Back
[00:08:20] <MattyMatt> harmonic drives are not made elliptical
[00:08:49] <MattyMatt> except the cam
[00:11:01] <andypugh> Prompted by a design posted here, I have been pondering drive systems. I have an idea for two internal gears stacked, one with 200 teeth, one with 203. They have the same ID and root diameter. Running between them are 3 planetary gears, meshing with both, and in the middle of that a small input pinion. I reckon you would get a huge ratio, and low backlash.
[00:11:39] <numen> MattyMatt i want something like in the video ^^
[00:12:59] <MattyMatt> andypugh that sounds identical to the one the army used in WW2 for radar turrets
[00:13:37] <andypugh> Darn! Another potential fortune falls by the wayside
[00:13:42] <MattyMatt> which iirc is linked on the WP harmonic drive page
[00:13:59] <andypugh> Which I logged in too late to see the link to
[00:14:24] <numen> mom
[00:15:18] <numen> http://www.youtube.com/watch?v=y2vRkXoTWqc
[00:15:25] <numen> after 10th second
[00:17:15] <andypugh> Nothing like what I had in mind, but very cool
[00:18:13] <numen> yes, this is interesting ^^ i want something like this, but the chinese company dont want to give the dxf
[00:24:17] <andypugh> Do you have a link for the radar gear?
[00:25:35] <andypugh> Oh, and Matt, I have been thinking more about your CNC crop sowing idea. They already have computerised sowing machines which are GPS controlled. Plant lavendar, poppies and something green (spoilt for choice) in 3 passes, and wait.
[00:26:30] <andypugh> I reckon you could get a grant. If you got in touch with (for example) Banksy who probably has contacts it could be a goer. Sponsorship and field rental from the computerised crop sowing company.
[00:26:51] <numen> andypugh what you want?
[00:27:11] <andypugh> Radar turret gears, like what I described, allegedly.
[00:27:47] <numen> what is a radar turrent gear?
[00:27:53] <numen> that in the video?
[00:28:00] <andypugh> Ask Matt
[00:31:44] <andypugh> http://en.wikipedia.org/wiki/Epicyclic_gearing
[00:32:10] <andypugh> And yes, the one-tooth-fewer idea of mine is at least 50 years old. Bah!
[00:34:42] <MarkusBec> MarkusBec is now known as MarkusBec_away
[01:21:46] <Dallur> Isn't the trajectory thread used anymore ?
[01:22:35] <Dallur> it does not show up in halscope so I was wondering how come since it's still defined in the ini files
[01:28:46] <eric_unterhausen> maybe it's not used by hal?
[01:31:14] <Dallur> dunno, just thought I might be able to use it for torch height control related hal stuff
[01:31:33] <eric_unterhausen> make your own thread
[01:32:24] <Dallur> I have a user which doesn't have the computing power to use the servo-thread, I recommended he would try: loadrt threads name1=thcthread period1=1000000
[01:32:40] <Dallur> and try assigning to it
[01:33:51] <Dallur> do you know if user created threads need to be a multiple of servo/base threads _
[01:33:53] <Dallur> ?
[01:34:09] <eric_unterhausen> no
[01:34:48] <Dallur> thx for your recommendation, at least I know i'm on the right path :)
[01:35:34] <eric_unterhausen> it has interaction with components running on different threads, that would have to be taken into consideration
[01:37:07] <Dallur> yup, i don't know exactly what will happen but it's worth testing, I would assume values are left until next run so it should work
[01:38:01] <eric_unterhausen> should be ok
[02:57:21] <tom3p> where can i find a good explanation of joint-pos-cmd vs motor-pos-cmd?
[02:57:23] <tom3p> integrators's manual & linuxcnc,org define motor-pos-cmd "The commanded position for this joint." and joint-pos-cmd as "The joint (as opposed to motor) commanded position"
[02:57:36] <tom3p> thats nto an explanation, that a puzzle
[03:02:56] <KimK> My Integrator's Manual says (p.46) "...There may be an offset between the joint and motor positions–for example, the homing process sets this offset. " Does that help?
[03:04:08] <KimK> hope that helps, bbl
[03:06:31] <tom3p> no, the definition is unreadable, im not questioning some latter feature, thats not the definition
[03:08:01] <tom3p> thx tho
[03:21:54] <Jymmm> YAY!!!! Shelf brackets complete!!!!
