Back
[00:04:03] <danimal_garage> very weird, i had a bad SSR
[00:11:01] <bchiszar> Hey folks, I was hoping to get some help here... I have a brand new CNC mill from K2CNC that came with Mach3 already setup. I have been extremely disappointed with Mach3 interface and wanted to try to use EMC2. I downloaded and installed the Ubuntu Live CD package and installed. Everything seemed to go perfectly, however when I run the Stepper Mill Configuration utility, I seem to be getting all of my settings right, but the machine
[00:11:51] <archivist_emc> you got cut off at but the machin
[00:15:11] <bchiszar> got cut off?
[00:15:11] <alex_joni> I got the 'e', but nothing after that
[00:15:27] <alex_joni> bchiszar: too long message.. it ended at ", but the machine"
[00:16:14] <bchiszar> but the machine wont run when I test jogging the Axis'. For some reason I do not believe the parallel port has installed correctly and I cant figure out for the life of me what the issue is. I'm hoping is something easy so I can start testing this program out. Thanks in advance for any help on the matter.
[00:16:36] <Dannyboy> bchiszar dive into the bios :D
[00:16:36] <bchiszar> sorry
[00:16:49] <andypugh> Try inverting the step pulses in stepconf
[00:17:06] <bchiszar> heading into the bios now
[00:17:30] <bchiszar> the mill is completely dead when I go into EMC2
[00:17:38] <Dannyboy> my IBM laptop had the parallel port setup wrong for some reason... I just flipped it on and off and rebooted, then everything worked
[00:17:47] <alex_joni> so you hear the motors making any sound?
[00:17:58] <alex_joni> are the stiff? or you can rotate them by hand?
[00:18:01] <andypugh> You have released the E-stop and hit the "on" button?
[00:18:07] <bchiszar> Bios > Parallel Port Mode > ECP+EPP
[00:18:19] <alex_joni> bchiszar: bi-dir should be better
[00:18:28] <bchiszar> Onboard Parallel Port > 378H/IRQ7
[00:18:34] <bchiszar> ECP DMA Select > 3
[00:18:35] <alex_joni> but I think you're missing an enable or something to turn the drives on
[00:18:54] <bchiszar> motors make nbo sound
[00:19:15] <alex_joni> are they moving freely?
[00:19:15] <bchiszar> have released the e-stop and hit the on button
[00:19:29] <bchiszar> hang on let me boot back up
[00:19:31] <alex_joni> I mean can you rotate them easily by hand?
[00:20:13] <bchiszar> no, it has a controller box, when I try to move by hand, i get an opposite forcew back from the controller box
[00:20:51] <bchiszar> bi-dir is what ECP or EPP?
[00:30:46] <andypugh> bchiszar what happens if you jog left-right-left-right quickly?
[00:34:31] <bchiszar> nothing at all
[00:35:24] <bchiszar> I dont think my parallel port is setup right for some reason cause there is absolutely no interaction between cnc and computer.
[00:35:38] <bchiszar> yes it is plugged in :)
[00:35:45] <andypugh> Is the base address in stepconf right?
[00:35:54] <bchiszar> yes
[00:36:36] <bchiszar> 0x378
[00:37:05] <andypugh> Do you have a scope?
[00:37:10] <bchiszar> no
[00:37:51] <andypugh> Any telltale LEDS anywhere?
[00:38:41] <bchiszar> Yera on the back of the controller... everything is nominal.. when I run with Mach3 and do something it doesnt like it trips a failsafe and lights a red LED. I dont even get that in EMCX2
[00:39:00] <bchiszar> I cant find the parallel port in the /dev folder
[00:39:19] <bchiszar> I dont think its mounted correctly, but I dont know a heck of alot about LInux
[00:40:45] <andypugh> Nor do I.
[00:41:29] <andypugh> If you fire up Halscope (in the "Machine" menu) and look at the X-step value, does EMC at least think it is generating steps?
[00:43:09] <danimal_garage> how do i link multiple signals... for example i want to link Spindlefwd and Spindlerev to pwmgen.01.enable
[00:44:26] <cradek> you could use an or2 block for that
[00:45:01] <andypugh> I am not sure you can, but you could link to spindleboth and then link that to the destinations.
[00:45:27] <andypugh> (Ignore me, I had the direction wrong there)
[00:45:33] <cradek> er, use motion.spindle-on
[00:47:15] <andypugh> Time to leave. I am sure you will manage without me (probably better in fact)
[00:47:19] <danimal_garage> yea i was trying to figure out how to use motion.spindle-on, but i wasnt sure how to do link a pin to a signal
[00:47:51] <danimal_garage> i know how to link a signal to a pin, but i've never done it the other way around
[00:48:23] <danimal_garage> manual time
[00:49:16] <danimal_garage> ok i think i found it
[00:58:37] <danimal_garage> got it, but the rpm doesnt change in reverse, i think i might have the wrong output type
[01:05:42] <jimbo> Here is the image of the startup spike on my Y axis.
http://imagebin.ca/view/qvFIiAE6.html
[01:19:00] <bchiszar> ok hal reads nothing on xstep... tried inverting signals to pin and cant toggle the Emergency stop button
[01:47:02] <Valen> what do people think of the D945GCLF2 mbo for EMC use with a mesa card?
[01:47:12] <Valen> had my nice dual xeon board taken out by lightning
[01:56:34] <jimbo> I just installed one in my system. As far as I have tested it seems to be as good as my older Intel board just smaller. I Picked up aright facing PCI extender on Ebay for the Mesa card so it sits over the MB. I brought the system up with this card Sunday. Am continuing with my rebuild. I think it was a great choice.
[01:57:06] <Valen> whats the latency like?
[01:57:24] <Valen> my dual xeon was sitting around 2500 with SMP and NVIDIA binary driver
[02:00:13] <jimbo> 12-14000 on both servo and base thread.
[02:00:45] <Valen> SMP or single core?
[02:02:13] <jimbo> stock out of the box so I assume SMP.
[02:08:17] <valen00> emc is single core out of the box
[02:12:29] <PCW> acemi from the mailing list reported 5164 nS latency for D945GCLF2 SMP
[02:12:58] <valen00> yeah I saw that, still not as good as the 2500 I was getting with 8 year old hw
[02:13:27] <valen00> was trying to replace it with "as good as" yaknow
[02:13:30] <PCW> Older often means lower latency
[02:14:16] <PCW> (even 50000 ns of latency is pretty much irrelevent on a servo machine)
[02:14:57] <PCW> or a machine with hardware step generation
[02:16:02] <valen00> I'm getting one of these
http://www.spotit.com.au/items.aspx?id=44488 so I'll try that, but its going into dads TV computer which was also taken out by the strike
[02:16:49] <valen00> I'm hoping to run the servo thread faster for a few other things, I was running at 5khz before
[02:17:43] <Valen000> <valen00> I'm hoping to run the servo thread faster for a few other things, I was running at 5khz before
[02:18:10] <PCW> youi have a doppelganger
[02:19:51] <Valen000> several
[02:20:08] <Valen000> thanks to a dodgy netrwork jack in this laptop I'm borrowing
[02:20:21] <danimal_garage> i was suprised that the latency was a bit lower on my dell p4 box than my p3 server
[02:21:29] <danimal_garage> not that it matters a ton since i'm using a 5i20 in each machine
[02:22:00] <PCW> 5164 ns is ~2.5% of 5 KHz period, not really significant, even with no SMP I doubt you could tell the difference
[02:22:02] <PCW> It will be interesting to see how the Zotac MB performs
[02:24:03] <Valen000> hah!
