Back
[00:00:49] <pjm> andypugh do u have net emcmot.00.enable <= axis.0.amp-enable-out etc per axis?
[00:01:21] <andypugh> Possibly not.
[00:01:33] <pjm> stepper or servo?
[00:01:36] <andypugh> Stepper
[00:01:40] <pjm> great!
[00:01:55] <pjm> http://pjm.dyndns.org/cam/7i43/hm2-pjm/hm2-stepper.hal is my config for 7i43 stepper machine
[00:02:39] <andypugh> I have an individual amp-enable on each axis, though, and can see the LEDs on the drivers lighting correctly when the amps are enabled.
[00:02:51] <pjm> it have velocity driven stepgen for VFD speed, spindle encoder with closed loop speed control, etc
[00:03:49] <pjm> is there any difference in the config section for axis.2 compared to 0 and 1 ?
[00:04:00] <andypugh> emcmot.00.enable seems to be a signal of your invention?
[00:04:27] <andypugh> Not that I have managed to spot. That doesn't necessarily mean there isn't
[00:04:34] <pjm> newsig emcmot.00.enable bit
[00:04:34] <pjm> sets emcmot.00.enable FALSE
[00:04:34] <pjm> net emcmot.00.enable <= axis.0.amp-enable-out
[00:04:34] <pjm> net emcmot.00.enable => hm2_7i43.0.stepgen.00.enable
[00:04:44] <pjm> so i have this per axis
[00:05:20] <pjm> right i have to hit the sack, bb tommorow!
[00:05:46] <andypugh> Too late for me to fire up the CNC to look at the HAL file now too.
[00:06:53] <andypugh> I was just wondering if the symptoms sounded famlliar to anyone
[00:13:02] <frallzor> * frallzor wants his milling computer
[00:34:17] <skunkworks> pjm:
http://www.youtube.com/watch?v=JSTlAPrhPRk
[00:39:26] <alex_joni> skunkworks: heh
[00:41:20] <alex_joni> skunkworks:
http://www.youtube.com/v/IgGxaNq46Pk
[00:41:41] <Jymmm> skunkworks: you make that video?
[00:43:12] <Jymmm> alex_joni: FUCK ME! You REALLY need to have limit switches on that!!!
[00:45:19] <alex_joni> you think?
[00:48:59] <Jymmm> alex_joni: Shit, I'd have like two sets of limit switches in tandem!
[00:51:20] <micges> alex_joni: quite fast
[00:58:09] <alex_joni> wonder who that is in the movie
[00:58:54] <micges> not me
[01:00:17] <alex_joni> micges: skunkworks uploaded the movie
[01:00:31] <alex_joni> http://www.youtube.com/watch?v=k9IfHDi-2EA <- this is great
[01:11:38] <lilalinux> lilalinux is now known as lilalinux_away
[01:36:18] <MarkusBec> MarkusBec is now known as MarkusBec_away
[02:01:00] <cradek> that looks like about 4"/sec
[02:16:49] <ries_> ries_ is now known as ries
[02:23:54] <Dave911> Warning.... I'm doing something stupid.....
[02:23:56] <Dave911> I have another computer with a CD install of EMC2 and I installed Git and did a Git clone.... OK so far.
[02:23:58] <Dave911> Then I fired up Git Gui and all is fine.
[02:23:59] <Dave911> Did a Git checkout of the master ... ok still I think
[02:24:01] <Dave911> following the Wiki I did the following to set run in place ..
[02:24:03] <Dave911> cd src
[02:24:04] <Dave911> ./autogen.sh ;#
[02:24:05] <Dave911> And I get command not found
[02:24:07] <Dave911> ./configure --run-in-place
[02:24:08] <Dave911> Again command not found
[02:24:10] <Dave911> the autogen.sh file is in the src directory
[02:24:11] <Dave911> I know I am doing something stupid .. what is it??
[02:41:14] <jepler> to build trunk there are additional packages that aren't installed by 'apt-get build-dep emc2' (which installs the packages required to build emc 2.3)
[02:41:58] <jepler> the exact message that autogen gave probably named the missing command, and when you type the missing command into a terminal it will tell you the required package
[02:42:21] <jepler> otherwise, look at the file debian/control.in line Build-Depends for a list of packages that should usually be up to date for the version of emc you want to build
[02:43:09] <jepler> but it looks like the "additional package" I'm thinking of is autoconf, and the wiki explicitly has you install it:
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Installing_EMC2#Preparing_Ubuntu_to_compile_emc2
[02:43:30] <jepler> sudo apt-get build-dep emc2
[02:43:31] <jepler> sudo apt-get install build-essential autoconf
[02:43:32] <cradek> Dave911: if you're still stuck, give us the exact error message
[02:54:02] <Dave911> >>2.1.2. On Ubuntu with EMC2 package already installed
[02:54:04] <Dave911> I skipped right over this section..... and didn't do the apt-get build-dep and build-essential .....
[02:54:05] <Dave911> I'm downloading the required files now ... Thanks! Like I said "something stupid!" ;-) Thanks... I'll report back if this doesn't work, but it probably will.
[03:32:12] <Dave911> OK, I'm still stumped.. no error message to give you as when I am in the src directory after checking out the master... so I am in emc2-dev\src
[03:32:14] <Dave911> and I do a : ./autogen.sh ; as it says in the wiki I get a "command not found" But the autogen.sh file is right there in the src directory??
[03:32:16] <Dave911> I am typing ./ before the autogen.sh should that should be a definitive location I believe.
[03:32:17] <Dave911> I'm just trying to set the "run in place" setting
[03:32:18] <Dave911> I'm sure I did this before with a lot less drama
[03:33:28] <SWPadnos> you don't need the semicolon
[03:33:32] <SWPadnos> just ./autogen.sh
[03:35:37] <Dave911> I didn't really use a semi colon
[03:35:41] <SWPadnos> ok
[03:35:56] <SWPadnos> you had it both times, first ";#", then just the semicolon
[03:36:25] <Dave911> The semi colon after is not required??
