Back
[01:00:14] <frallzor> so, just for fun, who here is building a nice cnc-mill?
[01:00:21] <frallzor> (I like to check projects) =)
[01:04:19] <skunkworks> we have lots of unfinished projects.
[01:04:35] <frallzor> pics pics lots of pics
[01:04:37] <frallzor> showe me with them
[01:04:42] <frallzor> shower :P
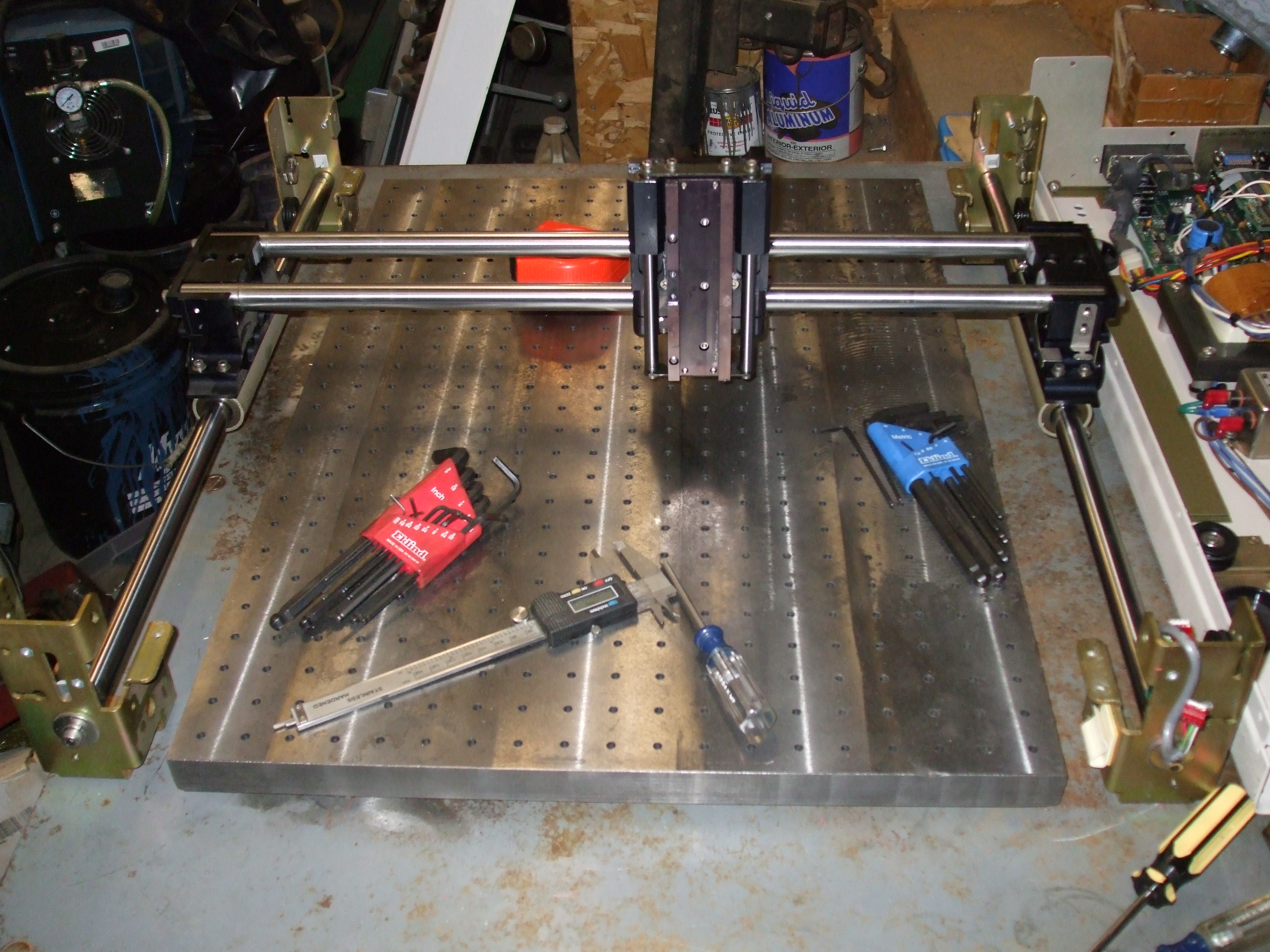
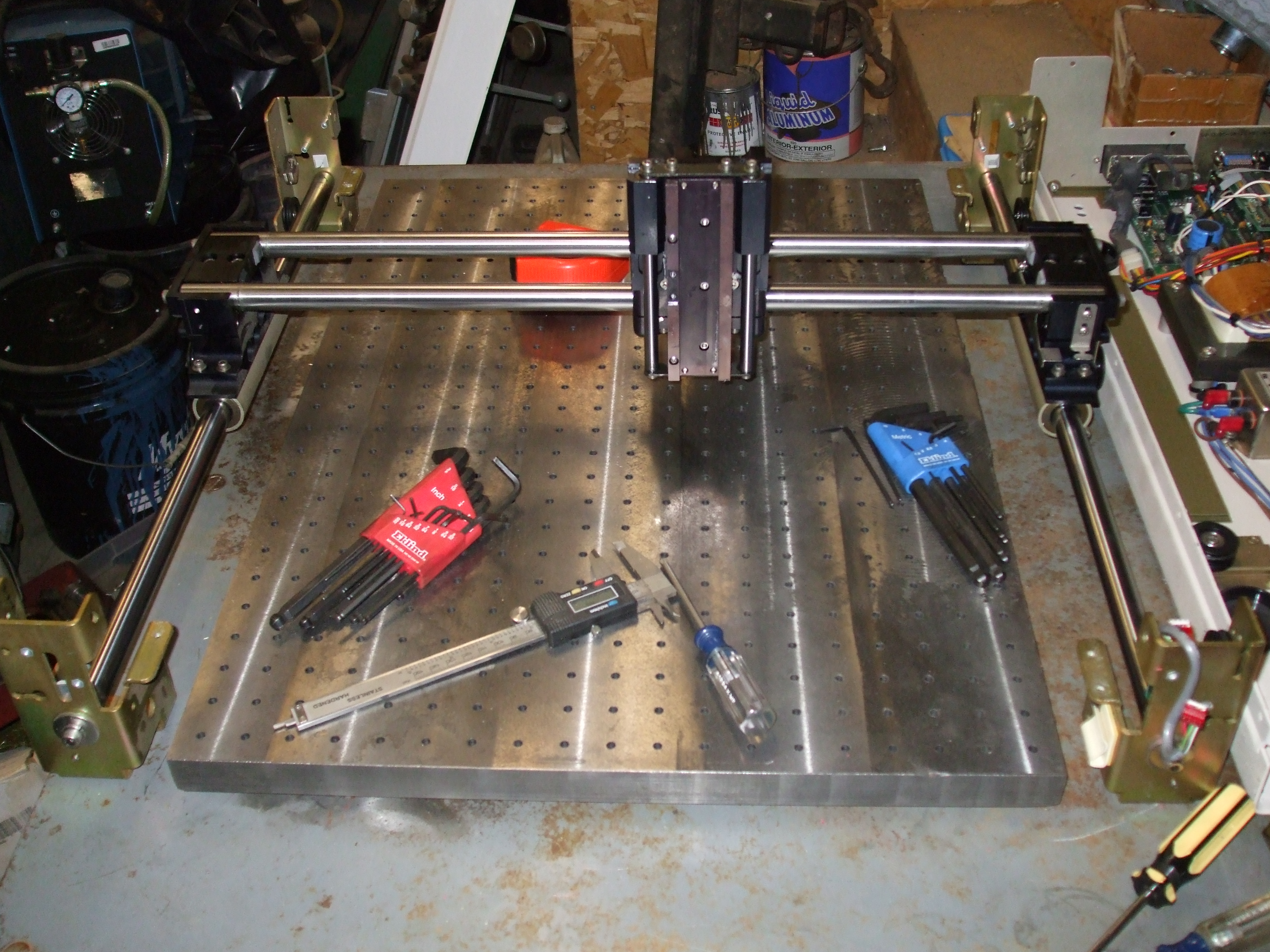
[01:04:59] <skunkworks> http://electronicsam.com/images/KandT/pcbmill/mockup2.JPG
[01:05:03] <skunkworks> http://electronicsam.com/images/KandT/DSCCurrent.JPG
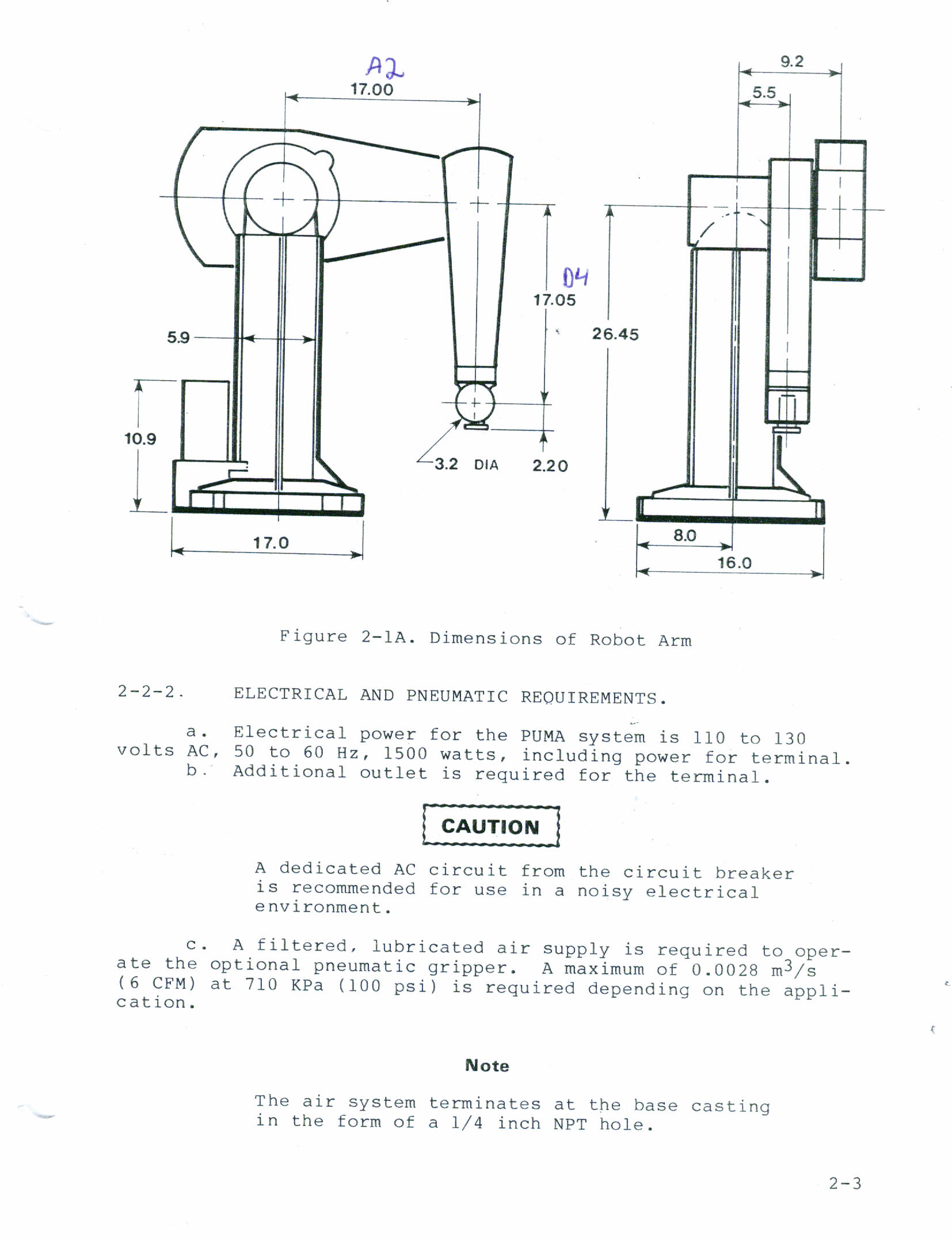
[01:05:38] <skunkworks> http://electronicsam.com/images/puma/pumaarm.jpg
[01:05:57] <skunkworks> 3 main ones. (I don't have an actual picture of the puma for some reason)
[01:06:52] <skunkworks> there are tons of random pictures in those directorys
[01:07:01] <archivist_emc> I only do fugly not pretty
[01:07:19] <frallzor> pcb-milll, lathe and some superduperaxis mill?
[01:09:07] <skunkworks> pcb-mill, hmc, puma robot
[01:09:34] <frallzor> http://electronicsam.com/images/KandT/cncworkshop07/DSC_3777.JPG that looks fun :P
[01:09:51] <frallzor> the glass is half full or half empty
[01:10:44] <skunkworks> that was done on the emc converted mazak at the fest
[01:12:56] <frallzor> got some nice milling videos?
