Back
[00:25:06] <steve_stallings> steve_stallings is now known as steves_logging
[01:49:16] <MattyMatt_> does anyone know a source of cup & cone bearings, like a bike wheel but ideally with M8 coarse thread?
[01:50:28] <MattyMatt_> I think kids bikes use M8 axles, but I dunno if they use cup&cone
[01:51:23] <MattyMatt_> UK source, I might add, or anywhere in EU that takes paypal
[01:52:33] <MattyMatt_> I'm sacrificing one good bike wheel for my moving table experiment, but I'd need 6 pairs of bearings to twin-screw 3 axes
[01:55:27] <MattyMatt_> * MattyMatt_ misses living near the Stationsweg in Leiden
[01:56:16] <MattyMatt_> "Fiets fout = fiets weg" :)
[01:56:30] <MattyMatt_> * MattyMatt_ provided the "weg"
[02:02:35] <MattyMatt_> metric bike axles are 9mm x 1mm. too close to helicoil but snug enough to pack with epoxy & I'll use 2 lock nuts
[02:04:45] <MattyMatt_> there's a roll of old style glass fiber roof insulation (I think it's the same as rockwool) in momma's loft. I'll mix some of that in the epoxy
[02:08:52] <MattyMatt_> and...a less urgent enquiry. In a water cooled induction furnace, how is the current prevented from short circuiting through the water circuit? The only way I can think of is to have a plastic supply tank and ground the discharge into the drain
[02:10:25] <MattyMatt_> I think I'd need to have a mighty big tank
[02:12:24] <MattyMatt_> or ground the input and collect the discharge in a tank. warm water costs money
[02:16:58] <MattyMatt_> it should be hot water, of the flow rate is too high. copper pipe can stand 100C
[02:22:32] <MattyMatt_> * MattyMatt_ puts plastic taps on momma's bathtub
[02:22:35] <MattyMatt_> sorted
[02:29:20] <Valen> copper is a much better conductor than water
[02:29:42] <Valen> provided you have an air/ceramic/non conductor gap somewhere in the system it should be ok
[02:29:55] <Valen> Odds are they would run a radiator and run the whole system at pressure
[02:30:06] <Valen> also, fill with de-ionised water
[02:31:00] <MattyMatt_> it'll only stay deionised until it meets my soldering
[02:31:10] <Valen> use oil then
[02:31:18] <Valen> you will also have a handy leak detector
[02:31:27] <Valen> (alcahol is probably less mess to clean up)
[02:31:53] <MattyMatt_> mess is one of the attractions of an induction furnace
[02:32:25] <MattyMatt_> lack of mess
[02:32:57] <MattyMatt_> compared to e.g a waste-oil or even propane
[02:34:06] <MattyMatt_> the more it looks like a kitchen appliance, the less grief I'll get from momma :)
[02:38:46] <MattyMatt_> I have a spare fridge as it happens, probably CFC era. that's a ready made cooling loop that just needs the insulated section added
[02:40:45] <Valen> Its going to need a very low voltage high current power supply too
[02:41:00] <DaViruz> will glass wool work well in epoxy? glas wool insulation typically has some mineral oil in it
[02:41:02] <MattyMatt_> 1000A at 1000Hz
[02:41:43] <MattyMatt_> ah thanks for the tip DaViruz. I'll wash it first if I do use it
[02:42:00] <DaViruz> that's probably a good idea
[02:42:11] <Valen> what are you using the glass wool for?
[02:43:10] <MattyMatt_> packing the cone bearing threads with epoxy
[02:43:42] <Valen> why are you doing that?
[02:44:12] <MattyMatt_> to keep them centred on my M8 leadscrews
[02:44:34] <MattyMatt_> screw, singular. I'm just doing one for an experiment
[02:45:03] <MattyMatt_> the locknuts will take the load
[02:45:20] <Valen> lol ok,
[02:46:16] <MattyMatt_> I need to find a source that doesn't involve raping old bikes
[02:46:34] <MattyMatt_> and ideally have the right thread
[02:47:06] <Valen> M8 leadscrew is pretty tiny
[02:47:17] <Valen> is it an acme thread or just threaded rod?
[02:47:30] <MattyMatt_> plain zinc plated allthread :)
[02:47:59] <MattyMatt_> doesn't everyone use it for their first?
[02:48:08] <Valen> we just used ballscrews
[02:48:15] <Valen> they were cheaper than our time
[02:48:30] <Valen> and we knew they would work
[02:51:12] <Valen> http://myworld.ebay.com.au/linearmotionbearings2008/
[02:55:17] <MattyMatt_> yeah the next one will use proper stuff. this one is made from plywood and junk
[02:58:00] <MattyMatt_> the moving table is on shelf slides :)
[02:58:26] <MattyMatt_> the most expesive part, so far
[03:00:13] <MattyMatt_> plan A = carve some wood, raise some money, buy a lathe & melt some metal for mk2
[03:10:27] <MattyMatt_> A$65 looks tempting for a ballscrew+nut, but the postage to UK from china doubles that
[03:13:00] <Valen> we got it shipped to australia fairly cheaply
[03:13:11] <Valen> we got all 3 axis for our mill for like $400 or so all up i think
[03:13:39] <MattyMatt_> yeah mk2 will get good parts, but I'm skint at the moment
[03:14:35] <MattyMatt_> I would buy a complete machine made from T-slot Alu if I had the cash
[03:16:04] <MattyMatt_> I may make a 8" x 8" with all these leftover printer parts. the motors are too feeble for anything else
[03:21:55] <spherspline> can anyone fab linear lead screw and ball joints in poly, or know of a source that doesnt involve 100lbuk per rod patents?
[03:22:20] <spherspline> otherwise im not doing shit to save the world from the yank organized crime and their stasi
[03:23:34] <MattyMatt_> does saving the world count as personal use?
[03:24:05] <MattyMatt_> patents only apply when you sell them
[03:24:32] <spherspline> exactly
[03:24:37] <spherspline> find none
[03:25:18] <spherspline> there are a few small rod/nut producers, at >> 50 eur for 10 cm
[03:25:29] <spherspline> nothing though i find elsewhere
[03:25:39] <spherspline> what search system is best for finding such parts?
[03:26:13] <MattyMatt_> the Sherline Lathe Operators Manual :)
[03:27:02] <MattyMatt_> a proper full sized lathe would be best
[03:27:21] <MattyMatt_> surely there's no patent on acme thread?
[03:27:28] <spherspline> need small ones
[03:27:39] <spherspline> and im not keen on doing a seed fab
[03:27:51] <spherspline> even though this project comes close to requiring it
[03:28:19] <MattyMatt_> you get high quality 5cm long ones in 5.25" floppy drives
[03:28:21] <spherspline> the ones from Cpt Kerk and a few others
[03:28:41] <spherspline> need to make hexapod style device with high resolution
[03:28:58] <spherspline> or, i tie a razor blade to a stepper and a lathe
[03:29:03] <MattyMatt_> 3cm long ones in 3.5" floppy drives
[03:29:19] <spherspline> cd players are geared
[03:29:28] <spherspline> it really makes no difference if it has to be made by hand
[03:29:37] <spherspline> except for the fact im inside Kilauea and have no raw materials
[03:29:58] <spherspline> esp the poly/nylon mill that would be approrpiate for this
[03:30:58] <MattyMatt_> any mill would do, surely? cutting nylon is just a tool&speed choice
[03:31:22] <MattyMatt_> any local engineers can make one?
[03:31:37] <spherspline> I shall ask, anyways, ... Does anyone know of an optimal method for taking a target which has a known or determinable axis which is mounted by human hand to a stage and rotating and shifting it to align the axis for processing, and moreso, do so while rotating it around the axis for imaging and related
[03:32:06] <spherspline> a threadrod?
[03:32:32] <spherspline> the size of the specimen is only a few oz max and requires only 10cm throw
[03:33:42] <spherspline> so, generally, a hexapod like the FEN.HR one or any other for configuring the angles (these lead rods) and then a rotor to spin the pod and position it accordingly with another possibly larger pod to select and interface to machining
[03:34:21] <fenn> MattyMatt_: use roller skate bearings, they're 8mm ID
[03:34:24] <MattyMatt_> sounds like a job for a 4th axis/ gear cutting stage. like a tiny lathe with a stepper
[03:34:26] <spherspline> moreso, I cant get the sim-20 or other simulator to do a range of motion model comparing their (even the demo) tripod to these other models
[03:35:11] <spherspline> matty, its seriously a razor blade at fixed angle on a linear with a rotor lathe if I have to do this by hand
[03:35:29] <spherspline> fenn, did you look into that any more?
[03:35:44] <fenn> into what?