[03:36:31] <SWPadnos> no
[03:37:02] <SWPadnos> unless you're running more than one command on the same line, I think
[03:38:41] <Dave911> Hmmmmm you are right. Can I edit the ";" out of the wiki line ?? I thought that would be required to allow the next line to run.
[03:38:55] <SWPadnos> what's the wiki page?
[03:39:08] <SWPadnos> and yes, you can edit it
[03:39:14] <Dave911> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Installing_EMC2#Preparing_Ubuntu_to_compile_emc2
[03:39:23] <Dave911> 2.1.2 I think
[03:39:51] <SWPadnos> ah
[03:40:06] <Dave911> 2.4 2.5 2.6 actually
[03:40:12] <SWPadnos> theoretically, that should work even if you type it all in
[03:40:23] <SWPadnos> the ";" separates commands, and a "#" is a bash comment
[03:40:52] <SWPadnos> did it work without the extra stuff?
[03:41:19] <Dave911> It didn't here.. but perhaps I made another typo when I did that also ....
[03:41:21] <Dave911> Yes, it worked splendidly without the semi colon! Thanks!
[03:41:32] <SWPadnos> interesting
[03:41:59] <Dave911> I'll try it again just as a sanity check.
[03:43:07] <SWPadnos> it should work fine
[03:43:37] <SWPadnos> incidentally, you don't have to rely on your typing skill here - just type ./a and then hit tab a couple of times
[03:43:46] <SWPadnos> it'll auto-complete for you
[03:47:48] <Dave911> OK this is odd. Before when I ran the "./autogen.sh ; " with the semicolon - I would always get a command not found error
[03:47:50] <Dave911> After I ran the ./autogen.sh (no semi colon) and then the ./configure --run-in-place etc Now I no longer get an error when I do the "./autogen.sh ;" with the semi colon.
[03:47:52] <Dave911> Apparently those two commands make a lot of changes - a lot of stuff scrolls across the terminal window also.
[03:48:38] <Dave911> I should note that this system was loaded with the CD install first and then I did a git clone to get the source....
[03:49:37] <Dave911> Really, I didn't have anything to drink last night either! ;-)
[03:52:56] <SWPadnos> uh. yeah.
[03:52:58] <SWPadnos> :)
[03:53:07] <SWPadnos> yes, autogen and configure do a lot of work
[04:32:56] <Dave911> I tweaked the Wiki if someone wants to check it. I just took out the semi colons before the #'s. I think that is the thing that was screwing me up before.
[04:40:26] <SWPadnos> better to remove the comment entirely
[04:41:58] <SWPadnos> but that's not the problem. I just tried it on an 8.04 system to make sure, and I get no errors with a bare semicolon, or with the ";# ..." construct
[04:44:46] <Dave911> Do simulate the same you would have to do a CD install and then do a git clone..... that is how I got in the jam. Once I got past the ;# thing - and got the autogen.sh to work and then the configure --run-in-place to work. Now I can't get it to jam up again. Really wierd.
[04:45:11] <SWPadnos> I have a non-emc2 8.04 install, and a git checkout
[04:45:41] <SWPadnos> since autogen creates the configure script, the options provided to configure are irrelevant to the autogen command
[04:46:08] <Dave911> Right, I had a CD install with 8.04 with EMC2
[04:46:17] <SWPadnos> understood
[04:46:42] <SWPadnos> the only difference is that you have an RT kernel and the RT emc packages installed
[04:47:00] <SWPadnos> anyway, it should have worked but didn't - glad you got it to work
[04:47:09] <SWPadnos> time for bed. enjoy
[04:48:06] <Dave911> The last time I did this - I removed the CD install with a Apt-get uninstall EMC2 etc Because I ran into problems the last time also. But I didn't want to remove the CD install this time.
[04:48:08] <Dave911> I know - it should of worked... I was getting ready to break out the spirits ;-) Thanks for the help!
[04:54:16] <toast> toast is now known as toastydeath
[05:36:15] <tom3p> i have an AC die grinder with brushes that i'd like to use as a spindle.
[05:36:15] <tom3p> i think the brushes make it a 'universal' motor and means it can be run on dc.
[05:36:15] <tom3p> how can i be sure of the motor type and & if it is a 'universal', can it be run with a standard dc servo amp?
[05:50:12] <tom3p> hmm, if it is a universal, it has to be re-wired to reverse ( or some switching )
[06:02:12] <Dave911> It is almost undoubtably a universal motor. Check the label - oftentimes they are labeled AC/DC. I have some handheld grinders with AC/DC labels. Some welding power sources can only produce DC (in the old days) so many welding type power tools are rated for AC/DC.
[06:02:13] <Dave911> Why would you want to run it off a servo amp? If you want to slow it down, you can use a phase control device that will chop out part of the AC waveform. I think the brush polarity is swapped in relation to the armature in order to reverse the direction.
[06:04:09] <Dave911> In the US - Harbor Freight has some super cheap phase control devices that they sell as router speed controls. They work ok to slow down grinders and such. I once used one to slow down a small grinder with a wire wheel to tear some loose paint off some wood siding. It worked ok. I think the device was about $20 or so.
[06:07:54] <archivist_emc> universal motor has the field in series with the armature
[06:09:45] <tom3p> thx: i heard that using DC made it last longer and reduced noise & will ohm out the winding to insures its series.
