Back
[00:00:00] <andypugh> I know you do, we see it on the TV
[00:00:05] <pfred1> every year it is national headlines heck we have a fire season
[00:00:07] <mozmck> pfred1 you in the US?
[00:00:14] <pfred1> mozmck yes
[00:00:25] <mozmck> ok, me too
[00:00:39] <pfred1> Delaware here
[00:00:58] <pfred1> we've chopped down most of our trees so we're OK ;)
[00:01:43] <pfred1> but up north out west even down south big problems mainly due to foolish policies
[00:02:16] <pfred1> andypugh you seen them austrailian fires?
[00:02:23] <pfred1> them people got messed up
[00:02:38] <andypugh> Aye. It doesn't rain every fricking day there either.
[00:02:45] <andypugh> (I am growing gills)
[00:02:47] <eric_unterhausen> famous last words, but a hurdy-gurdy doesn't look that hard to build
[00:02:51] <mozmck> Texas here. Quite a bit of trees in east texas, but don't here of many fires. plenty of logging though.
[00:03:04] <pfred1> andypugh hey dont feel too bad i just got flooded out
[00:03:29] <pfred1> NorIda took me out
[00:03:45] <mozmck> eric I forgot what one looks like.
[00:03:48] <mozmck> bbl
[00:04:46] <pfred1> eric_unterhausen I always wantedto build a window harp
[00:04:58] <andypugh> Hmm, Bridgeport on eBay, £90 with 19 hours to go....
[00:05:28] <pfred1> andypugh what kind?
[00:05:50] <andypugh> TABLE SIZE 42" x 9"
[00:05:51] <andypugh> ELECTRONIC POWER FEEDS
[00:05:51] <andypugh> 4" INCREASED HEIGHT
[00:05:51] <andypugh> VARIABLE SPEED
[00:05:51] <andypugh> mo 07846558832
[00:07:21] <pfred1> I don't know how he did it but I guy i knew got a CNC-1 given to him
[00:07:35] <pfred1> was burnt out electrics in it but machine was in good shape
[00:08:08] <pfred1> shop he got it from was just like haul it away it is wasting space
[00:08:37] <andypugh> Looking at the amount of spare space in my garage I am (barely) managing to avoid being jealous
[00:09:05] <pfred1> yeah i need to throw up an outbuilding and move some things out
[00:09:18] <pfred1> I'm pressed for space now myself
[00:09:50] <andypugh> Less pressed than me if you can consider an outbuilding. I am a terraced house with detached single garage
[00:10:10] <pfred1> double attached here with 3 acres
[00:10:45] <pfred1> I have a little shed i park my tractor in and a real shack I keep junk in
[00:10:48] <andypugh> That's not "pressed for space" You have enough space there to take up a trebuchet hobby.
[00:11:04] <pfred1> andypugh ever hear of Pumpkin Chunkin?
[00:11:10] <andypugh> Aye
[00:11:22] <pfred1> andypugh up til 2 years ago that was 2 blocks south of me
[00:11:49] <andypugh> So, there you are then. No excuse.
[00:11:53] <pfred1> then they moved to the other side of town well they call it Bridgeville but it is practically in Georgetown
[00:12:10] <pfred1> this town is 125 square miles
[00:12:27] <pfred1> andypugh driving around my block isa 5 mile drive
[00:12:53] <andypugh> The challenge, then, would be to enter from your garden and still hit the event.
[00:12:58] <pfred1> andypugh so funny you should mention trebuchet hobby
[00:13:09] <pfred1> andypugh BTW I was there when they set the new worlds record
[00:13:15] <pfred1> 2,000 feet
[00:13:19] <andypugh> It is my standard metric for having enough space.
[00:13:53] <pfred1> andypugh technically I don't have enough land to legally shoot don't stop anyone around here though
[00:14:11] <andypugh> Does a trebuchet count as shooting?
[00:14:12] <pfred1> you're supposed to have 5
[00:14:17] <pfred1> I meant guns
[00:14:26] <pfred1> we shoot everything here though
[00:15:16] <pfred1> some of my neighbors probably have bazooka hobbies!
[00:15:44] <pfred1> guy down the road is a black powder nut
[00:15:51] <pfred1> gawd is that loud!
[00:16:34] <pfred1> andypugh new years eve can be a little scary around these parts
[00:17:09] <andypugh> http://www.youtube.com/watch?v=1uAFfanUJvY&NR=1
[00:17:28] <pfred1> whats that?
[00:17:42] <andypugh> skeet shooting. With a bazooka
[00:17:58] <pfred1> andypugh heh I think we prefer shooting stuff with legs that runs
[00:18:42] <pfred1> andypugh when you see them the deer herds in the fall here cover acres
[00:18:56] <pfred1> packed shoulder to shoulder
[00:19:07] <pfred1> you know when they're mating
[00:19:36] <andypugh> Sounds on odd position for mating
[00:19:49] <pfred1> I think that is the meet and greet aspect of it
[00:20:05] <pfred1> I don't stick around to find out all the gory details
[00:20:34] <pfred1> they do it at night anyways the meets
[00:20:51] <pfred1> so hard to make out what is going on all I know is its a lot of deer
[00:21:30] <pfred1> if you go straight out my backyard it is a hunting club
[00:21:38] <pfred1> they got their own artificial lake
[00:21:56] <andypugh> Anyway, that time of night again. One last thing: Does anyone have any opinion on the Tormach tooling system? I am thinking of blatently copying it.
[00:22:25] <pfred1> andypugh thought has crossed my mind too seems their gimick is that gauge
[00:22:47] <pfred1> you know the plastic gauge you set for wheel diameter and angle
[00:22:50] <andypugh> Lots of 3/4" shank tooling on eBay
[00:23:12] <pfred1> hmm maybe different tool sorry
[00:23:23] <andypugh> No, I have never seen the gauge to which you refer
[00:23:43] <pfred1> andypugh yes i think I was thinking of a different tool one I am thinking about is a grinder
[00:24:31] <andypugh> http://www.tormach.com/Flash/TTS_small.html
[00:24:47] <andypugh> Main page is
http://www.tormach.com/Product_TTS2.html
[00:25:08] <pfred1> yes flash doesn't work on my PC
[00:25:28] <pfred1> looks like collets to me
[00:25:29] <andypugh> There is a /gif version linked from the second link
[00:25:39] <andypugh> It is a collet.
[00:26:04] <pfred1> but they're so you can set the tools to height right?
[00:26:30] <andypugh> The only slightly special thing is that there is a shoulder that bears directly on the spindle for rigidity and consistent height
[00:26:54] <pfred1> andypugh haha this is what i thought you meant
[00:27:03] <pfred1> http://www.thebestthings.com/newtools/tormek.htm
[00:27:38] <andypugh> Ah, no. Though I have heard of them too.
[00:27:47] <pfred1> andypugh yes, they look like very nice collets to me
[00:27:58] <pfred1> I only have my interchangeable collet set
[00:28:10] <pfred1> one holder and different sized collets
[00:28:34] <andypugh> To an extent the collet is only a way to modify the spindle to take the tooling.
[00:28:38] <pfred1> tormach tormek I got cofnfuzed!
[00:29:06] <pfred1> time to reheat my fish and chips here I think
[00:29:32] <pfred1> andypugh I've thought about knocking off this grinding system
[00:29:43] <ds3> Mmmm fish and chips
[00:29:45] <pfred1> least the way the guide is on it
[00:29:58] <pfred1> ds3 broiled stuffed flounder
[00:30:12] <ds3> caught yourself?
[00:30:28] <pfred1> caught down at the diner fresh just last night!
[00:30:42] <ds3> Oh BAH :P
[00:31:22] <pfred1> my BOB is coming out nice
[00:31:22] <andypugh> OK, time to not be here any more.
[00:31:44] <pfred1> I have a transistor switching the opto on 5 ma draw 11 ma feed to the opto
[00:32:05] <pfred1> I'm happy with that
[00:32:51] <pfred1> that should work on any crappolla parallel port ever made I'd hope
[00:39:22] <ds3> BOB?
[00:47:06] <skunkworks> break out board
[00:48:22] <pfred1> yes
[00:49:05] <pfred1> don't know why they're not called buffer cards or something but I guess BOB is OK
[00:51:07] <eric_unterhausen> bob is really a pretty generic term, but it has taken hold.
[00:51:31] <pfred1> eric_unterhausen its funny my BOB
[00:51:34] <pfred1> heh
[00:52:01] <pfred1> now i have to find out what advantages the ACT family gives to buffer chips
[00:52:28] <pfred1> I think it is CMOS that trips on TTL logic
[00:52:36] <pfred1> but don't hold me to that
[00:53:20] <pfred1> or i should say levels
[00:53:34] <pfred1> TTL logic levels
[00:53:37] <mozmck> I think ACT are faster and better in other ways
[00:53:59] <pfred1> parallel ports aren't exactly the speediest interfaces known to man
[00:54:13] <pfred1> the junkiest TTL is 10 MHz
[00:54:49] <pfred1> I do have a tube of 8255s laying around someplace
[00:54:56] <pfred1> I think they're PIAs
[00:55:04] <mozmck> yeah, we've used LS, ACT, and HCT 541s for BOBs
[00:55:21] <mozmck> PIA?
