Back
[00:19:28] <MarkusBec> MarkusBec is now known as MarkusBec_away
[00:43:53] <MattyMatt> If I took one of these 3 section shelf rails, and shortened the inner slide to 1/5 length, and the middle slide to 3/5, then I could use it for the X motion
[00:44:45] <MattyMatt> ah, I'll find out "the truth" about shelf rails when the table is done
[00:45:06] <MattyMatt> if the table works well tho, these things are cheap
[00:50:06] <MattyMatt> I've come to the conclusion that you always need at least 3 per axis, and they come in pairs
[00:50:45] <frallzor> 3 what?
[00:51:02] <MattyMatt> shelf rails
[00:51:45] <MattyMatt> they are plenty stiff in one axis (when new) but springy in the other
[00:52:31] <frallzor> using them as linear rails?
[00:52:49] <MattyMatt> and springy in torsion, so 2 in T shape isn't good enough even
[00:52:53] <MattyMatt> yeah
[00:54:30] <frallzor> pics =)
[00:54:32] <frallzor> of the build
[00:54:54] <MattyMatt> I should
[00:57:06] <MattyMatt> In fact I will tomorrow. not much is built but the end drilling rig (lever press bolted to workmate) is quite cool
[00:59:40] <MattyMatt> my drawings are way out of date now. it was a plywood box but now the horizontal rails are on beams
[01:04:06] <MattyMatt> all the work so far is turning bits of found wood into faux extrusion, which will just bolt together
[01:04:54] <MattyMatt> then if it's worth it later, gradually relace wood with aluminium
[01:06:07] <MattyMatt> or steel. I can weld flanges and tap bolt holes in that now
[02:38:49] <El_Matarife> Almost bought an Epilog Zing today
[02:38:56] <El_Matarife> I was at
http://cms.thewoodworkingshows.com/cms/Home/Dallas10231025/tabid/160/Default.aspx and I got to see one in action
[02:39:01] <El_Matarife> Almost cried, its incredible
[02:49:56] <MattyMatt> why didn't you? forget to bring the pink slips for the wife & kids?
[02:53:50] <El_Matarife> I need to hunt for the best deal
[02:53:52] <El_Matarife> Maybe a used one
[02:53:54] <El_Matarife> I don't know yet
[02:54:23] <MattyMatt> a laser table is just an xy table...with a laser
[02:55:08] <MattyMatt> make a Torchmate and decide whether you need a $10k laser later
[02:57:42] <MattyMatt> steering the laser beam is very 21st century tho :)
[03:02:28] <MattyMatt> $150 a month terms
[03:02:51] <MattyMatt> what's that compared to a house in your neighbourhood?
[03:04:44] <El_Matarife> I'm making a Joes CNC
[03:09:38] <MattyMatt> mine is most like a solnya
[03:10:05] <El_Matarife> I want to add a plasma torch, laser, and a few other attachments to mine
[03:10:14] <El_Matarife> but I didn't exactly build in space for a cooling tub
[03:11:16] <MattyMatt> mine is made of wood, so no water
[03:11:44] <MattyMatt> air cooling, from the blower, is all it'll get
[03:12:47] <MattyMatt> you can get tubs of all sizes. stand your machine in one
[03:13:31] <El_Matarife> Well, my cabinet base is MDF, everything else is unistrut
[03:13:33] <MattyMatt> reservoir, sump & footbath all in one :)
[03:13:45] <El_Matarife> http://lascolinascnc.com/ is what my machine looks like
[03:16:07] <MattyMatt> http://www.solsylva.com/cnc/13x13x5.shtml
[03:16:20] <MattyMatt> 2nd one down is closest to mine now
[03:16:50] <El_Matarife> oh I've seen one of those
[03:17:02] <El_Matarife> Bob Campbell had one at the North Texas CNC Users Group
[03:19:59] <MattyMatt> mine will have planks at the sides, to carry the vertical shelf slides, although I'm thinking of ditching that idea and having them on the inside of the beams, attached to a box with the nut in it
[03:22:44] <MattyMatt> these shelf sliders have very poor access to the mounting holes once it's all together, that will make alignment hard unless each slider is on its own beam or plank
[03:23:03] <MattyMatt> sorry :) thinking out loud
[03:23:23] <El_Matarife> makes sense
[03:25:41] <MattyMatt> I read that the ideal place to provide vertical support is at 2/9 and 7/9 of the width
[03:39:11] <tom3p> odd, .2222222 and .777777, some resonant thing?
[03:45:17] <MattyMatt> dunno. I got it from an old workshop practice book, for straight edges (those narrow surface tables for measuring)
[03:46:05] <MattyMatt> I assume it's a least-total-deflection thing
[03:46:05] <cradek> http://en.wikipedia.org/wiki/Airy_points
[03:48:59] <MattyMatt> ah cool. so it doesn't only apply to cast iron :)
[04:11:20] <Ruben> Ruben is now known as Guest96409
[04:33:42] <MattyMatt> http://en.wikiversity.org/wiki/Introduction_to_Elasticity
[04:33:58] <MattyMatt> I just hurt my brain on the bit about tensors
[04:48:35] <tom3p> ctrd & 5/9 between, yep thats at 2/9 & 7/9
[04:50:01] <MattyMatt> I haven't found any explanation why yet :)
[04:50:14] <tom3p> bookmarked 'where to put boards under long straight things'
[04:51:41] <toastydeath> it's important to note the airy points are not really useful in most situations
[04:52:39] <toastydeath> especially for things like straightedges
[04:52:53] <MattyMatt> but it would be better to have the rails under a table there?
[04:52:59] <toastydeath> no
[04:53:32] <toastydeath> the airy points preserve the parallelism of the end faces of length standard
[04:55:28] <toastydeath> i.e. on a one meter length standard, if you put the supports at the airy points, you will measure the same length value anywhere on the faces
[04:55:58] <toastydeath> as you move the points around, the faces will begin to droop or raise, and now you have no idea where on either face to take your measurement
[04:56:55] <MattyMatt> so what's best for preserving the stiffness/flatness of the top surface?