[06:11:19] <archivist_emc> they may also have the phase of the brushes set for one direction so it could be poor when rewired for reverse
[07:01:12] <Dave911_> Dave911_ is now known as Dave911
[08:20:04] <Dave911_> Dave911_ is now known as Dave911
[09:49:39] <MarkusBec_away> MarkusBec_away is now known as MarkusBec
[10:26:09] <MarkusBec> MarkusBec is now known as MarkusBec_away
[10:40:15] <lilalinux_away> lilalinux_away is now known as lilalinux
[12:31:17] <lilalinux> lilalinux is now known as lilalinux_away
[12:48:58] <yoyoek1> hi
[13:42:10] <lilalinux_away> lilalinux_away is now known as lilalinux
[13:53:51] <Jymmm> Mornin
[14:04:39] <andypugh> Has anyone ever put a scope on 7i43 step/dir outputs? I am puzzled by what I am seeing
[14:05:32] <andypugh> (I don't think you can use halscope to see the output pins, but would be happy to be corrected if I am wrong)
[14:08:06] <archivist_emc> I have scoped step and dir but I dont have one of those cards
[14:08:37] <andypugh> I am seeing a nice square-wave train on _both_ step and direction, which surprises me
[14:09:03] <archivist_emc> it would surprise me too
[14:09:27] <andypugh> (Hal config shows step_type = 0, so my thought that it defaults to quadrature mode is incorrect too)
[14:10:17] <andypugh> (It is rather chilly in the garage today, too)
[14:10:33] <archivist_emc> but there has been some chatter on the mailing list some months ago, in the non moving state it appears the dir defaults one way (I cannot see why)
[14:11:14] <andypugh> It seems odder than that, the pulse signal can sit at high or low depending on when you stop...
[14:12:47] <andypugh> I will try explicitly setting the step_type parameter in HAL, though as it appears to default to that anyway, I am not hopeful.
[14:15:19] <GonMD_> GonMD_ is now known as GonMD
[14:38:38] <cradek> andypugh: can you take a photo of your scope? sounds really weird.
[14:39:35] <cradek> archivist is right that the direction line doesn't necessarily stay the direction last moved. it has a 'normal' position where it sits when not moving
[14:40:23] <cradek> but if the step line sticks at the active direction that sounds surprising
[14:41:47] <archivist_emc> and a possible cause of the directional step error that thread was about
[14:42:21] <archivist_emc> I cant remember the conclusion of the thread
[14:42:58] <cradek> same here
[14:43:30] <cradek> I think the configuration was unusual - some super slow timings or something
[14:47:32] <andypugh> OK, back from the garage
[14:47:56] <andypugh> Conclusions: All the axes work with Steptype 2 (quadrature)
[14:48:13] <andypugh> Only Z works with steptype 0 (step/dir)
[14:48:42] <andypugh> With the scope, the Z stepgen always does quadrature, independent of step_type
[14:49:26] <andypugh> With the scope X does quadrature with type 2, and direction-but-no-steps with step_type 2
[14:50:06] <andypugh> Sorry, that should read "direction-but-no-steps" with step_type 0
[14:51:28] <andypugh> I guess that quadrature looks like step/direction if you don't have significant direction-setup-time limits
[14:52:02] <andypugh> I think I probably need to take this to the mailing list?
[15:17:58] <micges> andypugh: you're sure that you're using latest firmwares for mesa?
[15:18:39] <andypugh> Not entirely, no. I am not sure how to tell, nor for that matter where emc is picking the driver up from
[15:19:07] <andypugh> However, I think that a stepspace of 0 wasn't helping...
[15:19:53] <micges> ok so what version you have?
[15:20:00] <micges> (emc version)
[15:20:21] <andypugh> My existing .ini file has no entries for those parameters, because a default stepgen config uses pin reset and sets the base thread to suit.
[15:20:55] <andypugh> emc version is 2.3.4 escept when I want to thread, then I use 2.4
[15:21:22] <micges> ok
[15:24:33] <micges> so it seems that you have latest firmwares
[15:24:48] <andypugh> Let me see what I get with actual numbers in steplen etc
[15:54:27] <lilalinux> lilalinux is now known as lilalinux_away
[16:03:49] <andypugh> Aha! It works now
[16:04:02] <andypugh> I needed 50000 in stepspace, not 0...
[16:06:13] <andypugh> The main confusion came from one axis actually working, for some odd reason the Z axis was running in quadrature mode, where steplen and stepspace are irrelevant. With sensible step timing values that too is now running in step/dir mode.
[16:44:39] <andypugh> My z-home wasn't working. I think I know why now, there appears to be an internal contact missing in the IDC cable connector.
[16:51:41] <El_Matarife> Hey North Texans, CNC user group lunch today in Richardson
[16:58:17] <isssy> hi all
[16:59:43] <mozmck> El_Matarife: where?
[17:00:08] <El_Matarife> Twisted Root Burger Co, in Richardson at 75 & Campbell
[17:00:30] <El_Matarife> CNCZone.com mentors and apprentice locator forum has the details in the Dallas thread
[17:02:55] <lilalinux_away> lilalinux_away is now known as lilalinux
[17:19:55] <lilalinux> lilalinux is now known as lilalinux_away
[17:56:56] <GonMD> man, if dallas wernt 6 hours away, id drive up.
[17:58:56] <SWPadnos> or 8 hours, by plane
[17:59:17] <Jymmm> Man, a friend's grandma turned 100 today
[17:59:27] <SWPadnos> that's a lot
[17:59:39] <Jymmm> yep
[17:59:43] <GonMD> agreed.
[18:07:54] <andypugh> She turned 100 what? That amount of turning calls for CNC definitely.
[18:14:39] <lilalinux_away> lilalinux_away is now known as lilalinux
[18:19:34] <MarkusBec_away> MarkusBec_away is now known as MarkusBec
[18:29:20] <andypugh> If all my io is through a 7i43, updated by the servo-thread, do I actually need a base-thread? I can't see that much is gained by running anything faster than the IO update rate.
[18:41:34] <MarkusBec> MarkusBec is now known as MarkusBec_away
[18:42:34] <SWPadnos> no, you don't need a base thread
[18:43:44] <andypugh> How do I prevent it from loading?