[00:55:24] <pfred1> I got 541s
[00:55:34] <pfred1> Parallel Interface Adapters
[00:55:41] <pfred1> they're ancient old skewl
[00:55:50] <pfred1> the original parallel port spec chip
[00:56:10] <ds3> PIA's? that sounds like something from the Atari 8 bit days
[00:56:16] <pfred1> all parallel ports are supposed to deliver the functionality of the 8255
[00:56:29] <pfred1> if memory serves me
[00:56:43] <ds3> isn't a 74xx244 a easier parallel port? think that's what the PC's settled on
[00:56:43] <pfred1> oh yeah we're talking from the 80s here
[00:57:10] <ds3> drop it in the bus, add a decode and strobe the latch on the /WR line
[00:57:12] <eric_unterhausen> I'm sure all the other chip makers from back then would argue with you over that
[00:57:47] <eric_unterhausen> 8255 is just a generic parallel interface port, not really aimed at printer port use
[00:57:57] <pfred1> but I do have a whole tube of them so I could blow them up like firecrackers over here ;)
[00:58:17] <ds3> I couldn't really figure out why one would want to use a 8255 over a few 244's
[00:58:26] <eric_unterhausen> the Z80 parallel port chip and the one that worked with the 6502 were considered better
[00:58:54] <eric_unterhausen> I think the z80 one could detect a change on an input pin and throw an interrupt
[00:59:10] <pfred1> ack! I don't I just looked they're 8251As I have!
[00:59:20] <eric_unterhausen> clock chip?
[00:59:29] <pfred1> heck if i know I'd have to look it up
[00:59:39] <pfred1> all I know is they're not 8255s
[00:59:55] <eric_unterhausen> serial port
[00:59:56] <pfred1> I used to work assembling PCBs and I'd take home junk
[01:00:01] <eric_unterhausen> might as well chuck them in the bin
[01:00:19] <pfred1> is that what they are?
[01:00:23] <pfred1> serial ports?
[01:00:24] <eric_unterhausen> yes
[01:00:26] <eric_unterhausen> usart
[01:00:33] <pfred1> ah they'd be handy in another project
[01:01:14] <ds3> what;s the diff between the 8250 and the 8251?
[01:01:24] <pfred1> one digit?
[01:01:25] <pfred1> I donno
[01:01:45] <ds3> the 8250 UART is what's in the original PCs
[01:02:04] <eric_unterhausen> I'll go get the data book
[01:02:14] <pfred1> mine are all upstairs
[01:02:21] <pfred1> I use datasheet.com
[01:02:33] <PCW> I remember the z80 PIO also had status-affects vector
[01:02:35] <PCW> so you could have differen vectored interrupts depending on I/O pin staus
[01:02:39] <pfred1> well i have my Fairchild TTL Data Book down here
[01:03:17] <ds3> SOCs!
[01:04:06] <pfred1> the 80s were my haydays so it is the stuff I like today
[01:04:31] <eric_unterhausen> 8250 was a nat-semi part, that's the big difference
[01:04:44] <ds3> oh
[01:04:55] <PCW> The 8251 in Intel I think
[01:04:59] <eric_unterhausen> yeah
[01:05:10] <pfred1> ah ha!
[01:05:10] <eric_unterhausen> not pin compatible
[01:05:19] <pfred1> oh ho!
[01:05:33] <PCW> Not even same number of pins
[01:05:38] <pfred1> yeah different companies knocking off each others stuff gets confusing
[01:05:53] <eric_unterhausen> those chips were a big deal back then
[01:06:07] <eric_unterhausen> now they cut and paste a logic block and off they go
[01:06:12] <pfred1> I've always felt that the time we're in now will be looked back upon as the wild west days of the digital era
[02:18:49] <tom3p> isnt G83 a bolt arc and G81 a bolt line?
[02:19:30] <cradek> no
[02:19:40] <cradek> don't make me url you
[02:19:58] <cradek> http://www.linuxcnc.org/docview/html/gcode.html
[02:20:00] <cradek> :-)
[02:20:02] <tom3p> ive read the book at
http://linuxcnc.org/docs/html/gcode_main.html#sub:G81:-Drilling-Cycle
[02:20:36] <cradek> as far as I know, G81 and G83 are always drill and peck drill cycles
[02:21:54] <tom3p> i'm looking at the state of ken Lehrman's Gwiz, and he generates a bolt arc for both, i think he's just got some basic decoding wrong, and that it used to work
[02:23:17] <ds3> aren't there some lathe controls that use those for rough/finishing?
[02:23:22] <ds3> or am I confused?
[02:23:39] <cradek> not sure - I don't really know lathe controls
[02:24:54] <pfred1> anyone know max parallel port speed? Google is throwing garbage at me as usual
[02:25:42] <tom3p> i assumed G83 was bolt arc from the code, and that G81 was a bolt line when given an R (stepover) and an L (repeats) as shown on that page (G81 is definitely a loop because of all the explanation of 2nd hole 3rd hole...)
[02:26:04] <tom3p> i likely am wrong on the assumption tho (old joke)
[02:27:30] <cradek> pfred1: many machines running EMC2 can generate 50kHz step pulse trains. the issue isn't parport speed, it's the realtime performance of your machine, and you can measure that.
[02:27:45] <cradek> I'm not sure what question you're asking
[02:28:10] <pfred1> cradek yes I am wondering about the theoretical top or ultimate speed of the interface
[02:28:43] <pfred1> cradek some wang nut on yahoo is throwing out the number of 1 uS and I doubt a parallel port could go that fast if I tossed it out of anairplane
[02:29:03] <cradek> oh I have no idea
[02:29:04] <ds3> well, a parallel port is basically a 74LS245
[02:29:11] <ds3> 74LS244 I mean
[02:29:28] <cradek> it can toggle once per instruction but you can't do anything else on the machine
[02:29:28] <ds3> look at the min. rise and fall time and that should give you a theoretical upper bound on the speed
[02:29:31] <pfred1> ds3 but is it driven I mean I see 2 mbit/s
[02:29:39] <cradek> so I don't know what question he's asking or answering either :-/
[02:29:45] <pfred1> and the 244 should be able to do better than that I'd think
[02:29:53] <cradek> pfred1:
http://xkcd.com/386/
[02:30:28] <pfred1> and that 2mbit number would be paralleled I'd imagine so the speed is 2mbit / 8 right?
[02:30:47] <pfred1> which lowers it even more
[02:31:54] <pfred1> cradek cute bt this could be useful to me in some obscure way
[02:32:06] <MattyXM> 30Mhz for LS TTL
[02:32:26] <pfred1> MattyXM I'd like that parallel port!
[02:32:29] <ds3> but it is officially sitting on a 8MHz (16MHz tops) ISA bus
[02:32:35] <MattyXM> but spec of centronics required 2Mhz or sth
[02:32:41] <ds3> so that'd be a second constraint
[02:32:55] <pfred1> yes i know it is not the top speed of a TTL chip
[02:33:03] <MattyXM> the centronics spec allowed 150ns settling time iirc
[02:33:03] <pfred1> we wish!
[02:33:35] <MattyXM> between putting the data lines and sending the strobe
[02:33:41] <pfred1> 1 uS just sounds waaaay too fast to me
[02:34:17] <pfred1> but yes it is academic because my motor drivers top out before 35 uS anyways
[02:34:41] <pfred1> 1 uS you only going ot upset the neighbors dog
[02:35:21] <pfred1> I guess that'll be the reply I'll go with
[02:35:24] <MattyXM> you need a common multiple of all you motors tho
[02:35:31] <MattyXM> so faster the better
[02:36:14] <pfred1> well I don't think i can do useful work til about 1 mS
[02:36:48] <pfred1> wait no like .5 ms
[02:37:07] <pfred1> I mean I'll see when the machine is running might be a little better
[02:37:18] <pfred1> but not much I think
[02:37:20] <tom3p> ok, G81 is a bolt line when exec'd in G91, when L >1 . the passed X Y are added to current X Y, this is done L times. When G81 has no L, then its a bolt hole. ( R is retract plane )
[02:38:07] <MattyXM> attach an LS373 direct to the fsb somehow
[02:38:41] <MattyXM> a pcie card could have a 386sx + ls373
[02:39:37] <MattyXM> ah mesa :)
[02:40:05] <pfred1> I put some of my new current sense resistors into my homemade motor drives man they're sweet!
[02:40:18] <pfred1> I haven't scoped it yet but it sounds better to me
[02:40:58] <pfred1> let me see if I can set a nwe speed record for myself over here
[02:51:42] <tom3p> i think Gwiz gives a bolt circle macro that uses G81 G83 G73 on the individual holes, and o-word macros to position to next hole in arc.
[02:51:49] <tom3p> I was confused with the L param... does the 'L' parm goto the o-word macro or to the Gcode? in practice, it goes to the o-word macro ).
[02:52:04] <tom3p> maybe there is nothing wrng with it, just expectations vs result. ( well the speed feed o-word macro doesnt exist )
[03:00:37] <pfred1> I need more Simpson multimeters
[03:00:52] <pfred1> when I run my motors through them to test for amps they perform better
[03:01:08] <pfred1> figure that crap out!