[04:57:26] <toastydeath> it should be machined or ground flat with the full torque spec of any restraining bolts.
[04:58:15] <MattyMatt> trans. sanded after glue+screws :)
[04:58:22] <toastydeath> yeah.
[04:58:42] <toastydeath> the issue is with any "point" or kinematic based mounting, that once you get to a loaded situation the whole thing goes out the window
[04:58:51] <toastydeath> so the idea is to machine it in place, with all applied loads
[04:59:01] <tom3p> when would the end face parallism be important on a long skinny thing?
[04:59:40] <toastydeath> tom3p: length standards
[04:59:46] <toastydeath> comparative prototypes
[04:59:47] <tom3p> (or why isnt it a big fat thing )
[05:00:20] <tom3p> ok, I've had to stack rods to measure huge dia's
[05:00:35] <toastydeath> yeah, this isn't that kind of standard
[05:00:39] <toastydeath> these are meant to be use horizontally
[05:01:32] <tom3p> so , the beginning of this was the idea that, say 2 bearing for a slide should be separated at the airy points... not true?
[05:01:40] <toastydeath> indeed, not true
[05:01:49] <toastydeath> it does not preserve the parallelism in that direction.
[05:01:54] <MattyMatt> I'm using 4 rails, and each one is effectively 2 points
[05:01:58] <toastydeath> it preserves the end parallelism of a length standard
[05:02:28] <MattyMatt> why did my old EWP book say that straight edges use it then?
[05:02:40] <tom3p> whats a good place? ( how wide is a saddle and how much hangs over the bearing )
[05:02:42] <toastydeath> straight edges use two points to rest on
[05:02:46] <toastydeath> on the saddleback
[05:02:51] <toastydeath> because cast iron settles over time
[05:03:08] <toastydeath> and as long as you return the straightedge to the same two force points, it will tend to remain flatter longer
[05:03:28] <toastydeath> the straight edges my boss uses are supported 1/4th from the end
[05:03:43] <toastydeath> tom3p: two points is not a great idea - you want it supported all the way if possible
[05:05:00] <toastydeath> that's why even the surfaces ways or linear guides will mount on are ground or scraped
[05:05:45] <MattyMatt> or sanded >:)
[05:05:52] <toastydeath> oh, i think i misread your question, sorry tom3p
[05:06:03] <toastydeath> I would try to support it at the extremes
[05:06:10] <tom3p> well, two roller bearing packs...(std machine building today is 2 roller rails seperated by some distance, yes on a ground surface, one rail up against a ground 'L', under a slide that is wider than that distance )
[05:06:18] <toastydeath> and if the "extremes" get too far apart, the machines we have add another rail
[05:07:09] <MattyMatt> that's my worry. a saggy middle
[05:07:17] <tom3p> dont touch the 3 rail!
[05:07:21] <tom3p> 3rd
[05:07:56] <toastydeath> then I'd move them 1/4th of the way in or thereabout
[05:08:01] <toastydeath> if it's really a problem
[05:08:19] <toastydeath> is this a mill or a lathe or what
[05:08:29] <MattyMatt> 1/4 2/7 it's all the same to a woodworker
[05:08:37] <MattyMatt> router table
[05:08:42] <toastydeath> hmm
[05:08:54] <toastydeath> also you need to get that out of your head
[05:09:14] <toastydeath> because adding 1/4th of the distance halves the rigidity of the structure
[05:09:23] <toastydeath> i.e. a 1" bar is half as rigid as a 1.25" bar
[05:10:03] <MattyMatt> the horizontal supports would go at the ends
[05:11:44] <MattyMatt> ah, I'll just build it, and worry about how it could've been better next time. wood burns
[05:11:46] <toastydeath> also for a concrete answer
[05:11:53] <toastydeath> in machinery's handbook they have the equations for deflection
[05:12:18] <toastydeath> with some rearranging, you can find the position from the ends where the sag in the middle will equal the sag on the outliers
[05:13:11] <MattyMatt> That'll happen some time after I add FEA to blender
[05:13:59] <toastydeath> i did it once and forget the result, but it was a little bit further out than 1/4
[05:14:07] <toastydeath> not 2/9ths far, though
[05:14:42] <tom3p> good idea, thats what that little drawer is for! ( between .22222 and .25 seems pretty picky )
[05:15:31] <toastydeath> truf
[05:18:09] <toastydeath> the ways on really, really big mills
[05:18:18] <toastydeath> I see again as being at the very edges
[05:18:30] <toastydeath> and the tables/pendants have a large arch under them to make up the rigidity
[05:19:25] <toastydeath> like, on the planer table that's just hanging out, the ways are at the extreme outsides
[05:19:40] <toastydeath> and the distance to the working surface is pretty thin
[05:19:49] <toastydeath> and then all the crap in the middle is thick and hangs down below the ways
[05:20:30] <MattyMatt> yeah keeping the ways above CG gives free rigidity
[05:20:33] <toastydeath> perhaps that's something you could do with your table, put the linear guides up on like, 5x5 boxes
[05:20:49] <toastydeath> and then add a bunch of trussing to the underside of the table itself
[05:21:07] <toastydeath> also i guess the main frame, too
[05:21:19] <MattyMatt> if the ways are above the table, it'd be easier to move the gantry
[05:22:01] <toastydeath> wait - is this machine purely a gantry?
[05:22:07] <toastydeath> or does the table have some movement to it
[05:22:25] <MattyMatt> the table does Y, the gantry does X&Z
[05:22:46] <toastydeath> oh wow
[05:22:52] <toastydeath> why are you doing Y
[05:22:54] <toastydeath> on the table
[05:23:14] <toastydeath> that's quite a distance to bridge, usually the gantry does Y and Z, and the table X
[05:23:17] <toastydeath> if the table's going to move
[05:23:34] <MattyMatt> same thing probably
[05:23:44] <toastydeath> ah
[05:24:57] <MattyMatt> originally, the shelf sliders would retract with the table, for easy domestic storage, but now I've got a machine 2x the size of the table
[05:26:59] <MattyMatt> so now I'd prefer a moving gantry but I wouldn't trust these shelf sliders with the weight
[05:27:32] <toastydeath> ah
[05:27:46] <toastydeath> the sliding table approach is more accurate
[05:28:16] <MattyMatt> and if the gantry is detachable, I could do 3d scanning too
[05:31:30] <MattyMatt> or put on a really high gantry and have a rostrum camera
[05:53:58] <tom3p> i liked some machines i saw with 'concrete' side walls, the tops were the y rails, the machine tool was all overhead. fast 5 axis machines, knuckle heads /nutating.