[18:43:58] <andypugh> (or starting, or whatever the verb used is)
[18:44:33] <andypugh> (The manual pages seem vague)
[18:44:53] <SWPadnos> hmmm. I think you might be able to remove the "BASE_PERIOD_NS=" bit from the emcmot line in the ini file
[18:44:56] <SWPadnos> but I'm not sure
[18:45:18] <andypugh> I will give it a try.
[18:45:20] <andypugh> http://linuxcnc.org/docs/html/man/man9/axis.9.html
[18:45:36] <andypugh> Was the only documentation I found, and that says hardly anything.
[18:45:37] <SWPadnos> you can also make the period very large, like 50000 or 100000 ns, and it won't take up much CPU time
[18:46:01] <SWPadnos> axis is a user interface, and as such wouldn't tell you about configuration of the HAL or motion controller
[18:46:15] <andypugh> It is at 40,000 by default anyway (stepconf -chosen value)
[18:46:27] <SWPadnos> oh, that's not going to be a burden
[18:46:37] <SWPadnos> it's not necessary, but not a big deal either
[18:46:59] <andypugh> Look at the man page, it seems badly miss-named..
[18:47:11] <SWPadnos> indeed it does
[18:47:25] <SWPadnos> so that is the place to look :)
[18:47:56] <SWPadnos> BUGS
[18:47:58] <SWPadnos> This manual page is horribly incomplete.
[18:48:48] <andypugh> <grumble> I wish that software shutdown/ restart worked, then I could do all this stuff from the warm living room, rather than having to wander out to the cold garage</grumble>
[18:50:54] <SWPadnos> why do you power off the machine?
[18:51:48] <andypugh> Because about 1 time in 4 emc leaves trai-sched and rtai-<something else> running on quit, and the only way I know how to clean up is a restart
[18:52:26] <SWPadnos> have you tried sudo /etc/init.d/realtime stop?
[18:52:40] <andypugh> Yes. They won't quit as they are linked to each other
[18:53:03] <SWPadnos> I just checked, and yes, leaving the base period out of the motion load line should prevent the base thread from being created
[18:53:13] <SWPadnos> restart should work without ACPI
[18:53:28] <SWPadnos> shutdown -r should be fine, it's shutdown -h that doesn't work
[18:53:37] <SWPadnos> in my experience anyway
[18:53:48] <andypugh> Should, but doesn't. The shutdown sequence stalls at some Glib script error.
[18:53:54] <SWPadnos> hmmm. I'v ejust been informed that I have to go out and shovel. bbl
[18:54:15] <SWPadnos> you have other problems on that machine then. I don't know what
[18:54:36] <andypugh> Aye, I am not blaming EMC or RTAI.
[18:54:54] <andypugh> It's a SMP kernel I built, but seems to be imperfect.
[18:55:23] <Jymmm> This is really awesome...
http://www.youtube.com/watch?v=lswBDZuL-8w&feature=player_embedded
[18:55:29] <andypugh> I suspect that the RTAI threads themselves interfere with the shutdown.
[19:16:50] <pjm> andypugh did u fix that 7i43 stuff from last night?
[20:02:08] <andypugh> pjm: It seems so
[20:02:20] <pjm> ahh good! what was up?
[20:02:26] <andypugh> Wierdness
[20:02:48] <andypugh> None of the axes should have worked, as the step and space timings were ludicroulsy wrong
[20:03:05] <pjm> i read back your ^^^ re the base thread, good thinking. I will remove it from my machine too
[20:03:29] <pjm> i picked pretty short pulse times for my setup
[20:03:53] <andypugh> However, for some reason the Z axis stepgen was running in quadrature mode (despite being told not to) and so the bad timings were irrelevant
[20:04:39] <andypugh> My timings were 1nS step and 0nS space. (Inherited from a stepconf using software stepping, where those number work)
[20:04:55] <pjm> yeah i noticed some difference in that too when i moved from the parport
[20:05:10] <pjm> the values just did not work with HM2
[20:05:54] <andypugh> Had none of the axes worked I would have looked at timings a lot earlier. It was the wierd fact that one axis was driven in quadrature, and that quadrature works fine for step/direction that puzzled me.
[20:06:52] <pjm> i used this for my stepper config:
[20:06:53] <pjm> setp stepgen.1.steplen 1
[20:06:53] <pjm> setp stepgen.1.stepspace 0
[20:07:01] <pjm> which worked fine via the parport
[20:07:32] <andypugh> Indeed, because software stepping cheats by resetting the pin at the end of the thread
[20:07:51] <pjm> ahh
[20:07:54] <pjm> that'll be it then
[20:08:02] <andypugh> So those settings give you a base-thread-length pulse, not a 1nS pulse
[20:08:24] <pjm> right!! i should have rtfm'd a bit more, but yeah that makes perfect sence
[20:09:16] <andypugh> Me too, that was pretty much the total of my problems except for the wierd stepgen on one axis.
[20:09:24] <pjm> anyway how do u find the general operation of the 7i43 over parport etc, and what made you move to it from parport?
[20:10:18] <andypugh> I wanted more pins, and I was running out of speed for encoder applications.
[20:10:25] <andypugh> But mainly more pins.
[20:11:03] <andypugh> My PC is a 1U server, so adding a second P-Port was not looking easy
[20:11:23] <pjm> ah yes interesting, that is pretty much the same reason i moved, mostly for the wickedly quick encoder inputs for spindle etc
[20:11:51] <pjm> i moved my MPG pendant over too and it seems a lot more responsive overall
[20:12:09] <andypugh> My pendant is USB.
[20:12:17] <andypugh> Seems fine to me.
[20:12:34] <andypugh> But I am using analog sticks, not a jog-wheel
[20:12:47] <pjm> ahh interesting
[20:13:20] <andypugh> It's actually a game controller, it was surprisingly easy to interface it in HAL
[20:13:42] <pjm> yeah i have looked at the things on the wiki, seems a pretty nice idea for jog stuff etc
[20:14:02] <pjm> u got any future plans to build touch probes / tool length setting stuff etc?