[03:01:27] <Valen> what way do they perform badly and what drivers are you using?
[03:01:50] <pfred1> Valen they don't resonate til higher clock
[03:02:03] <pfred1> Valen home made half step PWM drivers
[03:02:21] <Valen> do you have current limiting?
[03:02:26] <ds3> tried subst'ing a high wattage, low resistance resistor?
[03:02:34] <pfred1> in other words they go faster before hey lock up going through the meter than straight connection
[03:02:59] <pfred1> yeah the shunt in the simpson must be sweet
[03:03:18] <pfred1> ah it is only like 20 uS
[03:03:24] <pfred1> but still annoying
[03:03:38] <Valen> so current limiting?
[03:03:59] <pfred1> the PWM limits current
[03:04:06] <pfred1> an SLA7026
[03:04:22] <Valen> do you have something that chops the current when you excede some limit?
[03:04:34] <pfred1> at top speed they well they crap out drawing nothing
[03:04:49] <pfred1> the SLA7026 is a PWM module
[03:05:16] <Valen> thats awesome
[03:05:21] <Valen> now can you say yes or no?
[03:05:44] <pfred1> PWM are current choppers so that is a yes of course
[03:05:53] <Valen> I am fully aware of what PWM is and does, I repair speed controllers for a living
[03:05:54] <Valen> no it isnt
[03:06:31] <Valen> cycle by cycle current limiting means it lets the current increase to some point and will then shut down for a period, this is different to running a fixed PWM off a voltage supply
[03:07:18] <Valen> If you are exceding the current limit and your controller has a fixed off period following an overcurrent event then you will see excessive current foldback under that condition
[03:07:38] <Valen> putting a resistor in the line stops the motor from drawing too much current hence keeping it off the current limit
[03:07:49] <Valen> so I say again, does your controller have a current limiter?
[03:07:57] <pfred1> well when it resonates out at top speed the draw is 0
[03:08:29] <pfred1> as far as I know all the SLA7026 does is limit current least if it does anything else i am unaware of it
[03:08:44] <tlab> how much current does it pull sitting still
[03:08:57] <pfred1> 1.2A
[03:09:01] <Valen> draw would go to 0 on a multi meter even if you are exceding the current limit breifley
[03:09:13] <tlab> how big a stepper is it?
[03:09:33] <pfred1> rated for 2 A
[03:09:53] <pfred1> it is a vesta PK266
[03:09:59] <pfred1> vexta even
[03:10:11] <pfred1> just a little motor
[03:10:22] <tlab> I have 1.5A steppers, they pull just shy of 700mA
[03:10:33] <Valen> do you have a scope?
[03:10:37] <pfred1> yes
[03:10:50] <Valen> scoped the current sense lines?
[03:10:51] <pfred1> it is how i see how fast it is running
[03:11:09] <pfred1> no because i wouldn't know what I was looking for
[03:11:20] <Valen> ringing or other weirdness
[03:11:27] <pfred1> ah
[03:11:39] <Valen> could be your seening an electrical resonance issue rather than mechanical
[03:11:49] <pfred1> I'll say this the sequencer used to be very raggy until i added a few filter capacitors
[03:11:56] <pfred1> the PWM makes hella noise
[03:12:15] <Valen> it doesn't look like the nicest way of doing things
[03:12:23] <pfred1> so noise has been an issue all allong with this stepper jazz
[03:12:25] <Valen> do you have a link to a decent data sheet?
[03:12:34] <pfred1> ah
[03:12:50] <pfred1> last i looked on the ned Allegro has discontinued support of the module
[03:12:56] <pfred1> I have on my system though
[03:13:07] <pfred1> the good datasheet
[03:13:23] <pfred1> hey I could up it o my ISP
[03:13:32] <tlab> what chip is it?
[03:13:33] <pfred1> let me do that give me a bit to put on their ftp
[03:13:39] <pfred1> SLA7026
[03:13:53] <pfred1> it seems obselete to me
[03:14:07] <tlab> javascript:openreq('
http://www.datasheetcatalog.org/datasheets/90/338878_DS.pdf')
[03:14:09] <pfred1> the 7062 way nicer
[03:14:22] <tlab> I'm using a a3979
[03:14:37] <tlab> designed a board for it myself
[03:14:37] <Valen> I'm using servos ;->
[03:14:42] <pfred1> I like power tab
[03:14:50] <tlab> servos suckie lol jk
[03:14:54] <pfred1> not much out in power tab
[03:15:16] <pfred1> but zip pins suck!
[03:15:42] <pfred1> what zipperhead dreamed them up?
[03:16:11] <pfred1> I made an eagle library of the chip
[03:16:21] <pfred1> that was a pain
[03:16:52] <tlab> a3979 does 2.5A 35V max
[03:17:02] <pfred1> 3 A 46V
[03:17:09] <pfred1> * pfred1 flexes
[03:17:12] <tlab> but goes down to 16th step
[03:17:13] <pfred1> heh
[03:17:23] <pfred1> yeah I have to gen my own sequences :(
[03:17:34] <pfred1> half stepping seems OK to me
[03:17:41] <tlab> soic chip size of pinky finger tip
[03:18:00] <pfred1> ah I have 3 acres so size really doesn't matter ;)
[03:18:25] <pfred1> but seriously i do't like things too small
[03:18:33] <pfred1> especially power packages
[03:18:48] <tlab> bah
[03:18:49] <pfred1> mass dissapates heat
[03:19:06] <tlab> my large gnd plane dissapates the heat
[03:19:11] <pfred1> mo bigger is mo betterer
[03:19:45] <pfred1> yeah i have aluminum heatsink on my chip though spec claims I don't need it
[03:19:59] <pfred1> makes me feel better
[03:20:21] <pfred1> * pfred1 greazed his wheezer on this deal
[03:21:35] <tlab> I tried using lmd18245, what a joke
[03:21:49] <tlab> two 15 dollar chips, plus a uc to run them
[03:21:50] <pfred1> my motor driver is nust on solderless breadboard now I'm hoping final soldered version will perform a little better
[03:22:01] <pfred1> what is a vc?
[03:22:14] <tlab> uc, microcontroller
[03:22:21] <pfred1> oh uc
[03:22:53] <pfred1> yeah I'm not getting so involved
[03:22:57] <pfred1> KISS
[03:23:17] <pfred1> it is already involved enough what I'm doing for me at least
[03:23:22] <tlab> ya a3979 was cheap and simple, just pcb was little of a pain
[03:23:52] <pfred1> yes my chips are old
[03:24:00] <pfred1> they take a little more to use them
[03:24:02] <tlab> the lmd18245 was 55V 3A tho
[03:24:12] <pfred1> yeah and $15 a pop!
[03:24:23] <tlab> and u need two for 1 motor!
[03:24:23] <pfred1> I've looked at them
[03:24:43] <pfred1> I have a bipolar nema 34 frame motor that i could use them on
[03:24:53] <tlab> I got like 15 samples of them, blew up like 8 of them and gave up
[03:24:57] <pfred1> but I'll make a discrete bridge for it probably
[03:25:36] <pfred1> but that is down the road first machine will use these little bitty unipolar motors
[03:25:58] <pfred1> because you get int othem bigger motors and you need bigger power supply etc
[03:26:09] <pfred1> I don't want to get caught in that trap!
[03:26:36] <pfred1> figuring out where I was going to get 10 amps was bad enough
[03:26:54] <tlab> a3986 looks nice, can use your own mosfets up to 10A
[03:27:10] <tlab> 50V 10A
[03:27:22] <pfred1> still have to feed it
[03:27:46] <pfred1> 10A 50V PS don't grow on trees
[03:27:46] <tlab> bah u can make a ps
[03:27:53] <pfred1> out of what?
[03:28:08] <tlab> hell I buy a 35V 10A ps for like 35 bucks
[03:28:23] <pfred1> linear?
[03:28:39] <tlab> ya
[03:28:49] <pfred1> what is the shipping?
[03:28:51] <tlab> oh wait I lie, 70 bucks
[03:29:00] <tlab> no 60 bucks
[03:29:16] <tlab> 32V 10A, 59.95
[03:29:22] <pfred1> better to buy that once than 3 times
[03:30:05] <pfred1> I made my own power supply too
[03:30:33] <tlab> http://www.probotix.com/power_supplies
[03:30:38] <tlab> well I'm going to bed
[03:30:43] <pfred1> 300 watt 2-23V adjustable voltage adjustable current
[03:30:56] <pfred1> linear
[03:31:35] <tlab> later
[03:31:41] <pfred1> l8r
[03:32:21] <pfred1> heh I love the red box
http://www.probotix.com/manuals/LPSK-3210.pdf
[03:33:53] <pfred1> what a crappy way to wire a CT transformer :(
[03:35:42] <tom3p> okay, the newest lehrman Gwiz needs some work on o-word anchors/labels in the macros ( O10000000 wasnt found but changing to O<circularpocket> has produced results )
[03:37:44] <pfred1> tom3p I love the name Gwiz
[03:40:27] <tom3p> Ogosh ByeGolly
[03:40:48] <tom3p> Gwiz, Mr Wizard !