[03:35:55] <spherspline> alternative hexapods
[03:35:57] <spherspline> 2 dys ago
[03:36:01] <MattyMatt_> fenn, are they stiff enough to resist the axial forces? bike wheel ones are combined thrust/alignment
[03:36:16] <fenn> MattyMatt_: seems to work well enough
[03:37:18] <MattyMatt_> not end cups and smooth thrust faces needed?
[03:37:38] <fenn> i used them for my lathe leadscrews
[03:37:53] <fenn> anyway might be easier to find than bike wheel cones
[03:38:13] <MattyMatt_> much easier and cheaper
[03:38:31] <MattyMatt_> unless I find enough dead bikes
[03:38:38] <fenn> or you could just buy angular contact bearings
[03:38:50] <fenn> instead of screwing around with bike parts.. that's idiotic
[03:38:53] <MattyMatt_> they need fancy cups
[03:39:50] <spherspline> also there are few ball joints
[03:40:22] <MattyMatt_> I can push the pressed cups from a bike hub into a hole in wood
[03:40:35] <spherspline> fen, did you suggest this 20-sim ?
[03:40:41] <fenn> i suppose so
[03:40:46] <fenn> i've never used it
[03:41:14] <spherspline> likely why i cant get it to link controls to objects
[03:41:19] <MattyMatt_> tapered roller trust bearings would be good, but I can't get them small enough and they're expensive
[03:41:21] <spherspline> anything else just to do vector angles?
[03:42:13] <MattyMatt_> and I dont have lathing abilities of any sort, but I'll abuse the drill press I'm getting if I win it
[03:42:22] <spherspline> i want to run a full permutation of the sled angles and options for these hexa-whats
[03:43:32] <MattyMatt_> slow drill + fast dremel = makeshift bearing grinder
[03:45:42] <MattyMatt_> I don't see the problem with bike bearings. they are strong, adjustable, servicable
[03:45:58] <Valen> and +-a mm or 3
[03:46:26] <MattyMatt_> 0.1mm repeatability is what I'm after with this machine
[03:48:21] <MattyMatt_> ok, I'll use roller skate bearings on the X axis :) This is an experimental testbed after all
[03:49:10] <spherspline> 20-sim has a poor hexapod and a tripod demo included, but its not wanting to make new ones
[03:50:39] <MattyMatt_> I'll use bike bearings on the Z tho. I have a ~4kg angle grinder needing support
[03:51:53] <spherspline> is there a simple tool that can do vector math based range of motion and basic physical system simulation that you would suggest, any?
[03:52:18] <MattyMatt_> I do my sim in Blender
[03:52:19] <spherspline> and what is the preferred system to control such with?
[03:53:06] <spherspline> ... ive never seen blender do anything but display stupid text boxes, cant find a TS4 backup, and ... what else is there?
[03:53:18] <spherspline> vrml script == just do the math ranges
[03:53:30] <MattyMatt_> Blender Game Engine. there are no interfaces to real machines that I know of, but I haven't looked yet
[03:53:43] <spherspline> id rather just draw it and set a range and let it add its vectors
[03:54:26] <fenn> sorry to disappoint you but it's actually a hard math problem
[03:54:31] <fenn> not just adding vectors together
[03:54:53] <spherspline> maximal range without contradiction with fixed vector solver
[03:55:13] <spherspline> what tool would be easiest just to get a comparison of the 3+ types
[03:55:25] <fenn> i dont know
[03:55:32] <fenn> probably the .hr site
[03:55:38] <spherspline> http://hexapod.zemris.fer.hr/
[03:55:44] <spherspline> their math is missing some critical components
[03:55:56] <fenn> how do you know?
[03:56:02] <spherspline> went through it all 3 times
[03:56:31] <spherspline> i need a basic physical system profiller, any suggestions?
[03:56:44] <spherspline> it has 3-6 linears and some fixed rods and ball joints
[03:56:52] <MattyMatt_> http://img195.imageshack.us/img195/5836/screenshot3wi.png
[03:57:59] <MattyMatt_> that sounds like a homework problem. for a real hexapod empirical data is more important
[03:58:38] <MattyMatt_> ^ link is my machine
[03:59:30] <L84Supper> MattyMatt_ : if you come across a Blender machine interface please let me know
[04:00:27] <MattyMatt_> I can code in python, so I'll be working on it if I can't find one
[04:00:36] <spherspline> all i want right now is to find a design with widest range of motion... i'll handle mechanics later
[04:01:14] <spherspline> MattyMatt_ is there anything that will document a range of travel for an object for blender?
[04:01:27] <MattyMatt_> follow nature. ball joint at the hip, hinge at the knee
[04:02:25] <MattyMatt_> the hexapod kit I've seen only has 2 servos at the hip, and as a result the think can't walk very well
[04:02:41] <spherspline> wrong hexapod
[04:04:14] <MattyMatt_> spherspline yes you can bake motion into IPO, and then scan that with a small script
[04:04:55] <MattyMatt_> like everything else in blender it's all a bit arcane, but it's doable
[04:10:00] <spherspline> i just remembered the cough vrml cough they put up
[04:10:19] <spherspline> so, obviously, correct for the ball joints and stick a motion range on it
[04:12:29] <MattyMatt_> the ranges of the legs will overlap, so it's fiendishly complicated
[04:12:59] <spherspline> isnt there a physics / collision option
[04:13:07] <MattyMatt_> in blender yes
[04:13:17] <spherspline> .. this is why vector addition would be... obviously more effective
[04:13:58] <MattyMatt_> how many collision points/planes?
[04:13:58] <spherspline> [ the topics of interest are these:
http://hexapod.zemris.fer.hr/izracunato/model2/EN_rezultati_model2.htm and
http://hexapod.zemris.fer.hr/izracunato/model1/EN_rezultati_model1.htm which have a vrml included just in case ]
[04:15:05] <MattyMatt_> ah telescope secondaries, not walking hexapods :) shoulda guessed that from kilawaea
[04:17:12] <MattyMatt_> I dunno, that looks like a simple trig problem
[04:18:06] <MattyMatt_> until I start thinking of the nonsimplicities
[04:18:18] <spherspline> check the other one, its a linear with rods
[04:18:44] <spherspline> no, i typically use string bots and anything ground based is either spherical or tracked
[04:19:53] <spherspline> how is "undo" in blender?
[04:19:58] <spherspline> it broke a rod already
[04:20:25] <spherspline> oh wow, major difference in range and angle
[04:20:53] <MattyMatt_> ctl Z for undo
[04:20:56] <spherspline> there is a 3rd type, also linear based sleds, more typical for manufacturing
[04:21:08] <spherspline> tried that, whatever..
[04:21:10] <spherspline> anyways
[04:21:21] <spherspline> I dont think that either of these 3 model types are the most effective
[04:21:41] <spherspline> but the critical factor is the high angle of rotation for the stage and range of motion
[04:21:55] <spherspline> where PI.com's little one can hold wafers under a microscope and thats about it
[04:22:15] <spherspline> .hr's has better range, they solved that 120degr sled angle is best
[04:22:58] <spherspline> the industrial ones can only work within their frame as well, typically as a tripod to keep the stage level for tools
[04:23:13] <spherspline> my issue is far more complex:
[04:23:36] <spherspline> we have to align a random crystal mounted by hand to its C- axis, then center it and rotate it around said axis for cameras and imaging systems
[04:24:20] <spherspline> so, Im assuming an alternative hexapod can handle the angle and displacement, then rotate the pod with the crystal along its axis, possibly with another hexapod similar for more advanced mechanical control
[04:24:22] <MattyMatt_> if you drag down the top menu in blender, you'll see the user options. in Edit Methods turn on Global Undo (turned on is darker blue)
[04:25:00] <spherspline> oh wtf more hidden useless text boxes
[04:25:07] <spherspline> L)
[04:25:25] <MattyMatt_> at least it's shaded these days to look depressed
[04:25:46] <MattyMatt_> blender UI is famously complicated and non-standard
[04:25:52] <spherspline> i'd just assume render the interface in a rendering system???
[04:26:03] <spherspline> (staing the obvious)
[04:26:40] <spherspline> someone (or a text file) mentioned that EMC has a full vector control simulator and machine control system, where is that specific part?
[04:27:24] <MattyMatt_> in the bottom menu panel (by default) there's a row of icon in the menu bar, the 6th one along (last of first group) takes you to the panel with the Render button
[04:27:44] <MattyMatt_> ^more basic blender stuff
[04:27:52] <spherspline> ?
[04:28:23] <MattyMatt_> I haven't even downloaded emc yet :)
[04:28:31] <spherspline> for some reason i doubt blender kinematics is suitable for production engineering... lets see how ... well...
[04:30:12] <MattyMatt_> when I suggested it to a fellow coder doing an engineering degree his response was "Please God No Don't Use Blender For Engineering"
[04:30:13] <spherspline> never mind, blender is simply missing all physics and "bones"
[04:30:30] <MattyMatt_> armatures
[04:30:55] <MattyMatt_> they are there alright. it'll take you weeks to learn where to find them
[04:31:48] <spherspline> i have one, its sitting next to the hexawhats
[04:32:10] <MattyMatt_> i mean in blender :) bones are called armatures
[04:32:20] <spherspline> exacto
[04:33:00] <MattyMatt_> ah, they didn't import from vrml?
