Back
[00:03:10] <alex_joni> kristianpaul: try #cam
[00:08:20] <lilalinux> lilalinux is now known as lilalinux_away
[00:53:58] <jmkasunich> Skullworks3: nothing other than the drawing on this webpage:
http://jmkasunich.com/cgi-bin/blosxom/shoptask/Z-axis-12-16-06.html
[00:54:21] <jmkasunich> I picked up the ballscrew and dual-angular-contact bearing surplus, and designed around them
[00:54:35] <jmkasunich> anybody else is likely to have different parts and will need to do their own design
[00:55:45] <kevinh_> kevinh_ is now known as kevinh
[01:25:53] <MarkusBec> MarkusBec is now known as MarkusBec_away
[01:48:50] <danimal_garage> howdy
[01:49:05] <danimal_garage> you done with your lathe yet jt-plasma?
[01:50:32] <jthornton> no
[01:51:10] <danimal_garage> make any progress?
[01:52:03] <jthornton> I'm getting the wiring diagrams sorted out, preperaring the replacement computer for the doner computer for the lathe and wiring up the phase computer
[01:52:06] <jthornton> yes
[01:52:20] <Dave911_> Dave911_ is now known as Dave911
[01:53:17] <jthornton> I have a pretty good grasp of what has to be connected to what to make the old marry up with the new
[01:53:34] <danimal_garage> great, that'll make things easy
[01:54:00] <danimal_garage> plus you know what you're doing with emc so you wont have the huge learning curve like i did
[01:54:37] <jthornton> that does help a lot :)
[01:54:43] <danimal_garage> i wonder how different our machines actually are in respect to the wiring of the machine itself
[01:55:00] <danimal_garage> i bet they're pretty similar
[01:55:16] <jthornton> I've been messing with my new windows computer for 3 weeks now and finally got a new video card and things are progessing well with it
[01:55:42] <jthornton> I'd bet they changed things as needed when new models came out
[01:55:58] <jthornton> the old windows computer will be my lathe computer
[01:56:06] <danimal_garage> cool
[01:56:18] <jthornton> were all your cables numbered?
[01:56:29] <danimal_garage> yea, i bet there are some differences, but i'm sure the turret and stuff like that are the same
[01:56:32] <danimal_garage> yes
[01:57:01] <jthornton> I'm using CB1 and CB4 from the HIB to the controller for all the I/O
[01:58:00] <jthornton> I'm so full from dinner it ain't funny
[01:58:21] <danimal_garage> i was all the home switches and limit switches for the z axis, and 4 was all the home and limit switches from the x axis, plus the turret wiring
[01:58:29] <danimal_garage> 1, not i
[01:58:45] <danimal_garage> on my machine
[01:59:00] <jthornton> for me CB1 was all the out's and CB4 was all the in's
[01:59:12] <jthornton> except the real encoders
[01:59:14] <danimal_garage> oh thats much easier
[01:59:35] <danimal_garage> encoders and resolvers were cables 104 and 105 on mine
[01:59:45] <danimal_garage> tachs and resolvers*
[02:00:34] <jthornton> CB29, CB30, CB31 are the encoders on mine
[02:00:40] <danimal_garage> i'm trying to figure out what to do with my collet closer
[02:01:47] <danimal_garage> i think i want to get rid of the 4 way selanoid valve and put in 2 3 way valves
[02:02:11] <danimal_garage> and have collet closer open as a momentary switch
[02:02:20] <danimal_garage> it wastes so much air otherwise
[02:02:35] <jthornton> mine leaks like a seive
[02:02:43] <danimal_garage> thats how they're designed
[02:02:53] <jthornton> really?
[02:03:00] <jthornton> so they can rotate?
[02:03:22] <danimal_garage> if you look at them, there's 2 little holes drilled in the closer, and they leak air, depending on if they're open or closed
[02:03:43] <danimal_garage> suprisingly it doesnt leak much around the seals where it rotates
[02:03:56] <danimal_garage> i took mine all apart
[02:04:06] <jthornton> I've not looked much at mine yet
[02:04:45] <danimal_garage> pretty simple mechanism
[02:05:03] <jthornton> I'm thinking of gettin a 16c to 8c adapter as well as a chuck. I do mostly one off stuff and have a good supply of 8c collets but they are at the other shop for my manual lathe
[02:05:41] <danimal_garage> yea, i'm putting a 3 jaw chuck on mine
[02:06:00] <danimal_garage> my spindle has the 4 degree hardinge taper
[02:06:40] <danimal_garage> it's rare, they usually have threaded noses
[02:06:51] <jthornton> I think mine is ... can't recall atm but I want a 4 jaw chuck.
[02:07:19] <danimal_garage> i kinda wish mine was threaded
[02:07:21] <jthornton> once I started using a 4 jaw I never put my scroll chuck back on
[02:07:55] <danimal_garage> my manual lathe has the same threads as hardinge uses so i coulda shared chucks
[02:08:09] <danimal_garage> really? i do production so i need a scroll chuck
[02:08:31] <jthornton> my manual has d1-6 or 8 I forget
[02:08:38] <danimal_garage> 4 jaws take too long lol
[02:08:52] <jthornton> I usually only make 1 part but need it to be precise
[02:09:05] <danimal_garage> i have a suspicion that the scroll is cracked on my manual lathe's chuck
[02:09:17] <jthornton> 30 seconds and it is within a few tenths usually
[02:09:23] <danimal_garage> yea
[02:09:38] <danimal_garage> i like the scroll chucks where you can adjust the scroll position
[02:10:13] <danimal_garage> i never used a 4 jaw when i had one of those
[02:10:31] <jthornton> AFAIK if you change the diameter you have to adjust them again... for super tight tolerance
[02:10:52] <danimal_garage> true, but for one part, who cares
[02:11:00] <jthornton> most of the time my 8c collet thingy sits in the 4 jaw
[02:11:18] <jthornton> exactly
[02:11:27] <danimal_garage> i have like 3 collets lol
[02:11:41] <danimal_garage> my manual lathe doesnt have a collet closer
[02:11:44] <skunkworks_> well - finally. To take the backlash out of the Z axis drive train - you have to grind a washer down. at first we thought that we had other issues because in the manual they say grind .001 off and re-test the backlash. well after grinding about .010 off it was hard to tell if the backlash is getting better. Well we started taking .005 off at a time and started actually seeing improvement. ended up taking off .040 and we cannot de
[02:11:47] <danimal_garage> so i always use the chuck
[02:12:23] <skunkworks_> we don't think it was ever adjusted. Had the original grinding marks on it.
[02:12:49] <skunkworks_> and that was taking at the most .0005 out of the whole mechenism
[02:12:58] <danimal_garage> wow thats alot skunkworks
[02:12:59] <jthornton> opps 5c
[02:13:04] <jthornton> not 8c
[02:13:11] <jthornton> too much food and drink
[02:13:20] <danimal_garage> i was wondering what an 8c was lol
[02:13:29] <danimal_garage> didnt want to look stupid so i didnt ask lol
[02:13:31] <jthornton> I use this one
http://cgi.ebay.com/EAGLE-5C-COLLET-CHUCK-FOR-LATHE-MACHINIST_W0QQitemZ380196960518QQcmdZViewItemQQptZBI_Tool_Work_Holding?hash=item5885813906
[02:13:49] <jthornton> 5-8 I was close LOL
[02:13:55] <skunkworks_> bbl
[02:14:04] <jthornton> the best thing I added to my manual
[02:14:09] <danimal_garage> those are nice, i want one too
[02:14:26] <danimal_garage> and for $170, thats not bad
[02:14:51] <jthornton> the only time it comes out of the 4 jaw is when somthing is bigger than 1 1/8" I think
[02:15:02] <jthornton> or it is an odd shape
[02:15:27] <danimal_garage> yea, i only use my 4 jaw for square stuff, and most of the time i mill it round if i can
[02:16:02] <danimal_garage> did you look at the ladder yet?