[20:14:36] <andypugh> Yes. The plans to actually make something keep getting pushed back to make room for more machine improvements.
[20:14:50] <pjm> LOL yeah i know that feeling exactly
[20:15:12] <andypugh> But a touch-probe is very likely. Or a spindle-webcam. I can't decide which.
[20:15:25] <pjm> i want to fit a bigger motor to my mill for the spindle drive, so once i have scrounged said part I will use the machine to make the part needed to mount it
[20:15:33] <pjm> yeah a webcam is a nice idea actually
[20:15:41] <andypugh> I bought the webcam to make an optical centre-finder, but couldn't work out how to view the image
[20:15:48] <pjm> i have one of these crappy ethernet cams here i could add onto the machine with little effort
[20:16:21] <andypugh> What type of mill do you have?
[20:16:30] <pjm> its a small 3axis mill
[20:16:51] <pjm> home built mostly apart from the milling head which i bought back from the USA
[20:17:21] <pjm> a few fotos if it with some words :
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Pjm
[20:17:40] <pjm> in fact the only original part of the milling head is the MT3 spindle + housing
[20:17:48] <pjm> everything else has been upgraded
[20:17:59] <andypugh> The fact that my spindle motor shorted a winding and blew the controller was what made me switch to the 7i43. I switched to a 3-phase spindle motor and then I needed an extra pin to select which motor the VFD was connected to (via a 3PCO relay)
[20:19:25] <pjm> ah yes good idea, i still have loads of spare pins left for future stuff
[20:19:49] <pjm> i decided to go for the mesa daughter cards with terminal blocks etc, seemed the least effort for the rewiring
[20:20:59] <andypugh> I am allergic to spending money, so I made my own breakout.
[20:22:12] <pjm> hehhh yeah i was gonna do a nice opto isolated job, but in the end gave in and just paid
[20:22:18] <andypugh> It's a bit of Vero-board with pin-headers connected to each pin of the sockets that connect to the 7i43 (via ribbon cables)
[20:23:03] <andypugh> I actually decided that the 7i43 was cheap enough to not bother opt-isolating.
[20:23:46] <andypugh> (except for the PWM-voltage convertor circuit)
[20:24:30] <pjm> ah for VFD yes, i looked at doing that with my unit, but it also supported variable frequency pulse train input
[20:24:54] <pjm> so i run another stepgen in velocity mode and take quadrature out, only 1 pin, to the VFD and drive it with pulse train
[20:25:01] <pjm> works really nicely
[20:25:36] <pjm> i did look at pwm'ing the original chinese speed controller that came with my milling head
[20:25:50] <pjm> but the circuit was a right mess so i aborted it
[20:26:12] <andypugh> Anyway, I found some little crimps that let me connect discrete wires to pin-headers, so I have a very reconfigurable breakout board. A row of 7i43 lines, a few pulled-up pins, a few pulled-down pins and a pair of ULN2003 buffers for switching relays and controlling the VFD
[20:26:54] <pjm> excellent! are u gonna make a short write up of the machine for the wiki?
[20:27:02] <pjm> it would be interesting to see it for ideas
[20:27:24] <andypugh> I suppose I could. But then I might have to clean it :-)
[20:28:12] <pjm> hahhh dont worry about that, mess = work being done!
[20:29:49] <andypugh> Which reminds me (indirectly). Anyone want a free Shaper? (new owner collects from Yorkshire)
[20:30:21] <frallzor> thar I go, some paint slapped on one of the mills sides
[20:36:01] <andypugh> It has just occurred to me that a 7i43 probably has the power to produce a variable frequency 3-phase chopper drive.
[20:36:23] <andypugh> Basically 3 PWMs with a phase relationship
[20:37:20] <andypugh> (Well, not so much the 7i43 as the FPGA which it is based on)
[20:37:49] <andypugh> But with VFDs so cheap on eBay, there is almost certainly no point
[20:57:12] <Dave911_> Dave911_ is now known as Dave911
[21:06:12] <pcw_home> andypugh: There is a 3 phase PWM output module for HostMot2, Probably not worth it for a VFD
[21:06:14] <pcw_home> but perhaps interesting for a full brushless servo with the control loop(s) built into EMC.
[21:08:30] <andypugh> That does sound interesting. I guess you would need to use the encoder instead of halls sensors for the phasing?
[21:09:03] <pcw_home> Yes
[21:10:41] <pcw_home> (well I think you always want to use the encoders for sIne wave drive)
[21:11:54] <andypugh> Aye, my impression is that the hall sensors are an easy way for the drive to know how to phase itself.
[21:13:03] <andypugh> But servos are a bit of a mystery to me at the moment. I have a couple, and some driver boards on the way though.
[21:13:14] <pcw_home> Yep At least for startup and sanity checking
[21:14:28] <andypugh> Is that 3-phase drive available as standard, or is it only an option?
[21:16:40] <pcw_home> Its part of HostMot2, but needs the driver to support it (hardware wise its 3x 10 bit PWM
[21:16:42] <pcw_home> gens in a single 32 bit word (with high+low side drive and deadzone)
[21:17:47] <pcw_home> Also has a enable out and fault input
[21:18:46] <pcw_home> Basically designed to interface to a 3 phase IGBT module (with suitable isolation of course)
[21:21:07] <andypugh> Ah, I see. In HostMot2 but not the hm3_7i43 driver?
[21:21:48] <pcw_home> Right
[21:23:32] <andypugh> While you are there, any idea why I had 3 non-working type 0 stepgens, and one working type 2, when I asked for 4x type 0 but with totally daft step and space timings?
[21:25:10] <andypugh> (Not a problem, as I have it all working nicely now)
[21:25:49] <pcw_home> Dont really know, Maybe the funny settings made it look like quadtrature
[21:26:16] <pcw_home> (dont see how the mode could be set wrong)
[21:28:24] <andypugh> They were all equally wrong (1nS step, 0nS space) and stepgen 0 was doing direction only, but no visible pulses (which makes sense). Stepgen.02 was producing nice square waves on both step and direction lines. It actually worked too, as the phasing made the B-phase look like a valid direction signal..