[04:33:41] <MattyMatt_> if it's vrml 2 , try one of the 3rd party importer scripts
[04:33:58] <MattyMatt_> none of them are comprehensive, I've read
[04:36:32] <MattyMatt_> and blender changes too fast for 3rd party scripts to keep up
[04:36:56] <MattyMatt_> it has been, hopefully the armatures have settled now
[04:39:10] <spherspline> truespace 7 cant even load any other file types
[04:39:47] <MattyMatt_> blender has importers and exporters galore
[04:43:03] <spherspline> caligari is useless as usual
[04:43:07] <spherspline> what else does basic physics?
[04:44:59] <spherspline> heh. so what connects armatures?
[04:45:10] <spherspline> otherwise I goto thepiratebay.org for mastercam
[04:45:19] <spherspline> or solidworks, its almost as stupid
[04:45:36] <spherspline> im not in the mood for ideas
[04:45:50] <spherspline> and noone has made anything for linux that doesnt involve fixing useless text files.
[04:46:17] <fenn> wah!
[04:46:30] <spherspline> exactly
[04:46:46] <spherspline> but we all know its profitable for the organized crime union labour and capitalists
[04:47:12] <spherspline> im gonna take a rusty razor blade to a stick in a minute at this rate
[04:50:37] <MattyMatt_> student licence for SW is 80gbp per year
[04:50:59] <spherspline> fixing the demo and removing the error is 5 seconds
[04:51:04] <spherspline> 80 secs to download it
[04:51:13] <MattyMatt_> but I wouldn't want to get hooked on sth that costs $4k per workstation
[04:51:14] <spherspline> bsa.org, priceless
[04:51:22] <spherspline> http://ship.baywords.com
[04:53:31] <spherspline> i have fingures and was documented to have figured out quanntification at start of life
[04:53:51] <spherspline> so WhItePOwer can go jump in a woodchipper
[04:54:04] <MattyMatt_> I'll stick with blender. it has its flaws but I know my way around. I got the impression SW is best so I priced it up. my machine will have its own PC in the pedestal
[04:54:39] <MattyMatt_> well I'm a coder, so my attitude to paying coders for their work is a little different
[04:54:59] <spherspline> isnt there supposed to be some royalist thing called EMC that is supposed to do something?
[04:55:48] <spherspline> just get food from jesus and you dont need that bs
[04:56:04] <spherspline> he's even got a supply of koolaid
[04:56:23] <MattyMatt_> ah, tropical island yet still USA >:)
[04:56:26] <spherspline> see ship.baywords.com about crimes against humanity with those patents and fake coders
[04:57:40] <spherspline> if someone would ever do the job correctly, id bring them food myself
[04:58:49] <MattyMatt_> and ballscrews? coders need ballscrews too
[04:59:00] <MattyMatt_> and bike bearings
[04:59:09] <spherspline> i should have just done the vector adder earlier rather than see how many circles fit in circles
[04:59:29] <spherspline> lead screws for this, backlocking
[05:00:01] <spherspline> remind me to go throw something off the cliff at Pride of America at 1911 pm
[05:00:21] <spherspline> its webcam thinks its monday so I dont know where it is yet
[05:00:26] <MattyMatt_> yeah that's one reason I don't mind allthread. high gearing and no backdrive
[05:01:01] <MattyMatt_> that should let me get away with smaller motors
[05:01:07] <spherspline> ya, this crystal thing needs to handle milling and blasting truckee at maximal resoluytion
[05:01:56] <MattyMatt_> so, this is a deathray you're building?
[05:02:12] <spherspline> moreso, once one works, i gotta make a thousand of them for pirating prescious gems and jewels
[05:02:29] <spherspline> nope, did that for another project, not needed here
[05:02:45] <spherspline> just need shiploads of rough asteriated star mineral
[05:02:56] <spherspline> and of course, that and a damned screw
[05:03:22] <spherspline> not like we dont have a high temp facility here... ( Royal Gardens, Hawaii)
[05:03:40] <MattyMatt_> so, you want an acme thread about 10cm long?
[05:04:08] <spherspline> aargh.. UN's HCR asylum security crew is coming through, so its about time for the boat, they have major intl asylum refugees up here who cant be known to cruise ships
[05:04:32] <spherspline> ya, basically, one of the spock or acme or the others, technically 6 at 10cm
[05:04:34] <spherspline> with drive
[05:04:50] <spherspline> with ... I just want a usb plug and a vector controller
[05:05:45] <spherspline> otherwise terrorist dude is out playing with the lava and smoking it up
[05:06:00] <spherspline> Im certainly not saying WHICH .. FRAMED .. GROUP .. they come from
[05:06:19] <MattyMatt_> inkjet printer gives you the hardware except the screw, but you'll need to flash the firmware
[05:06:21] <spherspline> but either way, very few parties will go across the active flow of volcano in the first place
[05:06:37] <spherspline> an H-Bridge and deserializer chip does too.
[05:07:15] <MattyMatt_> what you do depends on what resources you have
[05:07:24] <spherspline> but that thing is 6 lienar drives and 2 rotors, which im certain is not fully needed in that configuration
[05:07:48] <spherspline> is there any vector-capable controllers that anyone would recommend?
[05:08:27] <spherspline> -- i usually use cameras for active tracking, but this one might be complicated with such high res cams and microscopes and all
[05:12:44] <spherspline> otherwise im gonna try framsticks again
[05:12:48] <MattyMatt_> it looks like simple trig again. you know where you want the head, and you know where the base is. all you need is the position on the track where the length is right
[05:13:46] <MattyMatt_> assuming ball joints everywhere
[05:14:36] <spherspline> yes
[05:14:41] <spherspline> and framstick named fred is about to do it
[05:14:52] <spherspline> feel free to try as well, they are simple designs
[05:15:25] <MattyMatt_> I gotta start cutting some wood, while my simple design is still fresh :)
[05:15:48] <MattyMatt_> still too early. I'll wake my neighbours
[05:16:30] <spherspline> lol framstick designer already has the part done
[05:49:07] <spherspline> fram aint workin as usual
[06:09:31] <spherspline> ok, nothing on the planet is allowed to add vectors
[06:09:43] <spherspline> including things like arm and leg motion
[09:15:17] <piasdom> g'mornin all
[09:24:09] <piasdom> what time zone is the emc log?
[09:26:45] <celeron55> seems to be UTC
[09:27:05] <celeron55> if you mean this?
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/
[09:31:11] <piasdom> celerron: yes...the log for emc....i'm central and i can't find what i'm looking for by time
[09:31:33] <piasdom> oops celeron55
[09:48:44] <piasdom> celeron55; thanks
[10:41:48] <MarkusBec_away> MarkusBec_away is now known as MarkusBec
[13:58:42] <tomp> tomp is now known as tom3p
[13:59:28] <tom3p> home again home again jiggety jig
[14:51:47] <archivist> wee tea boy timed it well, /me just finished changing heater plugs in car, came in hot coffee ready
[16:31:49] <dr_head> the doctor is in.
[16:33:41] <dr_head> wow, snow leopard is totally fucking up my dual head display.
[16:36:35] <dr_head> ...even to the extent that i typed all that in the wrong channel, sorry.
[16:40:30] <cradek> leopards are attacking and you are wasting time typing here??
[16:44:18] <AchiestDragon> get a simlar problem with my cat , but the cat usualy stomps accros the keyboad ,, or presses the mouse buttons
[16:45:45] <AchiestDragon> you return to find that you pc has 80 instances of a window open ,, and is struggling for memory trying to open anther 80
[16:46:45] <archivist> strange head on this item 200390016166 emco mill
[16:49:02] <cradek> interesting. one photo shows something that looks like BT30 (?) holders with retention knobs. I wonder if they all spin ... somehow?