[03:41:24] <pfred1> the one PS on this page that looks interesting to me doesn't have a user manual :(
[03:41:33] <tom3p> anyway, got good results but hacked the output, didnt chg the src code yet
[03:42:02] <tom3p> if i fix it ill doc it
[03:42:56] <pfred1> are there any emc machine examples?
[03:43:19] <pfred1> hopefully with schematics
[04:13:52] <tom3p> in Gwiz, the data entry fields are mismatched to the data ( the executed feedrate is labeled pocket depth in the circular pocket macro )
[04:14:28] <tom3p> change the pocket depth and you get a new feedrate of same value
[04:15:55] <tom3p> and fudge tests like N - .0001 are inch only
[04:48:08] <tom3p> new gcode file for gwiz's circular pocket
http://pastebin.ca/1675918 this replaces /usr/share/gwiz/wizards/mill/pockets/circular/gcode.ngc
[04:50:03] <tom3p> new config file for gwiz circular pocket
http://pastebin.ca/1675925 this replaces /usr/share/gwiz/wizards/mill/pockets/circular/config
[04:50:48] <tom3p> the circular pocket will now work, but has no vertical steps ( neither did orig , its on the todo list )
[04:57:43] <tom3p> gwiz help file for circular pockets
http://pastebin.ca/1675936 this replaces /usr/share/gwiz/wizards/mill/pockets/circular/help
[05:00:30] <tom3p> the gwiz framework is nice, its 'inside' emc2, but i worry about local variables, i dont think we have suck in emc, and a lot of stuff using same var is dangerous ( local global data hiding etc... )
[05:01:38] <tom3p> and the recent probs seem to be all about labels, there 10 digit labels in the code ... O100000000 for example, in an effort to keep things separated, and to doc version and revision
[05:02:51] <tom3p> in Heidenhain, we had 100 variables, and could map which were local and which were global. globals were used as message passing, locals used for 'scratch' vars
[05:03:57] <tom3p> i 'spose using the literal convention ... o<myvar> can avoid that ( hate to 'spose :(
[05:06:24] <tom3p> cradek: just read the 'toon, rofl!
[05:08:38] <tom3p> a nifty thing in gwiz, context sensitive help: when a macro is highlighted, and the 'about' is chosen from the menu bar, help for that macro is appended to the authors credits.
[05:09:11] <tom3p> and its just html so you can jazz up the help file a bit
[05:25:34] <Dave911> tom3p: Did you have to modify the first 100 lines of the Gwiz code at all? Nothing really works with the live CD install. I think the use of the .emcrc file needs to be rethought since it doesn't seem to exist
[05:25:36] <Dave911> with a live CD install. I got it to run but I did a bunch of bypassing of stuff just so I could get the window to pop up. But now as you mentioned before it doesn't want to find the libraries properly. Those locations were hard coded in the first 100 lines of the program also I believe.. not quite right.. It is a good start though as you say...
[05:28:50] <tom3p> Dave911: i didnt modify the gwiz executable at all. i dont see why you dont have a .emcrc. imo its not a result of gwiz at all
[05:29:21] <tom3p> Dave911: thx for writing, i was trying to remember your handle
[05:30:54] <tom3p> just checked, the timestamp on /usr/bin/gwiz is still Jul 7 12:37 i didnt touch it
[05:31:50] <Dave911> Np.. Ken Lerman mentioned that the Live CD install sets things up quite differently... and apparently without a .emcrc file. No of course it is not a result of gwiz, but if half (or a large qty of the users ) don't have a .emcrc file isn't that a problem?
[05:32:49] <Dave911> The only way I could get it to run was to tweak it heavily. If you look at the first 100 lines or so you will see that Ken left it undone intentionally... Some things are simply not finished
[05:33:04] <Dave911> Hence framework. ;-)
[05:33:15] <tom3p> uh yeh, i'm not sure hat no .emcrc is common or unique yet. we only have 4 data, 2 of my systems do, and 2 of yours dont.
[05:34:00] <tom3p> did you try to fake a .emcrc, maybe copy he one i posted?
[05:36:21] <Dave911> I setup a .emcrc file but then other things started having problems.. then I saw a bunch of other undone stuff and realized that he truly meant this to be a framework..
[05:36:24] <Dave911> Honestly I was going to seriously hack it anyway for other purposes.... but now I have to think about where I go from here after seeing it... It has a lot of potential.
[05:38:13] <Dave911> Actually I think that one of my systems does - compiled off the master git pull.. and this one I just stuck together does not since I loaded it quickly with the Live CD and then did a full update on it..
[05:39:16] <tom3p> i remember looking into the gwiz code and wanting to hack in there,but i havent. i changed these things: the .ini file, i copied the gwiz files to /usr/share/gwiz, i think i copied the gwiz executable to /usr/bin (i'd have to check this irc log to be sure of that last item )
[05:40:18] <tom3p> i agree its a nice framework , and that theres work to be done. i had to edit three files to get the circular pocket to work ( this is librayr stuff not the gwiz executable )
[05:41:07] <tom3p> and in that discovered some neat stuf it could do. also, its got a nice unix feel to it, it's really a gui for the o-word mechanism.
[05:42:32] <Dave911> If you don't use the TCL loader then I don't think the .emcrc file is required at all. On my PC with the compiled master git pull, I have a short cut off the desktop to the EMC2 script file to start up EMC2 with the desired config.. Just like the Live CD works with different configs. I didn't know about the TCL loader until I got into Gwiz..
[05:42:34] <Dave911> I'm really glad you are digging into this now.. :-) As I am learning a lot from what you are running into. It is a pretty cool program.
[05:43:43] <Dave911> I think I'll shutdown for the night and get some rest .... have a good night.
[05:48:37] <tom3p> if ur not gone... gwiz needs program_directory and wizard_root, NOT .emcrc, we can hack that out and wizard_root has a default so its barely needed, and think program_directory is really niot used, this can be fixed
[05:49:40] <tom3p> i mean it doesn HAVE to have the .emcrc, we can get it the data by hardcoding or command line passing or godknow
[05:49:44] <tom3p> s
[05:59:58] <roh> yay... works
[06:00:29] <roh> we now got a spindle-meter... attached 2 ir-reflex sensors and hooked it up to some free pins.
[06:01:18] <tom3p> cool, for rpm? why 2 detectors?
[06:01:33] <roh> yes.. true rpm
[06:01:40] <roh> 2 detectors to have direction
[06:02:23] <tom3p> Dave911: i just hacked gwiz into gwiztjp and hard coded the 2 paths and chucked all refs to .emcrc. this proves there IS a way to use gwiz w/o .emcrc
[06:02:33] <roh> just painted 2 black blocks with '90deg phase offset' on the spindle and mounted the 2 sensors ontop each other
[06:02:53] <roh> permanent-marker for the win
[06:03:25] <tom3p> roh: right, direction
[06:04:16] <tom3p> whats your spindle control? i was looking at the UHU project
[06:04:26] <roh> currently manual
[06:04:50] <tom3p> with feedback youmust be thinking of closing the loop
[06:04:58] <roh> we dunno yet how or if it can be hooked up to pwm control or if it needs to be replaced
[06:05:45] <roh> much more important is the 2nd spindle atm. the current one only does 3000rpm and is fine for massive stuff, but pcb milling is difficult
[06:06:03] <roh> so we bough a proxxon which yet needs to be mounted
[06:06:33] <tom3p> haha i got 30K spindle w/o speed control and 1/2 cutter is a problem ;)
[06:06:44] <tom3p> 1/2"
[06:06:49] <roh> heh.
[06:07:21] <roh> the proxxon does 20k max and has 100W, the big one does 150-3000 and has 800W
[06:07:36] <roh> or rather 2800 real measured ;)
[06:07:40] <roh> now we know
[06:08:55] <tom3p> congratulations, i see it midnight again ( hows that happen! i havent doen my 1/2 hr hal study time yet )
[06:09:00] <tom3p> gnite!
[06:41:54] <tom3p> example .ogg movie of the Gwiz output
http://filebin.ca/mbgbvu
[07:13:03] <MarkusBec_away> MarkusBec_away is now known as MarkusBec
[07:20:18] <awallin> how is that screencast .ogg done ?
[07:26:07] <MarkusBec> MarkusBec is now known as MarkusBec_away
[08:04:15] <roh> https://m21.hyte.de/wiki/SpindleMeter
[10:21:11] <piasdom> g'mornin all
[12:14:34] <tarzan_> roh, error page
[12:16:15] <archivist> tarzan_, works for me did you note its https
[12:29:22] <MarkusBec_away> MarkusBec_away is now known as MarkusBec
[13:30:43] <MattyMatt> http://cgi.ebay.co.uk/Pratt-4-Jaw-Chuck-Lot-5_W0QQitemZ260505152679
[13:30:58] <MattyMatt> thought that was a lot of 5 chucks :)
[13:31:42] <MattyMatt> I coulda set up a lathe shop
[13:34:35] <MattyMatt> or set them all up in a row with a bicycle chain. 5 minutes of pedaling then 1 min of lathing on the freewheel
[14:02:46] <Dave911> tom3p: How do you play an .ogg movie ??