[21:29:49] <andypugh> Changing all the stepgens to type 2 made all the axes move. But seemed silly.
[21:30:33] <andypugh> Of course, it is possible I wasn't downloading new parameters when I thought I was. Does the FPGA code get refreashed on every EMC2 start?
[21:31:07] <SWPadnos> those parameters aren't part of the FPGA code, they're set every servo cycle by the driver
[21:32:21] <andypugh> Ah OK. I imagined that they would be sticky.
[21:39:19] <pcw_home> The channels may have behave differently because of what EMC was doing. The setup values being invalid
[21:39:21] <pcw_home> makes guessing the response pretty hard. I guess the driver could complain about invalid steplen or stepspace
[21:39:23] <pcw_home> (also these should only be set once at startup, not once per servo loop)
[21:40:12] <andypugh> In any case, it is all working now, it was just rather non-obvious what was going on during the debugging phase.
[21:40:36] <andypugh> Am I correct in thinking that the output pins are invisible to halscope?
[21:48:53] <pcw_home> I think they are visible (as GPIO pins) at least theres no hardware reason they would not be visible
[21:50:25] <pcw_home> The hardware GPIO input path just reads the pin state regardless of whether its driven by the GPIO latch or special function
[22:10:58] <SWPadnos> they can be seen, but only at the rate the halscope sampling function runs
[22:11:15] <SWPadnos> so the (much faster) hardware outputs will appear to have random garbage on them, for the most part
[22:22:24] <frallzor> http://buildlog.eu/build.php?s&build_id=45 tadaaa
[22:27:06] <frallzor> hmm odd
[22:27:50] <frallzor> http://buildlog.eu/build.php?build=45 this work? =)
[22:29:54] <pjm> yes that is fine
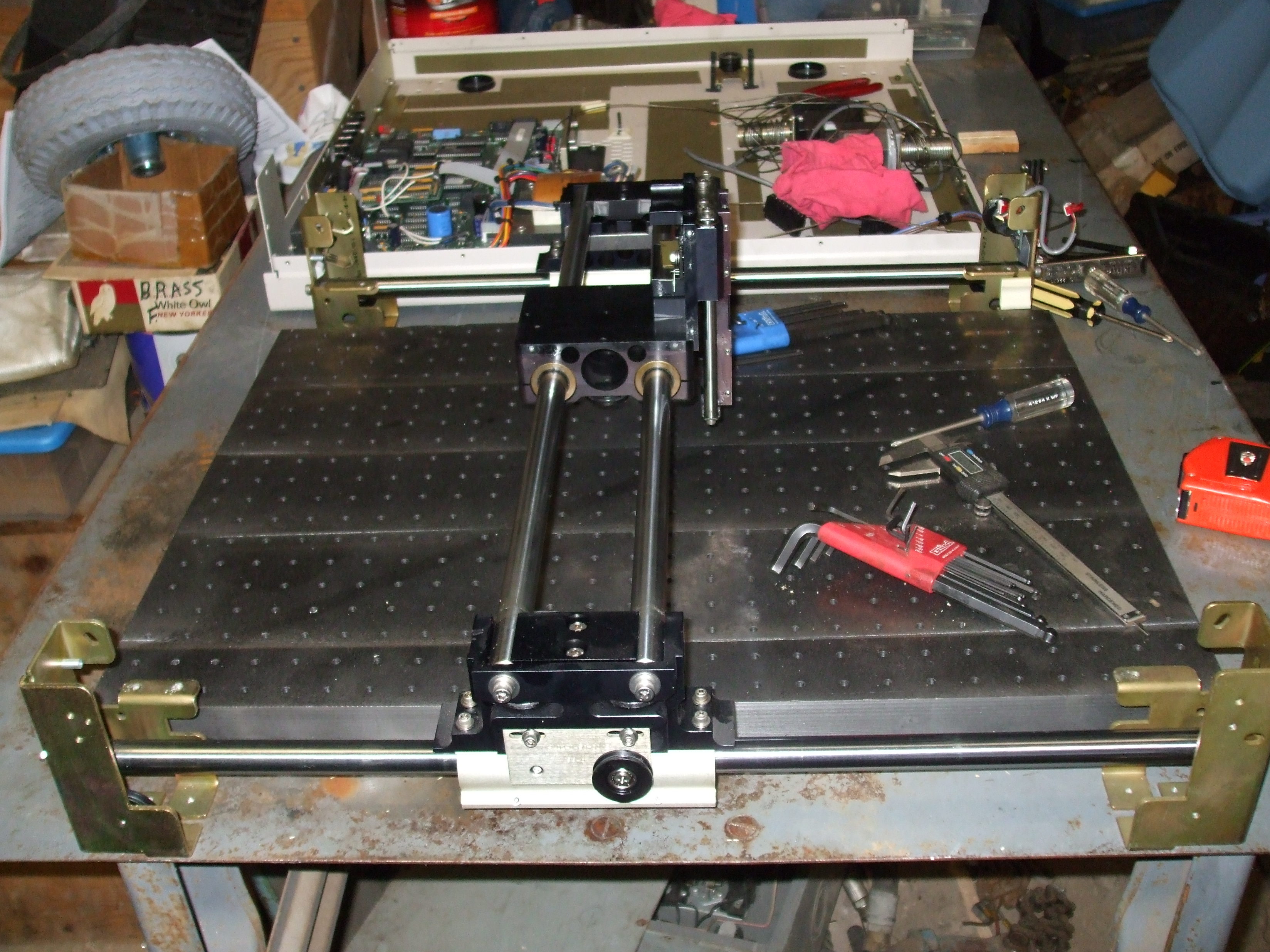
