Back
[17:52:36] <ChanServ> [#emc] "This is the #emc channel - talk related to the Enhanced Machine Controller and general machining. Website:
http://www.linuxcnc.org/, wiki at
http://wiki.linuxcnc.org/"
[19:27:41] <anonimasu> did anyone use synergy?
[19:29:14] <cradek> past tense?
[19:29:46] <ds3> someone indeed did ;)
[19:29:51] <anonimasu> hehe
[19:29:52] <anonimasu> anyone here?
[19:29:57] <archivist_attic> but not meeee
[19:30:02] <anonimasu> I'm trying to get it to make lathe code
[19:30:27] <ds3> hmmm must be a different synergy then what I am thinking of
[19:30:43] <anonimasu> cad program by websys
[19:30:58] <anonimasu> err weber systems
[19:31:01] <anonimasu> cad/cam
[19:31:03] <cradek> iirc, dave e uses it but for mill
[19:31:11] <cradek> I think he's the only one I know
[19:31:25] <anonimasu> im thinking of buying a licence(the 2.5D one)
[19:31:30] <ds3> i was thinking of the keyboard sharing thing
[19:31:38] <anonimasu> but I cant make out how to zero a lathe..
[19:31:43] <anonimasu> lathe part..
[19:31:52] <ds3> anonimasu: how much is a license?
[19:32:17] <anonimasu> around 200$
[19:32:37] <ds3> not bad... that's about the same as sheetcam and sheetcamdon't do lathe
[19:33:01] <anonimasu> and 700 for the 3D capable version
[19:33:46] <anonimasu> you can do alot with 2.5d..
[19:37:13] <ds3> there seems to be a lot more 3D packages out there then 2.5D CAM's
[19:37:29] <anonimasu> they are $$$$$$$
[19:37:34] <anonimasu> if I had production I'd buy edgecam..
[19:37:55] <anonimasu> but making 5-10 of something dosent justify that :)
[19:39:04] <ds3> anonimasu: eh? 3D contouring cams are cheaper then 2.5D ones
[19:39:14] <EbiDK|AWAY> http://craphound.com/makers/download/
[19:39:20] <ds3> Meshcam, FreeMill
[19:39:57] <ds3> MadCAM claims to do 2.5D but is mostly 3D (was free if you can show a license for CAD/CAM or a controller)
[19:40:29] <anonimasu> wtf? 2.5d is much cheaper then 3d..
[19:41:04] <anonimasu> dont you need rhino for madcam too?
[19:41:46] <anonimasu> yeah :/
[19:42:13] <mozmck_work> I tried to use the demo version of synergy, but couldn't make heads or tails of it - even using their tutorials.
[19:43:34] <anonimasu> hm
[19:44:06] <archivist_attic> inside rear of skull is free
[19:44:25] <mozmck_work> that was for cad. I then tried qcad and was able to make parts within an hour.
[19:44:38] <anonimasu> I dont care so much about the cad just the cam as I have a cad program already
[19:44:39] <anonimasu> but for cam
[19:45:06] <anonimasu> and specially lathe..
[19:45:07] <mozmck_work> but I hadn't really used any cad before, so if you have then you probably would have a different experience.
[19:45:47] <anonimasu> I had no problems drawing my stuff in synergy
[19:45:54] <skunkworks_> I am used to autocad which seems to spoil it for most others ;)
[19:46:08] <anonimasu> but I want to import toolpath and make parts..
[19:46:08] <anonimasu> :D
[19:46:13] <ds3> yes, all ofthose are CAM
[19:46:25] <ds3> lathe is hard to find
[19:46:33] <anonimasu> I cant find out how to set the tool zero and stuff in synerg
[19:46:35] <anonimasu> y..
[19:46:50] <ds3> the GPL's can't import CAD yet so for now, they are not an option plus they don't do lathe
[19:47:41] <anonimasu> yep
[19:51:13] <anonimasu> I have a cheap machine and if I can program it easily enough the parts I make will pay for it..