[01:13:09] <frallzor> Want to dream myself away to the day I can mill again
[01:15:23] <archivist_emc> youtube search with emc2 cnc gets a well know few :)
[01:15:35] <archivist_emc> known
[01:16:21] <archivist_emc> ew mine is up to 73,775 views for one of them
[01:20:03] <frallzor> http://www.youtube.com/watch?v=FZC8v0UnWdM I like this one
[01:25:04] <MattyMob> that seems like a lot of effort for a train that doesn't run
[01:26:40] <MattyMob> scale model buildings might have a market. I'll try a few of them
[01:47:16] <frallzor> I want moe money!
[01:48:20] <Jymmm> frallzor:
http://www.tj6enterprises.com/sitebuildercontent/sitebuilderpictures/The3StoogesBillTJ6.jpg
[02:14:35] <danimal_garage> cradek: are you on? i have a quick question regarding the resolver
[02:15:52] <danimal_garage> or for anyone that knows resolvers for that matter.....
[02:17:12] <danimal_garage> i have the resolver color codes figured out except for one thing... the polarity of the primary (excitation) leads
[02:17:29] <danimal_garage> one is red/white, and the other is yellow/white
[02:18:17] <danimal_garage> i think the red/white is +, but i'm looking for confirmation
[02:21:11] <cradek> doesn't matter
[02:21:52] <cradek> you might have to reverse various windings until your index turns up in the right place
[02:39:58] <danimal_garage> ah thanks
[03:12:32] <dmess> high all
[08:58:20] <lilalinux_away> lilalinux_away is now known as lilalinux
[09:04:13] <lilalinux> lilalinux is now known as lilalinux_away
[09:07:04] <lilalinux_away> lilalinux_away is now known as lilalinux
[10:10:13] <piasdom> g'mornin all and Happy New Year
[10:16:24] <micges_work> hello, thanks
[11:03:31] <lilalinux> lilalinux is now known as lilalinux_away
[11:43:26] <lilalinux_away> lilalinux_away is now known as lilalinux
[11:55:06] <lilalinux> lilalinux is now known as lilalinux_away
[11:57:40] <lilalinux_away> lilalinux_away is now known as lilalinux
[14:44:38] <Jymmm> Yo ho ho and a bottle of TEQUILIA!!!
[14:57:28] <ries> Hey all, I have a question on the 3D view in axis, when it loads the default axis file, I see a pyramid (mill bit) shaped thing, but I don't see that with others. Is that by design?
[14:57:56] <ries> THis is with 3D_Chips for example..
[14:58:14] <cradek> that tells you where your tool is. it's always there.
[14:58:26] <cradek> maybe it's off the screen? try zooming out.
[14:59:04] <archivist> I think that file selects a tool to get a cylinder
[15:00:49] <ries> cradek: It's there, or should be... because I see the red line moving on my screen during a job
[15:02:43] <cradek> hmm, maybe archivist is right - what's in your tool table for the tool it's using?
[15:03:47] <ries> properly nothing....
[15:04:01] <ries> I don't know where to find the tool table yet, just trying to understand EMC
[15:05:02] <ries> Will figure that out, the problem must be somewhere there
[16:22:33] <MattyMob> yo ho ho and a bottle of non-alcoholic beverage
[16:23:25] <Jymmm> and 40 of those WILL get you legally drunk
[16:24:05] <MattyMob> if there is any such thing in the modern muslim pirate fleet
[16:24:06] <lilalinux> lilalinux is now known as lilalinux_away
[16:24:11] <lilalinux_away> lilalinux_away is now known as lilalinux
[17:08:31] <toast> toast is now known as toastydeath
[17:14:43] <Guest284> boy - bldc motors are magic.
[17:15:12] <Guest284> Guest284 is now known as skunkworks_
[17:15:43] <bill20r3> woah woah it's magic.
[17:15:53] <skunkworks_> you know!
[17:17:08] <skunkworks_> hooked one of the keling bldc motors to the advanced motion control drives - 'just works'
[17:17:37] <bill20r3> for a spindle motor?
[17:17:59] <skunkworks_> no - for the large axis of the pcbmill
[17:18:37] <skunkworks_> http://www.electronicsam.com/images/KandT/pcbmill/mockup2.JPG
[17:19:09] <bill20r3> uhm, aren't brushless motors generally pretty fast? or do you have it geared way down?
[17:19:31] <skunkworks_> I think you are thinking radio controlled stuff..
[17:19:43] <skunkworks_> these servos are 4000rpm max
[17:19:47] <bill20r3> I am. I've only seen them in rc stuff, and hard drives.
[17:19:50] <jackc> anyone have a link to the eagle --> nc code scripts?
[17:19:58] <bill20r3> oh, they're servos
[17:20:11] <bill20r3> jack, check millpcbs.com
[17:20:15] <jackc> bill20r3: thx
[17:20:29] <bill20r3> I was thinking about using an RC brushless motor for my pcbmill spindle.
[17:20:44] <bill20r3> but I got a proxxon rotary tool instead. (p.s. it rules)
[17:21:03] <jackc> i have a proxxon mill for boards
[17:21:06] <skunkworks_> jackc:
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Cam
[17:21:11] <skunkworks_> there are a couple on that page
[17:21:13] <jackc> skunkworks_: ahh thats it, thanks
[17:21:33] <bill20r3> runout is like 0.0005 on mine, I'm really pleased with it.
[17:21:46] <skunkworks_> I am probably going to use a dremil like spindle to begin with.
[17:21:56] <skunkworks_> nice
[17:22:18] <bill20r3> skunkworks, my proxxon was $110, not *that* much more than a dremel, and it's *WAY* better.
[17:22:28] <skunkworks_> link?
[17:22:34] <bill20r3> * bill20r3 finds
[17:23:11] <bill20r3> http://www.amazon.com/Proxxon-38481-Professional-Rotary-Tool/dp/B001FWXEO6/
[17:25:34] <bill20r3> I can turn it up to '10' and put it down on my desk, and it just sits there.
[17:25:49] <bill20r3> a dremel would vibrate itself off the side in a few seconds.
[17:31:10] <skunkworks_> what is the maximum rpm?
[17:32:58] <bill20r3> 20k is what the specs say, but I don't have any way to measure it.
[17:33:22] <bill20r3> I was using a bosch colt router, but my mill is inside, and that was way too noisy to run at night.
[17:33:40] <bill20r3> the proxxon makes finer traces, and I can run it while everyone else is asleep.
[17:36:02] <skinnYPuP> http://www.google.com/products/catalog?oe=utf-8&rls=com.ubuntu:en-US:unofficial&client=firefox-a&q=pencil+grinder&um=1&ie=UTF-8&cid=11602829759730087926&ei=0CZCS42TGpCwtgf0qJyICQ&sa=X&oi=product_catalog_result&ct=result&resnum=1&ved=0CBgQ8wIwAA#ps-sellers
[17:36:04] <skunkworks_> neat - what feed are your running at 20k?
