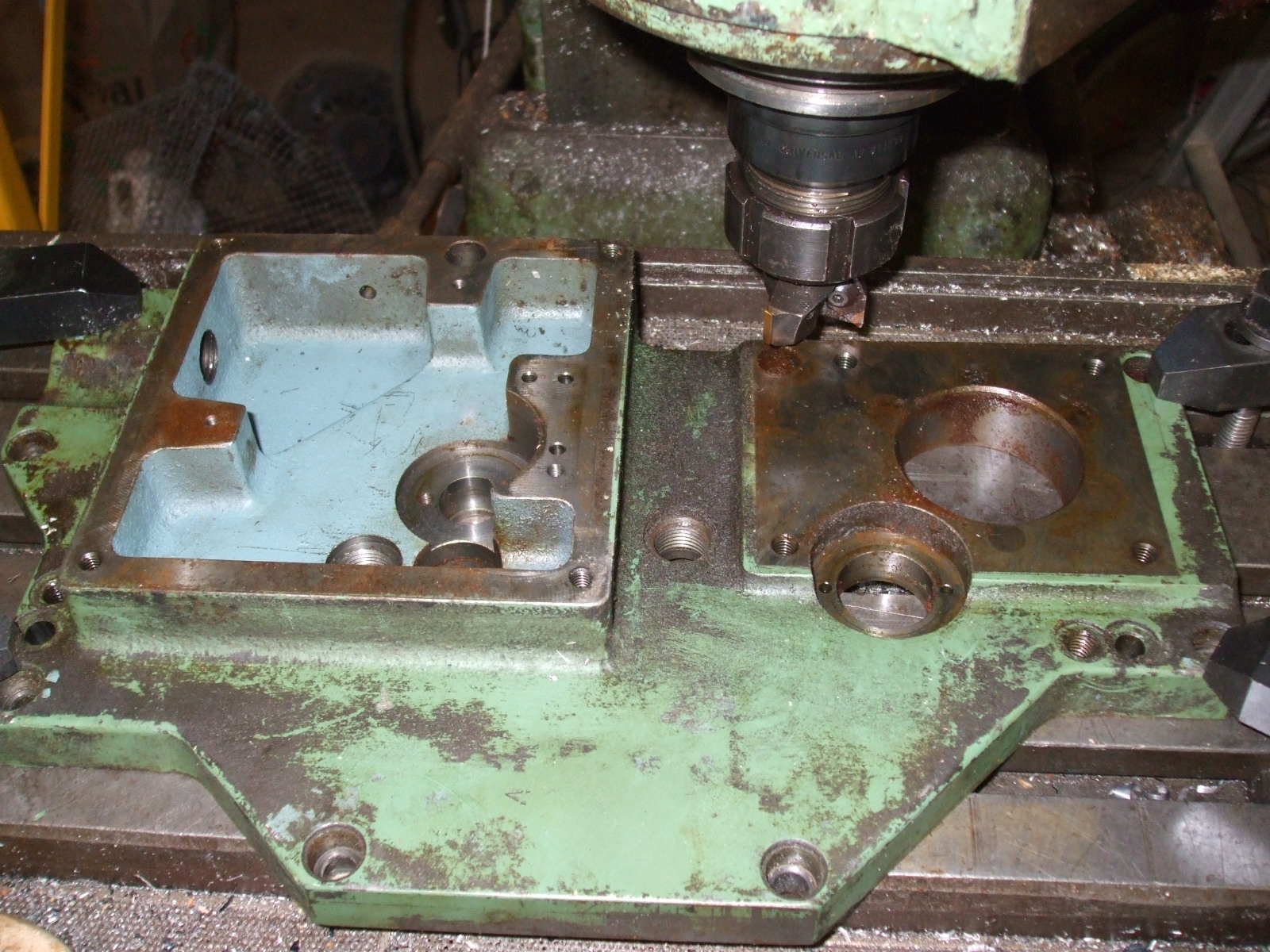
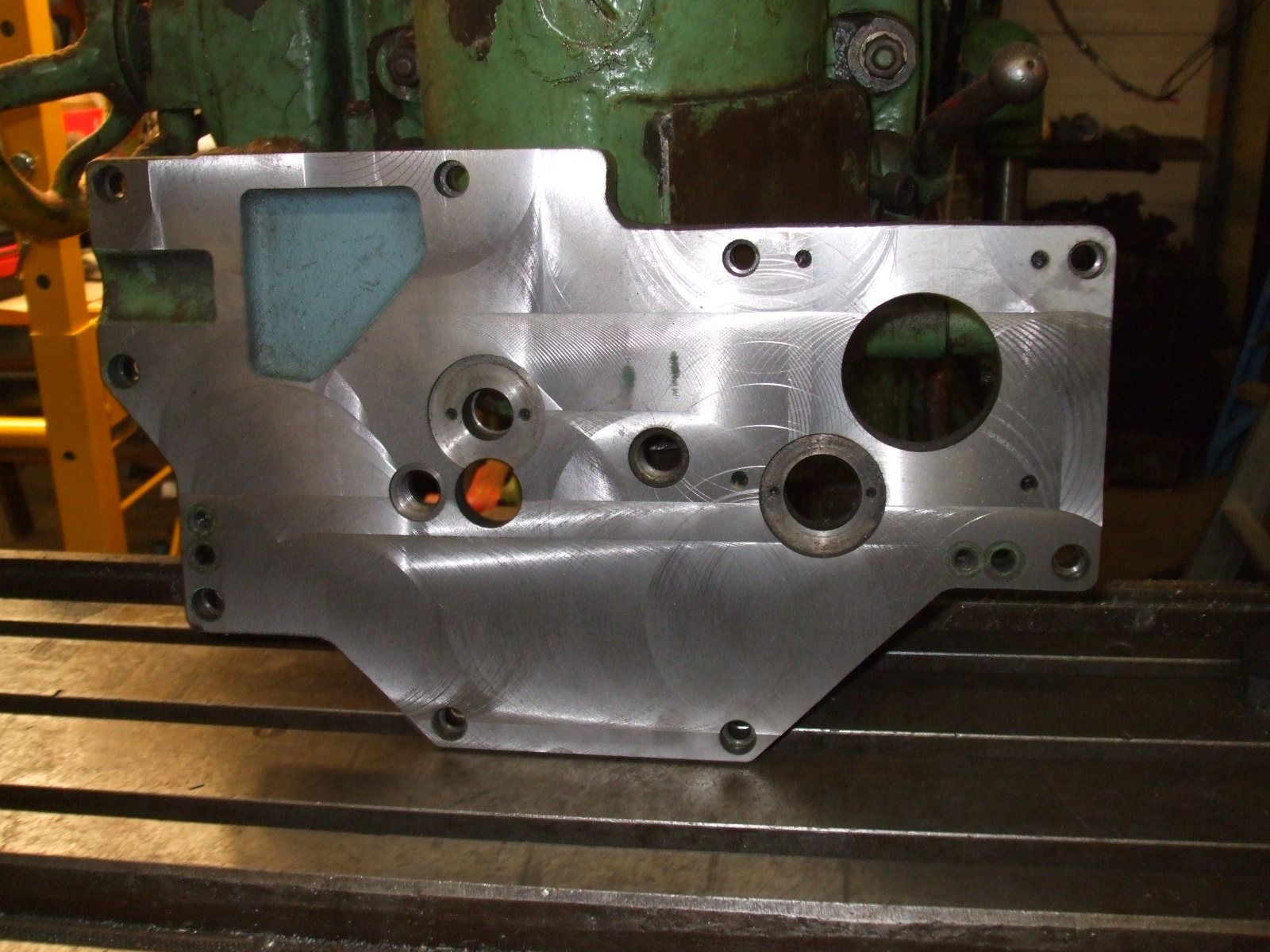
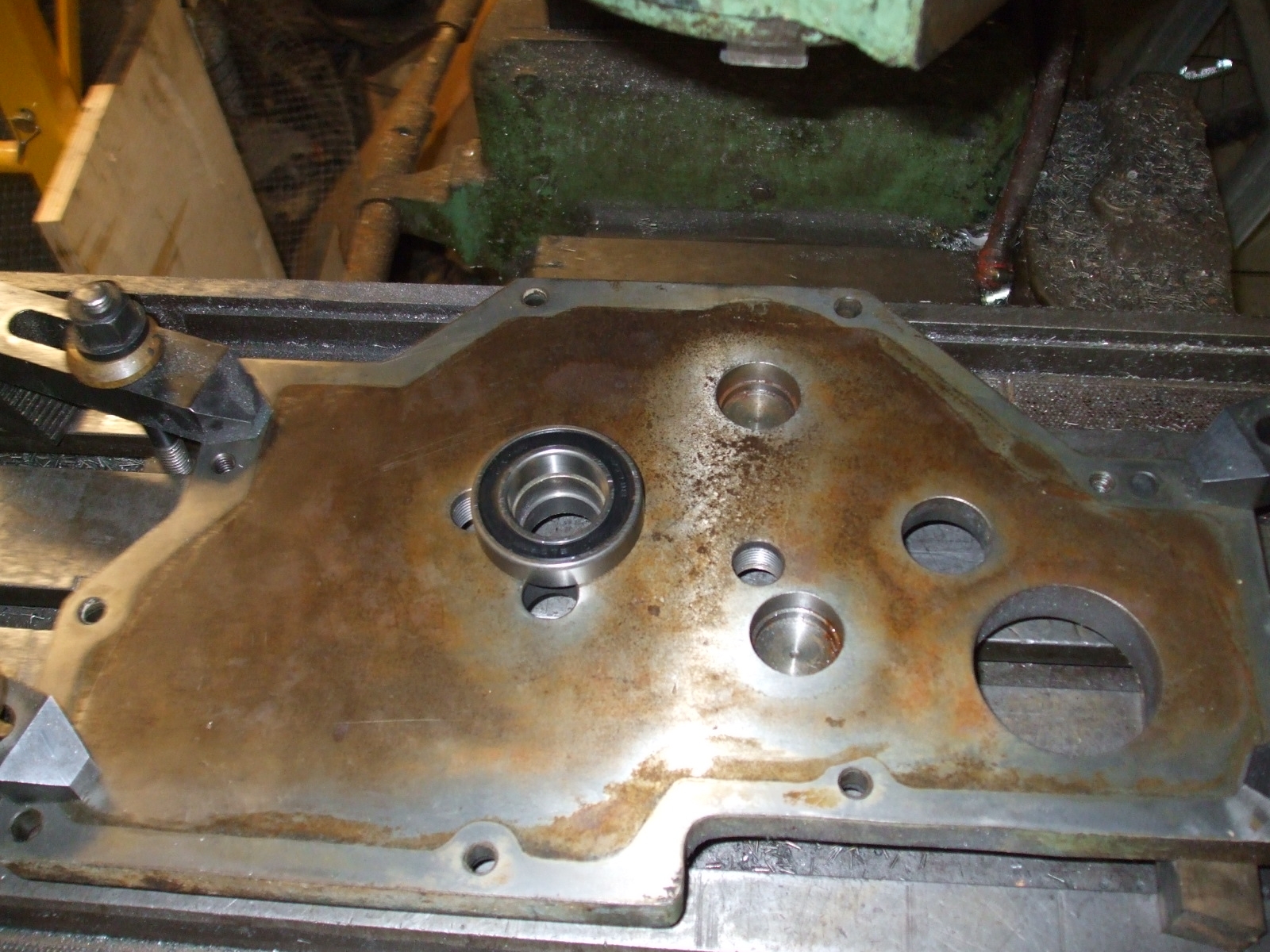
[01:28:10] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/xaxis/plate1.JPG
[01:28:17] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/xaxis/plate2.JPG
[01:28:21] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/xaxis/plate3.JPG
[01:28:29] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/xaxis/plate4.JPG
[01:28:33] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/xaxis/plate5.JPG
[01:28:50] <danimal_garage> now the reset is working
[01:28:52] <danimal_garage> thanks
[01:28:53] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/xaxis/plate6.JPG
[01:28:58] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/xaxis/plate7.JPG
[01:29:16] <Jymmm> * Jymmm hands skunkworks a gallery script
[01:29:26] <skunkworks> someday...
[01:30:02] <danimal_garage> nice work skunkworks
[01:31:18] <Jymmm> kubideh!!!!!!!!!!!!!!!
[01:32:42] <skunkworks> have to bore out 2 more of the holes of these bearings.
[01:33:19] <jmkasunich> modding it to accept your servomotors?
[01:33:19] <skunkworks> * I need to bore out 2 more holes for the same bearings.
[01:34:11] <skunkworks> yes - need to extend the shafts out of the gearbox to be able to get power to them.
[01:34:36] <skunkworks> so that endcap will have 3 shafts coming out of it - x,z,b
[01:35:22] <skunkworks> (they all used to be run with 1 servo
[01:35:24] <skunkworks> )
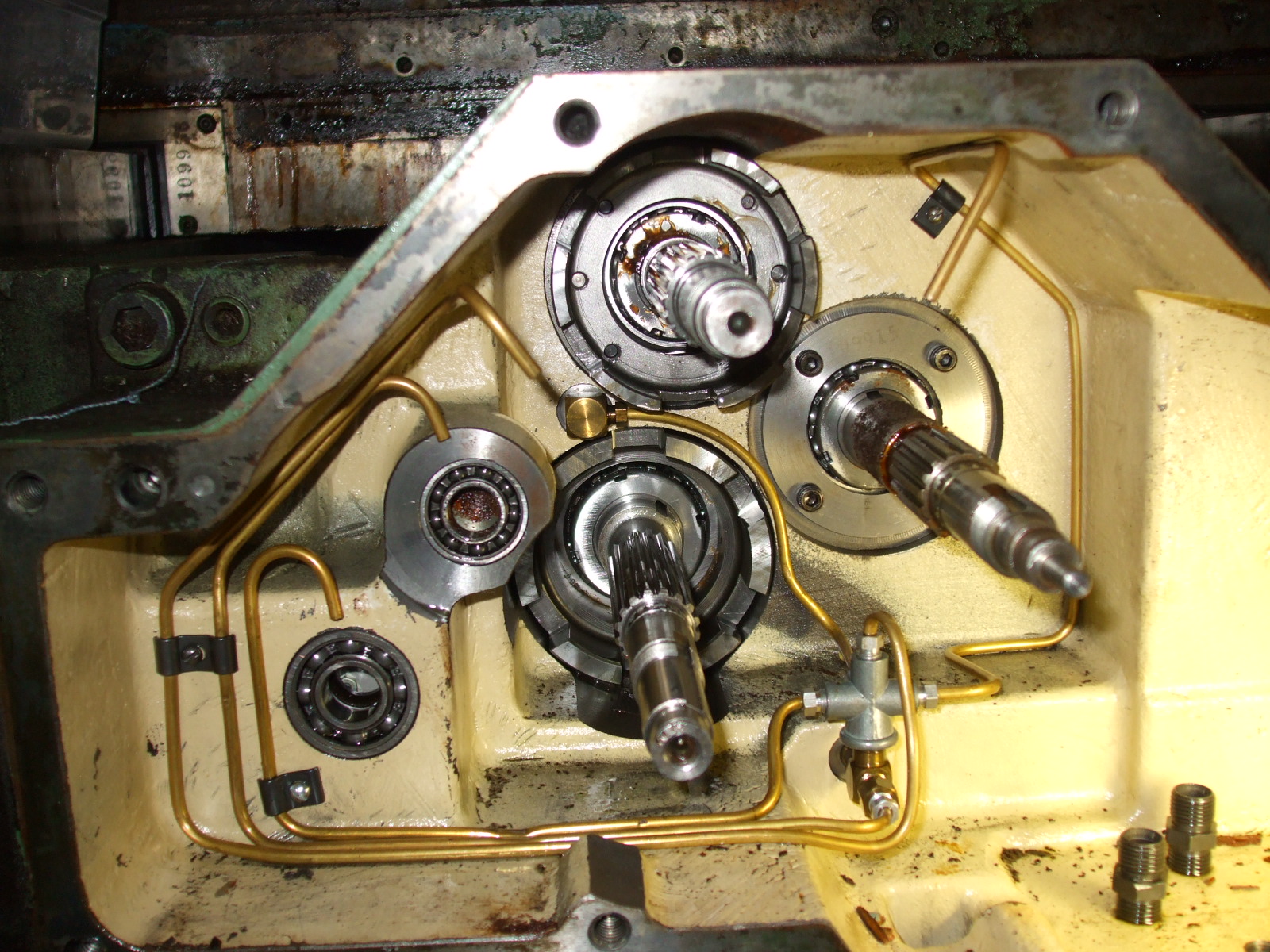
[01:38:58] <skunkworks> these 3 shafts..
http://www.electronicsam.com/images/KandT/conversion/xaxis/stripped.JPG