[03:32:38] <Guest388> can emc run on a 64-bit computer?
[06:30:05] <tom3p> in stepgen.c there's an entry in the struct for pos_mode (default is position, but can be velocity). i dont grep any other code using it? does any other code use that info?
[06:32:12] <tom3p> i'd like to use velocity mode, sometimes, and position mode at other times. if no other code cares, i might be able to adapt a new stepgen and toggle the mode selection.
[07:42:09] <micges_work> tom3p: in trivkins joint position is the same as axis position (min lim -> max limit)
[07:42:26] <micges_work> motor position is position on phisical device
[08:08:14] <numen> moin
[08:10:07] <micges_work> hi
[08:10:50] <numen> micges_work i think, you will have to wait till monday...
[08:11:44] <micges_work> numen: when you send, simply just let me know
[11:04:05] <MarkusBec_away> MarkusBec_away is now known as MarkusBec
[13:48:04] <tom3p> micges_work: thanks, i will try to make the new stepgen component, i'll try a new toggle_mode pin. or, try to estimate the new position and not use velocity mode.
[13:48:05] <tom3p> in edm the velocity & its sign are direct result of process, position is result of velocity, not like in emc.
[13:55:53] <MrSunshine> * MrSunshine just put his finger in the endmill :P
[13:56:02] <MrSunshine> when scraping away aluminium dust :P
[13:56:17] <MrSunshine> (yes i did use a tool but wasnt alert enough to where i had my hand :P )
[13:56:33] <MrSunshine> just a small skin patch gone tho ... realy small :)
[13:57:06] <archivist> some damage to self teaches you to keep out
[13:57:14] <MrSunshine> yeap =)
[13:57:27] <MrSunshine> need to make a flood coolant system i think :)
[13:57:33] <MrSunshine> that washes away that damn dust
[13:57:41] <MrSunshine> shouldnt be to hard =)
[13:57:58] <archivist> should wash away the blood too
[13:58:04] <MrSunshine> hehe :P
[13:58:10] <MrSunshine> almost no blood ... just a drop =)
[13:58:45] <MrSunshine> archivist, but looking at ancient steel quenching recepies blood is good as a coolant :P
[15:47:23] <MrSunshine> hmm, how to calibrate backlash ? .. that is .. mechanicaly ... how do i find out how much backlash i got? :)
[15:52:12] <tarzan> some backlash nuts self adjust