[02:16:12] <danimal_garage> curious what you think
[02:16:16] <jthornton> I rigged up a dial indicator for my quick change tool post for dialing in stock
[02:16:19] <danimal_garage> it's my first one
[02:16:39] <danimal_garage> nice
[02:16:39] <jthornton> a quick look only as company showed up for a feast
[02:16:54] <danimal_garage> sounds like you eat well
[02:16:56] <jthornton> now I'm FD&H
[02:17:15] <jthornton> on occasion we like to feast
[02:17:31] <jthornton> normally it is just fuel
[02:18:19] <danimal_garage> i gotta run and get some hose clamps. i got a bunch of new air hoses and i want to hard plumb my lathe
[02:18:28] <danimal_garage> sidewalk sale at harbor freight
[02:18:34] <jthornton> ok, time for me to veg out
[02:18:44] <jthornton> talk to you later
[02:18:47] <danimal_garage> loaded up on shop rags, some storage bins, and a few air hoses
[02:19:04] <danimal_garage> dont trust much else from there lol
[02:19:18] <jthornton> gotta be careful with them
[02:19:30] <danimal_garage> yea big time
[02:19:46] <danimal_garage> i rather get used stuff than buy from them
[02:20:09] <danimal_garage> ok, adios
[02:20:22] <jthornton> ok see you later
[02:55:12] <lilalinux_away> lilalinux_away is now known as lilalinux
[02:58:17] <kevinh_> kevinh_ is now known as kevinh
[02:58:38] <lilalinux_away> lilalinux_away is now known as lilalinux
[03:00:48] <lilalinux_away> lilalinux_away is now known as lilalinux
[03:02:52] <lilalinux_away> lilalinux_away is now known as lilalinux
[03:05:38] <lilalinux_away> lilalinux_away is now known as lilalinux
[03:18:39] <danimal_garage> yay now i got air at every machine
[03:19:23] <danimal_garage> well the mills share one because they're close enough, but i just hooked up the lathes
[03:48:09] <tom3p> what uses motion.analog-out-NN? (not M62/3/4/5/6 afaik)
[03:54:36] <tom3p> im trying to set up the symbols for gEDA and am building a 'motion' symbol. in emc2/Axis 'show hal configuration', the tree shows motion.analog-out-00 thru 03. they exist.
[03:55:13] <danimal_garage> neat, i wonder what they do
[03:58:14] <danimal_garage> yuck, i need to put an air pump in my coolant tank, this stuff stinks since i havent used it in a couple weeks
[03:58:27] <cradek> fishtank bubbler
[03:58:34] <danimal_garage> yep
[03:58:48] <danimal_garage> i use one for my anodizing tank too
[03:59:08] <jepler> in trunk analog-out-XX is set from one of M67 or M68, I forget which.
http://linuxcnc.org/docs/devel/html/gcode_main.html#sec:M67-Analog-Output
[03:59:24] <jepler> er, in 'master'
[03:59:30] <jepler> that is to say, I'm not sure it does anything in 2.3..
[03:59:33] <danimal_garage> note to self: breathe through nose when blowing coolant off parts
[04:05:48] <tom3p> jepler: thx, trying to figure out how to have NN pins on a symbol, instead of the standard 4
[04:11:49] <jepler> looks like you can write num_aio=16 on the 'loadrt motmod' line, according to the 'man 9 motion' in the development version
[04:11:56] <jepler> again, I dunno if this is in 2.3 at all
[04:11:57] <jepler> 'night
[04:17:52] <tom3p> night, yes one was 16 one was 64 ( aio dio?) anyway may need to make separate symbols for additional pins, its tying them to their parent that'll be the task.
[04:19:28] <tom3p> its not a matter of 2.3/2.4 its supposed to be a tool.
[04:49:51] <tom3p> theres a small bug in the 'Hal configuration' display at motion.servo.last-period. it shows 2 parameters like it was a container
[05:04:56] <tom3p> the functions motion-command-handler and motion-controller 'belong' to the motmod component, but dont share the "motionDOT" naming convention of all the other pins/params/functions. It seems they should be 'motion.command-handler' and 'motion.controller' .
[06:51:27] <lilalinux_away> lilalinux_away is now known as lilalinux
[06:54:13] <lilalinux_away> lilalinux_away is now known as lilalinux
[06:57:52] <MrSunshine> if i have an image that is 950x950, if i set pixel size (units) to 1 in image-to-gcode shouldnt the resuling gcode be 9.51cm if i have mm as units ?
[07:25:57] <MrSunshine> wtf
[07:26:04] <MrSunshine> "file ended with no percent sign at end of file" ?
[07:26:37] <MrSunshine> ahh nej
[07:26:38] <MrSunshine> no
[07:26:42] <MrSunshine> i who fucked up :P
[09:17:48] <ka1> hello
[09:18:27] <ka1> have a question
[09:19:32] <ka1> where can i modify what happens, if i press 'p' during a running program?
[09:19:43] <ka1> i want, that the spindle turns off
[09:21:05] <micges> hi
[09:31:49] <micges> you can't disable or enable spindle during running a program
[09:33:05] <alex_joni> but you can use spindle_speed_override
[09:33:19] <alex_joni> simply set the min override value in the ini to 0
[09:33:26] <alex_joni> then use the slider or halui to set it to 0
[09:36:46] <EbiDK> EbiDK is now known as EbiDK|AWAY
[09:55:30] <EbiDK> EbiDK is now known as EbiDK|AWAY
[10:10:56] <kevinh__> kevinh__ is now known as kevinh
[11:03:17] <MarkusBec_away> MarkusBec_away is now known as MarkusBec
[11:14:19] <bassogigas> hello all. i installed hardy, tried to change number of axes in stepper_mm.ini and got a constant error. why is this? other changings are ok (velocity, UI etc)
[11:15:56] <jthornton> what was the error?
[11:19:12] <jthornton> my guess is you didn't read the Integrators Manual or made a typo or both
[11:29:01] <bassogigas> no, it's not a first installation. under dapper drake works fine
[11:29:18] <bassogigas> the error is too big to post.
[11:29:28] <bassogigas> very long list
[11:29:30] <jthornton> pastebin.ca the error
[11:29:45] <jthornton> then provide the link
[11:30:45] <jthornton> did you install hardy from the Live CD?
[11:31:00] <bassogigas> yep like usual.
[11:31:35] <jthornton> ok, pastebin the error and post the link here
[11:33:39] <bassogigas> erhh cannot connect to pastebin
[11:34:13] <jthornton> http://pastebin.ca/
[11:35:14] <bassogigas> no access
[11:36:17] <jthornton> hmmm works from here
[11:36:29] <bassogigas> http://rn0.ru/show/Fom41blNMEzbLVoS9P1Z/
[11:37:04] <bassogigas> our government want to control internet maybe that's why i have no access
[11:37:28] <jthornton> ahh, where are you from?
[11:37:35] <bassogigas> belarus
[11:37:49] <micges> oh wow
[11:37:57] <micges> hi bassogigas I'm from Poland
[11:38:09] <bassogigas> oh, we're all used to
[11:38:18] <bassogigas> Poland!
[11:38:29] <bassogigas> my grandma was from poland
[11:39:08] <jthornton> Debug file information:
[11:39:09] <micges> I always wondered if in Belarus someone use emc ;P
[11:39:10] <jthornton> core_stepper.hal:22: pin 'axis.2.motor-pos-cmd' does not exist
[11:40:06] <micges> bassogigas: so it seems that you want to decrease numbers of axes right?
[11:40:34] <bassogigas> yes. under dapper drake it is ok.