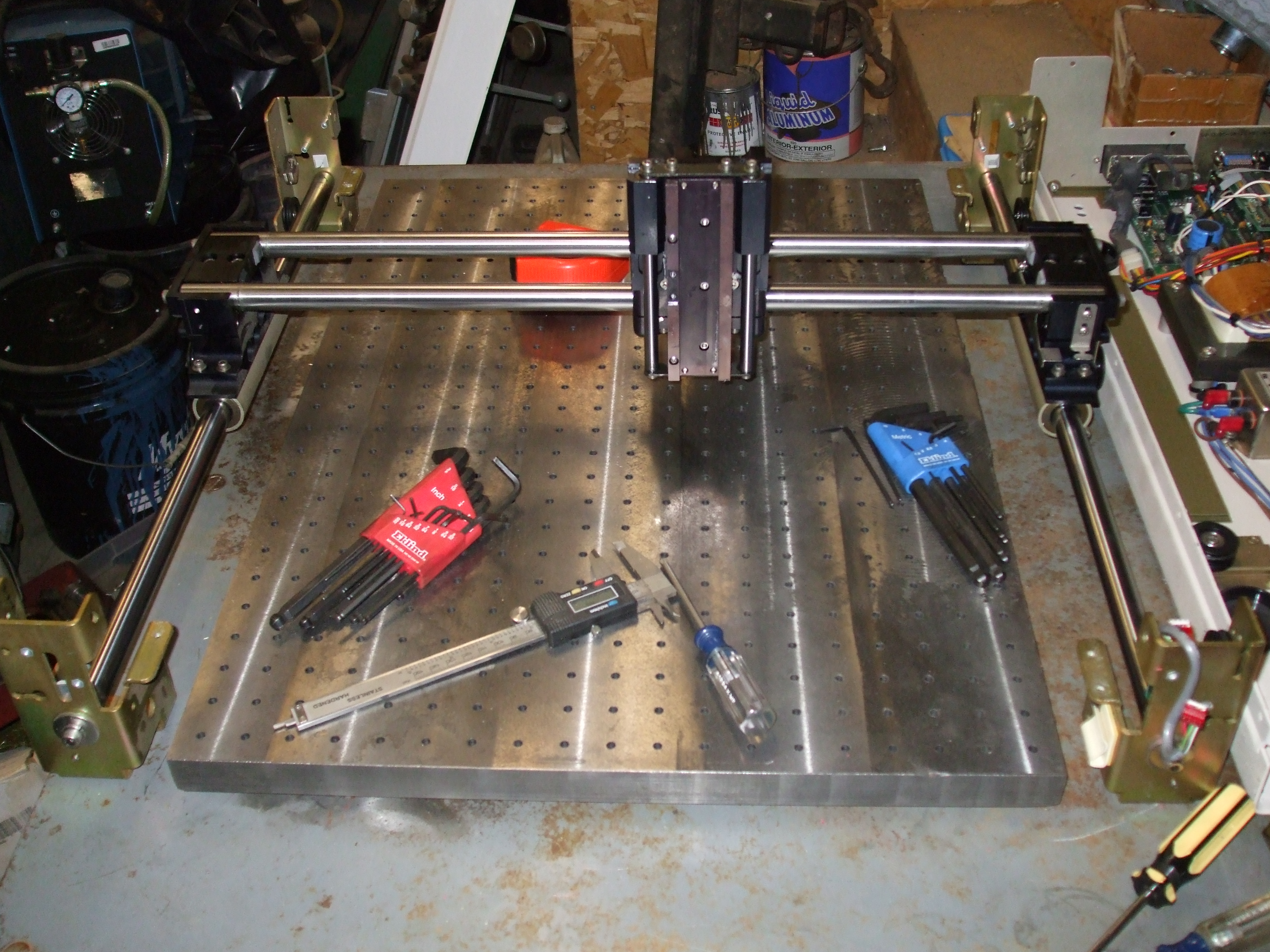
[22:37:04] <skunk> http://www.electronicsam.com/images/KandT/pcbmill/mockup1.JPG
[22:37:16] <skunk> http://www.electronicsam.com/images/KandT/pcbmill/mockup2.JPG
[22:42:37] <pjm> skunk looks pretty damn good!
[22:43:03] <pjm> how are u gonna align the travel of the XY so its parallel to the top of the plate?
[22:49:16] <MarkusBec_away> MarkusBec_away is now known as MarkusBec
[22:49:52] <skunk> pjm: tweeking ;)
[22:50:10] <pjm> ahhh ;-)
[22:50:41] <pjm> i guess u could also bolt some sacrificial plate to the top and mill a pocket in it that would then be flat/parallel etc
[22:51:15] <MattyMatt> nearly finished my Z. it has ~10mm of elastic play in one axis at the end :p
[22:51:31] <frallzor> haha :P
[22:51:50] <frallzor> some tweaking left I hope =P
[22:52:38] <MattyMatt> skate bearings either side will sort that
[22:52:53] <frallzor> grrreat =)
[22:53:11] <MarkusBec> MarkusBec is now known as MarkusBec_away
[22:55:33] <MarkusBec_away> MarkusBec_away is now known as MarkusBec
[22:59:21] <skunk> There are going to be out-riggers that mount the shaft ends to the cast plate
[23:00:47] <DaViruz> MattyMatt: what are you using now, inflatable bearings?
[23:00:48] <DaViruz> :)
[23:00:54] <DaViruz> inflateable
[23:01:33] <frallzor> dont mock him =(
[23:01:37] <frallzor> he is trying his best
[23:02:30] <DaViruz> my intent was not to mock, only to joke
[23:02:36] <frallzor> =P
[23:07:57] <MattyMob> http://imagebin.org/77996
[23:08:39] <MattyMatt> bloody thing weighs at least 10lb all up :)
[23:09:21] <frallzor> cute :P
[23:09:45] <MattyMatt> I may dismantle it, get another set of those sliders, and put the Z in the pillars like I planned
[23:10:20] <frallzor> how much will the entire machine weigh?