[05:54:15] <toastydeath> the really, really big mills?
[05:55:06] <tom3p> well 4m x 10m x 2.5m strokes
[05:55:40] <tom3p> it was moved into TIMTOS for the machine show, they may have larger\
[05:55:57] <toastydeath> that's pretty large
[05:56:02] <tom3p> seen bigger taurus
[05:56:05] <MattyMatt> even for texas
[05:56:15] <toastydeath> the ones I am talking about are like, warehouse type?
[05:56:16] <tom3p> haha timtos taiwan
[05:56:23] <toastydeath> where they are like a gantry crane, except a milling machine
[05:56:49] <MattyMatt> yeah, that lets you drive into the working area
[05:56:54] <tom3p> but the machine is just dropped on top of these walls , seemed smart
[05:57:02] <toastydeath> that's pretty cool
[05:57:08] <toastydeath> i've seen CMMs like that, but never a machine
[05:57:14] <MattyMatt> that's exactly what I want to do with my friend's garage
[05:57:37] <tom3p> use the garage door rails ? ;)
[05:57:59] <MattyMatt> hardly
[05:58:04] <tom3p> joke!
[05:58:49] <MattyMatt> it would do to support a camera tho, which is one use for a room sized machine
[05:58:54] <toastydeath> okay so there's a cool way to create a straightedge
[05:58:57] <toastydeath> for machine calibration
[05:59:26] <toastydeath> if you put a long shaft, fairly straight, on bearings on both ends
[05:59:32] <toastydeath> and spin it
[06:00:18] <toastydeath> put an electronic indicator on it, and then scoot the machine down the axis
[06:00:25] <toastydeath> you can calculate the center of rotation of the shaft
[06:00:38] <toastydeath> which is a line between the two bearings
[06:00:41] <toastydeath> no matter how bent the shaft is
[06:00:47] <toastydeath> or how saggy
[06:00:56] <MattyMatt> this depends on straight ways for the scooting?
[06:01:01] <toastydeath> nope
[06:01:06] <toastydeath> this is so you can calibrate a machine
[06:01:35] <toastydeath> so if you want to see how the X axis affects Y position, you set this "straightedge" up along X
[06:01:46] <toastydeath> and as you jog down X, you can see the Y position fluctuate against a "true" reference
[06:02:34] <toastydeath> so if somebody was able to come up with a hobby verson of the software required, using hal or some such
[06:03:00] <toastydeath> anybody would be able to construct their own master calibration straightedge to set the error correction tables
[06:03:45] <toastydeath> there were apparently a few nonsensically accurate CMMs created using these as references
[06:03:58] <toastydeath> integrated into the machines, and constantly checked
[06:04:34] <tom3p> could you sketch that up? i'm not seeing it.
[06:04:49] <toastydeath> will MS paint work
[06:05:34] <MattyMatt> I am. if the rotating shaft is parallel to the ways
[06:06:01] <MattyMatt> even roughly parallel, just enough to keep it in the range of the gauge
[06:07:25] <tom3p> i get the idea of the indicator knowing where a tru ctrline by touching hi pts, anywhere on its wobbly length...
[06:07:36] <toastydeath> tom3p: that's all it is
[06:07:47] <mIreland> we are talking about kinematics, rite?
[06:07:50] <toastydeath> it's two indicators, one on either side
[06:07:57] <toastydeath> mireland: the opposite of kinematics
[06:08:17] <mIreland> i thynk i get it
[06:08:39] <toastydeath> the software compares the high/high and low/low for each indicator, 180 apart
[06:08:49] <toastydeath> 180 deg
[06:08:55] <toastydeath> i am terrible at drawing but i am trying.
[06:08:59] <tom3p> not the roughly parallel bit... i dont get that
[06:09:26] <toastydeath> roughly parallel?
[06:09:37] <MattyMatt> that was me
[06:09:52] <tom3p> right, my bad
[06:10:01] <toastydeath> i can't draw this, sorry
[06:10:30] <tom3p> np, keep it in mind, i'll try to draw it up, then pdf or jpg it
[06:10:31] <MattyMatt> I'm about 3 machines away from needing it
[06:11:15] <MattyMatt> mk1 will make me happy if it moves without seizing and carves to the nearest mm
[06:11:37] <toastydeath> uh,
http://i2.photobucket.com/albums/y5/toastydeath/untitled.jpg
[06:11:47] <toastydeath> best i can do
[06:12:01] <tom3p> it should be aligned to an axis master rail, and would show the deviation first ( how straight the master rail is to motion of same axis )
[06:12:39] <toastydeath> the machines they used this on, the axes were on calipers
[06:12:53] <toastydeath> so that the ways weren't actually parallel to each other
[06:13:11] <tom3p> and that perfect line, could be later be used to check y against x... im beginning to see this
[06:13:14] <toastydeath> and as an axis would drift, the calipers would move and keep the whole thing parallel to these rotating standards
[06:13:15] <tom3p> the dwg is fine
[06:13:41] <toastydeath> it would be trivial to align the two ends of the bar
[06:13:53] <toastydeath> to a machine
[06:15:44] <MattyMatt> do cheap digital 'dial' gauges have outputs?