[15:57:51] <MrSunshine> well no backlash nuts on this machine =)
[15:57:58] <MrSunshine> i have the means to tighten everything up
[15:58:08] <MrSunshine> but i need to know somehow how much backlash i have
[15:58:30] <MrSunshine> maybe one of those indicator clocks .. just drive it forward, put it on and look how many steps it takes before the table turns around
[15:58:37] <cradek> use a dial indicator
[16:00:16] <MrSunshine> i guess i need to make solid motor mounts before doing that tho :P
[16:00:43] <MrSunshine> milled out the last part of the Z motor mount today .. just two holes to be drilled and i can remount the Z motor on a real aluminium motor mount insted of a wooden one :P
[16:02:44] <cradek> neat
[16:04:39] <MrSunshine> and all milled with my mill ... not 100% straight or anything but as i replace parts it will be better and better i guess =)
[16:05:32] <numen> re
[16:20:30] <tarzan> strangely cnc have a hard time with backlash, machinist operated not
[16:27:51] <tom3> tom3 is now known as tom3p
[16:28:08] <cradek> the cuts that you expect the machine to successfully make are very different in the two schemes
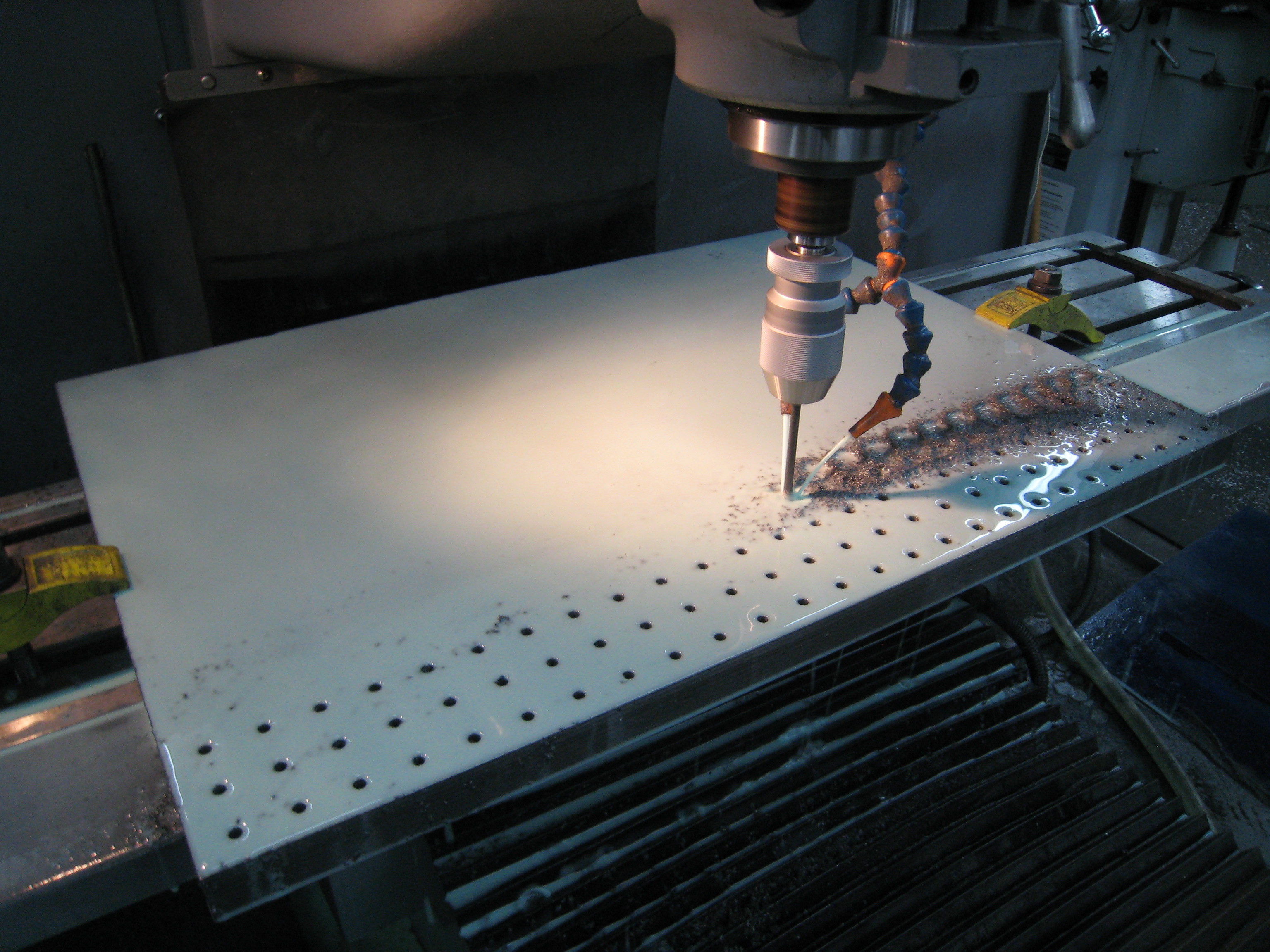
[17:16:18] <skunkworks_> hmm - with a nice guide I bet I could run 1/2-20 holes into cast with my cordless drill...
[17:16:28] <skunkworks_> only around 480 to do..
[17:16:55] <skunkworks_> if the tap is sharp and spiral.. ;)
[17:17:22] <skunkworks_> if I can run 8 inch long 3/8 lag screws in with it...
[17:20:05] <cradek> I've tapped a lot of holes in thin stuff with a cordless drill
[17:20:17] <cradek> for deep holes I think it'd be too hard to get it aligned
[17:20:45] <cradek> for thin: tap in, carefully try not to move the drill too much while switching it to reverse, back out
[17:20:59] <cradek> also, have extra taps :-)
[17:21:02] <tom3p> guide? drill a hole in flat scrap ( 2x dia thick) with a drill press to get it square to the surfaces, clamp to work,drill, then hand tap it anyways ;) , you only need 30 turns for max strength
[17:21:02] <skunkworks_> heh
[17:21:26] <tom3p> cast taps easy
[17:22:16] <skunkworks_> holes are already drilled..
http://www.electronicsam.com/images/KandT/pcbmill/table.jpg
[17:23:05] <skunkworks_> if only they had a floating tap holder...