[01:49:29] <danimal_garage> i thought i had this right, but apparently i dont, how do i make it so the counter's value sets the value of an s32 out pin?
[01:50:40] <danimal_garage> nm, i got it
[02:11:52] <kevinh_> kevinh_ is now known as kevinh
[02:42:58] <LawrenceG> Jymmm, you around?
[02:50:35] <Jymmm> yessum
[02:51:04] <Jymmm> LawrenceG: yep
[02:51:26] <LawrenceG> http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&item=250496218673 do you know if anyone has bought from these guys?
[02:52:13] <LawrenceG> that is a very complete package of parts for a machine... add steppers/servos and drives plus a little Al
[02:53:40] <LawrenceG> I have an old marble table top that might be useful as a stable base for a machine
[02:54:31] <pfred1> Shipping:$178.00
[02:54:45] <LawrenceG> yea... it weighs a bit
[02:55:00] <Jymmm> LawrenceG: I like his response to the negative he got this month
[02:55:01] <pfred1> LawrenceG I could ship a pallet of bricks for cheaper!
[02:55:27] <pfred1> LawrenceG which is to say it doesn't weigh nearly enough to justify that kind of cost!
[02:55:30] <LawrenceG> I could use some bricks
[02:55:44] <Jymmm> one neutral was due to shipping - bullshit
[02:56:28] <Jymmm> payed 5, received 4. No comunication after my complain.Buyer:
[02:56:28] <Jymmm> esilviu_2007 ( 19 [Feedback score is 10 to 49] )
[02:56:29] <Jymmm> Oct-23-09 07:07
[02:56:33] <Jymmm> *
[02:56:35] <Jymmm> Reply by linearmotionbearings2008 (Oct-23-09 23:00):
[02:56:37] <Jymmm> Sorry for late reply & inconvenience to you! Send it soon by air! Sorry again!!