[02:24:06] <Valen000> Valen000 is now known as Valen
[02:25:24] <PCW> Danimal: At 1 KHz servo thread a few uSec here or there isn't going to make much differnce
[02:26:01] <danimal_garage> yea, i was just expecting the dell to be a terd
[02:26:20] <PCW> pretty hard to predict...
[02:27:51] <PCW> bbl
[02:30:15] <Valen> does EMC "predict" the latency then go into a busy loop say?
[02:36:12] <eric_unterhausen> Valen: no busy loops in EMC
[02:42:11] <Valen> say run the clock at 1khz, but go into a spinloop till the timer is at 12000 rather than on 10000 to account for being called at 11500 say
[03:09:48] <eric_unterhausen> i belive RTAI will catch you back up if that's what you mean
[03:09:56] <eric_unterhausen> unlike a busy loop
[03:16:26] <eric_unterhausen> is there a good dxf viewer for linux?
[03:23:04] <danimal_garage> hmm i dont think my spindle brake is disengaging
[03:23:38] <eric_unterhausen> was it the smoke?
[03:23:44] <danimal_garage> lol
[03:23:47] <danimal_garage> no
[03:42:46] <danimal_garage> i'm just not sure if i have the brake wired correctly or if the brake is sticking. I think the spindle had some drag issues with the old control too, but i thought it might have been vari speed issues
[03:44:06] <cradek> you don't have both clutches engaged do you? that might be similar
[03:49:05] <danimal_garage> no, just one
[03:49:31] <cradek> what's the symptom? just hard to turn by hand?
[03:49:49] <danimal_garage> i cant turn the spindle by hand at all unless i grab the belt and turn
[03:50:15] <danimal_garage> if i turn the spindle on in gear, it starts going then slows down and stops
[03:51:01] <cradek> yeah that's not right - it should be free to turn by hand, at least in high gear
[03:51:27] <danimal_garage> there's 3 sets of blue wires, 2 sets have a solid "engaged" sound when i trigger the relays, but one doesnt really make a sound, but there is an electrical load
[03:52:20] <danimal_garage> is the brake a clutch similar to the hi/low gears?
[03:52:27] <cradek> I don't know - mine's missing
[03:52:38] <danimal_garage> ha
[03:53:04] <cradek> maybe your ssr is bad
[03:53:13] <cradek> mine had a bunch of extras in the bottom of the cabinet - bad sign
[03:53:37] <danimal_garage> i checked that...even if i directly short it, it doesnt make a difference
[03:53:53] <cradek> ah
[03:54:02] <danimal_garage> it's getting full voltage at the distribution block where the wires are connected anyways
[03:57:26] <Dave911> Does anyone have one of these: D945GCLF2 Mini ITX board with the Intel 330 dual core running SMP on Karmic 9.1 ?
[03:58:22] <Valen> Dave, I just ordered one for pickup in a few days ;->
[03:59:30] <Dave911> Pickup? Can you pick one up for me also ;-) I'm trying to get a kernel compile that will run on that little board. I'm trying!
[04:07:16] <danimal_garage> cradek: there's an adjustable heim joint on the brake, so i think it might just need adjustment. I'm gunna try it now.
[04:08:43] <cradek> but I thought this thing was working great?
[04:08:59] <cradek> bogus amp, bogus brake?
[04:09:52] <danimal_garage> it was
[04:10:03] <danimal_garage> well like i said the spindle did hang up a little
[04:10:13] <cradek> oh, ok
[04:10:37] <cradek> is it a threaded chuck mount?
[04:10:37] <danimal_garage> i thought the brake was just a little sticky since it sat for probably a decade
[04:10:52] <danimal_garage> no, hardinge 4 deg taper
[04:11:00] <cradek> ah ok, so a mechanical brake isn't such a risk
[04:11:02] <danimal_garage> it's an oddball
[04:11:08] <cradek> I think I prefer mine without
[04:11:22] <danimal_garage> yea
[04:11:47] <danimal_garage> i might get a braking resistor for the vfd evetually, but i just need it to work for now
[04:12:34] <danimal_garage> it's a bitch to find a used chuck for this taper
[04:12:50] <cradek> yeah I bet
[04:13:07] <danimal_garage> i have a spare 6" step chuck closer that i was thinking of facing off and mounting a 3 jaw chuck to
[04:13:43] <cradek> if only you had a machine that could cut a taper...
[04:14:08] <danimal_garage> i know. life sucks.
[04:14:10] <cradek> do you have a faceplate? seems like it should be easy to make a chuck mount if so.
[04:14:16] <danimal_garage> nope
[04:15:16] <danimal_garage> step chuck closer should be fine though, it's big enough. i just want to make sure it's thich enough, which it looks like it might be
[04:15:46] <danimal_garage> it'll still be more rigid than trying to use a 5c mounted chuck at any rate
[04:16:00] <cradek> yeah that's only good for little stuff
[04:16:11] <cradek> I mounted my sherline 4 jaw on a 5c arbor thingy - it's cute
[04:16:20] <cradek> useful for teeny stuff that needs to be well centered
[04:16:35] <danimal_garage> yea
[04:16:48] <danimal_garage> i've used them a bit before, a little too light duty for me
[04:17:32] <danimal_garage> hey i found a sony circuit board mill/drill machine for relatively cheap
[04:17:42] <danimal_garage> i was thinking of getting it to do engraving
[04:17:44] <cradek> ooh neat
[04:17:59] <danimal_garage> it works, but i was thinking of doing EMC
[04:18:19] <danimal_garage> they're asking 800, but i'm sure i can get it for less than 500
[04:18:40] <danimal_garage> i figured it's gotta be a little better than the little desktop cnc kits from taiwan
[04:19:00] <danimal_garage> plus it has the spindle and everything
[04:19:17] <danimal_garage> what do you think?
[04:19:18] <cradek> super fast spindle I bet
[04:19:26] <danimal_garage> yea, looked to be
[04:19:42] <cradek> what's antibacklash scheme?