[17:24:35] <tom3p> bridgeport? use a dead center and a t-handle. put dead center into the divot on end of t-handle ( or even into divot on end of some taps)
[17:25:47] <tom3p> did you break down the setup before tapping? then you loose the advantage
[17:25:48] <cradek> this:
http://www.use-enco.com/CGI/INSRIT?PARTPG=INSRAR2&PMAKA=325-5179
[17:26:07] <cradek> these are just great if you have to hand tap
[17:26:28] <cradek> like tom3p says, the point fits in the back of a (good quality) tap handle
[17:26:54] <cradek> I have never inverted it to use the female point, but I guess you can get it apart to do that
[17:29:32] <tom3p> ah, the cylinder end has a hole in it for pointy ended taps, its one tool with a reversable ends, clever
[17:32:15] <eric_unterhausen> just noticed the machine shop I wanted to order from isn't open on Fridays
[17:32:28] <eric_unterhausen> they are on a 4x8 hour days too
[18:01:17] <eric_unterhausen> flash is such a piece of junk
[18:02:12] <eric_unterhausen> adobe needs to schedule a seminar for their programmers on how to successfully use message boxes
[18:06:44] <eric_unterhausen> you can't ask a seller a question on ebay any more? WTF?
[18:08:37] <celeron55> i asked one question a few days ago
[18:09:08] <eric_unterhausen> it goes to an automated thing that doesn't seem to include a place where I can ask my question
[18:09:14] <eric_unterhausen> http://cgi.ebay.com/3PC-Boring-Turning-Facing-Holder-For-Tool-Post-BXA_W0QQitemZ170418083783QQcmdZViewItemQQptZBI_Tool_Work_Holding?hash=item27adb597c7
[18:09:57] <eric_unterhausen> nvm it's off screen at the bottom
[18:10:35] <cradek> yeah keep clicking
[18:10:36] <DaViruz> hit "Other" and there's a link to "contact the seller"
[18:10:41] <DaViruz> oh never mind
[18:11:05] <celeron55> some sellers don't have that page
[18:11:23] <DaViruz> never seen it before
[18:11:47] <celeron55> me neither
[18:11:57] <eric_unterhausen> I guess it's a test to see if you are really interested
[18:12:10] <celeron55> :-)
[18:12:13] <cradek> wow, that looks like an incredibly crappy way to hold a boring bar
[18:12:20] <eric_unterhausen> it works
[18:12:45] <cradek> well a round shank one anyway
[18:12:47] <eric_unterhausen> I'm not buying it for that though, just for regular tools
[18:12:55] <cradek> for square (homemade) it'd fine
[18:12:56] <cradek> ah
[18:13:18] <eric_unterhausen> the holders with a round hole are a pain though
[18:13:24] <eric_unterhausen> you have to get a shim, etc
[18:13:53] <eric_unterhausen> If you saw how I abuse my boring bar in one of those, that's the least of my problems
[18:14:31] <eric_unterhausen> machinist at work uses both kinds
[18:15:51] <eric_unterhausen> last week that seller had the regular toolholders for $9 and boring bar holders for $12
[18:17:09] <andypugh> When he says "3 pc set" what does he mean? I see a total of 11 parts...
[18:17:31] <eric_unterhausen> that was my question, my original thought was it was 3 toolholders
[18:18:12] <eric_unterhausen> pretty sure that's what it is given that $45 is what he was selling them for last week with shipping
[18:22:52] <andypugh> Is there a hal component that can give a short pulse output when a signal changes state?
[18:23:27] <andypugh> I want a software reset for my e-stop.
[18:23:33] <eric_unterhausen> if there isn't it can't be too hard to write
[18:25:17] <andypugh> I was hoping to wire to the Axis GUI e-stop, to energise the contactor so that it can then be self-energised through the e-stop chain. I am possibly being a bit too paranoid. I want to make sure that it all stays off even if the e-stop buttons don't latch.