[02:56:39] <Jymmm> LawrenceG: This is his other negative, you can't beat this kind of service...
[02:56:59] <Jymmm> LawrenceG: I see a lot of seller that get negative and just whine and bitch
[02:57:16] <LawrenceG> I had some steel laser cutouts shipped from England... was like $300 for 50lbs
[02:58:40] <Jymmm> LawrenceG: Ask them a question and see what you get for a reply.
[03:00:17] <LawrenceG> I have talked to them and they will make a custom package with any length screws/guides so one doesnt have to make a fixed size machine
[03:01:57] <LawrenceG> I would like a 2'x4'x6" work area.. so about 3'x5'x12" for guides
[03:05:31] <pfred1> does anyone here know anything about 1-2 phase half stepping drives?
[03:10:36] <tom3p> LawrenceG: there must be another way to do business with TianJing. The shipping costs dont vary when I change the destination to China!. So if you can get the real business, you might set up real shipping by boat, have it marked 'used parts' :)
[03:12:26] <danimal_garage> ok i am confused here..... in my ladder, i have -[%i1]---[%i2]----[timer]------(%q1)-
[03:13:19] <danimal_garage> %i1 isnt active, but %i2 is.... i thought both had to be active in order to fire %q1?
[03:13:43] <danimal_garage> is that wrong?
[03:14:23] <danimal_garage> %i1, %i2, and %q1 are all normally open
[03:15:17] <danimal_garage> when %i2 is closed, %q1 activates, even though %i1 is still open
[03:17:17] <tom3p> maybe some other code affects q1? do you have q1 anywhere else? (as an rvalue, a receiver, on the right side of the ladder rails )
[03:29:10] <Danimal-office> tom3p: q1 is actually a b14, which triggers the "up" pin on the counter
[03:30:37] <Danimal-office> the up and down are triggering at the same time, so maybe something is going on at the counter?
[03:38:07] <Jymmm> LawrenceG: Consider elbow room for the 2'x4' like clamps, or edge guides
[03:39:01] <LawrenceG> yea... would be nice to slide a 4x8' sheet through... cutting a 2x4' area at a time
[03:39:40] <Jymmm> LawrenceG: Yeah, so add extra for "pass thru" too
[03:40:02] <Jymmm> you might clamp at 30"
[03:40:36] <Jymmm> LawrenceG: it's theone thing that annoys me about mine - no elbow room
[03:40:50] <LawrenceG> I see a 5' long bridge gantry
[03:40:58] <Jymmm> it's 24.5" period - you can't even clamp at that
[03:41:31] <Jymmm> maybe even a bit longer if you consider motor, limit switches, and nut itself
[03:41:48] <Jymmm> and whatever bracket you're goung to fasten the nut to
[03:41:50] <Jymmm> going
[03:42:20] <LawrenceG> it would be a shame if it was an inch tto small
[03:42:38] <Jymmm> LawrenceG: and if you wanted to bevel that 48" edge - you're fscked
[03:43:29] <Jymmm> LawrenceG: These are things that *I* came across and kicked myself for not considering them
[03:44:34] <Jymmm> LawrenceG: Just a edge guide alone would have saved me a lot of grief, but no room for it.
[07:57:07] <kevinh_> kevinh_ is now known as kevinh
[08:02:18] <Athlocatle> who knows, can emc control this machine?
http://www.atax.it/sony/robokids/bot.html
[08:32:35] <EbiDK> EbiDK is now known as EbiDK|AWAY
[08:37:47] <L84Supper> athlocatle: sure, if you replace its stepper controllers with stepper controllers supported by EMC
[09:31:23] <Athlocatle> L84Supper: and if i'll not replace?
[09:56:55] <MOGLI> helllo can anyone help me with encoder and threading??... my spindle moves at around 1000 RPM but pyVCP panel shows it 0.2RPM ONLY :(
[09:59:30] <MOGLI> hellllo
[09:59:53] <MrSunshine> MOGLI, geared up, the encoder isnt connected right ?
[10:01:46] <MOGLI> encoder is hollow shaft and directly connected....
[10:02:13] <MOGLI> its 250PPR encoder...freq meter shows perfect speed of 960RPM
[10:02:46] <MOGLI> encoder.0.position-scale is 250
[10:02:55] <MOGLI> i am using only one wire.. not all 3
[10:04:37] <MrSunshine> if you are just using one wire wont you have 1/3 of the resolution for one ?
[10:04:46] <MrSunshine> as i know encoders are offsetted on each wire
[10:04:54] <MrSunshine> to make the right resolution
[10:06:34] <MOGLI> 250 is the right resolution...it gives 250 pulses on one revolution.. i checked it on freq meter :(
[10:07:03] <MOGLI> i created config from stepconf... is it errornous??
[10:07:30] <MrSunshine> dont know =)
[10:07:39] <MrSunshine> not so into this yet, and never used encoders
[10:07:46] <MrSunshine> just trying to help as far as i can :P
[10:08:41] <MOGLI> thanks MrShunshine...
[10:08:59] <MOGLI> anyother idea/hardware for Threading...
[10:10:02] <MrSunshine> but where is the encoder put on ?
[10:10:12] <MrSunshine> on the spindle or on the motor before all the gears etc?
[10:10:36] <MrSunshine> or well, i guess it should show 960 if you put it on the spindle atleast :)
[10:11:34] <MrSunshine> MOGLI, have patience and i guess someone will help you, if it gives the pulses and you have connected it right to the PC i guess its a config problem
[10:11:53] <MrSunshine> how is it connected to the pc ?
[10:12:03] <MrSunshine> just directly into it ?
[10:12:14] <MrSunshine> cause i think the inputs needs to be grounded on "signal"
[10:12:35] <MrSunshine> and either + voltage or floating on no signal
[10:13:07] <MrSunshine> cause if it just goes +5V then floating then +5V etc i guess you wouldnt get what you want into the pc
[10:13:29] <MrSunshine> you could check with some simple parport program that you cansee the state of all the parport pins in
[10:16:09] <MOGLI> encoder is connected to spindle directly... and yes i use transistor to gound th printer port NPN..;)
[10:16:45] <MOGLI> i think its config problem only.. coz i tested setup with SCOPE and freqmeter both
[10:17:26] <MrSunshine> ok then i also guess its a config problem =)
[10:17:49] <MrSunshine> MOGLI, but can you in any way check so you get the right signal to the pc? :)
[10:17:58] <MrSunshine> windows? linux ?
[10:18:01] <MrSunshine> linux i guess :P
[10:18:04] <MrSunshine> emc
[10:18:52] <MrSunshine> and with emc installed no parport drivers with the rt kernel
[10:18:53] <MrSunshine> hmm
[10:18:59] <MOGLI> new to linux..... and for windows i need to change whole setup
[10:19:24] <MrSunshine> a small program to poll on the parport pins maybe, but dont know how to read them :/
[10:23:44] <Valen1> Valen1 is now known as Valen
[10:24:27] <alex_joni> MOGLI: can you post your hal file?
[10:24:31] <alex_joni> use pastebin.ca or similar
[10:26:26] <alex_joni> btw. for threading you will need at least 2 lines (one phase, and index)
[10:26:38] <alex_joni> otherwise emc2 won't know how to synch the different passes
[10:26:55] <alex_joni> http://www.linuxcnc.org/docview/html/man/man9/encoder.9.html
[10:27:08] <MOGLI> thanks alex_joni.. i was reading the same...
[10:27:17] <alex_joni> you also need to set counter-mode to 1 if you don't use both phaseA and phaseB
[10:27:30] <MOGLI> how to use pastebin.ca?? can i upoload it somewhere inthan post link over here??
[10:27:46] <MOGLI> i read it.. counter mode is 1
[10:27:51] <MOGLI> scale is 250
[10:27:59] <alex_joni> got o pastebin.ca, paste your file, hit upload
[10:28:08] <alex_joni> bbl
[10:28:38] <MOGLI> ok just a min....
[10:32:37] <MOGLI> http://pastebin.ca/1763792 alex_joni
[10:34:14] <MOGLI> should i paste custom_postgui.hal file????
[10:34:22] <MOGLI> it has only 4 lines...
[10:37:00] <MOGLI> http://pastebin.ca/1763794 this is custom_postgui.hal... i think gain parameter is awkward....
[10:37:10] <MOGLI> u there alex_joni???
[10:43:28] <MOGLI> helllo mr. alex_joni.. u there???
[10:59:27] <micges> MOGLI: custom postgui also
[11:00:11] <micges> ah yes you posted it also
[11:00:17] <MOGLI> yes
[11:00:49] <micges> try to set gain to 1 and see what happens
[11:00:59] <MOGLI> hey micges.. i think gain parameter in custom_postgui.hal is wrong.. i made it 1 and got nearby RPS speed ...
[11:01:49] <MOGLI> than i made it 60 ... and i got around 840 RPM
[11:02:14] <MOGLI> according to documentation what it should be??? i mean gain param in custom_postgui.hal
[11:04:00] <MOGLI> hello micges..
[11:11:28] <micges> MOGLI: you have 840 and it should be 960?
[11:11:55] <MOGLI> it varies.. so 50-60 doesnt matter...
[11:12:26] <micges> but it's close or not?