[04:19:45] <cradek> what
[04:19:54] <danimal_garage> i need something like that to engrave my parts after anodizing
[04:20:32] <danimal_garage> not sure, it definitely had ball bearing linear rails, not sure if it was lead screw or ball screw though
[04:21:21] <danimal_garage> or were you refering to someting else
[04:21:40] <cradek> yeah I meant does it have ballscrews or some other system
[04:22:09] <danimal_garage> couldnt tell
[04:23:28] <danimal_garage> they wanted 80 for my braking resistors and i got them for 20, so they're a bit negotiable there
[04:23:40] <cradek> sounds like a good place
[04:23:48] <danimal_garage> yea
[04:24:03] <danimal_garage> he told me they just sold a working laser engraver for 1k
[04:24:09] <danimal_garage> i was pissed!
[04:25:28] <cradek> arg
[04:26:11] <danimal_garage> brb, gunna try adjusting the brake
[04:45:24] <danimal_garage> cradek: i think the clutch is shot
[04:45:57] <danimal_garage> actually might just be the clutch springs
[04:47:07] <danimal_garage> looks similar to a motorcycle clutch
[04:47:33] <danimal_garage> might just have to take it off for now
[05:00:32] <danimal_garage> took it off, spindle works fine now
[05:05:30] <ds3> under EMC, is the time for M03 and M05 codes constant between invokations?
[05:17:27] <cradek> brake is shot?
[05:17:44] <ds3> ?
[05:18:08] <ds3> >
[05:57:49] <Jymmm> cradek: ping
[05:58:34] <cradek> PONG PONG POng pong pong po...
[05:58:40] <Jymmm> lol
[05:59:24] <Jymmm> cradek: did you see my Q ?
[05:59:33] <cradek> no
[05:59:37] <Jymmm> hang on
[06:01:57] <Jymmm> cap my scrollback is fscked up
[06:02:00] <Jymmm> crap
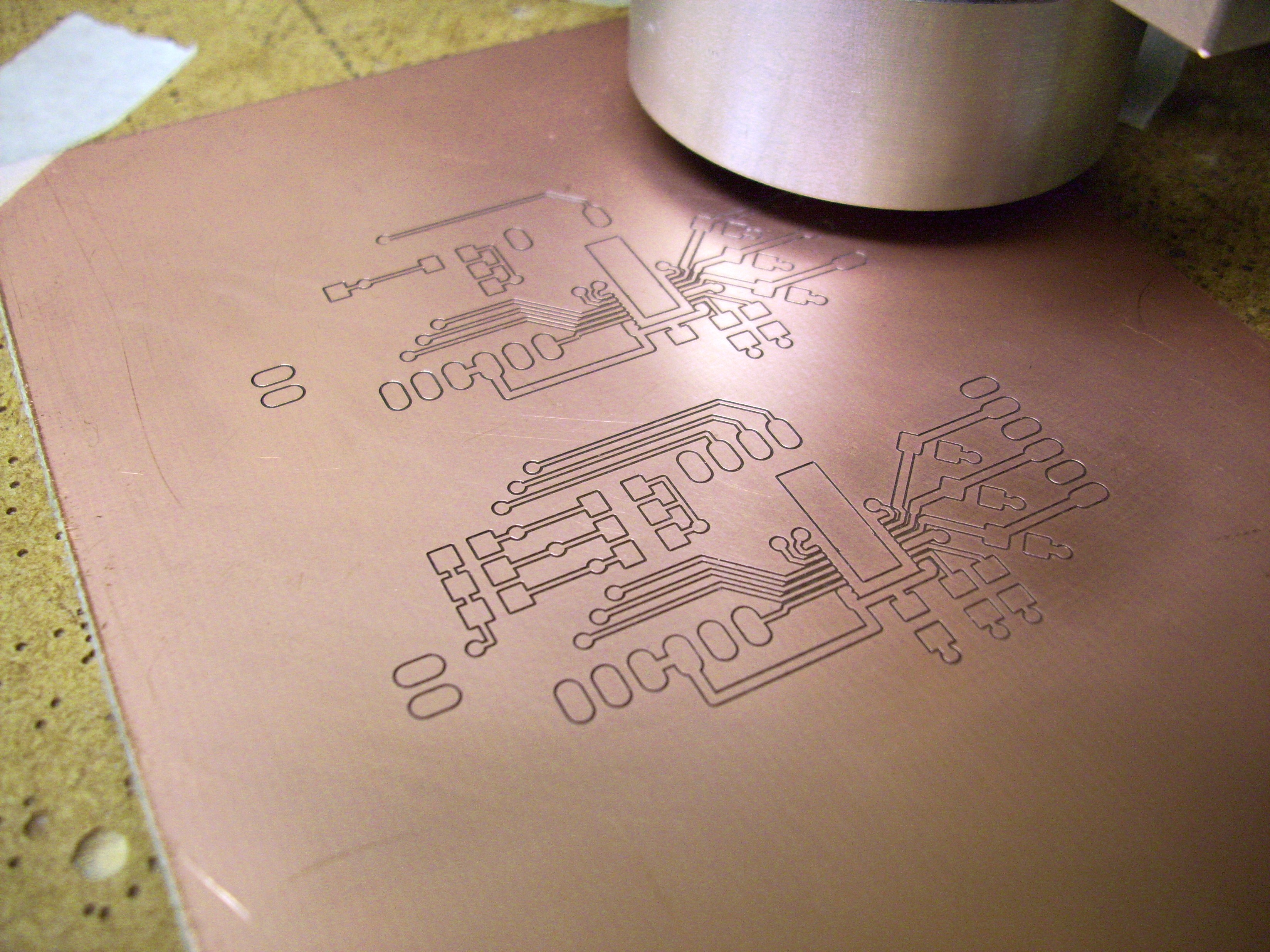
[06:02:42] <cradek> this?
http://www.neufeld.newton.ks.us/electronics/?p=475
[06:04:09] <Jymmm> check out the pics for the "Commercial PCB mill" (click to enlarge), wth spindle is that?
http://www.neufeld.newton.ks.us/electronics/?p=475
[06:04:11] <Jymmm> yeah
[06:04:21] <cradek> I don't know but it sure cuts nice
[06:04:29] <cradek> wonder what tinnit is
[06:04:38] <Jymmm> did you look at the closeup
[06:05:07] <Jymmm> http://www2.neufeld.newton.ks.us/images/electronics/2009/06/06/100_0843.jpg
[06:05:24] <cradek> yep, it cuts great
[06:05:40] <cradek> looks like my results actually
[06:06:16] <cradek> looks like it might have vacuum
[06:07:35] <cradek> you use an allen wrench to change tools somehow
[06:07:44] <cradek> no depth rings??
[06:08:38] <Jymmm> Might not be the typical 1/8" shaft tooling
[06:10:40] <cradek> sure looks like it is
[06:10:56] <Jymmm> you have stuff that clean?
[06:11:06] <cradek> yes
[06:11:25] <cradek> http://timeguy.com/cradek/cnc/pcb
[06:11:46] <cradek> it's hard to photograph shiny stuff
[06:12:58] <Jymmm> http://www.lpkfusa.com/
[06:13:02] <Jymmm> that's teh mfg
[06:14:44] <Jymmm> LPKF 91s
[06:17:12] <cradek> the depth control of the tool is what makes it special - wonder how they do it.