[18:26:37] <eric_unterhausen> I'm confused about estop
[18:26:41] <andypugh> Anyway, probably a question for another day.
[18:26:46] <eric_unterhausen> but you can do that with a relay
[18:27:08] <andypugh> I want either of the e-stop buttons to de-energise the main contactor coil.
[18:27:24] <eric_unterhausen> that's easy, just run them in series
[18:28:07] <andypugh> And yes, I was going to use a relay controlled by emc to perform the equivalent function to a conventional contactor "on" switch.
[18:29:20] <andypugh> I want a momentary break in the circuit to disengage the contactor though. Once it trips I want to have to re-energise it, rather than have everything power back up once the e-stop buttons are unlocked
[18:29:44] <eric_unterhausen> you have a relay in series with itself for that
[18:30:20] <andypugh> Yes. I know, but you also have a parallel "on" button, and it is that bit I want to do in HAL
[18:30:22] <eric_unterhausen> problem is you need a reset button then
[18:31:17] <eric_unterhausen> or get a safety relay
[18:32:04] <andypugh> Ah well, I have plenty of time to sort something out. And safety relays cost more that the motors and drives did, for just one.
[18:32:09] <numen> re
[18:33:12] <andypugh> And even then, I suspect that the safety relay would need a momentary reset pulse.
[18:33:55] <eric_unterhausen> I got one cheap on ebay
[18:34:59] <eric_unterhausen> still confused about the startup sequencing of the whole chain though
[18:36:27] <Jymmm> Bah, what was the company that has rotary encoders?
[18:36:36] <eric_unterhausen> usdigital?
[18:36:40] <Jymmm> ty
[18:36:41] <andypugh> REnishaw?
[18:36:45] <eric_unterhausen> bei
[18:36:47] <eric_unterhausen> hp
[18:36:56] <eric_unterhausen> Heidenhain?
[18:37:26] <eric_unterhausen> I got a lot of Heidenhain encoders cheap on ebay since they were misspelled
[18:37:48] <andypugh> Grayhill
[18:37:56] <tarzan> hp encoders?
[18:38:00] <eric_unterhausen> does that count?
[18:38:18] <dimas> austriamicrosystems.com
[18:38:19] <eric_unterhausen> hp is probably under a different name now