[11:40:46] <bassogigas> and in hardy i suddenly have an error
[11:41:26] <bassogigas> 'axis.2.motor-pos-cmd' i doesn't have it, i have only 0 and 1 axes
[11:43:16] <bassogigas> *i don't have to have it
[11:43:53] <jthornton> if you decrease the number of axis in your ini file you need to remove the related items from your core_stepper.hal file
[11:43:55] <bassogigas> yes i want to decrease but if i just will not use Z nothing changes.
[11:45:17] <bassogigas> Yes
[11:45:29] <bassogigas> jthornton, it worked
[11:45:32] <bassogigas> thank you
[11:45:35] <jthornton> :)
[11:45:37] <jthornton> np
[11:47:24] <bassogigas> i should see if i changed core_hal in dapper i don't remember
[11:50:31] <kevinh_> kevinh_ is now known as kevinh
[12:09:05] <bassogigas> jthornton, this is really weird: in dapper i only changed stepper_mm.ini. core_hal is unchanged
[12:14:50] <jthornton> same version of EMC?
[12:18:25] <bassogigas> nope
[12:18:39] <bassogigas> two different livecd's
[12:18:55] <bassogigas> 6.04 and 8.04 from linuxcnc
[12:20:24] <jthornton> both EMC 2.3.4?
[12:22:29] <jthornton> 6.04 and 8.04 are the Ubuntu versions not EMC's
[12:41:23] <bassogigas> i know i just don't know what emc version there
[12:42:13] <bassogigas> here in 8.04 emc 2.2.5
[12:44:06] <jthornton> If they are different major versions then many things change between them.
[13:02:09] <jthornton> :/ I can't seem to make a block in ACAD this morning
[13:12:41] <bassogigas> found it. Ubuntu 6.06 with emc 2.2.2 included and here i have 2.2.5
[13:12:55] <bassogigas> in ubuntu 8.04
[13:17:13] <archivist_emc> bassogigas, are you sure its 2.2.5 as mine has 2.2.8 in 8.04
[13:23:24] <bassogigas> sure. it's written in help
[13:23:49] <bassogigas> maybe 8.04 was recompiled. i'll try to download it one more time.
[13:24:28] <archivist_emc> when you start emc its in the heading
[13:28:37] <bassogigas> :) or like this
[16:05:44] <jt-plasma> :/ Crumb, I just broke my plasma config
[16:06:47] <dan1mal> broke it?
[16:06:54] <dan1mal> did you back it up?
[16:07:01] <alex_joni> * alex_joni sends jt-plasma some duct-tape
[16:07:50] <jt-plasma> thanks I needed that
[16:08:09] <dan1mal> why, are you canadian?
[16:09:14] <jt-plasma> well, no but I was born on King Salmon Island...
[16:09:25] <dan1mal> http://en.wikipedia.org/wiki/The_Red_Green_Show
[16:09:33] <dan1mal> remeber that show?
[16:10:53] <jt-plasma> * jt-plasma tries to remember how to get git to fix my mess...
[16:11:06] <jt-plasma> never saw it
[16:11:35] <dan1mal> what'd you change?
[16:11:38] <jt-plasma> * jt-plasma looks for the "stupid" button on the keyboard
[16:12:11] <dan1mal> it's next to the "any" key
[16:12:34] <jt-plasma> I tried to run the test firmware for the unattended build system for the
[16:12:36] <jt-plasma> hostmot2 firmware images.
[16:13:12] <jt-plasma> and it didn't work then I did a pull and now it says I need to update everything in my hostmot2 directory
[16:13:26] <dan1mal> ouch
[16:13:40] <jt-plasma> so then I removed the hostmot2 directory and placed it in a safe place and did a pull
[16:14:04] <jt-plasma> some new stuff came in but not the files that needed to be updated :/
[16:14:17] <jt-plasma> and now I can't copy them back...
[16:15:49] <dan1mal> that sucks
[16:16:30] <jt-plasma> pretty much
[16:16:51] <dan1mal> wish i could help ya
[16:17:05] <dan1mal> but thats out of my league
[16:17:15] <jt-plasma> mine too
[16:17:34] <jt-plasma> or as I say it is beyond my guesspertice
[16:17:53] <dan1mal> i'm sure someone on here will know how to fix it
[16:17:58] <dan1mal> ha
[16:18:07] <dan1mal> i like that word
[16:18:45] <micges> jt-plasma: can you just copy config to safe place and reset hard your git repository?
[16:19:38] <micges> did you make some modifications of emc2 source to run your config?
[16:19:41] <jt-plasma> the only thing in there is my thc and I have that backed up
[16:19:44] <jt-plasma> no
[16:20:01] <jt-plasma> twice
[16:20:16] <jt-plasma> * jt-plasma tries to remember how to reset hard...
[16:20:21] <micges> so if you have config elsewere
[16:20:32] <micges> try git reset --hard
[16:20:38] <jt-plasma> my config is in my EMC2 directory
[16:20:39] <dan1mal> i wonder if my dinky ford ranger will stay put if i hook a come-along to it to pull my lathe a couple feet
[16:20:47] <jt-plasma> micges: ok
[16:20:55] <micges> backup your config
[16:21:24] <archivist_emc> dan1mal, if the lathe is on rollers yes
[16:22:52] <dan1mal> it's not on rollers
[16:23:02] <archivist_emc> dan1mal, I have used a vehicle at right angles (ish) may also need a volunteer in the vehicle standing on the brake pedal
[16:23:09] <dan1mal> but i can move it by hand depending on how strong i am that day
[16:23:40] <dan1mal> my floor i epoxied so it slides somewhat easily
[16:23:51] <tom3p> johnson bar
[16:24:05] <archivist_emc> jack at an angle
[16:24:13] <dan1mal> i tried a bad, i need to move it side to side, and it doesnt really work
[16:24:19] <dan1mal> bar*
[16:24:40] <dan1mal> the machine base is only like .75" off the floor
[16:25:09] <archivist_emc> use 1" bar as a roller
[16:25:32] <dan1mal> yea, i think i got some round stock kicking around
[16:25:52] <dan1mal> but i did want to try my new come-along :)
[16:26:54] <jt-plasma> http://i47.photobucket.com/albums/f163/johnplctech/Hardinge/hardinge04.jpg
[16:28:32] <dan1mal> what, no 4x4's?
[16:28:54] <jt-plasma> 2x12's
[16:29:07] <dan1mal> oh even better
[16:29:29] <dan1mal> i gotta level the lathe too
[16:29:56] <dan1mal> wish i had a legit level
[16:30:49] <dan1mal> ones for home improvement arent that great for leveling machines
[16:31:57] <jt-plasma> the CHNC1 does not require leveling only that all 4 feet are in contact with the floor, in fact only one foot is adjustable
[16:32:34] <dan1mal> well i need to level mine so coolant doesnt pool up on one end of the machine
[16:32:51] <dan1mal> my garage floor slopes slightly towards the driveway
[16:33:47] <jt-plasma> does your bed have the 3 point mount?
[16:33:54] <jt-plasma> to your frame?
[16:34:02] <dan1mal> not sure
[16:34:51] <jt-plasma> if only one leveler is adjustable then I would think you do
[16:34:53] <dan1mal> i gotta level the frame though... i have a puddle on the left side of the machine because the coolant cant drain into the sump
[16:35:10] <jt-plasma> mine is the right rear one is the only one that can be adjusted
[16:38:20] <dan1mal> yea looks like the same here
[16:38:33] <dan1mal> i'll shim it with some sheet metal or something
[16:39:00] <jt-plasma> micges: somehow I started a thc ud branch a while back and didn't mean to, how can I remove that?
[16:39:22] <dan1mal> actually might need some .125 or .25" stock
[16:40:21] <micges> thc what?
[16:41:05] <jt-plasma> the branch has one file thc_ud.comp in it
[16:41:30] <micges> you want to delete branch?