[17:36:20] <skinnYPuP> those do ok on circuit board if air is prefered
[17:40:00] <bill20r3> I was playing around with the feed, & never really nailed down a max, but it did fine at 8-10IPM for cutting, and 15ish for jog..
[17:41:12] <bill20r3> I dont have any pics of proxxon-milled boards, but here's one with the Bosch:
http://protovision.com/wordpress/wp-content/uploads/P1030060.jpg
[17:41:25] <bill20r3> the proxxon board is better than that, thinner cuts.
[17:41:53] <skunkworks_> nice - any pictures of your mill?
[17:44:23] <bill20r3> no recent ones, but here's a picture of what I started with,
http://www.xmission.com/~bill/pcbmill01.jpg
[17:44:56] <bill20r3> it was part of a Perkin-Elmer spectrometer of some kind.
[17:45:17] <bill20r3> I just added a "Z", and limit switches, etc.
[17:47:01] <skunkworks_> cool'
[17:47:12] <bill20r3> $50 ebay score, I was excited.
[17:50:46] <jackc> you guys still using V-bits for boards?
[17:51:01] <jackc> i got a 0.01" EM ive been using with great success
[17:53:58] <skunkworks_> I still use a v-bit
[17:54:26] <jackc> word
[17:54:39] <danimal_garage> well looks like my p4 box is good enough for emc... the latency was only a little over 12000
[17:55:19] <danimal_garage> it stayed about 5000 till i ran a bunch of youtube videos and mp3's all at once
[17:55:54] <danimal_garage> not that it matters a ton since i'm using mesa hardware
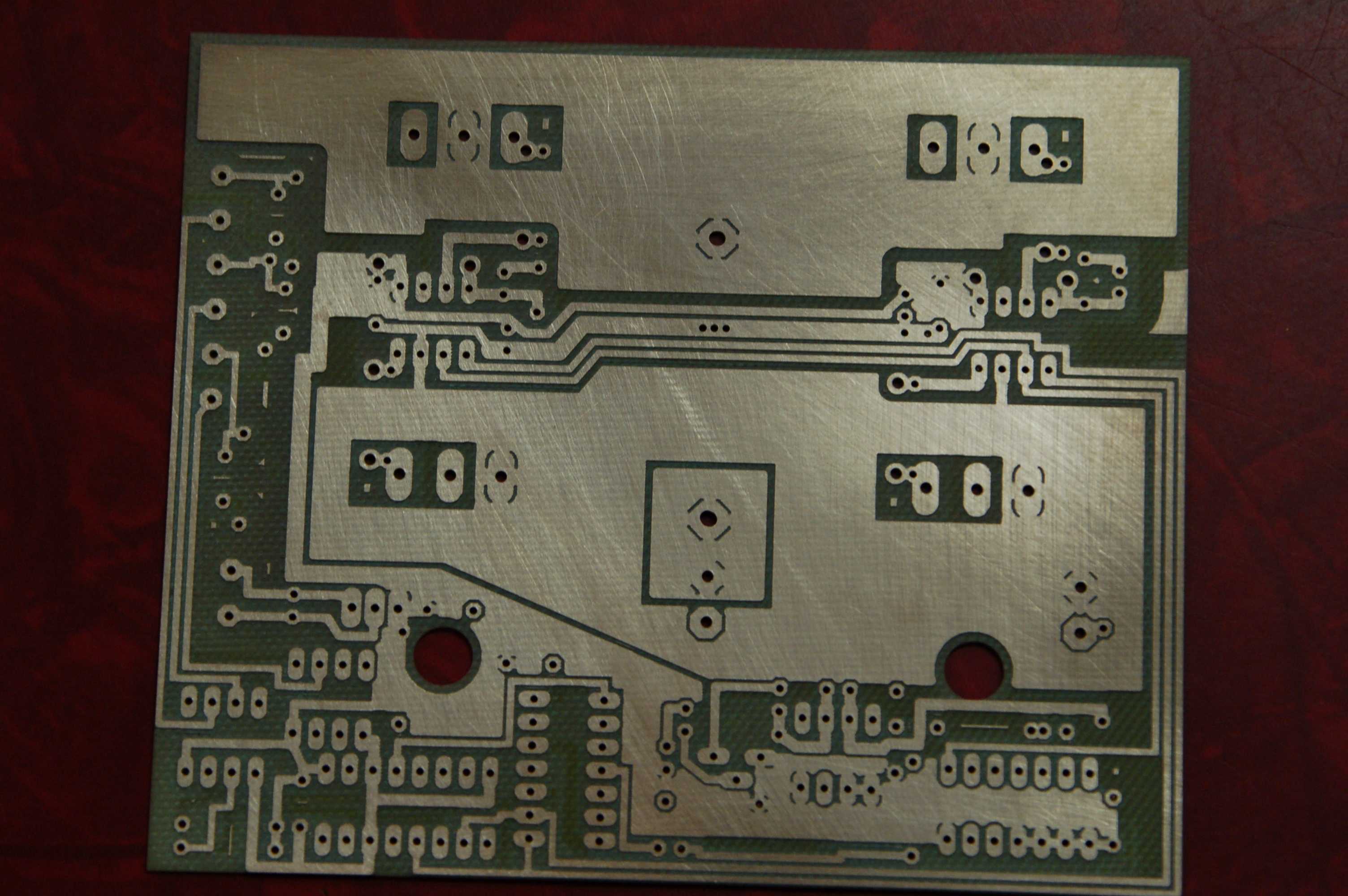
[17:56:02] <skunkworks_> http://www.electronicsam.com/images/KandT/servostart/schem/newcurrentlimit/bottom.JPG
[17:56:02] <MarkusBez> MarkusBez is now known as MarkusBec
[17:57:12] <danimal_garage> is there anything special in configuring emc for a lathe, other than just having 2 axis?
[17:58:08] <jackc> doubt it, but im just guessing
[17:58:19] <jackc> the config-wizard thing is a pretty handy addition, i like it
[17:59:00] <danimal_garage> config wizzard?
[17:59:41] <jackc> in the CNC part of the menu, it writes the hal files for you and such by asking questions
[18:00:32] <danimal_garage> hmm havent seen that yet, i always did the hal myself for my mill
[18:00:55] <skunkworks_> that isn't going to work well with mesa hardware...
[18:00:57] <jackc> yah me too but i was out of it for 2 years, i just recently set my mill up again and there it was
[18:01:04] <jackc> skunkworks_: ah ok, sorry
[18:01:17] <danimal_garage> unless you mean the stepconfig wizzard
[18:01:25] <danimal_garage> ah ok, you do
[18:01:38] <jackc> danimal_garage: yea seems i do ;-)
[18:01:47] <danimal_garage> i didnt think i'd be that lucky lol
[18:02:03] <skunkworks_> one of the developers is working on a wizard for setting up the mesa hardware - but I don't know how far along it is.