[06:16:02] <toastydeath> no
[06:16:08] <tom3p> yes, a slow serial format 'spi' i think
[06:16:28] <toastydeath> dunno how "cheap" i'd call an spi caliper
[06:16:29] <tom3p> ,uh , the cheapest have no outs,
[06:16:38] <toastydeath> er, spc
[06:16:50] <MattyMatt> so I won't be trying it this side of christmas :)
[06:16:51] <tom3p> 'sears better' has 'em
[06:16:53] <toastydeath> and it's more like "press a button to record value"
[06:17:09] <toastydeath> rather than a continuous stream
[06:17:26] <toastydeath> my mics have SPC but i've never tried connecting it to anything
[06:17:44] <toastydeath> little audio cable jack
[06:18:27] <tom3p> back to the spinning bar, good idea, a laser might be nice too, but not as easy to tell it's 'edges' ( not as easy as the spinny stick )
[06:18:49] <tom3p> yeh serial is often 3 wire, sometimes 2
[06:19:44] <toastydeath> you can do it with a laser if you're willing to build your own interferometer =)
[06:20:22] <MattyMatt> can you do that with a piece of CD? :) (joke)
[06:20:54] <toastydeath> any fairly monochromatic laser will work.
[06:21:38] <toastydeath> iirc, you can get all the parts to build an interferometer on ebay fairly inexpensively
[06:21:52] <toastydeath> programming the software and getting the right mirror setup, not so much
[06:21:58] <toastydeath> or easily, rather
[06:22:58] <MattyMatt> if it requires the kind of bed stiffness that holography does, then I'm out
[06:23:08] <toastydeath> no, it doesn't
[06:23:29] <toastydeath> doesn't require any stiffness at all, really
[06:23:42] <toastydeath> all the interferometer does is measure relative tilt of a mirror
[06:24:13] <toastydeath> not many machines use them now because they're so complicated to set up to measure anything
[06:25:14] <mIreland> why wouldn't an interferometer setup need high rigidity?
[06:25:50] <toastydeath> ...why would it need high rigidity?
[06:26:15] <mIreland> tilting mirrors... i suppose flex of one sort or another is the thing to be measured
[06:26:19] <toastydeath> yep
[06:26:54] <mIreland> I had the idea that distance could be measured very accurately by interferometry
[06:27:03] <toastydeath> it can
[06:27:23] <mIreland> for that, rigidity would seem to be a plus
[06:27:27] <toastydeath> sure, it is
[06:27:31] <toastydeath> but it's not a huge requirement
[06:27:31] <awallin> toastydeath: do you have a pic or a link which describes this kind of interferometer? I built one interferometer for measuring the shape of a telescope mirror which I hand-grinded/polished
[06:27:55] <toastydeath> awallin: not off the top of my head, all this is from personal conversations and books
[06:28:52] <toastydeath> the beam setup is split and bounced off two parallel mirrors (or two spots on the same mirror)
[06:29:23] <toastydeath> iirc they had a specific curvature to them so only the distance changed, never the angle of reflection
[06:29:35] <toastydeath> i think there were a few other setups that did the same thing
[06:30:11] <awallin> this is for screw-comp? not measuring titled-kinematics?
[06:30:17] <toastydeath> mireland: earlier high-accuracy machine tools used interferometers for all machine movements
[06:30:32] <toastydeath> awallin: no, it's for measuring tilt/parallelism errors in a live machine tool
[06:31:30] <awallin> well, it's not like I have extra time for this anyway :) ...
[06:32:11] <toastydeath> it's often useless, the machines they used that method were square to .0001" over the entire travel
[06:32:48] <toastydeath> not sure how well an interferometer of any sort would work on a machine less accurate than that
[06:33:11] <toastydeath> plus dust or anything else
[06:33:31] <toastydeath> the bar method is really resilient to that kind of thing
[06:37:03] <toastydeath> bedtime, night
[06:37:33] <MattyMatt> goodnight
[07:52:38] <tom3p> ibm apt360 manual example 1, thru aptsketch, to emc .ngc file
http://imagebin.ca/view/pZlsUTh.html
[09:34:10] <M^i^n^e^ralinis> hello :] who uses Gammu ? :]]]]
[09:43:24] <archivist_emc> tilting mirror is a collimator.. interferometry is the interference of wave with change of distance
[09:49:44] <Valen> I wonder how fast one would have to have an interferomiter run to keep up with the vibration in a live mill
[09:50:33] <Valen> if you inclined the inteference plate at the end you can get direction
[09:51:00] <archivist_emc> true
[09:51:11] <Valen> hard part is making sure the moving mirror doesn't change its angle and send the laser off to whoopwhoop somewhere
[09:51:24] <Valen> that and measuring the frequency of the laser, they tend to wander some
[09:51:30] <Valen> by a few %
[09:52:00] <archivist_emc> well that would also measure the error in height of the plane
[09:52:28] <Valen> nah, a straight error in height won't move the reflected laser spot
[09:52:56] <Valen> you need a sensor on the carrage (or a laser there) to measure that
[09:53:12] <Valen> hmmm, unless you intentionally angle it
[09:53:23] <Valen> that might work
[09:53:23] <archivist_emc> see how a collimater is used to do just that,
[09:53:48] <Valen> combining the collimater and an interferometer
[09:54:00] <Valen> still wont help with a pureley vertical offset
[09:54:19] <Valen> you would need to angle the mirror on the slide
[09:54:27] <archivist_emc> the angle of mirror on the moving carriage varies as it rides up and down a hill
[09:54:52] <Valen> ahh true, I hadn't thought of that, I was thinking of the mirror remaining vertical but moving up and down
[09:55:40] <archivist_emc> its a basic long lathe bed test
[09:56:34] <Valen> I think i'd rather shoot a beam directly from the saddle at a CCD
[09:57:22] <Valen> do that at both ends and you get angles and heights in all dimensions if you combine it with a distance measurement
[09:57:49] <archivist_emc> I have a small collimator and a precision prism, have tested dividing heads, and they are often crap
[09:58:11] <Valen> I was wondering how you can measure 360 degrees of rotation optically
[09:58:51] <Valen> hmm, projecting a line across a CCD would probably work
[09:59:08] <archivist_emc> I was testing over smaller angles as the error is per tooth of the worm wheel
[09:59:08] <Valen> all those half covered pixels would give you lots of precision
[09:59:42] <Valen> yeah, I was trying to see how you could make an encoder that had "no errors"
[09:59:47] <Valen> anyway movie time bbl
[09:59:58] <archivist_emc> its morning !