[14:06:03] <celeron55> with a player that supports it
[14:07:07] <celeron55> at least vlc (
http://www.videolan.org/) will play it
[14:15:13] <tom3p> Dave911: .ogg runs in Totem ( the supplied player in ubuntu 8.04, its called Movie Player in the menu ), also mplayer, depending on how its built. and vlc as above ^^^
[14:16:41] <Dave911> OK, thanks.... I run mostly windows boxes so I'm learning. :-) ....
[14:16:47] <tom3p> mmmmm eggs beans & rice, with curry :)
[14:22:51] <tom3p> Dave911: last nite i hacked the executable, i commented ( put a '#' on left edge of line ) to get rid of the .emcrc read and wrnagling of program_directory, and replaced with just >>>program_directory = '~/emc2-dev/nc_files' <<< then commented the wizard_root stuff and added my own >>>wizard_root = '/usr/share/gwiz/wizards' <<<
[14:23:40] <tom3p> now, we dontneed no stinking .emcrc, but we;'re stuck with hard coded paths ( it'll get you running, edit to where your stuff really is )
[14:26:30] <tom3p> Dave911: see
http://pastebin.ca/1676427
[14:29:09] <tom3p> you may need to be root to edit it, just because it's located in /usr/bin so sudo cp /usr/bin/gwiz /usr/bin/gwizdave will make a copy, then sudo gedit /usr/bin/gwizdave will let you edit and save the copy, then gwizdave will run the hacked version
[14:37:09] <tarzan_> archivist, it works now
[14:39:00] <Dave911> tom3p: I did the same thing last night, having to be root to edit that file is strange, but I got that done also. I didn't know you could use sudo like that.... thanks for the tips! I'll be back later tonight 9:39am here now.. Need to do more lathe testing at the actual lathe.. :-) I should be making trailer axle spindles later today via emc2 if all goes well. :-)
[14:39:51] <tom3p> great, build me a spare airstream on those spindles , cu
[15:30:22] <awalli1> anyone have some NEMA23-size servos for sale? I could buy 3 or 4...
[15:35:13] <awalli1> anyone using the NEMA23 brushless servos sold by jon elson?
[15:42:15] <skunkworks_> jon is selling servos?
[15:50:01] <tarzan_> jon?
[15:56:54] <awalli1> http://www.pico-systems.com/motion.html
[15:57:05] <awalli1> then Price List gets you to an all new and fancy webshop
[15:57:27] <awalli1> well new for me, don't know how long it has been there
[15:57:45] <awalli1> http://pico-systems.com/oscrc4/catalog/index.php
[16:08:14] <awalli1> I'm also looking for MPG's, aka handwheels with 100ppr encoders and detents
[16:22:18] <cradek> awalli1: if you find a good source, let us know...
[16:22:37] <cradek> I've had good luck getting vintage ones from ebay - I don't know of any good/cheap new ones
[16:24:21] <SWPadnos> the ones CNC4PC sells look pretty good, and they're available on eBay for ~70 or so, I think
[16:25:07] <SWPadnos> oh hmm, they must be less because CNC4PC sells them for $60-70 :)
[16:38:12] <awalli1> there are some MPG's for 50$ from hong kong I think
[16:39:42] <piasdom> why do i get this error in axis.
http://pastebin.ca/1676594
[16:41:46] <micges> piasdom: do this happnens on a fast machine ?
[16:42:16] <micges> piasdom: when it happens?
[16:42:33] <piasdom> just now
[16:43:14] <micges> but what are you do to show this error?
[16:44:14] <piasdom> the error window popped up with that
[16:44:47] <piasdom> emc2 close with an error
[16:45:04] <micges> piasdom: how to reproduce this error?
[16:45:13] <piasdom> no idea
[16:45:16] <celeron55> i wonder what EMC_TRAJ_SET_TELEOP_ENABLE is
[16:46:05] <celeron55> that looks like you did something and then emc killed axis
[16:46:53] <piasdom> micges; happen once before
[16:47:22] <celeron55> we can't help in any way if you don't know how you got it to make that error
[16:47:25] <piasdom> celeron55; in the ini file ?
[16:47:55] <celeron55> no, it's probably one of the messages which are sent between the user interface and emcsvr
[16:48:21] <piasdom> i thought there was somehing in the error massage that would tell something
[16:48:22] <celeron55> and axis sent something emcsvr didn't expect and then it shut down
[16:48:22] <micges> celeron55: exactly
[16:48:45] <celeron55> and we want to know what you clicked in axis or were doing to get that to happen
[16:48:58] <piasdom> reload file
[16:49:51] <micges> you hit reload and AXis will close with that message?
[16:50:01] <piasdom> file finished yesterday and i left it open to keep my zero for another board...i clicked reload file and it shut
[16:50:11] <piasdom> i'll try again
[16:50:23] <celeron55> was the program in any particular state, like paused or stopped or something
[16:50:57] <celeron55> supposedly not in e-stop at least if you wanted to keep the zero
[16:51:30] <piasdom> it was stopped bu on. .. i just try to reload the same file and it works
[16:51:58] <piasdom> *but
[16:52:17] <celeron55> try to do the same things you had done when you got that error
[16:52:36] <piasdom> i did with the same file.....it works
[16:52:46] <celeron55> it probably is reproducible, if you do the exact same things
[16:52:54] <piasdom> no problem now
[16:53:30] <piasdom> i opened the file i had when it closed....i hit reload and it works now
[16:53:44] <celeron55> try running it and then reloading
[16:53:45] <celeron55> or something
[16:54:08] <piasdom> ok....it'll take about three hours
[16:54:20] <celeron55> hmm, well...
[16:54:40] <celeron55> try a shorter file
[16:54:46] <piasdom> ok :)
[16:54:49] <celeron55> or something
[16:55:07] <celeron55> though it might be dependant on some things in the file
[16:55:26] <celeron55> which are left to some values and states after running
[16:55:27] <micges> piasdom: how long machine was enabled before this error ?
[16:55:44] <piasdom> micges; all night
[16:55:57] <celeron55> i don't think this is related to the time it was up
[16:56:37] <micges> piasdom: program was run and after finish it was done nothing until today?
[16:56:40] <piasdom> files running
[16:56:54] <piasdom> micges; correct
[16:58:20] <micges> indeed strange, but I had few strange things in emc running many hours
[16:58:56] <piasdom> 10 min run time
[17:01:17] <celeron55> axis is quite a large piece of software, it could easily have lots of bugs
[17:03:31] <mhaberler> has anybody ever used a G38 probe contained in an o-word subroutine? looks like o-word control flow breaks badly there
[17:04:32] <micges> mhaberler: yes probe behaves quite strange in a sub
[17:04:45] <mhaberler> aha, aint me..
[17:05:49] <mhaberler> any idea as to how to fix it, is it a known/filed bug?
[17:06:02] <micges> try not using subs with probe, we know about bug but we not found it yer
[17:06:04] <micges> yet
[17:07:30] <micges> mhaberler:
https://sourceforge.net/tracker/?func=detail&aid=2847594&group_id=6744&atid=106744
[17:08:57] <piasdom> file reloads fine
[17:10:30] <mhaberler> I see, that seems to be the same bug that bit me
[17:10:32] <mhaberler> any suggestions as to run more than a single line of g-code from halui.mdi-command-XX WITHOUT o-word subs? any chance doing it in Python?
[17:15:23] <micges> mhaberler: what do you want to do?
[17:15:57] <nots_> nots_ is now known as nots
[17:16:20] <mhaberler> link a button to a touchoff procedure which needs conditional handling depending wether the probe tripped or not
[17:20:37] <celeron55> hmm...
[17:20:50] <celeron55> "can't do that (EMC_TRAJ_SET_TELEOP_ENABLE) in auto mode with the interpreter idle"
[17:21:29] <El_Matarife> Made some progress on my controller finally
[17:21:41] <El_Matarife> http://www.lascolinascnc.com/2009/11/17/the-controller/
[17:21:46] <celeron55> i'm quite sure that EMC_TRAJ_SET_TELEOP_ENABLE is a command from axis to emcsvr that should set emc to manual mode
[17:21:54] <El_Matarife> Also I got lots of pretty pictures from the Vectric user group
[17:22:03] <El_Matarife> They're adding 4th axis support in December
[17:22:14] <El_Matarife> Can't wait to make some really awesome baluster or chairlegs
[17:22:27] <El_Matarife> Though I am thinking my first build should be a pimp chalice
[17:22:38] <celeron55> and if it's in auto mode with the interpreter idle, i can't see any reason for not accepting that
[17:22:41] <micges> you can hack axis to execute procedure on enabling hal pin like this:
http://git.linuxcnc.org/gitweb?p=emc2.git;a=blobdiff;f=src/emc/usr_intf/axis/scripts/axis.py;h=cd628fd06d8de69104a46b968e18326b75e02344;hp=4a414898389d35aa7696a4e7635d47054410aec8;hb=70d0b3ec74ece7e98010b9d3c13b0a8fe68296df;hpb=3de3360a910e12fd0231c1e51b0c5e5872b0c532
[17:22:57] <micges> mhaberler: ^^
[17:25:33] <mhaberler> so it's .. pushing a hal bit and have some python code run inside axis, is this what you mean?