[16:42:30] <jt-plasma> holy crap there are a bunch of commits from me
[16:43:36] <jt-plasma> I never intended for that branch to be committed but some how a bunch of commits are coming in
[16:59:09] <dan1mal> anyone know if you need a special antenna for digital tv?
[16:59:34] <dan1mal> i canceled my direct tv and i think i'm just gunna get an atenna
[17:00:07] <dan1mal> my tv has a dtv thingie built in
[17:01:10] <andypugh> A better aerial can help, the ones for digital have a slightly different frequency response I think. But try it and see.
[17:01:35] <dan1mal> ok thanks
[17:32:33] <danimal_garage> come-along and danger ranger worked great. lathe is in place.
[17:48:22] <danimal_garage> anyone have a good mastercam post for a lathe?
[17:49:04] <andypugh> Bah! RTAI failed to stop cleanly (leaving two interdependent modules that won't quit) after the last HAL-error (I am editing the HAL file) so that means a trip to the garage as that also means that software restart will fail
[18:00:27] <tom3p> heh mananged to get executable ngc out of gCAD3D's newest version
[18:01:35] <tom3p> need a macro editor to do all this text replacing tho ( or c filter )
[18:07:21] <danimal_garage> cradek: do you have an interval for your lube system?
[18:15:39] <tom3p> haha "The NURBS has its origins from the ship building industry and is described by using a knot and a weight as for bending steamed wooden planks and beams." good explanation
[18:17:18] <cradek> danimal_garage: I think it just runs whenever the machine is on
[18:17:26] <cradek> it has a mechanical timer
[18:17:28] <andypugh> dictionary.com defines a "spline" as a long, narrow, tins strip of wood.
[18:18:08] <andypugh> (thin)
[18:20:54] <jt-plasma> danimal_garage: there might be some info in my manual on the lube system
[18:25:50] <jt-plasma> danimal_garage: on my lathe "Each time the control is turned on, the pump turns on 4 seconds and off 4 seconds for a 60 second cycle time.
[18:26:11] <jt-plasma> Microswitch U must be made 4 times in a 160 second cycle
[18:26:39] <jt-plasma> after the control on period the cycle time is shortened to 80 seconds
[18:27:07] <jt-plasma> the machine cycles the lube system 2 times every 5 min when cycle start is active
[18:27:41] <tom3p> dont turn the control on and off a lot ( most service guys know to pull the lube pump connection while debugging )
[18:28:30] <tom3p> if anyone wants to try the new gCAD3D, there's a manual on the web, use it... if you try to use the manual under 'HELP' it makes my HD run endlessly and any other app gets "Failed to launch app(resource temporarily unavailable) " i had to reboot, even a terminal outside of X was useless.
[18:29:38] <tom3p> re luber: you get pools of oil on floor or around ways with a lot of power cycling
[18:31:17] <cradek> I didn't know some of them do a special pump at startup. I think all of mine just have a clockwork mechanism that cycles every so much runtime. the manuals say to pump manually at startup - of course I never do.
[18:35:05] <micges> small ot: anyone used or know anything about power supplies from
http://www.lambdapower.com/ ?
[18:36:42] <archivist_emc> micges, I use a lambda for my cnc
[18:37:17] <micges> archivist_emc: did they offer any support in uk?
[18:37:42] <archivist_emc> micges, mine is UK made iirc
[18:37:53] <micges> I see
[18:38:48] <micges> our is from usa and they tell us 12 weeks service time (!)
[18:39:23] <micges> no service no help nothing
[18:40:28] <archivist_emc> a bit slow :((
[18:41:31] <Goslowjimbo> Did you try TDK Lambda? Google tells me it's the UK portion of Lambda.
[18:43:16] <archivist_emc> http://www.lambda-gb.com/public/home.aspx for uk and there is a europe site
[18:43:32] <micges> thanks
[18:43:58] <danimal_garage> thanks cradek and jt-plasma
[18:44:05] <jthornton> np
[18:44:25] <danimal_garage> how many hnc's do you have cradek?
[18:44:32] <archivist_emc> micges,
http://www.lambda-europe.com/
[18:44:33] <cradek> one
[18:44:42] <archivist_emc> so far :)
[18:45:02] <cradek> turns out I use it a lot less than the mill
[18:45:03] <danimal_garage> oh i was thrown off my the "all of mine"
[18:45:33] <cradek> ah - three totally different machines but the lube pumps all work with a mechanical timer
[18:45:44] <danimal_garage> same here, i barely use my manual lathe, so i doubt i'll use the hnc as much as my mill
[18:46:23] <danimal_garage> my other machines have a manual one shot oiler
[18:46:31] <jthornton> yea, Mesa has the THC card on the web site now
[18:46:44] <danimal_garage> except for my harig surface grinder, that's on whenever the spindle is on
[18:48:04] <danimal_garage> i need to redo the plumbing on that machine, i'm seeing a puddle developing now. i think those hoses are all hardened and cracked
[18:56:02] <jthornton> * jthornton has had so much fun this morning I think I'll take a nap now
[18:56:58] <danimal_garage> did you fix it jt-plasma?
[18:57:08] <Jymmm> jthornton: dont forget you blanky
[18:57:12] <jthornton> yes and no
[18:57:20] <jthornton> it works and jepler fixed it
[18:57:34] <danimal_garage> cool
[18:59:51] <Jymmm> http://radioshop888.com/radioshop_product.php?id=102726
[19:01:35] <Jymmm> andypugh:
http://radioshop888.com/radioshop_product.php?id=102726
[19:02:06] <Jymmm> andypugh: slower than hell 8MHz, might not even be fast enough for what you want todo
[19:04:57] <spasticteapot> Pardon my asking, but is there a guide out there to basic machining?
[19:05:16] <spasticteapot> I'm trying to drill holes in copper pipe, and they never come out as neatly as I'd hope.
[19:05:40] <cradek> what size hole?
[19:05:49] <danimal_garage> what rpm are you running?
[19:06:02] <cradek> (I don't know of a guide but maybe I can help anyway)
[19:06:11] <cradek> copper is an absolute pain because it's gooey
[19:07:43] <cradek> you need extremely sharp tools, high rake angle like for aluminum, sharp HSS not carbide. slow surface speed, plenty of coolant
[19:08:03] <cradek> I've heard milk is the best for copper but I've never tried it
[19:08:08] <Jymmm> http://www.cnczone.com/forums/showthread.php?t=12214
[19:08:17] <danimal_garage> SFM is 100-200 fpm, so you can figure the right rpm's out by using this formula. (3.82xSFM)/tool diameter
[19:09:00] <cradek> I'd use more like 30-50 sfm
[19:09:03] <cradek> (for drilling)
[19:09:29] <danimal_garage> yea i guess without coolant
[19:09:56] <danimal_garage> or inadiquate coolant
[19:10:20] <danimal_garage> milk, huh?
[19:10:44] <danimal_garage> fill my coolant tank up with milk?
[19:10:48] <danimal_garage> lol
[19:10:58] <Jymmm> http://groups.google.com/group/alt.machines.cnc/browse_thread/thread/51cac985079d1308/5d34a44a145b8811?hl=en&q=drilling++copper+group%3Aalt.machines.cnc&pli=1
[19:11:00] <cradek> for copper yes
[19:11:18] <Jymmm> danimal_garage: no you put the cow on top of the tank
[19:11:35] <cradek> 800-1000 rpm, 1-2 ipm, peck drill, flood coolant
[19:11:45] <danimal_garage> i believe ya, but it'll smell great in the summer lol
[19:12:03] <cradek> he says the drills break - flutes are probably filling with melted copper
[19:12:12] <danimal_garage> yea
[19:12:15] <cradek> danimal_garage: yeah, you might want to use fresh every day :-)
[19:12:19] <lilalinux_away> lilalinux_away is now known as lilalinux
[19:12:31] <Jymmm> ewwww
[19:12:56] <Dave911> Perhaps you could use Yogurt if you didn't want it to be too runny? ;-) But then you get into flavored or not.. But we still haven't answered the other question ... 1% 2% or full strength... :-)
[19:12:57] <danimal_garage> milk is probably still cheaper than trim sol
[19:13:23] <danimal_garage> i heard blueberries have excelent lubrication properties
[19:13:29] <cradek> bbl
[19:13:39] <danimal_garage> so blueberry yogurt might be the ultimate
[19:14:10] <lilalinux_away> lilalinux_away is now known as lilalinux
[19:14:11] <Dave911> Hmmmm.... has anyone checked the latest MSC catalog .... ;-)
[19:14:19] <danimal_garage> and active cultures for a healthy copper lifestyle
[19:14:32] <Dave911> lol
[19:14:43] <danimal_garage> no, why? they tripple their prices again?