[16:49:18] <archivist> I wondered that
[16:49:42] <cradek> yep very strange
[16:51:59] <AchiestDragon> well looks like the machine i just built will be returning to the scrap pile a bit sooner than i hoped
[16:52:53] <archivist> are you learning about rigidity the hard way
[16:53:38] <AchiestDragon> the 19" rack mount sliders are not realy sutable plus the screws that hold them vibrate loose in use , theres about 1mm of backlash on the leadscrews , and the dremel mounting is too flexible , but the frame is stable
[16:54:23] <AchiestDragon> its eather modify it to take better sliders and fix the backlash , or build another i gues
[16:55:03] <AchiestDragon> archivist: had the bits to make it already in the scrap pile here so nothing lost
[16:55:27] <cradek> if everything goes perfectly the first time, you learn nothing :-)
[16:55:34] <archivist> I add scrap to stiffen
[16:56:09] <AchiestDragon> i have qute a bit of "scrap" that i use a bit like drill your own mechano for experimenting with
[16:57:06] <LawrenceG> logger_emc, bookmark
[16:57:06] <LawrenceG> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2009-10-07.txt
[16:58:47] <AchiestDragon> when bits of "scrap end up with too many holes in or are unusable for much they get weighed in and exchanged for more usable bits
[16:59:54] <AchiestDragon> but better to build a prototype from scrap bits to see where problems are
[17:12:07] <AchiestDragon> anyway , cheap sliders look to be out ,, the method i used on the old machine
http://www.whipy.demon.co.uk/dscf2312.jpg is better by a long way
[17:13:22] <AchiestDragon> just the rail assembly on that takes up quite a lot of space
[17:20:34] <archivist> cradek, 290357229506
[17:22:07] <AchiestDragon> what do the the numbers referance to ?
[17:22:21] <cradek> archivist: looks slick, but won't be affordable
[17:22:30] <cradek> AchiestDragon: that is an ebay auction
[17:22:50] <archivist> watch it, you never know
[17:24:03] <cradek> will do
[17:50:03] <Mire> I'm needing advice about spindle RPM, commanded vs. actual
[17:51:49] <Mire> I have a variable speed pulley xmission inline, so I can cnange it by hand
[17:53:08] <Mire> spindle encoder shows increase in rpms, but motor speed does not follow commanded value, seems to just go in steps
[17:55:01] <Mire> I had the idea it would be a closed loop, and that VFD could be made to track commanded RPM, even if I adjust varispeed to affect torque or vibration.
[17:55:18] <Mire> Can it be made to work that way?
[17:55:20] <robh_> EMC will output commanded speed and does not try and compensate by following actual to commanded with out you making it a closed loop command
[17:56:06] <Mire> In my case, a closed loop would be nice.
[17:57:31] <Mire> Another question I had concerned scaling the spindle encoder output.
[17:57:37] <robh_> depends what u want to archive here , but most VFDs take encoder input and will then track the command vs actual to around 0.01% depends on make etc but i would not try and varie it with the xmision pully as could quite upset it id take it out and varie it with EMC only
[17:58:03] <robh_> as VFD should compensate its self for load etc depends w hat mode it is in, vector control? or just standard frequency control
[17:59:03] <Mire> automation direct GS2 is freq control if im not mistaken.
[18:00:09] <Mire> Hardnge HNC has pulley set built like a tank. I'm keeping it unless it shuts me down w problems.
[18:01:20] <Mire> but i might nail it to one spot.
[18:01:26] <robh_> i pulled mine out and bined it along with its stepper VFD will take care of that when i get it done, using a modern inverter is going to give u many advantages to not need to worry about it if u ask me,
[18:05:05] <Mire> power train is solid. no need to remove parts :) But i'll take those advantages, too, as I learn what they are. VFD is an amazing invention.
[18:07:05] <Mire> For now I am having a problem with scaling. I had the idea that rpms are counted off the index pulse of encoder and should read about as accurate as the crystals in the computer.
[18:07:36] <Mire> but that is not what I see...
[18:11:25] <nostahl> hi guys
[18:12:29] <nostahl> this room fairly active? im looking to build my first project
[18:12:47] <Mire> it can be
[18:12:55] <Mire> have you done this before?
[18:12:59] <nostahl> nope
[18:13:08] <archivist> there are a number of self builders here
[18:13:17] <nostahl> about all i've done so far is read the easy mill instructable at instructables.com
[18:13:55] <nostahl> i want to build one big enough to make different sized acrylic rulers, drafting kind
[18:13:59] <nostahl> and pcbs etc
[18:15:56] <nostahl> later on play with the laser heads too
[18:16:02] <Mire> it's pretty doable. have you looked at emc software?
[18:16:52] <nostahl> http://www.instructables.com/id/Easy-to-Build-Desk-Top-3-Axis-CNC-Milling-Machine/
[18:16:58] <nostahl> i havnt dl'ed it yet
[18:18:03] <Mire> go for a liveCD or USB boot. very painless, provided you arent afraid of linux.
[18:18:19] <nostahl> from what i understand the setup is fairly easy? i just input whatever type of allthread i use and zero it out?
[18:18:29] <nostahl> been ruunning linux for years now
[18:20:00] <nostahl> anyone have a link to these anti backlash nuts i've been reading about
[18:20:44] <Mire> then, it's rtfm my friend. i haven't looked at the structable yet so i don't know how complete the picture is
[18:21:31] <nostahl> its an interesting design
[18:21:36] <nostahl> water pipe used for the frame
[18:21:51] <nostahl> with a pipe flange to hold the top axis
[18:22:20] <nostahl> there's a youtube video on the last slide of it running
[18:24:31] <robh_> mire, sorry went get tea, what is problem with scale?
[18:25:11] <robh_> archivist, are you still looking to go to the expo on Friday?
[18:25:48] <archivist> looks like it but could change days
[18:26:04] <archivist> ticket has arrived!
[18:26:09] <robh_> Fri would be ok with us
[18:26:24] <archivist> ok Fri it is
[18:27:02] <archivist> just disassembling the mill ready to take home
[18:27:36] <robh_> ok so confirmed. i will add it onto the mailing list let any one else know
[18:28:05] <robh_> thats funny i just spent day putting mine back together, putting new VFD on it
[18:28:28] <archivist> end of day job here time to cart home
[18:28:38] <Mire> robh: in short, i am noobie at this but am a machinist, I have HNC like radek's and he helped me along by giving me his config files. Spindle encoder is one of the only items not identical between our machines. I got wildly high RPM reading, so I dug for the scale and tweaked it until it seemed close.
[18:28:59] <Mire> this perplexes me because I thought rpm was calculated in an airtight way.
[18:29:25] <Mire> I thought z pulses per time, done.
[18:29:51] <archivist> does it see all pulses... diagnosis time
[18:29:56] <robh_> what hardware are you using?
[18:30:04] <robh_> parallel or mesa or other?
[18:30:26] <Mire> automation direct GS2 VFD. Mesa boards
[18:31:36] <BJT-Work> Mire: are you using the GS2 driver?
[18:32:22] <Mire> i think so.
[18:33:11] <Mire> sorry for the squishy answer. as i said, i copied the config files.
[18:33:52] <Mire> it seems to work like a dream. it's just reading wrong.
[18:34:05] <robh_> how many counts is your encoder? is it quad? A /A B /B
[18:34:40] <robh_> counts per rev of encoder that is
[18:34:54] <BJT-Work> I was just wondering I did a little tiny bit of tweaking on that comp but have not hooked my drive up yet
[18:35:10] <Mire> differential outs AA' BB' ZZ'. very standard shaft encoder.
[18:35:45] <Mire> dont know counts per rev. I had assumed it would be a binary number but now I'm less certain
[18:36:02] <robh_> on side it may say how many pules/rev it is
[18:37:27] <robh_> untill you set the right encoder scale it will be out, unless it has a model number on it which may give you a clue or google may help
[18:37:35] <nostahl> do all three stepper motors have to be matched or does emc let you adjust for different pitches andsuch?
[18:37:48] <Mire> I thought I'd looked but maybe I have to look again. drat, that takes wrenches.
[18:38:38] <Mire> nostahl: people stitch together unholy mismatches with this software. knowledge is the limit, as always.
[18:39:20] <robh_> pitches and such? meaning
[18:39:45] <nostahl> k
[18:39:47] <robh_> mire i know what you mean they are never in best of places im just doing a Hardinge superslant convert
[18:41:26] <Mire> nostahl: get software. play with it. visit an industrial machine shop. If this still seems fun after all that, you'll find all the help you can use here.
[18:41:31] <robh_> mire, word of throught did you take encoder.xx.velocity pin, and change it to RPM with a scale factor so you see RPM not encoder velocity
[18:48:32] <nostahl> is there a chart somewhere that says where you can salvage stepper motors big enough for such and such uses ie if you want to build one for pcbs or woodworking and such?
[18:50:15] <archivist> not seen one
[18:50:35] <robh_> its all down to what you want to drive, how much force you need to move more than anything i dont know of any charge but thoes that use steppers might
[18:51:05] <archivist> I bought new steppers, but the machine is made from scrap etc
[18:51:06] <Mire> rpms as reported in VCP, as configured by cradek. I've beed careful about comprehending before changing. encoder is turned by a belt off the spindle but I'd bet five bucks it's 1:1.
[18:51:27] <cradek> yes it's definitely 1:1
[18:51:52] <Mire> my question is, can't i get rpms off the z pulse and eliminate any guesswork?
[18:52:18] <cradek> you can certainly read velocity from the encoder
[18:52:18] <robh_> but ud still need Pulse/rev for CS and any spindle sync
[18:53:37] <Mire> cradek: can motor speed be made closed loop to compensate for varispeed changes?