[11:13:04] <MOGLI> yaa if i put 60 in gain parameter inplace of 0.1667 than result is much near...
[11:13:09] <MOGLI> may be the accurate..
[11:13:24] <micges> so leave it at 60
[11:13:53] <MOGLI> u sure???
[11:14:00] <MOGLI> doest it effect threading???
[11:14:53] <micges> no
[11:15:23] <micges> custom_postgui is for easy reading only
[11:15:33] <MOGLI> ok.. and is it possible to thread using only one phase???
[11:15:46] <micges> I have no idea
[11:15:51] <MOGLI> alex_joni was telling that minimum 2 phase should be there..
[11:15:58] <alex_joni> no I didn't ;)
[11:16:05] <micges> hehe
[11:16:05] <alex_joni> I said you need one phase + index
[11:16:17] <MOGLI> oh sorry my mistake...
[11:16:23] <archivist_emc> MOGLI, I use one phase for threading
[11:16:32] <MOGLI> alex_joni please read both the files...
[11:16:52] <MOGLI> i made change in custom_postgui.hal and result is very good... extremly near..
[11:17:43] <MOGLI> and u sure i need index pulse also?? i need to do wiring once again... :(]
[11:18:08] <MOGLI> archivist_emc, you sure??
[11:18:16] <alex_joni> just did
[11:18:24] <alex_joni> read both
[11:18:41] <alex_joni> as micges said, only the display in VCP can be wrong because of the scale.0.gain
[11:18:44] <MOGLI> i change the gain parameter in custom_postgui.hal
[11:18:48] <alex_joni> emc2 uses RPS internally
[11:18:57] <alex_joni> but the VCP readout you usually want in RPM
[11:19:07] <alex_joni> hence the abs and scale
[11:19:27] <MOGLI> i changed gain parameter to 60.. before it was something 0.1666
[11:19:32] <MOGLI> is it fine???
[11:19:44] <alex_joni> yup
[11:20:02] <alex_joni> open a halmeter and look at encoder.0.velocity
[11:20:17] <alex_joni> if that reads fine in RPS, then it's dandy
[11:20:33] <MOGLI> from where i can open halmeter?? any command??
[11:20:42] <MOGLI> sorry but i am new to all this..
[11:20:50] <micges> machine->halmeter
[11:20:59] <micges> in menu
[11:21:09] <MOGLI> thanks micges...
[11:21:49] <Valen> Is it possible (or a good idea) to try tapping without a VFD, just on/off control?
[11:21:58] <Valen> well its possible to try
[11:22:01] <Valen> but would it work?
[11:22:07] <alex_joni> it's probably not a good idea, but you can try it
[11:22:16] <MOGLI> yaa halmeter shows the velocity in RPS
[11:22:17] <alex_joni> on/off is not enough though
[11:22:23] <alex_joni> you need on/off fwd/reverse at least
[11:22:42] <Valen> hmmm, can probably do reverse with a double poll relay
[11:24:19] <Valen> nah, probably going to break many taps
[11:24:23] <alex_joni> Valen: do a couple of dry runs first
[11:24:32] <Valen> lots of backlash in the spindle gear train
[11:24:42] <alex_joni> well, then it probably won't work
[11:24:46] <Valen> and we can tap most of our holes with a drill
[11:25:00] <Valen> The next question was how to put an encoder on the quill
[11:25:06] <Valen> it all moves is the problem
[11:25:59] <Valen> perhaps a VFD and a belt drive
[11:27:12] <Valen> bah worry about it another day
[11:27:28] <Valen> anybody have any pointers on what they use for limit switches?
[12:01:25] <frallzor> I backed out ries :P
[12:35:49] <anonimasu> do the mesa servo drivers work with emc?
[12:36:30] <anonimasu> err does..
[12:36:52] <archivist_emc> do is correct
[12:37:38] <anonimasu> got any idea?
[12:38:56] <frallzor> doesnt most stuff works as long as you can make it work? =)
[12:39:19] <frallzor> hal-editing etc etc
[12:39:35] <anonimasu> well, I want to pay for stuff that will work without figuring out how to make it work for the first time myself
[12:40:14] <frallzor> lots of nice people here though that probably would help though =)
[12:40:26] <frallzor> * - 1x though _Å
[12:40:30] <frallzor> =P
[12:41:17] <anonimasu> im looking at the 7i40h
[12:42:56] <anonimasu> yep.. it's supported
[13:30:03] <Valen> 5i23 here
[13:30:08] <Valen> worked fine
[13:30:15] <Valen> most painless part of the process
[13:38:47] <Valen> http://cgi.ebay.com.au/Milling-Machine_W0QQitemZ270517854458QQcmdZViewItemQQptZAU_BnI_Woodworking_Metalworking?hash=item3efc1ee0fa#ht_600wt_1167 what you think?
[13:45:39] <jthornton> nice manual mill, looks like it has a power knee
[13:50:36] <jthornton> you gotta love this "but if something goes wrong, the servos stop and the virtual tool continues.."
[14:04:40] <jthornton> cool the latest forum member makes custom harmonicas
http://www.builderofstuff.com/
[14:31:50] <anonimasu> jthornton: hm where does that happen?
[14:34:52] <jthornton> what's that?
[14:40:22] <frallzor> "but if something goes wrong, the servos stop and the virtual tool continues.."
[14:40:26] <frallzor> I think he means this
[14:53:54] <jthornton> yea, I think he means that he did not connect the error pin from his drive to EMC
[14:54:29] <cradek> is it step/dir or something?
[14:54:48] <cradek> emc will fault pretty quick if the real motion stops, if it has feedback
[15:00:14] <jt-plasma> I think it is a Mesa set up
[15:02:20] <jt-plasma> not sure if it is step and direction setup
[15:08:17] <EbiDK> EbiDK is now known as EbiDK|AWAY
[15:12:20] <jthornton> well today is the official day for the retirment of the last brontosaurus-crt
[15:12:44] <ries> hey frallzor I was sleeping when you pages me :)
[15:12:57] <ries> what you mean with backed out?
[15:15:30] <frallzor> started cutting but I backed out :P
[15:15:50] <frallzor> did some surface cutting along a meter or so to see how straight it was
[15:16:18] <frallzor> I'll get the ppl that helped me with the base to do these too if possible
[15:18:11] <frallzor> higher cost, waaaay better result if they can do it =)
[15:19:05] <izua> hello
[15:19:32] <izua> is anyone familiar with the dxf format? i'm actually looking for a way of evaluating arcs (the bulge type, not the x/y/radius type)
[15:19:34] <frallzor> but the thing I was not so satisfied with today was odd, the disc was lower than the cut when not running, so I could have continued and get a constant height, but I didnt know that then =)
[15:20:51] <jthornton> izua: you might try over in the #cam channel
[15:22:51] <ries> frallzor: I found a thread taling about the whole rail cutting thing
[15:22:56] <izua> thank you
[15:23:08] <cradek> izua: REALIZE converts those bulge-arcs (in polylines) to gcode:
http://timeguy.com/cradek/autocad
[15:23:28] <ries> frallzor:
http://www.mechmate.com/forums/showthread.php?t=17
[15:24:05] <cradek> izua: the arc decode is in the defun cut-to
[15:24:28] <frallzor> yeah I've seen that thread
[15:25:36] <ries> good...
[15:25:48] <frallzor> thats where the machining idea came from =)
[15:25:48] <ries> frallzor: any photo's of the work?
[15:26:07] <frallzor> nah didnt come so far its worth taking photos
[15:26:16] <frallzor> stopped in time to not make a mess
[15:26:57] <ries> ic
[15:30:41] <frallzor> ill ask around first then if they cant do it Ill continues
[15:30:47] <frallzor> *continue
[15:31:04] <frallzor> the issue wasnt an issue as I thought, but better safe than sorry
[15:31:27] <ries> strange that you have some much troubles with that...
[15:32:13] <frallzor> who knows, maybe I got too high demands? :P
[15:32:20] <izua> eeeegh.. autolisp
[15:32:38] <frallzor> maybe it perhaps is as good as it is supposed to be
[15:33:25] <ries> we need a picture to see ;)
[15:33:37] <ries> My rails are far teh worst from what I have seen on teh forum...
[15:33:48] <ries> one day I am plaiing to cit them 2-3mm and re do them
[15:33:59] <ries> s/plaiing/planning/
[15:34:06] <frallzor> but the reason why I stopped to today is nothing
[15:34:17] <frallzor> the disc didnt slide into the cut when not spinning
[15:34:24] <ries> sorry for teh typos, I had a bad night... there was a party close that lasted untill 6AM, didn't sleep :S
[15:34:36] <frallzor> but it was 100% constant along the cut, so it fits when its spinning
[15:35:40] <izua> cradek, i hope i'm not bugging, but my (auto)lisp skills are nil.
[15:36:05] <izua> what's the general idea when evaluating bulge-arcs? i've tried some high school geometry, basically trying to determine the center of the circle on which the arc resides, but haven't succeded
[15:36:10] <izua> maybe it's not the good approach?
[15:36:41] <ries> frallzor: so, what's holding you back? you are still in cutting phase, or trying to make the 45degrees angle?