[19:51:15] <anonimasu> easily
[19:52:15] <anonimasu> though, hand programming stuff when you have some profiling and some undercuts and some threads..(random things)
[19:52:39] <MrSunshine_> yeey, ran my first stepper today! =)
[19:52:45] <anonimasu> ^_^
[19:52:49] <MrSunshine_> on a computer that i brought home from the recylcling center =)
[19:52:52] <MrSunshine_> and DAMN their strong =)
[19:53:34] <skunkworks_> http://www.cnczone.com/forums/showpost.php?p=685850&postcount=10
[19:54:17] <skunkworks_> heh
[19:54:18] <skunkworks_> http://www.cnczone.com/forums/showpost.php?p=685876&postcount=11
[19:54:23] <anonimasu> haha :)
[19:54:32] <skunkworks_> solution - use external hardware with mach.
[19:54:34] <skunkworks_> ;)
[19:55:07] <anonimasu> they should see emc with servos..
[19:55:08] <anonimasu> ;)
[19:55:12] <anonimasu> zip zip zip..
[19:57:31] <anonimasu> http://www.io23.net/ul/files/camtest.png <- the kindof part im trying to get toolpathed
[19:58:39] <alex_joni> hi anonimasu
[19:58:45] <anonimasu> hey alex
[19:58:47] <anonimasu> what's up?
[19:58:54] <alex_joni> not much.. life ;)
[20:00:15] <anonimasu> I see
[20:00:31] <anonimasu> I found a lathe with a broken control and im looking at how to generate toolpaths for it
[20:01:51] <cradek> anonimasu: so so easy to write that by hand - about ten lines of gcode
[20:02:09] <anonimasu> now if I want internal threads?
[20:02:21] <anonimasu> and a contoured hole :/
[20:02:22] <roh> i think dan is working on some stuff to do lathe cam in heeks
[20:02:32] <cradek> one line of gcode to cut a thread, internal or external
[20:02:43] <cradek> I don't know what a contoured hole is
[20:02:55] <anonimasu> I want a O ring groove on the inside..
[20:03:07] <anonimasu> but with a weird shape..
[20:03:13] <anonimasu> or a chesspawn..
[20:03:28] <archivist_attic> see pawn example gcode
[20:03:35] <cradek> haha what happened to "the kindof part im trying to get toolpathed"?
[20:03:58] <Jymm> a pawn shaped o-ring?!
[20:04:00] <cradek> lathe parts are so simple - you really can code most of them by hand quite fast
[20:04:14] <anonimasu> the issue is that the people at work that might need to make parts wotn..
[20:04:17] <anonimasu> err cant :)
[20:04:26] <archivist_attic> who did the pawn anyway it has no tool description
[20:04:31] <cradek> the pawn, not so much - if you need to do a lot of roughing in various steps
[20:04:35] <Jymm> anonimasu: job security?
[20:04:57] <archivist_attic> no such thing Jymm
[20:05:01] <anonimasu> Jymm: family company..
[20:05:15] <anonimasu> I'm lifetime contultant..
[20:05:18] <anonimasu> :D
[20:05:36] <archivist_attic> for 0 pay
[20:05:55] <anonimasu> cradek: can you program the ideal path and tell the control to rough it?
[20:05:55] <archivist_attic> make them work and learn
[20:06:06] <Jymm> anonimasu: How close a family? Like visit each other all the time, or like when we have to sorta thing.
[20:06:27] <anonimasu> sorta like father...
[20:06:48] <Jymm> that doesn't mean a damn thng in answering my questio.
[20:06:48] <cradek> anonimasu: no, you have to program the roughing passes
[20:06:58] <anonimasu> cradek: well, that's why I need cam..
[20:06:59] <anonimasu> :)
[20:07:24] <cradek> well I won't try to tell you what you need
[20:07:39] <cradek> I only know how to make parts :-)
[20:07:49] <archivist_attic> small o code subroutine
[20:07:54] <anonimasu> also, using a cam program for someone not super good at machines or computers is safer..
[20:07:59] <anonimasu> then making them type g-code..
[20:08:19] <anonimasu> atleast it shows what you get out if everything is properly set up..