[18:54:21] <Mire> or is that a bad/complex/pointless idea?
[18:54:33] <cradek> Mire: in theory, yes. my experience is that because the response is so slow, it's hard to tune a pid loop used that way. it's easy to get oscillation if you're not careful.
[18:55:06] <cradek> if you do, be sure you do not use ddt of position for velocity estimation, since position resets sometimes (when you do spindle synced motion)
[18:55:24] <cradek> ddt of position is ok for a readout where you don't care if it glitches in those cases
[18:55:46] <cradek> I bet the encoder velocity output of the mesa is index-safe but I haven't tried it.
[18:56:25] <Mire> since we are really talking about a scaling change between runs, maybe a script could test and set the scaling before each run; best of both worlds, no PID at all.
[18:56:26] <cradek> my lathe config was started before hostmot2, so I bet I am still using a ddt for velocity - you have better options
[18:57:10] <cradek> if you try it, let me know how it works - I'd like it to work that way too.
[18:57:17] <cradek> (I mean with the pid)
[18:57:54] <cradek> are you just going to put a crank on the varispeed ballscrew?
[18:58:04] <cradek> (I know it has a motor but I don't know what it is)
[18:58:56] <nostahl> how big of workspace do you guys think i'd be able to manage using 1 1/2 iron water pipe and fittings for my framework
[18:59:03] <Mire> I'm considering it. but the motor on mine is in such good shape I'd feel guilty tearing it off.
[18:59:23] <cradek> Mire: is it a stepper motor? I never even looked at it.
[18:59:37] <cradek> seems like it must have a brake, if not
[19:00:23] <Mire> i think so, it has that frayed steel cable feel when you turn it. No brake when not powered, it will roll right down to the bottom.
[19:01:05] <Mire> ever have any trouble with your turret?
[19:01:40] <cradek> if it sits for a long time, it takes a couple spins to "warm up"
[19:01:46] <cradek> it spins slowly at first for some reason
[19:02:04] <cradek> but after 1-2 full turns it's always fine
[19:02:18] <cradek> it's probably those silly air motor things being worn out
[19:02:25] <robh_> if only could find a nice DC motor to replace them blumin airmotors
[19:02:41] <Mire> mine just leaks like a seive, but I've got a new valve on the way.
[19:02:41] <cradek> yours doesn't work right?
[19:02:56] <cradek> yep the lathe uses a lot of air, especially when the collet is open
[19:03:20] <cradek> my part chute is finicky too - doesn't always do its thing in a timely way
[19:03:21] <robh_> they are known for braking the gears inside brake too easy if you treat them bad in gear box, or the finds brake on airmotor
[19:04:16] <Mire> do you actually use the part chute? I'm riggin up an 18" bimba cylinder for barfeed off that circuit instead.
[19:04:41] <cradek> yes I do - it's very nice
[19:05:11] <cradek> otherwise the little parts disappear in the detritus
[19:05:12] <robh_> unless like finding little parts in lots of swaf i guess when make bits that are smaller than the swaf :)
[19:05:47] <cradek> ("how many did it cut again? are you sure?")
[19:06:10] <archivist> robh_, less than swarf
http://www.collection.archivist.info/archive/djcpd/PD/2009/2009_08_13/verge/P1010320.JPG
[19:06:12] <robh_> whast EMC needs a aprt counter
[19:06:16] <Mire> well i take back all the mean things i said about mine!
[19:06:54] <Mire> I've got a bunch of mac valves maybe i'll do both.
[19:07:02] <cradek> robh_: what you need is a new keyboard, sheesh
[19:07:08] <robh_> archivist, thats what im talking about :)
[19:07:59] <robh_> keybaord and brain i think :)
[19:08:06] <archivist> :)
[19:08:18] <archivist> many attempts
[19:08:43] <robh_> hope worth more than the 10p too
[19:08:58] <archivist> losing swarf size parts is a pain
[19:09:04] <archivist> 5p
[19:09:52] <archivist> should have had the coin the other way up
[19:10:35] <cradek> archivist: same crown wheel program you used in that youtube video?
[19:11:03] <archivist> no, cant get a thin enough slitting saw
[19:11:18] <cradek> ah
[19:11:26] <archivist> so hand ground up fly cutter to shape
[19:11:37] <archivist> and dive in
[19:12:17] <archivist> the hole in each is .8mm
[19:12:17] <robh_> nice bit of work there
[19:12:18] <cradek> do you ever make a cutter by turning the profile on the lathe and then milling teeth and filing relief? I've always wanted to try it but haven't.
[19:12:36] <cradek> or do you not have a cnc lathe? I forget
[19:12:56] <archivist> ex boss has I tend to dremel free hand
[19:13:08] <spherspline> anyone have matlab on a vnc box?
[19:13:22] <archivist> cnc lathe is last couple of weeks!
[19:13:23] <cradek> for one tooth that's fine I bet - if you want multi tooth you're out of luck
[19:13:44] <spherspline> http://www.parallemic.org/Software/6PUS/PUS.zip
[19:14:21] <archivist> I did a 4 tooth cutter for a v slot by lathe, hardened and then dremel
[19:14:46] <archivist> about 4mm dia
[19:15:15] <cradek> brb
[19:18:29] <Mire> I say an old Navy guy make an obscure tap the way cradek described above. He was cutting al casting so he got away using plain steel. rough but functional.
[19:19:14] <archivist> I did a tap as well but the flutes were a dremel job again
[19:20:15] <archivist> I had to make an odd pitch for a french clock, now I have cnc screw cutting thats going to be simple
[19:20:52] <Mire> I bought a funky universal grinder along w my mill. has anybody run one of those by emc? should be just like mill i suppose
[19:21:30] <archivist> that would make a nice tool making machine
[19:21:33] <cradek> yeah I've had to make some very odd threads too - measured in some old standard called "milimetre" or similar - I think it was french or something - cnc to the rescue
[19:22:59] <archivist> old screws back in the 17-1800's were made in a screw plate, so each screw maker had his own pitch
[19:23:00] <Mire> Elite AR5E. a spainish machine. We call it the arse cuzz it aint done one useful thing yet.
[19:23:02] <cradek> archivist: do english watches generally each have their own screw thread pitch?
[19:23:05] <MattyMatt_> if only an inch was 25.6 instead of 25.4
[19:23:16] <cradek> heh, that's just what I was asking
[19:23:38] <archivist> not just watches
[19:23:44] <cradek> MattyMatt_: it has changed over the years... doubt we'll see another change
[19:24:24] <archivist> inch standard is now based on metric standard so its fixed
[19:24:47] <MattyMatt_> yeah my grandard was a toolmaker and fitter. his standard inch was 25.39sth
[19:25:30] <MattyMatt_> I inherited his tools, unfortunately I lost them in a house move
[19:25:40] <archivist> I remember the .39 but it moved a nats many years ago
[19:26:25] <MattyMatt_> I'm getting all metric tools. it's modern
[19:26:48] <Mire> i've always had trouble finding them.
[19:26:50] <cradek> http://en.wikipedia.org/wiki/Inch has no history of the inch ... bizarre
[19:26:58] <archivist> Im completely mixed metric and inch
[19:27:19] <MattyMatt_> I have a one (modern) inch micrometer I'll try and swap it for a metric one
[19:27:47] <MattyMatt_> UK has been offically metric since the 1890s :) he are just now actually moving
[19:27:47] <archivist> vernier with inch/mm button rules
[19:28:25] <fenn> cradek:
http://en.wikipedia.org/wiki/Inch#Historical_origin ?
[19:28:27] <MattyMatt_> he/we
[19:28:30] <archivist> BA is a metric system else we were mainly inch all the way to the 70's
[19:29:31] <cradek> fenn: specifically I wondered how it compared to the meter over time; I know it changed several times but they are not listed.
[19:30:04] <MattyMatt_> my friend has bought a Triumph 350 just like the 500 I had. That'll be my only brush with BA
[19:30:31] <cradek> This was a point also made by George Long in his 1842 Penny Cyclopædia, observing that standard measures had since surpassed the barleycorn definition of the inch, and that to recover the inch measure from its original definition, in the event that the standard measure were destroyed, would involve the measurement of large numbers of barleycorns and taking their average lengths.
[19:30:36] <cradek> hahahaha
[19:30:55] <fenn> well at least they were trying to be scientific about it
[19:31:46] <MattyMatt_> pre-Darwin, so they had no idea barleycorn changed over time
[19:39:27] <MattyMatt_> is mounting an angle grinder (with a wider stone wheel) on a router table a bad idea for a surface grinder?
[19:40:20] <Mire> cradek: I've managed to tune my FError down under .002 @100ipm. You did better. how good does it get?
[19:40:31] <Mire> matty: stiffness is key.