[06:17:28] <Jymmm> http://www.lpkfusa.com/protomat/h100-view.htm
[06:17:42] <Jymmm> why?
[06:18:39] <Jymmm> it has a camera
[06:18:52] <Jymmm> no registration required
[06:19:01] <cradek> what an odd tool change process
[06:19:07] <Jymmm> it has a built in tool depth sensor
[06:19:19] <cradek> oh maybe that's the only secret then
[06:19:32] <Jymmm> watch the first video
[06:20:03] <cradek> too long - maybe tomorrow when it's earlier
[06:20:07] <Jymmm> lol
[06:24:22] <Jymmm> FUCK ME 100K RPM spindle
[06:24:42] <Jymmm> you can hear it spin up
[06:24:50] <Jymmm> sounds like a mini jet engine
[06:25:07] <cradek> wow
[06:25:37] <Jymmm> took like 5s to fully spin up
[06:29:01] <Jymmm> cradek: Ok, the tooling does have depth rings on them, but I dont think they are being used for anything other than the diameter of the tool itself =)
[06:29:37] <Jymmm> Has anyone ever done any business with china mfg directly?
[06:29:37] <renz0r> lpfk is 100k?
[06:29:56] <renz0r> i get PCBs from china pretty often
[06:30:10] <renz0r> also my work deals with a few china factories
[06:31:21] <renz0r> also china companies are always hitting my email trying to sell me LEDs and pcb and pcba services
[06:31:59] <renz0r> but theyre like TELL US WE CAN GET IT im like 660nm 3 or 5 watt LEDs, star mounted, WE CAN DO THAT
[06:32:11] <Jymmm> but you've never completed a transaction from a China MFG ?
[06:32:13] <renz0r> 2 days later, WAT, CAN YOU SEND US MORE INFO
[06:32:26] <renz0r> besides pcb fab?
[06:33:17] <Jymmm> yeah
[06:33:24] <renz0r> we have a dickhead who calls himself and engineer and a project manager deals with the china factories directly
[06:34:13] <Jymmm> ah
[06:34:18] <renz0r> its better that way because sometimes i get really pissed off about some of the china layout and china circuits and china failassemblies, prob better im not talking to them
[06:34:26] <Jymmm> and the pcb's, was that LARGE qty?
[06:35:13] <renz0r> not really, 20 to 100 units
[06:35:54] <renz0r> tho ive maybe convinced work people to tool up a custom 1/8" TRS connector for my project!
[06:35:59] <renz0r> \o/
[06:37:14] <renz0r> china usually gets sloppy with long runs
[06:37:39] <renz0r> like i get pcb from same board house as someone else i know but he gets thousands of units
[06:37:50] <renz0r> and some of the drill backlash is like comical
[06:38:10] <renz0r> like might as well be a dude with a drill press eyeballin it
[06:38:13] <Jymmm> I want to get soem LED's from china, but I'm VERY leary
[06:38:18] <renz0r> but my stuff will be dead on
[06:38:28] <Jymmm> TT and WU only
[06:38:32] <renz0r> how many?
[06:38:39] <Jymmm> MOQ is 5K
[06:38:59] <renz0r> yeah try and find a factory
[06:39:11] <renz0r> try and have something to show them, like the application
[06:39:26] <Jymmm> I did, and they offered samples, but want $30 USD to ship 15 5mm LED's to US, and I'm like WTF?!
[06:39:46] <renz0r> its prob airmail tho
[06:39:56] <renz0r> thats not so bad, sucks but cant be helped really
[06:40:04] <renz0r> you get it in a business week about
[06:40:18] <Jymmm> I've bought LED's via ebay from HK for $5 USD
[06:40:23] <renz0r> if they put it on a boat itll be cheap but by the time it arrives youll have forgot about it
[06:40:36] <renz0r> theyre free ship alot
[06:40:50] <renz0r> on ebay
[06:41:01] <renz0r> you can do QA on them
[06:41:06] <Jymmm> Sure, but I've seen the postage, it's not $30 USD
[06:41:08] <Jymmm> QA?
[06:41:27] <renz0r> i would try and find a seller who will take returns and replace or refund
[06:41:39] <Jymmm> ah
[06:41:46] <renz0r> quality assurance, just like do burn in
[06:41:59] <renz0r> and send back ones that fail
[06:42:12] <Jymmm> I'm still leary, once you send the money western union, that's it.
[09:18:04] <lilalinux_away> lilalinux_away is now known as lilalinux
[10:51:02] <piasdom> g'mornin all
[11:24:50] <Jymmm> howdy
[13:17:41] <Jymmm> cradek: jepler Tinnit
http://www.neufeld.newton.ks.us/electronics/?p=164
[13:18:29] <Jymmm> http://eegeek.net/electronics/tutorials/tinnittutorial.htm
[13:18:45] <Jymmm> http://www.allelectronics.com/make-a-store/item/ER-18/TINNIT-BRIGHT-TIN-PLATE/-/1.html
[13:23:37] <Jymmm> Cheapest place at $6.90
http://www.parts-express.com/pe/showdetl.cfm?partnumber=340-188&source=googleps
[14:25:13] <MarkusBec_away> MarkusBec_away is now known as MarkusBec
[15:21:39] <jepler> Jymmm: interesting
[15:21:57] <jepler> if I understand correctly it's just tinning the copper, it's not somehow plating the through holes
[15:36:02] <tom3p> he also sez 'hard to photograph shiny stuff'
http://eegeek.net/electronics/tutorials/tinnittutorial.htm
[16:23:22] <danimal_garage> morning
[16:35:30] <ries> morning danielfalck
[16:35:47] <ries> morning danimal_garage
[16:35:54] <ries> grrr... tab completion....
[16:50:48] <danimal_garage> lol
[16:51:10] <danimal_garage> yea he should change his name
[16:51:25] <dgarr> jepler: AXIS doesn't respect CYCLE_TIME ???
[16:51:25] <dgarr> update_ms = int(1000 * float(inifile.find("DISPLAY","CYCLE_TIME") or 0.020))
[16:52:35] <jepler> dgarr: oh, was that added at some point? I know for a long time it didn't..
[16:55:53] <danimal_garage> hm my spindle stalls out above 60hz
[16:56:32] <dgarr> it was added quite a while back -- i may have been the requestor
[17:30:27] <lilalinux> lilalinux is now known as lilalinux_away
[17:32:17] <lilalinux_away> lilalinux_away is now known as lilalinux
[17:34:27] <antichip> hello
[17:34:53] <skunkworks_> antichip: hello
[17:36:52] <antichip> I have been working on 3 machines on and off for a few years. I plan on doing my major cnc spending in a few weeks or less.