[20:08:22] <cradek> eh
[20:08:38] <cradek> a naive person running a machine will crash it no matter where his gcode comes from
[20:13:53] <anonimasu> it's more got to do with the problems with entering stuff into a computer
[20:14:35] <anonimasu> you can teach someone how to make something with a program point and click.. and zero a machine but making them remember alot of commands and stuff takes alot of practice
[20:15:05] <anonimasu> well, we dont make so much stuff :)
[20:15:27] <archivist_attic> for some, they should stay with manual
[20:18:27] <toastydeath> that's a difficult area to consider
[20:18:50] <anonimasu> * anonimasu nods
[20:18:58] <toastydeath> should something as dangerous as machining be made that easy
[20:19:05] <archivist_attic> there is a productivity lose at low qties
[20:19:21] <anonimasu> there's also the issue of how much time programming a part that has 10 roughing passes by hand..
[20:19:48] <archivist_attic> roughing is easy by hand you can feel the machine
[20:20:04] <toastydeath> archivist_attic, i think he's talking about programming by hand
[20:20:08] <toastydeath> not actually manual machining
[20:20:18] <anonimasu> right
[20:20:56] <archivist_attic> I think for one offs its not worth cnc for some
[20:21:13] <anonimasu> well, as a example I have some huydralic pistons I need to make..
[20:21:21] <anonimasu> like 5 off..
[20:21:25] <anonimasu> err 5 of..
[20:21:33] <anonimasu> and they have some O ring groves on the inside..
[20:21:37] <anonimasu> and threads on the inside
[20:21:56] <toastydeath> it's a rare one-off that goes faster on a cnc than manually
[20:22:04] <anonimasu> and various rounded corners
[20:22:08] <anonimasu> and grooves..
[20:22:49] <archivist_attic> what tool changing do you have
[20:22:58] <anonimasu> none yet..
[20:23:14] <anonimasu> gonna design a turret
[20:24:36] <anonimasu> and to make them.. there's a bit of roughing that's required.. and grooving fairly precisely.. and the internal threading
[20:24:45] <archivist_attic> i cannot imagine cnc lathe without some consistent change, I use a qc dixon type which is ok for low qties
[20:24:59] <anonimasu> well, the lathe has a QC now..
[20:25:06] <oPless> qc?
[20:25:10] <anonimasu> normal quickchange
[20:25:18] <oPless> ah
[20:25:44] <archivist_attic> I need a lot more holders
[20:26:56] <anonimasu> toastydeath: what do you think about that kind of part?
[20:27:30] <archivist_attic> should be easy enough to hand code
[20:28:17] <cradek> toastydeath: as soon as it has a thread or two on it, the cnc can really help
[20:28:23] <toastydeath> anonimasu, it's a cnc part
[20:28:30] <toastydeath> obviously
[20:28:37] <anonimasu> expensive to buy from someone
[20:28:39] <toastydeath> but most one offs are not that complicated
[20:28:40] <cradek> but yeah, most lathe work is so easy even by hand
[20:28:47] <anonimasu> and labour intensive to make by hand.. but easy
[20:29:52] <anonimasu> having someone watching the cnc making 5 out of them in 10 minutes is better then one guy making one in 20 minutes..
[20:30:08] <cradek> getting a thread or groove "precise" is more about making/buying the right cutting tools, making/buying the right measuring tools, and getting everything in the right place, than it is a gcode problem
[20:30:17] <toastydeath> anonimasu, you're overestimating the time savings for making parts
[20:30:47] <archivist_attic> same metal to remove speed may not change that much at all
[20:30:51] <cradek> if the groove has to be in a certain place, you have to be able to measure where it is so you can put it there - cnc does not help you with this - and cam certainly doesn't
[20:30:53] <toastydeath> it usually takes a few hours to put the tools in a turret, touch them off, etc.
[20:31:05] <toastydeath> and that's if the program has been checked already.
[20:31:27] <toastydeath> and, if you're doing a one-off, it hasn't
[20:32:13] <toastydeath> which is why I opt to go and do things by hand still, because i know that I can either screw around with a CNC for 5 hours, or screw around on a manual lathe for two
[20:32:38] <MrSunshine> in emc. . how the heck do i set the enable pins for the axis?