[15:36:48] <frallzor> cutting
[15:37:01] <izua> a bit unrelated, congrats on all the stuff you made on your site :)
[15:37:03] <frallzor> holding me back, evening and snow =)
[15:37:25] <frallzor> and the fact I rather pay for a 1:1 result :P
[15:37:29] <frallzor> if possible
[15:37:37] <ries> frallzor: the cutting portion is really not that critical, as long as it's even enough you are fine
[15:38:19] <ries> The top mainly functions as a distance for the grinding, but is not used in the V roller setup
[15:38:22] <frallzor> brb going outside to cut of a piese of the first pair of failed rails =)
[15:38:39] <ries> here is a picture :
http://www.mechmate.com/forums/showthread.php?p=3276&postcount=56
[15:44:49] <jthornton> dang, I'll be able to push my computer desk 2 feet closer to the wall when I remove the brontosaurus-crt
[15:45:03] <dan1mal> haha
[15:46:01] <dan1mal> jthornton: i'm having a bit of trouble with the ladder..
[15:46:17] <dan1mal> probably a simple one
[15:46:27] <frallzor> ries that I understand, but if its not even when using the jigg it wont be even when grinding =)
[15:46:53] <jthornton> what you got dan1mal ?
[15:47:20] <ries> frallzor: when need a video then :)
[15:47:39] <dan1mal> how do i have the %c0.v set the value for %QW1?
[15:48:01] <frallzor> thats why im picky on cutting too =P
[15:49:51] <jthornton> all the time or only when something is true?
[15:50:18] <dan1mal> all the time
[15:50:30] <dan1mal> i think
[15:51:00] <jthornton> lol you gotta know :)
[15:51:08] <jthornton> with an assignment statement I think
[15:51:44] <dan1mal> i thought it was ---------------[%C0.v=%QW1]--
[15:51:55] <dan1mal> but that locks it up
[15:52:37] <jthornton> gimmy a min and I'll see
[15:52:43] <dan1mal> ok
[15:55:05] <jthornton> no lower case for the v
[15:55:52] <dan1mal> yea i had no lowercase
[15:56:01] <jthornton> use the assignment block and %C0.V=%QW1
[15:56:08] <jthornton> did you use an assignment block?
[15:56:12] <dan1mal> yes
[15:56:20] <jthornton> and you can't have any spaces either
[15:56:36] <frallzor> ries btw, allready got answer from motionking =)
[15:56:48] <ries> frallzor: good, and ?
[15:57:03] <frallzor> well they told me what I wanted to know :P
[15:57:10] <dan1mal> yea
[15:57:12] <ries> frallzor: you are from denmark, right?
[15:57:16] <frallzor> Sweden =)
[15:57:23] <ries> frallzor: 50USD/each still? what about transport?
[15:57:26] <frallzor> Denmark... such an insult!
[15:57:30] <frallzor> =P
[15:57:32] <ries> Ahh... up north....
[15:57:44] <frallzor> south of sweden
[15:57:44] <ries> I knew it was above holland... not sure the distance anymore ;)
[15:57:49] <jthornton> dan1mal: does it lock up Axis?
[15:57:54] <frallzor> like 70km from denmark
[15:58:21] <frallzor> they could provide fedex
[15:58:33] <frallzor> all in all it would be $400
[15:58:34] <dan1mal> no
[15:59:10] <dan1mal> it just keeps the modmath component from telling the turret which way to go
[16:00:04] <dan1mal> the %QW1 is the s32 output that goes to the modmath component's actual tool position input
[16:01:18] <ries> frallzor: nice price....
[16:02:01] <frallzor> waiting for pmdx quote now
[16:02:14] <frallzor> they got a nice package with bob and 4 203V
[16:02:21] <jthornton> I just did one and can watch the s32out-01 in the Hal Configuration window chane
[16:02:26] <jthornton> change
[16:02:42] <dan1mal> hmmm
[16:02:49] <jthornton> each time I increment the counter that I showed you yesterday
[16:02:52] <ries> frallzor: I liek the fact that they are short circuit protected... I did short circuit one once.... hehehehe
[16:02:59] <ries> The V203 I mean
[16:03:07] <frallzor> =P
[16:03:08] <dan1mal> yea i'm using your counter now
[16:03:13] <dan1mal> which seems to work
[16:03:21] <jthornton> open the hal config watch window and watch it there
[16:03:25] <dan1mal> till i put that assignment block in
[16:04:13] <dan1mal> it's not even moving, so it wont trigger the counter
[16:04:43] <dan1mal> when i put the asignment block in, it stops telling the ladder which way to go
[16:04:52] <dan1mal> so it doesnt move
[16:05:26] <jt-dev> http://imagebin.ca/view/BRcRfef.html
[16:05:47] <jt-dev> yours look like this?
[16:08:18] <dan1mal> yes, except i dont have a %Q0 or %Q1
[16:08:46] <jt-dev> that was just for testing
[16:08:54] <dan1mal> yea, figured
[16:11:28] <jt-dev> is your ladder long?
[16:12:12] <danimal_garage> not horribly long
[16:12:18] <danimal_garage> trying something now
[16:13:04] <jt-dev> ok
[16:13:48] <jthornton> the only thing I know for sure is the computer desk has not seen a dust rag in a long long time
[16:14:37] <Jymmm> and sunlight in longer than that
[16:14:43] <Jymmm> s/in/even/
[16:15:09] <danimal_garage> haha
[16:16:28] <danimal_garage> well i had the turret max value in the modmath parameters set at 23, and since your conter goes from 0-23, i think it was causing an issue
[16:18:49] <jt-dev> ok
[16:19:14] <jt-dev> in your assignment statement you can make it 0-23
[16:19:27] <jt-dev> or 1-24 I mean
[16:20:47] <danimal_garage> the counter wont down past 0
[16:22:51] <jt-dev> no, it should wrap around back to the preset value
[16:23:39] <jt-dev> what do you need to compare it to?
[16:25:03] <danimal_garage> just the modmath actual position'
[16:29:47] <jt-dev> what kind of number is that?
[16:30:47] <danimal_garage> hey i have -[b1]-------[i1]------[timer off]--------(b13)-
[16:30:53] <danimal_garage> s32
[16:31:43] <danimal_garage> whenever the -[i1]- triggers, it triggers the -(b13)--, even when the -[b1]- isnt active
[16:32:20] <danimal_garage> why would that be?
[16:32:44] <jt-dev> somewhere else in your ladder b1 is on perhaps
[16:33:00] <jt-dev> the golden rule for ladder is "last one wins"
[16:33:27] <jt-dev> if you have the same output twice the last one is the one that updates the image
[16:33:41] <jt-dev> can you imagebin the ladder?
[16:34:19] <jthornton> two mircles just happened, I got in that tight hole and got the screw out and I got back out :)
[16:34:51] <Jymmm> O_o
[16:35:01] <danimal_garage> ha
[16:35:22] <danimal_garage> b1 isnt an output though
[16:35:54] <danimal_garage> well i guess it is in a different rung, but it isnt on
[16:36:16] <danimal_garage> and when i look at the ladder, b1 isnt pink
[16:36:41] <jt-dev> you have something crossed up for sure
[16:36:51] <danimal_garage> but everytime i1 is, it triggers the b13
[16:39:50] <jt-dev> can you imagebin the ladder?
[16:40:14] <danimal_garage> i'll try
[16:40:21] <jt-dev> or better yet email me the clp file
[16:40:28] <danimal_garage> it's a bit of a mess though, i was gunna clean it up first
[16:40:52] <jt-dev> lol clean it up and it might work :)
[16:40:56] <danimal_garage> ha
[16:41:43] <danimal_garage> this might take me a bit, but i'll email you it when it's done
[16:47:46] <jt-dev> ok
[18:07:55] <andypugh> Is there a way to run a run-in-place emc2 without having to type the . ./scripts/emc-environment line? For example, can I put that line in a startup script somewhere?
[18:09:03] <andypugh> Ideally I would like the desktop icons for the mill and the lathe to open emc2 v2.4-pre with the different configs.
[18:09:17] <micges> is it work if you doesn't type . ./scr... stuff?
[18:10:00] <andypugh> No, if I do that it starts the 2.3.4 version.
[18:10:40] <jthornton> andypugh: put this instead of emc in your launcher /home/jet/emc2-trunk/scripts/emc with your name where jet is
[18:11:20] <jthornton> * jthornton wanders off to take a nap
[18:12:17] <andypugh> I don't think I have an emc2-trunk...
[18:13:04] <micges> put there your absolute path to your rip directory
[18:13:32] <andypugh> Never mind, I just remembered I have to insmod parport_pc too before it will run, so I might as well leave it as it is and only use 2.4 when I need to.
[18:19:55] <alidigitalis> Aloha - got the cnc controller ya'll helped me pick on ebay- pretty excited...
[18:21:15] <andypugh> Have you wired anything up yet?
[18:21:37] <alidigitalis> i've got two dc adaptors one at 12v 1a, another at 24V 1.5A - the controller is said to handle 12-36V up to 3.5A - remembering that i know nothing.... does this mean that worst case scenario it just doesn't work?
[18:21:58] <alidigitalis> no - i'm in giddy awe still
[18:22:17] <alidigitalis> planning on treading VERY slowly.... :)
[18:24:03] <alidigitalis> i'm clearly in over my head in many areas - knowing very little about electronics and next to zilch about cnc
[18:24:31] <alidigitalis> it's honestly one of the most exciting times i've had in ages :)
[18:25:49] <alidigitalis> i guess another question is how to read xa+, xa-, xb+, xb- etc....