[17:37:26] <antichip> 1 x2 mini mill 1 8x12 lathe amd a 4x5 micro lathe
[17:38:33] <antichip> I have got some bits, nema 43 stepper and driver for z on mill
[17:39:00] <antichip> 2hp 3 ph baldor motor and AB vfd for lathe spindle
[17:40:24] <skunkworks_> neat
[17:40:53] <tom3p> i have too many desktops and apps open... so when i want a man page, i open it in firefox
http://tips4linux.com/easily-read-man-pages-in-firefox/
[17:40:54] <tom3p> you need a server running, like 'sudo /etc/init.d/apache2 restart' then typing man encoder in firefox's url bar gets you the straight skinny
[17:41:16] <antichip> small maxon gearheaded servos with encoder for 4x5 micro, they are not fast but hard to stop.
[17:41:59] <antichip> I have been following emc for many years and played with it on and off.
[17:43:58] <antichip> I am undecided on weather to use stepper or servo for mill x and y
[17:44:29] <antichip> as I will be using stepper for z
[17:44:52] <SWPadnos> emc doesn't care if you mix, so use whatever you want for mechanical/accuracy reasons
[17:45:50] <antichip> cost is a major factor, servos will require(by my logic) a mesa cARD?
[17:46:05] <antichip> ONE PER MACHINE?
[17:46:19] <SWPadnos> that depends on the speed you need to move the motors
[17:46:50] <SWPadnos> it's probably better, for both stepper and servo machines, to use some hardware assist like a mesa card
[17:47:16] <antichip> I can see that
[17:47:26] <SWPadnos> doing so reduces the realtime timing requirements on the PC, and also gives better speed and resolution
[17:47:33] <SWPadnos> (resolution to the PWM values for a servo, that is)
[17:49:54] <antichip> I have us digital liniear encoder stuff but my max resolution on it would be .002, and it is plastic, so I ruled it out.
[17:50:59] <SWPadnos> linear encoders are great, unless there's backlash between the motor and the encoder
[17:50:59] <antichip> I considered using an audrino based micro controller board for io functions and encoder counting,
[17:51:33] <SWPadnos> I'm not sure there's arduino + emc software that can handle encoders. I think there's something for simple I/O though
[17:53:33] <antichip> well even that woul help with the stepper driven mill
[17:55:11] <danimal_garage> i cant seem to find this anywhere.... i have a high gear and low gear, and a vfd. how do you change the pwmgen scale depending on the gear it's in?
[17:55:16] <SWPadnos> the least expensive Mesa card is $89 or $99, plus an I/O daughtercard at $79 (I think). So figure $180 for Mesa hardware. Using an Arduino or parallel port, you still should have some sort of breakout board and/or protrction circuitry
[17:55:57] <SWPadnos> when you look at the amount of I/O you get, plus the FPGA thrown in for good measure, there's not much difference between a Mesa card and an add-on parallel port (with interface card)
[17:56:21] <SWPadnos> danimal_garage, look at the Tormach PCNC-1100 config (or probably others)
[17:56:32] <SWPadnos> there's a gearchange component for that
[17:57:05] <danimal_garage> ah ok, thanks
[17:57:40] <antichip> my dream would be to have all 3 machines dc brush gear headed servo mesa with siple h bridge drivers
[17:59:06] <SWPadnos> gotta be careful with gear heads - I think they usually have significant backlash
[17:59:32] <SWPadnos> harmonics don't, but then again they're very pricey
[18:02:56] <antichip> I could use a cheaper motor and a good encoder on the lead screw itself, might even save me a small penny
[18:03:26] <SWPadnos> then you get into the troubles of tuning a system where the feedback is not directly coupled to the motor
[18:03:28] <SWPadnos> that's a hard one
[18:03:50] <SWPadnos> you need an encoder on the motor, and you can optionally put another encoder (linear or otherwise) on the screw/table
[18:04:22] <antichip> reduce the hunt
[18:04:23] <antichip> ok
[18:08:26] <antichip> I'm just looking for a way to use smaller motors and keep them in thier torque range, and do this within a budget
[18:08:50] <SWPadnos> just remember, you'll never get more power than the motor can provide :)
[18:09:25] <SWPadnos> toothed belt/pulley reduction works very well, for anything from 1:1 to about 5 or 6 to 1 reduction
[18:09:47] <SWPadnos> beyond that, you probably need multiple stages, and that's a pain
[18:10:16] <antichip> right, but I just don't see a 250 oz in servo working in it's sweet spot on one of these little machines
[18:10:22] <SWPadnos> bbl
[18:10:31] <antichip> thank you
[18:10:38] <SWPadnos> sure
[18:49:59] <danimal_garage> i guess i dont understand how the gearchange function works.. does it change the scale for the vfd, or does it have to be a closed loop system (encoder on the spindle)?
[18:57:40] <SWPadnos> if I remember correctly, you set the high:low ratio on gearchange, and also put in the min/max RPM for each gear. the hi/lo gear selector will then decide whether the input command gets scaled
[18:57:56] <danimal_garage> ah ok
[18:58:04] <danimal_garage> that makes sense now
[18:58:19] <SWPadnos> the VFD "DAC" scale should be set for the low gear, I think
[18:58:29] <danimal_garage> oh ok
[18:58:40] <SWPadnos> but check that, it's been a while since I looked at it
[18:58:45] <danimal_garage> good to know, it's set for high
[18:58:47] <skunkworks_> SWPadnos: have you heard anything from tormach?
[18:59:00] <SWPadnos> haven't asked any questions lately :)
[18:59:05] <danimal_garage> makes sense since the scale is 2
[18:59:18] <danimal_garage> if it was .5 then i would think it would be scaled for high gear
[19:01:00] <SWPadnos> I wonder if I wrote good information for the manpage
[19:03:55] <SWPadnos> danimal_garage, man gearchange would have answered some of these questions
[19:06:03] <danimal_garage> ok, thanks, i didnt see it in the integrator's manual, but maybe i missed it
[19:07:55] <danimal_garage> onless there's another manual i dont know about
[19:08:01] <SWPadnos> ok - it's in the manpages and online docs, I never added it to the manuals
[19:08:13] <SWPadnos> (though I thought the manpages were added to one of the manuals automatically)
[19:09:02] <danimal_garage> ah ok, i thought the integrator's manual was like the bible... didnt realize there was stuff that isnt in it
[19:09:07] <danimal_garage> good to know
[19:33:59] <danimal_garage> yaya my brake module for my mill's vfd just came in
[19:34:02] <danimal_garage> yay*
[19:43:33] <tarzan_> shaft brake?
[19:53:17] <danimal_garage> no, it's a module for the vfd
[20:55:42] <Dave911> I've compiled a Ubuntu 9.1 Kernel with the RTAI patches and I've loaded up RTAI. I was following the directions on this website
http://neo-technical.wikispaces.com/emc2-ubuntu and making corrections as I went. I got up to line 15a and decided to follow the directions and do a tar ball download of EMC2 and install instead of doing a Git Clone, and compile with run-in-place etc. ...
[20:55:44] <Dave911> ...Everything is working great up until I do the "configure" to setup everything for the compile with Make for EMC2. When I run the configure I get an error near the end that says "Checking for mismatch between TK and TKinter" and there is an error that says "TCL Mismatch: 8.4 vs 8.5", then "Python requires TK 8.5 and TCL 8.5. It also mentions that I could do a --with-tclConfig and a...