[19:40:53] <MattyMatt_> ah gotcha. the crown bear and bearing will wobble
[19:41:14] <cradek> Mire: according to my ini file, it stays safely under .0015 at 250ipm
[19:42:12] <cradek> or maybe under .002 - I forget how those two numbers work
[19:42:50] <cradek> probably there are little spikes when it jerks (beginning and end of acceleration phase) but otherwise it stays very close (.0002?)
[19:48:22] <robh_> hows ur mill doing cradek get it moving around good now?
[19:49:16] <Mire> forgive me my lathe is in the other room...
[19:49:53] <cradek> robh_: I finished moving it into the shop monday. I'm working on its permanent power wiring now. It will be running again any day now
[19:51:08] <Mire> cradek I get a spike then a constant lag of several div at 1m/div, i take that to mean thousandths of an inch.
[19:51:51] <cradek> Mire: wish I could see your screenshot
[19:52:01] <cradek> * cradek loans Mire a network cable
[19:52:08] <robh_> grate, i got new VFD for ours monday finshed fitting it today just waitign on brake resistors now 3sec from 6k to 0 is long time
[19:52:53] <cradek> consistent and stable following error during constant velocity (cruise) means adjust FF1 in EMC or tach gain on the amp
[19:53:05] <Mire> sneakernet rite now... maybe i shd dredge up that 100'ethernet cable...
[19:53:31] <archivist> well worth getting it networked
[19:53:43] <cradek> so true
[19:54:07] <archivist> mine get connected to network first now
[19:54:43] <Mire> I will then. wonder if wireless to USB is feasible.
[19:56:18] <MattyMatt_> some wireless routers have one USB port for a printer
[19:56:30] <MattyMatt_> that could be repurposed
[19:56:59] <cradek> http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&item=160367338075
[19:57:00] <MattyMatt_> and you get all those free ethernet ports
[19:57:08] <cradek> screw usb
[19:57:24] <cradek> these things are dirt cheap and just go to the ethernet port
[19:57:39] <cradek> they just work, no screwing around
[19:57:41] <archivist> I likes WIRE
[19:57:57] <cradek> yes only use this if you can't get a wire there!
[19:58:10] <cradek> my garage is not wired, had this on top of the mill all during the retrofit
[20:00:10] <Mire> better would be to use EEEpc for firewall. null modem wire between ethernet ports. EEEpc already works. I am just too dim to hack the configuration. Maybe i need to lean on that awhile instead.
[20:02:34] <MattyMatt_> I toyed with the idea of buiding a Nintendo DS into mine as the motor controller. that's wifi only
[20:02:59] <Mire> then i can apt-get my way through the dependency checks when compiling source:)
[20:05:17] <MattyMatt_> touchscreen would be nice, but there's room in the pedestal for a PC mobo so I'm using that
[20:09:01] <MattyMatt_> I hear disaster stories about tables with no end switches , bending their leadscrews, so if I could get that level of smarts in ROM I'd be happier
[20:10:40] <MattyMatt_> one of these inkjets I raided has 80188, and 2 stepper drivers already
[20:12:23] <MattyMatt_> I found a daisywheel typewriter today. 3 steppers but all puny, it's a modern one
[20:13:55] <MattyMatt_> when I've got a dozen, I could have 2 rows under the table, running on toothed rails
[20:14:46] <archivist> for muscle you need to buy the steppers, only big old lasers had bigish steppers
[20:15:12] <MattyMatt_> dot matrix were OK
[20:15:27] <MattyMatt_> especially the industrial 15" wide ones
[20:16:21] <MattyMatt_> I had one on 3 inch centres about 3 inches long
[20:17:46] <MattyMatt_> that size are 250 gbp new :p
[20:17:57] <archivist> dont see many to take to pieces though /me used to work in the printer industry
[20:18:02] <AchiestDragon> the ones in the early plotters where quite heavy ones and a bit higher rated than those used on the 8"floppies
[20:18:58] <AchiestDragon> the head drive ones on the old 12" hdd platters i know where higher rated than eahter ,, but dont see many arround
[20:19:17] <MattyMatt_> 8" floppies used similar size to 8" dot matrix
[20:19:47] <MattyMatt_> iirc
[20:19:59] <AchiestDragon> i have a set of 3 that are the 8" flopy type ,, there only 64oz/in though
[20:20:00] <MattyMatt_> momma was still using 8" 10 years ago
[20:20:24] <MattyMatt_> I was away when she scrapped it all tho. 4 drives
[20:21:08] <AchiestDragon> 24V 0.18A 1.8deg step
[20:22:11] <AchiestDragon> 50mm spacing fixings ,, nema23 size i think
[20:22:38] <MattyMatt_> the best one from Microline 92 printer is 4V 0.9A 1.8deg
[20:22:53] <MattyMatt_> I think that's nema 34
[20:23:11] <MattyMatt_> if it's 47mm square
[20:23:39] <AchiestDragon> 2" spacing thought that was what the 2 stud for
[20:24:21] <MattyMatt_> I haven't thought in terms of diagonal measurement, but I should as all these little ones are 2 hole
[20:24:27] <AchiestDragon> got 3 on the desk in front of me
[20:26:12] <MattyMatt_> yeah nema 34 is 66 across the centres
[20:26:19] <MattyMatt_> this one is anyway :)
[20:27:01] <MattyMatt_> 67
[20:28:14] <MattyMatt_> the leadscrew is attached, it makes measuring at my desk difficult
[20:29:34] <spherspline> fenn and all, this is the target material that must be rotated using the hexawhats
http://sites.google.com/site/asteriatedcom/
[20:30:44] <AchiestDragon> http://www.whipy.demon.co.uk/dscf2344.jpg
[20:32:14] <AchiestDragon> hole centers on a 48mm square
[20:34:30] <AchiestDragon> got them aobut 4 years back new ,, tried them on the desk a few times decided they did not have enough power so not used them since
[20:39:39] <MattyMatt_> yep that's nema 23 my mistake. that's what I have but not as long as yours, so maybe this won't work so well
[20:40:12] <MattyMatt_> I'll sell wordcarvings until I can afford better ones :)
[20:40:18] <MattyMatt_> w00d
[20:42:41] <AchiestDragon> the ones i use are the "220Ncm - 10mm Shaft - Hybrid Stepper Motor" ones 4th one down the page
http://www.arceurotrade.co.uk/Catalogue/Stepper-Motors/Stepper-Motors
[20:44:19] <AchiestDragon> about 168lb/in i think is the converson
[20:46:03] <MattyMatt_> dual shaft would be nice, for handwheels
[20:46:33] <MattyMatt_> duh, I can just put them at the other end :)
[20:47:06] <MattyMatt_> except my frame is stronger at the motor ends
[20:52:08] <AchiestDragon> well the ex managed to roll her car over today ,, total write off ,, with kidlet in ,, neather was hurt thankfuly ,,, 4th car this year
[21:01:51] <AchiestDragon> thinks i should enter her into the local demolition derby events
[21:02:45] <archivist> restraining order on her driving licence
[21:03:21] <AchiestDragon> no but bet she cant afford what they ask for insurance next year
[21:04:04] <archivist> mine was bad enough at £240
[21:05:05] <AchiestDragon> mine is £360 but it is a catagary 18 and thats full no claims
[21:06:45] <AchiestDragon> just glad its a pre 2001 or it would be £400 a year tax also ,, its £180 tax
[21:07:49] <archivist> ive just been through the annual pay though the nose loop to keep the car on the road
[21:07:51] <MattyMatt_> my 1.3 fiesta doesn't have a catty. I think I'm no longer gonna get small-car discount on tax
[21:09:10] <MattyMatt_> is it still 26 years for a classic?
[21:09:11] <AchiestDragon> the jeep does have the cat it was fitted as standard even though it was not compulsary here for the year
[21:09:33] <AchiestDragon> dont know they keep changing it
[21:11:30] <AchiestDragon> had a s3 landrover that was 1 year off the free tax when they first brhought it in but then they changed it so it so it did not qualify ,, got shut of it not payed much attention it since
[21:12:34] <AchiestDragon> although always fancided a sereis 1 landrover , finding one in good condtion at a fair price is not easy
[21:13:06] <AchiestDragon> i have a habbit of mountain climbing in them , offroad
[21:13:09] <MattyMatt_> you can make one out of 3mm alu plate, surely :)
[21:13:21] <archivist> I can sel you a mixture of a 1A but you would have to reposes it :)
[21:13:27] <MattyMatt_> no complex curves
[21:15:06] <AchiestDragon> done a chassy change on a s2 with leaf to coil conversion , posible in a couple of weekends , if you got the space
[21:15:46] <archivist> mine is an 88 body on 86" chassis
[21:16:07] <AchiestDragon> bult a 1600 cc vw based trike some years back now
[21:16:33] <AchiestDragon> from scratch , other than the engine and box
[21:17:07] <AchiestDragon> dont have space anymore to do that sort of thing
[21:17:31] <MattyMatt_> good plan. I was getting a frame built for one and the frame builders stole my frame and the engine
[21:17:55] <MattyMatt_> Yam XS1100
[21:19:01] <MattyMatt_> yeah space is good. I'm building a big garage for a friend and I'm talking him into a full length gantry :)
[21:20:09] <MattyMatt_> not very successfully so far, but wait until he sees my woodcarver
[21:20:39] <AchiestDragon> did build this this year though
http://www.whipy.demon.co.uk/dscf2277.jpg
[21:22:11] <MattyMatt_> for camping?