[18:25:58] <alidigitalis> i mean - it's clearly labeled on the card....
[18:26:18] <alidigitalis> just not certain which wire is which out of the motors
[18:36:05] <colbq200> hi
[18:36:08] <colbq200> anyone around?
[18:36:55] <micges> yes
[18:37:19] <colbq200> having some issues seting up my servo driven mill
[18:37:31] <colbq200> using mesa boards
[18:37:48] <colbq200> cant get the axis to go any faster than 2400mm/min
[18:39:39] <colbq200> did a voltage check on the signal when its running at 2400 its coming up at 1.6v
[18:39:55] <colbq200> so not even 20% of the servo drives capability
[18:39:56] <micges> colbq200: paste your config at www.pastebin.ca
[18:40:12] <colbq200> one min
[18:40:22] <colbq200> ill have to go get it off the machine with my usb stick
[18:43:05] <colbq200> http://www.pastebin.ca/1764233
[18:46:16] <micges> colbq200: you must set max_velocity on each axis_n section to value you want
[18:46:32] <colbq200> yeah
[18:46:33] <micges> now it's 40x60=2400
[18:46:52] <micges> also in [TRAJ] section
[18:46:57] <colbq200> if i set the max velocity any higher than it is it ferrors
[18:47:22] <colbq200> yeah i set them to that as that seemed to be the highest speed it would run
[18:47:51] <colbq200> if i set it higher i had to keep dropping the velocity down to 2400 on the slider to stop it ferroring
[18:48:44] <micges> colbq200: increase both ferror values to few mm and try to tune your PID to achieve higher speeds
[18:49:03] <colbq200> iv tried that
[18:49:26] <colbq200> not sure if its the servo drive fighting against emc sometimes
[18:49:59] <micges> colbq200: pastebin.ca hal files also
[18:51:05] <colbq200> they are unchanged from standard
[18:52:13] <colbq200> i have added the motion.hal to the pastebin link i gave you
[18:54:22] <colbq200> also with the pid stuff i was getting massive ferrors whatever i tried, then i set ff1 to 0 and the errors got much smaller
[18:57:42] <andypugh> ff1 is typically very very small, I have read (here). 0.0001 or thereabouts
[18:58:02] <andypugh> But I have not tried tuning a PID yet
[18:58:58] <micges> colbq200: have you tried hostmot2 driver for mesa?
[18:59:17] <micges> andypugh: on one of my machines I have ff1=11
[18:59:44] <andypugh> There you go then, I should learn to keep quite
[19:01:18] <micges> colbq200: first try to see on halmeter pid.n.output from ferroring axis
[19:01:44] <flbmtlcnc> howdies
[19:03:19] <micges> hi
[19:11:45] <flbmtlcnc> back to using dxf2gcode, after dissabling the arch/gouging/toolsize error
[19:12:11] <flbmtlcnc> in emc
[19:13:10] <Danimal-office> jthornton: i'm sending over the ladder stuff now
[19:13:23] <Danimal-office> i'll send a pdf of the ladder, the clp, and my hal
[19:15:28] <colbq200> ok
[19:15:51] <andypugh> flbmtlnc: What was the solution? Or isn't there one?
[19:15:54] <colbq200> whats the diff with hostmot?
[19:16:15] <colbq200> and what driver am i using?
[19:17:30] <andypugh> I was wondering the same thing, as I thought that PID ran in EMC, and only encoders and PWMs run in Hostmot on the FPGA. But I could be wrong.
[19:18:18] <micges> you're using hal_m5i20 and hostmot2 is never version
[19:18:29] <Danimal-office> andypugh: did you figure out your servo issue?
[19:18:40] <colbq200> is there a sample config for hostmot?
[19:18:46] <Danimal-office> yes
[19:19:14] <andypugh> Ah, now I understand the question.
[19:19:40] <micges> colbq200:
http://git.linuxcnc.org/gitweb?p=emc2.git;a=tree;f=configs/hm2-servo;h=afdc5502d4d0fb83de9d1b27ef5f1d04271f833d;hb=9e83220b8bf6b302af2cbeda7baacf3fa569375c
[19:19:47] <andypugh> Danimal-office: Which servo issue? The not-going-round or the noisy bearings when it does go round?
[19:19:48] <colbq200> whats the difference between hal_m5i20 and hostmot2?
[19:20:02] <Danimal-office> i guess either
[19:20:59] <andypugh> Well, it goes round now, after I rewired the driver PCB to not use a proprietary commutation pattern, but it sounds like both servos could use new bearings
[19:21:34] <Danimal-office> well thats a start at least
[19:21:55] <Danimal-office> did you try greasing them yet?
[19:22:28] <andypugh> They are shielded bearings, so it isn't trivial.
[19:22:38] <micges> colbq200: hostmot2 is rewrited and improved driver
[19:23:03] <andypugh> I think using hostmot2 might just be a simple case of changing the lines in the HAL file.
[19:23:16] <colbq200> ok
[19:23:31] <colbq200> so i change loadrt to the hostmot2 driver?
[19:23:34] <andypugh> But I am not sure that it will help with the problem.
[19:23:58] <micges> colbq200: changing driver is left for later
[19:24:22] <colbq200> ok
[19:24:26] <micges> I've asked you to check pid.n.output value of ferroring axis
[19:24:40] <colbq200> ok ill go look now
[19:24:49] <colbq200> it only feerrrors if i take them beyond 2400mm
[19:25:06] <colbq200> ferrors even
[19:25:33] <micges> check it as it is now
[19:25:34] <colbq200> ill go see what it does in hal meter brb
[19:25:37] <colbq200> ok
[19:26:21] <andypugh> OK, I have expunges all remnants of 2.3.4 from my system, and have a brand-new git pull of 2.4-pre.
[19:26:41] <andypugh> Now I need to figure out how to auto-load parport_pc
[19:27:07] <andypugh> is it something like editing a file in /etc/modules?
[19:28:02] <cradek> huh, didn't know I could drill a 123 block
[19:28:23] <andypugh> It's now a 122.9 block?
[19:28:30] <colbq200> running the arc spiral program
[19:28:58] <colbq200> the pid.0.output figure varies from 0-9.something
[19:29:06] <cradek> 123-minus-a-corner
[19:29:09] <colbq200> and -0 to -9. something
[19:30:52] <danimal_garage> cradek: LOL
[19:31:10] <danimal_garage> hss drill?
[19:31:22] <danimal_garage> that would be impressive
[19:31:25] <archivist_emc> it is but a scratch!
[19:31:53] <andypugh> What are the threaded holes in 123 blocks for?
[19:32:46] <micges> colbq200: along with MAX_VELOCITY try increase MAX_OUTPUT to let say 20, and see what happens
[19:32:58] <colbq200> ok
[19:33:08] <colbq200> i think iv tried that before
[19:33:11] <colbq200> ill give it another go
[19:33:32] <colbq200> also iv increased p to 250 and d to 1.1
[19:33:51] <colbq200> its tightened up the ferror in halscope
[19:33:54] <micges> and increase ferrors a bit
[19:34:15] <danimal_garage> man i didnt realize how flakey my tyoolchanger is
[19:34:29] <danimal_garage> this thing needs alot of work
[19:35:47] <flbmtlcnc> andypugh, we did this, and dropped the cam software that did bad lead in moves this =
http://bit.ly/7A30iB
[19:36:17] <danimal_garage> but it appears my ladder is right, i can change tools now
[19:36:20] <colbq200> i changed the velocity to 20 and as soon as i incresed the velocity to over 2400 it flaked out
[19:36:22] <danimal_garage> yay
[19:37:22] <colbq200> sorry i meant max output not velocity
[19:37:45] <colbq200> ill try it again with looser ferror settings
[19:43:32] <colbq200> nope
[19:43:53] <colbq200> even with the ferror param set to a big figure
[19:44:03] <colbq200> you can see the axis is lagging the commanded possition
[19:45:05] <micges> hmm
[19:45:52] <colbq200> the z axis is worse
[19:46:01] <colbq200> it will only do 1200mm/min
[19:46:15] <colbq200> the x and y will do 2400mm
[19:49:34] <colbq200> so that doesnt make much sense as they all have the same motors and combined 3 axis servo drive
[19:51:31] <colbq200> the servo drive does have a signal gain pot
[19:51:36] <colbq200> but iv been hessitant to use that
[20:02:14] <pcw_home> colbq200: can you disconnect the motors from the leadscrew?
[20:02:52] <micges> hi pcw_home
[20:03:01] <pcw_home> Hi micges
[20:04:41] <cradek> danimal_garage: cobalt. it really cut it pretty well. the drill and 123 block took about equal damage.
[20:05:03] <Danimal-office> wow
[20:05:12] <Danimal-office> chineese 123 block?
[20:05:27] <cradek> yep, glad I was using the cheap ones
[20:05:35] <pcw_home> I would first verify if you can get +10 and -10 out of the 7I33 at your AMP terminals
[20:05:37] <pcw_home> and what speed your motors run with +10 and -10V ( by using HAL to directly set the DAC output)
[20:05:38] <Danimal-office> yea that makes more snese
[20:05:39] <pcw_home> (or whatever its called on m5i20, I forget)
[20:06:21] <Danimal-office> probably 50rc, tops
[20:06:41] <Danimal-office> if it was a b&s, it'd be a different storry :)
[20:10:20] <cradek> andypugh: mostly, the holes are there to taunt you and make you wish they were a different size or thread
[20:10:56] <cradek> andypugh: sometimes they also taunt you by making you wish you could use them to bolt one 123 block to the other one
[20:11:46] <colbq200> pcw i can yes
[20:12:12] <colbq200> how do i set hal directly ?