[17:25:49] <micges> exactly
[17:29:46] <mhaberler> ok.. not for the faint of heart - I'll look into it; I wish there were easier ways of customizing
[17:29:47] <mhaberler> thanks!
[17:34:32] <skunkworks_> piasdom: how is it going?
[17:34:33] <cradek> if you need that message sent by a pendant (halui), you should put it in halui, not AXIS
[17:38:50] <mhaberler> cradek: well yes, that was the plan, have it triggered by halui.mdi-command-xy
[17:38:52] <mhaberler> I hoped for an easy way of hooking a conditional g-code routine to such an event
[17:39:38] <cradek> sorry, I didn't read enough to understand what you're doing
[17:40:57] <mhaberler> so do you opine cludging axis.py as well for that? I'm unsure weter mdy.py called from halui.mdi-command-xx will do the trick
[17:41:20] <cradek> for what?
[17:41:49] <cradek> I don't understand either of "conditional gcode routine" or "such an event" yet :-/
[17:41:53] <mhaberler> run this procedure:
http://mah.priv.at/cgi-bin/viewvc.cgi/gcode/ss.ngc?revision=1.1&root=CVS&view=markup
[17:43:28] <cradek> oh you're trying to work around a bug that happens when you probe in a subroutine?
[17:43:51] <mhaberler> YESS, for quite a while now
[17:43:57] <cradek> I think mdi is supposed to be able to call subroutines now... seems like that's the way to do this
[17:44:40] <mhaberler> ah, ok, let me add that layer and see wether it covers the bug ;-)
[17:44:40] <cradek> then I guess no, I don't recommend hacking halui and axis.py instead of working on fixing the original problem
[17:46:40] <mhaberler> in theory I dont mind; I looked into the oword handling, but I guess I'm severly lacking context to give it a realistic stab
[17:47:35] <mhaberler> btw the threading bug seems to be squashed for good, no more problems - thanks!
[17:48:56] <skunkworks_> interesting
http://phk.freebsd.dk/CncPcb/
[17:49:21] <micges> mhaberler: you can add your buggy gcode to sf bug as attachment
[17:49:36] <mhaberler> yes, I will
[17:49:42] <micges> will help to fix(test) that bug
[17:53:10] <mhaberler> skunkworks:
http://phk.freebsd.dk/CncPcb/ - if you just load and excute in axis, it's fine - the problem only appers when you wrap it in a sub and call it from halui.mdi-command
[17:58:48] <mhaberler> sf: done
[17:59:39] <micges> thanks
[18:16:43] <piasdom> skunkworks; working ok now....guess i got a bug or something with my computer. it'll show up sooner or later
[18:32:08] <celeron55> piasdom: can i see the g-code file which you ran yesterday?
[18:33:33] <piasdom> celeron; you need to ask skunkworks...it's his
[18:34:19] <piasdom> 24000 lines
[18:35:26] <celeron55> well, what could i do with it, other than being able to guess the problem better :P
[18:36:35] <piasdom> celeron; sorry...i didn't mean anything...it's just work i'm doing for mark/skunkworks and i don't kow
[18:36:52] <piasdom> skunkworks; welll ???????????
[18:38:36] <piasdom> celeron; i can give you my ini file if that may help
[18:39:21] <celeron55> i'm quite sure the problem isn't related to it
[18:40:00] <piasdom> celeron; i wouldn't know :)
[18:40:43] <celeron55> i'm guessing that the g-code file leaves some modes or something set (which should be perfectly ok) and axis becomes confused because of them
[18:41:14] <skunkworks_> ? I think it was generated by mpictor because he had changed the layout just a little bit.
[18:41:40] <piasdom> he had to take out some extra paths
[18:41:58] <celeron55> i don't really know much about the internals of emc or advanced things in g-code but i'm good at guessing!
[18:42:54] <piasdom> top of the file says it was generated by maxnc.ulp
[18:44:18] <piasdom> celeron; i don't mind,but i tend not to share something that is not mine
[18:44:30] <celeron55> of course, i understand that
[18:44:43] <piasdom> celeron; thanks
[18:45:53] <piasdom> i don't even know what maxnc is, much less seen an ulp file type
[18:50:45] <skunkworks_> it is a script created by a couple of the emc developers that runs in eagle.
http://git.unpy.net/view/eagle.git
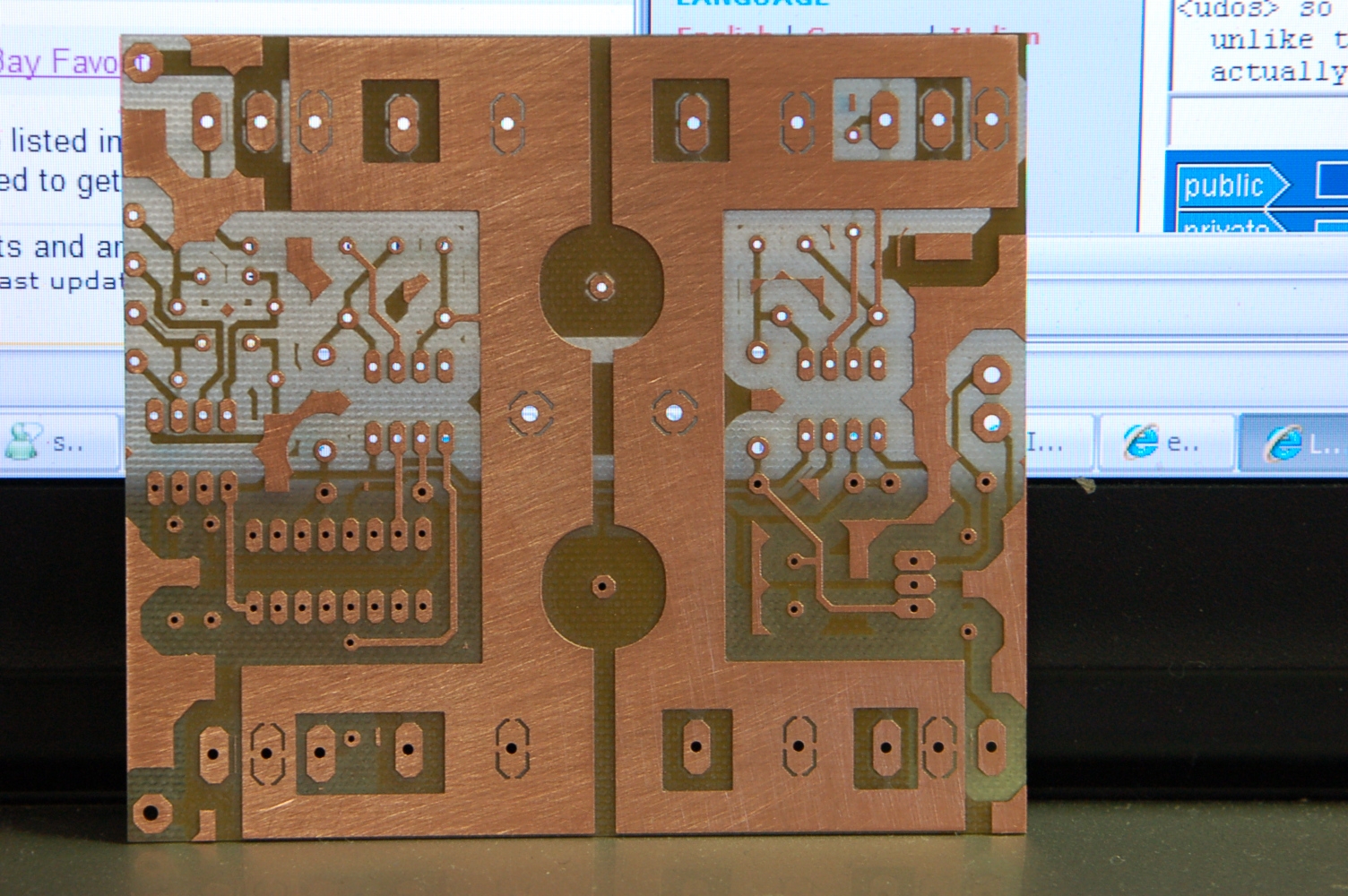
[18:51:19] <skunkworks_> it creates the gcode required to mill/drill a circuit board drawn in it.
[18:52:59] <skunkworks_> I think was piasdom is milling is similar to this
http://electronicsam.com/images/KandT/servostart/schem/latestcurrentlimit/
[18:58:26] <piasdom> i have no idea..i'll take it apart when i get time:) it's a sherline mill 5400
[18:59:17] <piasdom> ooooooooooh was = what ?
[18:59:51] <skunkworks_> yes - sorry
[19:00:28] <piasdom> yes a board
[19:03:33] <piasdom> skunkworks; i thought mpictor was doing this for you ?
[19:12:04] <skunkworks_> heh - no - he wanted to try out what I had done so far with this h-bridge.
[19:12:29] <skunkworks_> he has a lathe I think he wants to convert to emc
[19:14:47] <piasdom> ok..cool
[19:15:45] <piasdom> how the h*** did you mill the backside ?