[18:03:09] <jackc> so random question - i have my max speeds in my conf setup in stepconfig. however in axis, if in mdi i do a g0 it tries to move them at like 400ipm
[18:03:18] <danimal_garage> i'm getting pretty familiar with the hal and ini at this point
[18:03:20] <jackc> why doesnt axis / hal limit the jog speed at the values in the conf?
[18:04:04] <danimal_garage> there's a velovity limit for axis too
[18:04:16] <jackc> it doesnt read the hal ones?
[18:04:17] <jackc> drat
[18:04:26] <jackc> where can i find it? i poked around the menus a bit
[18:04:48] <danimal_garage> it's in your ini file
[18:05:07] <jackc> yeah, i checked and the .ini has the values i specified
[18:05:10] <danimal_garage> under where it says [TRAJ]
[18:05:21] <jackc> under AXIS_) etc
[18:05:22] <jackc> ahhh i see
[18:05:26] <jackc> i must have missed that part
[18:05:30] <jackc> thanks, i will check
[18:05:47] <danimal_garage> but it still shouldnt go faster than what each axis is set for
[18:06:04] <jackc> it tries :-/
[18:06:04] <danimal_garage> it might say it on the screen, but it shouldnt actually be moving that fast
[18:06:13] <jackc> thats what i figured
[18:06:23] <jackc> i will take a closer look, im sure i messed up the conf somewhere
[18:06:55] <danimal_garage> for example, my z axis is set faster than x and y, but it still shows the z axis velocity even though the x and y dont move that fast
[18:07:49] <jackc> ok
[18:07:58] <danimal_garage> it should be somewhere right above the ini configs for your first axis
[18:07:59] <jackc> yeah my y is slower than x and z
[18:08:12] <jackc> i have seen the TRAJ tag, just didnt look at it much. ill do so
[18:09:12] <danimal_garage> yea, ok then set your TRAJ max velocity the same as your x and z, and y should still be slower even though it shows the x and z velocity in axis
[18:09:35] <jackc> ok
[18:12:59] <danimal_garage> disclaimer: i dont know crap about emc so i could be wrong, but it does work like that for my setup
[18:16:33] <danimal_garage> and dogs dont know it's not bacon
[18:18:53] <danimal_garage> god help us if they did
[18:25:01] <ries> hey guys, I am seeing something funny with axis... 1) when I turn my computer on and run axis all is fine 2) my fan goes on an axis tells me a unexpected realtime delay, and axis slows down (screen updates at least) 3) reboot my computer, fan stays one, running axis for the rest of the hours is fine
[18:26:39] <ries> I never knew it took so much CPU time for a board to turn of the fan... but reading a bit about it (al the SMI stuff) it seems like that turning on a fan requires quite some overhead...
[18:27:05] <ries> I was thinkiing to turn the fan on by means of ACPI, but then I need to enable PM in the kernel, should I do this or any other suggestion?
[18:27:49] <bill20r3> skip all that, and wire the fan on %100 of the time?
[18:27:54] <jackc> ^
[18:29:10] <ries> bill20r3: Oo... you are so smart :) that's a good idea actually, I need to open this laptop anyways to remove teh screen
[18:59:05] <alxm> hello, are there parallel port cards you can recommend for use with emc?
[19:02:58] <SWPadnos> alxm,
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?EMC2_Supported_Hardware
[19:03:24] <SWPadnos> hmmm. though that doesn't seem to have a list of parallel port cards
[19:04:25] <alxm> we are basically going to be controlling one machine, 3 motors
[19:04:44] <alxm> I can just use an i/o board to do that?
[19:05:02] <SWPadnos> most parallel port cards that are supported by the Linux kernel will work for simple I/O
[19:05:14] <SWPadnos> yes, though you may need to modify a driver for it to work
[19:05:29] <SWPadnos> there are two or three 8255-based (or emulated) boards that are supported
[19:05:32] <alxm> I would really prefer not to do that ;)
[19:05:35] <SWPadnos> heh
[19:05:36] <alxm> aah, cool
[19:06:06] <alxm> would it be easier just to find a parallel port card supported by linux?
[19:06:15] <SWPadnos> and for not too much money, you can get an FPGA-based card that's directly supported ($89)
[19:06:37] <alxm> that is pretty cheap
[19:06:56] <SWPadnos> probably, but you may need to stay away from certain NetMos-based cards. There's a wiki page or two on that
[19:07:26] <SWPadnos> yeah, there's more to be spent on signal conditioning, but you'd need to spend that anyway, since a parport isn't exactly industrial I/O
[19:08:40] <alxm> I haven't even started looking at that
[19:08:48] <alxm> have any useful links?
[19:09:14] <SWPadnos> that supported hardware page has links for breakout boards, and also the FPGA cards (Mesa Electronics)
[19:09:47] <SWPadnos> also, there are other parallel-port-connected devices, such as the Pico Systems products, which have the signal conditioning built in
[19:10:19] <SWPadnos> definitely think about what you want to connect to the machine before you make a decision about the interface
[19:10:54] <SWPadnos> you may find that you need more than one parallel port (for limit/home switches, probe input, jog wheel(s), etc), which very quickly reduces the cost gap between parallel ports and more advanced devices
[19:11:12] <SWPadnos> also buttons and lights - can't forget those :)
[19:11:23] <alxm> heh. buttons and lights are nice.
[19:13:15] <jackc> alxm: do you have a mill already that youre planning to convert?
[19:13:33] <alxm> jackc, it is a laser
[19:13:36] <jackc> ah epic
[19:14:40] <alxm> yes, I really need to get up to speed on this, more of a programmer/sys admin - working with an enigineer on getting ths done
[19:15:10] <skunkworks_> what are you planning to do with the laser?
[19:15:45] <alxm> we laser etch parts - brand name, serial number, etc
[19:16:06] <jackc> sweet
[19:16:16] <alxm> a controller died and it needs to be replaced
[19:16:21] <skunkworks_> mainly line art? not image engraving?
[19:16:22] <alxm> would love to go open source
[19:16:52] <alxm> we haven't done any image engraving thus far
[19:16:56] <jackc> alxm: is it steppers or servos?
[19:17:17] <skunkworks_> ok - emc doesn't do image engraving very well yet. Maybe you could add it ;)
[19:17:42] <alxm> I believe steppers ;) like I said, I am more the software side of things
[19:17:54] <alxm> but I do love me some hardware
[19:18:05] <cradek> skunkworks_: image-to-gcode actually works pretty well
[19:18:08] <alxm> is there an api to emc?