[23:12:05] <MattyMatt> it'll take 2 men to take it down the stairs
[23:12:29] <MattyMatt> but the size will force that anyway
[23:14:04] <frallzor> My future project will be a little pcb-mill I think
[23:15:12] <MattyMatt> those sliders seemed stiffer than the drawer ones, but now I've got the leverage they are just as springy in one axis, so they really need to be at right angles
[23:16:18] <MattyMatt> and don't worry about mocking :) I can take it
[23:17:05] <MattyMatt> I'm not showing pics of the first 4 efforts at drilling the motor shaft connector tho
[23:17:55] <frallzor> =P
[23:17:57] <frallzor> come on
[23:18:54] <MattyMatt> I'm rather pleased at how the sheet steel parts turned out
[23:19:59] <andypugh> That large-radius curve screams "springy" at me, though.
[23:23:28] <MattyMatt> naah. the wooden clamp takes the bulk of the force, the metal bit just steadies the end
[23:24:22] <MattyMatt> I may put a crease along the curve if it's a problem
[23:24:42] <andypugh> I think it will steady it very adequately in the Y direction, perhaps less so in the X.
[23:26:05] <andypugh> Though I suppose it is at least as rigid as the spindle itself, so won't be the limiting factor.
[23:27:02] <andypugh> But more importantly, why does your keyboard have a non-sequential series if currency values on the function keys? :-)
[23:27:24] <MattyMatt> I call the left-right X, so up=down in that pic is my Y
[23:27:44] <andypugh> OK, in that case, switch my description.
[23:28:13] <MattyMatt> and my 10mm of springy play is in my X, due to those sliders
[23:28:51] <andypugh> Are these the drawer sliders, or something else?
[23:28:52] <MattyMatt> as for the keyb markings, ask the fool who dumped it at the tip :) that's my 2nd best model M
[23:29:36] <MattyMatt> they are called "pocket door slides" for making kitchen doors disappear
[23:29:50] <MattyMatt> 10gbp per pair at b&q
[23:29:56] <frallzor> my nose is sad at me
[23:30:14] <andypugh> Too much coke, frallzor?
[23:30:49] <frallzor> too much ammonia
[23:32:55] <andypugh> Nasty
[23:33:42] <MattyMatt> there was a complete marchantdice Z on ebay which went for 50, but I'd just run out of cash at the time. I didn't even have another 10 for another pair of these at the time I commited to this one-pair-solution
[23:33:42] <andypugh> You might be able to stiffen up those door slides by adding some preload. Possibly by dismantling and careful adjustment with a hammer
[23:34:33] <MattyMatt> no they are fine in the axis they are designed to constrain
[23:35:09] <MattyMatt> they already have a nice amount of preload
[23:35:41] <andypugh> Ah, OK
[23:36:41] <MattyMatt> one more at the back, to make a U channel, would be great
[23:37:59] <andypugh> There are some very nice, wide, shelf slides at work, just lying around. I have looked at them, but decided it was too unequivocally theft.
[23:40:39] <MattyMob> ah cool. I'm this side of the split too :)
[23:42:04] <MattyMob> anyway, skate bearings either side of the extension plank will sort the X waggle. they can run aginst the wood for now, it's red oak
[23:43:33] <tom3p> i remember heads on some AGies and one ONA were boxes, with schneeberger crossed roller in each corner, hell to line up but rigid as possible. an ancient AGie AB had a die bushing for Z, 4"dia ball cage with a single outrigger that prevent turning. that was as tight and accurate as any die pillar.
[23:43:49] <tom3p> round is easier ;)
[23:46:01] <MattyMob> I'll google schneeberger, but I still doubt I'll understand that :)
[23:46:52] <MattyMob> I want my Z in the pillars, long term
[23:48:01] <MattyMob> I think it gives the best combo of working height & stiffness
[23:51:09] <tom3p> http://www.precisionballspecialties.com/ball_bearing_cages.htm (add an outrigger to prevent twisting) available off old fixtures from defunct tool shops
[23:51:24] <MattyMob> I'm just chucking it together now, taking care only to make it all undoable
[23:51:28] <tom3p> extremely stiff ( it kept dies in location to stamp parts )
[23:51:47] <tom3p> for the mark III design ;)
[23:52:15] <andypugh> My girl friend (there is definitely a space there still) works for a company that makes those
[23:52:54] <andypugh> http://www.mahr.de/index.php?NodeID=29
[23:53:59] <andypugh> There is a simpler-to-use version where the balls recirculate, and then you can use shaft seals.
[23:54:19] <MattyMob> nice idea. if I could afford good shafts etc
[23:54:21] <andypugh> But those are only linear, not rotary.
[23:55:15] <andypugh> 20mm linear shaft is about £25 per metre
[23:55:58] <MattyMob> plus pillow blocks etc
[23:56:31] <MattyMob> or I could make wood ones, I suppose or use plumbing bits
[23:56:39] <tom3p> when we'd have an old machine with wiggly head, we let them drive against this instead of rebuilding the head.
http://www.janesvilletool.com/dieseto.htm even i fthe head wasnt square, it'd push prefect square with this gizmo. again available at auctions
[23:56:51] <andypugh> I have just found that the bearings can be surprisingly cheap...
[23:57:00] <andypugh> http://uk.rs-online.com/web/search/searchBrowseAction.html?method=getProduct&R=0409426
[23:57:24] <tom3p> from rs!? well that just means they can be even cheaper ;)
[23:58:02] <andypugh> Quite!
[23:58:47] <MattyMob> their skate bearings are pretty good too. the 36 in a reprap mendel is under £30
[23:59:17] <MattyMob> I got mine cheaper on ebay but I was lucky
[23:59:35] <MattyMob> lucky/persistent :)
[23:59:42] <tom3p> re: mahr... when they say backlash free they mean it! its like a tight press fit yet it glides easily
{kind=link}
{kind=link}