[19:16:12] <skunkworks_> I used tabs and 2 different work coordinates.
[19:16:52] <piasdom> but how did you hold the thing dowm ? :)
[19:18:10] <piasdom> the program drilled a 1/32" hole at XY zero, just need to get it squared
[19:18:33] <skunkworks_> vaccume pump :)
[19:18:44] <skunkworks_> vacumm
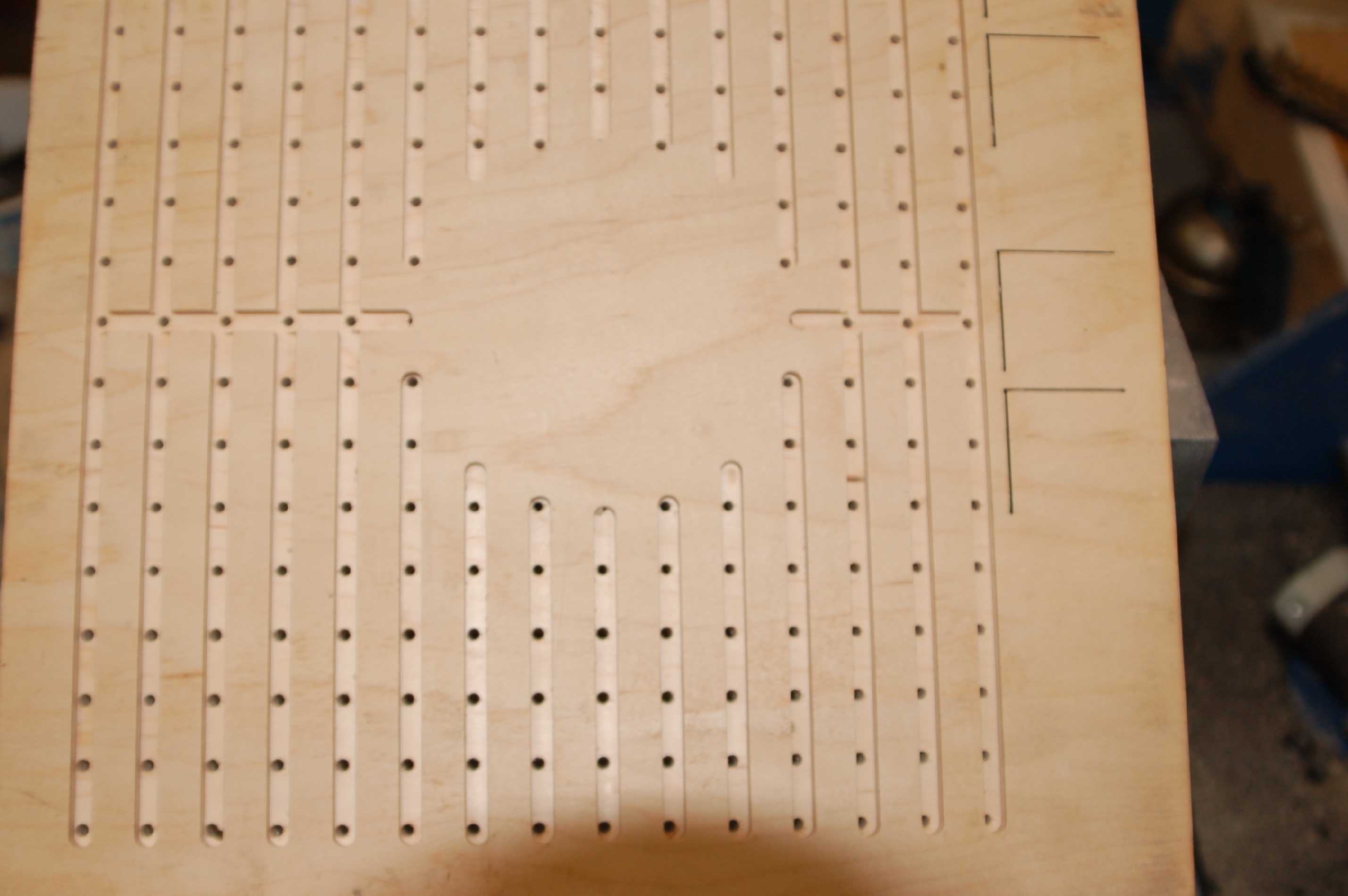
[19:19:53] <skunkworks_> http://electronicsam.com/images/KandT/vactop.JPG
[19:20:04] <skunkworks_> http://electronicsam.com/images/KandT/vacback.JPG
[19:20:30] <piasdom> i'll have to mack a plate...but that would be taking too long on this job...as it is i ran the three boards while working(boss ok'ed)
[19:20:46] <piasdom> *make
[19:21:10] <skunkworks_> http://www.cnczone.com/forums/showthread.php?t=43268&highlight=double&page=2
[19:21:14] <skunkworks_> (I am samco)
[19:23:02] <skunkworks_> piasdom: how did they turn out?
[19:26:36] <skunkworks_> I have been happy with the results but the machine is way too slow. (trying to get a circuit board mill going)
http://www.electronicsam.com/images/KandT/servostart/top.JPG
[19:27:27] <piasdom> looks good to
[19:28:05] <piasdom> me
[19:34:05] <skunkworks_> probably took close to 3 hours to mill both sides
[19:37:43] <SWPadnos> skunkworks_, vacuum ;)
[19:37:47] <piasdom> two and a half for the top....trying figure oout a way to align and hold it to do the other side
[19:38:26] <piasdom> skunkworks said that...but it will take too much of my time to make something
[19:39:32] <SWPadnos> piasdom, drill one hole in the board, and put a locating pin on the table
[19:40:17] <SWPadnos> better would be to put two holes in the board (these can be for parts or mounting holes, they don't have to be extra), preferably aligned along the X or Y axis, and use two pins
[19:40:25] <piasdom> SWPados; the program drilled a hole at XY zero
[19:40:39] <SWPadnos> ok, that's half of it :)
[19:40:45] <SWPadnos> now all you need is to fix the rotation
[19:40:46] <piasdom> i'm going off that
[19:41:20] <piasdom> i have the program for the back ...
[19:41:44] <piasdom> alignment is my main concern
[19:42:30] <piasdom> i'll have to use double tape i guess....the path runs along the border
[19:43:10] <piasdom> i can try one and see what it does.....as long as i can get him one good board
[19:58:22] <LawrenceG> stepper drives at a good price...
http://cgi.ebay.com/Parker-OEM-Compumotor-OEM650X-Indexer-Drive_W0QQitemZ150386104853QQcmdZViewItemQQptZLH_DefaultDomain_0?hash=item2303b5da15
[20:00:04] <LawrenceG> Jymmm, and LawrenceG have used these... add power supply and parallel port and you are good to go
[20:16:53] <skunkworks_> I have also.
[20:16:58] <skunkworks_> work great
[20:17:21] <skunkworks_> (you have to remove the indexer and replace it with 5 jumpers)
[20:18:32] <skunkworks_> http://electronicsam.com/images/OEM650.JPG
[20:20:36] <LawrenceG> skunkworks, hello there.... thats one of the best prices I have seen those drives
[20:21:29] <skunkworks_> yes it is - very nice. (you catch them that low every once in a while)
[20:22:43] <LawrenceG> it would be interesting to see a schematic... they sure have a lot of parts... would not like to build those for $25
[20:24:29] <LawrenceG> cpmpare at $609...
http://cgi.ebay.com/COMPUMOTOR-OEM650X-NSPP-OEM650X_W0QQitemZ390075496179QQcmdZViewItemQQptZBI_Control_Systems_PLCs?hash=item5ad24fb6f3
[20:24:36] <skunkworks_> heh
[20:38:50] <yoyoek1> hi
[20:48:03] <andypugh> My limit switches are open-collector with a max output of 20mA. Locally they have a 3k3 pull-up. I am wondering if a lower resistance pull-up at the point where it interfaces with the P-Port would help with interference rejection? I am getting an annoying number of false limit trips with the inberter running.
[21:08:18] <Jymmm> $600 that's nuts
[21:09:04] <andypugh> Was that the non-sequiter it appeared?
[21:09:05] <cradek> andypugh: you might want RC filtering instead
[21:09:21] <cradek> better yet would be to fix the noise source. I've heard torroids on the vfd input wires are very helpful
[21:09:30] <andypugh> Filtering where?
[21:09:32] <skunkworks_> Jymmm: are you using the 750's?
[21:09:51] <Jymmm> skunkworks_: I have 750's
[21:10:01] <skunkworks_> Jymmm: are you using the 750's?
[21:10:04] <skunkworks_> ;)
[21:10:07] <andypugh> I have so far bought 3 different input filters for the inverter. They all trip the breaker and turn the lights out....
[21:10:40] <Jymmm> skunkworks_: not yet, still working on putting it all together - as soon as I can find the top of my bench.
[21:10:47] <skunkworks_> heh
[21:13:03] <Jymmm> LOL The OEM750 (650 is discontinued) is $619/ea ***DIRECTLY*** from Parker themselves brand new.