[19:18:21] <skunkworks_> cradek: laser engraving.
[19:18:33] <cradek> oh that, yeah
[19:19:18] <alxm> our laser software outputs something and I would like to translate that to something EMC can understand and control the motors
[19:19:24] <SWPadnos> alxm, yes, but it's large and convoluted :)
[19:19:38] <alxm> sweet.
[19:20:35] <SWPadnos> and still doesn't support raster scanning well
[19:20:51] <SWPadnos> that's part of the motion controller, which isn't meant for that kind of work
[19:20:52] <skunkworks_> 'raster scanning' that was the words I was looking for.
[19:21:54] <MarkusBec> MarkusBec is now known as MarkusBec_away
[20:25:11] <MarkusBec_away> MarkusBec_away is now known as MarkusBec
[20:55:59] <andypugh> I wonder why my rotary table has axial play at some angles, but not others? More importantly, I wonder what I can do about it?
[20:58:01] <toastydeath> waviness in the rotor and stator
[21:01:21] <andypugh> Yeah. Not a good sign.
[21:12:38] <danimal_garage> i wish i had a rotary table
[21:12:57] <danimal_garage> i'd make all kinds of fun stuff
[21:16:19] <andypugh> They can be quite cheap. Mine was cheap. But then you might find the same problem I have
[21:16:50] <danimal_garage> yea, i see them alot for $1-2k
[21:17:07] <danimal_garage> used
[21:18:30] <danimal_garage> i dont have any real uses for one just yet, but i'll probably come up with a reason to get one eventually
[21:19:12] <danimal_garage> i need a new bandsaw first
[21:19:30] <danimal_garage> i'd like to build a cnc bandsaw with EMC :)
[21:20:01] <danimal_garage> i wonder if anyone has done that yet
[21:21:11] <danimal_garage> i guess it would be kind of a pain to write a program for it all the time instead of just typing in a length and quantity like most auto saws
[21:47:42] <MarkusBec> MarkusBec is now known as MarkusBec_away
[21:49:12] <MarkusBec_away> MarkusBec_away is now known as MarkusBec
[22:36:45] <lilalinux> lilalinux is now known as lilalinux_away
[22:59:06] <andypugh> It would be nice if there was a way for G-Code to prompt for values, or to pick them up from a Pythin control. For example, in the case of a CNC bandsaw you could have "length" and "Quantity" boxes as a custom gui, linked directly the G-Code parameters.
[22:59:31] <andypugh> I don't think that is possible, but I would be happy to be proved wrong.
[22:59:56] <archivist_emc> been mentioned a few times :)
[23:00:20] <archivist_emc> I know there are some haters of the concept though
[23:00:31] <seb_kuzminsky> andypugh: write a python program that first prompts for those values, and then outputs the proper g-code program
[23:00:36] <alex_joni> andypugh: you can do that using M66
[23:01:04] <andypugh> Well, if they don't want to use the feature, then they can avoid accidentally creating the custom GUI easily enough,
[23:01:07] <SWPadnos> no point using g-code, when HAL will do just fine
[23:01:31] <SWPadnos> I have planned on making my bandsaw into an automatic for some time
[23:01:32] <alex_joni> right.. for a bandsaw g-code is probably overkill
[23:01:37] <seb_kuzminsky> heh
[23:01:45] <alex_joni> SWPadnos: make it autonomous
[23:01:52] <alex_joni> AI & sh*t
[23:01:59] <SWPadnos> yeah, until it unplugs itself :)
[23:02:04] <alex_joni> :P
[23:02:24] <archivist_emc> a gear hobbing machine though does need a set of vars and a bog standard prog
[23:02:27] <andypugh> SWPadnos: I guess you mean HAL commands looped in a shell script or similar?
[23:02:41] <SWPadnos> no, HAL doesn't have "commands"
[23:03:05] <SWPadnos> I'd write a python or something front end, which would output motor position/velocity commands to HAL components
[23:03:26] <andypugh> OK, I think I see now.
[23:03:35] <SWPadnos> actually, you don't even need positioning except for the stock infeed
[23:03:45] <SWPadnos> and that can be done with a physical stop
[23:04:00] <danimal_garage> i'd like to have stepper controlled feed
[23:04:13] <SWPadnos> you feed until it hits (detected wither by motor current or a switch/beam), then do the cut cycle at the programmed feed/pressure
[23:04:17] <danimal_garage> saw feed, and material feed
[23:04:43] <SWPadnos> saw would have to be a motor or other controllable actuator (well, doesn't have to be, but that's what we're here for :) )
[23:04:59] <andypugh> Stepper-driven hydraulic pump?
[23:05:16] <SWPadnos> the feed can also be a motorized pusher, but there doesn't need to be any feedback or length control
[23:05:32] <danimal_garage> i've built some automatic saws, but they were all pneumatic and smaller scale
[23:05:45] <SWPadnos> the average saw blade wanders a lot, compared to the motion resolution. an end stop would be just as precise
[23:06:02] <SWPadnos> cool
[23:06:20] <SWPadnos> yeah, my "Big Johnson" has a 7x14 throat
[23:06:30] <SWPadnos> and weighs 700 or 800 pounds
[23:06:36] <danimal_garage> nice
[23:06:42] <SWPadnos> yep
[23:06:50] <SWPadnos> until I have to buy replacement parts
[23:06:59] <danimal_garage> i just have a crappy one with a 7'9" blade
[23:07:14] <SWPadnos> actually, the downfeed cylinder is broken, and that's a $1000 part (yes, $1000)
[23:07:21] <SWPadnos> so it's probably less to automate the whole thing
[23:07:23] <danimal_garage> youch
[23:07:35] <danimal_garage> make the cyl
[23:07:36] <SWPadnos> this one has an 11' 5" blade, I think
[23:07:53] <danimal_garage> or adapt it from something else
[23:07:55] <SWPadnos> I got a box of them on eBay for about $50, so now I don't remember :)
[23:08:04] <danimal_garage> nice
[23:08:12] <andypugh> The prompt / onscreen input would be handy for the turning canned cycles I tend to use (just facing / boring / turning) where I currently have to edit the finish dimensions, increments, surface speed etc. I do have plans to write a generic Python front end, but that involves learning yet another programming language and I have other priorities.
[23:08:13] <SWPadnos> yeah, I tried rebuilding it. it's probably the control valve actually
[23:08:32] <danimal_garage> i was thinking of getting rid of the pivot and building mine with linear rails so it goes straight up and down
[23:09:00] <andypugh> Replace the blade with a laser....