[19:15:03] <Dave911> Did I mention that my sister works for Yoplait.. seriously
[19:15:11] <danimal_garage> ha
[19:15:31] <danimal_garage> my nick is actually a type of yogurt
[19:15:40] <danimal_garage> dannon danimals
[19:16:09] <danimal_garage> adios cradek
[19:16:16] <Dave911> If you guys wanted to clone or backup an existing Linux hard drive with two partitions on it with an ext4 file system - how would you do it?
[19:16:18] <Dave911> I'm trying to use Windoze and Acronis backup and it isn't going very well. Acronis recognized the drive as having an ext3 file system so I think this is probably not going to work.
[19:16:42] <Jymmm> Dave911: LVM?
[19:16:46] <jackc> Dave911: dd
[19:17:12] <jackc> Dave911: boot off something else, dd if=/dev/sda of=myimage.img
[19:17:35] <jackc> if you need to recover from it, just switch those args, and run grub-install to rewrite the MBR
[19:17:37] <Jymmm> dd will do it, but take a long time and raw. partimage will do primary partitions with compression
[19:19:02] <Jymmm> you can backup the MBR with: dd if=/dev/sda of=/whatever/something.mbr bs=512 count=1
[19:21:27] <Jymmm> Dave911: check out
http://sysresccd.org/
[19:21:36] <Dave911> Hmmmm... did a little reading.. Sounds like Partimage is a lot like Acronis..
[19:21:38] <Dave911> So does Partimage also save the MBR?
[19:22:18] <Jymmm> you should read the docs for partimage
[19:22:57] <Jymmm> but I just told you how to backup the MBR
[19:24:24] <Jymmm> The one cavet with partimage is if tou want to image hdd's, besure to make the source partition as small as possible as partimage won't restore a larger image to a smaller hdd, even if it only uses 10% of the original size.
[19:25:10] <Jymmm> But I've used sysrescd to image hndreds of various machines/laptops
[19:26:22] <Jymmm> There's another utility to deal with extended partitions.
[19:26:38] <Jymmm> which I never use.
[19:27:20] <Dave911> OK, that sysrescue CD sounds interesting..
[19:27:22] <Dave911> backing up MBR - ok I missed that..
[19:27:24] <Dave911> If I just want to copy the drives from one to another and the drives are identical I should be ok?
[19:27:25] <Dave911> Sounds like my first stop needs to be to get a sysrecue disk setup! :-)
[19:27:27] <Dave911> Thanks! This acronis version is definitely not going to work - it's been grinding for 15 minutes with no result..
[19:27:50] <Jymmm> Dave911: sysresccd is a LiveCD
[19:28:08] <Dave911> Cool, that will be easy...
[19:28:42] <Jymmm> It has all kinds of utilities on it built in, M$ password recovery, boot server, etc
[19:28:43] <spasticteapot> cradek: Sorry for the delay - I'm trying to drill 1/8" holes in 1/16" thick copper tube.
[19:28:48] <spasticteapot> I may just use a hand punch instead.
[19:29:12] <Jymmm> Dave911: What are you trying to accomplish?
[19:29:17] <spasticteapot> I have fairly ordinary steel bits (they're from Woodcraft - IIRC, standard HSS) and have been using a bit of oil for coolant.
[19:31:17] <Dave911> Cloning disks... I have one good Kernel compile running EMC2 with a single core, I want to save the disk image and put to a different disk and see if I can tweak it for an SMP setup.. I want to play with a different disk to avoid going backwards.. :-)
[19:32:07] <Jymmm> Dave911: partimage can save the partitions to a file, to restore as you see fit.
[19:32:18] <Jymmm> Dave911: it'll use compression
[19:32:30] <Jymmm> and only copy the used sectors
[19:33:49] <Dave911> That is really what I want to do.... I use Acronis all of the time on Windows machines to do the same thing...
[19:34:24] <Dave911> Thanks for the info .... I'm going to see if I can find an ISO of that rescue disk :-)
[19:34:38] <Jymmm> Dave911: For example... a 60GB HDD with a single partiton having XP+Office+Apps (~20GB) compresses down to a 7GB image file.
[19:34:49] <Jymmm> roughly
[19:35:40] <Jymmm> and sysrescd recognizes usb hdd's, you jsut have to mount them first, or network shares if yu have them
[19:36:24] <Dave911> Wow, I might just scrap Acronis.... The later versions of Acronis have been getting flaky. Typical code bloat add features issues .. so they sell upgrades and more s/w so typical of windows s/w
[19:38:03] <Jymmm> Dave911: SRC works for me, a bit scattered, but has always done me well.
[19:39:45] <tom3p> re copper drilling: untested... web sez to have neutral rake, to the point of stoning the cutting edge till theres a flat "Flatten the face of each flute with a small facet - this will keep it from grabbing by creating a neutral face angle. Positive rake angles dig while neutral angles push." i'd take a stone to 1 drill & see what its like.
[19:40:48] <archivist_emc> does work, not only copper
[19:42:08] <skunkworks> http://www.youtube.com/watch?v=rS3lcuAnq_U
[19:47:06] <tom3p> http://drillpointgrinders.com/drill_tip_geometry.htm search for 'dubbed drill'
[19:50:40] <Dave911> Jymmm: This looks interesting also -
http://clonezilla.org/ it is apparently built on top of partimage
[19:50:46] <spasticteapot> archivist_emc: Er...can you show me a picture of a bit with neutral rake angle so I know what you're going on about? :)
[19:51:43] <Jymmm> Dave911: Yeah, I have looked atit, I stick with SRC
[19:52:34] <tom3p> spasticteapot:
http://www.icscuttingtools.com/the-champ/drill_point_geometry.pdf
[19:52:39] <Dave911> Not good ... or you just know SRC inside and out?
[19:52:57] <tom3p> ^^^ pictures of neutral rake
[19:53:21] <Jymmm> Dave911: SRC just was more straight forward. Had all the utilities that I need/wanted
[19:53:51] <Dave911> OK... thanks for the feedback..
[19:54:11] <tom3p> Dave911: lots of bad experience with clonezilla, a couple good experiences with sysrescue (less exp on sysrescue cuz it works!)
[19:55:31] <archivist_emc> spasticteapot, picture M
[19:55:35] <Dave911> I'm about to burn a sysrecue disk right now.... so I'll give that a shot ....
[19:55:36] <Jymmm> Dave911: It also has special boot iamges in it for flashing BIOS too
[19:55:48] <Jymmm> Dave911: burn at a slower speed
[19:56:28] <spasticteapot> archivist_emc: Should I immerse the piece to be drilled in a tub of water?
[19:56:31] <spasticteapot> Would that help?
[19:56:58] <spasticteapot> I tried it with a rather massively blunt bit - it actually worked rather better, though it did leave a ginormous lip around the hole.
[19:57:21] <Dave911> I don't need any bad cloning experiences .... :-0
[19:57:23] <Dave911> Jymmm: had problems burning the image at full speed?