[20:55:46] <Dave911> ...--with-tkConfig if necessary??? So I tried a "configure --with-tclConfig --with-tkConfig" and I still get the error ?? I went to the Synaptic package manager and it says I have TK 8.5 and TCL 8.5 already installed. Huh? Any idea what I do now?? I'd go back and just do a GIT clone but I would really like to get that wiki corrected so no one else has to plow the same ground...
[20:55:47] <Dave911> ...twice. Sorry for writing a book on the IRC!
[21:01:54] <SWPadnos> (minor nitpick: it's Ubuntu 9.10, that's nine point ten, not nine point one - the 10 represents the release month, October)
[21:02:24] <SWPadnos> did you specify the actual TCL/tk versions (or directories) with those configure options?
[21:06:38] <Dave911> Yes you are right, and that .10 is significant as you say... I just followed the configure instructions and never specified the TCL/TK install directories. I used the configure that was unpacked from the EMC2 tarball I believe.
[21:07:46] <Dave911> I read the install instructions that were unpacked with the tarball and I didn't see anything that I was doing wrong from reading that...
[21:08:19] <SWPadnos> I think you're supposed to say --with-tclConfig=<something>, but I don't know what <something> is supposed to be
[21:08:40] <SWPadnos> it could be a directory (where the tcl libraries are), or just the version
[21:08:56] <SWPadnos> same for --with-tkConfig
[21:09:14] <Dave911> Ok, I had no idea... good hint... I can look for that
[21:09:43] <SWPadnos> if you don't specify anything, then I think the option just tells configure to include tcl/tk, regardless of whether other options require it
[21:09:58] <SWPadnos> and of course, it uses the same auto-detection as without the options
[21:11:00] <SWPadnos> one other thing - I think there was a patch that allowed emc to work with mismatched tcl and tk versions, but it's only in master
[21:11:49] <Dave911> Now that makes sense... I didn't understand why I would tell it the "--with- tclConfig" etc...
[21:13:34] <Dave911> the patched version in the master. Which file would have been patched.. I thought it would have been a ".configure file", but I couldn't find one ... but I didn't look through the entire EMC2 source tree
[21:14:22] <SWPadnos> well, the patch I'm looking at (from 11/27/09) only patched the dependencies in debian/configure and debian/control.in
[21:14:49] <Dave911> Hmmm... but if I grab that patched file that means that the wiki directions are really unworkable..
[21:14:58] <Dave911> :-(
[21:15:11] <SWPadnos> are the wiki directions specifically for 9.10?
[21:17:05] <Dave911> It doesn't exactly say in the wiki itself but it is referred to as a reference in the EMC2 wiki and it has been used as 9.10 install reference in the forum. I've got everything working so far (with a few corrections) from the wiki with 9.10
[21:18:15] <danimal_garage> on the gear change stuff, is there a list of gearchange pins somewhere that i'm not seeing?
[21:18:23] <Dave911> I can see that several people have been trying to determine an exact solution and I was hoping to fix the wiki (the neo-technical wiki)
[21:18:32] <SWPadnos> man gearchange
[21:19:05] <Dave911> I'll pursue the --with-tclConfig= thing and see where I get.... Thanks!
[21:19:11] <SWPadnos> sure
[21:19:43] <danimal_garage> i saw that, all i saw were a few pins, is that all there is? like isnt there a higear or lowgear pin so i can actually do the gear change?
[21:21:33] <SWPadnos> pin in bit sel "Gear selection input";
[21:22:08] <SWPadnos> the component has to be told which gear you're in. it doesn't have outputs to select the gear automatically from the speed input (if that's what you're looking for)
[21:22:37] <danimal_garage> oh ok
[21:23:01] <ds3> * ds3 flings slittings saw blades around the channel like frisbies
[21:24:16] <danimal_garage> does m41/m42 work with emc?
[21:24:26] <danimal_garage> to change gears?
[21:25:21] <danimal_garage> basically what component actually does the gear change?
[21:25:32] <SWPadnos> I don't see M41/M42 in the docs
[21:25:55] <SWPadnos> if you have a powered gear changer, you would probably have to write some ladder logic to make it work
[21:25:56] <danimal_garage> me neither, but that's the typical hi/lo gear code for most machines
[21:26:08] <danimal_garage> oh ok
[21:26:18] <SWPadnos> there's a .comp that Stuart Stevenson wrote, somewhere on
http://www.mpm1.com:8080/
[21:26:42] <danimal_garage> this makes a whole lot more sense now, thanks
[21:26:42] <SWPadnos> he has a 4-gear machine he uses it on, IIRC
[21:26:47] <SWPadnos> sure
[21:27:09] <danimal_garage> so i guess temorarily i can just hook up a toggle switch for hi/low gear
[21:27:16] <SWPadnos> yes
[21:27:27] <danimal_garage> and have it go to an input pin
[21:27:35] <SWPadnos> or, if there are prox switches (assuming you have a power changer), you can use them to select the ratio
[21:27:36] <danimal_garage> for gearchange sel
[21:27:56] <danimal_garage> i have clutches (hardinge HNC
[21:27:58] <danimal_garage> (
[21:28:12] <SWPadnos> oh, then you may be able to use ladder well with that
[21:28:21] <danimal_garage> so i just need to throw power to them
[21:28:34] <SWPadnos> it would be ideal if there were feedback though, to tell you that the clutch is in position
[21:28:36] <danimal_garage> yea, i just need to learn ladder :)
[21:28:56] <SWPadnos> in any case, you can use the same output to select gears as you do to select scales with gearchange
[21:29:23] <SWPadnos> the hardware is then a pair of SSRs that are controlled by the same gear selection bit, but one of them should be inverted
[21:29:36] <SWPadnos> (unless you need more smarts than that, or some sequencing or something)
[21:29:42] <SWPadnos> bbiab
[21:29:52] <danimal_garage> makes sense
[21:29:54] <danimal_garage> thanks alot
[21:37:27] <Jymmm> jepler: Yeah, just keeps the traces purty
[21:47:36] <jepler> oh the self-inflicted pain:
http://blog.makezine.com/archive/2010/01/digital_clock_with_no_ics.html
[21:48:21] <Jymmm> lol
[21:48:55] <Jymmm> jepler: At least it's not a "Diode clock"
[21:49:17] <cradek> wow, it's wonderful IMO
[21:49:40] <jepler> if he got the circuit even close to right the first time it's a miracle
[21:49:47] <jepler> I'll grant it shows skill and dedication
[21:50:42] <archivist_emc> does it have strike and chime too :)
[21:51:23] <Jymmm> http://transistorclock.com/linked/onwall_l.jpg
[21:52:10] <cradek> wtf, it has binary counters and then binary-to-1-of-10 decoding
[21:52:17] <ds3> people here.... let me ask again... should M03/M05 (spindle on/off) execute with the same amount of time each time? or is the 'dwell' between M03 and the next block completely random at each run?