[10:26:01] <MarkusBec_away> MarkusBec_away is now known as MarkusBec
[14:03:00] <tomp> tomp is now known as tom3p
[14:46:28] <skunkworks> http://www.cnczone.com/forums/showthread.php?p=681922#post681922
[14:46:52] <skunkworks> sounds like papabear had some issues with emc (maybe I am reading too much into it)
[14:47:35] <skunkworks> (poppabear)
[14:53:57] <MattyMatt> he only said he recommends Mach3 is somebody else is paying
[14:54:31] <MattyMatt> if
[14:55:18] <MattyMatt> a lot of people are happy to pay for the right to shout at someone later when it goes wrong
[14:55:30] <skunkworks> heh - good point.
[14:55:45] <skunkworks> I try to yell at the emc guys - but they just laugh at me. ;)
[14:58:06] <micges> I'm doing machines for money and I don't recommend any mach3 use ;) I don't like to be shouted all the time ;)
[14:58:10] <MattyMatt> I was appointed Evil Producer for a 'mock commercial' game programming project, but it was an impossible job without either physical access to their tender parts, or the power to starve their families
[14:58:44] <MattyMatt> commercial pressure can help, but you can't fake it
[14:59:31] <L84Supper> if you're running Mach3 and your OS ends up being buggy, who do you yell at?
[15:00:21] <MattyMatt> the Mach3 people of course. That's the deal when you sup with the devil and write WinAPI
[15:02:00] <MattyMatt> Mach3 can yell at the OS writers, if they want
[15:03:20] <L84Supper> what do they do for real time support?
[15:03:57] <MattyMatt> employ more staff, with the profits from the software
[15:04:40] <MattyMatt> naturally this means you are less likely to speak with someone who actually wrote the code, but c'est la vie
[15:05:06] <MattyMatt> that happens even worse with open source sometimes, when the author goes AWOL
[15:05:15] <L84Supper> Radisys and a few others had real time kernels for windows or hypervisors