[19:57:31] <archivist_emc> you dont want blunt or rounded edges
[19:58:02] <tom3p> woof! ugly, the gCAD3D arc output has absolute centers ( I &J are abso) that'll be a mess to sort out after the post. too bad its not open source, just free.
[19:58:15] <Jymmm> Dave911: No, it just leaves a better imprint on the disc, dont somethgn you want to deal with when working on a fuckedup machien you're trying to recover in a disaster
[19:59:24] <spasticteapot> archivist_emc: Also, out of curiosity - is there any reason not to use a hand punch for this? I've had some good luck in the past using a Harbor Freight hand punch, and was looking at their "deep throat" variant for making holes in thin (3/32 and thinner) copper.
[19:59:31] <tom3p> spasticteapot: if no milk try crisco ( actually id goto crisco 1st)
[19:59:37] <Dave911> Makes sense... I'll slow it down a little.. I have problems making EMC2 live cds for a while off ISOs, perhaps I should have done the same thing then also..
[19:59:38] <spasticteapot> Crisco?
[19:59:41] <spasticteapot> I'll have to try it.
[19:59:54] <tom3p> natural lard = crisco
[20:00:10] <Jymmm> lard != crisco
[20:00:22] <Dave911> I think that the Crisco I have seen recently is not lard..
[20:00:31] <tom3p> correct like quorn != chicken
[20:00:39] <maddash> testing
[20:00:50] <tom3p> it aint lard that was a veggie joke
[20:01:00] <maddash> maddash is now known as Guest44991
[20:01:51] <Jymmm> Hmmm fuck ext4
[20:01:58] <Dave911> At one time Crisco was = lard - correct?
[20:02:03] <Jymmm> no
[20:02:07] <spasticteapot> I'm pretty sure it was always veggie oil.
[20:02:12] <spasticteapot> That was the big marketing appeal.
[20:02:16] <tom3p> Dave911: no, Crisco is 'vegetable shortening'
[20:02:29] <Jymmm> lard has to be refrigerated, crisco doesn't
[20:03:27] <tom3p> whatever crisco is a good thing around drills and grinders working on soft stuff
[20:03:42] <Dave911> Huh.... I guess I wasn't paying attention in the 60's ... ;-)
[20:03:43] <spasticteapot> Cheap, too.
[20:04:07] <tom3p> thats when the old dutchman taught me 'bout it
[20:04:20] <spasticteapot> Dave911: Orthodox Jews were very keen on the stuff - remember, lard's not kosher and you can't mix any milk product with chicken fat without breaking the rools.
[20:04:24] <spasticteapot> *rules.
[20:04:41] <Dave911> That stuff is good for mounting tires too... although I now use Pam in a spray can.. :-)
[20:05:09] <Dave911> That really pisses off my wife..
[20:05:31] <spasticteapot> :)
[20:05:37] <spasticteapot> Can anyone here recommend a hand punch?
[20:05:47] <spasticteapot> Or any other sort of punch set, for that matter?
[20:06:00] <Jymmm> spasticteapot: hang on
[20:06:05] <Dave911> Harbor freight have a couple which are cheap... you mean the plier type?
[20:06:11] <spasticteapot> Yah.
[20:06:38] <spasticteapot> The "deep throat" model looks pretty nifty, and what I'm using it on - pretty much just copper and brass - shouldn't be any trouble.
[20:07:09] <Dave911> HF yep I just saw the deep throat one at the store and I was tempted.. but I didn't
[20:07:16] <spasticteapot> Also, I may have asked this before, but has anyone here done any electroplating? I'm told the Caswell Plating kits are to be avoided, and there's not many other options beyond simple DIY.
[20:07:30] <spasticteapot> Dave911: I went to buy one a few days ago - they were out. :(
[20:07:41] <spasticteapot> Hopefully they'll have one on monday and I can get some work done on my project.
[20:08:09] <Jymmm> http://www.harborfreight.com/cpi/ctaf/displayitem.taf?function=Search
[20:08:30] <Jymmm> works for punching copper clad to make sldering dots
[20:08:34] <Jymmm> soldering
[20:08:48] <spasticteapot> Link no worky. :(
[20:08:57] <Dave911> You can always mail order them from HF also.
[20:08:59] <Jymmm> hang on
[20:09:25] <spasticteapot> http://www.harborfreight.com/cpi/ctaf/displayitem.taf?Itemnumber=91510
[20:09:27] <Jymmm> http://www.harborfreight.com/cpi/ctaf/displayitem.taf?Itemnumber=44060
[20:09:34] <Jymmm> http://www.harborfreight.com/cpi/ctaf/displayitem.taf?Itemnumber=91510
[20:09:38] <spasticteapot> :)
[20:10:19] <Jymmm> http://www.harborfreight.com/cpi/ctaf/displayitem.taf?Itemnumber=93787
[20:10:30] <spasticteapot> As long as I'm asking, can anyone recommend a really good propane torch? I need something I can connect up to a grill-style tank (no doubt through several adapters) that has a small, very hot flame.
[20:11:39] <andypugh> How small? My sister uses one that uses hypodermic needles as the nozzle, 1mm long flame. (Jeweller)
[20:11:52] <spasticteapot> !
[20:11:54] <Dave911> Ohh...... I have a favorite torch ... sick isn't it .... ;-)
[20:11:56] <spasticteapot> I wanna see one of those!
[20:12:21] <spasticteapot> I'm not looking for something that small - ideally, something on the small end of what's sold at Home Depot as "plumbing torches".
[20:12:27] <andypugh> http://www.agthomas.co.uk/Microweld.htm
[20:12:36] <spasticteapot> Heck, I could even just use a plumbing torch, especially if it can use MAPP gass.
[20:12:38] <spasticteapot> *gas
[20:13:09] <spasticteapot> andypugh: I think the word I'm looking for is "Damn."
[20:13:18] <spasticteapot> Followed shortly by "I want one of those!"
[20:13:40] <andypugh> Gas is free, they electrolyse water.
[20:13:43] <spasticteapot> Yah.
[20:14:28] <Dave911> Bernzomatic BZM019040 Adj Trgstrt Torch Head -- these are really nice.. Put an adapter hose on it and run it off a BBQ tank..
[20:15:12] <Jymmm> andypugh:
http://radioshop888.com/radioshop_product.php?id=102726
[20:15:23] <Dave911> Works fine with Mapp also - I have a couple of them..
[20:15:44] <Jymmm> That's a cool torch. No O2 gas to deal with. just distilled water
[20:16:35] <spasticteapot> Dave911: Can you do that?
[20:16:38] <spasticteapot> What kind of adapter do you use?
[20:17:51] <Dave911> I got a hose from Menards, I think Home Depot sells them also... Mine is about 12 feet long..
[20:17:53] <Dave911> Disposable fitting on one end - pol fitting on the other... About $25 for the hose.
[20:19:44] <Dave911> If you do a search on Amazon for that torch - you will see that some of us really like them.. :-)
[20:24:02] <andypugh> I have the same torch, except mine is Benzomatic. Odd.
[20:41:29] <f^x> f^x is now known as F^X
[20:43:55] <F^X> F^X is now known as f^x
[20:44:58] <tom3p> nice diy cutter grinder like the old quorn
http://www.metallmodellbau.de/
[20:46:21] <alex_joni> g'night all
[20:46:50] <micges> night alex
[20:47:19] <tom3p> gnight
[20:48:27] <tom3p> a tormach tooling 16 posn atc (arm swings carousel in&out of work area)
http://www.hossmachine.info/ look for then animated gif
[21:05:48] <tarzan_> strange mill
[21:08:01] <andypugh> It's a silk purse made from a spw's ear
[21:10:20] <tom3p> i built shuttling carousels, the carousel slid into reach of the chuck, but never a rotary ( too much weight to swing )
[21:11:20] <andypugh> I have considered a little tool-trailer for my cross-slide on the combination machine
[21:18:01] <flbmtlcnc> howdy
[21:18:09] <andypugh> Hi
[21:40:12] <andypugh> Does the max of a PID set an equal +ve and -ve limit? I was wanting 0-100% PWM output, but it saturates at -100%. which is the same as 100%
[22:06:15] <andypugh> Any opinions how best to run a PWM spindle from a PID loop? The issue I have is that the output of the PID limits at +/- the maximum value set. So, if the spindle is overspeed, the PID winds down to negative-max. Unfortunately the PWM component interprets this as full-on which isn't exactly the required behaviour.