[23:09:06] <alex_joni> andypugh: you can quickly do a pyvcp panel + M66 to read the values
[23:09:10] <danimal_garage> replace the blade with a ninja
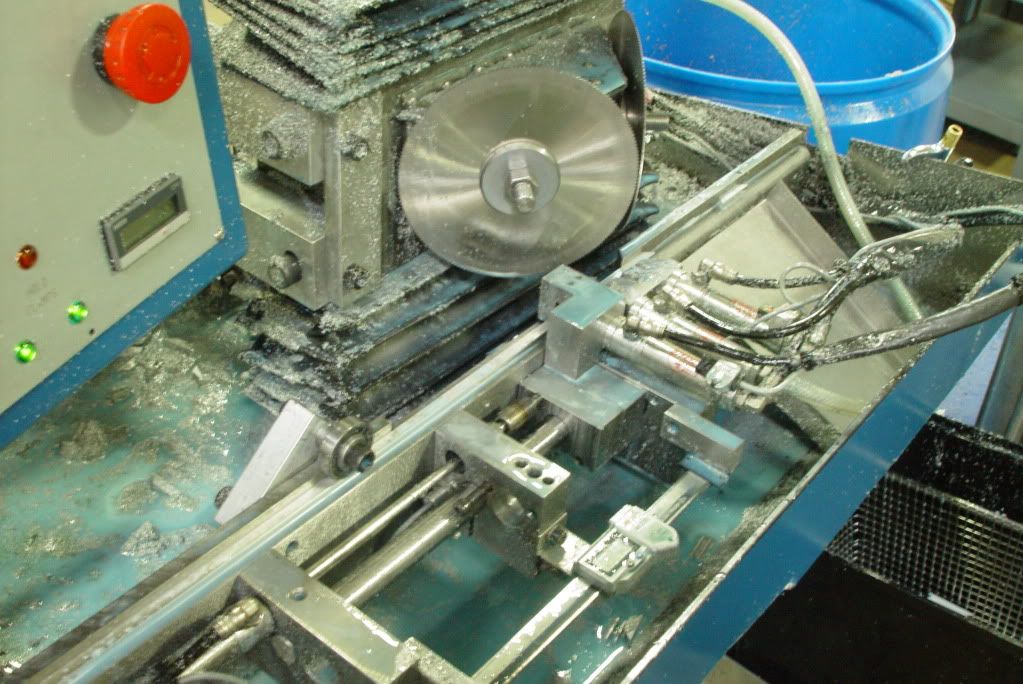
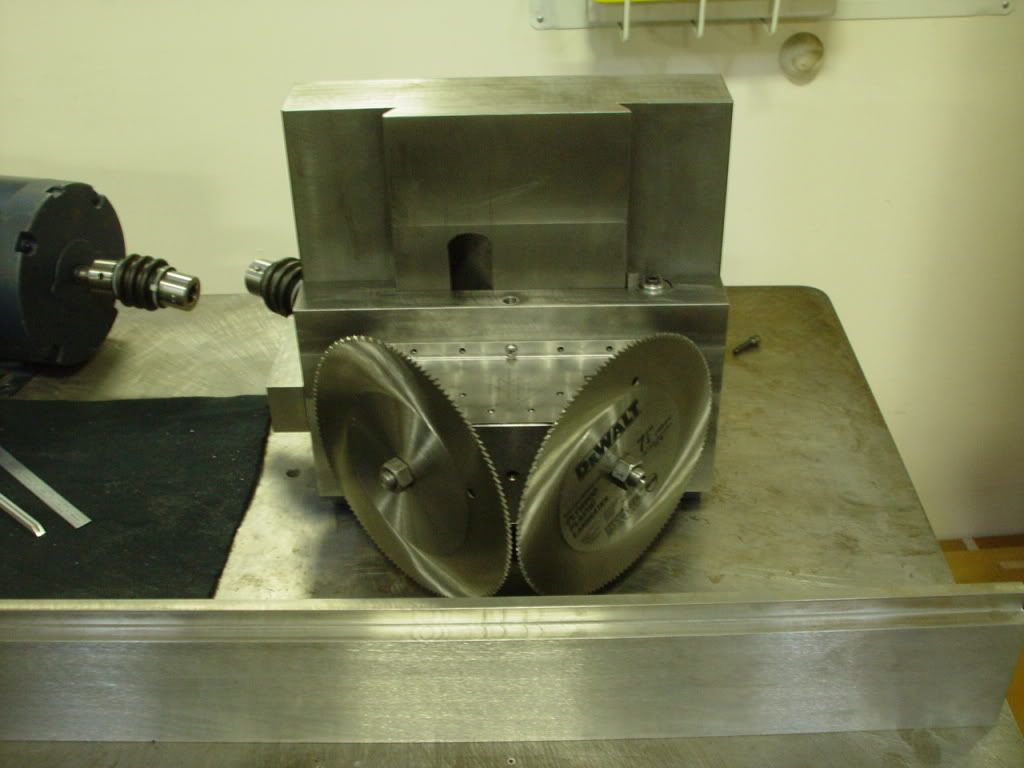
[23:09:41] <danimal_garage> hold on, i'll dig up a picture of the auto saw i built
[23:09:46] <andypugh> alex_joni: You can? Sounds like I need to do some reading.
[23:10:25] <alex_joni> pyvcp will have some hal pins for the fields where you enter the numbers
[23:10:43] <alex_joni> those you need to connect to motion.analog-input-xx
[23:10:50] <alex_joni> and those you can read using M66
[23:11:33] <andypugh> Oh yes...
[23:11:37] <danimal_garage> pictures are uploading to photobucket now
[23:11:51] <alex_joni> http://www.linuxcnc.org/docview/2.3/html/gcode_main.html#sec:M66:
[23:11:58] <andypugh> <mentally pushes actually making anything useful into next week>
[23:13:17] <danimal_garage> http://img.photobucket.com/albums/v20/danielwilcox/DSC00063-1.jpg
[23:13:28] <danimal_garage> http://img.photobucket.com/albums/v20/danielwilcox/DSC00064.jpg
[23:13:38] <danimal_garage> http://img.photobucket.com/albums/v20/danielwilcox/DSC00065-1.jpg
[23:13:44] <SWPadnos> you can also do something like the G-Wiz things, in a filter program
[23:14:06] <danimal_garage> and part way into the build:
http://img.photobucket.com/albums/v20/danielwilcox/DSC00108.jpg
[23:14:27] <SWPadnos> actually, it would be interesting to make a filter that takes a more-or-less G-code file as input, and prompts you for values for things marked as substitution items
[23:14:55] <danimal_garage> i machined those ways out of a cast iron block, the next ones i did i used linear rails
[23:15:02] <SWPadnos> cradek made me think of this when he mentioned writing things like #1244=@FEED_RATE@ in a file, and using sed to replace the values
[23:15:27] <danimal_garage> i built the whole thing, minus the ladder program for the plc
[23:15:43] <SWPadnos> so you make a filter that takes in some comments that have descriptions, limits, and parameter numbers, and have it prompt the user for the values
[23:15:59] <archivist_emc> SWPadnos, G prompt text into a var
[23:16:09] <SWPadnos> ?