[21:22:42] <MattyMatt_> it looks functionally identical to a caravan to me, except for the spare where the gas bottle goes
[21:22:47] <AchiestDragon> yea and a mobile radio shack its all screened with aluminum
[21:23:16] <MattyMatt_> neat
[21:23:39] <AchiestDragon> its designed to go where ever the jeep will ,, a caravan just is too wide and does not have the ground clearance
[21:24:03] <MattyMatt_> yeah, I spotted that
[21:24:07] <AchiestDragon> cost £200 in total
[21:24:17] <MattyMatt_> nice
[21:24:52] <AchiestDragon> although only had chance to use it one weekend this year
[21:25:12] <MattyMatt_> did you start with a trailer with 5 stud hubs?
[21:25:35] <AchiestDragon> started with an axle
[21:27:14] <MattyMatt_> it just needs a skin of ribbed alu now :)
[21:27:26] <AchiestDragon> theres a steel frame 2" square 5mm box section thats covered with some thin aluminum sheet (about the thikness of bear cans thats covered in ply ) the roof is covered in ali sheet also on the outside ,,
[21:27:59] <MattyMatt_> Airstream style
[21:28:15] <AchiestDragon> i need some more of the ali foil tape to replace the other on the side then going to clear laqure spay it to give it a water tight gel type coating
[21:28:47] <MattyMatt_> yacht varnish is good
[21:28:51] <MattyMatt_> and cheap
[21:28:52] <AchiestDragon> like it as it is ,, its my shead on wheels as some people call it
[21:29:18] <MattyMatt_> that's an accurate description of all caravans
[21:29:33] <AchiestDragon> its not quite a caravan as its still a trailer so get a cheaper rate at camp sites
[21:32:40] <AchiestDragon> 2 weeks build time , could of been 1 but had to wait for scrap yard to move a car so could pull the axle off it
[21:33:15] <MattyMatt_> scrappies round here won't let you help yourself anymore
[21:33:39] <MattyMatt_> it's all getting a bit urban
[21:33:55] <AchiestDragon> some places are like that
[21:34:36] <AchiestDragon> a bit out in the sticks here so not so bad
[21:35:48] <MattyMatt_> so I'll go to an out-of-town scrapyard next time :)
[21:36:09] <MattyMatt_> I hadn't thought of that before. I was blaming EU
[21:36:18] <AchiestDragon> where are you
[21:36:42] <MattyMatt_> north wirral. over the mersey from liverpool
[21:36:44] <AchiestDragon> near wrexham here , north wales
[21:37:16] <MattyMatt_> yeah wrexham is "out in the sticks" from here :)
[21:37:17] <archivist> used to be a good scrappy in wrexham
[21:37:32] <archivist> bits in tea chests
[21:38:40] <AchiestDragon> http://clwydbreakersltd.co.uk/ is the one i go to ,,, there near ruabon about 5 miles out of wrexham
[21:39:09] <AchiestDragon> just passed there place is a metal scrap yard that also lets you hunt arround for bits
[21:40:15] <AchiestDragon> alumuinium at £1 per kg brass and stainless steel at £1.20 per 1 kg last time i was there last month
[21:40:45] <AchiestDragon> they have a far bit of 10mm thick ali plate arround
[21:41:11] <MattyMatt_> sweet. I don't think my table will handle that tho
[21:41:26] <AchiestDragon> but air products that sends most of it there is going bust so going to be a lack of it soon
[21:41:29] <MattyMatt_> so I'll have to cast the mk2
[21:42:10] <AchiestDragon> its what i was going to buld the main cnc from
[21:43:07] <AchiestDragon> that and 100mm by 50mm by 10mm thick aluminium channel section
[21:43:29] <AchiestDragon> but looks like i am going to have to switch to steel box section
[21:43:40] <MattyMatt_> does ali compare with steel or cast iron for stiffness?
[21:44:18] <AchiestDragon> at that thickness and the machine power i was aming for yea
[21:44:38] <AchiestDragon> working on a design with about a 500W spinde
[21:44:48] <MattyMatt_> wouldn't steel be better, cheaper and easier to weld, is what I'm asking
[21:45:00] <AchiestDragon> yea but heavy
[21:45:28] <MattyMatt_> build it in-situ :) on concrete piles
[21:45:35] <AchiestDragon> was looking for a "light" desktop machine with a 2foot by 1foot by 1foot 3axis capacaty
[21:46:14] <MattyMatt_> my wooden machine about that size is getting its own legs
[21:46:28] <AchiestDragon> with the option to add a couple of 8" rotary tables to make it 5 axis with a 8" cube capacaty
[21:46:44] <MattyMatt_> sphere >:)
[21:47:32] <AchiestDragon> and the abilaty to machine brass /steel posiblaly stainless although only small cuts on those
[21:48:16] <AchiestDragon> i dont have room for a lathe + mill + larger router
[21:48:54] <MattyMatt_> my friend will in his garage. he's tempted by a torchmate
[21:49:25] <AchiestDragon> and need to be able to do sculptured 19" rack mount pannels from aluminium plate in 3 axis , and impellor props for model trubines in 5 axis
[21:50:06] <AchiestDragon> only have a 6foot square brick outhouse for a workshop
[21:50:06] <MattyMatt_> my wooden one will do panels hopefully
[21:50:25] <spherspline> http://sites.google.com/site/asteriatedcom/
[21:50:27] <spherspline> plaything
[21:50:41] <MattyMatt_> I'm gonna paint mine IBM blue so it looks like it belongs indoors :)
[21:51:40] <AchiestDragon> i realy would like to use the machine indoors
[21:52:03] <archivist> spare bedroom
[21:52:14] <AchiestDragon> can with it if dremel powered but anything bigger and not
[21:53:00] <AchiestDragon> i live in a flat so noise would be a problem
[21:54:15] <MattyMatt_> the hoover will drown out the dremel
[21:54:28] <MattyMatt_> just opearte it in the mornings
[21:55:21] <AchiestDragon> yea the guy downstairs says its like im playing some f1 racing game on the ps3 with the volume up a bit when i have been testing the cnc i just built
[21:55:24] <MattyMatt_> "isn't he an engineer? can't he do somthing about that hoover? it sounds like it's got a drill in it"
[21:57:03] <MattyMatt_> momma's house is big, but it's momma's
[21:58:00] <spherspline> anyone have ideas on how best to mount these?
http://sites.google.com/site/asteriatedcom/c-axis
[21:59:03] <MattyMatt_> rotary table, cameras, software
[22:00:34] <spherspline> a: what software
[22:00:37] <spherspline> b: what cameras
[22:00:39] <MattyMatt_> once you've generated a rough 3d model, use that for probing accurately
[22:00:52] <spherspline> c: check the axial requirement for the crystallography system
[22:01:02] <spherspline> yes, exactly
[22:01:10] <MattyMatt_> a) Photomodeler Lite (free but hard to find) b) cheap webcams
[22:01:41] <spherspline> exactly, i just do a regular extrap pixle
[22:02:29] <spherspline> laser pointer, projector, etc
[22:02:33] <spherspline> never liked theirs
[22:03:16] <MattyMatt_> you want a mount that rotates the specemin?
[22:03:55] <spherspline> its easier than mounting lapidary tools
[22:03:57] <spherspline> cannons
[22:03:57] <spherspline> etc
[22:04:13] <spherspline> the point of this is to use existing cameras and tooling
[22:04:22] <spherspline> if the diamond grit is rotating over there, touch it.
[22:04:27] <spherspline> get thrown off the table...
[22:06:45] <spherspline> poor verizon bill is gonna be extremely high this month
[22:07:16] <MattyMatt_> so you're making a machine to detect large monocrystals?
[22:07:41] <spherspline> look for "asterism" or "star sapphire" images
[22:08:03] <spherspline> target is isolating the crystal structures of those composites to determine optical characteristics
[22:08:35] <AchiestDragon> the idea i would go with is an orbiting 3d scanner ,, you place the items in the scan area then scanner rotates arround it
[22:08:54] <spherspline> yes
[22:09:04] <spherspline> but that is a complex task this small
[22:09:07] <spherspline> url?