[22:06:58] <andypugh> I could simply limit the output to 0-100 before passing it to the PWM, but then I think the terms are going to wind-up while it is trying to be negative.
[22:09:46] <flbmtlcnc> any tricks for getting emc2 to ingore the gouging errors?
[22:12:00] <andypugh> I think you just have to get the code right.
[22:12:25] <andypugh> (I think it is correct in it's gouging asessments)
[22:13:50] <andypugh> Are you using cutter-radius compensation?
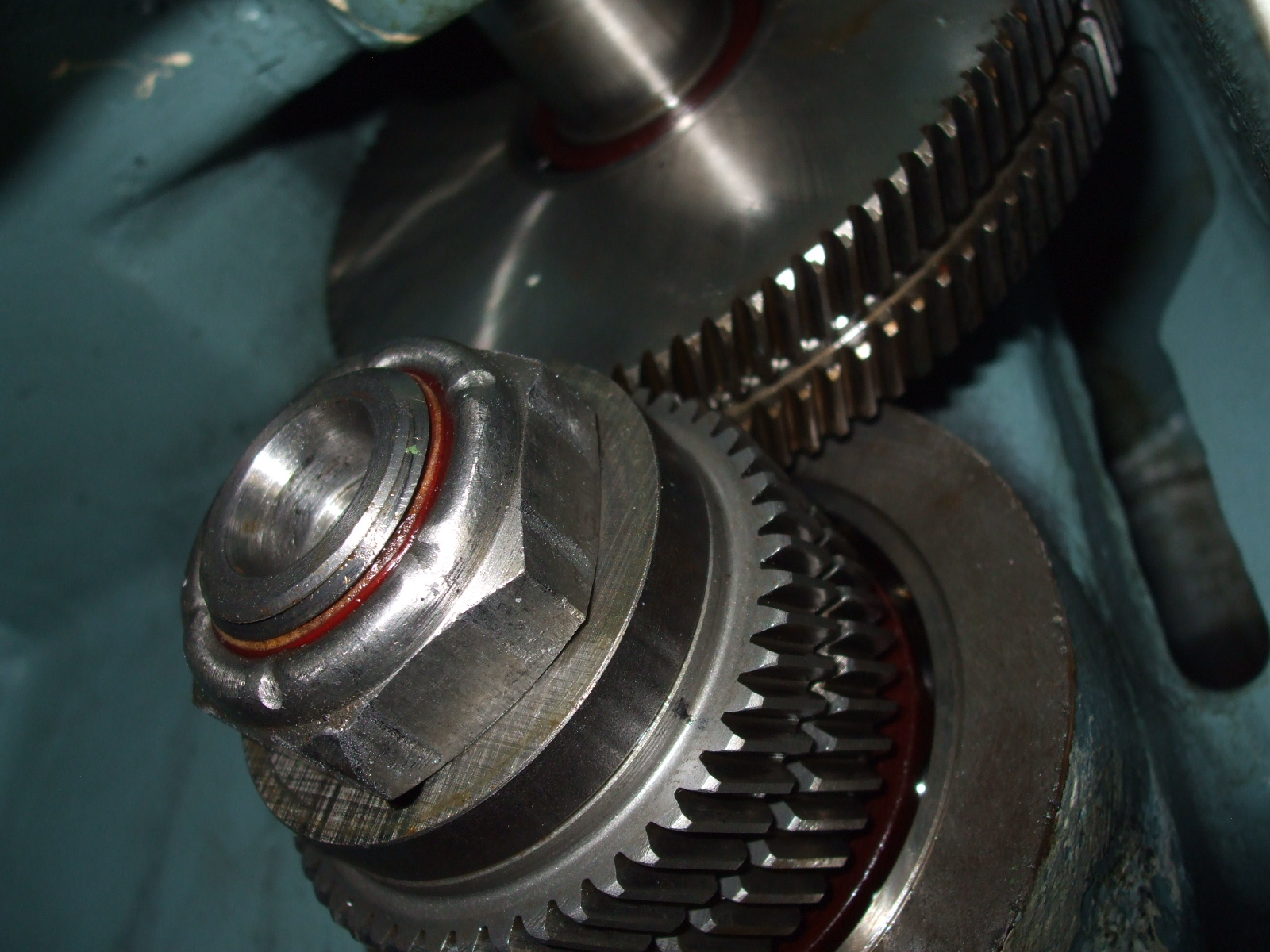
[22:14:35] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/zaxis/gears.JPG
[22:15:21] <andypugh> Are they sprung or adjusted solid? I assume it is a backlash removal thing?
[22:16:51] <skunkworks> the lower set of gears has a washer between that is ground thiner to take out the backlash in the whole system (there are actually 5 sets of gears)
[22:20:01] <andypugh> Keen.
[22:20:08] <flbmtlcnc> andypugh, i am using cutter correction, it seems gcnccam is gving it bad lead in moves
[22:21:03] <andypugh> I am looking through the documentation, but I suspect you might have to sort it out by hand :-(
[22:21:37] <flbmtlcnc> myeah
[22:23:16] <andypugh> I have stopped it complaining by fiddling the start points, or adding an extra move between cuts
[22:24:01] <andypugh> But I didn't know what I was doing, I was just fiddling. I guess if it is from a CAM package this won't be possible anyway, with there being thousands of cuts?
[22:26:08] <andypugh> Actually, are you sure that the CAM package isn't doing cutter compensation explicitly, and so you have two conflicting compensations on?
[22:26:46] <andypugh> ie the CAM package is offsetting by a tool radius, and then you have compensation on in EMC2 too?
[22:30:56] <flbmtlcnc> perhaps
[22:31:32] <andypugh> Try setting the tool diameter to zero, then see if you get what you expect?
[22:32:07] <flbmtlcnc> how do you dissable cutter correction in emc2?
[22:32:21] <flbmtlcnc> I did reduce the tool diam meter in the tool table
[22:32:46] <flbmtlcnc> it did not complain but the szing was off
[22:33:16] <andypugh> Is there G41/G42 in the G-code?
[22:34:50] <flbmtlcnc> yes
[22:35:05] <flbmtlcnc> actually, hang on,
[22:35:08] <andypugh> And does the tool diameter match the diameter that the CAM system assumed?
[22:35:57] <flbmtlcnc> yes, and yes there is g41
[22:36:37] <andypugh> OK, in that case I don't know what to suggest.
[22:37:03] <flbmtlcnc> is it possible to dissable the cutter correction in emc2?
[22:37:19] <andypugh> http://www.linuxcnc.org/docview/html/gcode_main.html#sec:G40
[22:38:26] <tom3p> components get connected to thread in the order seen in the .hal file.
[22:38:27] <tom3p> if i create the hal from a schematic ( gui->text ), any suggestions on how to handle the order? (grafix has no sequence)
[22:38:27] <tom3p> i'm leaning towards a base-thread.n scheme, where base-thread.n components are hooked to functions and user assigns 'n'
[22:39:04] <andypugh> I had never considered that it mattered, though of course it does...