[18:38:49] <dimas> ah, it's magnetic
[18:38:57] <eric_unterhausen> sony
[18:39:47] <andypugh> Are HP now Avago?
[18:39:47] <eric_unterhausen> I buy encoders from US digital if I need a cheap one at work, at home it's ebay all the way
[18:39:58] <eric_unterhausen> andypugh, that sounds familiar
[18:41:02] <issy> hi all
[18:41:36] <andypugh> Anyway. Off to the airport to collect my girl friend.
[18:41:53] <Jymmm> Pick a good one
[18:42:33] <eric_unterhausen> probably too late for that once the flight from russia leaves the tarmac
[18:46:55] <tarzan> tarmac, russia ?
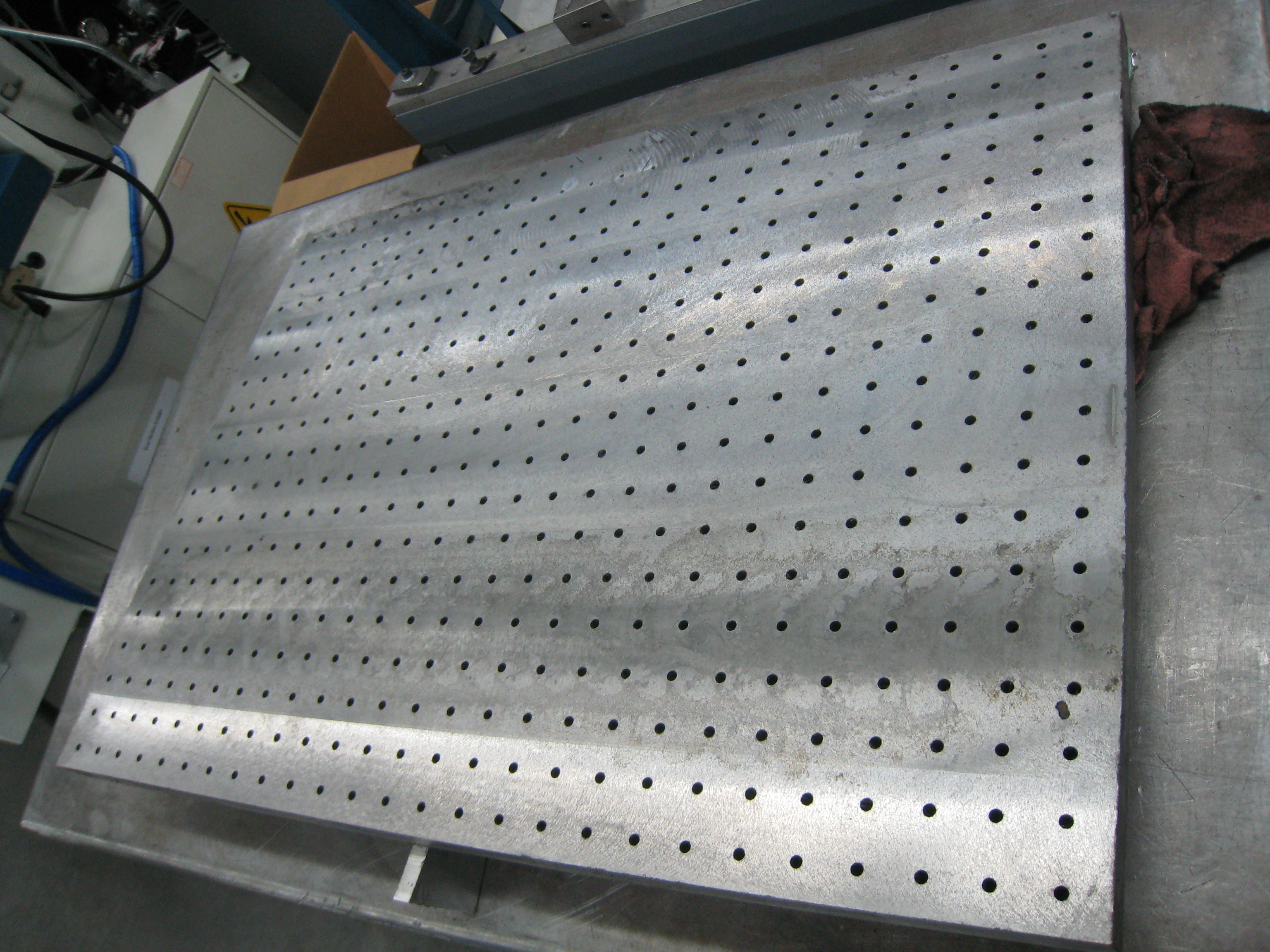
[18:51:58] <skunkworks_> http://www.electronicsam.com/images/KandT/pcbmill/tableholes.jpg
[18:53:50] <bill20r3> pretty
[18:55:04] <skunkworks_> some day it should get ground...
[18:58:10] <seb_kuzminsky> "i bet you arm's sore from all that drilling"
[18:58:40] <skunkworks_> heh - thank goodness for cnc.. (but yes - I still have to tap them manually some how)
[18:59:12] <skunkworks_> so it is a good start - everything should be square to itself.
[19:03:43] <motioncontrol> good evening a question about robot kinematics on emc please.with mesa card and analog drive is possible create a robot 6 axis with robot kinematics ? thanks
[19:05:38] <seb_kuzminsky> all the mesa cards can handle 6 joints (motors) no problem, but i dont know if there's a kinematics module that suits your robot
[19:06:48] <bill20r3> just keep a tap near the mill, and tap them as you need to use them..
[19:07:00] <motioncontrol> seb_kuzminsky, i want build a normal antromoforfe robot type kuka abb comau
[19:07:36] <motioncontrol> is possible
[19:10:53] <seb_kuzminsky> motioncontrol: i dont know
[19:11:15] <motioncontrol> seb_kuzminsky, ok thanks
[23:04:37] <MarkusBec> MarkusBec is now known as MarkusBec_away
[23:16:15] <alex_joni> this will make a nice emc2 pendant:
http://www.youtube.com/watch?v=PHRSDWZC_m4
[23:19:09] <archivist_emc> picking up the macing to shake it is not an option :)
[23:45:21] <tarzan> GonMD, url fail
{kind=link}
{kind=link}