[20:14:45] <andypugh> Yes, I have occasionally wondered what thread the holes were, certainly none that match any bolts I own.
[20:15:52] <andypugh> colbq200: You can probably set it in the "Show Hal Config" screen by typing setp commands in the box at the bottom.
[20:16:12] <colbq200> ok
[20:16:33] <colbq200> ill try that with the servo drive powered down
[20:16:41] <pcw_home> First you need to make a copy of your HAL file, edit the copy to disconnect the PID components output
[20:16:42] <pcw_home> (or you cant setp)
[20:16:59] <colbq200> what setp command do i need?
[20:17:28] <pcw_home> Look at signal the PID component drives
[20:17:46] <colbq200> i am
[20:17:51] <colbq200> setp m5i20.0.dac-00-
[20:18:14] <colbq200> do i want the gain thing?
[20:18:38] <colbq200> m5i20.0.dac-00-value
[20:18:42] <colbq200> that one?
[20:19:15] <colbq200> setp m5i20.0.dac-00-value number[1-10]
[20:20:04] <pcw_home> Yep
[20:20:06] <colbq200> ok
[20:20:12] <colbq200> ill give that go
[20:20:20] <colbq200> back in a bit
[20:21:04] <pcw_home> Amps off or motors disconnected!
[20:31:00] <colbq200> i tried it with amps off
[20:31:32] <colbq200> iv got no voltage on the signal wires when i try to do it with setp
[20:31:51] <colbq200> you can see in the hal pin is set to whatever number
[20:32:00] <colbq200> but nothing on the voltmeter
[20:32:50] <jepler> one common reason for seeing that is not setting the corresponding enable too
[20:33:19] <colbq200> im sure i checked the enable and it said true
[20:33:23] <colbq200> ill try again
[20:37:35] <colbq200> it was set true
[20:37:38] <colbq200> and nothing
[20:42:29] <pcw_home> enable needs to be disconnected from whatever drives it as well
[20:42:30] <pcw_home> Hardware wise theres only the DAC=PWM and enable needed to get analog out
[20:43:08] <colbq200> ok
[20:43:42] <colbq200> i managed to just load up my normal hal file
[20:43:52] <colbq200> and just tweaked the encoder a bit with the amps off
[20:43:56] <colbq200> so emc wanted to correct
[20:44:10] <colbq200> the hal values read between -5 and -20
[20:44:16] <colbq200> but still only see 1.6 v
[20:45:32] <frallzor> ries here? =)
[20:45:39] <ries> yes I am
[20:46:03] <frallzor> having some trouble with my isp so I cant browse mechmate
[20:46:19] <frallzor> how many teeth are you using on your pinions?
[20:47:08] <pcw_home> You should be able to "dial" a voltage from -10 to +10 with the motors off and turning the motor shaft
[20:51:25] <pcw_home> I would try disconnecting the amps at the 7I33 and reading the output directly from the 7I33
[20:51:27] <pcw_home> maybe theres an overload on a 7I33 output
[20:53:26] <flexxxv> Hello I'm just thinking about buying some linear slides for a home made cnc. The SEB12WA (
http://www.nb-linear.co.jp/english/download/pdf/a.pdf) do you think they are strong enough ?
[20:55:39] <colbq200> pcw_home ok ill try that
[20:57:47] <archivist_emc> flexxxv, we dont know your machine, also note the frame they are mounted on gives rigidity
[20:58:05] <pcw_home> (turn off any integral term and make the P term small and you should be able to adjust the output voltage precisely)
[20:59:09] <flexxxv> ah right. So I'm working on a portal milling machine. I think I'll use aluminum profiles for the constrction.
[21:00:04] <flexxxv> for positionating I'll use a trapezoidal screw.
[21:00:30] <flexxxv> Do you need more informations?
[21:02:01] <flexxxv> the dynamik basic load rating is: 3.64 kN .So about 364 kg :D
[21:02:36] <flexxxv> just unshure if this is strong enugh to hold a mchine and to cut aluminum
[21:05:36] <archivist_emc> the rails may be ok but ally for the frame may be too light, make it rigid (I had to close the pdf it was too big for my memory)
[21:06:02] <colbq200> oh poo
[21:06:07] <colbq200> iv figured it out
[21:06:45] <colbq200> i just plugged in the little 5v connector from the pc into the 7i33 board
[21:06:51] <colbq200> and guess what
[21:07:01] <Danimal-office> cradek: i use those holes alot... they're handy when you need to clamp something nonferous to a surface grinder
[21:07:04] <colbq200> im now seeing +- 10 v
[21:07:46] <Danimal-office> you must have had a jumper wrong
[21:07:54] <Danimal-office> i tihnk there's a jumper for that
[21:08:06] <Danimal-office> i could be wrong though
[21:08:45] <flexxxv> Ok so with a non alu frame this will (probatly) work?
[21:09:06] <MarkusBec_away> MarkusBec_away is now known as MarkusBec
[21:09:06] <pcw_home> Also, if you have older encoders they may draw too much power for the single 28 gauge wire in the flat cable
[21:09:08] <pcw_home> so you need to supply PC 5V to the 7I33
[21:09:27] <colbq200> now you tell me :)
[21:10:25] <Danimal-office> the 7i33 is the one which i actually did read the directions for :)
[21:11:02] <colbq200> yeah i have but not for some time
[21:11:15] <colbq200> im just flapping a bit today got a big customer coming tommorow morning
[21:11:40] <Danimal-office> yea its hard to remember everything
[21:11:50] <Danimal-office> i'm horrible with directions
[21:11:53] <colbq200> but least now i can actually take on work with a fighting chance of it finishing before next xmas
[21:12:05] <Danimal-office> cool
[21:12:10] <Danimal-office> what kind of machine?
[21:12:12] <colbq200> just ran the axis to see if it works
[21:12:20] <colbq200> its screaming along now :D
[21:12:28] <Danimal-office> nice!
[21:12:45] <colbq200> hurco md1 i think it is
[21:13:13] <Danimal-office> yea i think i've seen those
[21:13:15] <colbq200> http://www.lynka-cnc.de/bilder/fraes-6-klein.jpg
[21:13:16] <Danimal-office> cool
[21:13:19] <colbq200> one of those
[21:13:42] <Danimal-office> good sized mill
[21:14:11] <Danimal-office> good candidate for emc
[21:15:28] <Danimal-office> how much do you have working on it?
[21:15:34] <Danimal-office> toolchanger?
[21:16:43] <colbq200> not even attempted the toolchanger yet
[21:16:47] <colbq200> just the axis so far
[21:16:57] <colbq200> have to start the spindle manually on the servo drive too
[21:17:02] <Danimal-office> working on my toolchanger now
[21:17:20] <colbq200> i can live without the toolchanger
[21:17:28] <Danimal-office> your spindle is a servo?
[21:17:31] <colbq200> ill look into doing that come summer
[21:17:42] <colbq200> sorry i meant spindle drive
[21:17:45] <colbq200> its geting late
[21:17:46] <Danimal-office> yea i lived without it for some time now
[21:17:53] <Danimal-office> vfd?
[21:17:57] <colbq200> yeah
[21:18:03] <Danimal-office> cool
[21:18:06] <colbq200> mitsubishi vfd
[21:18:14] <colbq200> so i can set the speed on the drive anyway
[21:18:14] <Danimal-office> same here
[21:18:30] <colbq200> :)
[21:18:33] <Danimal-office> what model mitsu?
[21:18:36] <colbq200> erm
[21:18:44] <colbq200> somthing 200 i think
[21:18:59] <colbq200> i could go check
[21:19:01] <colbq200> gimmie a mo
[21:19:02] <Danimal-office> probably similar to mine
[21:19:06] <Danimal-office> no biggie
[21:19:09] <colbq200> ok
[21:19:17] <colbq200> its a little white box
[21:19:23] <colbq200> with a removable keypad
[21:19:29] <Danimal-office> yea
[21:19:32] <colbq200> and a red lcd for the numbers
[21:19:42] <colbq200> and external brake pack
[21:19:47] <Danimal-office> same here
[21:19:51] <colbq200> doubt it will be difficult to wire it up
[21:19:54] <colbq200> iv got the manual for it
[21:20:10] <Danimal-office> the brake works bitchin
[21:20:16] <Danimal-office> yea it was easy
[21:20:25] <colbq200> cool
[21:20:35] <colbq200> iv got to fit some extra home switches
[21:20:47] <colbq200> the limits that are on it are linked into the servo drive
[21:21:17] <colbq200> when i try to share them with emc it freaks the drive out and makes it think its on a limit and makes the servo limited to one direction
[21:21:31] <Danimal-office> http://www.youtube.com/watch?v=N9Z6Dkx8YeI
[21:22:49] <flexxxv> so I'm still worried if these linear slides are enough. :( Anyone here with experiences with such kind of linear slides and cutting alu?