[22:09:21] <AchiestDragon> http://www.cyberware.com/products/scanners/ps.html
[22:09:30] <spherspline> ive gone through the various rotors and long-arm methods, all get in the way
[22:09:52] <spherspline> ya, that was my first design
[22:09:55] <spherspline> tried planetary
[22:10:06] <spherspline> but all could not hold position sufficiently
[22:10:16] <spherspline> IF the camera and rigging was standard, that would be plausible
[22:10:26] <spherspline> its using whatever camera you stick next to it.
[22:10:52] <spherspline> there is of course always 2 of them
[22:11:02] <spherspline> its the waterjet mounting i was most concerned with
[22:11:07] <AchiestDragon> well clamping the crystal is giong to give points on it that would affect the optical data your after , ie shadows in wrong aria
[22:12:04] <AchiestDragon> some thing like a cross between some outside calipers and a vice in a arrangment like a 4 jaw chuck as there irregular
[22:12:48] <AchiestDragon> but that may get in the way of your cutting
[22:13:25] <spherspline> search ebay "sapphire rough boule" or "rough sapphire" for pics
[22:13:45] <spherspline> ... moreso, im targeting their audience so that we can get data from every hobby lab on the planet
[22:15:25] <spherspline> things can have pointed ends or high crystal count
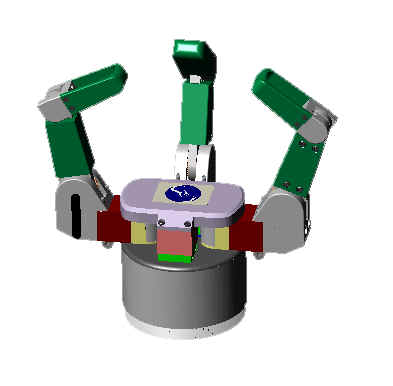
[22:17:20] <AchiestDragon> http://stuff.mit.edu/afs/athena/course/2/2.995/www/images/Robotic_Hand.jpg
[22:17:50] <AchiestDragon> something like that i guess since its a totaly irrgular shape your trying to hold
[22:19:05] <AchiestDragon> you may have to look at some soft rubber faces so you can get a firm grip without damaging or chiping it
[22:20:10] <AchiestDragon> the angles of the "fingers" would have to be set to match sutable points on the crystal
[22:20:56] <AchiestDragon> and of course it would have to be a sutable size in relation to it
[22:24:41] <Guest50989> lastline?
[22:24:52] <AchiestDragon> dam cats eating better than me ,,, all i got was a mc'd's ,, its having tuna , since i forgot to get cat food
[22:25:01] <AchiestDragon> the size of the clamp
[22:25:09] <Guest50989> search ebay "sapphire rough boule" or "rough sapphire" for pics
[22:25:09] <Guest50989> <spherspline> ... moreso, im targeting their audience so that we can get data from every hobby lab on the planet
[22:25:09] <Guest50989> <spherspline> things can have pointed ends or high crystal count
[22:25:29] <Guest50989> fool verizon wiretaps
[22:26:23] <AchiestDragon> 0 results found for sapphire rough boule
[22:26:31] <Guest50989> they jammed another download half way through to waste $$ restarting it so they can mess with the code... fucking DHS/NSA/FBI bullshit
[22:27:43] <AchiestDragon> ho you timed out
[22:27:52] <AchiestDragon> will pm you the backlog
[22:28:53] <Guest50989> yes
[22:29:08] <Guest50989> the mounting is the main problem, both strength (blasting) and damage
[22:30:38] <AchiestDragon> think something on the lines of that hand may be sutable ,, use small hydroics or pnumiatcs with a rubber faced grip ,, that sould let you decide what presure to place on the item you clamp
[22:31:16] <AchiestDragon> apploogies for the uncorrected speeling
[22:31:50] <Guest50989> the archeological sites use poly tentacles -- worm bots
[22:32:15] <Guest50989> things im sure parasites and movie "tremors" would freak and run away from
[22:32:52] <Guest50989> fucker verizon just stole another 50 meg transfer at $$$$$$$
[22:33:17] <AchiestDragon> well yea but the hand one should give you the same sort of dexteraty with less movable joints to worry about
[22:33:34] <Guest50989> exactly, for this consumer item, its going to be simple
[22:34:00] <Guest50989> i've just assumed connect it however to something modular and stick it in the platform, so its not been a high concern
[22:35:17] <Guest50989> for ebay, search "Star Rough" -- sorry
[22:35:43] <Guest50989> damnit the results are changing constantly
[22:35:47] <Guest50989> i think this wire is jammed
[22:35:49] <AchiestDragon> the only other way i would concider is to half resin cast it making machining one half while clamping the resin , chemicalty removing the resin and doing the same to the other side but thats not a simple process to master and not cheap to do
[22:36:03] <AchiestDragon> na will just be bad connection
[22:36:10] <AchiestDragon> what time is it there
[22:37:16] <AchiestDragon> sounds like the 6pm to 9pm internet peek "rush hour" every man and his dog downloading porn once they get home form work
[22:37:22] <Guest50989> sorry to paste an ebay link, but its the shapes that matter ;)
http://shop.ebay.com/?_from=R40&_trksid=p3984.m38.l1313&_nkw=star+rough&_sacat=See-All-Categories
[22:38:04] <AchiestDragon> yea undrstand the problem of the shape
[22:38:25] <Guest50989> also dont want to glue to a primary axis for the staging
[22:40:19] <AchiestDragon> think on the lines of a 4 jaw lathe chuck , indipendant jaws not flat faced but with a inward facing lip with a rubber or soft tip to it , that you can set the crystal into , center it and there you go
[22:40:35] <AchiestDragon> the lip at the top edge of the jaw
[22:41:23] <AchiestDragon> the size of it would have to be relative ie small ones for small crystals and bigger ones for biger
[22:42:11] <AchiestDragon> that would be the simplest way to handle the irregular shape
[22:43:26] <AchiestDragon> the main problem you have is sitable flat arias to get a good contact from so a soft face to it is the only real solution
[22:45:26] <AchiestDragon> thats going to limit the "slip" presure of the crystal /clamp in relation to the amount of aria that it can clamp to and the presure you can apply without chipping
[22:45:58] <AchiestDragon> that intrun would be limit the cutting rate
[22:46:10] <AchiestDragon> but it would all be proportional
[22:48:50] <AchiestDragon> the ideal solution though would be currently unacheavable ,, that would be to have a electricaly active resin that set when a charge was applied and was like a liquid gell when not ,, then you just place crystal in gell apply charge and its held solid untill chage removed
[22:49:18] <AchiestDragon> but afaik no shuch chemical exists yet
[22:51:06] <AchiestDragon> the other i guess is to look at what workholding method they use to cut raw dimonds and other jems
[22:53:39] <AchiestDragon> ie the same way as this
http://www.tradeshop.com/gems/pictures/faceting.jpg
[22:53:52] <Guest50989> any of the boules should be able to hold with an iris
[22:55:19] <Guest50989> there are polymer baloon pads too
[22:55:27] <AchiestDragon> google gem cutting im shure a number of the links there show normal ways to hold them
[22:55:29] <Guest50989> fairly even pressure
[22:56:12] <Guest50989> ya, most of the gem mills use a glue
[22:56:22] <Guest50989> which then gets dissolved off for the next angle
[22:57:02] <Guest50989> there is indication all the processing we need is symmetrical around the axis as well
[22:57:07] <Guest50989> so that makes it easy first draft
[22:57:18] <Guest50989> aka make cyllender
[22:57:33] <Guest50989> but obviously it is irrational not to make the tool correctly
[23:06:27] <AchiestDragon> http://www.hoj.com.au/images/catalogue/83b0a7190387df001967778cf36414a0.jpg a 2 jaw version of what i was thinking would do
[23:07:24] <AchiestDragon> art 56 with the art 36/a jaw tips on that link
[23:10:51] <AchiestDragon> if you go for 3 or 4 jaws then you need them to be indipendantly adustable so you can center the crystal to the pont you want regardless of its shape
[23:12:09] <AchiestDragon> the bits on that image art36/a (the set of them ) looks like they fit in the holes on the top of the art56 part
[23:14:42] <AchiestDragon> if you realy want to account for extream shapes like the bigger jems with large bits sticking out then may be a idea to give each jaw a "z" axis adjustment also then you should not have a problem with any shape
[23:15:24] <AchiestDragon> but that in most cases i think would be overkill
[23:17:09] <AchiestDragon> sorry art56 / art 36 was looking at a bad zoom
[23:18:40] <i-pink> hii
[23:18:50] <AchiestDragon> hi
[23:35:03] <andypugh> I think I am up and running again.
[23:35:17] <andypugh> Though I have odd amp-enable behaviour.
[23:35:22] <i-pink> running what?
[23:35:41] <andypugh> But that is a bit complicated to I put it on the mailing list
[23:36:00] <andypugh> My mill/lathe thing. I blew up some driver boards last week.
[23:46:17] <Guest50989> photomodeler scanner is a pos.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}