[15:05:56] <MattyMatt> ah sorry, I thought you meant hotline helpdesks :)
[15:06:30] <MattyMatt> did BeOS ever get a foothold in the CNC market?
[15:09:36] <L84Supper> http://www.tenasys.com/products/demos/intime-jitter/
[15:11:24] <MattyMatt> the last time I had adequate real-time performance from a PC was running DOS
[15:12:37] <MattyMatt> otherwise, if I wanted to control something with µs accuracy, I'd rather use a games console
[15:14:01] <MattyMatt> or any embedded system with a known spec
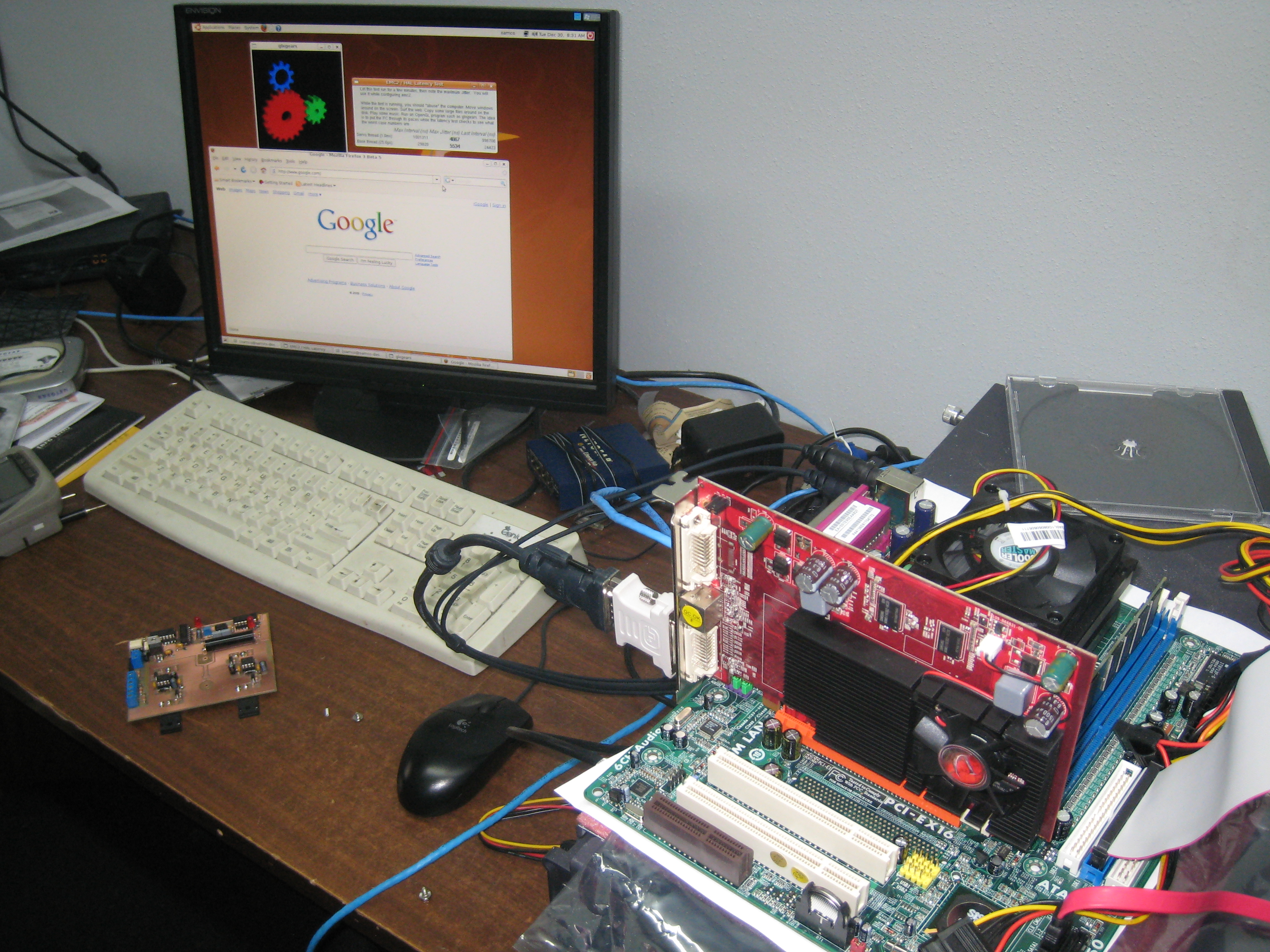
[15:16:21] <skunkworks> http://www.electronicsam.com/images/KandT/testing/goal3.jpg
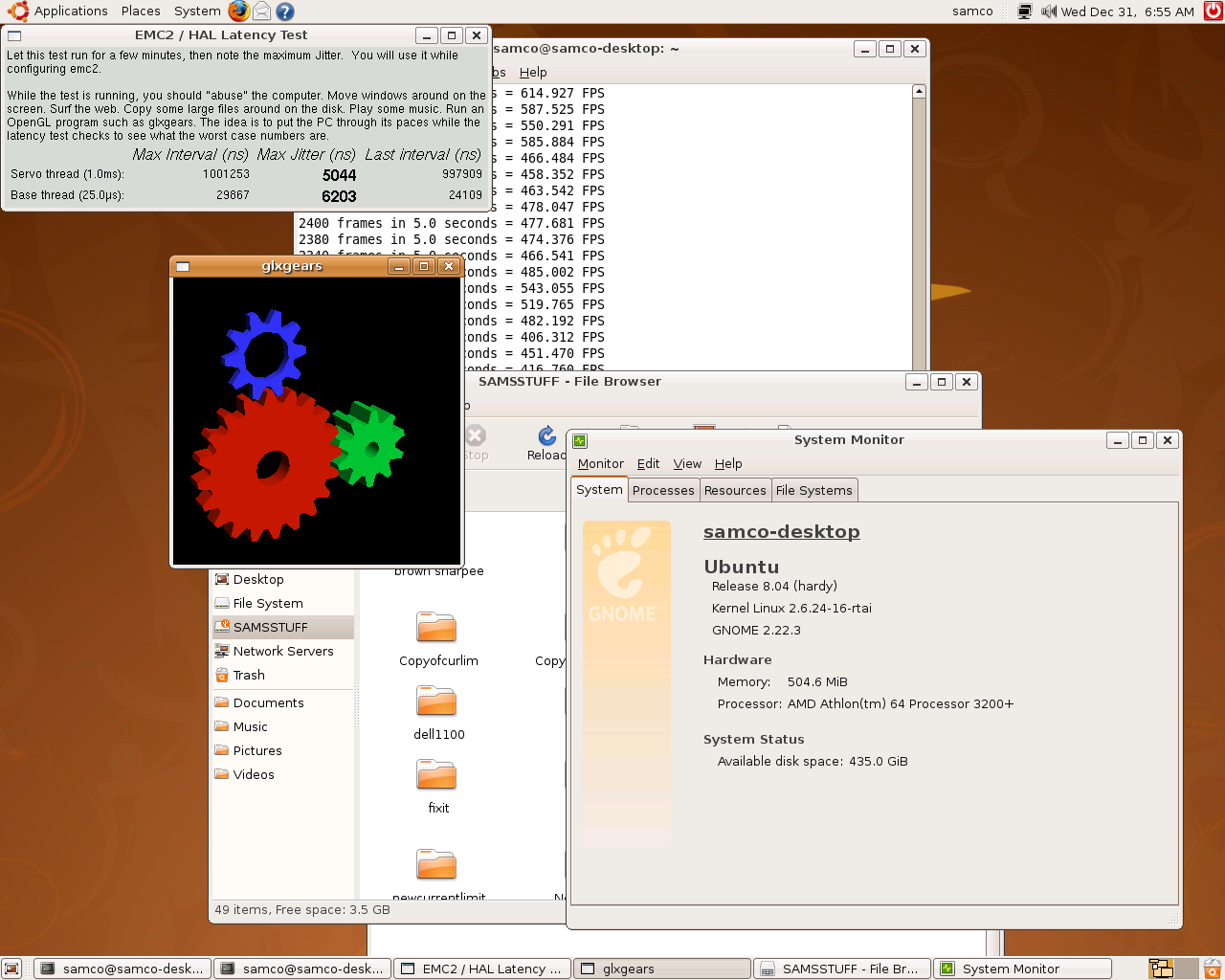
[15:16:39] <skunkworks> http://www.electronicsam.com/images/KandT/testing/goal3screenshot.png
[15:27:32] <MattyMatt> the very idea of latency testing with "try to create the worst case scenario" advice is what I mean. computers are supposed to be deterministic
[15:37:50] <tom3p> but are stachostic
[16:39:29] <Dave911> skunkworks: sounds like papabear had some issues with emc (maybe I am reading too much into it)
[16:39:31] <Dave911> No, you are reading too much into that. I know Poppabear. He just thinks that Mach3 is best with a Galil card..
[16:39:33] <Dave911> I've used Mach3 on commercial machines - but not in a typical CNC app - more of a motion control application. Right now Mach3 is going through
[16:39:34] <Dave911> a rough spot in the road. Many bugs, but not many fixes.. Time will tell...
[16:49:22] <skunkworks> Dave911: interesting
[16:58:10] <archivist_emc> * archivist_emc has heard stories offline about lack of bug fixes in mach3
[16:59:15] <celeron55_> what kind of bugs does it have?
[16:59:57] <archivist_emc> screw cutting is a major bug
[17:02:12] <i-pink> hiii alllll
[17:02:14] <cradek> bug fixing is no fun
[17:02:38] <i-pink> hello to everyone !!
[17:02:46] <cradek> hi
[17:04:03] <i-pink> i have black sky problem!!