[21:24:19] <archivist_emc> I have linear slides, they work for me
[21:25:21] <flexxxv> this size? or bigger ones?
[21:25:55] <archivist_emc> I cannod load the pdf
[21:26:24] <archivist_emc> it expands to 600 meg on evince
[21:26:25] <colbq200> ok thanks for the help tonight
[21:26:30] <colbq200> time for me to go home
[21:27:36] <archivist_emc> flexxxv, but the cut size also affects requirements
[21:27:39] <flexxxv> @archivist_emc: I also opened it with evince... yeah some kind of big but wait i have an alternative pdf...
[21:28:20] <archivist_emc> my box went into swap and was unusable
[21:29:47] <flexxxv> http://www.nb-linear.co.jp/japanese/download/pdf/slideguide/SEB-WA.pdf yeah japenese but think it is some kind of self explaining...
[21:30:47] <flexxxv> got the english one
[21:30:48] <flexxxv> http://www.31992640.com/cpjj/nb/pdf/seb-wa.pdf
[21:31:17] <flexxxv> (this one is much smaller)
[21:33:27] <flexxxv> I only have the option to buy the SEB12WA (not the others)
[21:35:38] <archivist_emc> how many carriages will you have
[21:36:58] <flexxxv> 2 each axis
[21:37:12] <flexxxv> 2 each linear slide :D
[21:37:12] <archivist_emc> there is another maker who explains how to load share
[21:37:56] <archivist_emc> I have smaller rails and do cut ally
[21:38:25] <archivist_emc> but my column is not to still for a good cut
[21:38:38] <archivist_emc> too stiff
[21:41:53] <flexxxv> do you use a trapezoidal spindel?
[21:42:38] <flexxxv> (for positionating?)
[21:42:58] <archivist_emc> yes but they backlash and I want to change to ballscrew
[21:43:14] <archivist_emc> they have backlash
[21:44:33] <flexxxv> I thought trapezoidal are better :-O
[22:20:26] <Danimal-office> yay toolchanger ladder seems correct
[22:20:35] <Danimal-office> just gotta fix some air leaks
[22:21:17] <Danimal-office> it'll be weird not having to change tools manually on the mill
[22:29:15] <andypugh> Is there a way to limit the rate of change of spindle speed? In G95 mode EMC is overvolting my VFD when it backs out.
[22:35:41] <archivist_emc> vfd setting ?
[22:35:51] <cradek> there are limit1, limit2, limit3 components
[22:35:58] <cradek> but yeah better to fix it on the vfd
[22:36:17] <archivist_emc> or add breaking resistor :)
[22:36:30] <cradek> yes, or a braking one :-P
[22:37:10] <andypugh> The VFD has a stop-time setting, but that doesn't seem to be quite the same as a decel time setting. I will look at the settings, though. I came in as my feet were freezing.
[22:37:11] <archivist_emc> its late on a sunday speelin not reqrd
[22:38:11] <Jymmm> archivist: Does that mean you're on the 2nd bottle/12pack/poison of choice?
[22:38:12] <andypugh> cradek: those are rt components to use to filter motion.spindle-speed-out?
[22:39:19] <archivist_emc> Jymmm, one can but freezing fingers in here
[22:40:20] <Jymmm> archivist_emc: fingerless gloves @ dollar store = AWESOME
[22:41:20] <Jymmm> archivist_emc: white with black dots are the warmest
[22:43:10] <cradek> andypugh: they are components that limit the value and/or first and/or second derivatives of a float value
[22:43:25] <andypugh> If you have a trackpad..
http://www.gizmag.com/etip-gloves-for-touch-screens-from-north-face/13687/
[22:45:40] <andypugh> Great, if I can't sort it out in the VFD I will do it there. I am slightly puzzled why it didn't happen before, but that could have been the larger capacitor in my previous PWM to Voltage converter
[22:45:40] <izua> hello, is anyone familiar with AUTOCAD's DXF format?
[22:45:41] <Jymmm> Dollar Tree, these are what I'mwearing right now...
http://reviews.photographyreview.com/files/2008/12/glove_fingerless.jpg
[22:46:02] <izua> i'm trying to evaluate the bulge component of an arc, but i can't find any info, and my math isn't that great
[22:46:14] <Jymmm> Mine aren't wool, but kinda thick like that
[22:47:01] <andypugh> I am not even clear what you mean by "bulge component"
[22:47:13] <micges> izua: what for?
[22:47:41] <andypugh> You mean the distance of the middle of the arc from a line between the start and end points?
[22:47:55] <izua> DXF defines arcs between 2 cartesian points. the 'bulge' component or factor is basically the angle of the arc (angle = 4 * atan(bulge) )
[22:48:30] <izua> nope, it would have been easy that way. I think what you refer to is called 'sagitta'
[22:49:05] <Jymmm> archivist_emc: Here ya go...
http://www.dealextreme.com/details.dx/sku.30366 They work pretty good.
[22:49:09] <izua> micges: i'm trying to evaluate points on the arc, so i can represent the arc using a number of lines, depending on the machining resolution
[22:49:10] <cradek> izua: but I already pointed you to code that does exactly what you want
[22:49:37] <izua> uhm, sorry, i tried figuring it out to no avast
[22:49:47] <izua> is it supposed to run in autocad?
[22:49:49] <cradek> oh you're trying to break it into lines?
[22:50:07] <izua> yep
[22:50:14] <izua> can't do arcs on a cartesian cnc
[22:50:17] <cradek> I was assuming you were trying to generate gcode, sorry
[22:50:30] <izua> can't do lines on a polar cnc
[22:50:43] <izua> well, oyu know, exclusively cartesian/exclusively polar
[22:50:43] <cradek> if you were using emc you could :-/
[22:50:48] <izua> not really
[22:50:54] <izua> if you can't move in a circle
[22:50:59] <izua> you'll always approximate it in lines
[22:51:16] <cradek> umm
[22:51:25] <izua> unless you have both cartesian/polar degress of freedom
[22:51:38] <cradek> brb
[22:51:42] <andypugh> Not true
[22:51:57] <izua> s/degress/degrees
[22:52:01] <izua> oh? how come?
[22:53:12] <andypugh> The interpreter chooses the axis velocities every millisecond, but the motor speeds can't change instantaneously
[22:53:45] <andypugh> But even if they could change instantaneously, millisecond straight lines is darned close to continusous curves
[22:54:16] <izua> yeah, but you're always drawing on a matrix
[22:54:31] <izua> determined by either the encoder's resolution or the microsteps/steps in the stepper motor
[22:54:45] <izua> so you're basically approximating curves
[22:54:54] <izua> anyway, this isn't really my issue :)
[22:55:02] <izua> i'm trying to solve this bulge problem
[22:55:05] <cradek> you're controlling a physical system with mass
[22:55:11] <cradek> the motion is continuous
[22:56:25] <izua> wouldn't you lose resolution following that train of thought?
[22:56:59] <andypugh> Yes.
[22:57:15] <andypugh> That's what following error limits are about.
[23:00:25] <andypugh> Anyway, you say that you have two points an the included angle of the arc?
[23:04:54] <izua> yep
[23:05:03] <izua> it's how dxf stores arcs
[23:05:42] <andypugh> And what are you wanting?
[23:06:34] <izua> position of points on the arc
[23:06:58] <micges> you can interpolate arc to get points on it
[23:07:00] <izua> either using the circle's formula, or some other smart formula involving bulge - which i haven't been able to deduce yet
[23:07:46] <andypugh> Find the centre of the arc, then iterate round in small increments of angle?
[23:07:57] <izua> yes - but _how_ ?
[23:08:25] <micges> pointx = centerarcx + radius*cos(anglerad)
[23:08:25] <andypugh> Geometry?
[23:08:25] <micges> pointy = centery + radius*sin(anglerad)
[23:08:54] <izua> micges: dude, i don't know the center of the arc
[23:09:17] <izua> hmm, well, i've tried a few approaches
[23:09:20] <micges> if you have dxf then you know center
[23:09:48] <izua> but i can't end up with O
[23:09:48] <micges> at type 10 and 20 of ARC entity
[23:10:03] <izua> there's a specific type of arc, in AcDbPolyline
[23:10:22] <izua> which is composed only out of vertices
[23:10:32] <izua> and one vertex has a 42 component - that's the bulge
[23:10:39] <micges> you could say that earler
[23:10:49] <izua> i said arcs with bulge component..
[23:11:29] <micges> this is polyline with bulge
[23:12:04] <micges> izua:
http://www.pastebin.ca/1764540
[23:12:20] <micges> this is python but it's easy to figure out
[23:12:32] <izua> yeah, python isn't an issue
[23:12:45] <andypugh> I will stop thinking now then :-)
[23:13:05] <micges> bx - beginx of arc, and so on
[23:14:01] <izua> and v is the center i assume?
[23:14:12] <izua> distance2d is pythagoras?
[23:14:22] <izua> hmm, kind of makes sense
[23:14:45] <micges> v is structure ignore it
[23:14:52] <micges> yes pitagoras
[23:17:56] <micges> good night all
[23:18:24] <izua> thanks again
[23:18:33] <micges> np
[23:49:22] <izua> holy jesus on a moped
[23:49:32] <izua> micges gave me the right thing
[23:49:41] <izua> i've been playing with various solutions for hours, all failures
[23:52:39] <MarkusBec> MarkusBec is now known as MarkusBec_away
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}