[20:32:39] <MrSunshine> in stepconf
[20:33:06] <anonimasu> toastydeath: dosent it all depend on how much you can trust the code your cam program spews out
[20:33:12] <toastydeath> anonimasu, no.
[20:33:18] <anonimasu> alot.. for prooving..
[20:33:26] <toastydeath> proving the program does not take long for me
[20:33:58] <toastydeath> and I occasionally do cam toolpaths
[20:34:01] <anonimasu> about the tooling, will the tooling move much for the amount of stuff I'll be running(5 pieces in construction steel)
[20:34:21] <toastydeath> anonimasu, let me frame it this way
[20:34:32] <anonimasu> atleast on the mill that dosent happen
[20:34:33] <toastydeath> i set cnc lathes up about three or four times a week
[20:34:43] <toastydeath> in steel, aluminum, copper, etc
[20:34:55] <toastydeath> sometimes the tools don't change, sometimes they do
[20:35:07] <MrSunshine> anyone? :87
[20:35:16] <MrSunshine> i need to set the enable pins to enable the axises
[20:35:20] <MrSunshine> but i cant find where
[20:35:20] <toastydeath> on average, one or two off parts are faster on manual machines.
[20:35:44] <toastydeath> i can easily contrive situations and parts where it'll be faster on cnc
[20:35:55] <toastydeath> and i can just as easily contrive parts that will be faster manually.
[20:36:06] <anonimasu> indeed
[20:36:21] <anonimasu> im lazy.. and I want cam.. :D
[20:36:33] <archivist_attic> I dont trust cam
[20:38:17] <toastydeath> hey, not saying don't use cam
[20:38:22] <toastydeath> cam is great
[20:38:37] <anonimasu> but not the cure-all :)
[20:38:54] <toastydeath> indeed
[20:39:44] <archivist_attic> cam may not know the fast manual way
[20:39:58] <Jymm> No cam?! Yeah, and we cna use water powered tools too!
[20:40:06] <archivist_attic> you can code that in gcode though
[20:40:44] <toastydeath> the idea of cam is to not worry so much about the little tweaks you can do manually and just let the machine go
[20:40:52] <toastydeath> because chances are they only amount to a handful of seconds
[20:41:29] <toastydeath> and really i don't care TOO much about a 8 minute part running 8:30
[20:41:38] <anonimasu> indeed
[20:42:14] <Jymm> SWPadnos: ping
[20:44:10] <skunkworks_> http://www.youtube.com/watch?v=MZKtW1rIzZY
[20:48:17] <toastydeath> cool
[20:48:27] <cradek> is that two motors on Y? I couldn't tell
[20:49:07] <cradek> no, I think just one, in the center somehow
[20:50:49] <Jymm> ne on a pully
[20:50:57] <Jymm> one on a pulley
[20:53:11] <Jymm> http://imagebin.ca/view/0HHdRC.html
[20:53:45] <Jymm> cradek: ^^^^^
[21:02:35] <MrSunshine_> how come i have more torque using mach3 then using emc? :)
[21:02:38] <MrSunshine_> just my settings ?