[17:04:46] <micges> cradek: for now I like bugfixing, but who knows how long ;)
[17:05:07] <cradek> and sometimes the thing that looks like just a bug is the result of a fundamental limitation because of the whole way the software works - for mach I suspect bad screw cutting is one of those
[17:05:24] <celeron55_> fundamental limitation = bug
[17:05:34] <cradek> no, not at all
[17:05:51] <micges> i-pink: here also sky is black
[17:05:56] <cradek> well maybe to a user, but to a developer they are very different
[17:06:03] <celeron55_> well, it depends
[17:06:32] <cradek> no use arguing semantics, sorry
[17:06:54] <i-pink> no no.. i mean i have 2 LPT port, one is on board, and one via USB
[17:06:57] <cradek> here, the sky is sort of lit today
[17:07:13] <cradek> i-pink: with emc, you can't use a usb parallel port. get a pci card instead.
[17:07:34] <i-pink> hehe PCI to the laptop...
[17:07:47] <cradek> then you need a different computer too, sorry
[17:07:51] <i-pink> one sec i start to soler it..
[17:07:53] <i-pink> hehe
[17:07:59] <jymm> PCMCIA, EXPRESS CARD
[17:08:04] <i-pink> ok
[17:08:08] <i-pink> look
[17:08:14] <MattyMatt> you can usually tack on new geometry representations in 3d programs. cartesian is a universal protocol for exchange
[17:08:52] <MattyMatt> so e.g. you could always add a screw function to mach3d, whatever the internal limitations
[17:09:02] <Dave911> The Mach3 bug list is very long. There are some fundamental issues in the way the core software was put together that they have been struggling with for a long time.
[17:09:04] <Dave911> They are trying to fix that right now, but it is a huge job and they don't have a bunch of guys doing software dev for it. Threading is a minor issue compared with the core problems.
[17:09:05] <i-pink> i see the address of the on board is 0x378, but how i can get the address of the USB?
[17:09:29] <cradek> i-pink: again, you cannot use a usb parallel port for emc
[17:09:49] <MattyMatt> not even if the driver fakes a port?
[17:09:53] <cradek> Dave911: how many people do they have working on bugs?
[17:09:55] <cradek> MattyMatt: no
[17:10:32] <i-pink> cradek, ok but how i can see the adders??
[17:10:48] <cradek> i-pink: it doesn't have an address
[17:11:20] <i-pink> no.. no..
[17:11:29] <i-pink> is mozar
[17:11:33] <Dave911> cradek: There is really only one main developer, and he is totally consumed with redoing core Mach issues. Hence bug fixes have been put on the back burner. All bets are being put on the next big release.
[17:12:03] <cradek> Dave911: ouch
[17:12:34] <Dave911> Yes, not a good position to put one's self in. If the next big release doesn't work, where are you at?
[17:12:38] <archivist_emc> are you talking Art as he has sold it so not working so hard on it
[17:13:28] <jymm> Heh, got out from under it in the nick of time (so to speak). lol
[17:13:46] <Dave911> Brian is the guy now. Art is not out of the picture, but he is on the sidelines. Brian is "the guy".
[17:13:56] <skunkworks> I got the impression art is still working on stuff he wants to work on in retirement.. While brian is doing everything else. :)
[17:14:35] <Dave911> Pretty much..
[17:14:48] <MattyMatt> it's not retirement, it's equity release
[17:15:13] <archivist_emc> Brian is a cnc manager seen him, not sure how good at software he is
[17:17:56] <Dave911> Brian is a sharp guy, but he is one guy with a lot of irons in the fire. He is doing a lot more than sw dev.
[17:17:58] <Dave911> Compare this with the "group" who is contributing to EMC for a moment. The peer review and idea kicking around that goes on within the EMC2 dev group is a very,very powerful thing.
[17:19:02] <archivist_emc> yup
[17:19:05] <cradek> I think you can maybe have that in a closed-source project too, but you need more than one or two people developing
[17:19:06] <skunkworks> I have been using emc2 for quite a while. Still very very impressed with the advances over the last few years.. Wonderful work
[17:19:52] <cradek> here people sometimes help fix the thing that's bothering them - all users have the same empowerment
[17:19:52] <jymm> Heh,
http://msdn.microsoft.com/en-us/library/ms838589%28WinEmbedded.5,classic%29.aspx
[17:19:54] <Dave911> cradek: I totally agree.
[17:23:57] <cradek> I notice it's after noon and I'm not making any progress getting my coolant tank cleaned out...
[17:24:13] <cradek> (can I write software to do that?)