[22:39:24] <andypugh> Left-to-right? (I like your idea more)
[22:39:37] <tom3p> it happens (tm) and most dont pay much attention to it
[22:39:54] <tom3p> ok, good enuf for today
[22:40:57] <flbmtlcnc> andypugh, I read that section allot, I will keep fiddling, thanks for your help
[22:43:26] <andypugh> Much more detail here:
http://www.linuxcnc.org/handbook/gcode/diacomp.html
[22:46:55] <danimal_garage> my back will be happy when i'm done wiring my machine
[22:47:47] <danimal_garage> almost done though, maybe another hour
[23:00:40] <flbmtlcnc> some success, by adding D0 after G41 and G42, it stops complainging, but not accurate yet
[23:01:39] <andypugh> It won't be, unfortunately, unless you do actually install a zero-diameter tool (and I find I keep breaking those)
[23:02:21] <andypugh> Are there any entry-move options in the G-code generator?
[23:03:17] <flbmtlcnc> no options, but it does generate it
[23:03:56] <flbmtlcnc> what cam do you guys use?
[23:04:55] <andypugh> gedit in my case, as in I currently haven't had any need for CAM. (I am still building the machine)
[23:05:16] <pcw_home> andypugh: maybe you should use the zero diameter tools I use, they just bend :-)
[23:05:58] <lilalinux> lilalinux is now known as lilalinux_away
[23:06:08] <cradek> flbmtlcnc: what version of emc are you using?
[23:06:31] <flbmtlcnc> cradek, gcnccam
[23:06:38] <flbmtlcnc> its nice and all
[23:06:40] <cradek> what version of emc are you using?
[23:07:04] <flbmtlcnc> 2.3.4
[23:07:18] <cradek> exactly which error are you getting?
[23:07:37] <flbmtlcnc> well, the gouging error
[23:07:50] <cradek> there are at least 4 errors with "gouging" in them
[23:08:10] <andypugh> Reading around, it seems that you get an error trying to do an arc with a smaller diameter than the tool (I guess because clockwise and anticlockwise, inside and outside swap places?)
[23:08:40] <flbmtlcnc> ok, arc move in concave corner cannot be reached without gouging
[23:08:41] <cradek> yes that is one error (cutting inside an arc that is smaller than the tool)
[23:09:21] <cradek> ok that probably means you have a corner with a tiny arc in it
[23:09:27] <flbmtlcnc> all my arcsin my design are bigger then the tool, its the leadin move that is too small
[23:09:36] <cradek> this tiny arc can't be reached by the tool without cutting into an adjacent edge
[23:10:13] <cradek> pretty sure that error does not implicate your leadin move unless the first move after leadin is an arc?
[23:10:40] <cradek> can you pastebin the gcode?
[23:11:07] <andypugh> I wonder if the CAM is inserting spurious short arc segments? ie each triangle facet as a seperate arc?
[23:11:12] <flbmtlcnc> I do understand, im goig to run a test with using D0 after G41/G42 and tooltable idma of 0
[23:11:15] <flbmtlcnc> or 2
[23:11:24] <flbmtlcnc> will paste bin
[23:11:25] <cradek> tool table diameter of 0 will certainly avoid the errors
[23:11:50] <cradek> but that's only useful if your cam does the compensation for you, of course
[23:11:51] <andypugh> But will produce an undersize part...
[23:12:13] <andypugh> The G-code has G41 and 42 in it, so it is assuming compensation
[23:12:55] <cradek> andypugh: it's possible (I know nothing about gcnccam) that it uses comp but still assumes a nominal tool size. this lets you put -0.005 in the tool table for a resharpened cutter, for instance.
[23:13:05] <flbmtlcnc> http://pastebin.com/d61450a96
[23:15:13] <cradek> flbmtlcnc: what line is the invalid arc?
[23:15:44] <cradek> guessing 29
[23:16:04] <flbmtlcnc> indeed
[23:19:25] <cradek> what is the diameter of your T1?
[23:19:57] <cradek> this program looks fine to me, and it loads fine
[23:20:22] <flbmtlcnc> T1 = 6.35
[23:20:34] <flbmtlcnc> mm
[23:20:53] <flbmtlcnc> running the test in foam, will see if its accurate
[23:21:36] <cradek> I agree that tool is too big
[23:22:12] <flbmtlcnc> same, some issues with our desktop EMCO pc mill 30
[23:22:53] <cradek> if you change it to 3.175 (1/8") you'll see it runs fine
[23:23:05] <cradek> you are right that the leadin is bad
[23:23:12] <flbmtlcnc> the rotating tool has a shank size of a quarter inch, and tools that have quarter inch shank and a a smaller diameter are hard to find
[23:23:25] <cradek> you just need a bigger arc for leadin
[23:23:43] <flbmtlcnc> but if I use D0, dosent it redo the leadin?
[23:23:56] <andypugh> Lots of the solid carbide cutters are 1/4" shank.
[23:23:58] <flbmtlcnc> with a vlaue of ) in mind
[23:24:05] <flbmtlcnc> 0*
[23:24:35] <flbmtlcnc> andypugh, please point me to where I could get some?
[23:24:51] <cradek> which "it"? D=0 means disable cutter compensation
[23:25:20] <cradek> ideally you'd just be able to fix your cam output to give a correct leadin
[23:25:30] <flbmtlcnc> it = emc2
[23:25:51] <cradek> D0 means follow the programmed path with zero diameter offset
[23:25:56] <flbmtlcnc> yes idealy, what cam software do you use cradek ?
[23:26:25] <cradek> I either hand-code or use realize. I don't really have any cam software.
[23:27:25] <flbmtlcnc> yeah, hand coding is not really what im looking for...
[23:30:19] <flbmtlcnc> is there a recommended cam software? I have tried a few, I had accurate results with DXF2GCODE, but it was lacking a few key features
[23:31:23] <andypugh> I think I might be wrong about the end-mills, I can find lots of 1/8" shank ones.
[23:31:37] <cradek> it's not pretty but if you change line 23 to G0 X-15 Y8 you'll have a working program
[23:32:18] <flbmtlcnc> andypugh, yeah we are also looking for a 1/8 collet...
[23:32:21] <andypugh> Though there is
http://www.sherline.com/3080pg.htm
[23:32:44] <andypugh> 1/8" seems to be all of these:
http://www.harveytool.com/products/index.php?page_function=show_family&product_family=Square+End+Mills&category_id=1
[23:33:23] <cradek> there are a zillion common end mills with 3/8 shank and reduced size - can you get a 3/8 collet?
[23:33:44] <cradek> well they aren't carbide, if you're doing wood forget it
[23:33:46] <flbmtlcnc> myeah, no luck on finding collets so far
[23:34:27] <cradek> 1/4 shank isn't very common
[23:34:45] <cradek> 3/8 is super common for everything, 1/8 is super common for tiny stuff
[23:35:12] <flbmtlcnc> so, no one uses cam software eh?
[23:35:35] <cradek> lots of people do, but it costs money, isn't open source, and runs on windows: three strikes
[23:36:08] <flbmtlcnc> yes, thats what I gather
[23:36:38] <tom3p> try on #cam lots of software, but its up to you whats 'good'
[23:37:06] <cradek> if you're happy with gcnccam but it makes wrong entry moves, either fix it or help the author fix it
[23:37:20] <andypugh> There is also the fact that at this time on a sunday you are not going to be chatting with the professional EMC2 users with actual budgets for CAM software.
[23:38:04] <flbmtlcnc> indeed, I will return to fidlling
[23:38:52] <andypugh> It does seem to produce nice clear well-commented G-code, I will give it credit for that.
[23:39:33] <cradek> looks like it's probably a simple fix. it has the right idea for entry - it just has to get the size right, based on the tool size.
[23:39:50] <cradek> bbl
[23:41:05] <andypugh> Whereas I won't be, it's goodbye till tomorrow from me.
[23:50:43] <ries_> ries_ is now known as ries
{kind=link}
{kind=link}