[21:02:56] <cradek> yep must be
[21:03:16] <cradek> explain how you are measuring the difference and maybe we can give some advice
[21:03:38] <MrSunshine_> cradek, if it can torque its way throught the bushing i have on it or not :P
[21:03:57] <MrSunshine_> with mach3 there was no problem .. axle just spins in it, when i run emc it starts losing steps insted
[21:04:27] <cradek> I don't understand what you mean torque through a bushing
[21:05:06] <MrSunshine_> flexible coupling its called :)
[21:05:07] <MrSunshine_> sorry
[21:05:15] <MrSunshine_> http://www.brundin.biz/images/BF635635.jpg
[21:05:24] <MrSunshine_> one of those on the axle, then i just try to halt the motor by hand
[21:05:36] <MrSunshine_> in emc like i said it just keeps going and the axle spins inside the coupling
[21:05:40] <MrSunshine_> in emc it loses steps
[21:05:59] <MrSunshine_> but realy, im not at the cnc computer astm .. just want to know what could be the problem =)
[21:06:25] <cradek> you mean the motor shaft turns inside the coupling when you hold the coupling? if so, the set screw is loose
[21:06:32] <cradek> this has nothing to do with software
[21:07:05] <MrSunshine_> cradek, have crewed it on all i can in fear of breaking the key
[21:07:24] <MrSunshine_> cradek, but still, the losing steps vs the axel turns inside the coupling has to do with software i think :P
[21:15:04] <archivist_attic> MrSunshine_, acceleration too fast cases step loss
[21:15:10] <archivist_attic> causes
[21:16:39] <MrSunshine_> ahh ok =)
[21:16:44] <MrSunshine_> il try lowering that then
[21:16:49] <MrSunshine_> i think its quite high atm :)
[21:17:19] <anonimasu> yay..
[21:17:23] <anonimasu> I got synergy to toolpath..
[21:38:20] <anonimasu> http://www.io23.net/ul/files/syntest.png
[21:38:51] <cradek> cool!
[21:39:06] <anonimasu> it's very easy :)
[21:39:10] <cradek> I expected to see a facing move though
[21:39:11] <anonimasu> but the problem now is how I set the zero :D
[21:39:21] <anonimasu> oh, it's a longitudal rough
[21:39:24] <cradek> yeah seems like that should be on the right
[21:40:04] <anonimasu> to do that I need to break the final | out of the contour I created
[21:40:14] <anonimasu> (I think)
[21:40:29] <andypugh> Which software is that?
[21:40:51] <anonimasu> synergy
[21:41:01] <cradek> appears that it expects to control the center of the tool tip's radius. that is not the usual way to set this kind of tool, so beware your tip radius
[21:41:23] <anonimasu> hm.. it dosent
[21:41:47] <anonimasu> (according to the docs it does theoretical tool tip programming)
[21:42:13] <anonimasu> oh yeah..
[21:42:25] <anonimasu> you are tight..
[21:42:25] <anonimasu> right
[21:42:46] <anonimasu> it can output both kinds
[21:42:51] <cradek> ah
[21:43:00] <andypugh> How much does it cost? The web site seems worryingly cagey on the subject.
[21:43:08] <anonimasu> I think the minimum version is around 200$
[21:43:40] <andypugh> OK, it's a possibility then.
[21:44:00] <cradek> I think they have a demo you can try out (at least they used to)
[21:44:10] <anonimasu> yeah they do
[21:44:13] <anonimasu> that's what im using
[21:44:18] <andypugh> Aye, I saw the 30 day demo
[21:44:40] <anonimasu> I'm gonna get this stuff with setting up and the threading macros working before I buy it..
[21:44:43] <anonimasu> :)
[21:45:01] <anonimasu> seems like it's set up for non metric tooling
[21:45:19] <cradek> american company I think
[21:45:35] <cradek> what's the difference? do you get tip radius in mm?
[21:45:49] <jthornton> Jymm: false alarm on the cable, after carefull study all the black cables with black connectors were not the same :)
[21:45:58] <anonimasu> well, I get metric threads
[21:47:23] <andypugh> How hard is CAM to code?
[21:47:45] <anonimasu> if you do everything yourself?
[21:47:46] <anonimasu> hard..
[21:47:49] <anonimasu> very hard :)
[21:48:11] <archivist> dunno my gear cam prog is simple
[21:48:51] <archivist> later I coded into gcode so no longer need cam
[21:49:05] <andypugh> I managed to convert STL to cutter paths in about 20 lines of Octave a while ago. It was for a specific application and the cutter paths were in HPGL not G-Code, but I can't help feeling that the principles are similar.
[21:49:35] <anonimasu> you should ask awallin about the actual toolpathing :)
[21:49:37] <archivist> you get outlines not paths
[21:50:13] <andypugh> True, I can see that you need to find the outside not the inside.