[21:13:41] <Jymmm> https://buy.compumotor.com/e_availability.asp?search_query=OEM750
[21:16:19] <andypugh> Hmm, it is a bit of a surprise to see that the shipping desinations seem to exclude all of africa, and also all of europe
[22:46:17] <andypugh> Well, extra pullups made no difference at all.
[22:53:21] <alex_joni> depends how many you do per day
[22:53:40] <alex_joni> after a while the missus will appreciate them eventually :P
[22:55:34] <andypugh> Ha! I am not sure I could do any pull-ups at all nowadays, which might explain why there is no missus.
[23:11:31] <jt-plasma> I can't do pull ups but I have a missus
[23:11:45] <MrSunshine> wtf is a missus ?
[23:11:56] <jt-plasma> wiffey
[23:12:16] <MrSunshine> ahh .. i cant do pullups and ive gone to the gym 2.5 years =)
[23:12:29] <MrSunshine> im 110kg tho :P
[23:12:30] <jt-plasma> I think the last time I did a pull up was in 1970
[23:12:57] <pfred1> at first I thought this conversation was about open collector outputs
[23:13:26] <MrSunshine> :P
[23:13:31] <MrSunshine> anyhow, sleep
[23:13:34] <MrSunshine> bbl
[23:13:42] <jt-plasma> I'm down to 93.18181818182kg
[23:13:46] <pfred1> * pfred1 is obviously a bit too focused on the BOB he's building ...
[23:13:51] <alex_joni> jt-plasma: cool
[23:14:13] <jt-plasma> yea! I can tie my shoes and breath at the same time
[23:14:37] <alex_joni> that's always nice
[23:14:52] <jt-plasma> 9kg to go
[23:15:01] <jt-plasma> doesn't sound far in kg's
[23:15:02] <alex_joni> I'm about 40 pounds lighter
[23:15:41] <pfred1> its winter so I'm packing on a few more pounds myself
[23:15:49] <alex_joni> yeah, kg's are harder to lose though
[23:15:57] <jt-plasma> LOL
[23:16:20] <andypugh> As it happens, I was talking about open collector inputs. It got derailed
[23:16:47] <jt-plasma> it's easy to do
[23:17:13] <pfred1> andypugh ah ha!
[23:17:30] <pfred1> andypugh want to see my preliminary BOB schematic?
[23:18:06] <andypugh> I doubt I know enough to learn anything
[23:18:09] <pfred1> I hooked it up inbetween my clock and my stepper driver and it works
[23:18:28] <pfred1> andypugh you could always look at it and go oh how pretty!
[23:18:46] <pfred1> its in color
[23:18:55] <alex_joni> oh how pretty
[23:18:59] <alex_joni> :P
[23:19:46] <pfred1> I looked for a while for a decent schematic example on the net today it is amazing how little information I found
[23:22:32] <Jymmm> pfred1: for?
[23:22:48] <pfred1> Jymmm an example that used an optocoupler
[23:23:13] <Jymmm> I thought they wee pretty straight forward.
[23:23:16] <Jymmm> were
[23:23:41] <pfred1> Jymmm it is but I was hoping to see some examples
[23:23:44] <Jymmm> until you're trying todo bi-directional that is.
[23:24:31] <pfred1> yes it doesn't look like I am going to need bidirectional on my project
[23:24:39] <pfred1> either ins or outs
[23:25:33] <Jymmm> Yeah, SWPadnos and I looked at BOBs that are out there, it's not a pretty sight.
[23:26:09] <pfred1> Jymmm I was like 38 pages deep into Google searches you don't have to tell me
[23:27:17] <pfred1> Jymmm mines neat I am using a transistor on the photodiode side to keep the draw off the port low but still drive the diode nicely
[23:27:49] <pfred1> heck all i know is it workes I put it in front of my motor driver and the motor ran with it
[23:29:05] <andypugh> I figured 1mA would be fine, so limit the opto current to that, and amplify afterwards.
[23:29:23] <pfred1> mine I have at 5 ma
[23:29:44] <pfred1> drive current of 11 ma
[23:29:57] <andypugh> 5mA out of the P-Port?
[23:30:04] <pfred1> worst case I ever heard of with a parallel port was 6 ma
[23:30:36] <pfred1> yeah 6 ma isn't much
[23:31:16] <pfred1> I wouldn't trust an opto at 1 ma
[23:31:28] <andypugh> Wiki mentioned 3mA source (15mA sink) so I played it safe. Next time I will use sonk all the way though. I have learned a lot in the last year
[23:32:13] <pfred1> I suppose i could rework my circuit to just draw 1 ma off the port
[23:32:46] <andypugh> I was drawing 20mA when I actually did some calculations. It was working...
[23:32:50] <pfred1> andypugh you're driving the opto with 1 ma?
[23:33:08] <andypugh> I think so. I would need to check
[23:33:19] <pfred1> andypugh the photodiode in it is like an LED
[23:33:24] <pfred1> just in the infared band
[23:33:32] <andypugh> Yes?
[23:33:41] <pfred1> have yo uever seen what an LED looks like with 1 ma running through it?
[23:33:57] <pfred1> it is subjective whether it is on or not
[23:34:09] <mozmck_work> not many will work well at 1ma, but we got some bright blue LEDs from china that would blind you at 1ma
[23:34:18] <pfred1> you should drive a bit stronger than that
[23:34:51] <pfred1> 11 ma is a little on the weak side
[23:35:20] <pfred1> andypugh you're sure you don't want to check out the schematic I drew?
[23:35:21] <mozmck_work> but you're right for optos (and most LEDs).
[23:35:46] <pfred1> max in on my optos is like 30 ma
[23:36:40] <andypugh> I figure that a photodiode is more sensitive than my eye though.
[23:37:25] <pfred1> it is the base of the transistor sets up the collector emitter drive current
[23:37:30] <pfred1> of the output
[23:37:46] <pfred1> unless you have leaded base on your optos
[23:37:51] <mozmck_work> from what I understand, the transistor is current driven, so the less light the less current and the weaker the drive.
[23:37:54] <pfred1> then you can bias them
[23:38:20] <pfred1> but the base leaded devices are more suceptible to noise
[23:38:53] <pfred1> yeah it is a transistor and light excites the base
[23:39:05] <pfred1> so weak light weak switch
[23:40:00] <andypugh> Yes, but no. It does on and it does off, and as long as you reliably trigger your comparator, you have enough current.
[23:40:31] <mozmck_work> We had to increase the current on some optos to get them to work reliably as faster speeds. The signal would roll off worse with lower current on the LED.
[23:41:07] <pfred1> mozmck_work that was my biggest fear was speed
[23:41:23] <mozmck_work> what are these for?
[23:41:31] <pfred1> on a completely unrelated note
[23:41:51] <pfred1> has anyone here ever hooked two stepper motors up back to back? the wires
[23:42:03] <pfred1> I read about it on CNCzone and tried it it's cool!
[23:42:10] <pfred1> you turn one and the other turns
[23:42:15] <andypugh> Anyway, I was wrong :-) 1k resistor = 5mA (call it 4mA with forward voltage drop)
[23:42:31] <pfred1> andypugh yeah much better
[23:42:41] <pfred1> 1 ma I was like damn he's ucky!
[23:42:44] <pfred1> lucky
[23:42:54] <andypugh> the 1mA is the pwm convertor precision current source.
[23:43:17] <pfred1> what supplies that?
[23:43:32] <pfred1> a zener voltage divider?
[23:43:34] <andypugh> pfred1: Syncronous motors, they used to use the principle for remote drives back before cleverness was invented
[23:43:50] <pfred1> andypugh yeah its freaky to play with
[23:44:03] <pfred1> magnetic transmission
[23:44:14] <andypugh> pfred1: LM344Z
[23:44:33] <pfred1> I knew about short all the leads together and motor tough to spin but never thought of the motors hooked back to back before
[23:45:06] <pfred1> I got a pair sitting on my bench right now I'm fooling with
[23:46:02] <pfred1> andypugh sounds like a specialtity part to me where'd you get them from?
[23:46:11] <andypugh> RS components
[23:46:37] <pfred1> I ordered some parts haven't seen them yet should have placed my whole order with Newark
[23:47:14] <pfred1> I should check on that order status
[23:47:45] <andypugh> http://uk.rs-online.com/web/search/searchBrowseAction.html?method=searchProducts&searchTerm=535-9098
[23:48:01] <andypugh> Actually LM334Z
[23:48:04] <andypugh> I can't type
[23:49:22] <pfred1> damn this company is worthless
[23:49:59] <pfred1> it doesn't seem like they've gotten up off their collective fat asses for this one yet!
[23:50:50] <andypugh> So why not just use Newark?
[23:51:09] <pfred1> andypugh way better prices on some of the parts i wanted
[23:51:09] <andypugh> I ordered some stuff from RS today, I fully expect it to arrive tomorrow.
[23:51:41] <pfred1> andypugh and I didn' think they'd be so lacidasical about it
[23:52:35] <andypugh> What's a missed weekend worth?
[23:53:23] <pfred1> nothing really this project was on hold for over 4 years
[23:53:58] <pfred1> so unless they take a decade to get the parts to me ....
{kind=link}
{kind=link}
{kind=link}
{kind=link}