[17:24:33] <jymm> cradek: No, but you can pay the neighbor kids to do it for you
[17:24:52] <archivist_emc> yes to control a robot with a water hose
[17:36:22] <MattyMatt> jymm, and how much is this INtime addon? :)
[17:37:31] <MattyMatt> I still think all the RT stuff should be offloaded to an embedded cpu running a real RTOS with no gui except ssh
[17:38:50] <MattyMatt> it should be smart enough to cut a smooth curve unattended by the client
[17:39:56] <MattyMatt> * MattyMatt is newb telling pros whad they shoulda
[17:42:23] <celeron55_> it would be the best solution, yes
[17:43:09] <archivist_emc> you need to understand whats under the hood
[17:43:47] <alex_joni> MattyMatt: that can be done with emc2
[17:43:58] <alex_joni> have the GUI on another PC
[17:44:01] <MattyMatt> yeah I don't know how high level emc goes, or whether it'll ever split cleanly between raw motor control and high level
[17:44:13] <alex_joni> oh, it does already
[17:44:19] <alex_joni> (split cleanly)
[17:44:47] <MattyMatt> ah nice, so it just needs compiling for arm linux :)
[17:44:50] <alex_joni> if you have a smart controller via USB or whatever, you need loads of smarts embedded
[17:45:05] <alex_joni> including handling a lot of not so trivial stuff
[17:45:13] <alex_joni> like feedoverride handling
[17:45:24] <alex_joni> adaptive feedoverride (changing in realtime while moving)
[17:45:44] <alex_joni> synchronized motion like threading, rigid tapping, etc
[17:45:49] <MattyMatt> or MIPS even. cheap routers use MIPS
[17:46:10] <alex_joni> all those don't fit a 'smartish' controller where you offload some commands into
[17:47:42] <MattyMatt> yeah synchro motion is the limit of what I'm thinking. the embedded cpu runs all the motors
[17:48:00] <celeron55_> i'd love to see some kind of a simple open source program for an AVR (or similar) to be connected to a pc's serial port for doing the raw motor control... to only do the very RT thing, just following line segments or so
[17:48:25] <alex_joni> celeron55_: check the list above for reasons why that won't properly work
[17:48:48] <archivist_emc> you still dond see that there more than an avr's worth of realtime
[17:48:50] <celeron55_> i think it'd work for a hobby mill controlled by a laptop that has a bit of too much latency
[17:49:04] <alex_joni> celeron55_: I'm sure it is
[17:49:08] <alex_joni> it's just not emc2 ;)
[17:49:27] <alex_joni> so anybody interested in that can take whatever parts of emc2 they see fit, and complete the project
[17:49:35] <alex_joni> (obeying the GPL of course ;)
[17:49:42] <alex_joni> and there are at least 2 projects doing that
[17:50:37] <celeron55_> i might try doing something like what i described sometime... but probably not 8)
[17:50:48] <MattyMatt> I will certainly try it. I expect the overhead of talking over eth is less than running an X gui
[17:51:33] <MattyMatt> mine is getting a 500Mhz cpu
[17:52:22] <MattyMatt> it's an intel nic it'll have, so low latency fo sho
[17:52:30] <alex_joni> the slowest I've run emc2 on was a 200MHz SBC
[17:53:39] <MattyMatt> so a 500Mhz arm should do nicely too, when it's ready to go in rom
[17:54:52] <MattyMatt> or a 200Mhz mips from a reflashed router, although they have no obvious parallel ports
[17:54:54] <alex_joni> the problem with an ARM is finding a RTOS for it
[17:55:07] <alex_joni> it's not that common and streamline as for x86
[17:55:38] <MattyMatt> routers already run VxWare usually
[17:55:40] <alex_joni> RTAI has an ARM port, but for some older ARM chips, and it works with ancient kernels
[17:55:51] <archivist_emc> arm may be risc but it has some horrors
[17:56:15] <alex_joni> ARM (StrongARM; ARM7: clps711x-family, Cirrus Logic EP7xxx, CS89712, PXA25x)
[17:56:56] <MattyMatt> there's no particular reason to choose arm. no cnc machine needs to worry about power use
[17:57:18] <MattyMatt> so a nano itx is probably the way to go
[17:57:55] <MattyMatt> although mips & ppc are obviously cheap enough to use in consumer gear
[17:58:07] <alex_joni> I'd chose one of the Atom boards
[17:58:12] <alex_joni> I know lots of people used them
[17:58:16] <alex_joni> successfully with emc2
[17:58:54] <alex_joni> Intel D945GCLF2 mini-ITX
[18:00:11] <MattyMatt> yeah they were offering samples of atom + bridge for $45. I'd have liked a cnc mill then
[18:00:57] <MattyMatt> for pcb
[18:01:35] <MattyMatt> take the reference design, add a few ls373 for extra parallel ports. job done
[18:02:53] <MattyMatt> would a 66Mhz NDS do the trick? no RTOS just hard coded interrupt handling
[18:04:20] <MattyMatt> ah I can find out :) you can get linux on the NDS now
[18:05:34] <MattyMatt> right I gotta find a working nic for the emc machine. bbl
[18:09:21] <skunkworks> I have used the d945glf2 - works great - eric on the list built a 2 core kernel for it that has a lot better latency
[18:09:35] <skunkworks> (smp)
[18:10:02] <skunkworks> With the stock ubuntu install It isn't steller (a bit under 20us)
[18:10:16] <skunkworks> I think eric was getting sub 10us
[18:14:13] <alex_joni> unde 3us iirc
[18:16:26] <L84Supper> maybe someone can work on an optimizer for the kernel scheduler that could be tweaked for given applications
[18:16:47] <alex_joni> well, RTAI runs outside the linux context
[18:16:54] <alex_joni> so the kernel scheduler is irrelevant
[18:18:27] <L84Supper> right was thinking of RTLinux
[18:22:23] <L84Supper> well RTAI also has a scheduler so I don't understand your point alex
[18:25:04] <MattyMatt> so it's bus mastering that breaks RTAI? hmm, maybe intel nic not ideal after all
[18:26:59] <MattyMatt> killer NIC would be the thing. it handles all the network traffic
[18:27:23] <MattyMatt> $200 tho
[18:29:27] <MattyMatt> bus mastering is one lock you can't override with any priority
[18:30:42] <MattyMatt> although you probably could with a modern chipset with multiple ram paths
[18:31:03] <MattyMatt> idle speculation again, sorry :)
[18:32:22] <celeron55_> idle speculation is good reading when you have nothing else to do :P
[18:32:49] <MattyMatt> no it isn't. if I'm wrong I pollute your brain and this channel
[18:33:29] <MattyMatt> IRC = clear question + informed answer. hrrmph
[18:33:41] <celeron55_> you just have to remember it's just speculation :P
[18:34:02] <MattyMatt> MattyMatt is now known as IdleSpeculation
[18:38:28] <alex_joni> IdleSpeculation: at least it's supposed to ;)
[19:03:36] <IdleSpeculation> IdleSpeculation is now known as MattyMatt
[19:04:14] <i-pink> hii all
[19:04:26] <i-pink> how i make print in ruby?
[19:04:31] <i-pink> ?
[19:42:37] <tomp> tomp is now known as tom3p
[23:19:29] <MarkusBec> MarkusBec is now known as MarkusBec_away
[23:42:42] <fenn> does anyone know who used to run nerdulator.net, or where this page has been moved to?
http://74.125.113.132/search?q=cache:3sXxM9k3UwIJ:ns2.huboftheearth.com/9x20/cnc.html+ngineering9x20_CNC.html&cd=1&hl=en&ct=clnk&gl=us&client=iceweasel-a
{kind=link}
{kind=link}
{kind=link}