[21:51:51] <andypugh> It seems simpler than a lot of other 3D manipulations, though. (an example of a difficult one would be point-cloud to surface)
[21:53:12] <andypugh> I have been messing about at work with N-dimensional delaunay triangulations and the like. Perhaps I should try some simple CAM routines before I forget it all.
[21:54:07] <archivist> and add to heekscam so people can do 5 axis from stl files :)
[21:54:32] <awallin> I have some ideas for a c++ library which could be called from c++ or python... if I only had more time to code...
[21:55:04] <awallin> first would be the drop-cutter stuff I did two years ago, then an octree cutting simulation, then waterline paths
[21:55:20] <awallin> those are all pretty straightforward, depending on your definition of 'hard'
[21:56:59] <andypugh> I would guess that waterline would describe what I was doing with my octave code, finding the points on the edges of the faces of the STL file, and stringing them together into a path.
[21:57:32] <cradek> BridgeportII: how's the bridgeport doing by now?
[21:57:48] <andypugh> It is all, incidentally, very nice to do in Octave (freeware Matlab) as lots of the manipulations end up as a single line of code.
[21:59:35] <awallin> python is pretty similar, powerful syntax but not very fast. c++ and something like openmp is what I'm thinking about using for the brute force stuff. 3D models can have 100 000 triangles...
[22:02:09] <andypugh> For example, given an array of L(n,4) coordinate pairs you can find the ones with x1 or x2 = x and y1, y2 = y with something like V=L(find((L(:,1) = x1 or L(:,3) = x2) and (L(:,2) = y1 or L(:,4) = y2))
[22:02:59] <andypugh> Not sure how long that would take to search 100,000 triangles, but vectorised stuff runs pretty fast.
[22:03:32] <BridgeportII> cradek: Hi Chris, this is Kim. I'm still here, but should be returning soon, maybe tomorrow? The BP2 (unit a) is finished, disassembled, moved 12 miles, reassembled, and looking pretty good except for some old hoses. John would like to start on unit b, but "b" may have to wait awhile due to other projects. Likewise, I have not been working only on the BP2 all this time, there have been other little projects too.
[22:03:57] <awallin> compiled C-code when called from matlab is at least 10x faster than matlab-code. Although if you are using builtin matlab functions for matrix multiplication or inversion or similar they might be quite fast.
[22:04:32] <cradek> BridgeportII: whoah, you've been away from home for a long time, glad to hear it's going well.
[22:05:16] <andypugh> Well, "Find" on an in-memory array is going to be running a compiled C subroutine, so I think that the performance would be adequate. Certainly a whole lot faster than machining the previous part...
[22:06:57] <andypugh> In my case I was creating the cutter paths on-demand, so I don't really know how long the manipulations took, it was mainly handshaking with the plotter.
[22:07:06] <awallin> andypugh: with CAM it's not that there aren't languages and compilers out there or people who know these languages, it's more a problem of coming up with the correct algorithms and finding people who are both into geometry/math/programming and machining...
[22:07:48] <andypugh> I am such a person :-)
[22:08:33] <andypugh> My system programming skills (compiling, building) are pitiful, though.
[22:09:14] <awallin> I should get my c++ for drop-cutter going and produce some demo-cases, if that can be called from heekscad then there is motivation to go on with waterline and the cutting simulation
[22:09:39] <cradek> I can see how a lathe cnc can have a roughing cycle, since the path boundary is 2d (just like gcode). I wonder what the simplest possible 3d alternative would be.
[22:09:56] <andypugh> I can pastebin the STL sectioning Octave code if anyone is interested? Though it was written in a hurry for my personal use so isn't pretty,
[22:12:28] <BridgeportII> cradek: BTW, at the moment I'm trying to get the python scripts from the wiki going, I'm up to pycam and seem to be stuck. Error says "can't find package Togl", but synaptic says it's installed. I even installed the dev version. Maybe not installed in right place? Pastebin at
http://pastebin.ca/1653852 We'd appreciate any advice.