[21:52:17] <archivist_emc> I see he puts the resistors in the right way round
[21:52:25] <cradek> it should have ring counters
[21:52:30] <cradek> ds3: not realtime, so it's random
[21:52:52] <ds3> cradek: what about 'Sxxxx', is that a real time code?
[21:52:59] <cradek> ds3: nope
[21:53:26] <cradek> crap, I hope that doesn't mean I have to build one to beat his part count
[21:53:28] <ds3> how can I have a real time code to enable/disable a PWM signal?
[21:54:04] <ds3> custom hal code?
[21:54:07] <Jymmm> $215 for the kit????
[21:54:09] <cradek> M62
[21:54:16] <cradek> or is it M64? one of those
[21:54:26] <cradek> Jymmm: that's a fucking expensive circuit board to make
[21:54:26] <ds3> so M codes can be real time?
[21:54:36] <Jymmm> cradek: how so?
[21:54:38] <alex_joni> 62/63 are synced with motion
[21:54:43] <cradek> Jymmm: it's huuuuuge
[21:54:44] <alex_joni> 64/65 are not
[21:55:08] <cradek> ds3: whether a function is realtime or not isn't really related to what letter in gcode causes it
[21:55:30] <skunkworks_> $215 seems cheap...
[21:55:37] <Jymmm> Perpetual Calendar
[21:55:48] <cradek> skunkworks_: actually yeah
[21:56:01] <Jymmm> http://www.kabtronics.com/orderpage/images/orderpage001005.jpg
[21:56:06] <jepler> the assembly manual is really quite good
[21:56:29] <alex_joni> hmm.. doesn't look _that_ big from the pic
[21:56:29] <cradek> jepler: did you find a real schematic?
[21:56:30] <jepler> it's more than just assembly
[21:56:33] <alex_joni> how big is it?
[21:56:40] <ds3> cradek: ah I see... do I need to write C code to get a RT behavior if all I wanted to do is generate a PWM with a given duty cycle on a parallel port pin?
[21:56:54] <jepler> cradek: yes, starting on page 46 of the pdf
http://transistorclock.com/tranmanual.pdf
[21:57:09] <cradek> no, you can generate that with pwmgen
[21:57:39] <ds3> cradek: but what about the connection of that with M62/M63?
[21:58:02] <ds3> (Background - trying to get a laser controlled by EMC)
[21:58:15] <ds3> a laser sitting there turned on will do bad things, hence the need to define the 'dwell'
[21:59:05] <alex_joni> ds3: that should work
[21:59:29] <alex_joni> you do something like: G01 x10 / M62 P1 / G01 x20
[21:59:52] <alex_joni> then while passing through x10 motion.digital-output-01 will turn true
[22:00:14] <alex_joni> if you connect that to pwmgen.xx.enable, then it starts pwm-ing just then
[22:00:57] <Jymmm> cradek: Did you complete your order yet?
[22:01:21] <jepler> hah: > Fun story: my advisor used to work at an amp store. They decided to do a double-blind study on the eternal battle between solid state vs. tube* and found that people preferred the tube amps (no surprise here). However, when they introduced a low 60 Hz signal to the solid state amp, people preferred them over the tubes.
[22:02:12] <ds3> alex_joni: and each time I run it, it will be enabled for exactly the same amount of time (determined by feed rate) as it goes from X10 to X20?
[22:02:15] <cradek> Jymmm: I've done one better - I've made an electronic clock that not only has no ICs - it also has no transistors
[22:02:37] <cradek> Jymmm: it doesn't work very reliably, unfortunately - I should work on finishing it sometime
[22:02:38] <Jymmm> cradek: motor? balls?
[22:02:48] <cradek> no moving parts except electrons
[22:02:49] <ds3> cradek: charging and discharging lyden jars with electrostatic leaves? :D
[22:03:21] <alex_joni> ds3: it will be enabled exactly when you pass x=10
[22:03:29] <cradek> hm, now I'm getting the itch to finish it up
[22:03:29] <Jymmm> jepler: Yeah, they have to be in tune with the electric company man - but I thought that
[22:03:31] <alex_joni> if you want to disable it you need to program a M63
[22:03:35] <Jymmm> s what the pot was for.
[22:03:49] <alex_joni> G01 x10 / M62 P1 / g01 x15 / m63 P1 / g01 x20
[22:04:04] <alex_joni> ds3: that enables it in x=10, and disables it in x=15
[22:04:10] <ds3> alex_joni: I understand that. I am just wondering if it will do exactly the same thing each time I run it
[22:04:14] <Jymmm> cradek: how many diodes so far/estimate?
[22:04:25] <cradek> it works fine while you watch it, but if you go away and come back it is often showing the wrong time
[22:04:48] <Jymmm> cradek: seperation anxiety clock?
[22:04:49] <cradek> Jymmm: in mine? there's 2 or 4 diodes in the power supply
[22:05:06] <cradek> probably 4 - it's been a while since I built it
[22:05:25] <Jymmm> analog?
[22:06:28] <cradek> that's kind of a fuzzy question - it is electronic, and it works pretty much digitally, but electronic devices are inherently analog
[22:06:31] <jepler> http://en.wikipedia.org/wiki/Dekatron
[22:06:34] <alex_joni> ds3: yes it will
[22:06:39] <danimal_garage> cradek: do you have your hi/low gears working via m code, or is yours set up for manual gear changes?
[22:06:46] <cradek> danimal_garage: M10x
[22:06:47] <alex_joni> jepler: that manual is quite good, however there's one majour flaw
[22:07:11] <cradek> (jepler gets the cookie)
[22:07:17] <jepler> alex_joni: besides the clock counting wrong on your stupid european electricity?
[22:07:21] <alex_joni> when placing components on a through-hole board, I learned to always start with the lowest height parts
[22:07:33] <danimal_garage> cradek: cool
[22:08:16] <danimal_garage> i'm trying to get the gearchange setup working now
[22:08:29] <danimal_garage> the brake was bad so i removed it
[22:08:52] <ds3> alex_joni: thanks. the machine seller was suggesting using the spindle controls but this sounds a lot better
[22:08:52] <cradek> danimal_garage: I noticed the old control let you change gears with the spindle running - made a lot of noise - my emc ladder disallows it
[22:09:12] <ds3> will be back to ask more details when I get the stand setup for it
[22:09:20] <danimal_garage> remember how i was complaining it was stalling with a light cut? it was the brake dragging
[22:09:26] <alex_joni> ds3: you can use the spindle speed to set up pwm rate
[22:09:28] <cradek> yay
[22:09:42] <jepler> ooh bbl
[22:09:56] <ds3> alex_joni: oh and just use M62/M63 codes instead of M03/M05?