[23:16:44] <archivist_emc> the questions can be in the gcode
[23:17:03] <SWPadnos> if you writ ea filter program, ye
[23:17:06] <SWPadnos> sort of
[23:17:06] <andypugh> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Mword is useful too
[23:17:23] <andypugh> Neither say quite where the results end up, though.
[23:18:00] <andypugh> (There is a hint that P0 is #5399)
[23:18:22] <danimal_garage> dammit i keep getting regenerative voltage overload durring deceleration alarms from my vfd
[23:18:35] <danimal_garage> i have a 9 second decel time
[23:18:47] <danimal_garage> shouldnt be getting that i would think
[23:19:02] <andypugh> Sounds excessive. Is there much inertia in the system?
[23:19:41] <danimal_garage> i wouldnt think a hell of alot
[23:19:47] <danimal_garage> it's just a cnc mill
[23:19:50] <SWPadnos> andypugh, if you follow the link to the manual, it does say that #5399 gets the result (or -1 if there's a timeout)
[23:19:51] <andypugh> I have a 0.2 second decell on my 750W VFD and that has no problems even with quite big stuff in the 4-jaw chuck
[23:20:04] <archivist_emc> time to add a breaking resistor maybe
[23:20:41] <danimal_garage> archivist_emc: ugh
[23:20:43] <andypugh> Ah, they all end up in #5399? I imagined that they might all have their own location
[23:21:05] <SWPadnos> you read exactly one input per M word
[23:21:13] <SWPadnos> and you can only have one per line
[23:21:54] <danimal_garage> i wonder if i should just hook up the mechanical brake like i was planning
[23:22:00] <andypugh> That makes some sense, I was wondering what happened if you increased the number of DIO lines.
[23:22:48] <danimal_garage> screw it, i got the parts, i guess i should just do it
[23:23:48] <andypugh> danimal_garage: Something seems wrong, everything in a mill is fairly small-diameter so low inertia.
[23:24:16] <andypugh> Is there an option to coast to a halt?
[23:24:19] <danimal_garage> andypugh: i agree, this vfd is bigger than my old one, and that one didnt have a problem
[23:24:45] <danimal_garage> i dont know, i've been trying to find that option in the manual, but no luck yet
[23:24:48] <andypugh> Is max regne voltage a configurable parameter, set way too low?
[23:25:26] <andypugh> Does the manufacturer have a tech-support line?
[23:25:49] <danimal_garage> it's a mitsubishi... they should have a tech line
[23:25:54] <danimal_garage> i would hope
[23:26:13] <danimal_garage> but i've been looking for that parameter, havent found it yet
[23:26:20] <ries> hey guys, sometimes I have EMC updating the 3D view of the screen really fluid, but sometimes teh update is really slow. Could this be because 3D (mesa??) is not always working and that it goes to software rendering instead of hardware 3D rendering?
[23:27:01] <danimal_garage> doesnt make sense why i can accelerate to max speed (120hz) in less than 3 seconds, but it takes 9 seconds to slow down?
[23:28:09] <archivist_emc> the energy from deceleration needs dumping somewhere
[23:28:30] <danimal_garage> does anyone know anything about dc injection braking? i'm a little foggy on that
[23:29:00] <jt-plasma> yea, you apply DC to the windings and the motor stops real fast
[23:29:14] <jt-plasma> my lathe uses that
[23:29:40] <danimal_garage> jt-plasma: i have that set to 0... could that be part or all of my issue?
[23:29:55] <andypugh> All, at a guess
[23:30:17] <jt-plasma> oh, on your vfd
[23:30:22] <jt-plasma> * jt-plasma reads back
[23:30:54] <danimal_garage> archivist_emc: i saw the braking resistor in the manual, but i'll have to find a resistor somewhere, or a suitable replacement
[23:30:56] <jt-plasma> you might try that to help with deceleration
[23:31:08] <danimal_garage> ok will do
[23:31:12] <jt-plasma> braking resistors are huge
[23:31:25] <danimal_garage> yea, i assumed
[23:31:26] <archivist_emc> dc inject heats the motor
[23:32:24] <archivist_emc> all trade offs depending on use
[23:32:35] <danimal_garage> hmm
[23:32:53] <jt-plasma> archivist_emc: what is the result of heating the motor?
[23:32:58] <archivist_emc> dc inject is a very good emergency break
[23:33:10] <jt-plasma> I see
[23:33:34] <archivist_emc> motors can stand a lot of heating so may be little effect
[23:33:34] <danimal_garage> well i suppose i can turn it up a little and see if it helps?
[23:34:03] <archivist_emc> read your vfd manual and decide
[23:34:04] <danimal_garage> i'm not pushing the motor very hard torque wise, but i am running it at 120hz most of the time
[23:34:24] <danimal_garage> small tools mostly
[23:35:06] <danimal_garage> my manual doesnt say much about dc injection braking other than how to use it
[23:35:31] <danimal_garage> kind of a cut and dry manual unfortunately
[23:35:32] <archivist_emc> suck it and see :)
[23:37:23] <tom3p> got emc moving with gap signal, switching back and forth from emc (posn) mode to edm(vel) mode with no jerk and no position loss.
[23:37:23] <tom3p> tested with 123 blocks to see position was correct before and after
[23:37:23] <tom3p> there never was any jerk but there was loads of position loss ;) using this cfg with 2 stepgens made emc totally ignore the position difference.
[23:37:23] <tom3p> fixed that, just have to return to the velocity mode stepgen's 'count' value before returning to emc to pose for next cut.
[23:37:24] <tom3p> its not automated yet, need an mcode i 'spose to shift modes.
[23:37:26] <tom3p> ( and an automatic way to insure count is ok , its a bit touchy in vel mode, i have to drop the speed to 1um/sec until the block 'just' fits )
[23:38:09] <tom3p> and need an edm dro to read in in/mm instead of 'counts'
[23:38:52] <jt-plasma> tom3p: cool
[23:39:47] <tom3p> i get it cleaned up , will post it ( hal pyvcp ini )
[23:41:11] <tom3p> may be handy for some sort of THC, just return to the initial stepgen.N.count value and flip back to emc (posn) mode.
[23:42:46] <tom3p> a couple binary mux2's ( mux2bit ) swap the step & dir outputs depending on mode (uh will have to post that comp too )
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}