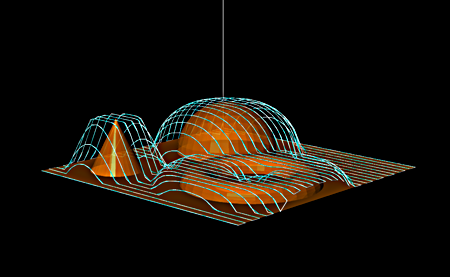
[22:12:49] <awallin> andypugh: this is where I got last time with it
http://www.anderswallin.net/wp-content/2008_03dropcut/drop-cutter.png
[22:13:37] <andypugh> Pretty :-)
[22:15:25] <andypugh> The Octave code is here.
[22:15:26] <andypugh> http://www.pastebin.ca/1653866
[22:15:29] <cradek> BridgeportII: AXIS uses Togl but we incorporated it because it was bordering on extinction. I see you are using python2.5. I bet the python-opengl package just doesn't have Togl anymore.
[22:17:00] <andypugh> Presented purely as an example of how nicely it can handle that sort of data. The routine produces HPGL out of the serial port and a set of postscript files of the profiles (because I never bothered taking that bit out)
[22:17:14] <cradek> BridgeportII: perhaps you can modify it to use the _togl.so that builds in the emc2 source tree (lib/python/_togl.so)
[22:20:45] <BridgeportII> cradek: OK, how should I go about that?
[22:21:00] <andypugh> Hmm, actually, that one doesn't have the HPGL, that is just STL to Postscript.
[22:30:02] <awallin> * awallin sleep... zzZZzz
[22:30:59] <micges> good night all
[22:33:14] <MrSunshine_> would adding a big cap to the ouput lines of a powersupply (switched) make it able to get the power to the motors faster ? :)
[22:33:23] <MrSunshine_> dunno how fast switched powersupplies are for that
[22:34:20] <archivist> may help a little, but the switcher should handle it
[22:34:29] <andypugh> Won't it have output capacitors anyway?
[22:34:38] <archivist> I have a raw switcher here
[22:35:55] <MrSunshine_> im driving mine right of the PSU atm ... but i was just thinking =)
[22:36:05] <MrSunshine_> incase it would give anything more :)
[22:36:44] <MrSunshine_> is there any drawbacks using a switched compared to an ordenary power supply ? :)
[22:36:53] <archivist> should not be
[22:36:58] <MrSunshine_> ok :)
[22:37:15] <andypugh> Are you using the absolute max voltage that the stepper drivers can take?
[22:37:28] <andypugh> (Assuming you have steppers)
[22:38:56] <andypugh> Actually, considering that stepper drivers are effectively switchmode PSUs themselves, there is probably no benefit at all in extra caps.
[22:39:37] <MrSunshine_> andypugh, 32V out of 36
[22:40:08] <andypugh> Well, there is approx 10% more speed to be had there then :-)
[22:40:52] <archivist> I dont think you can equate 10% volts to 10% speed
[22:41:04] <DaViruz> the manual for my geckos recommend extra caps near the drive if long cables are used, but like andypugh said, since the drive is a switchmode device it should have a sufficient input capacitor already
[22:41:42] <archivist> main reason for high voltage it rate of change due to the inductance
[22:42:17] <archivist> so its easier to maintain rated current
[22:42:27] <DaViruz> which equals torque at short pulsewidths which equals high rpm
[22:42:31] <andypugh> Yes, and V = Ldi/dt so more volts = proportionally more dI/dt
[22:42:34] <DaViruz> (pretty much)
[22:43:11] <andypugh> (And I was careful to insert a "probably" and a smiley)
[22:43:19] <MrSunshine_> andypugh, well i was warned by someone to not go at the edge of what the driver can take .. power spikes etc
[22:44:10] <archivist> I run at 30 volts ish as well
[22:44:52] <andypugh> I would hope that the drives are already specced for transients, plus a bit. But as I have blown up 3 drives in the last month you might want to ignore me. (All were running <75% rated voltage though)
[22:46:47] <archivist> time to drive carefully home as I have the cnc electronics in the car (some in rats nest form)
[22:47:15] <andypugh> Try not to look too swarthy or religious
[22:47:36] <MrSunshine_> i hope these motors will be enough to drive my mill so i wont have to get toothed belts and stuff
[22:50:36] <andypugh> What size mill and what size motors?