[22:10:02] <Jymmm> http://transistorclock.com/cal/grnonwallb.JPG
[22:10:05] <danimal_garage> so you wrote a ladder for it huh
[22:10:25] <danimal_garage> i gotta learn that eventually
[22:10:56] <Jymmm> http://transistorclock.com/cal/calsite_003.htm
[22:11:16] <Jymmm> I like the calendar
[22:12:11] <alex_joni> ds3: you need M03 to start the "spindle" once
[22:12:20] <alex_joni> so that pwmgen gets the speed setting
[22:12:33] <alex_joni> but after that you can enable/disable the laser with M62/63
[22:13:24] <archivist_emc> alex_joni, I agree the build order is wrong except that you can test sections as you build with the psu first
[22:14:32] <MarkusBec> MarkusBec is now known as MarkusBec_away
[22:15:00] <ds3> alex_joni: so my startup code is something like - S050 M03; M05; ....?
[22:15:08] <ds3> assuming I am off the part at that point
[22:16:20] <alex_joni> no, just keep it in M03
[22:16:24] <alex_joni> no need for M05
[22:16:38] <alex_joni> until you M62 your pwmgen won't output anything
[22:20:43] <ds3> oh
[22:20:54] <ds3> I will definitely need help when I get to setting it up then
[22:21:38] <ds3> does EMC do any debouncing of home switches? (sell claims there are home switches on the machine but it is "noisy")
[22:22:25] <SWPadnos> there's a debounce component that can do that
[22:22:40] <SWPadnos> but I think the home input to the motion controller is not debounced
[22:23:10] <Jymmm> SWPadnos!
[22:23:16] <ds3> so option is available
[22:23:31] <Jymmm> SWPadnos: How da hell are ya?!
[22:23:57] <ds3> SWPadnos: how was the holidays?
[22:36:29] <MarkusBec_away> MarkusBec_away is now known as MarkusBec
[22:38:31] <alex_joni> ds3: if you can imagine, and someone can program it, it's available in emc2 ;)
[22:41:39] <danimal_garage> ok for gearchange..... this is giving me a headache. I got the gearchange.0.sel to change from true to false, but it wont leave the low gear rpm limits.
[22:45:34] <danimal_garage> http://pastebin.com/m1296698a
[22:45:48] <danimal_garage> do i have something wrong there?
[22:49:14] <MarkusBec> MarkusBec is now known as MarkusBec_away
[22:54:07] <alex_joni> danimal_garage: what do you mean?
[22:54:49] <alex_joni> you selected gear range 2, and the speed output is not multiplied by 2 ?
[22:56:13] <danimal_garage> i'm not sure if i'm selecting gear range 2
[22:56:46] <danimal_garage> if gearchange.0.sel is true, does that select second gear?
[22:56:57] <danimal_garage> and if it's false, is it first gear?
[22:57:49] <alex_joni> right
[22:58:26] <alex_joni> that would be my guess
[22:59:00] <danimal_garage> it's not that it's not multiplying it by 2, it's not changing from the gear 1 rpm range to the gear 2 rpm range
[22:59:47] <danimal_garage> in other words it's still using gearchange.0.min1 and gearchange.0.max1
[23:00:05] <danimal_garage> regardless if gearchange.0.sel is true or false
[23:00:12] <alex_joni> how did you determine that?
[23:00:47] <danimal_garage> i opened hal configuration and looked at it in there
[23:01:32] <alex_joni> I'm not sure what you expect should change
[23:02:09] <danimal_garage> no matter if gearchange.0.sel is true or false, gearchange.0.speed-out wont go higher than the value in gearchange.0.max1
[23:02:59] <danimal_garage> it should use gearchange.0.max2 if it's in second gear
[23:03:35] <alex_joni> so you should get to 6000 rpm
[23:03:53] <alex_joni> err.. no
[23:03:55] <alex_joni> 1500 rpm
[23:04:07] <alex_joni> max2 = 3000
[23:04:21] <alex_joni> scale = 2, so the output will be 3000/2 = 1500
[23:04:31] <alex_joni> which you probably mistook as max1
[23:05:21] <danimal_garage> well it says 1500, regardless if gearchange.0.sel is true or false
[23:05:39] <danimal_garage> shouldnt it show 3000 if i'm using max2?
[23:06:11] <alex_joni> nope
[23:06:17] <alex_joni> you want 3000 RPM
[23:06:34] <alex_joni> but in gear 2 your spindle is moving twice as fast as the motor
[23:06:55] <alex_joni> so your motor should still move at 1500 rpm, so that the spindle moves at 3000 rpm
[23:08:06] <alex_joni> the min/max refer to spindle speed, not motor speed (so after the scaling)
[23:09:16] <danimal_garage> ohh ok
[23:11:03] <alex_joni> whee
[23:11:19] <Jymmm> heh
[23:11:52] <danimal_garage> hey what do you know, i'm an idiot
[23:11:56] <danimal_garage> once again lol
[23:12:13] <Jymmm> danimal_garage: Nothing 50KV cant cure =)
[23:12:59] <danimal_garage> are you suggesting i zap myself?
[23:13:15] <alex_joni> danimal_garage: as usual I found reading the source way more explicative than the manual :)
[23:13:23] <alex_joni> http://git.linuxcnc.org/gitweb?p=emc2.git;a=blob;f=src/hal/components/gearchange.comp;h=9a523684b57464e24a6650c4fe4c738eefd1e9fa;hb=HEAD
[23:13:28] <alex_joni> the manual is 2 pages long
[23:13:45] <alex_joni> the source is about 5 lines for the relevant part (lines 35..40)
[23:15:50] <danimal_garage> i'll have to keep that in mind
[23:16:05] <danimal_garage> it seems to be working
[23:16:53] <danimal_garage> yay
[23:17:04] <danimal_garage> so i had it right all along
[23:28:36] <danimal_garage> i guess all i gotta do is figure out the ratios between hi and low gear
[23:28:54] <danimal_garage> my eyeball says it's about 2:1
[23:29:10] <danimal_garage> but i'll try and measure the pulleys
[23:33:29] <lilalinux> lilalinux is now known as lilalinux_away
[23:45:05] <danimal_garage> wowsers, 5:1?
[23:45:33] <danimal_garage> cradek: does that sound right?
[23:48:59] <jt-plasma> danimal_garage: making progress?
[23:49:52] <danimal_garage> yea, a little
[23:50:23] <jt-plasma> cool, I took 3 steps fwd and 1 step back
[23:50:46] <danimal_garage> both axises work great, got the spindle working, and i'm almost done getting the gear change scaling worked out
[23:51:00] <danimal_garage> just gotta get the home switches hooked up
[23:51:10] <danimal_garage> cool, what'd ya get done?
[23:57:52] <danimal_garage> i dunno if you saw, but i got the following error down to .0002" or less at 200ipm
[23:58:54] <jt-plasma> nice, I'm still working on the phase converter LOL
[23:59:48] <jt-plasma> I made a plate to mount all the el parts on and forgot about a 4" height restriction on one edge and mounted some 4.5" tall stuff there :/
{kind=link}
{kind=link}
{kind=link}
{kind=link}