[22:57:15] <DaViruz> MrSunshine_: what's the holding torque rating?
[22:57:25] <MrSunshine_> 1.85
[22:57:49] <DaViruz> i run my X1 with 1.15Nm and i get about 1200mm/min
[22:58:07] <MrSunshine_> DaViruz, what modifications for screws etc? :)
[22:58:14] <MrSunshine_> ball bearings ? .. axial bearings ?
[22:58:15] <DaViruz> thrust bearings, that's it
[22:58:19] <DaViruz> axial
[22:58:45] <MrSunshine_> k, cause mine kinda goes a bit heavy :/ the screws axel is not quite right :/
[22:58:54] <MrSunshine_> have to fix it somehow :)
[22:59:21] <DaViruz> my Z is a little slower though, 800mm/min due to it only being 1.5mm /turn
[22:59:58] <MrSunshine_> what is the default pitch of the scres on X and Y ?
[23:00:08] <DaViruz> 2mm
[23:00:12] <MrSunshine_> k =)
[23:00:24] <andypugh> I am using 5...
[23:00:36] <DaViruz> this is a very small machine
[23:01:03] <DaViruz> 260mm or so X travel
[23:02:20] <MrSunshine_> bit enough to make parts for a bigger cnc mill later :P
[23:02:31] <MrSunshine_> there is an extended table one can buy =)
[23:02:37] <MrSunshine_> for both X and Y if im not mistaking
[23:02:48] <andypugh> You might still want to consider a faster pitch
[23:03:51] <andypugh> At cutting speeds you have plenty of torque, but rapids take more tweaking
[23:04:27] <MrSunshine_> wha ? .. im gonna make this in ultra high speed cutting machine
[23:04:47] <MrSunshine_> 60k rpm spindle and 20 meters/min cutting speed
[23:04:48] <MrSunshine_> :P
[23:05:05] <MrSunshine_> or someting liek that
[23:05:09] <MrSunshine_> dunno how fast that is :P
[23:05:44] <MrSunshine_> not that fast it looks like if DaViruz has 1200mm/min .. that would be 2000mm/min :P
[23:05:53] <MrSunshine_> oh hell .. 200m/min!
[23:05:53] <MrSunshine_> :P
[23:06:00] <MrSunshine_> i need to sleep
[23:06:17] <toastydeath> forty thousand mile per hour rapids
[23:06:39] <DaViruz> i only run at 24 volts, i could probably pick up the speed alot if i changed to 48v
[23:06:50] <andypugh> I guess a steered-laser can have unlimted speed rapids.
[23:07:10] <DaViruz> but i don't see any reason for that, i rarely do such long rapids that it would make a difference
[23:07:15] <DaViruz> and i never cut faster then 1000mm/min
[23:07:33] <toastydeath> only if you don't mind edges that are not perpendicular
[23:07:40] <toastydeath> (re: laser)
[23:08:53] <andypugh> I was thinking in terms of the STL machines
[23:09:20] <andypugh> (And I was also waiting for someone to claim that a laser beam can't move faster than the speed of light...)
[23:09:55] <toastydeath> the beam itself can't but where it's aimed sure can
[23:10:04] <DaViruz> technically, nothing moves
[23:10:15] <DaViruz> (if you scan it)
[23:10:50] <MrSunshine_> but i dont have 1.85Nm holding torque btw, that is at 2A .. i think the driver i have only puts out a maximum of 1.8A
[23:11:04] <MrSunshine_> if i do not hardware modify it :)
[23:11:10] <andypugh> Is the right answer :-) Caught out my tutorial class many years ago. But then we had been studying relativity just beforehand
[23:17:29] <dgarr> /join #cam
[23:34:45] <BridgeportII> cradek: Thanks for your advice, got to close for now, I'll chat more later. John says thanks also.
[23:58:09] <anonimasu> rapids make a huge difference..
[23:58:13] <anonimasu> especially when you crash..
[23:58:14] <anonimasu> :]
{kind=link}
{kind=link}
{kind=link}
{kind=link}